Станки с чпу это что: Станки с ЧПУ: классификация, параметры, принцип программирования
alexxlab | 12.11.2019 | 0 | Разное
Какая расшифровка у ЧПУ аббревиатуры и как работают станки на основе ЧПУ
 Многие начинающие мастера по изготовлению мебели сталкиваются с необходимостью создания фасадов на основе плит МДФ. Причем требования к изделиям в условиях высокой конкуренции – достаточно высоки.
Многие начинающие мастера по изготовлению мебели сталкиваются с необходимостью создания фасадов на основе плит МДФ. Причем требования к изделиям в условиях высокой конкуренции – достаточно высоки.
Изделия должны быть качественными, отвечать современным стандартам и трендам, кроме того, чтобы иметь стабильный поток клиентов, их заказы предприниматель должен выполнять как можно быстрее. Сделать работу качественно и быстро можно лишь при условии применения технологичных приспособлений для работы. В данном случае – это станки с ЧПУ. Что они представляют собой и как работают, мы и расскажем ниже.
Что означает данная аббревиатура?
Расшифровка этого понятия такая: Числовое Программное Управление. То есть, станок, работающий на числовом программном управлении, способен совершать те или иные действия, которые ему задаются при помощи специальной программы. Параметры работы станка задаются посредством цифр и математических формул, после этого он выполняет работу согласно указанным программой требованиям. Программа может задавать такие параметры, как:
- мощность;
- скорость работы;
- ускорение;
- вращение и многое другое.
Особенности станков с ЧПУ
Техника создания мебельных деталей на современном приборе данного типа включает в себя несколько этапов работы:
 формируется модель будущей заготовки посредством специальных графических программ на компьютере, она может быть выполнена как в двухмерном, так и трехмерном виде;
формируется модель будущей заготовки посредством специальных графических программ на компьютере, она может быть выполнена как в двухмерном, так и трехмерном виде;- с помощью специальной программы для оборудования с ЧПУ готовая модель отцифровывается в управляющую программу;
- далее файл с управляющей программой вводят в память ЧПУ, и станок приступает к выполнению работы.

Все механические действия, которые выполняет оборудование, являются воплощением последовательности, которая прописана в управляющей программе.
Современные станки с ЧПУ являются сложными электромеханическими приборами и требуют квалифицированного применения. В основном работа станка осуществляется посредством двух человек:
- наладчика;
- оператора станка с ЧПУ.
Наладчику вверяется более сложный массив работы, он выполняет действия по наладке и переналадке прибора, а оператор должен следить за рабочим процессом и осуществлять легкую наладку.
Действия наладчика и оператора станка с ЧПУ
Этапы работы наладчика выглядят следующим образом:
- подбор режущего инструмента согласно карте, проверка его целостности и заточки;
- подбор по карте наладки заданных размеров;
- установка режущего инструмента и зажимного патрона, проверка надежности крепления заготовки;
- установка переключателя в положение «От станка»;
- проверка рабочей системы на холостом ходу;
- введение перфоленты, которое проводится после проверки лентопротяжного механизма;
- проверка правильности заданной программы для пульта и станка ЧПУ и системы световой сигнализации;
- крепление заготовки в патрон и установка переключателя в режим «По программе»;
- обработка первой заготовки;
- измерение готовой детали, внесение поправок на специальные переключатели-корректоры;
- обработка детали в режиме « По программе» второй раз;
- осуществление замеров;
- перевод переключателя режима в положение «Автомат».
На этом процесс наладки окончен и к работе приступает оператор станка ЧПУ. Он должен выполнить такие действия:
- менять масла;
- чистить рабочую зону;
- смазывать патроны;
- проверять станок на пневматику и гидравлику;
- проверять точные параметры оборудования.
Перед тем как приступить к работе, оператор станка ЧПУ должен проверить его на работоспособность посредством специальной тестовой программы, также ему следует убедиться в том, что подана смазочная жидкость и в том, что в гидросистеме и ограничивающих упорах присутствует масло.
Помимо этого, он должен проверить, насколько надежно крепление всех приборов и инструментов, а также то, насколько мебельная заготовка соответствует заданному технологическому процессу станка. Далее следует провести замеры на предмет возможных отклонений от точности настройки нуля на приборе и других параметров.
И только после этих манипуляций можно включать сам станок ЧПУ:
- заготовку устанавливают и закрепляют;
- потом вводится программа работы;
- в считывающее устройство заправляется перфолента и магнитная лента;
- нажимаем «Пуск»;
- после того как первая деталь обработана, производятся ее замеры на предмет соответствия с заданной ранее моделью.
Сферы применения станков с ЧПУ
 Станки на основе ЧПУ применяются в разных отраслях по оказанию услуг и производстве:
Станки на основе ЧПУ применяются в разных отраслях по оказанию услуг и производстве:
- для обработки древесины и плит из дерева;
- для обработки пластика;
- камней;
- сложных изделий из металла, включая ювелирные изделия.
Приборы с ЧПУ имеют ряд таких функций, как:
- фрезерование;
- сверление;
- гравировка;
- распил;
- лазерная резка.
Некоторые модели станков с ЧПУ имеют возможность совмещать одновременно разные виды обработки материалов, тогда их называют обрабатывающими центрами на основе ЧПУ.
Преимущества станков с ЧПУ
 Применение на производстве станков и обрабатывающих центров на основе ЧПУ позволяет вовремя выполнить такие работы, которые бы без их использования были неосуществимыми. Например, при производстве таким способом мебельных фасадов из МДФ, можно выполнить сложные рельефные декоры, которые вручную сделать просто невозможно. Так, благодаря специальным графическим программам для проектирования можно воплотить самые смелые дизайнерские решения.
Применение на производстве станков и обрабатывающих центров на основе ЧПУ позволяет вовремя выполнить такие работы, которые бы без их использования были неосуществимыми. Например, при производстве таким способом мебельных фасадов из МДФ, можно выполнить сложные рельефные декоры, которые вручную сделать просто невозможно. Так, благодаря специальным графическим программам для проектирования можно воплотить самые смелые дизайнерские решения.
Кроме того, массовое производство фасадов МДФ с помощью широкоформатных станков с ЧПУ возможно без необходимости предварительно раскраивать плиты и позволяет делать полный цикл их обработки, это значительно экономит время и рабочую силу.
Цена оборудования на основе ЧПУ такова, что нужно перед его покупкой хорошо подумать, будет ли это экономически выгодно конкретно для ваших производственных мощностей. Если у вас есть стабильный поток клиентов, и они готовы платить за оригинальные дизайнерские решения, то можете смело вкладывать средства в такое оборудование.
Особенность станков на основе ЧПУ – это их надежность и возможность бесперебойной работы в течение многих лет. Но при работе с ними нужно соблюдать все правила безопасности, а также подбирать только квалифицированных операторов и наладчиков. Некачественная работа персонала может вывести прибор из строя раньше положенного срока.
Оцените статью: Поделитесь с друзьями!Что такое ЧПУ станок: история, технология, преимущества
Станки с ЧПУ: совершенство, к которому быстро привыкаешь 
Появление во второй половине ХХ века первых станков с числовым программным обеспечением (ЧПУ) ознаменовало начало технологической революции в машиностроении. Значение этого события для развития производственных возможностей человечества и совершенствования окружающего нас материального мира трудно переоценить. Станки с ЧПУ можно поставить в один ряд с величайшими открытиями в истории – от появления первых каменных орудий труда, изобретения колеса и открытия электричества, до создания межпланетных космических летательных аппаратов.
История человечества – это история совершенствования орудий труда
Есть много теорий о происхождении земной цивилизации. Часть из них признает, что эволюция человека как биологического вида, развитие его головного мозга, прямохождения и подвижности верхних конечностей, состоялось в результате труда. По мере прогресса мышления и точности движений человеческой кисти, совершенствовались орудия труда. После каменного рубила и древнейшего необработанного топора эпохи позднего палеолита, в неолите топоры стали уже шлифованным инструментом со сверленым отверстием для рукоятки.
А потом в руки людям попала самородная медь, и человечество освоило холодную ковку металла. По мере совершенствования трудовых навыков и инструментов, которые использовались в работе, люди научились создавать много полезных предметов. Однако со временем человечество подошло к рубежу, когда потребовались качественные изменения. Ручной труд более не мог обеспечить достаточный объем однотипных предметов, ставших необходимыми в повседневной жизни.
Продиктованная временем необходимость стала побудительным мотивом к появлению оборудования, повысившего производительность труда, и сделавшего возможным массовое производство. Гончарный круг совершил революцию в изготовлении глиняной посуды. Затем люди стали использовать вращение медной заготовки для того, чтобы было удобнее шлифовать или обтачивать ее куском кремня. До появления первых металлообрабатывающих станков оставалось около тысячи лет…
От первобытных станков и машин к обрабатывающим центрам с ЧПУ
Историки утверждают, что прообраз токарного станка существовал еще в 700-600 годах до нашей эры. Процесс его развития был долгим. Лишь в XIV-XV веках люди придумали, как вместо раба вращать обрабатываемую деталь при помощи ножного привода или водяного колеса. В дальнейшем конструкция станков для обработки дерева и металлов быстро прогрессировала, и уже в конце XIX века были созданы первые универсальные станки автоматы. Которые впоследствии на какое-то время стали основным средством изготовления больших партий одинаковых деталей.
И все же, учитывая большие расходы на то, что мы сейчас называем подготовкой производства, практическое применение и дальнейшее развитие станков-автоматов происходило медленно. Требовались какие-то другие решения, но существующий в то время уровень развития науки и техники обеспечить их не мог. С момента появления первых механизированных станков до создания обрабатывающих центров с числовым программным обеспечением оставалось не более ста лет.
Станки с ЧПУ – новый этап в развитии средств производства
Необходимость создания более совершенных, точных и производительных станков, способных эффективно работать при минимальном участии человека, назрела давно. Но эта задача могла быть реализована только с появлением «умных» вычислительных систем. Которые способны работать по заранее составленной программе сами, и передавать управляющие команды на исполнительные механизмы подключенного к ним станка. Основными проблемами и задачами, которые должно было решить новое оборудование, использующее преимущества электроники и вычислительной техники, являлись:
- Возросшие требования к точности изготовления деталей.
- Недостаточно высокая производительность труда специалистов – станочников.
- Нестабильность размеров деталей, которые изготовлены при участии человека.
- Неизбежность брака из-за ошибок человека.
- Высокая себестоимость продукции, обусловленная низкой производительностью труда и наличием брака.
- Необходимость приобретения и содержания большого станочного парка.
- Чрезмерные затраты на оплату труда большого количества станочников.
Если время ставит перед человечеством новые задачи, очень быстро находятся талантливые люди, которые их решают. В первые годы после окончания второй мировой, американцу Джону Пэрсонсу удались опыты по управлению фрезерным станком при помощи системы, в которой последовательность операций записывали на перфокарты. Его устройство было несовершенным, но послужило началом для исследований ученых и инженеров Массачусетского технологического института. В 1952 году в институтской лаборатории сервомеханики был испытан станок, который управлялся программой, записанной на перфоленту. До технологического уровня, достаточного для промышленного внедрения, система управления не дотягивала. Но стала раздражителем и источником идей для изысканий специалистов профильных компаний. Они профессионально занимались конструированием узлов металлообрабатывающих станков, и были более осведомлены в этой области.
Годом начала эры практического применения станков с числовым программным управлением, является 1955 год. Тогда американская компания BendixCorporation начала серийно производить NumericControl (NC) систему, успешно управлявшую работой фрезерного станка. В практическом внедрении новинки были заинтересованы ВВС США, так как станки с NC-управлением подходили для точной обработки сложных поверхностей воздушных винтов вертолетов и самолетов.
Станку с ЧПУ не нужны «золотые руки», ему нужен оператор
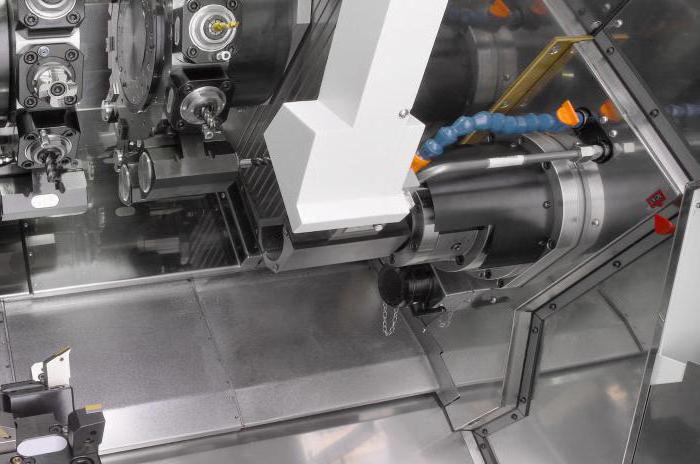
Если понаблюдать за работой современного станка с числовым программным управлением, то очевидно, что человеку в этом процессе отведена роль наблюдателя и обслуживающего персонала. Ведь в память станка уже введена управляющая программа изготовления нужной детали. В противном случае «умный» станок превращается в ухоженный и очень по-технически красивый выставочный экспонат достижений современного станкостроения.
При работе на таких станках операторам сильно напрягаться не приходится. Например, как выглядит работа на токарном станке с ЧПУ: нажал одну педаль, кулачки разошлись и замерли в ожидании заготовки. Нажал другую – кулачки съехались и надежно зафиксировали будущую деталь. Нажал нужную кнопку – задняя бабка поехала к суппорту… Всем управляет электроника, а гидравлический привод отрабатывает команды на перемещение подачи и других подвижных систем станка.
Оператор нужен чтобы настроить станок перед началом работы, ввести в его память нужную программу, возможно, поменять резцы на инструментальном барабане или магазине. Примерно так же выглядит со стороны работа оператора фрезерного станка с ЧПУ, хотя там требуется большее участие обслуживающего специалиста. Но и здесь нужен не станочник – «ювелир», а просто квалифицированный оператор, который умеет ладить со сложным оборудованием.
Преимущества «умных» станков очевидны
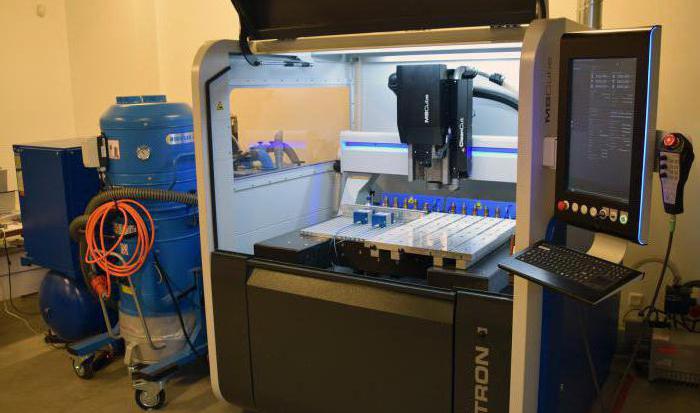
Числовое программное управление (ЧПУ) изменило облик практически всего станочного парка. Электроника управляет работой токарных, фрезерных, сверлильных, шлифовальных, электроэрозионных и ряда других типов станков, используемых в металлообработке. Вершиной современного станкостроения являются фрезерные обрабатывающие центры с ЧПУ. Эти станки универсальны, способны обеспечить весь процесс изготовления деталей от начала до конца, с высокой точностью и за минимальное время. У фрезерных обрабатывающих центров с ЧПУ есть ряд преимуществ:
- универсальность;
- многозадачность;
- высокую скорость резания;
- множество степеней свободы и одновременного перемещения детали и инструмента;
- возможность обработки деталей в различных плоскостях;
- точность позиционирования инструмента;
- оптимальная цена;
- повышение качества продукции;
- значительное удешевление серийных изделий;
- высокую надежность и длительный срок службы.
Использование многоосевых фрезерных обрабатывающих центров позволяет производить с высокой точностью самые сложные детали. Но другие станки с ЧПУ не потеряли своей актуальности и используются для работ, где не требуется сверхвозможности более дорогих обрабатывающих центров. Принцип работы и модульная архитектура всех станков с ЧПУ практически одинаковы. В состав управляющей системы входят:
1.Пульт оператора, при помощи которого можно подготовить станок к работе, ввести программу, изменить режим или экстренно выключить в случае непредвиденной ситуации.
2.Информационный дисплей, на котором отображается текущая информация о работе, ход выполнения программы, состояние основных систем оборудования.
3.Управляющий контроллер, который «руководит» всеми процессами, обеспечивает взаимодействие с оператором и компьютерами внешней локальной сети.
4.Блок памяти, который входит в состав блока управления и снабжает управляющий контроллер информацией. Состоит из постоянной и оперативной памяти – ПЗУ и ОЗУ. В ПЗУ записаны основные константы, конфигурация станка и системные программы. В ОЗУ перед началом работы записываются программы изготовления конкретных деталей, временная служебная информация, поступающая из микроконтроллера.
Сэр! Дайте программу!
Единственным слабым местом этих чудо-станков является зависимость от программного обеспечения. Причем заниматься подготовкой и вводом программ непосредственно с пульта оператора невыгодно. Это процесс долгий, и такой простой станка нецелесообразен. Программы должны быть готовы заранее. В этой ситуации на помощь производственникам пришло специализированное программное обеспечение систем автоматизации проектирования (САПР), которое за рубежом обозначается латинскими буквами CAD.
Разработанные на этой программной базе специальные модули автоматизированной подготовки программ (САМ – ComputerAidedManufacturing) для станков с ЧПУ, навсегда решили проблему простоя дорогого оборудования. Программный комплекс CAD/CAM позволяет рассчитывать и анализировать 3D-модели сложных деталей, виртуально моделировать процесс изготовления детали до включения станка.
Эти новые возможности позволяют вовремя исправить конструкторские ошибки и программные недоработки, и почти до нуля снижают количество бракованных деталей. Экономия станочного времени, электроэнергии и металла – налицо. Кроме того, один оператор может справиться с обеспечением работы нескольких обрабатывающих центров с ЧПУ. Все это обеспечивает дополнительное снижение себестоимости продукции.
Современные станки с ЧПУ работают быстрее и точнее, позволяют упростить и удешевить производство самых сложных изделий. Теперь трудно себе даже представить, что раньше детали вытачивались, сверлились и фрезеровались без этих компьютеризированных помощников. XXI век, господа!
Автор статьи: генеральный директор АО “КоСПАС” Ю.Ю. Тупицын
Что такое станки с ЧПУ
Станки с ЧПУ (числовым программным управлением) – это высокотехнологичное оборудование, в котором исполнительные устройства (приводы) управляются автоматически. Приводы, управляемые по определенной программе, приводят в действие рабочий элемент станка – таков принцип работы оборудования с ЧПУ. В зависимости от назначения станка рабочим элементом может быть шпиндель, сверло, пуансон и т.д.
Парк станочного оборудования, оснащенного ЧПУ, огромен и разнообразен. Достаточно перечислить лишь самые основные: это токарные, фрезерные, шлифовальные, металлорежущие, сверлильные станки, которые подразделяются на множество типов и модификаций. Сложное и многообразное производство требует такого же сложного оборудования. Однако, при всем многообразии типов и моделей принцип работы станков с ЧПУ сводится к наличию программного обеспечения, задающего алгоритм работы станка.
В состав системы ЧПУ входит:
- пульт оператора, который предназначен для управления станком в ручном режиме при подготовке станка к работе по программе. Он позволяет вводить программу управления станком, задавать режимы его работы, при аварийной ситуации отключить станок для устранения неполадок;
- панель оператора (дисплей) отображает текущую информацию о работе станка и выполняемой программе. Оператор может визуально контролировать ход выполнения технологической операции, видеть сообщения об авариях и возникших неполадках;
- контроллер, который представляет собой микросхему с программой работы данного станка. Это устройство служит, например, для задания траектории движения рабочего инструмента, для команд выполнения технологических операций, для изменения управляющих программ и т. д.;
- ПЗУ (постоянное запоминающее устройство) -это постоянная память, которая предназначена для долговременного хранения системных программ и констант, определяющих конфигурацию данного станка; информация в ПЗУ может быть только для чтения;
- ОЗУ (оперативное запоминающее устройство)- это оперативная память, предназначенная для кратковременного хранения файлов системных и управляющих программ, используемых в текущий момент; ОЗУ предназначено для хранения информации, меняющейся в ходе выполнения программы, используется как для записи, так и для чтения информации.
Станки с ЧПУ не требует высокой квалификации специалиста – станочника, достаточно обучить персонал приемам управления программой. Станки с ЧПУ – это современное оборудование, позволяющее обеспечить высокую производительность труда при отменном качестве производимых работ. Использование таких станков значительно повышает общий уровень культуры производства.
Что такое станок с ЧПУ
Современная история выдвинула новые требования для компаний, занимающихся производством. На данный момент трудно представить себе фабрику, стремящуюся увеличить объемы выпуска продукции, без автоматизации производства и внедрения новых технологий.

Одним из главных изобретений за последние годы стали станки с числовым программным управлением. С их появлением значительно возросли производственные мощности предприятий, увеличилось качество выпускаемой продукции, снизились себестоимости и возросли многократно прибыли.
Числовое Программное Управление или ЧПУ – компьютеризованная система управления, которая используя, команды, написанные на специализированном языке программирования, управляет механизмами станка.
Аббревиатура ЧПУ соответствует двум англоязычным — NC и CNC.
NC – Numerical Control. CNC – Computer Numerical Control.
Первым очевидным плюсом от использования станков с ЧПУ является более высокий уровень автоматизации производства. Случаи вмешательства оператора станка в процесс изготовления детали сведены к минимуму. Станки с ЧПУ могут работать практически автономно, день за днем, неделю за неделей, выпуская продукцию с неизменно высоким качеством. При этом главной заботой оператора являются в основном подготовительно-заключительные операции: установка и снятие детали, наладка инструмента и т.д. В результате один работник может обслуживать сразу несколько станков.
Вторым преимуществом является производственная гибкость. Это значит, что для обработки разных деталей нужно всего лишь заменить программу. А уже проверенная и отработанная программа может быть использована в любой момент и любое число раз.
Третьим плюсом является высокая точность и повторяемость обработки. По одной и той же программе вы сможете изготовить с требуемым качеством тысячи практически идентичных деталей.
Ну и наконец, числовое программное управление позволяет обрабатывать такие детали, которые не возможно изготовить на обычном оборудовании. Это детали со сложной пространственной формой, например, штампы и пресс-формы.
Таким образом, ЧПУ станок позволяет быстро получить спроектированное на компьютере изделие, причем ЧПУ станок производит изделия гораздо быстрее и качественнее чем вручную. Точный и легко приспосабливаемый ЧПУ станок позволяет осуществить проекты, которые, используя ручные технологии, оказались бы невыполнимыми или невыгодными.
Фрезерный станок с ЧПУ: ПОЛНЫЙ разбор, виды комплектация
На фрезерном станке производят изделия из металла, оргстекла, пластика, древесины и многих других. На фрезере возможна, как поперечная резка, так и создание сложных криволинейных рисунков на поверхности материала. Не важно, хотите вы гравировать огромные памятники из камня или изготавливать небольшие шкатулки из фанеры – для любой задачи найдётся подходящий фрезерный станок с ЧПУ.
В этой статье мы расскажем о том, как выбрать такой станок и на что обратить внимание. В первую очередь нужно отталкиваться от задач: какие изделия вы будете изготавливать на фрезерном станке? Каков объём вашего производства – штучное или потоковое? С каким материалом вы планируете работать? От ответов на эти вопросы зависят многие характеристики станка.
Содержание:
1. Рабочее поле
2. Типы фрезерных станков в зависимости от обрабатываемого материала
a. высокоскоростные станки ЧПУ
b. фрезерно-гравировальные станки
c. граверы
d. узко-профильные станки
e. компактные станки ЧПУ
3. Жёсткость конструкции
4. Параметры точности станка
5. Комплектация
a. Как устроен шпиндель?
b. Направляющие
c. Централизованная система смазки
d. СОЖ
e. Двигатели
6. Управление станком
a. Как устроена управляющая программа?
b. Программное обеспечение
с. Различия контурной и 3d фрезеровки
7. Автоматическая смена инструмента
8. Как закрепить заготовку на рабочий стол?
9. Инструмент
10. Элементы механических перемещений
11. Система удаления стружки
12. Чем различаются фрезеры A1 и M1?
13. Многоосевые станки
14. Рекомендации по выбору фрезерного оборудования

Рабочее поле фрезерного станка
Его размер зависит от вида изготавливаемой продукции и площади рабочего помещения.
И в зависимости от этого выделяют два типа фрезерных станков ЧПУ:
-
Напольные фрезеры
Например, именно такой тип станка потребуется для фрезеровки дверей. Мы можем вам порекомендовать для этой задачи, к примеру, Wattsan A1 1325 или M1 1325. Его рабочее поле соответствует размеру заготовки – 1300х2500 миллиметров.

На станках большего формата стол всегда неподвижен, а портал перемещается по оси Y.
-
Настольные фрезерные аппараты
Для производства небольших деревянных коробочек подойдут компактные варианты фрезеров – Wattsan 0404 и 0609. Кроме того, их можно использовать в небольшом мебельном производстве, для изготовления сувениров, отделки интерьера и экстерьера.

Например, размер рабочего поля Wattsan 0404 – 400х400 мм., он поместится в небольшой мастерской. А в базовой комплектации этого станка есть всё, что потребуется для небольшого штучного производства – шпиндель 1,5 Квт и водяная помпа.
Типы фрезерных станков в зависимости от обрабатываемого материала
Кроме того, выделяется несколько типов фрезерного оборудования в зависимости от обрабатываемого материала:
-
Высокоскоростные фрезерные ЧПУ станки
Они предназначены для резки и раскроя металлов, дерева, двухслойного пластика, оргстекла, ПВХ, гипса. А кроме того, на них можно фрезеровать гранит и мрамор, что часто используется в ритуальном бизнесе для обработки плит и памятников.
Например, Wattsan M2S 1325. Он оснащён вакуумным столом, системой аспирации и подачи смазки, поворотным устройством и системой СОЖ. Он подойдёт, как для 3d фрезеровки, гравировки и резки дерева, оргстекла, ПВХ, алюминия и обработки плит из гранита и мрамора.

-
Фрезерно-гравировальные станки
Максимальный размер размер рабочего поля такого станка 2000х4000 мм. Имеено поэтому на них обычно работают с листовыми материалами.
К примеру, Wattsan M1 2040. На нём можно работать с заготовками больших размеров. Он предназначен для фрезерной 3d резки, гравировки и резки дерева, оргстекла, ПВХ, композита, алюминия.
Больше всего Wattsan M1 2040 используется в промышленном производстве композитных материалов, где требуется раскрой крупных заготовок.

На них возможны различные виды фрезеровки, как 2d, так и 3d.
Например, для 3d фрезеровки широко используется станок Wattsan M1 6090.
А засчёт установки 4-х осевой поворотки возможна 4d обработка. О том, какое для этого потребуется программное обеспечение мы расскажем позже.

-
Узкопрофильные станки
Они предназначены для работы с одним материалом.
Например, Wattsan M1 1325 RD преимущественно применяется в деревообработке. Его используют для производства мебели, элементов декора для дизайна интерьеров и сувенирного производства.
На этом станке можно работать, как с мягкой, так и твёрдой древесиной. К слову, если в первом случае станок не оставляет задиров, то на твёрдом материале он будет фрезеровать ещё лучше.

-
Компактные станки с ЧПУ
Wattsan 0404 mini, Wattsan 0609 mini – небольшие настольные и функциональные фрезерно-гравировальные станки.
На них можно выполняют фрезерную 3d резку и гравировку дерева, МДФ, ДСП, оргстекла, ПВХ, композита, алюминия. Компактные станки используются для деревообработки, лёгкой промышленности, сувенирной пормышленности, отделки интерьера и экстерьера.

Жёсткость конструкции
Это один из главных параметров, на который нужно обратить внимание при выборе станка. Ведь иначе скорость обработки будет низкой, и, как следствие, уменьшится производительность.
Так же, при недостаточной жёсткости в процессе работы станок будет вибрировать, что может привести, например, к поломке инструмента и сократит срок службы самого станка. Особенно это касается граверов.
Кроме того, жёсткость конструкции станка критична при обработке твёрдых материалов. Если, например, для фрезеровки дерева это не так важно, то для обработки металла потребуется очень жёсткий станок.
У тех станков, где меньше меньше соединений деталей посредством болтов, конструкция более жёсткая.

Имейте ввиду, что у станков с недостаточно жёсткой конструкцией может ухудшаться точность позиционирования, так как оборудование будет вибрировать при работе.
К примеру, если заявленная точность вашего станка 0,0001 мм, то на самом деле она может доходить до 0,1 мм.
Параметры точности станка фрезерного станка
-
Точность позиционирования
Этот показатель означает, насколько точно рабочая голова станка окажется в точке с заданными координатами. Если в управляющей программе будет задана точка 150,150, станок, в зависимости от его точности позиционирования, может приехать, как точно в заданную точку, так и, например, в точку 150.1, 149.9.
Чем больше рабочее поле станка, тем сложнее добиться точности позиционирования. Кстати, при большой длине на этот показатель влияет ещё и температура в помещении, так как под воздействием тепла материал станка расширяется. Это так же влияет и на жёсткость станка.
Кроме того, есть ещё несколько факторов, влияющих на позиционирование станка — класс точности направляющих, система передачи движения, шаговые двигатели, у которых разница между шагами может быть до 30%.
Точность позиционирования нашего фрезерного оборудования составляет от 0,01 до 0,05 мм.

-
Повторяемость
Под этим параметром имеется в виду погрешность, с которой станок приезжает в одну и ту же точку.
Допустим, если вы задали станку команду приехать в определенную точку, затем отправили обратно и вернули назад, и повторили несколько раз. При хороших показателях повторяемости, станок будет приезжать точно в те же координаты, с небольшим разбросом.
Как правило, у всех станков она от 0,02-0,05 мм, что считается неплохо.
И именно этот показатель обычно указывается в параметре “точность” у станка.


Комплектация фрезерного станка с ЧПУ
При выборе фрезерного станка этот параметр не такой важный, как, например, жёсткость конструкции и точность позиционирования. Однако, комплектующие нужно подбирать правильно.
Итак, давайт разберёмся, из чего состоит фрезерный станок.
Как устроен шпиндель?
Шпиндель – это мощный компактный электродвигатель. Фреза зажимается в шпинделе при помощи патрона с цанговым зажимом. Цанга обжимает хвостовик фрезы со всех сторон, в отличие от того же трёхкулачкового патрона. Это важно, потому что фреза испытывает боковые нагрузки, а цанга помогает равномерно их распределить и обеспеивает более плотный зажим.

От мощности шпинделя зависит, с каким усилием он будет фрезеровать материал. Если она мала, то будут падать обороты, уменьшится производительность, а станок может деформироваться.

Например, на настольных станках мощность шпинделя, как правило, невелика, поэтому толстый материал он будет резать очень медленно.
У нас есть два настольных станка – Wattsan 0404 mini и 0609 mini. Мощность шпинделя у них обоих составляет 1,5 Квт. Их, как правило, используют для 3d фрезеровки небольших изделий – клише для тиснения, пломбираторов, медалей, икон, картин, фресок.
В этих видах обработки не требуется особое силовое воздействие.
А вот у сверхмощного станка Wattsan M9 1325 c мощностью шпинделя 7,5 Квт область применения иная – раскрой больших и толстых заготовок МДФ, ДСП, древесины в производстве мебели, наружной рекламы и многого другого.
Кроме того, его можно использовать в ритуальном бизнесе для фрезеровки памятников из камня.
При выборе шпинделя обратите внимание на его характеристики, указанные в техническом паспорте – мощность и количество оборотов в минуту. Выбор этих параметров зависит от материала, с которым вы будете работать.
К примеру, для обработки листовой фанеры потребуется мощность от 800 Вт, для твёрдой древесины, лёгких металлов и пластиков – от 1500 Вт, а для фрезеровки камня – от 3000 Вт.
Охлаждение шпинделя фрезерного станка
Поскольку шпиндель работает на полную мощность, а КПД у него, как и у любого двигателя, не 100%, он быстро нагревается и нуждается в интенсивном охлаждении. Существуют два вида систем охлаждения шпинделя:
Оно осуществляется засчёт циркуляции воды. Для водяного охлаждения шпинделя можно использовать помпу или чиллер.
Из плюсов такой системы охлаждения – отсутствие шума, возможность работы на минимальных оборотах и надёжное теплоотведение.
Рассмотрим на примере гравировки магния, при которой совершается 12000-15000 об/мин. При этом для шпинделя до 3 Квт требуется подключение к сети 220V ±10% 50Hz. А если мощность шпинделя выше 3 Квт, то потребуется подключение 380 вольт.
Недостаток водяного охлаждения шпинделя состоит в сложности конструкции, так как требуется резервуар для охлаждающей жидкости. Кроме того, если это помпа, охлаждающие свойства воды будут зависеть от температуры воздуха в помещении. За то помпы компактные.
Кроме того, шпинделю с водяным охлаждением свойственна слабая антикоррозионная стойкость внутренних деталей.

Это система самоохлаждения шпинделя – либо крыльчатка сверху на валу электродвигателя, которая вращается вместе с ротором шпинделя, либо бесперебойный вентилятор наверху.
Плюсы такой системы в компактности и простоте.
А минус в том, что если вы, к примеру, фрезеруете дерево, то крыльчатка и вентилятор будет часто загрязняться пылью, и их необходимо будет менять.

Направляющие фрезерного станка
От них зависит точность обработки и жёсткость конструкции фрезерного станка.
Направляющие бывают:
-
Круглые рельсовые
Они, как правило, идут в комплектации бюджетных станков. На них можно обрабатывать дерево, пластики, ювелирный воск и многое другое.

-
Прямоугольные профильные рельсовые
Это более качественные направляющие таких брендов, как AMT, PMI, Hiwin, THK. Они применяются для обработки, которая требует наибольшей точности.

Централизованная система смазки фрезерного станка
Она упрощает смазку направляющих и подшипников. С автоматической системой смазки вам не придётся ходить с масленкой и смазывать каждую направляющую и подшипник отдельно.
Достаточно просто наполнить маслом небольшой бак и отогнать портал по диагонали в одну сторону и обратно. И всё смазано! Система смазки значительно экономит время на техобслуживание.
Кроме того, её можно настроить по таймеру.
Автоматическая система смазки ставится на станки с рабочим полем от 1200х1200 мм.

СОЖ фрезерного станка
Это смазочно-охлаждающая жидкость. Она есть во всех станках, которые предназначены для обработки металлов. СОЖ охлаждает место фрезеровки.
В состав смазочно-охлаждающей жидкости могут входить эмульсии с добавлением дисульфида и молибдена, масла с противоизносными присадками, добавками йода, серы, хлора и фосфорорганических соединений, а так же масла с добавками серы, хлора, фосфорорганических соединений.
СОЖ выглядит таким образом.

Кроме того существует ещё одна система охлаждения зоны обработки металла – “масляный туман”. Она оснащена компрессором, нагнетающим масло под давлением, благодаря чему при выходе СОЖ можно наблюдать туман.
Таким образом, СОЖ не только охлаждает зону фрезеровки, но и, смазывая инструмент, предотвращает его натирание.
Двигатели для перемещения портала фрезерного станка
Их выбор зависит от размера рабочего поля фрезерного станка. До 1200х1200 мм — достаточно шаговых двигателей, к станку с рабочим полем 2000х3000 мм — подойдут как шаговые двигатели, так и серводвигатели. Чем они различаются между собой?
-
Шаговые двигатели
Они бюджетные и простые в управлении. Их можно использовать для многих небольших производств — шкатулки, иконы, фрески и т.д.
Но шаговые двигатели шумят и с ростом скорости могут работать неправильно. Поэтому они не используются на производстве, где нужна высокая скорость работы, например, при резке на промышленных машинах.

У серводвигателей есть обратная связь с управляющей программой. Это исключает вероятность сбоя шагов, не сбиваются координаты на высоких скоростях, динамика работы выше, а позиционирование более точное.
Для работы на высокой скорости на крупном производстве рекомендуем вам оснащать станок серводвигателями.

Сравнение шаговых двигателей и сервопривода:
- Скорость перемещения: ШД (шаговый двигатель) – 20-25 м/мин, сервопривод может перемещаться от 60 м/мин и более.
- Скорость разгона: ШД – до 120 об/мин за 1 секунду, сервопривод – до 1000 об/мин за 0,2 секунды.
Управление станком
Как устроена управляющая программа?
Она представляет из себя текстовый txt-файл, где каждая строка задаёт новое перемещение фрезы по оси X, Y или Z. А инструмент в свою очередь переходит из одной точки в другую.
Управляющая программа задаёт не только координаты движения фрезы, но и команды для шпинделя – раскрутить или остановить, а также, скорость движения инструмента и вращения шпинделя.
Из совокупности этих программ формируется G-код.

Он передаётся на контроллер, который отвечает за дальнейшие действия станка. Существует огромное множество систем управления станком – DSP-контроллеры, NC Studio, Mach4, Moriseiki, Syntec, Weyhong, Fanuc, HAAS, Seikos, Heidenhain и др.
Программное обеспечение
Как правило, векторный чертёж для фрезеровки создаётся в Vectric Aspire. Но есть и другие программы, например, ArtCAM, Vcarve, SheetCAM и многие другие.
Выбор программного обеспечения зависит в том числе и от того, какую вы хотите делать фрезеровку. Она бывает контурной и 3d, рассмотрим их особенности.
Различия контурной фрезеровки и 3d
2d фрезеровка
Векторный макет для плоской фрезеровки можно сделать в AutoCAD или CorelDraw.
А настройки УП для неё не отличаются множеством команд, ведь фреза идёт в одну сторону, затем, скругляется и направляется в другую. Размер макета для 2d фрезеровки обычно весил несколько килобайт.

3d фрезеровка
В этом случае макет создаётся в специализированных программах – 3ds Max и Solidworks.
В отличие от 2d, при 3d фрезеровке инструмент, кроме движения по двум плоскостям, меняет ещё и высоту положения. Также, при 3d обработке дерева чаще меняется рельеф, чем при 2d.
В управляющей программе каждое такое изменение отмечается, как точка. Соответственно фреза переходит из одной точки в другую, при этом не только двигаясь влево-вправо, но и повышаясь и понижаясь. Так создаётся 3d модель.
Размер макета для 3d фрезеровки составляет несколько мегабайт.

Структурно эти два вида фрезеровки ничем не различаются. Есть отличия только в поведении станка, и они являются следствием особенностей чертежа в управляющей программе.
Автоматическая смена инструмента во фрезерном станке
Бывает так, что фрезеровку нужно делать в несколько этапов – сначала снять верхний слой толстой фрезой, а затем нанести тонкий рисунок, для чего большая фреза точно не годится.
В процессе резки больше не нужно менять фрезу вручную, потому что есть система автоматической смены инструмента, которая представляет из себя, так называемую, станцию, расположенную над шпинделем.
На ней закрепляется несколько необходимых для работы инструментов. А управляется она в программе, где задаётся, что и какой фрезой резать. Перед каждой сменой инструмента шпиндель возвращается к станции.
Станки с размером рабочего поля от 1500х3000 мм обычно идут с автоматической сменой инструмента, они используются на циклах обработки 5-15 мин для контурной резки.

Исключение – станок Wattsan M4 S 1325 с 4-мя фрезами. У него нет автосмены фрезы, зато есть сразу 4 шпинделя и функция измерения длины инструмента за одну операцию для каждого из них. То есть, каждый шпиндель со своим инструментом подъезжает к специальному датчику, где проходит калибровку, после чего инструменты работают на одной высоте.
Порядок и очерёдность работы каждого инструмента задаётся в управляющей программе.

Как заготовка крепится на рабочем столе фрезерного станка?
Существуют различные способы – струбцина или саморезы на столе с Т-образными пазами или – вакуумный стол. Рассмотрим два этих вида столов. Итак,
-
Вакуумный стол
Он закрепляет заготовку на рабочем столе силой вакуумного насоса. К нему прилагается уплотнительный шнур, который позволяет отсекать части заготовки, не влезающие на рабочее поле станка.
У вакуумного стола есть несколько недостатков:
- Не получится закрепить небольшие заготовки;
- Он несовместим с системой охлаждения инструмента, системой удаления стружки;
- Для закрепления дерева, МДФ, ДСП потребуется насос мощностью от 5 Квт, вследствие чего будут большие затраты на электроэнергию.
Но для фрезеровки больших заготовок других материалов вакуумный стол будет оптимальным выбором.

-
Стол с Т-образными пазами
А вот МДФ, ДСП и дерево надёжно закрепится при помощи подойдёт стола с Т-пазами.
Обычно на него устанавливаются накладки из ПВХ, которые иногда меняются вследствие износа. Другое название этого стола – “жертвенный”.

Инструмент для фрезерного станка
Это фреза, и она выбирается в зависимости от задач, обрабатываемого материала и его толщины.
Фрезы изготавливаются из быстрорежущей стали (HSS) или карбида вольфрама. Стальные фрезы быстро тупятся под нагревом. А карбидные не так сильно тупятся, они острее, но более хрупкие.
Давайте рассмотрим основные виды фрез:
Внешне похожа на напильник. Даёт мелкую пылевидную стружку на композитах – стеклостолите и карбоне.
Такие фрезы удаляют стружку засчёт движений вверх/вниз. Они бывают, как с одной, так и несколькими кромками. И чем их больше, тем фреза жёстче.
Однозаходными фрезами режут мягкие материалы, например, фанеру. А длинная фреза позволяет разрезать толстое дерево, но при этом, может погнуться и сломаться. Фрезы с несколькими кромками используют для обработки металла.
Если, к примеру, вы режете много деталей при отсутствии вакуумного стола, то лучше оставлять стружку. Таким образом, она будет закреплять маленькие детали на листе. Это гораздо удобнее, чем оставлять между ними перемычки, ведь так они могут выскочить и прыгать по всему рабочему столу, попадая под фрезу.
Имеет прямую режущую кромку и оставляет стружку в поле реза.
-
Алмазная фреза
На её поверхность нанесена алмазная крошка. Такой фрезой можно резать и гравировать стекло и камень. Но не рекомендуем работать алмазной фрезой “на сухую”, иначе она быстро испортится и оставит после себя много пыли.
-
Граверная фреза
Представляет из себя срезанную наполовину иголку с очень хрупким кончиком. Будьте осторожны, если вы режете граверной фрезой под малым углом.
Они применяются для нанесения надписей и тонких углублений.
-
Спиральная фреза с полусферическим наконечником
У неё полусферический кончик, который оставляет едва заметные “ступеньки”, в отличие, от фрез с плоским концом. Таким инструментом режут чистовой слой у ЗД барельефов.

Элементы механических перемещений
Рассмотрим плюсы и минусы различных способов:
-
Шарико-винтовая передача (ШВП)
Она применяется только для станков с небольшим рабочим полем до до 1200х1200 мм. На больших станках корпус будет расположен в средней части винта, поэтому возможен прогиб.
Максимально допустимая длина ШВП 1,5 м.
Давайте сравним два варианта станков с ШВП с размером рабочего поля 900х600 мм. Допустим, на одном из них установлена ШВП 8 мм, а на втором 16 мм. При высокой скорости работы на тонкая шагово-винтовая передача будет вибрировать по всей длине, что может привести к поломке узлов станка и инструмента.
А ШВП диаметром 16 мм при той же скорости будет исправно перемещать узлы станка. Это позволит увеличить производительность.
Если вы работаете на высокой скорости, рекомендуем комплектовать станок толстой ШВП.

-
Зубчатая рейка
Она используется на малых и средних скоростях на станках с рабочим полем от 1200х2400 мм и никогда не ставится на станок с сервоприводом.
Зубчатая передача даёт большую скорость перемещения и высокую точность позиционирования.

Система удаления стружки
При изготовлении мебельных фасадов, гравировке декора и барельефа обычно остаётся много пыли и стружки.
Избавится от пыли поможет система вакуум-аспирации. Она похожа на большой мешок, который при помощи гофры, присоединяется к шпинделю. Гофра ограждена специальной щёткой, защищающей от стружки. Так же, рядом со станком стоит отдельный мешок, который всасывает пыль.
Дополнительно можно заказать систему удаления стружки, которая представляет из себя строительный пылесос. Например, у Wattsan M1 1325 она есть.
Таким образом, при резке фанеры стружка полетит в этот пылесос.
Обязательно ли устанавливать систему удаления стружки? Конечно, нет. Но тогда будьте готовы стоять в стружке по колено.
А при обработке карбона и стеклотекстолита рекомендуем её не вдыхать. Поэтому устанавливайте пылесос с хорошими фильтрами. Обычный бытовой пылесос не подойдёт.

Чем различаются фрезеры A1 и M1?
Станки с конфигурацией M1 считаются более профессиональными, чем A1.
Линейка M1 имеет высоту портала по оси z – 300 мм, что позволяет обрабатывать высокие заготовки. Кроме того, на таких моделях есть планетарные редукторы.
Так же, модели М1 оснащены мощными шаговыми двигателями и качественными драйверами Leadshine. Рельсы таких станков увеличены, и возможен их выход за пределы рабочего поля.
Станки M1 отличаются устойчивостью конструкции, отсутствием вибраций на высокой скорости работы, хорошей производительность и долгим сроком службы.

Многоосевые фрезенрные станки
Это отдельная линейка станков для профессионалов.
Например, станки с 4-ой осью, на которую можно поставить изделие, и оно будет обрабатываться по кругу.

Кроме того, бывают 5-ти координатные фрезеры с 5-ю степенями свободы, и они универсальны. На таком оборудовании можно выполнять 2d и 3d резку или гравировку на любых материалах.
Фрезер с 5-ю степенями свободы даёт возможность работать, как на большом мебельном производстве, так и с мелкими деталями. Из достоинств такого оборудования – высокое качество и скорость работы, и он полное исключение человека из производственного процесса.
Бывает ЧПУ оборудование и с ещё большим количеством степеней свободы – роботизированные манипуляторы.

Рекомендации по выбору фрезерного оборудования
При выборе фрезерного станка нужно учесть множество нюансов в зависимости от вашей задачи. Поэтому перед покупкой оборудования рекомендуем вам:
-
Уточнять у менеджеров данные о модели
В частности, информацию о том, с какими материалами работает станок.
Всё наше оборудование проходит тройной контроль качества. И этот процесс записывается на видео, которое можно попросить у менеджеров перед покупкой станка.
-
Посетить демонстрацию
Это можно сделать бесплатно перед покупкой любого оборудования. На демонстрацию можно принести свою заготовку, посмотреть, как на ней работает станок и задать вопросы по поводу его эксплуатации.

-
Проверьте комплектацию
Когда вы определились с выбором станка, обязательно проверьте комплектацию узлов оборудования. Должен присутствовать блок программного управления станком, шнуры с разъёмами соответствующей конфигурации и диски с ПО.
Всё это и не только можно сделать в процессе пусконаладочных работ, которые проводятся в нашем сервисном центре квалифицированными инженерами.
Мы надеемся, что помогли вам в выборе фрезерного ЧПУ станка.
Станок с ЧПУ что это такое? :: SYL.ru
Часто можно услышать об универсальных системах ЧПУ. Что это такое, можно пояснить простыми словами — умные машины, способные автоматически проводить весь цикл обработки детали. От наладчика требуется только загрузить программу и вставить заготовку.
Принцип работы
Последние версии станков немыслимы без систем ЧПУ. Что это такое? В аббревиатуре заключено несколько смыслов: Ч — числовое, П — программное, У — управление. Из расшифровки видно, что считывание состояния отдельных узлов станка происходит в кодовом виде. Единички и нолики неустанно обрабатываются центральным процессором.

Используется два вида контроллера в основе ЧПУ. Что это такое? Все работает аналогично настольному компьютеру. Только один контроллер используется для отслеживания положения осей станка. Второй же считывает состояние периферийных устройств, датчиков, систем безопасности.
Современные станки с ЧПУ оснащаются дополнительным компьютером. Он требуется для реализации сложных задач одним нажатием, а также осуществляет визуализацию текущего процесса. На жёстком диске хранятся все данные, которые не потеряются при внезапном отключении электроэнергии.
Образное описание работы оборудования
Металлообработка резанием в настоящее время ассоциируется с аббревиатурой ЧПУ. Что это такое, можно пояснить на примере обычной дрели:
- Руками можно осуществить обработку заготовки сверлом с любой стороны. Аналогично на станке при наличии нескольких осей можно подвести инструмент с любой координаты.
- Система ЧПУ осуществляет одновременное движение осей. Копируется объемное перемещение, а соответственно получаются идеальные по геометрической форме изделия.
- Руками невозможно вымерять микронные перемещения. Станки с ЧПУ постоянно контролируют положение фрезы, внося коррекции при изменении нагрузки автоматически.
Аббревиатура
Для ЧПУ расшифровка:
- Ч (числовое) — все математические операции производятся в двоичном коде. Круговые и линейные перемещения преобразуются в количественные величины с определённым шагом (часто встречается точность в 0,01 микрона).
- П (программное) — все этапы процесса записаны в виде простейших циклов. Задачей оператора является подбор определённых параметров согласно чертежу детали. Обработка после загрузки в память не требует участия человека. Иногда вносятся коррекции по окончании цикла реза.
- У (управление) — процесс обработки полностью автоматизирован. Незаметно происходит контроль нагрузок по осям, положение круговых и линейных датчиков. Также учитываются механические люфты, заданные коэффициенты твердости заготовки и влияние температуры окружающего воздуха.

В аббревиатуре ЧПУ расшифровка скрывается более обширная: система управления способна одновременно проводить десятки сотен операций. Сложные конструкции могут иметь более 12 осей. Точность перемещения каждой более 0,01 мкм. Производимые на таких станках детали используются в космических аппаратах, микрохирургии, точных механизмах.
Области применения
Числовое программное управление часто внедряется в старое оборудование, где сохранилась приемлемая по допускам механика. Это могут быть станки для деревообработки, для создания печатных плат, по работе с металлами. Практически любая конструкция может оснащаться ЧПУ-системами, где присутствует хотя бы 2 контролируемых оси.
На современных станках ЧПУ ставится практически всегда. Это могут быть:
- плазморезы;
- прошивные станы;
- гидравлические прессы;
- фрезерные и токарные конструкции;
- порталы;
- там, где присутствует координатная обработка;
- 3D-принтеры.
Сложные станки с визуализацией не требуют от оператора глубоких знаний технических узлов. Он может полностью сосредоточиться на выполнении технологии. Основной задачей является подбор правильного инструмента, выбор точек привязки к детали и контроль получаемых размеров.
Большинство математических вычислений машина берет на себя. Так для выполнения реза по окружности достаточно указать центр, радиус и направление. Если же резец идёт по контуру, то указывается только конечная точка каждого участка.
Управляющие команды
Программы для ЧПУ имеют стандартный вид практически на системе любого производителя. Машинные коды понятны железу и легко переносятся с одного станка на другой. Визуальное оформление часто отличается.
Станки могут дополняться уникальными приложениями для быстрого создания управляющих программ. Такие разработки присутствуют в системах Heidenhain, Siemens. Оператору облегчают жизнь так называемые стандартные циклы.
Более просто управляющие программы создаются на собственном ПК и с помощью флеш-USB переносятся в станок. Однако у многих производителей до сих пор существуют жёсткие правила написания кодов. Но этот барьер совместимости систем легко преодолевается установкой дополнительного ПО.
Приложения для написания управляющих программ поставляются со станком, доступны в интернете. Также их всегда можно купить у авторов. Взломанные версии незаконны, но они тоже встречаются в свободном доступе.
Какие системы бывают?
В настоящее время в РФ распространено несколько систем с ЧПУ: Fanuc для небольших по размерам станков, Heidenhain отличается простотой создания программ прямо с пульта оператора, Siemens выбирают благодаря универсальности и возможности быстрой модернизации станка.

Перечисленные фирмы наиболее продаваемые. Существует ряд других систем: “Балт систем” – отечественная компания с иностранным прошлым, Okuma – азиатский конкурент (Япония), Mitsubishi Electric, Schneider Electric (Франция).
Фрезерный станок с ЧПУ: особенности, возможности, характеристика
ФрезерныйСамым распространенным является трехосевой фрезерный станок с ЧПУ, и он очень похож на вертикальный фрезерный автомат. Все перемещения оси контролируются.
Самым распространенным является трехосевой фрезерный станок с ЧПУ, и он очень похож на вертикальный фрезерный автомат. Все перемещения оси контролируются системой программного управления. Программирование практически то же, что и для токарного станка с Числовым Управлением. В программу добавляется только ось Y.
Отличия обычных станков от оборудованных системой ЧПУ
Сравнение традиционных и фрезерных автоматов с ЧПУ выглядит следующим образом:
- Обычные фрезерные станки отличаются по креплению инструмента от машин с ЧПУ.
- Микрофрезерный станок поставляется с отдельным блок питания.
- Движение оси в фрезере осуществляется системой ЧПУ. В то время, как при обычном фрезеровании, ось управляется вручную или автоматически.
- Все оси фрезерного CNC могут быть объединены с одной системой, при том что в обычном фрезерном станке автоматическая комбинация осей невозможна.
- При фрезеровании на станке с ЧПУ может быть оказана большая нагрузка, что в обычных условиях практически исключается.
- Устройства для работы оснащены гидравлической или пневматической системой в ЧПУ, а в обычном станке эта система отсутствует.
- Обратная связь с осями доступна при фрезеровании на автомате, и отсутствует в обычном.
- Предохранительные устройства (концевые выключатели) предусмотрены в фрезерном станке с ЧПУ, а в обычном их нет.
- Точность и высокое качество готовой поверхности присутствуют при обработке с системой ЧПУ, чего сложно добиться от обычного фрезерного автомата, особенно при работе с такими хрупкими материалами, как стекло и камень.
- Массовое производство с большей точностью является основным преимуществом станка с ПУ, по сравнению с традиционными машинами.

Типы оборудования
Существует несколько основных типов ЧПУ фрезерных станков:
- Вертикальные фрезерные станки имеют вертикальный шпиндель, похожий на сверлильный пресс, но с X-Y столом, который позволяет автоматически позиционировать обрабатываемый материал.
- Горизонтальные фрезерные станки также имеют X-Y стол для позиционирования изделия; Однако, фрезы устанавливаются на горизонтальной оправке поперек стола.
- Универсальный фрезерный автомат может использоваться для вертикального или горизонтального фрезерования. Головка шпинделя прикреплена шарнирным соединением, чтобы был возможен любой из типов фрезерования.
- Портальные фрезерные станки ЧПУ используются с большими заготовками. Они позволяют добавлять шпиндель по мере необходимости для пятиосевых и шестиосевых фрезерных станков.
- Фрезерный обрабатывающий центр с ЧПУ – это агрегат, который используются для автоматического повторения операций. Большинство обрабатывающих центров имеют числовое программное управление (ЧПУ).
- Фрезерные станки с ЧПУ запрограммированы набором команд, называемых G-кодами, и используют инструменты CAT (с V-образным фланцем), BT или HSK.

Дополнительные функции
Рассмотрим некоторые из отдельных функций, доступных в фрезерных (CNC) станках:
- Программа обработки детали может быть введена в контроллер через клавиатуру или при помощи сканирования перфорированной ленты считывающим устройством в блоке управления.
- Программа обработки детали, однажды введенная в память компьютера, может использоваться и повторяться множество раз.
- Программа обработки детали может редактироваться и оптимизироваться непосредственно на станке. Если есть какие-либо изменения в дизайне изделия, программа без труда может быть изменена в соответствии с требованиями.
- Ввод информации может быть в значительной степени упрощен за счет использования специальных подпрограмм, разработанных для повторяющихся последовательностей обработки. Для обычных операций, таких как сверление отверстий по кругу (при использовании сверлильно фрезерного станка с ЧПУ), могут быть созданы и сохранены специальные программные циклы в памяти компьютера. Эти программы или подпрограммы могут быть извлечены и использованы любое количество раз; При этом необходимо указать только определенные параметры, и компьютерное управление выполнит автоматически необходимые вычисления и последующие действия.
- У станков с ЧПУ имеется средство для проверки программы обработки детали без фактического ее запуска на станке. Система управления проверяет программу обработки детали, и движение режущего инструмента в каждой операции, с отображением на экране монитора (блок видеодисплея). Форма компонента, которая будет получена после обработки, также отображается на экране без фактической обработки. Обычно такой функцией оснащен фрезерный центр с ЧПУ.
- Блок управления с ЧПУ позволяет компенсировать любые изменения в размерах режущего инструмента. Когда написана программа обработки детали, оператор станка проставляет конкретный тип и размер режущего инструмента, например, если это гравер. Но в действительности использование программы обработки на станке может быть недоступно для конкретной фрезы. Система управления ЧПУ позволяет компенсировать разницу между запрограммированным инструментом и используемым.
- С системами управления ЧПУ можно получить информацию об использовании оборудования, которая будет очень полезна для контроля производства. Система может предоставлять такую информацию, как количество произведенных компонентов, время на компонент, время для установки задания, время, в течение которого используется конкретный инструмент, время, в течение которого машина не работает, диагностика неисправностей и многое другое.

Принцип работы фрезерного станка с ЧПУ
Рассмотрим кратко работу станка фрезерного с ЧПУ:
- Движение по осям X, Y, Z осуществляется двигателем, запитанным переменным или постоянным током.
- Движение части машины выполняется путем подачи команд.
- Все операции выполняются с помощью таких кодов, как скорость, подача, глубина резания и т. д.
- Для каждой операции предназначен отдельный код.
- Предусмотрена система предупреждения (индикаторы и концевые выключатели) для защиты различных операций и компонентов.
Фрезерные станки перемещают деталь относительно неподвижного инструмента или подводят фрезу к зафиксированной на столе детали в вертикальном или горизонтальном направлениях по осям X, Y и Z.

Характеристики машин
Характеристики таких станков напрямую зависят от характеристик шпинделя, скорости перемещения и размера стола. Скорость шпинделя – это диапазон частоты вращения его головки. Мощность привода – это номинальная мощность пневмо-турбины, электродвигателя или поршневого двигателя, который приводит в действие шпиндель.
Количество фрез, которые поддерживает магазин инструментов, также является важным критерием, поскольку придает станку определенную универсальность. На простых машинах одновременно может работать только один инструмент.
Параметры движения для фрезерных станков включают:
- количество осей;
- максимальное перемещение по оси X;
- максимальное перемещение по оси Y;
- максимальное перемещение по оси Z.
Что касается размера стола, то его длина измеряется параллельно главной оси движения. Ширина стола измеряется перпендикулярно главной оси движения.

В заключение об особенностях
Профессиональные машины могут включать в себя элементы управления, которые поддерживают или включают в себя пакеты программного обеспечения для автоматизированного проектирования (САПР) или автоматизированного производства (САМ).
Программируемые машины могут быть настроены для автоматических или полуавтоматических операций, таких как фрезерование, сверление или же для гравировки.
Вращающиеся столы позволяют вращать заготовку и обеспечивать перемещение по нескольким осям.
Вертикальное фрезерование более распространено, чем горизонтальное, в основном потому, что гораздо проще закрепить заготовку на столе. Горизонтальное фрезерование используется, если необходимо удалить большое количество материала или есть меньше необходимости в точности.
Поставщики, которые обеспечивают калибровку на месте, могут помочь обеспечить точную работу оборудования. Некоторые станки имеют пользовательский интерфейс с цифровым считыванием. У некоторых станков есть приложение, в котором можно просматривать виртуально рабочее пространство.
Станки с системой охлаждения шпинделя предназначены для предотвращения перегрева и повреждения оборудования при длительном использовании. Например, если это фрезерный станок с ЧПУ по камню, видео работы которого можно увидеть на нашем сайте.
Определение процессов, компонентов и оборудования с ЧПУ
![]() Что такое обработка с ЧПУ?
Что такое обработка с ЧПУ?
Обработка с ЧПУ – это термин, обычно используемый в производстве и промышленных приложениях, но что именно означает аббревиатура ЧПУ и что такое станок с ЧПУ?
Термин ЧПУ означает «компьютерное числовое управление», а определение механической обработки с ЧПУ заключается в том, что это субтрактивный производственный процесс, который обычно использует компьютеризированные средства управления и станки для удаления слоев материала с заготовки, известной как заготовка или заготовка – и производит деталь по индивидуальному заказу.Этот процесс подходит для широкого спектра материалов, включая металлы, пластмассы, дерево, стекло, пену и композиты, и находит применение в различных отраслях промышленности, таких как крупногабаритная обработка с ЧПУ и обработка деталей аэрокосмической промышленности с ЧПУ. Говоря о самом станке, определение станка с ЧПУ состоит в том, что он представляет собой фактический программируемый станок, способный автономно выполнять операции обработки с ЧПУ. Обратите внимание на контраст между процессом (определение обработки с ЧПУ) и станком (определение станка с ЧПУ).
Субтрактивные производственные процессы, такие как обработка с ЧПУ, часто противопоставляются процессам аддитивного производства, таким как 3D-печать, или формующим производственным процессам, таким как литье под давлением. В то время как процессы вычитания удаляют слои материала из заготовки для создания нестандартных форм и конструкций, аддитивные процессы собирают слои материала для получения желаемой формы, а процессы формования деформируют и перемещают исходный материал в желаемую форму.Автоматизированный характер обработки с ЧПУ позволяет производить высокоточные и высокоточные, простые детали и обеспечивает экономическую эффективность при выполнении единичных и средних объемов производства. Однако, хотя обработка с ЧПУ демонстрирует определенные преимущества по сравнению с другими производственными процессами, степень сложности и сложности, достигаемая при проектировании деталей, и рентабельность производства сложных деталей ограничены.
Хотя каждый тип производственного процесса имеет свои преимущества и недостатки, в этой статье основное внимание уделяется процессу обработки с ЧПУ, излагаются основы процесса, а также различные компоненты и инструменты станка с ЧПУ (иногда ошибочно называемого станком C и C) .Кроме того, в этой статье исследуются различные операции механической обработки с ЧПУ и представлены альтернативы процессу обработки с ЧПУ.
Обзор процесса обработки с ЧПУ
Являясь развитием процесса обработки с числовым программным управлением (ЧПУ), в котором использовались перфокарты, обработка с ЧПУ представляет собой производственный процесс, в котором используются компьютеризированные средства управления для управления станками и режущими инструментами и манипулирования ими для придания формы заготовке – например, металлу, пластику, дереву, пене и т. Д. композит и т. д. – в нестандартные детали и конструкции.Хотя процесс обработки с ЧПУ предлагает различные возможности и операции, фундаментальные принципы процесса остаются в основном одинаковыми для всех из них. Базовый процесс обработки с ЧПУ включает следующие этапы:
- Проектирование модели CAD
- Преобразование файла САПР в программу ЧПУ
- Подготовка станка с ЧПУ
- Выполнение операции обработки
CAD Модель Дизайн
Процесс обработки с ЧПУ начинается с создания 2D-векторной или 3D-модели твердотельной детали в САПР либо внутри компании, либо в компании, предоставляющей услуги проектирования CAD / CAM.Программное обеспечение для автоматизированного проектирования (САПР) позволяет дизайнерам и производителям создавать модели или визуализировать свои детали и продукты вместе с необходимыми техническими характеристиками, такими как размеры и геометрия, для производства детали или продукта.
Конструкции для деталей, обработанных с ЧПУ, ограничены возможностями (или невозможностью) станка с ЧПУ и инструмента. Например, большинство станков с ЧПУ имеют цилиндрическую форму, поэтому геометрия детали, возможная в процессе обработки с ЧПУ, ограничена, поскольку инструмент создает изогнутые угловые участки.Кроме того, свойства обрабатываемого материала, конструкция инструмента и возможности крепления станка дополнительно ограничивают возможности проектирования, такие как минимальная толщина детали, максимальный размер детали, а также включение и сложность внутренних полостей и элементов.
После завершения проектирования САПР дизайнер экспортирует его в формат файла, совместимый с ЧПУ, например STEP или IGES.
Преобразование файлов CAD
Отформатированный файл проекта САПР проходит через программу, обычно программное обеспечение автоматизированного производства (CAM), для извлечения геометрии детали и генерирует цифровой программный код, который будет управлять станком с ЧПУ и манипулировать инструментами для производства детали, разработанной по индивидуальному заказу.
Станки с ЧПУиспользовали несколько языков программирования, включая G-код и M-код. Самый известный из языков программирования ЧПУ, общий или геометрический код, называемый G-кодом, контролирует, когда, где и как движутся станки – например, когда включать или выключать, как быстро перемещаться к конкретное место, пути следования и т. д. – поперек заготовки. Код различных функций, называемый M-кодом, управляет вспомогательными функциями станка, такими как автоматизация снятия и замены кожуха станка в начале и в конце производства соответственно.
После того, как программа ЧПУ сгенерирована, оператор загружает ее в станок с ЧПУ.
Настройка машины
Перед тем, как оператор запустит программу ЧПУ, он должен подготовить станок с ЧПУ к работе. Эти подготовительные операции включают закрепление заготовки непосредственно в станке, на шпинделях станка или в тисках станка или аналогичных зажимных приспособлениях, а также прикрепление необходимого инструмента, такого как сверла и концевые фрезы, к соответствующим компонентам станка.
После того, как станок полностью настроен, оператор может запустить программу ЧПУ.
Выполнение операции обработки
Программа ЧПУ действует как инструкции для станка с ЧПУ; он подает машинные команды, определяющие действия и движения инструмента, на встроенный компьютер станка, который управляет и манипулирует станком. Запуск программы побуждает станок с ЧПУ начать процесс обработки с ЧПУ, и программа направляет станок на протяжении всего процесса, поскольку он выполняет необходимые машинные операции для производства детали или продукта, разработанных по индивидуальному заказу.
Процессы обработки с ЧПУмогут выполняться собственными силами – если компания вкладывает средства в приобретение и обслуживание собственного оборудования с ЧПУ – или поручать специализированным поставщикам услуг обработки с ЧПУ.
Типы операций обработки с ЧПУ
Обработка с ЧПУ – это производственный процесс, подходящий для самых разных отраслей, включая автомобилестроение, аэрокосмическую, строительную и сельскохозяйственную промышленность, и позволяющий производить ряд продуктов, таких как автомобильные рамы, хирургическое оборудование, авиационные двигатели, а также ручные и садовые инструменты. .Этот процесс включает в себя несколько различных операций обработки с компьютерным управлением, в том числе механические, химические, электрические и термические процессы, которые удаляют необходимый материал из заготовки для производства детали или продукта индивидуальной конструкции. Хотя химические, электрические и термические процессы обработки рассматриваются в следующем разделе, в этом разделе рассматриваются некоторые из наиболее распространенных операций механической обработки с ЧПУ, в том числе:
Сверление с ЧПУ
Сверление – это процесс обработки, в котором используются многоточечные сверла для создания цилиндрических отверстий в заготовке.При сверлении с ЧПУ, как правило, станок с ЧПУ подает вращающееся сверло перпендикулярно плоскости поверхности заготовки, в результате чего получаются выровненные по вертикали отверстия с диаметром, равным диаметру сверла, используемого для операции сверления. Однако операции углового сверления также могут выполняться с использованием специализированных конфигураций станков и зажимных приспособлений. Рабочие возможности процесса сверления включают зенкование, зенкование, развертывание и нарезание резьбы.
Фрезерный станок с ЧПУ
Фрезерование – это процесс обработки, при котором используются вращающиеся многоточечные режущие инструменты для удаления материала с заготовки. При фрезеровании с ЧПУ станок с ЧПУ обычно подает заготовку к режущему инструменту в том же направлении, что и вращение режущего инструмента, тогда как при ручном фрезеровании станок подает заготовку в направлении, противоположном вращению режущего инструмента. Функциональные возможности процесса фрезерования включают торцевое фрезерование – прорезание неглубоких, плоских поверхностей и полостей с плоским дном в
.Что такое станки с ЧПУ? (с иллюстрациями)
Станкис числовым программным управлением (ЧПУ) – это автоматизированные фрезерные устройства, которые производят промышленные компоненты без непосредственного участия человека. Они используют закодированные инструкции, которые отправляются на внутренний компьютер, что позволяет фабрикам точно и быстро изготавливать детали. Существует множество различных типов станков с ЧПУ, от сверл до плазменных резаков, поэтому их можно использовать для изготовления самых разных деталей.Хотя большинство из них используются в промышленном производстве, существуют также версии для хобби большинства машин, которые можно использовать в частных домах.
 Станок с ЧПУ.
Станок с ЧПУ.Виды машин
Наиболее распространенными станками с ЧПУ являются фрезерные, токарные и шлифовальные станки.Фрезерные станки автоматически режут материалы, включая металл, с помощью режущего шпинделя, который может перемещаться в разные положения и на различную глубину в соответствии с инструкциями компьютера. Токарные станки используют автоматизированные инструменты, которые вращаются для придания формы материалу. Они обычно используются для очень точных разрезов симметричных деталей, таких как конусы и цилиндры.
 USB-накопитель, на котором можно хранить планы станка с ЧПУ.Шлифовальные машины
USB-накопитель, на котором можно хранить планы станка с ЧПУ.Шлифовальные машиныиспользуют вращающееся колесо для измельчения материалов и формования металла или пластика в желаемой форме. Их легко программировать, поэтому они обычно используются для проектов, которые не требуют такой же точности, как фрезерные или токарные станки.Помимо этого, существуют также фрезерные станки с ЧПУ, которые используются для резки различных материалов; а также компьютерно-программируемые 3D-принтеры; и револьверные пробойники, которые используются для проделывания отверстий в металле или пластике. Эта технология также может использоваться с различными типами резаков, включая те, которые работают с водой, лазерами и плазмой.
 Некоторые модели станков с ЧПУ программировались с дискет.
Некоторые модели станков с ЧПУ программировались с дискет.Программирование и эксплуатация
Код, используемый для программирования устройств ЧПУ, обычно называется G-кодом.Он содержит информацию о том, где должны быть размещены части станка, и сообщает станку, где именно разместить инструмент. Другие инструкции сообщают машине дополнительные детали, такие как скорость, с которой должна работать деталь; насколько глубоко он должен резать, гореть или пробивать; и угол автоматического инструмента. Большинство современных промышленных станков с ЧПУ связаны в сеть компьютеров и получают инструкции по эксплуатации и инструментам через файл программного обеспечения.
 Промышленный станок для лазерной резки обычно управляется через интерфейс ЧПУ.
Промышленный станок для лазерной резки обычно управляется через интерфейс ЧПУ.Преимущества и недостатки
В промышленных условиях станки с ЧПУ можно объединить в целые ячейки станков, которые могут работать независимо друг от друга.Зачастую они основаны на полностью цифровом дизайне, что избавляет от необходимости физического составления чертежей. Многие способны бегать по несколько дней без вмешательства человека. Фактически, некоторые из них настолько сложны, что могут связаться с мобильным телефоном оператора и отправить предупреждение в случае возникновения неисправности. Эти автоматизированные функции позволяют изготавливать тысячи деталей при минимальном контроле и позволяют оператору выполнять другие задачи.
Помимо этого, станок с ЧПУ может формировать детали с такой степенью точности, которая практически невозможна при использовании старых инструментов.На обычном заводе рабочие должны управлять разными инструментами вручную, и ошибки являются обычным явлением, но машина может выполнять ту же задачу, не уставая, и может работать без остановки. Это экономит много времени, а повышенная точность помогает исключить отходы, так как меньше неисправных деталей, которые нужно выбрасывать.
Несмотря на свои преимущества, станки с ЧПУ более дорогие, чем станки старых типов, что делает их недоступными для небольших операций.Их также дорого ремонтировать и обслуживать. Кроме того, хотя они и ограничивают вероятность ошибок, они не устраняют ее полностью, поскольку операции все еще могут программировать или управлять машиной неправильно. Кроме того, эти машины должны эксплуатироваться квалифицированным персоналом с определенным типом обучения, которое может быть доступно не во всех областях.
Развитие
Станкис ЧПУ претерпели значительные изменения с момента их первого внедрения в обрабатывающую промышленность.Самые ранние из них получали кодовые инструкции через зашитые контроллеры, что означало, что формат программирования нельзя было изменить. Более поздние модели программировались с помощью кабелей мэйнфреймов и гибких дисков, что позволяло варьировать программирование. Современные могут работать с файлами программного обеспечения, которые находятся на компакт-дисках, USB-накопителях или отправляются по сети.
 Операторы программируют координаты в станке с ЧПУ, и машина выполняет задачу с минимальным контролем..
Операторы программируют координаты в станке с ЧПУ, и машина выполняет задачу с минимальным контролем..
|
| ось | Ось вращения, описывающая движение вокруг оси X. Это движение может быть как по часовой, так и против часовой стрелки. |
| Сервопривод переменного тока | Сервомеханизм, работающий от переменного тока.Сервоприводы переменного тока потребляют меньше энергии для большей надежности и производительности, чем сервоприводы постоянного тока. |
| переменного тока | AC. Ток, который течет в противоположных направлениях в разное время. Переменный ток можно использовать для питания сервомеханизма. |
| Американский стандартный код для обмена информацией | ASCII. Стандарт обмена информацией между компьютерами. Текст ASCII используется для передачи кода в программе обработки детали. |
| автоматические испытательные машины | Технология, использующая программное обеспечение для проведения тестов без участия человека.Автоматические испытательные машины определяют, правильно ли работает машина. |
| ось | Воображаемая прямая линия или круг, используемый для описания местоположения или движения объекта в трехмерном пространстве. Линейные оси декартовой системы координат – это оси X, Y и Z, а оси вращения – это оси A, B и C. |
| Ось B | Ось вращения, описывающая движение вокруг оси Y. Это движение может быть как по часовой, так и против часовой стрелки. |
| ШВП | Длинное резьбовое устройство, которое вращается для перемещения рабочего стола или режущего инструмента станка с ЧПУ.Шарико-винтовые передачи приводятся в действие двигателем. |
| Ось C | Ось вращения, описывающая движение вокруг оси Z. Это движение может быть как по часовой, так и против часовой стрелки. |
| постоянных цикла | Заранее определенная последовательность обработки, используемая для упрощения программирования.Постоянные циклы можно использовать для обычных операций, таких как сверление отверстий. |
| Декартова система координат | Система счисления, которая описывает местоположение объекта, выражая его расстояние от фиксированного положения по трем линейным осям.Декартова система координат используется для программирования позиций обработки на станке с ЧПУ. |
| переход | Процесс переключения станка с одной детали на другую. Станки с ЧПУ требуют минимального переналадки. |
| замкнутая система | Тип системы управления, которая автоматически изменяет выходной сигнал в зависимости от разницы между сигналом обратной связи и входным сигналом.Это позволяет системам с обратной связью исправлять ошибки положения. |
| ЧПУ | Компьютерное числовое программное управление. Автономная система компьютеров и прецизионных двигателей, которая выполняет программные инструкции для управления компонентами станков и производства деталей.Станки с ЧПУ могут быть как системами с открытым, так и с обратной связью. |
| Токарный станок с ЧПУ | Станок, использующий числовые данные компьютера для управления операциями резания цилиндрических деталей. На токарном станке с ЧПУ режущий инструмент движется напротив вращающейся детали. |
| Станок с ЧПУ | Станок, использующий числовые данные компьютера для управления операциями резания плоских, квадратных или прямоугольных заготовок. На фрезерном станке с ЧПУ режущий инструмент вращается относительно заготовки, закрепленной на рабочем столе. |
| компакт-дисков | CD.Формат хранения данных, который считывает и записывает оптические данные. Станки с ЧПУ иногда используют компакт-диски для хранения программ обработки деталей. |
| ЧПУ | ЧПУ. Автономная система компьютеров и прецизионных двигателей, которая выполняет программные инструкции для управления компонентами станков и производства деталей.Станки с ЧПУ могут быть как системами с открытым, так и с обратной связью. |
| непрерывный путь | Тип системы управления ЧПУ, в которой резка может происходить по мере того, как инструмент перемещается из одного положения в другое. Системы с непрерывным трактом обычно являются замкнутыми. |
| контурная | Инструмент перемещается по двум или более осям одновременно, что создает изогнутую или наклонную поверхность. Контурирование возможно только в системе непрерывного пути. |
| система управления | Способ перемещения инструмента и детали при обработке с ЧПУ.Двухточечное позиционирование и непрерывный путь – два основных типа систем управления. |
| крестовые суппорты | Узел крепления токарного станка, позволяющий инструментам приближаться к заготовке. Поперечный суппорт движется по двум осям. |
| режущий инструмент | Устройство для удаления материала заготовки в виде стружки.Режущие инструменты доступны во многих формах и размерах. |
| Сервопривод постоянного тока | Сервомеханизм, работающий от постоянного тока. Сервопривод постоянного тока менее дорог, чем сервопривод переменного тока. |
| глубина резания | Глубина, на которой режущий инструмент проникает в поверхность заготовки.Глубину реза можно контролировать с помощью числового программного управления. |
| постоянный ток | DC. Ток, который течет в одном направлении. Постоянный ток можно использовать для питания сервомеханизма. |
| вытяжные системы | Технология, использующая компьютер для разработки продукта.Программное обеспечение для автоматизированного проектирования – это разновидность чертежной системы. |
| сверла | Металлорежущий инструмент, используемый для проникновения в поверхность детали и выполнения круглого отверстия, равного диаметру сверла. Автоматические дрели обычно используют систему управления PTP. |
| пробный ход | Предварительная операция, чтобы убедиться, что программа обработки детали правильно обрабатывает детали. Сухие прогоны выполняются без каких-либо деталей и СОЖ. |
| электрическая логическая схема | Замкнутый путь, обычно состоящий из различных устройств и проводов, по которому проходит электрический ток.Электрические схемы управляли машинами с ЧПУ до того, как персональные компьютеры стали обычным явлением. |
| электронные системы сборки | Technoloy, использующая автоматизированные машины для сборки изделий. Электронные сборочные системы часто соединяют детали с помощью крепежа. |
| Ethernet | Форма компьютерной сети, используемая современными станками с ЧПУ для ввода программ обработки деталей с центрального сервера в блок управления станком. Сети Ethernet соединяют компьютеры с помощью специальных кабелей, стандартизированных EIA. |
| корм | Скорость, с которой режущий инструмент и заготовка перемещаются относительно друг друга. Подача – это обычно линейное движение. |
| обратная связь | Ответный сигнал, подтверждающий положение режущего инструмента или рабочего стола.Обратная связь предоставляет информацию, которая позволяет системе управления сравнивать фактическое положение с запланированным положением и сигнализировать двигателю о перемещении, если положения не совпадают. |
| устройство обратной связи | Устройство, которое отправляет информацию обратно контроллеру в замкнутой системе.Устройство обратной связи позволяет вносить небольшие коррективы в положение при обнаружении ошибок. |
| чистовая | Окончательный процесс резки металла, который подчеркивает жесткие допуски и гладкую поверхность. Шлифовка – это отделочная техника. |
| дисководы гибких дисков | Периферийное устройство компьютера, которое считывает и записывает магнитные данные на дискету и с нее. Старые станки с ЧПУ иногда используют дисководы гибких дисков для хранения программ обработки деталей. |
| шлифовальные машины | Станок, использующий абразив для износа поверхности детали.Шлифовальные машины могут использовать числовые данные компьютера для управления работой станка. |
| оборудование | Любой физический или механический компонент. Оборудование ЧПУ включает в себя блок управления станком, ленточные устройства чтения и дисководы, в зависимости от модели станка. |
| гидравлический сервопривод | Сервомеханизм, приводимый в движение жидкостями, передающими мощность на двигатель. Сервопривод этого типа не работает от электричества. |
| гидравлика | Система, использующая силу текущих жидкостей для передачи энергии.Гидравлика может использоваться для привода сервомеханизма. |
| лазерная резка | Процесс обработки, в котором для резки материалов используется интенсивный сфокусированный луч света. Лазерная резка – это, как правило, процесс ЧПУ. |
| линейные оси | Каждая из трех воображаемых перпендикулярных линий, описывающих движение по прямой.Линейные оси служат опорными точками в декартовой системе координат. |
| линейная шкала | Тип устройства обратной связи, который полагается на величину электрического тока для передачи положения или расстояния на станке с ЧПУ. Линейная шкала – одно из самых точных устройств обратной связи. |
| лот | Количество деталей, изготовленных с использованием определенного набора инструментов. Лот состоит из идентичных или похожих частей или материалов. |
| блок управления станком | MCU.Небольшой мощный компьютер, который управляет станком с ЧПУ. MCU также известен как контроллер и интерпретирует числовые данные в программе обработки детали для управления движением машины. |
| обрабатывающий центр | Сложный фрезерный станок с ЧПУ, который может выполнять несколько операций обработки, включая фрезерование и выполнение различных операций по сверлению, на одной установке с использованием различных инструментов.Обрабатывающие центры обычно используют систему непрерывного управления траекторией. |
| MCU | Блок управления станком. Небольшой мощный компьютер, который управляет станком с ЧПУ. MCU интерпретирует числовые данные в программе обработки детали для управления движением станка. |
| майларовая лента | Тонкая, но прочная полиэфирная пленка, которая использовалась для передачи программ на машины с числовым программным управлением. Программы, выполненные на майларовой ленте, приходилось перематывать после каждого использования. |
| числовое программное управление | NC.Система, которая направляет компоненты станка и производит детали с использованием электрических логических схем для выполнения программных инструкций, перфорированных на бумаге или майларовой ленте. NC был предшественником CNC. |
| система без обратной связи | Тип системы управления, который использует только входной сигнал для активации выхода.Автоматическая обратная связь для настройки процесса отсутствует, поэтому настройки должны выполняться оператором вручную. |
| оптический кодировщик | Тип устройства обратной связи, которое регистрирует световые отражения в процессе обработки. Затем оптический кодировщик преобразует эти отражения в сигналы обратной связи. |
| оптические датчики | Тип датчика, который определяет присутствие объекта с помощью луча света. Оптические датчики используются оптическими энкодерами. |
| происхождение | Фиксированная центральная точка в системе координат.Начало координат имеет нулевое числовое значение. |
| бумажная лента | Способ передачи программ на машины с числовым программным управлением. Программу, записанную на бумажной ленте, приходилось перематывать после каждого использования. |
| программа обработки деталей | Серия буквенно-цифровых команд, используемых станком с ЧПУ для выполнения необходимой последовательности операций для обработки конкретной заготовки.В ЧПУ можно одновременно сохранить несколько программ обработки деталей. |
| двухточечное позиционирование | PTP. Тип системы управления с ЧПУ, при котором резка не происходит во время перемещения инструмента из одного положения в другое. Системы PTP обычно разомкнутые. |
| пробивные прессы | Станок с неподвижным основанием и верхним рычагом, который перемещается вдоль вертикальной оси для резки, гибки или формования листового металла. Пробивные прессы часто используют компьютерные числовые данные для управления движениями машины. |
| штамповка | Операция резки, при которой в листовом металле образуется открытое отверстие путем отделения внутренней части.Пробивка может производиться на штамповочном прессе. |
| правило правой руки | Краткий справочник, показывающий расположение декартовых осей с помощью руки. Правило правой руки вытягивает большой и указательный пальцы в форме буквы «L» и средний палец вверх, чтобы обозначить три оси. |
| роботов | Автоматизированная технология для помощи или замены людей. Роботы могут использоваться в производственных средах, которые являются опасными или недоступными для рабочих. |
| поворотный резольвер | Тип устройства обратной связи, регистрирующего вращение ШВП станка с ЧПУ.Затем поворотный резольвер отправляет электронные сигналы обратно в ЧПУ, чтобы указать положение или скорость. |
| оси вращения | Каждая из трех воображаемых окружностей, описывающих вращение вокруг линейной оси. Ось A вращается вокруг оси X, ось B вращается вокруг оси Y, а ось C вращается вокруг оси Z. |
| RS232 | Стандартный последовательный двоичный кабель, используемый для передачи данных между двумя или более жесткими дисками. Система ЧПУ может отправлять и получать программы обработки деталей с помощью стандартных соединительных кабелей RS232. |
| сервер | Физический компьютер, который обменивается информацией с другими компьютерами в своей сети.Сервер для сети станков с ЧПУ будет совместно использовать программы обработки деталей. |
| сервомеханизм | Сервопривод. Специальный серводвигатель, используемый в станках с ЧПУ с обратной связью, который регулирует положение обработки на основе обратной связи. Сервоприводы работают от электричества или гидравлики. |
| серводвигатель | Двигатель в станке с ЧПУ, приводящий в движение движение станка. Серводвигатель вращает ШВП, заставляя перемещаться стол фрезы или ползуны токарного станка. |
| сигнал | Сообщение, отправленное в электронном виде.Система с обратной связью сигнализирует двигателю о перемещении, а система с обратной связью сигнализирует двигателю о запуске и корректировке своего положения на основе сигнала обратной связи. |
| программное обеспечение | Машинные программы и инструкции, управляющие функциями и операциями компьютерного оборудования.Программное обеспечение ЧПУ включает программу обработки детали или постоянный цикл. |
| скорость | Скорость вращения шпинделя станка. Скорость шпинделя влияет на то, как быстро режущий инструмент или заготовка перемещается в точке контакта. |
| штамповка | Процесс металлообработки, включающий формовку или разделение листового металла на части с помощью штампов и пуансонов.Штамповка может производиться на пробивном прессе. |
| шаговый двигатель | Серводвигатель, который генерирует шаги из электронных импульсов, которые перемещают инструмент и рабочий стол. Шаговые двигатели используются в системах без обратной связи. |
| траектория | Серия программных кадров, описывающих движение одного режущего инструмента.Траектории постоянных циклов оцениваются с использованием пробных прогонов. |
| токарный центр | Сложный токарный станок с ЧПУ, который также может выполнять различные сверлильные и фрезерные операции в одном месте. Токарные центры обычно используют систему непрерывного управления траекторией. |
| турель | Деталь токарного станка, вмещающая ряд режущих инструментов. Револьверы вращаются, чтобы поместить инструменты в положение резания. |
| пробивной пресс револьверный | Пробивной пресс с ЧПУ с открытой рамой и револьверной головкой с несколькими пуансонами.Револьверный пресс используется для выполнения множества операций штамповки и резки. |
| Универсальная последовательная шина | USB. Маленькая портативная карта памяти, на которой можно хранить данные. Станки с ЧПУ могут использовать USB-накопители для хранения программ обработки деталей. |
| слов | Сопряжение адреса и числового значения.ЧПУ использует слова для управления движением станка. |
| заготовка | Деталь, которая находится в процессе производства. Заготовка может представлять собой законченный продукт или один компонент продукта, состоящего из многих частей. |
| рабочий стол | Компонент фрезерного станка с ЧПУ, который поддерживает заготовку и любые зажимные приспособления во время обработки.Рабочий стол может оставаться неподвижным или перемещаться. |
| Ось X | Линейная ось, представляющая положения координат вдоль линии, параллельной самому длинному краю рабочего стола. Ось X обычно проходит слева направо. |
| Ось Y | Линейная ось, представляющая позиции координат вдоль линии, параллельной самому короткому краю рабочего стола.Ось Y обычно проходит вперед и назад. |
| Ось Z | Линейная ось, представляющая положения координат вдоль линии, параллельной шпинделю и перпендикулярной рабочему столу. Ось Z обычно проходит вверх и вниз. |