Сталь ст 45 характеристики: Сталь 45 (ст45) — характеристики, химический состав, применение
alexxlab | 14.05.2023 | 0 | Разное
Сталь 45: характеристики, свойства, применение
На производственные линии поставляется просто огромное количество различных сталей, которые характеризуются своими определенными свойствами. Примером можно назвать материал сталь 45, который получил широкое распространение. Эта сталь характеризуется определенными эксплуатационными качествами, которые стоит рассматривать. ГОСТ на сталь 45 определяет концентрацию всех химических веществ. Марка характеризуется относительно невысокой стоимостью, а расшифровка марки стали определяет широкое ее распространение. Рассмотрим особенности данного предложения подробнее.
Химический состав стали 45
Во много эксплуатационные и другие качества определяются химическим составом. Это связано с тем, что некоторые элементы способны существенно повысить прочность, другие увеличивают хрупкость. Химический состав стали 45 характеризуется присутствием следующих элементов:
- Основные химические элементы Ст 45 представлены железом и углеродом.
 От концентрации второго элемента во многом зависит то, насколько прочным и твердым получается изделие. Установленные стандарты определяют то, что концентрация углерода должна составлять от 0,42 до 0,5%. При этом в составе металла около 97%.
От концентрации второго элемента во многом зависит то, насколько прочным и твердым получается изделие. Установленные стандарты определяют то, что концентрация углерода должна составлять от 0,42 до 0,5%. При этом в составе металла около 97%. - В состав включается относительно небольшое количество легирующих элементов. Основными можно назвать магний и кремний. Их показатель концентрации составляет более 0,1%.
- Концентрация других элементов выдерживается в определенном диапазоне. К примеру, ГОСТ определяет небольшое количество серы и фосфора, так как эти элементы приводят к ухудшению эксплуатационных качеств.
 От концентрации второго элемента во многом зависит то, насколько прочным и твердым получается изделие. Установленные стандарты определяют то, что концентрация углерода должна составлять от 0,42 до 0,5%. При этом в составе металла около 97%.
От концентрации второго элемента во многом зависит то, насколько прочным и твердым получается изделие. Установленные стандарты определяют то, что концентрация углерода должна составлять от 0,42 до 0,5%. При этом в составе металла около 97%.Трубы Ст45
Содержание углерода, как и многих других элементов, выдерживается в определенном диапазоне. Этот элемент во многом определяет основные характеристики получаемых изделий, слишком высокая концентрация может привести к твердости поверхности и хрупкости структуры.
Закалка стали с помощью ТВЧ
При проведении поверхностной закалки с помощью ТВЧ процесс нагрева изделий осуществляется до более высокой температуры.
Это вызвано двумя факторами:
- Нагрев осуществляется за короткое время с ускоренным изменением и переходом перлита в аустенит.
- Реакция перехода должна осуществляться в сжатые сроки за небольшой промежуток времени при высокой температуре.
Закалка ТВЧ (токами высокой частоты)
Процессы, протекающие при обычной закалке в печи с использованием ТВЧ, имеют различные характеристики и ведут к изменению твердости (HRC) заготовок:
- При нагреве в печи скорость составляет, 2-3 °С/сек до 840 – 860 °С.
- С использованием ТВЧ – 250 °С/сек до температуры 880 – 920 °С или в режиме при 500 °С/сек – до 980 – и 1020 °С.
Нагрев деталей при использовании ТВЧ осуществляется до более высокой температуры, но перегрева заготовки не происходит. В процессе обработки с применением ТВЧ время операции нагрева значительно сокращается, что способствует сохранению размера и структуры зерна. В ходе выполнения операции закалки ТВЧ твердость металла ( HRC) возрастает на 2-3 един. по Роквеллу.
по Роквеллу.
Свойства материала
Механические свойства стали 45 определяют широкое распространение этого металла. Концентрация углерода составляет 0,45%, другие примеси крайне незначительны. Это во многом определяет следующие характеристики:
- Плотность стали 45 или удельный вес составляет 7826 кг/м3. За счет этого обеспечивается невысокий показатель веса получаемых изделий, однако легкими их не назовешь. Плотность может несущественно отличаться в зависимости от химического состава.
- К отпускной хрупкости структура не склонна. Сталь 45, характеристики которой можно назвать универсальным предложением, очень часто подвергается закалке, за счет которой существенно повышается твердость поверхности.
- Очень часто проводится поставка заготовок после термической обработки. Она существенно повышает твердость поверхности. Этот момент также определяет то, что твердость стали 45 в состоянии поставки может варьировать в достаточно большом диапазоне. Как правило, твердость выдерживается на уровне 10-1 HB, который соответствует 170 МПа.
- Сталь марки 45 относится к трудносвариваемым металлам, что определяет сложности при проведении сварочных работ. Именно поэтому структура изначально подогревается и лишь только после этого проводится соединение элементов. Прокаливаемость стали 45 также находится на достаточно низком уровне, за счет чего усложняется процесс обработки резанием. Сварка может применяться при применении различного сварочного оборудования. Применение соответствующих электродов позволяет существенно упростить процесс сваривания. Резание сварочным аппаратом также существенно осложняется.
- Довольно часто проводится ковка. Она проводится при температуре 1250 градусов Цельсия, в конце показатель составляет 700 градусов Цельсия.
- Предел прочности и модуль упругости могут варьировать в достаточно большом диапазоне. Все зависит от того, какова температура нагрева поверхности. Предел текучести стали определяет то, насколько она проста при литье различных заготовок.

Свойства сплава Ст 45
В целом можно сказать, что металл подходит для применения при изготовлении различных изделий. В большинстве случаев проводится термическая обработка, которая позволяет существенно увеличить эксплуатационные характеристики. Стоит учитывать, что только при выдерживании температурного режима можно обеспечить условия для правильного перестроения кристаллической решетки.
В большинстве случаев проводится термическая обработка, которая позволяет существенно увеличить эксплуатационные характеристики. Стоит учитывать, что только при выдерживании температурного режима можно обеспечить условия для правильного перестроения кристаллической решетки.
Скачать ГОСТ 1050-2013
Сортамент изделий, выполненных из ст 45, ГОСТы
Согласно действующим стандартам, из стали марки 45 изготавливают достаточное количество известнейших изделий металлопроката – круг г/к ст. 45, лист, квадрат ст45, трубы.
Сортовой прокат, включая фасонный, изготавливают по строгим требованиям ГОСТов: 1050-88, 10702-78, 2590-2006 и 2591-2006, 2879-2006, 8509-93 и 8510-86, а также 8239-89, 8240-97.
- Для изготовления калиброванного прутка необходимо соблюдать требования стандартов 1050-88, 8559-75 и 8560-78, 7417-75,
- листового проката: толстого (ГОСТы 1577-93, 19903-74), тонкого – ГОСТ 16523-97,
- полосы (ГОСТы 103-2006, 1577-93, 82-70),
- шлифованного прутка – ГОСТ 14955-77,
- ленты из стали 45 – ГОСТ 2284-79,
- кованых заготовок – ГОСТы 8479-70, 1133-71,
- труб – стандарты 8732-78, 8731-74, 8733-74, 8734-75, а также 21729-76,
- проволоки – ГОСТы 17305-91, 5663-79.

Температура критических точек стали 45
Как ранее было отмечено, для улучшения эксплуатационных качеств металла проводится термическая обработка. Она предусматривает оказание определенного воздействия на структуру, после чего происходит перестроение кристаллической решетки и изменение качеств. Во много при проведении термической обработки учитываются критические точки. Обработка стали Ст 45 проводится с учетом следующих факторов:
- Температурного режима. Важно выбирать правильную температуру, так как слишком низкая становится причиной неполного нагрева структуры и полное перестроение структуры не произойдет. Слишком высокий показатель становится причиной перегрева металла, а также появления окалины. Для обеспечения воздействия требуемой температуры могут применяться самые различные установки. Примером назовем доменные печи или электрические установки. Слишком высокие температуры плавления определяют то, что выполнить закалку рассматриваемой стали в домашних условиях довольно сложно.
- Скорости повышения температуры. Скорость нагрева также может определять то, какие именно качества будут передаваться обрабатываемому изделию. Современное оборудование позволяет с высокой точностью контролировать скорость нагрева. К примеру, ТВЧ имеют электронный блок управления, электрическая энергия преобразуется в магнитную, которая и становится причиной нагрева структуры.
- Продолжительности временного промежутка между воздействием различных температур. При термической обработке всех металлов учитывается присутствие трех критических точек, которые учитываются. Длительность выдержки может зависеть не только от химического состава материала, но и размеров, формы заготовки.
- Особенности прохождения процесса охлаждения. Во много качества получаемого изделия зависят от того, при каких условиях проходил процесс охлаждения. К примеру, есть возможность использовать масло или воду, а также различные порошки в качестве охлаждающей среды.

Довольно часто для изменения качеств металла применяется ТВЧ. Она характеризуется высокой эффективностью в применении, а также простотой в использовании. Сегодня встречаются модели, которые при желании можно установить в домашней мастерской.
Она характеризуется высокой эффективностью в применении, а также простотой в использовании. Сегодня встречаются модели, которые при желании можно установить в домашней мастерской.
Критическими точками принято считать температуры, при которых происходит перестроение структуры. Выделяют три основных температурных точек, которые отображаются на построенной диаграмме.
Уделяется внимание и выбору более подходящей среды охлаждения. К примеру, есть возможность провести охлаждение в воде. Однако подобная среда приводит к неравномерному охлаждению, что приводит к появлению окалины и других проблем. Для более высокого качества применяется масло. Крупногабаритные заготовки можно охлаждать на открытом воздухе, так как для снижения температуры требуется много времени.
Закалка стали
Процесс закалки стали заключается в проведении термообработки заготовок с нагреванием до температуры выше критической с дальнейшим ускорением охлаждения. Данное состояние способствует повышению прочности и твердости (HRC) стали с одновременным снижением пластичности и улучшением потребительских характеристик.
Режим воздействия температуры охлаждения металла зависит от количества содержания углерода и легирующих присадок в стали.
После проведения закалки стали заготовки покрываются налетом окалины и частично теряют содержащийся углерод, поэтому технология обязательно должна соблюдаться согласно установленному регламенту.
Охлаждение металла должно проходить быстро, для предотвращения преобразования аустенита в сорбит или троостит. Охлаждение должно производиться точно по графику быстрое остывание заготовок, приводит к образованию мелких трещин. В процессе охлаждения от 200 °C до 300 °C происходит искусственное замедление при постепенном остывании изделий для этого, могут использоваться охлаждающие жидкости.
Применение защитных мер
В процессе термической обработки происходит постепенное выгорание углерода и образование налета окалины. Для предотвращения ухудшения качества металла и его защиты используются защитные газы, которые закачиваются в ходе процесса закаливания.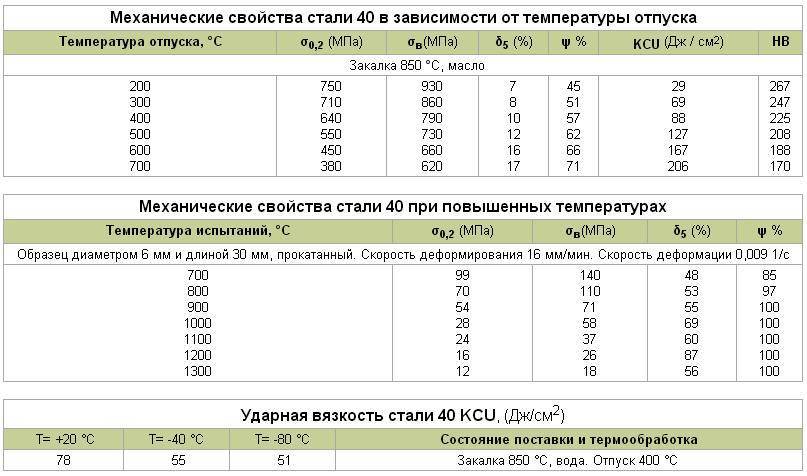 В печь имеющую герметичную камеру, где происходит термообработка с помощью специального генератора, закачивается газ аммиак или метан.
В печь имеющую герметичную камеру, где происходит термообработка с помощью специального генератора, закачивается газ аммиак или метан.
При отсутствии герметичных печей операции обработки производятся в специальной герметичной таре, куда предварительно засыпается чугунная стружка для предотвращения выгорания углерода.
При обработке заготовок в соляных ваннах металл защищен от окисления, а для создания необходимых условий для сохранения уровня углерода содержание ванной 2-х кратно в течение суток раскисляется борной кислотой, кровяной солью или бурой. При температуре обработки в диапазоне температур 760-1000 °С в качестве раскислителя может использоваться древесный уголь.
Рекомендации при выборе
Сталь 65г совсем не поддаётся свариванию. При изготовлении изделий следует учитывать это свойство.
Также нужно помнить, что материал чаще всего применяется для спортивного холодного оружия. Это обусловлено хорошей стойкостью к ударам при одновременной низкой стоимостью исходного материала. Это позволяет иметь в наличии снаряды при небольших материальных затратах.
Это позволяет иметь в наличии снаряды при небольших материальных затратах.
Нож сделанный из стали 65Г.
Ножи из 65г не рекомендуется использовать в хозяйственных целях, например, на кухне, где постоянная сырость. Чтобы режущие инструменты, изготовленные из этой марки, не покрывались ржавчиной, их необходимо хранить в сухих помещениях. Масляное покрытие защитит клинки от коррозии.
Механические свойства стали 45 после нормализации
| Стандарт | Состояние поставки | Предел текучести, Rm(МПа) | Предел краткосрочного сопротивления, ReH (МПа) | Минимальное относительное удлиннение подовження σ,% | Относительное сужение, % |
| ГОСТ 1050 | После нормализации | 355 | 600 | 16 | 40 |
| ДСТУ 7809 | После нормализации | 355 | 600 | 16 | 40 |
Виды отпуска стали
Главный технический параметр ОС — это температура нагрева. Различают 3 типа ОС — высокий, средний и низкий. Конечно, высокотемпературный отпуск является оптимальным средством обработки, поскольку чем выше температура нагрева, тем более активно будет происходить рекристаллизация металла. Однако низко- и среднетемпературные способы обработки также имеют практическую пользу, которую не стоит недооценивать. Ниже мы рассмотрим каждый тип ОС по отдельности.
Различают 3 типа ОС — высокий, средний и низкий. Конечно, высокотемпературный отпуск является оптимальным средством обработки, поскольку чем выше температура нагрева, тем более активно будет происходить рекристаллизация металла. Однако низко- и среднетемпературные способы обработки также имеют практическую пользу, которую не стоит недооценивать. Ниже мы рассмотрим каждый тип ОС по отдельности.
Высокий
Высокий отпуск стали — это вариант отпускной обработки при температуре от 500 до 700 градусов. Данный способ является самым эффективным, поскольку при таком нагреве происходит полигонизация и рекристаллизация материала, что позволяет устранить все напряжения внутри металла. Обычно длится от 2 до 3 часов. В случае обработки сложных конструкций рекомендованное время может увеличиваться до 6 часов.
Главный недостаток высокотемпературного отпуска — это небольшое снижение прочности материала. Поэтому методика не годится для обработки деталей, которые во время эксплуатации будут испытывать сверхвысокую нагрузку
Высокотемпературная методика распространяется на все виды стали, однако обратите внимание, что в случае некоторых легированных сплавов во время обработки может возникнуть так называемая обратимая высокотемпературная хрупкость
Средний
Основная особенность среднего отпуска — активная диффузия углерода без полигонизации и рекристаллизации сплава. В случае среднетемпературной обработки улучшается упругость материала, повышается его релаксационная стойкость. Температура отпуска стали в данном случае находится в пределах от 350 до 500 градусов. Средний срок проведения обработки — 2-4 часа. Оптимальная среда — маслянистая или щелочная. Средняя обработка хорошо подходит для прочных деталей сложной формы — рессоры, пружины, ударные конструкции. Однако на практике данная технология используется редко в связи с рядом ограничений:
В случае среднетемпературной обработки улучшается упругость материала, повышается его релаксационная стойкость. Температура отпуска стали в данном случае находится в пределах от 350 до 500 градусов. Средний срок проведения обработки — 2-4 часа. Оптимальная среда — маслянистая или щелочная. Средняя обработка хорошо подходит для прочных деталей сложной формы — рессоры, пружины, ударные конструкции. Однако на практике данная технология используется редко в связи с рядом ограничений:
- В температурной диапазоне от 250 до 300 градусов находится так называемый островок хрупкости первого рода, которого следует избегать. Одновременно с этим при температуре выше 500 градусов находится другой островок хрупкости второго рода (его тоже рекомендуется избегать). Об особенностях этих островков мы расскажем ниже. А небольшое отклонение температуры в большую или меньшую сторону во время отпуска может привести к фатальным последствиям.
- Методика не имеет преимуществ в сравнении с альтернативными технологиями (низкой и высокой). Одновременно с этим слабые печи для обработки обычно не могут нагревать рабочую среду до таких температур, а более сильные печи могут нагреваться до более высоких температур, что неудобно с практической точки зрения.
 Одновременно с этим слабые печи для обработки обычно не могут нагревать рабочую среду до таких температур, а более сильные печи могут нагреваться до более высоких температур, что неудобно с практической точки зрения.
Одновременно с этим слабые печи для обработки обычно не могут нагревать рабочую среду до таких температур, а более сильные печи могут нагреваться до более высоких температур, что неудобно с практической точки зрения.Низкий
Низкий отпуск стали — методика обработки стального сплава или изделия, при которой нагрев осуществляется до температуры от 100 до 250 градусов. Срок обработки обычно составляет 1-3 часа в зависимости от типа детали, ее габаритов. Во время низкотемпературной обработки происходит диффузия частиц углеродистых компонентов без полигонизации и рекристаллизации атомной решетки. Это позволяет повысить некоторые физические характеристики материала — прочность, пластичность, твердость, химическую инертность.
Низкий отпуск — универсальная технология, однако по факту ее применяют в основном для отпуска изделий из низколегированных и высокоуглеродистых сталей (ножи, посуда, простые детали). Также нужно избегать нагрева материала выше температуры 250 градусов (в противном случае он попадет в островок хрупкости первого рода, что чревато необратимой порчей металла).
Сводная таблица
| Тип отпуска | Время | Температура отпуска стали | Краткие особенности |
| Низкий | 1-3 часа | От 100 до 250 градусов | Происходит только частичная диффузия углерода. Следует избегать перегрева материала выше отметки 250 градусов. |
| Средний | 2-4 часа | От 350 до 500 градусов | Происходит полная диффузия углерода без полигонизации, рекристаллизации. На практике используется редко из-за ряда ограничений. |
| Высокий | 2-3 часа | От 500 до 700 градусов | Происходит полная диффузия углерода, полигонизация, рекристаллизация. Немного снижает прочность материала, поэтому не применяется для сверхпрочных деталей. |
DIN 17175 St45.8 Трубы из углеродистой стали и характеристики труб
Перейти к содержимомуDIN 17175 ST45.8pipesFactory2018-11-12T13: 22: 47+00: 00
Химический состав DIN 17175 ST45. 8. Mn %
8. Mn %
Поиск товаров на нашем сайте!
Поиск:
Получите лучшие цены на нашу продукцию
- Производители бесшовных труб Super Duplex 2507/UNS S32750 ₹520,00
- Трубная арматура в Мумбаи ₹200,00
- Трубы из мягкой/углеродистой стали в Джодхпуре ₹74,00
- ASTM A210 ASME SA210 Grade C Бесшовные трубы ₹159,00
- Фитинги для труб в Аурангабаде ₹200,00
- Поставщики и дилеры бесшовных труб SS 317/317L в Индии ₹510,00
- Фитинги для труб в Бхилаи ₹200,00
- Фитинги для труб в Бхопале ₹200,00
- Трубы U-образного изгиба из нержавеющей стали 347/347H ₹520,00
- Бесшовные трубы SS 304/304L в Джамшедпуре (1. 4301/1.4306, UNS S30400/S30403) ₹205,00
- Фитинги для труб в Пуне ₹200,00
- Капиллярные трубы/трубки из нержавеющей стали ₹215,00
- Трубы из нержавеющей стали в Ченнаи ₹200,00
- Поставщики бесшовных труб в Бхавнагаре, Гуджарат ₹72,00
- Поставщики бесшовных труб в Меерут, Уттар-Прадеш ₹72,00
- Бесшовные трубы из нержавеющей стали 304/304L в Джайпуре (1.4301/1.4306, UNS S30400/S30403) ₹205,00
- Квадратные стальные трубы ₹56,00
- Трубы с большой толщиной стенки из нержавеющей стали 317/317L ₹555,00
- Бесшовные трубы SS 304/304L в Аурангабаде (1.4301/1.4306, UNS S30400/S30403) ₹205,00
- Поставщики и дилеры бесшовных труб Duplex 2205/UNS S31803 в Индии ₹510,00
- Фитинги для труб в Удайпуре ₹200,00
- Фитинги для труб в Коимбатур 200,00 ₹
- Трубы с большой толщиной стенки из нержавеющей стали 316/316L ₹285,00
- Поставщики бесшовных труб в Нашике, Махараштра ₹72,00
- Бесшовная стальная труба API 5L ₹74,00
 4301/1.4306, UNS S30400/S30403) ₹205,00
4301/1.4306, UNS S30400/S30403) ₹205,00 Труба стальная бесшовная DIN 17175 для повышенных температур St35.
 8, St45.8, 17Mn4, 19Mn5, 15Mo3, 13CrMo44
8, St45.8, 17Mn4, 19Mn5, 15Mo3, 13CrMo44 Труба стальная DIN17175 ST37
Труба легированная сталь DIN 17175 — это просто большой класс, и у него много классификаций. В основном мы производим стальные трубы DIN 17175 ST35.8, DIN 17175 ST45.8 и 10CrMo910. Эта труба из легированной стали представляет собой большой класс и имеет множество классификаций. В основном мы производим стальные трубы DIN 17175 ST35.8, DIN 17175 ST45.8 и 10CrMo910. Марка стали: DIN17175 St35.8 DIN17175 St45.8 15Mo3 13CrMo44 10CrMo910.EN 10216-2, Качество P235 GH (ранее DIN 17175, St.35.8 Cl. 1, котельная труба) P = Давление 235 = Минимальный предел текучести 2 N GH = испытанные свойства при более высоких температурах
Химический состав стальных труб DIN 17175 (%)
| С | Си | Мн | Р | С | Кр | Мо | |
Ст35. 8 8 | ≤0,17 | 0,10-0,35 | 0,40-0,80 | ≤0,040 | ≤0,040 | / | / |
| Ст45.8 | ≤0,21 | 0,10-0,35 | 0,40-1,20 | ≤0,040 | ≤0,040 | / | / |
| 15Mo3 | 0,12-0,20 | 0,10-0,35 | 0,40-0,80 | ≤0,035 | ≤0,035 | / | 0,25-0,35 |
| 13CrMo44 | 0,10-0,18 | 0,10-0,35 | 0,40-0,70 | ≤0,035 | ≤0,035 | 0,70-1,10 | 0,46-0,65 |
| 10CrMo910 | 0,08-0,15 | ≤0,50 | 0,40-0,70 | ≤0,035 | ≤0,035 | 0,20-0,25 | 0,90-1,20 |
Механические свойства стальной трубы DIN17175
| Марка | Предел текучести (МПа) | Прочность на растяжение (МПа) | Удлинение (%) |
Ст35. 8 8 | ≥235 | 360-480 | 25 |
| Ст45.8 | ≥255 | 410-530 | 21 |
| 15Mo3 | ≥275 | 450-600 | 20 |
| 13CrMo44 | ≥290 | 440-590 | 20 |
| 10CrMo910 | ≥280 | 450-600 | 18 |
| СТАРЫЙ | Новый | ||||
| Исполнение | Норма | Сталь марки | Исполнение | Норма | Сталь марки |
| Сварной | DIN 1626 | Ст. | |||