Станок для гибки листового металла: Купить станки для гибки металла по выгодной цене! Скидки до 15%!
alexxlab | 18.09.1984 | 0 | Разное
Листогибы (листогибочные станки) для гибки листового металла SCHRODER в Перми
Автоматизированные системы
ОбзорСерийные моделиСтанки специальной конструкцииПрограмное управлениеРобототехника
Автоматизация
У Вас особые требования? Вы хотите производить продукцию круглосуточно или совместить формовку листа с другими производственными процессами? Вам нужен не только станок, но и оптимизация процесса изготовления?
Высокопроизводительные станки фирмы «Ханс Шрёдер Машиненбау ГмбХ» являются основой для автоматических и полуавтоматических гибочных центров. Промышленная металлообработка при помощи гибочного центра «Шрёдер» делает возможным как крупное, так и мелкое серийное производство с высокой точностью повторяемости изделий.
На основе наших технологий, нашего аппаратного обеспечения и программного управления мы разрабатываем индивидуальные решения. Всё начинается со станков специальной конструкции, также предлагаются различные варианты автоматизации, вплоть до конвейера, который может обрабатывать листы в автоматическом режиме 24/7.
Позвольте нам показать, какие возможности открываются перед Вами при автоматизации обработки листа.
Каталоги
deutsch
english
Видео
Высокопроизводительное оборудование в гибочном центре
Основу гибочных центров «Шрёдер» составляют наши современные листогибы с поворотной гибочной траверсой серии Evolution. Даже при обычной эксплуатации с ручной подачей листа данные станки работают быстро и продуктивно. При помощи автоматизации наше оборудование можно использовать ещё эффективнее. Благодаря мощной конструкции и лишь незначительному техобслуживанию станки отлично подходят для продолжительной эксплуатации.
Универсальность за счёт смены инструментов
Гибочный центр с мощным листогибом класса Evolution, который не повреждает лист при гибке, может эффективно использоваться благодаря продуманной технологии оснащения с быстро меняющимися инструментами не только для серийного производства, но и для выполнения специальных заказов. Автоматическое устройство смены инструментов в станках серии Evolution меняет инструменты быстро и безошибочно на верхней и гибочной траверсе. Два поворотных узла с высокоточными линейными приводами при помощи трёх кронштейнов захватывают инструмент из магазина и устанавливают его в зажим инструментов или убирают уже установленный инструмент.
Автоматическое устройство смены инструментов в станках серии Evolution меняет инструменты быстро и безошибочно на верхней и гибочной траверсе. Два поворотных узла с высокоточными линейными приводами при помощи трёх кронштейнов захватывают инструмент из магазина и устанавливают его в зажим инструментов или убирают уже установленный инструмент.
Безошибочно и очень быстро: За счёт одного нажатия на кнопку автоматическое устройство смены инструментов на листогибе MAK 4 Evolution UD за несколько секунд переоснащает верхнюю и гибочную траверсу для выполнения следующего заказа.
Предлагаем определить, какие станки и в какой комплектации идеально подойдут для Вашего гибочного центра.
Каталоги
deutsch
english
Особенные станки для выполнения особых задач
Листогибы с поворотной гибочной траверсой достаточно универсальны. Но наши специалисты при необходимости разработают станок специальной конструкции и, тем самым, помогут увеличить эффективность Вашего индивидуального процесса изготовления.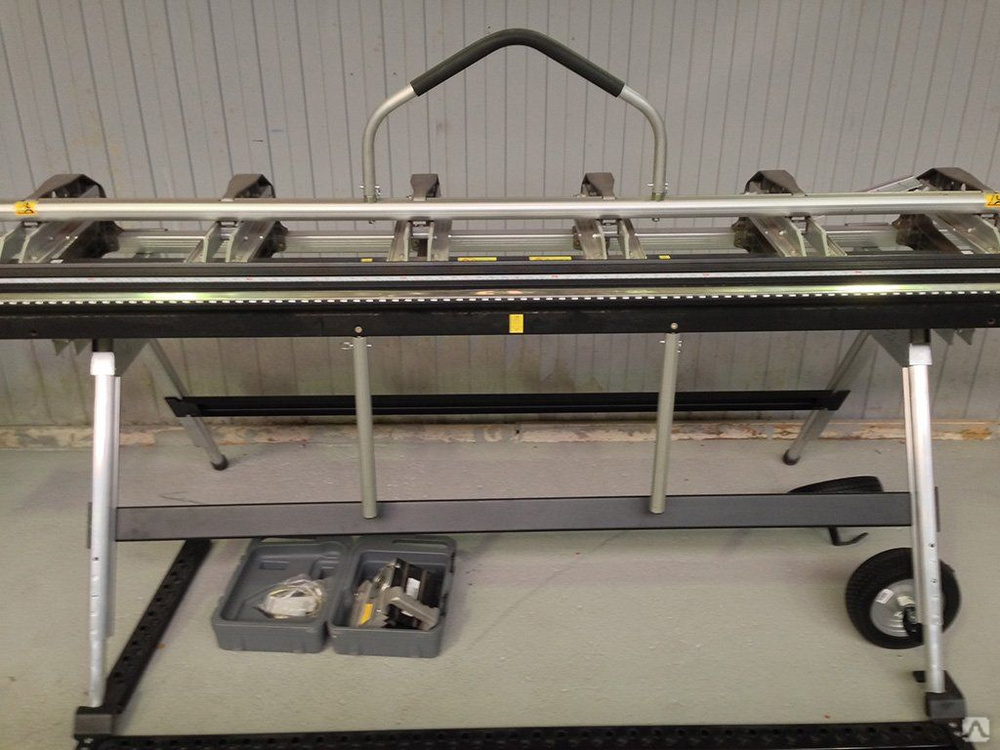
Сделайте нам запрос. Закажите не только станок, но и оптимизируйте с помощью наших решений Ваш процесс изготовления. Станки специальной конструкции предлагаются группой компаний «Шрёдер» опционально и, в принципе, разработка специальной конструкции возможна для каждой модели станка. Также для специальных решений возможно внедрение автоматизации. Станки специальной конструкции мы предлагаем и для индивидуальных гибочных центров, а также для автоматизированных и полуавтоматизированных станков для средних предприятий с особыми требованиями к производству.
Специальные решения возможны также для:
- Приспособлений для верхней, нижней или гибочной траверсы
- Специальных упоров, вкл. программное управление
- Специальных размеров станка
- Специальных инструментов
- Роботов для подачи и снятия металла
Каталоги
deutsch
english
Оборудование для дожима / Пресс для производства фальца
Подача вперёд при помощи откидного стола
Специальные пальчиковые упоры
Зажим для автоматической подачи листа
Манипулятор
Программное обеспечение
Фирма «Ханс Шрёдер Машиненбау» на протяжении десятилетий является не только ведущим производителем высококачественных листогибов, но и пионером в области числового программного управления для данных станков.
Гибочные центры собираются модульно, индивидуально для каждого клиента. Основу составляет разработанное нами программное управление POS 3000. Здесь Вы можете создать и провести симуляцию не только гибочных программ, но и можете управлять устройством смены инструментов, манипуляторами и конвейером.
Каталоги
deutsch
english
Автоматизация, робототехника и сенсорная техника
Для автоматизации процесса изготовления мы делаем ставку на проверенных поставщиков надёжных компонентов. Полностью автоматизированные устройства подачи и снятия листа в гибочных центрах «Шрёдер» основываются на промышленных роботах ведущих производителей (например, KUKA).
Укладочные столы, транспортёры, системы упоров и достаточно универсальные манипуляторы укладывают заготовку в нужное положение. При этом заготовка очень точно измеряется при помощи новой системы камер – за счёт этого при каждом гибе достигается максимальная точность и повторяемость изделий.
Лазеры, датчики движения и датчики касания обеспечивают надёжную работу гибочных центров.
Каталоги
deutsch
english
Гибочный центр
Гибочный центр
Система складирования для робота
Устройство захвата для робота
Использование робота: лист втягивается при помощи вакуумной установки…
… и укладывается перед столом,…
… откуда лист поднимается при помощи специальных пальчиковых упоров.
Система очистки листа
Гибочные станки для листового металла б/у в России
- Главная
- Продажа
- Листогибы
- Гибочный станок для листового металла б/у
Вы можете очень быстро сравнить цены гибочного станка для листового металла б/у и подобрать оптимальные варианты из более чем 83320 предложений
Реклама
Ручной вальцовочный станок для листового металла ТВ-500х4
Диаметр валов 65 мм. Наибольшая длина обработки 500мм. Максимальная толщина металла 4 мм
Подробное описание и цена >>>
Реклама
Электромеханический вальцовочный станок для листового металла ТВ-500х4
Ширина вала 500 мм. Лист до 4 мм. Диаметр валов 45 мм
Подробное описание и цена >>>
Реклама
Электромагнитный листогибочный станок EB 1000х1,6
Рабочая длина 1000 мм. Рабочая толщина 1,6 мм. Угол гибки 135°. Масса нетто 142 кг.
Подробное описание и цена >>>
Наибольшая длина обработки 500мм. Максимальная толщина металла 4 мм
Подробное описание и цена >>>
Реклама
Электромеханический вальцовочный станок для листового металла ТВ-500х4
Ширина вала 500 мм. Лист до 4 мм. Диаметр валов 45 мм
Подробное описание и цена >>>
Реклама
Электромагнитный листогибочный станок EB 1000х1,6
Рабочая длина 1000 мм. Рабочая толщина 1,6 мм. Угол гибки 135°. Масса нетто 142 кг.
Подробное описание и цена >>>
Оптоволоконный лазерный станок для листового металла HS-G3015A/1500 IPG
Состояние: Новый
Профессиональные станки в закрытом исполнении для резки листовых металлов со сменными рабочими столами и рабочей зоной 3000х1500 мм. На лазерах можно установить лазерные источники мощностью 500 -…
16. 09.2022
Казань (Россия)
09.2022
Казань (Россия)
Продольный станок для листового металла,Китай
Состояние: Новый Производитель: ООО « Цзинь Бинь» (Китай)
Технический параметр:Толщина резки металла:0.35-0.70ммДиаметр вала: 70ммСкорость резки:10-12м/минШирина резки металла: 1000-1300ммМощность двигателя: 2.2кВтВес станки: около 0.9Т.Внешний размер:…
28.09.2020 Екатеринбург (Россия)
50 000
Электромеханический вальцовочный станок для листового металла ТВ-500х4
Состояние: Новый
Вальцы трехвалковые электрические ТВ-500х4 предназначены для производства заготовок цилиндрической формы, могут использоваться на заготовительных участках и цехах предприятий для производства…
16.09.2022 Казань (Россия)
Ручной вальцовочный станок для листового металла ТВ-500х4
Состояние: Новый
Трехвалковые ручные листогибы серии ЛВ предназначены для выполнения операций гибки металлических листов толщиной до 4 мм. Используются для гибки алюминиевых изделий, воздуховодов для…
Используются для гибки алюминиевых изделий, воздуховодов для…
16.09.2022 Казань (Россия)
Состояние: Новый Производитель: ПКФ СтройИнвест (Россия)
В наличии
Станок резки листового металла ручной «СПРР-3» представляет собой ручные ножницы дисковые, которые имеют 3 пары ножей, изготовленных из стали с маркировкой ХВГ. Этот агрегат может использоваться,…
12.03.2018 Киров (Россия)
83 000
Стеллаж горизонтальный для листового металла 2,5х1,25 м, 7 полок
Состояние: Новый Производитель: Раксмет (Беларусь)
Стеллаж с выдвижными полками для листового металла 2,5х1,25 м, 7 полок.Размер листа: 2500 х 1250 мм. Высота загрузки материала: 120 мм. Нагрузка на полку: 3000 кг.Полка выкатывается вручную, на 100%…
Высота загрузки материала: 120 мм. Нагрузка на полку: 3000 кг.Полка выкатывается вручную, на 100%…
29.05.2021 Москва (Россия)
576 000
Станок пневматический МАХ-20 – станок для гибки и резки листового металла
Состояние: Новый
В наличии
Представляем Вашему вниманию НОВИНКУ: усовершенствованный пневматический станок для гибки и резки листового металла Tapco Max 20 KIT-1. Станок Тарсо МАХ 20 KIT-1 пневматический предназначен для…
23.10.2014 Москва (Россия)
ФАЛЬЦЕПРОКАТНЫЙ СТАНОК, ГИБОЧНЫЙ СТАНОК, СТАНОК ДЛЯ РЕЗКИ МЕТАЛЛА.
Состояние: Б/У
ФАЛЬЦЕПРОКАТНЫЙ СТАНОК, ГИБОЧНЫЙ СТАНОК, СТАНОК ДЛЯ РЕЗКИ МЕТАЛЛА.ФАЛЬЦЕПРОКАТНЫЙ СТАНОК ДЛЯ ПРОИЗВОДСТВА ЗАМКОВ НА ЛИСТОВОМ МЕТАЛЛЕ, ГИБОЧНЫЙ СТАНОК, СТАНОК ДЛЯ РЕЗКИ ЛИСТОВОГО МЕТАЛЛА.
01.06.2016 Красноярск (Россия)
Станок лазерной резки листового металла
Состояние: Новый
В наличии
Станок лазерной резки листового металла Производитель: Vnitep Рабочая область: 3000 x 1500 Мощность лазера :2000 Вт Макс. Толщина листа: 16 мм черный 10 мм нерж Точность: 0,1 мм Оборудование…
30.01.2015 Новомосковск (Россия)
15 000 000
Оборудование для рубки, гибки, пробивки и штамповки листового металла
Состояние: Новый Производитель: Технопарк (Россия)
В наличии
Выпускаем и изготавливаем под заказ оборудование предназначенное для обработки листового металла (прессы дыропробивные СДП, прессы угловырубные УВП, прессы гидравлические гибочные ПГГ, ножницы. ..
..
10.04.2020 Саратов (Россия)
Гибочный станок для гибки колена из трубы
Состояние: Новый Год выпуска: 2012
В наличии
Гибочный станок коленный предназначен для производства круглого колена (гофроколена) из круглой трубы (заготовки) водосточной системы круглого сечения. Гофроколено (колено) водостоков имеет…
23.08.2012 Липецк (Россия)
175 000
Консольные ЧПУ станки плазменной резки металла. Плазморез серии 20
Состояние: Новый Год выпуска:
В наличии
Отличительной особенностью наших консольных ЧПУ станков плазменной резки металла является очень высокое качество реза. Плазменная резка выполняется с высокой точностью и повторяемостью. После такой…
Плазменная резка выполняется с высокой точностью и повторяемостью. После такой…
03.06.2016 Каменск-Шахтинский (Россия)
Н3121 Ножницы гильотинные для листового металла
Состояние: Новый Год выпуска: 1995 Производитель: Шимановский завод кузнечно-прессового оборудования (Россия)
В наличии
Н3121 Ножницы гильотинные для листового металла 1995 гН3121 Ножницы гильотинные для листового металла Н3121 1995 г. Станок укомплектован, в рабочем состоянии
16.02.2016 Нижний Новгород (Россия)
Лазерный станок для резки металла мод. GL1313FE
Состояние: Новый Год выпуска: 2016 Производитель: SENFENG (Китай)
Обработка листового металла, авиация, космонавтика, электрон, электроаппарат, детали метро, автомобиль, механизм, точные детали, пароход, металлургическое оборудование, лифт, домашние. ..
..
26.11.2019 Киржач (Россия)
Раскроечно-гибочные станки Flexiplus и CS 40, Италия
Состояние: Б/У Год выпуска: 2010
Раскроечно-гибочные станки Flexiplus и CS 40 автоматический станок с электронным управлением для раскроя арматурных стержней по заданному размеру. Система Flexiplus может использоваться только для…
14.05.2013 Адлер (Россия)
6 450 000
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по гибочному станку для листового металла б/у почти как на Авито и TIU
Видео гибочного станка для листового металла б/у
Станок для гибки листового металла в Украине. Сравнить цены и поставщиков промышленных товаров на маркетплейсе Prom.ua
Работает
Станки для гибки листового металла
Под заказ
Доставка по Украине
от 45 053 грн
Купить
ООО «БОНА ТРЕЙД». Системы ограждений, элементы безопасности кровли, станки для листового металла
Системы ограждений, элементы безопасности кровли, станки для листового металла
Работает
Станки для гибки листового металла Мазанек ZGRM
Под заказ
Доставка по Украине
от 45 053 грн
Купить
ООО «БОНА ТРЕЙД». Системы ограждений, элементы безопасности кровли, станки для листового металла
Работает
Станок для гибки листового металла Holzmann AKM 1020PS
Под заказ
Доставка по Украине
82 888 грн
Купить
Станмастер
Работает
Станки для гибки листового металла РГ-Днепр 2150; РГ-Днепр 2650; РГ-Днепр 3150
Доставка по Украине
39 000 грн
Купить
ООО «БОНА ТРЕЙД». Системы ограждений, элементы безопасности кровли, станки для листового металла
Работает
Станок для гибки листового металла ALB 2600
Доставка по Украине
125 503.40 грн
119 228.30 грн
Купить
Измерительный и металлорежущий инструмент
Работает
Станок для гибки листового металла ALB 3200
Доставка по Украине
154 026. 90 грн
90 грн
146 325.60 грн
Купить
Измерительный и металлорежущий инструмент
Работает
Станок для гибки листового металла BSM 2540
Доставка по Украине
91 275.20 грн
86 711.50 грн
Купить
Измерительный и металлорежущий инструмент
Работает
Станок для гибки листового металла W1.2×2000
Доставка по Украине
176 845.70 грн
168 003.50 грн
Купить
Измерительный и металлорежущий инструмент
Работает
Станок для гибки листового металла PBB1020/1A
Доставка по Украине
51 342.30 грн
48 775.20 грн
Купить
Измерительный и металлорежущий инструмент
Работает
Станок для гибки листового металла Holzmann AKM 1020PS
Под заказ
Доставка по Украине
97 781 грн
Купить
Интех-МТЗ
Работает
Станок для гибки листового металла CORMAK 1220 X 2,5 мм
Под заказ
Доставка по Украине
по 123 440 грн
от 2 продавцов
123 440 грн
Купить
Интернет-магазин “Megainstrument”
Работает
Верстат для гнуття листового металу Holzmann AKM 1020PS
Услуга
111 380 грн
ELEKTROSHOK
Работает
Верстат для гнуття листового металу Holzmann AKM 1020PS
Услуга
111 340 грн
Интернет-магазин “Megainstrument”
Работает
Ручной станок листовой для гибки металла Piotrowski ZDP – 1710
Доставка по Украине
Цену уточняйте
ООО “Кверб”
Работает
Верстат для гнуття листового металу Holzmann AKM 1020PS
Услуга
111 340 грн
Интех-МТЗ
Смотрите также
Работает
Настольный станок для гибки листового металла W1. 2×1000
2×1000
Доставка по Украине
28 295.30 грн
26 880.60 грн
Купить
Измерительный и металлорежущий инструмент
Работает
Станок для гибки листового металла Holzmann AKM 1020PS
Под заказ
Доставка по Украине
64 230 грн
Купить
интернет-магазин «Promastertool»
Работает
Ручной станок для резки листового металла толщиной до 7 мм рычажные ножницы AFACAN 3R7
На складе
Доставка по Украине
5 643 — 6 270 грн
от 7 продавцов
6 270 грн
Купить
“ДЕКОРЕСТ” Магазин лакокрасочной продукции, инструмента и элементов декора.
Работает
Станок для гибки металла MAAD
Под заказ
Доставка по Украине
от 25 342 грн
Купить
ООО «БОНА ТРЕЙД». Системы ограждений, элементы безопасности кровли, станки для листового металла
Работает
Станок для гибки и резки металла
Под заказ
Доставка по Украине
56 316 грн
Купить
ООО «БОНА ТРЕЙД». Системы ограждений, элементы безопасности кровли, станки для листового металла
Системы ограждений, элементы безопасности кровли, станки для листового металла
Работает
Станок для гибки металла Holzmann KMA 1260
Под заказ
Доставка по Украине
Цену уточняйте
Станмастер
Работает
Станок для гибки металла ZGR 3000/2
Доставка по Украине
Цену уточняйте
ООО “Кверб”
Работает
Станок для гибки металла ZG-2500/0.7
Доставка по Украине
Цену уточняйте
ООО “Кверб”
Работает
Станок для гибки металла ZG-3000/1.0
Доставка по Украине
Цену уточняйте
ООО “Кверб”
Работает
Станок для гибки металла Piotrowski ZDP – 2050
Доставка по Украине
Цену уточняйте
ООО “Кверб”
Работает
Ручной станок для резки листового металла толщиной до 5 мм рычажные ножницы AFACAN 3R5
Доставка по Украине
4 703 — 5 226 грн
от 8 продавцов
5 226 грн
Купить
Торговий майданчик Агропродукт
Работает
Вальцовочный станок для листового металла | Листогиб трехвалковый ручной ВР 1300×1,5 PsTech
Под заказ
Доставка по Украине
50 000 грн
Купить
PSTech™ Ukraine | ПСТ Украина
Работает
Набор клещей для гибки листового металла 3 шт G02250
Доставка по Украине
2 700 грн
Купить
PAN TOOLS
Работает
Набор плоскогубцев для гибки листового металла 3 шт. G02250
G02250
Доставка по Украине
2 500 грн
Купить
VITATOOLS
делаем станок для гибки листового металла
- Конструкция листогибочного станка
- Предварительная сборка
- Проверка станка на работоспособность и доводка
Собрать гибочный станок своими руками не так уж сложно: для этого можно использовать детали от других механизмов, а те комплектующие, которые необходимо изготовить дополнительно, можно заказать любому слесарю или тоже сделать самостоятельно. Если вы воспользуетесь запчастями от старого нерабочего оборудования и металлическими отходами, ваш самодельный станок обойдется вам практически даром, при этом по эффективности он будет мало чем уступать заводским моделям. При желании, применяя чертежи серийного оборудования, можно изготовить станок, который в состоянии гнуть листовой металл толщиной до 3 мм.
Гибочный станок для работы с длинными листами металла
Конструкция листогибочного станка
Гибочный станок для листового металла отличается несложной конструкцией, но при этом позволяет формировать на тонколистовых заготовках достаточно точные изгибы. Используя такой станок, можно сгибать даже окрашенный и оцинкованный листовой металл.
Используя такой станок, можно сгибать даже окрашенный и оцинкованный листовой металл.
Для изготовления основания гибочного станка, которое имеет сварную конструкцию, можно использовать швеллер №6 или №8, длина которого подбирается в зависимости от длины будущего устройства. Например, длина станка для гибки жести обычно не превышает 50 см. Чтобы на самодельном устройстве можно было изгибать заготовки на угол, превышающий 90°, необходимо предусмотреть прижим, для изготовления которого используют металлические уголки. Формирование таких углов загиба может потребоваться в том случае, если станок вам необходим для изготовления фальцев.
Схема самодельного листогиба
Основа прижима сваривается из уголков 50х50, а укрепляется изделиями 35х35. При этом толщина стенок используемых уголков должна быть не меньше 5 мм, только в таком случае получится обеспечить создаваемой конструкции требуемую массивность. Изготовленный таким образом прижим может успешно применяться для оснащения листогибочного станка, рабочая длина которого составляет 150 см. Прижим из уголков, которыми вы оснастите свой самодельный листогибочный станок, позволяет гнуть металл на угол до 135°. Этого вполне достаточно для того, чтобы сформировать на краях заготовки элементы фальцевого соединения.
Прижим из уголков, которыми вы оснастите свой самодельный листогибочный станок, позволяет гнуть металл на угол до 135°. Этого вполне достаточно для того, чтобы сформировать на краях заготовки элементы фальцевого соединения.
Изготавливая из металлических уголков прижим станка, предназначенного для гибки металла, следует иметь в виду, что длина такого приспособления должна быть примерно на 7 см меньше, чем длина основания самого оборудования. На торцы прижимного устройства необходимо наварить крепежи-кронштейны, в качестве которых можно использовать уголки с размером полок 3х3 см. Посредине полок каждого уголка-кронштейна просверливают отверстия диаметром 8 мм. В том случае, если для изготовления таких кронштейнов используются уголки большего размера, общую длину прижимного устройства сокращают еще на 2–3 см, что даст возможность без ограничений разместить в нижней части гибочного оборудования прижимную пружину.
Самодельное гибочное устройство размещается на своей станине или закрепляется на верстаке
Края прижимного устройства, которым будет оснащен ваш ручной станок, должны быть идеально ровными, без заусенцев и неровностей. Для того чтобы устранить такие дефекты на рабочей поверхности прижимного устройства, ее можно обработать при помощи надфиля, фрезы или углошлифовальной машинки.
Для того чтобы устранить такие дефекты на рабочей поверхности прижимного устройства, ее можно обработать при помощи надфиля, фрезы или углошлифовальной машинки.
Важным элементом конструкции станка, предназначенного для выполнения гибки металла, является пунсон для обжима, который можно изготовить из уголка №5. Длина пунсона должна быть на 5–8 мм меньше, чем длина самого прижима. Для того чтобы пунсоном было удобно манипулировать, его необходимо оснастить рукояткой, которую можно изготовить из металлического прутка диаметром 14 мм, согнув его в форме скобы. Кроме того, на боковых частях пунсона необходимо зафиксировать две щечки, предварительно вырезав их из листового металла толщиной 5 мм. Для фиксации таких щечек в них высверливают отверстия диаметром 10 мм.
Процесс установки петель
- Подготавливаем петли и балки
- Соблюдая соосность, подгоняем выемки
- Привариваем петли с двух сторон
С ребер пунсона в торцевой части данного элемента снимаются фаски глубиной 5 мм и длиной 30 мм, которые необходимы для того, чтобы установить на металлогибочный станок стальные оси. Эти оси изготавливают из прутка диаметром 10 мм. Их приваривают к основанию гибочного станка таким образом, чтобы направление их осевой линии совпадало с ребром уголка. Фаски (уже размером 32х6 мм) снимают и на ребре основания, со стороны его торцов.
Эти оси изготавливают из прутка диаметром 10 мм. Их приваривают к основанию гибочного станка таким образом, чтобы направление их осевой линии совпадало с ребром уголка. Фаски (уже размером 32х6 мм) снимают и на ребре основания, со стороны его торцов.
Предварительная сборка
Прежде чем окончательно фиксировать все конструктивные элементы, из которых будет состоять ваш ручной гибочный станок, необходимо выставить их в правильном положении и проверить, насколько работоспособным является устройство. Для предварительной сборки удобно использовать обычные слесарные тиски, в которых основание станка и пунсон закрепляют таким образом, чтобы полки швеллера-основания и уголка-пунсона располагались в одной горизонтальной плоскости. На оси, которые уже приварены к пунсону, надеваются щечки, после чего их соединяют с основанием временной сваркой или при помощи струбцин.
Пробная гибка листа оцинкованной жести
После того как все временные соединения выполнены, самодельный станок для гибки металла проверяют на подвижность конструктивных элементов. В том случае, если амплитуда перемещения пунсона достаточна для того, чтобы качественно загнуть металлический лист, конструктивные элементы гибочного станка соединяют окончательно, используя для этого сварку.
В том случае, если амплитуда перемещения пунсона достаточна для того, чтобы качественно загнуть металлический лист, конструктивные элементы гибочного станка соединяют окончательно, используя для этого сварку.
Следует иметь в виду, что извлекать готовую конструкцию из тисков можно только тогда, когда она полностью остыла после сварочных работ. Если пренебречь этим требованием, сваренную конструкцию может просто повести.
Проверка станка на работоспособность и доводка
После того как вы собрали устройство для гибки листового металла своими руками, необходимо протестировать его на работоспособность. Для выполнения пробной гибки лучше использовать более мягкий металл, в качестве которого может выступать лист из жести, гнущийся очень хорошо. Лист укладывается на основание гибочного станка и фиксируется на нем при помощи прижима. Выполняя пробную гибку, прижим станка можно временно притянуть к его основанию струбцинами или использовать для этих целей резьбовые шпильки с накладками.
Выполняя пробную гибку, прижим станка можно временно притянуть к его основанию струбцинами или использовать для этих целей резьбовые шпильки с накладками.
Выполнив несколько пробных гибов, необходимо проверить, правильно ли по отношению к станине гибочного оборудования размещены щечки.
Если положение данных конструктивных элементов не совсем верное, его подправляют и только после этого приваривают их к станине основательно. Для того чтобы надежно фиксировать прижимное устройство станка в процессе выполнения гибки, используют болты, выступающие над станиной, которые должны совпадать с отверстиями в кронштейнах прижимного механизма. Чтобы установить такие болты на станине, в ней просверливают отверстия, в которых нарезается резьба М10. Болты в такие отверстия вкручиваются по направлению снизу вверх, после чего их шляпки привариваются к нижней части станины.
Установка зажимных болтов с пружинами- Привариваем гайку болта к укосинам
- Привариваем крепежную пластину
- Устанавливаем пружину
Чтобы болты, установленные на станине, легко входили в отверстия в кронштейнах прижимного механизма, их увеличивают до диаметра 10 мм. Гайки, которые будут накручиваться на верхнюю часть таких болтов и тем самым фиксировать на станине гибочного оборудования прижимной механизм, лучше выбрать в виде маховичков, это значительно повысит удобство работы с вашим самодельным станком. Прижимной механизм в процессе его откручивания от станины должен отжиматься. Для этого на болты, при помощи которых он фиксируется, можно надеть пружины или резиновые амортизаторы.
Гайки, которые будут накручиваться на верхнюю часть таких болтов и тем самым фиксировать на станине гибочного оборудования прижимной механизм, лучше выбрать в виде маховичков, это значительно повысит удобство работы с вашим самодельным станком. Прижимной механизм в процессе его откручивания от станины должен отжиматься. Для этого на болты, при помощи которых он фиксируется, можно надеть пружины или резиновые амортизаторы.
В качестве рукояток привариваем к шляпкам болтов стержни
Собрав самодельный станок для гибки листового металла по вышеописанной методике, вы не зададитесь вопросом о том, как гнуть жесть или как согнуть окрашенный металл: даже оцинковка может обрабатываться на этом оборудовании с достаточно высокой эффективностью. Между тем есть у такого гибочного станка и ряд недостатков.
- Конструкция крепления щечек и пунсона недостаточно хорошо продумана, в процессе работы гибочного станка данные элементы постоянно трутся друг о друга и, соответственно, активно изнашиваются.
 В результате в механизме возникает люфт, приводящий к неточностям в процессе выполнения гибки. Исправить этот недостаток позволяет использование подшипников в данном узле.
В результате в механизме возникает люфт, приводящий к неточностям в процессе выполнения гибки. Исправить этот недостаток позволяет использование подшипников в данном узле. - Гибочные станки вышеописанной конструкции не отличаются высокой производительностью и могут применяться только в том случае, если необходимо выполнить небольшой объем работ. Чтобы изготовить более производительный ручной станок, необходимо доработать конструкцию прижимного механизма.
 В результате в механизме возникает люфт, приводящий к неточностям в процессе выполнения гибки. Исправить этот недостаток позволяет использование подшипников в данном узле.
В результате в механизме возникает люфт, приводящий к неточностям в процессе выполнения гибки. Исправить этот недостаток позволяет использование подшипников в данном узле.Очень помогает изготовить такой станок своими руками видео. Что характерно, многие профессиональные жестянщики, собирающие станки для гибки листового металла практически из металлолома, предпочитают использовать в своей деятельности именно самодельное оборудование.
Гибочные станки роликового типа, отличающиеся более сложной конструкцией, также могут быть изготовлены самостоятельно. Однако, какого бы типа ни был станок, который вы собираетесь изготовить самостоятельно, следует учитывать, что управлять таким оборудованием вы будете вручную, поэтому делать его слишком габаритным и мощным не имеет смысла. Если говорить об особенностях использования роликовых гибочных станков, следует иметь в виду, что при обработке заготовки на таком оборудовании ее отдельные участки могут подвергаться деформации. Именно поэтому профессиональные жестянщики не очень любят работать на устройствах подобного типа.
Если говорить об особенностях использования роликовых гибочных станков, следует иметь в виду, что при обработке заготовки на таком оборудовании ее отдельные участки могут подвергаться деформации. Именно поэтому профессиональные жестянщики не очень любят работать на устройствах подобного типа.
На видео ниже показан процесс изготовления станка подобной конструкции для сгиба заготовок небольшой длины.
Гибочный станок для листового металла своими руками
Гнутые металлические изделия широко используют как в домашних мастерских, так и на солидных производствах. Гибочный станок для листового металла значительно упрощает обработку заготовок.
Устройство относительно простое и сделать его в домашних условиях не очень сложно. Даже самодельный станок для гибки отличается высокой надежностью и простотой в эксплуатации. В этой статье мы опишем процесс самостоятельного изготовления данного аппарата, проанализируем его преимущества и недостатки.
Даже самодельный станок для гибки отличается высокой надежностью и простотой в эксплуатации. В этой статье мы опишем процесс самостоятельного изготовления данного аппарата, проанализируем его преимущества и недостатки.
- Классификация устройств
- Станок траверсного типа
- Листогибочный пресс
- Валочный станок
- Конструкция устройств
- Делаем листогиб своими руками
- Основы создания
- Чертеж нашего устройства
- Нюансы изготовления
- Усиленная прижимная балка
- Усиленные крепления станка
- Готовая конструкция
Классификация устройств
В зависимости от сложности конструкции и нюансов предназначения, листогибочные станки делятся на несколько групп.
Станок траверсного типа
Наиболее простым является устройство, которое обрабатывает металлический лист при помощи специальной траверсы.
В таком аппарате можно гнуть листы с длиной, которая не превышает полметра. В то же время максимальный угол сгиба составляет 90 градусов. Для получения более точных углов наклона заготовки используют специальную проставку.
В то же время максимальный угол сгиба составляет 90 градусов. Для получения более точных углов наклона заготовки используют специальную проставку.
Листогибочный пресс
Является более сложным устройством для обработки листового металла, но и позволяет выполнять более серьезные работы. Конструкция станка включает в себя матрицу и пуансон. Заготовку располагают на матрице и придают ей необходимую форму при помощи пуансона, который размещен вертикально.
Устройство такого типа сложно сделать самостоятельно, к тому же его использование в домашних условиях является не очень безопасным. Стоит отметить, что на листогибочный станок можно превратить и обычный пресс. К нему добавляют специальные конструкции, которые выполняют функции матрицы.
Валочный станок
Одно из наиболее универсальных устройств для работы с металлическими листами. Принцип действия такого станка заключается в обработке листовых деталей при помощи трех специальных валов. Достоинством аппаратов данного типа является их способность придавать заготовкам широких углов наклона. Механизмы станка приводятся в движение либо мотором, либо вручную, а классифицируют устройство за показателями валиков:
Механизмы станка приводятся в движение либо мотором, либо вручную, а классифицируют устройство за показателями валиков:
- Станок с траверсой и опорой, который позволяет выполнять ручную гибку металлических деталей.
- Для создания элементов кровли используют валики с профильными формами.
- Гладкая рабочая поверхность валиков позволяет выполнять наиболее широкий спектр гибочных работ. Такие валики используют и для изготовления отдельных отрезков труб с больным диаметром.
Конструкция устройств
Несмотря на наличие самых разных типов листогибочных станков, стоит систематизировать общие принципы их строения. В первую очередь надо отметить, что в действие станки приводятся электрическим, механическим или гидравлическим мотором. Существуют и станки, которые работают от применения физической силы самого оператора.
Кроме того, в основе работы такого устройства может лежать и принцип «падающего груза». В этом случае гибка металла осуществляется посредством ударного импульса, который передается через систему блоков и противовесов на рабочий груз. Такие станки используют довольно редко, поскольку качество обработанных деталей оставляет желать лучшего.
Такие станки используют довольно редко, поскольку качество обработанных деталей оставляет желать лучшего.
Электрический привод на станках данного типа позволяет быстро и качественно обрабатывать большое количество деталей из тонкого металла, но если заготовка будет слишком прочной, то часто начинаются проблемы с работой ротора, которые отрицательно сказываются на результате.
В этом плане качественно выделяются станки для гибки с гидравлическим приводом. С другой стороны, стоят такие устройства на порядок выше чем станки с электрическим приводом. Стоит отметить, что классический гидравлический домкрат, который часто используют для гнутья заготовок, не может обеспечить высокое качество обработки листового металла.
Делаем листогиб своими руками
Чаще всего, самодельные загибочные станки обладают следующими преимуществами:
- Низкая стоимость по сравнению с заводскими устройствами такого же типа.
- Возможность идеально подогнать такой аппарат под собственные требования и специфику работы.
- Ремонт и переоснащение станка можно делать самостоятельно, не обращаясь за помощью к соответствующим специалистам.
- Изготовленная продукция стоит в два раза дешевле, чем сделанная на заводском станке.

Стоит отметить, что самодельные устройства для гибки металла не всегда отличаются высоким качеством обработки деталей, но и заводские аппараты со средней и низшей ценовой категории тоже страдают от подобных пороков.
Основы создания
В первую очередь следует определиться с типом станка и найти подходящие чертежи для его изготовления. Затем, рассчитать необходимые габариты устройства и его производственные мощности. Детали для создания такого станка должны быть легкодоступными и дешевыми. В противном случае он может обойтись не дешевле заводского устройства.
Оптимальные технические характеристики для самодельного листогиба:
- Толщина металлических листов: медь – 1 мм, оцинковка – 0,6 мм, алюминий – 0,7 мм.
- Стартовое количество производственных циклов – 1000-1200.
- Предельная ширина металлической заготовки – 1 м.
- Предельный угол сгиба детали (без ручной доводки) – 120 градусов.
Кроме этого, при изготовлении станка в домашних условиях старайтесь большинство запчастей изготавливать самостоятельно или при помощи знакомых фрезеровщиков, сведите к минимуму количество деталей, которые придется покупать. При работе с самодельным устройством избегайте обрабатывать детали со специальных металлов. Особое внимание надо уделить качеству сварных соединений.
Чертеж нашего устройства
Выбирая схему для изготовления листогибочного станка в домашних условиях, руководствуйтесь собственными требованиями, а мы предлагаем чертеж и инструкцию по созданию устройства именно этого типа, как наиболее универсальную.
На рисунке изображены ключевые узлы и детали будущего станка:
- Деревянная подушка.
- Несущая балка (из швеллера) – 100-110 см.
- Боковушка с толщиной 8-9мм.
- Заготовка.
- Балка для прижима детали (из уголка) – 6-8 см.
- Траверсная ось, изготовленная из металлического прута толщиной 1 см.
- Траверса (уголок с толщиной 9-10 сантиметров).
- Рычаг для управления (диаметр – 1 сантиметр).

Это неокончательный вариант станка для гибки металла. Его можно дополнять и усовершенствовать самостоятельно и в соответствии с собственными требованиями. Например, траверсу, которая на чертеже изготовлена из уголка, можно сделать из швеллера, что добавит ей выносливости и повысит качество гибки.
Нюансы изготовления
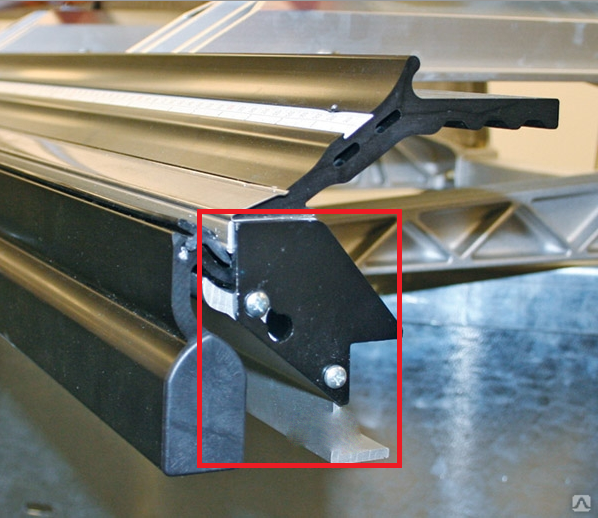
Усиленная прижимная балка
Усиление этой детали необходимо в том случае, если вы собираетесь гнуть довольно толстые листы металла. Для работы с тонкими заготовками хватит и прижимной балки, изготовленной из обычного уголка. Со временем она может немного деформироваться, но ее всегда можно заменить.
Усилить балку для прижима деталей рекомендуют при помощи металлической планки, которую следует наварить на уголок. При этом ей надо придать угол 45 градусов. В этом случае она будет прилегать к уголку с максимальной плотностью, что значительно увеличит его рабочий ресурс.
В этом случае она будет прилегать к уголку с максимальной плотностью, что значительно увеличит его рабочий ресурс.
Особое внимание следует обратить на нижнюю кромку прижимной балки, которая формирует сгиб детали. Допускается определенная неровность этой части станка, но она не должна превышать половину толщины обрабатываемой детали. Сваривать балку следует исключительно перед фрезеровкой. В противном случае качество сгибаемых деталей будет значительно ниже.
Усиленные крепления станка
Поскольку надежное крепление листогибного станка к рабочей поверхности – важное условие качественной обработки деталей, то этому моменту необходимо уделить особое внимание. Классические элементы крепления (струбцины) имеют недостаточную надежность. От таких креплений можно отказаться следуя этой инструкции:
- Несущая балка должна выступать за пределы рабочего стола.
- Крепить балку к столу надо при помощи специальных болтов и фасонных гаек.
- На краях несущей балки следует сформировать специальные фаски.

После того как щеки (боковушки) будут устранены с конструкции станка, траверсу можно будет закрепить при помощи усиленных дверных петель. Рабочий ресурс у таких петель довольно большой, что позволяет сгибать внушительное количество заготовок.
Видео: как сделать гибочный станок?
Готовая конструкция
Усовершенствованный станок для гибки металла обладает следующими ключевыми элементами:
- Классическая прижимная балка.
- Прижимной маховик.
- Обычная траверса для сгиба заготовки.
- Усиленные крепления.
- Усовершенствованная несущая балка.
Вместо прижимных маховиков часто используют классические винты со специальными воротками, на которых обязательно должна быть резьба. Все дело в том, что сварка крайне отрицательно влияет на выносливость этих деталей.
Republished by Blog Post Promoter
Роликовые станки для листового металла: типы и область применения
Роликовый станок – важнейшее технологическое оборудование, используемое для производства бытовых электроприборов, сосудов высокого давления, ветроэнергетических установок, в судостроении, в аэрокосмической и военной промышленности, в сфере автосервисного обслуживания и т. д.
Листогибочный роликовый станок предназначен для сгиба металлических листов в форме большой дуги, цилиндра или даже эллипса, квадрата и многосекционной дуги.
Ниже приведен краткий анализ типов и областей применения листогибочных станков.
- Двухвалковый листогибочный станок
- 3-валковый листогибочный станок
- 1 Асимметричный 3-валковый листогибочный станок
- 2 Станок с нижними роликами, перемещающимися в горизонтальном направлении
- 3 Листопрокатный станок переменной геометрии
Двухвалковый листогибочный станок
Верхний ролик двухвалкового листогибочного станка изготовлен из твердого металла, а нижний – из эластичного материала, покрытого высокопрочным полиуретаном. Положение нижнего ролика в вертикальном направлении можно регулировать.
При вращении подаваемая заготовка под давлением прижимается к верхнему ролику, а эластичный слой нижнего ролика вдавливается в нижний ролик, что приводит к упругой деформации.
Поскольку объем эластомера остается неизменным, усилие сжатия распространяется по его периметру, создавая сильное, равномерно распределенное, постоянное обратное давление на заготовку и твердый ролик и сжимая их между собой. Задача – согнуть лист при вращении, придав ему форму цилиндра.
Диаметр верхнего ролика, который деформирует эластичный слой, является основным технологическим параметром, определяющим радиус изгиба.
Согласно экспериментальным исследованиям, чем больше коэффициент вытяжки, тем меньше радиус изгиба металлического листа. Однако когда вдавливание достигает определенной величины, радиус изгиба, как правило, остается постоянным, почти не зависящим от вытяжки. Это важная особенность технологии двухвалковой гибки листового проката.
Двухвалковый листогибочный станок предназначен, в основном, для изгиба металлических листов шириной 2000 мм и толщиной менее 2 мм. Станок применяется главным образом для серийного производства тонкостенных контейнеров бытовых электроприборов. Он может быть оборудован системой автоматической подачи и выгрузки заготовок, имеет высокую степень автоматизации и высокую производительность.
Он может быть оборудован системой автоматической подачи и выгрузки заготовок, имеет высокую степень автоматизации и высокую производительность.
Преимущества:
- Отсутствие прямых концевых участков при высокой скорости работы;
- Обеспечение высокой точности изгиба за один проход;
- Даже при наличии штамповки, гравировки или перфорации на поверхности металлического листа после изгиба отсутствуют царапины и коробление.
- Отсутствие морщин, царапин на поверхности изделий;
- При увеличении коэффициента вытяжки, даже при смене расстояния между двумя роликами, диаметр деталей остается неизменным, поэтому требования к точности станка невысоки, а эксплуатация проста.
Недостатки:
- Чтобы изменить диаметр выпускаемых изделий, необходимо изготовить накидную оправку; это не подходит для многовариантного и мелкосерийного производства.
- Невозможность изгиба толстых листов; максимальная толщина листа 6-9 мм.

3-валковый листогибочный станок
Существует множество видов 3-валковых листогибочных станков; их можно разделить на два типа: электромеханические и гидравлические.
С конструктивной точки зрения существуют 3-валковые листогибочные станки с наклонными роликами, станки с нижними роликами, перемещаемыми в горизонтальном направлении, и станки переменной геометрии.
Асимметричный 3-валковый листогибочный станок
Обычно асимметричные 3-валковые станки работают от электромеханического двигателя.
И верхний, и нижний ролики являются ведущими и неподвижны в горизонтальном направлении. При этом нижний ролик может подниматься и вращаться, вместе с верхним роликом сжимая передний конец металлического листа. Боковой вспомогательный ролик поднимается, изгибая заготовку. При прокатке через верхний и нижний ролики металлический лист принимает форму цилиндра и дуги.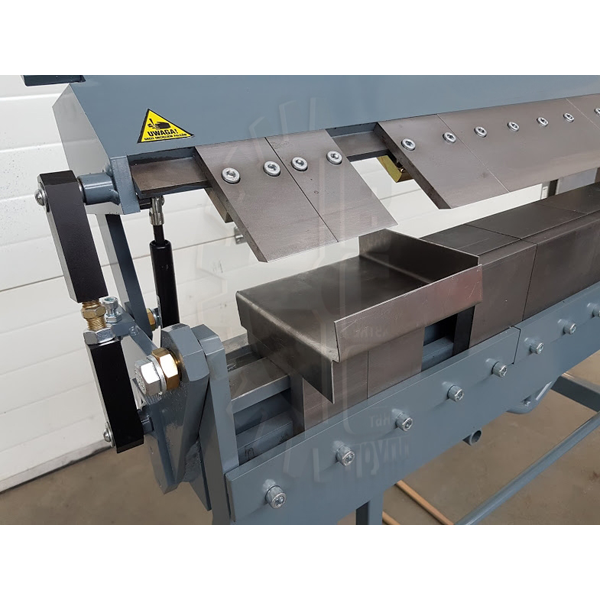
Асимметричный 3-валковый листогибочный станок используется для изготовления цилиндров или дуг из малоуглеродистой стали длиной менее 2500 мм и толщиной менее 4 мм.
Станок обладает высокой скоростью, что позволяет сэкономить электроэнергию и сократить производственные затраты.
Однако начальный прямой участок вдвое больше толщины листа. Для работы на станке требуются квалифицированные рабочие, и к техническим навыкам персонала предъявляются высокие требования.
Станок с нижними роликами, перемещающимися в горизонтальном направлении
3-валковый станок с нижними роликами, перемещающимися в горизонтальном направлении, является самым распространенным как внутри страны, так и за рубежом. Обычно он работает от гидравлического привода. Принципы действия такого станка описаны ниже.
Верхний ролик – фиксированный, ведущий и вращающийся. Согласно различным технологическим требованиям, два боковых ролика во время работы движутся по дуге, прижимая металлический лист к верхнему ролику. При вращении верхнего ролика получается цилиндр или конус.
Согласно различным технологическим требованиям, два боковых ролика во время работы движутся по дуге, прижимая металлический лист к верхнему ролику. При вращении верхнего ролика получается цилиндр или конус.
Обычно ширина листа достигает 4000 мм, толщина 6-40 мм. Самым большим преимуществом станка является его низкая цена. Однако от оператора требуется высокое мастерство, поскольку процесс не ограничивается одним проходом. Прямой участок заготовки более чем в 2 раза превышает толщину листа.
Листогибочный станок переменной геометрии
Листогибочный станок переменной геометрии – современная машина, используемая внутри страны и за рубежом. Толщина заготовок 20-250 мм.
Принцип работы такого станка показан на рисунке ниже.
Верхний ролик – ведущий, может перемещаться вперед и назад. Два боковых ролика – тянущие, они могут независимо перемещаться в горизонтальном направлении.
Перемещение каждого ролика может образовывать геометрическую форму. Поэтому станок и называется машиной переменной геометрии.
В процессе производства происходит горизонтальная подача заготовки и предварительный изгиб, при этом не требуется боковой толкатель и перемещение бокового ролика наружу. Кроме того, резко возрастает производительность гибки листового металла. Длина прямого участка не превышает толщины листа.
Преимущества:
На станок можно устанавливать верхний ролик другого диаметра. Станок можно оборудовать системой ЧПУ с ПЛК. От оператора не требуется высокое мастерство. Прямой участок практически отсутствует. Подача осуществляется в горизонтальном направлении. Не требуется дорогостоящий боковой толкатель. Станок может обрабатывать конические заготовки большой конусности. Стоимость станка ниже, чем 4-валковой гибочной машины, при одинаковых возможностях изгиба.
Недостатки:
Скорость прокатки немного ниже, чем у 4–валкового станка; невозможно получить многосекционные дуги.
4-валковый листогибочный станок
4-валковый листогибочный станок является одной из самых надежных промышленных машин. Станок универсален, на нем можно изготавливать многосекционные дуги, изделия овальной формы, квадраты, круги, дуги и т.д. Станок оборудован диалоговой системой «оператор – машина» с ЧПУ и обладает высокой степенью автоматизации.
4-валковые станки бывают механическими и гидравлическими. Механические станки используют для гибки металлических листов толщиной менее 6 мм, гидравлические – для гибки листов толщиной 6-200 мм.
На рисунке ниже показан принцип работы 4-валкового листогибочного станка.
Верхний ролик – ведущий, вращающийся, фиксированный. Нижний ролик может перемещаться вперед и назад, вместе с верхним роликом зажимая металлический лист. Два боковых ролика перемещаются вверх и вниз под углом. Их задача – позиционирование и гибка листа.
Принцип работы 4-валковых листогибочных станков, представленных на рынке, одинаков. Они отличаются только своей конструкцией. Некоторые станки имеют планетарную дуговую направляющую боковых роликов, а другие – линейную.
До 2003 года для 4-валковых листогибочных станков использовали в основном линейные направляющие. Затем рынок заняли станки с планетарной дуговой направляющей.
Некоторые производители продолжают использовать линейные направляющие, несмотря на их высокую стоимость, из-за удобства технического обслуживания. Также этот тип направляющих предпочтителен для гибки высоколегированных сталей или титановых сплавов.
Однако я считаю, что для металлических листов с пределом текучести менее 500 мПа нет большой разницы между направляющими. И стоимость производства с использованием планетарных дуговых направляющих будет намного ниже.
Преимущества:
Станок может осуществлять гибку любых металлических листов. Он имеет высокую степень автоматизации и может быть оснащен автоматическими устройствами подачи в верхнем и нижнем направлении.
Он имеет высокую степень автоматизации и может быть оснащен автоматическими устройствами подачи в верхнем и нижнем направлении.
Недостатки:
Начальный прямой участок более чем в 1,5 раза больше толщины листа.
Помимо вышеперечисленных обычных листогибочных станков, существуют специальные машины, например, вертикальные, с жесткими роликами, для ведения судостроительных работ и т.д.
▷ Бывшее в употреблении оборудование для обработки листового металла
- Все машины
- Металл
- Обработка листового металла
Станки лазерной резки, листогибочные прессы, гильотинные ножницы и др. 174 Товары
Категории
Фильтр
Подписаться на поиск
Сортировать по:
- Посмотреть:
SCHWARZE-ROBITEC CNC 60 MR VA Трубогибочный станок Трубогибочные станки
Верхняя партия
Верхняя партия
Размеры (Д x Ш x В) прибл. | 6000 x 4000 x 2200 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Год выпуска | 2006 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Вес прибл. | 7000 кг | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Артикул доступен с | немедленно | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Условия поставки | FCA Chisinau, загружен на грузовик | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Залог | 0041 Требуется кредитная карта.
| Размеры (Д x Ш x В) прибл. | 4 500 x 2 250 x 3 150 мм |
| Год выпуска | 2003 |
| Вес ок. | 10 000 кг |
| Доступен по сравнению с | Сразу |
| Условия доставки | FCA Belgrade, загружен на грузовик |
Place A Bid
Подробности
LV MACHITER MACHITER MACHITER MACHITER MACHITER MACHINERMELE 3011
Верхняя партия
Верхняя партия
Наконечник
Размеры (Д x Ш x В) прибл. | 9 000 x 3 000 x 3 100 мм |
| Год выпуска | 1999 |
| Вес ок. | 32 000 кг |
| Предмет, доступный по сравнению с | Сразу |
| Условия доставки | EXW šabac, EX Foundation, без остаток |
Place A BAD
DELICE
DRUMPATION LARERATIAL LORERERINES
DRUMPATION LARERATIAL
Топовая партия
Топовая партия
| Размеры (Д x Ш x В) прибл. | 13 410 x 5 613 x 2 715 мм |
| Год выпуска | 2005 |
| Вес прибл. | 16 000 кг |
| Товар доступен с | немедленно |
| Условия поставки | FCA Chisinau, загружен на грузовик |
| Залог | 2 Требуется кредитная карта |
Сделать ставку
Подробнее
Не нашли то, что ищете?
Подпишитесь на поиск с текущим выбором фильтра и получайте новые товары по электронной почте.
Подписаться на поиск Текущий поиск успешно подписан
SILVERCUT RS-350N Абразивная машина для мокрой резки Обработка листового металла
| Размеры (Д x Ш x В) прибл. | 2800 x 2400 x 2600 мм |
| Год выпуска | 2012 |
| Вес ок. | 1500 кг |
| Товар доступен с | немедленно |
| Условия поставки | FCA Chisinau, загружен на грузовик |
| Залог | 2 Требуется кредитная карта |
Сделать ставку
Детали
Маркировочная машина PRYOR MarkMate Другие машины для обработки листового металла
Наконечник
Наконечник
| Размеры (Д x Ш x В) прибл. | 250 x 295 x 570 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Год выпуска | 2010 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Вес прибл. | 13 кг.0013 воспроизвести видео Станок для лазерной резки TRUMPF TruLaser 1030 L46 Станки для лазерной резки Верхняя партия Верхняя партия Наконечник
Hatake Bralec Верхняя партия Верхняя партия Наконечник
SHERSH 3013 DELLACLE SHERSELEST . Топовая партия Топовая партия Наконечник
Place A Deb .0013
Place A BID MAN SYSTER SYSTER BANCINA SYSTERMAN SYSTER . Машины для гибки труб Наконечник Наконечник
TRUMPF Trumatic L 6050 Станок для лазерной резки Станки для лазерной резки Верхняя партия Верхняя партия Наконечник
Сделать ставку Детали посмотреть видео SAHINLER Профилегибочный станок HPK-100 для гибки труб и колец Наконечник Наконечник
Place a bid Details play video FINNPOWER E-BRAKE 100-3100 Листогибочный пресс TS2 Листогибочный пресс Наконечник Наконечник
Place A BID |



 25 Поворотно-гибочный станок Поворотно-гибочный станок
25 Поворотно-гибочный станок Поворотно-гибочный станок



PLATE A BID
PLATE A BID
. Машины для резкиНаконечник
Наконечник
| Размеры (Д x Ш x В) прибл. | 3700 x 2300 x 1650 мм |
| Год выпуска | 2022 |
| Вес прибл. | 1500 кг |
| Артикул доступен с | Немедленно |
| Условия поставки | FCA Palencia, загружен на грузовик |
Сделать ставку
Подробнее
AMADA VIPROS 255 Пробивной станок Пробивные станки
Наконечник
Наконечник
Размеры (Д x Ш x В) прибл. | 5030 x 2630 x 2160 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Год выпуска | 2001 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Вес прибл. | 9 500 кг | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Артикул доступен с | Немедленно | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Условия поставки | FCA Sant Quirze del Vallès (Барселона), загруженный на грузовик | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Залог | Требуется кредитная карта. Наконечник Наконечник
PLATE A BID 9. Верхняя партия Верхняя партия
0 Сделать ставку 30012 Детали HÄMMERLE Ножницы по металлу Гильотинные ножницы
Сделать ставку Детали Станок для гибки SWISSTOOL Станки для гибки колец и профилей
Сделать ставку Детали FASTI 2040 x 3 Поворотно-гибочный станок Поворотно-гибочный станок
Поместите ставку . | 4 000 x 1 700 x 1 800 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Год выпуска | 1992 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Вес ок. | 13 000 кг | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Доступно от 9 позиций0042 | немедленно | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Условия поставки | FCA Falkenberg, погрузка на грузовик |





 Тормозные листогибочные прессы
Тормозные листогибочные прессы Листорезная машина Обработка листового металла
Листорезная машина Обработка листового металла
 прибл.
прибл.Сделать ставку
Детали
E.M.S. EMS40 CC 12T Гидравлический трубогибочный станок Трубогибочные станки
Наконечник
Наконечник
Размеры (Д x Ш x В) прибл. | 2700 x 1550 x 2300 мм |
| Год выпуска | 2012 |
| Вес прибл. | 5400 кг |
| Предмет, доступный по сравнению с | Сразу |
| Условия доставки | FCA MLADá Boleslav, загружен на грузовик |
Place A BID
Place A BID
Place A BID
PLATE A BID
.
Верхняя партия
Верхняя партия
| Размеры (Д x Ш x В) прибл. | 4800 х 3000 х 1800 мм |
| Год выпуска | 1973 |
| Вес ок. | 6,300 kg |
| Item available from | Immediately |
| Delivery terms | FCA Rieden, loaded on truck |
Place a bid
Details
SCHLEBACH SPM 30/80 profiling machine Profiling Machines
Топовая партия
Топовая партия
Размеры (Д x Ш x В) прибл. | 2 300 x 1 300 x 1 100 мм |
| Год изготовления | неизвестно |
| Вес прибл. | 400 кг |
| Предмет, доступный по сравнению с | Сразу |
| Условия доставки | FCA Lörrach, загружен на грузовик |
Place A Bid
Detail
. Place A Bid
Detail
. STR Y Станок для калибровки труб Трубогибочные станки
Наконечник
Наконечник
| Размеры (Д x Ш x В) прибл. | 2100 x 1200 x 1600 мм |
| Год выпуска | 2015 |
| Вес ок. | 700 кг |
| Артикул доступен с | немедленно |
| Условия поставки | FCA Герчешты, погрузка на грузовик |
Не нашли то, что ищете?
Подпишитесь на поиск с текущим выбором фильтра и получайте новые элементы по электронной почте.
Подписаться на поиск Текущий поиск успешно подписан
Обзор
- Определение: обработка листового металла
- Определение листового металла
- Отрасли и типы инструментов для обработки листового металла
- Что нужно знать при покупке оборудования для листового металла?
Определение: обработка листового металла
Листовой металл, сделанный из стали или алюминия, гибкий и легкий, он проводит электричество и тепло . Разнообразные возможности применения листового металла создают бесчисленное количество машин для его обработки. Для каждой обработки листового металла имеется соответствующая машина – резка, формование, штамповка, соединение – например, круглогибочный станок, листогибочные прессы, гильотинные ножницы, пробивные машины , и это лишь некоторые из них. Станки с ЧПУ используются так же часто, как и станки без инструментов. В Surplex вы найдете широкий ассортимент высококачественного подержанного оборудования, включая гидравлические гильотинные ножницы, листогибочные прессы или круглогибочные машины – по очень доступным ценам!
В Surplex вы найдете широкий ассортимент высококачественного подержанного оборудования, включая гидравлические гильотинные ножницы, листогибочные прессы или круглогибочные машины – по очень доступным ценам!
Определение листового металла
Листовой металл представляет собой форму полуфабриката металлообрабатывающей промышленности. Его прокатывают из литых слябов и перерабатывают в рулоны или доски. Профнастил можно изготовить практически из любого металла. Самым распространенным листовым металлом является сталь, за ней следует алюминий. Различные цветные металлы, такие как медь или латунь, также перерабатываются в листовой металл.
FIndustry предлагает широкий ассортимент инструментов для обработки листового металла, предназначенных для создания и обработки листового металла.
Отрасли и типы инструментов для обработки листового металла
На каждом этапе обработки листового металла имеется свой особый набор машин.
Производство листового металла
Машины, используемые в производстве листового металла, представляют собой ролики и барабаны для листового металла.
Ролики для листового металла
Ролики для листового металла придают исходным металлическим пластинам плоскую форму путем прокатки. Ролики, расположенные ниже по потоку, также могут использоваться для придания листу желаемой толщины. Трехвалковые ролики также можно использовать для гибки листов в округлые формы.
Бобины
Слябы, свернутые в полосы из листового металла, наматываются в бухтах на барабаны. Это позволяет трансформировать длинномерный профнастил в транспортабельную форму. Рулон стали может весить около 30 тонн и имеет диаметр 2,5 метра. Затем катушки можно использовать для намотки рулонов для дальнейшей обработки.
К известным производителям барабанов и роликов относятся ALBA, ARKU, KEMMERICH, KOHLER, SCHMITZ и WALDRICH.
Линейная резка листового металла
Если листовой металл необходимо превратить в полезную продукцию, процедуры резки необходимо проводить не позднее, чем после прокатки. Как торцы, так и стороны листового проката непригодны для дальнейшей обработки, но промышленность предлагает ряд разнообразных ножниц с очень простой, но надежной механикой, которые могут отрезать от листа ненужные участки.
Как торцы, так и стороны листового проката непригодны для дальнейшей обработки, но промышленность предлагает ряд разнообразных ножниц с очень простой, но надежной механикой, которые могут отрезать от листа ненужные участки.
В производстве используются ножницы (или: столы для резки листового металла). Они обеспечивают прямой, чистый рез без потерь.
Стригальные станки доступны в различных размерах: небольшие стригальные станки используются в мастерских для резки мелких деталей из листового металла, например, для строительства и обслуживания шасси, где они используются для изготовления сварных листов для ремонта. В крупной промышленности стригальные станки используются для изготовления профнастила и сэндвич-панелей, а также для подготовки панелей к окантовке и покрытию.
В зависимости от качества разрезаемого материала могут быть достигнуты очень высокие допуски. Для обработки рулонов также используются продольные и поперечные системы. Они разрезают рулонный лист во всех направлениях, пока он не достигнет желаемой ширины. Есть также другие доступные машины, которые работают путем деления, которые можно использовать для точного создания листов. Циркулярные и ленточные пилы используются для линейных распилов.
Есть также другие доступные машины, которые работают путем деления, которые можно использовать для точного создания листов. Циркулярные и ленточные пилы используются для линейных распилов.
Индивидуальная и радиальная резка листов
Радиальная резка производится с помощью машин для газовой или плазменной резки, машин для лазерной резки или машин для гидроабразивной резки. Эти системы также могут использоваться для резки листов толщиной в несколько сантиметров, а также других стальных полуфабрикатов. В первую очередь они различаются по закупочной цене и точности, которой они могут достичь.
Машины газовой и плазменной резки
Наиболее доступными машинами для индивидуальной радиальной резки листовых панелей являются машины газовой резки. В настоящее время столы для резки управляются с помощью программы ЧПУ и идеально подходят для очень толстого материала. Используемое пламя делает очень широкий разрез, а также способствует закалке материала вдоль разреза, поскольку зона термического влияния, вызванная пламенем, изменяет свойства металла. Устройства для плазменной резки также работают с использованием пламени, но оно намного горячее и чрезвычайно узкое. Они обеспечивают более чистый разрез, чем газовые резаки, но намного дороже и сложнее.
Устройства для плазменной резки также работают с использованием пламени, но оно намного горячее и чрезвычайно узкое. Они обеспечивают более чистый разрез, чем газовые резаки, но намного дороже и сложнее.
Основные производители листорезных станков и машин для резки включают PEDDINGHAUS, TRUMPF и WIEGER.
Машины плазменной резки можно приобрести у MESSER GRIESHEIM, SATRONIK и VICTOR.
Устройства для лазерной резки
Технология лазерной резки в основном используется для резки тонколистового металла. Станки для лазерной резки являются самым дорогим типом станков для горячей резки, но выдающиеся результаты, которые они дают, стоят затраченных средств.
Станки для лазерной резки производятся компаниями AMADA, BYSTRONIC, PRIMA INDUSTRIE и TRUMPF.
Станки для гидроабразивной резки
Тем, кто ищет наилучшую точность при холодной резке, не обойтись без станка для гидроабразивной резки. Однако они так же дороги, как и системы лазерной резки, и требуют больших затрат на техническое обслуживание.
Станки для гидроабразивной резки производятся компаниями ESPE, FLOW, MITSUBISHI, PERNDORFER, OMAX и TECHNI.
Многие компании сочетают доступные столы для газовой резки с первоклассной технологией ЧПУ. Изделия предварительно вырезаются на газопламенной машине, а затем на фрезерном станке с ЧПУ обрабатывается околошовная зона. Получаемые в результате продукты отличаются высокой точностью и могут быть произведены с небольшими затратами, поскольку механическая обработка является обычным применением почти во всех операциях.
Обработка листового металла
Обрабатывающее оборудование используется не только для токарной обработки профилей и фрезерования сплошных блоков: в отрасли обработки листового металла также требуется большое количество обрабатывающих устройств для индивидуальной нелинейной обработки. Если защитное покрытие не сваривается в круглые трубы, основным инструментом, который используется, является фрезерный станок с ЧПУ.
Популярные поставщики ручных фрезерных станков и фрезерных станков с ЧПУ включают DECKEL, HERMLE, MIKRON и HAAS.
Гибка листов
Бывшие в употреблении станки для обработки листового металла
Листы всегда можно согнуть, если соотношение между шириной и толщиной является подходящим, и основным фактором, который следует учитывать, является размер используемого станка. Листогибочные станки могут принимать большие размеры, если того требуют изделия и составляющие материалы.
Принцип работы этих машин (линейных или радиальных) всегда один и тот же: листовой металл проходит между тремя роликами, радиус и расстояние друг от друга которых можно настроить с помощью радиуса изгиба и глубины изгиба. При производстве линейных сварных труб гибочные станки также должны быть достаточно длинными, чтобы обеспечить максимальную предполагаемую длину трубы.
Спиральношовные трубы, с другой стороны, отличаются друг от друга, и этот процесс может быть использован для производства труб с любым мыслимым поперечным сечением и длиной. В нем не используются длинные листы, а скорее полоса материала из рулонов.
Листогибочные станки, используемые в мастерских по изготовлению шасси и при строительстве резервуаров/котлов, работают по тому же принципу с тремя роликами, но могут иметь гораздо более компактную конструкцию. Простейшие листогибочные станки доступны как чисто ручные устройства.
Наиболее известными производителями листогибочных станков являются FASTI, KNUTH, HESSE и TOS.
Обрезка листов
Если лист необходимо сгибать, а не сгибать, используются станки для обработки края листов. Фальцовочные прессы являются основным видом оборудования, которое можно найти в любой операции по металлообработке, однако они могут прессовать листовой металл только линейно в одном направлении.
Листогибочный пресс
Листогибочный пресс работает с помощью инструмента с двойной V-образной головкой. Лист подается между двумя половинками инструмента, которые затем соединяются вместе под очень высоким давлением. Чем больше инструмент прижимается друг к другу, тем сильнее создается угол.
Рекомендуемые производители листогибочных прессов: AMADA, CIDAN, GEKA и SCHECHTL.
Поворотные гибочные станки
Одним из самых популярных станков в этой области является поворотный гибочный станок, который позволяет сгибать и обрезать тонкий листовой металл.
Прессование и глубокая вытяжка
Если листовой металл необходимо формовать индивидуально, а не просто линейно, лучшим выбором будут прессы и прессы для глубокой вытяжки. Обычные прессы, такие как эксцентриковые, шпиндельные или коленчатые прессы, могут формировать листовой металл только на несколько миллиметров, но этого достаточно для многих применений. С другой стороны, прессы для глубокой вытяжки могут привести к значительным изменениям формы куска металла благодаря высокому давлению и могут изменить лист по мере необходимости.
Однако прессы являются чисто механическими инструментами, которые предназначены для формовки листов только одним способом: в соответствии с типом формовочного инструмента. Однако инструменты в прессах можно заменять, что позволяет изменять профиль прессования. Прессы являются стандартным инструментом в серийных металлообрабатывающих операциях и используются в большом количестве по всему миру.
Однако инструменты в прессах можно заменять, что позволяет изменять профиль прессования. Прессы являются стандартным инструментом в серийных металлообрабатывающих операциях и используются в большом количестве по всему миру.
Основными производителями прессов являются DEFENBACHER, LAUFFER, SMG и SCHULER.
Безинструментальная формовка листового металла
Станки для формования потоком
Для превращения куска листового металла в отдельные изделия не всегда требуется станок. Ключевым инструментом в создании прототипов и хорошо оборудованных реставрационных мастерских является машина для формования свободного потока. Он позволяет формовать листовой металл практически любым способом и незаменим в классической автомобильной промышленности, например, для изготовления брызговиков.
В промышленном контексте для создания изогнутых вращательно-симметричных деталей используются автоматические формовочные машины. Вместо того, чтобы формировать заготовки с помощью пресса или инструмента для глубокой вытяжки, в этих машинах для достижения того же результата используются три ролика. Промышленные формовочные машины сегодня доступны с компьютеризированным числовым программным управлением (ЧПУ) и могут использоваться для достижения удивительно узких допусков.
Промышленные формовочные машины сегодня доступны с компьютеризированным числовым программным управлением (ЧПУ) и могут использоваться для достижения удивительно узких допусков.
Основными производителями машин для формования потока являются GROB, LEIFELD и AWAB.
Станки для гибки вальцов
Если просто требуется преобразование листового металла в цилиндры, обычно достаточно простых станков для гибки вальцов. Они работают по проверенному принципу трех роликов. Самые простые вальцегибочные станки можно эксплуатировать вручную, и они часто встречаются в мастерских. В промышленных масштабах вальцегибочные станки используются при производстве труб, котлов и в специальных целях.
Популярными производителями профилегибочных станков являются HÄUSLER, FOMP, SCHÄFER, PIESOK и STÖLTING.
Правка листового металла
Правильные/правильные станки
Если безинструментальная формовка и гибка не могут обеспечить требуемые допуски, следующим выбором являются правильные станки. Они оснащены сложной системой небольших роликов и пуансонов и могут создавать любую заранее запрограммированную форму из листового металла. Правильные машины являются одними из самых сложных машин для обработки листового металла и имеют соответствующую цену.
Они оснащены сложной системой небольших роликов и пуансонов и могут создавать любую заранее запрограммированную форму из листового металла. Правильные машины являются одними из самых сложных машин для обработки листового металла и имеют соответствующую цену.
Пробивка листов
Следующими наиболее широко используемыми инструментами при обработке листового металла являются пробивные и высекальные машины. Они не используют процессы формовки, а вырезают определенные детали из тонкого листового металла. Они очень похожи на прессы и при необходимости могут использоваться и для этой цели.
ZERHOCH, AMT, ALBA и SCHLEICHER хорошо известны своими высококачественными правильными станками.
Штамповочные станки
Штамповочные станки — это станки, которые используются для обработки изделий постоянной формы и требуют правильного штамповочного инструмента для конкретного применения.
Вырубные станки
Вырезные станки, напротив, могут выполнять последовательные надрезы в заданном поперечном сечении данного куска листового металла. Основными производителями штампов являются KAMA, MUHR & BENDER и PEDDINGHAUS.
Основными производителями штампов являются KAMA, MUHR & BENDER и PEDDINGHAUS.
Что нужно знать при покупке оборудования для обработки листового металла?
Первое, что нужно учитывать при покупке оборудования для обработки листового металла, — это требуемая степень обработки. Станки для обработки листового металла подвергаются самым высоким нагрузкам из всех промышленных машин, поэтому их следует всегда тщательно проверять при покупке подержанных.
Гибочные и кромкообрезные станки
Процесс гибки тонколистового металла очень щадящий для материала. Для достижения желаемой точности требуется высокое давление, но износ очень низок. Фальцовочные прессы и ножницы для тонкого листового металла также очень долговечны. Пока они не подвергаются какой-либо массивной нагрузке, они прослужат очень долго. Однако подъемному механизму каждые пару лет потребуются новые подшипники. В машинах с гидравлическим приводом шланги, клапаны и уплотнения также требуют периодической замены. Что касается безинструментальных машин, ожидаемый срок службы действительно очень велик.
Что касается безинструментальных машин, ожидаемый срок службы действительно очень велик.
Прессы и штамповочные машины
Пробойники и прессы изготовлены в соответствии со строгими стандартами, но они подвергаются огромным нагрузкам:
- Высокая частота циклов
- Непрерывный удар конструкции машины (как предусмотрено конструкцией)
- Неправильное обращение
Они могут со временем изнашивать даже самую прочную опорную раму. Это особенно относится к С-прессам и С-пуансонам. Они просты в эксплуатации, и все части находятся в пределах легкой досягаемости, однако половинки инструмента приводятся в действие только одним контрподшипником, который постепенно теряет свою точность.
Когда речь идет о штампах и прессах, бывших в употреблении, часто бывает так, что используемый инструмент стоит дороже, чем машина, на которой он работает. Это означает, что при покупке подержанного пуансона или пресса требуется тщательное рассмотрение: до того, как дорогой инструмент будет поврежден, необходимо удвоить или утроить сумму, которую можно было бы потратить на самую дешевую машину, представленную в настоящее время на рынке. Если эти инвестиции не будут сделаны, существует риск повреждения или даже разрушения дорогостоящих инструментов из-за изношенного инструментального пресса.
Если эти инвестиции не будут сделаны, существует риск повреждения или даже разрушения дорогостоящих инструментов из-за изношенного инструментального пресса.
Режущие устройства
Различные режущие устройства также подвержены внутреннему износу, который можно устранить только путем интенсивного технического обслуживания. Это касается как доступных столов газовой резки, так и качественных акваструйных аппаратов: использование на таких станках собственных инструментов может повлиять на конструкцию и привести к ее повреждению.
Еще один аспект, который следует учитывать, заключается в том, что для всех типов режущих машин требуется много места на полу. Поэтому очень важно убедиться, что в предполагаемом месте достаточно места для машины.
Безинструментальные станки, такие как гибочные станки, фальцевальные прессы или ножницы, легко проверить, выполнив пробный прогон заготовки. Это помогает избежать риска покупки некачественного оборудования и гарантирует, что доступное подержанное оборудование для обработки листового металла может продуктивно использоваться в течение многих лет.
Тем не менее, благодаря значительным колебаниям в секторе подержанного оборудования (в основном из-за новых инноваций) при покупке подержанного оборудования для обработки листового металла для продажи не стоит опасаться. Допуски, необходимые для современных продуктов, становятся все более узкими, а это означает, что крупные производители постоянно переходят на более новые, более точные станки, иногда намного раньше, чем срок годности инструментов из листового металла. Это обеспечивает большое предложение на вторичном рынке и означает, что даже мелкие производители могут легко найти устройство, соответствующее их потребностям и бюджету.
Товары, которые вы недавно просматривали Показать все последние просмотренные статьи
Для этой статьи была сохранена резервная цена. Если эта цена не будет достигнута в рамках аукциона, ставки принимаются по предварительному заказу.
После окончания аукциона продавец уведомляется о самой высокой ставке и может принять решение о продаже товара по этой цене. Surplex информирует участника, предложившего самую высокую цену, как потенциального покупателя в течение 2 рабочих дней после окончания аукциона, если он выиграл товар. До этого момента клиент привязан к своей заданной ставке.
Для этого товара сохранена резервная цена. Если эта цена не будет достигнута в рамках аукциона, ставки принимаются по предварительному заказу.
После окончания аукциона продавец уведомляется о самой высокой ставке и может принять решение о продаже товара по этой цене. Surplex информирует участника, предложившего самую высокую цену, как потенциального покупателя в течение 2 рабочих дней после окончания аукциона, если он выиграл товар. До этого момента клиент привязан к своей заданной ставке.
Другой участник торгов сделал идентичную ставку до вас. Если вы увеличите максимальную ставку, у вас будет шанс выиграть этот лот.
Check out these awesome items on Surplex:
Sheet Metal Processing Machinery
Copy link
An Engineers’ Guide to Sheet Metal Bending & Laser Резка
Секция 1
Что такое гибка листового металла?
Гибка с ЧПУ (в сочетании с лазерной резкой) является одним из наиболее недооцененных процессов для производства листового металла как в малых, так и в средних объемах, особенно там, где количества (от нескольких сотен до нескольких тысяч на партию или более) не оправдывают создание дорогостоящих , сложные в обслуживании штамповочные инструменты или где скорость и гибкость производства имеют большое значение. Возможность изготовления деталей различной геометрии без использования инструментов, быстрое выполнение заказов, высокий уровень повторяемости и автоматизации означают, что гибка листового металла является ключевым инструментом в арсенале разработчиков продукции, инженеров и владельцев бизнеса, когда они хотят производить металлические детали. .
Важно понимать возможности гибки листового металла еще на этапе проектирования, поскольку это инструмент, который дает инженерам огромную гибкость для создания самых разнообразных форм и во многих случаях позволяет создавать деталь из одного куска. материала вместо нескольких частей, соединенных вместе с помощью оборудования или сварки, что снижает общие затраты и обеспечивает повышенную прочность, упрощенную сборку и практически полное отсутствие инструментов.
В этом руководстве представлен обзор процесса обработки листового металла, преимущества и недостатки каждого из них, основные проблемы проектирования и выбора материала, а также другая информация. Это руководство в сочетании с другими нашими статьями, посвященными процессам листового металла и гибки, даст вам основу для понимания и обсуждения потребностей вашего продукта с производителями листового металла, такими как мы.
Раздел 2
Типы гибки листового металла
Существует несколько способов формирования детали. Некоторые из них используются реже, чем другие, но обеспечивают изгиб, которого нельзя достичь с помощью конкурирующих процессов.
Тормозной пресс
Тормозной пресс — это инструмент, который уже много лет используется в традиционных производственных цехах по всему миру. В простейшей форме заготовка формируется между двумя штампами, как показано на изображении ниже.
Рис. 1: Тормозной пресс для листового металла с ЧПУ (Bystronic Inc.)
Тормозной пресс можно использовать для очень широкого спектра листовых и пластинчатых материалов. От листа 0,5 мм до листа 20 мм и выше. Это связано с гибкостью оснастки и высокой мощностью гидравлического оборудования. Тормозные прессы определяются двумя общими параметрами: тоннами и шириной. Мощность или «тоннаж» тормозного пресса относится к максимальной силе, которую он может приложить. Толщина материала, тип и радиус изгиба определяют необходимое усилие в тоннах. Ширина относится к максимальной длине изгиба, которую может достичь пресс. Например, типичный тормозной пресс может иметь размеры 100T x 3 м («Гибочные прессы»).
Тормозной пресс можно разделить на два метода работы: воздушная гибка и нижняя гибка.
В первом и более распространенном методе используется нижний инструмент, имеющий V-образную форму под углом 90°, и верхний инструмент узкой формы с закругленным концом. При гибке пресс толкает верхний инструмент вниз на заданное расстояние, сгибая материал в нижнюю букву «V». «Воздушная» гибка относится к зазору, оставленному над и под материалом на полной глубине гиба.
При гибке днища также используется пуансон и нижний V-образный штамп, но металл изгибается за счет соединения штампа и пуансона.
Поскольку материал прижимается к нижней части матрицы, желаемый угол изгиба определяет конкретную используемую матрицу.
Нижняя гибка требует большего давления, создает меньшую пружину и создает более точные углы. Однако для каждого радиуса изгиба потребуются разные нижние штампы
Чтобы получить полное представление об обоих методах, ознакомьтесь с нашим руководством здесь: Нижняя гибка и воздушная гибка
Рис. 2. Воздушная и нижняя гибка (Skill-Lync)
Прокатка
Когда требуется цилиндр или криволинейная деталь, листовой металл или плита могут быть прокатаны до определенной кривизны. Это достигается с помощью машины под названием Roller. Они варьируются в размерах от примерно 3 футов / 1 метр в ширину до более 5 метров. Толщина материала может варьироваться от 1 мм до 50 мм+.
Рисунок 3: Гибочные валки (Barnshaw)
Наиболее распространенные валковые станки имеют 3 валка, расположенных, как показано ниже на рис. 4. Средний или верхний валок перемещается ближе к нижним валкам (в некоторых случаях наоборот) , материал затем перемещается через ролики, когда они вращаются. Эта деформация материала заставляет его сохранять эту форму.
Как и во всех процессах гибки, наблюдается некоторая пружинистость, и деталь, как правило, прокатывается до чуть меньшего радиуса, чем требуется.
Рис. 4. Гибочные ролики (Barnshaw)
После завершения процесса прокатки нижний ролик можно отрегулировать вниз, чтобы освободить его, при этом на большинстве прокатных станков также имеется возможность открыть верхний концевой хомут, как показано ниже, для снятия часть. Недостатком может быть то, что перед прокаткой требуется операция предварительного изгиба, чтобы гарантировать, что каждый конец сформированного цилиндра соединяется после прокатки.
Рис. 5: Снятие концевого хомута («Обзор прокатных станков»)
Раздел 3
Для чего используется гибка листового металла?
Листовой металл обычно относится к использованию материала толщиной менее 3 мм, но лазерная резка и гибка могут быть легко использованы для материалов, превышающих эту толщину. Гибкость процесса в отношении диапазона материалов, толщины и сложности деталей, которые он может производить, делает его идеальным для изготовления широкого спектра деталей, используемых в любой отрасли: от автомобилей, транспорта, бытовой техники, мебели, промышленного оборудования и многого другого.
Гибка листового металла часто сочетается с механическими креплениями, такими как болты, или более постоянными креплениями, такими как заклепки или сварка. Это дает еще большую гибкость, так как детали разной толщины могут быть прикреплены друг к другу в зависимости от конкретного использования каждой из них. Существует множество других дополнительных операций, таких как нарезание резьбы, снятие фаски, зенкерование, растачивание и т. д., которые могут еще больше повысить гибкость и универсальность компонентов из листового металла. В нашей статье об операциях с добавленной стоимостью для листового металла содержится более подробная информация об этом («Операции с добавленной стоимостью для компонентов из листового металла»).
Во многих случаях, а также с появлением современных станков для резки и гибки с ЧПУ, детали можно изготавливать из одного компонента, тогда как ранее требовалась сварка или другие методы соединения.
Рис. 6: Детали из листового металла («Прецизионное изготовление и сборка листового металла в Китае»)
Преимущества
Скорость производства — после проектирования и программирования из-за отсутствия инструментов и возможного высокого уровня автоматизации (многие цеха могут работать 24 часа в сутки 7 дней в неделю с небольшим количеством персонала, контролирующего производство), детали из листового металла могут быть изготовлены очень быстро, что позволяет изготавливать большое количество компонентов за относительно короткое время.
Точность – при правильном проектировании детали из листового металла могут быть чрезвычайно точными, с отверстиями, вырезанными лазером, в пределах ± 0,1 мм. Здесь наблюдается высокий уровень повторяемости, поскольку запрограммированные лазерные резаки и гибочные станки с ЧПУ с соответствующим программным обеспечением и оборудованием производят с низким уровнем изменчивости.
Меньше постобработки – сварка часто требует нескольких процессов для изготовления детали; часто высокая температура может деформировать материал и требует правки, а сварочные брызги необходимо удалять с помощью длительной и трудоемкой шлифовки и полировки. Ни одна из этих проблем не возникает при изгибе – деталь готова к работе прямо с производства.
Меньший вес – из-за сложности доступных изгибов жесткость и прочность могут быть достигнуты при использовании относительно небольшого количества материала, что также снижает вес детали. Это выгодно на каждом этапе цепочки поставок, включая транспорт.
Низкая стоимость и практически полное отсутствие инструментов — благодаря достижениям в области технологий резка и гибка с ЧПУ сокращает объем ручного труда, необходимого для изготовления деталей, процесс гибки листового металла выиграл от этой технологии больше, чем от большинства других, с управлением от ЧПУ. инструментов, детали могут быть изготовлены менее квалифицированными рабочими за меньшее время, что приводит к снижению конечной стоимости.
Процессы лазерной резки и гибки листового металла часто устраняют необходимость в специализированных инструментах, так как большинство производителей имеют линейку обычных инструментов, которые могут выполнять большинство стандартных гибок. Это означает отсутствие вложений в оснастку и значительно более короткое время выполнения заказа, поскольку нет необходимости ждать, пока будет изготовлена, испытана или отрегулирована сложная оснастка.
Уменьшение количества деталей – Изготовление компонента из одного куска материала вместо нескольких деталей с соединениями, что сокращает время, потенциальные ошибки, точки отказа и сложность закупок
Недостатки
Как и любой процесс, гибка листового металла имеет некоторые недостатки, как подробно описано ниже.
Ограничения по толщине — чем толще материал, тем больше радиус изгиба согласно эмпирическому правилу гибки листового металла («Проектирование компонентов из листового металла с помощью лазерной резки и гибки листового металла с ЧПУ»), поэтому узкие изгибы обычно выполняются на более тонких листового металла, что означает, что некоторые сложные детали ограничены относительно легкими материалами, подходящими для приложений с низкой нагрузкой или без нагрузки. Сгибание чрезмерно толстого материала также может привести к тому, что материал «выпирает» наружу изгиба стойки («Как свойства материала влияют на точность и допуски изгиба воздухом»).
Необходимость одинаковой толщины – Из-за того, что детали изготовлены из одного куска материала, толщину отдельных фланцев изменить нельзя, а это означает, что вся деталь должна иметь одинаковую толщину.
Стоимость производства – Гибка листового металла наиболее конкурентоспособна при малых и средних объемах, от 100 до 10 тысяч деталей. Когда объемы увеличиваются еще больше, хотя это может зависеть от геометрии детали и потребностей, штамповка обычно считается более конкурентоспособной по стоимости, поскольку гибка с ЧПУ требует, чтобы компоненты обрабатывались по одному изгибу за раз, в то время как прогрессивная штамповка может иметь более высокую производительность и автоматизация.
Преимущества
- Высокоточный процесс идеален, когда требуется высокая точность
- Может производить большие объемы в короткие сроки
Низкая стоимость производства и минимальные затраты на инструмент - Подходит для крупносерийного или мелкосерийного производства
- Может создавать несколько нестандартных форм с помощью серии процессов гибки
- Доступны стандартные пуансоны и матрицы, в том числе в форме V и U
НЕДОСТАТКИ
- Процесс может привести к появлению вмятин или царапин на изделии
- Может быть трудоемким
- Для специализированных проектов по гибке требуются специальные инструменты
- Изгибы должны находиться на листовом металле в таком положении, чтобы было достаточно материала, чтобы входить в оборудование без проскальзывания
- Трещины могут возникать, когда твердые металлы изгибаются параллельно направлению прокатки листового металла
- Отверстия, прорези или другие элементы рядом с изгибом могут стать
Раздел 4
Когда использовать гибку листового металла
| Лучше всего использовать для | Уровень точности процесса | Толщина (мм) | Пользовательский инструмент требуется | Минимальный объем заказа | Время выполнения заказа от САПР до первого производства |
Лазерная резка | Детали от маленьких до крупных с любой возможной геометрией | +/- 0,12 мм | от 0,5 мм до 20,0 мм | № | от 1 до 10 000 шт. | Менее 1 часа |
Лист с ЧПУ Гибка | Детали от маленьких до крупных с прямым углом геометрия, возможен множественный изгиб | +/- 0,18 мм | от 0,5 мм до 20,0 мм | № | от 1 до 10 000 шт. | Менее 1 часа |
Перфорация с ЧПУ | Детали от маленьких до крупных с большей доступной геометрией, подходит для деталей с несколькими отверстиями и тиснением | +/- 0,12 мм | от 0,5 мм до 4,0 мм* | Нет, если не требуется специальная форма | от 1 до 10 000 шт. | Менее 1 часа |
Штамповка | Крупносерийное производство с жесткими допусками, ограниченной геометрией | +/- 0,12 мм | от 0,5 мм до 4,0 мм* | Да от 250 до 100 000 долларов США+ | 10 000 единиц и более | 25 дней и более |
Стрижка | Тонкий материал с простой геометрией прямых линий и низкими требованиями к допускам | +/- 0,50 мм | от 0,5 мм до 4,0 мм* | № | от 1 до 10 000 шт. | Менее 1 часа |
Таблица 2: Когда следует использовать гибку листового металла («Изготовление листового металла»)
Раздел 5
Факторы, которые следует учитывать
Разработчики должны знать об ограничениях и особенностях процесса, прежде чем завершать проектирование для производства. Дополнительную информацию о дизайне можно найти здесь.
Тоннаж – как уже упоминалось, прессы имеют максимальную грузоподъемность, такие факторы, как радиус изгиба, свойства материала, тип материала и длина изгиба, влияют на то, какое давление требуется для выполнения изгиба. Проконсультируйтесь с нашей командой инженеров, прежде чем браться за проект, в котором вы не уверены.
Длина изгиба — еще одна важная переменная, длина изгиба задается максимальной в зависимости от физического размера и конфигурации машины. Если длина ваших деталей превышает 2 м, лучше обратиться за консультацией, так как это стандартный размер листа и листогибочного пресса.
Зоны термического влияния (ЗТВ) — такие процессы, как лазерная и плазменная резка, создают в материале зоны термического влияния. Иногда это может вызывать проблемы при формовании, например неравномерный изгиб вблизи отверстий и краев. Еще одна проблема, которую иногда можно наблюдать, — это растрескивание из-за повышенной твердости поверхности в результате резки.
Пружинящий возврат — это «отскок» металла после применения и удаления пресса. Листовой металл сжимается внутри, где применяется пресс, и растягивается снаружи. Поскольку материал имеет более высокую прочность на сжатие, чем на растяжение, он возвращается к своей первоначальной форме. Точно рассчитать пружинение сложно, но его необходимо учитывать при расчете изгиба.
Изготовители используют К-фактор для расчета коэффициента упругости и лучшего понимания того, как компенсировать и добиться более жестких допусков. Пластичность материала также является фактором упругости. Пластичность – это мера способности материала деформироваться без разрушения и сохранять эту форму. Металлы с более высокой пластичностью часто лучше подходят для формовки и гибки. На пружинение влияет несколько факторов:
- Материалы с более высокой прочностью на растяжение имеют большее пружинение
- Радиус острого изгиба обычно меньше пружинит
- Более широкое отверстие в матрице приводит к большему пружинению
- Чем больше радиус изгиба относительно толщины материала, тем больше пружинение
Допуски на изгиб листа с ЧПУ – процесс гибки требует ручного труда, и различные типы оборудования могут обеспечивать различные допуски на радиус изгиба.
- Как правило, вы не можете получить настоящий угол 90°.
- Углы будут иметь радиус
- Стандартный допуск углов изгиба ± 1°
- Допуск на длину изгиба обычно составляет ±0,25 мм (0,010 дюйма)
Важно учитывать эти типы факторов при проектировании компонентов из листового металла. Консультация с опытным производителем листового металла может помочь обеспечить готовность вашей детали к производству.
Раздел 6
Материалы, подходящие для гибки
Почти все конструкционные материалы доступны в виде листов, поэтому их можно сгибать в той или иной форме. Однако существуют различия в ограничениях процесса, вызванные различными свойствами материалов.
Листовой металл доступен в различных размерах, обычно называемых калибрами. Они варьируются от 50 или 0,03 мм до 1 калибра, что составляет 7,62 мм. Гибка с помощью тормозного пресса может выполняться со всеми этими толщинометрами и выше («Таблица преобразования толщин листового металла»).
Калибр — это традиционный термин, который все еще широко используется, несмотря на то, что многие материалы, такие как сталь и нержавеющая сталь, указываются непосредственно в миллиметрах толщины. Это особенно характерно для Европы. Единственным исключением является алюминий, который часто по-прежнему определяется во всех трех измерениях с помощью имперских измерений, т. Е. Футов и дюймов, а также толщины.
Для получения наилучшей информации о доступных материалах см. нашу страницу стандартных материалов.
Рис. 7. Детали из листового металла («Стандартные варианты отделки поверхности листового металла»)
Каждый металл имеет свои уникальные характеристики. В следующей таблице приведены некоторые факторы, которые следует учитывать при выборе материалов.
МАТЕРИАЛ | ПОКРЫТИЕ ПОВЕРХНОСТИ | РЕЗУЛЬТАТ (МПА) | РАСТЯЖЕНИЕ (МПА) | ТВЕРДОСТЬ | ГБ СТАНДАРТ | |||||
Порошковое покрытие | Электронное покрытие | Цинковое покрытие | Даркомет | Анодированный | Пассивация | |||||
Холоднокатаная сталь (CSR) |
|
|
|
|
|
|
|
|
|
|
SPCC | ✓ | ✓ | ✓ | ✓ |
|
| ≥210 | ≥350 | НВ 65 – 80 | ДЖИС Г3141-2009 |
САПх540 | ✓ | ✓ | ✓ | ✓ |
|
| ≥305 | ≥440 | НВ 80 ± 30 | Q/BQB 310-2009 |
Горячекатаная сталь |
|
|
|
|
|
|
|
|
|
|
К235 | ✓ | ✓ | ✓ | ✓ |
|
| ≥235 | 375 – 500 | НВ 120 ± 40 | ГБ/т 700-2006 |
К345 | ✓ | ✓ | ✓ | ✓ |
|
| ≥345 ГБ/т | 490 – 675 | НВ 120 ± 40 | 1591-2008 |
Пружинная сталь |
|
|
|
|
|
|
|
|
|
|
65Мн | ✓ | ✓ |
|
|
|
| ≥785 | ≥980 | ХБ 190-340 | ГТ/Т 1222-2007 |
Алюминий |
|
|
|
|
|
|
|
|
|
|
АЛ1060 | ✓ |
|
|
| ✓ |
| ≥35 | ≥75 | НВ 26 ± 5 | ГБ/т 3190-2008 |
АЛ6061 Т6 | ✓ |
|
|
| ✓ |
| ≥276 | ≥260 | ВН 15 – 18 | ГБ/т 3190-2008 |
АЛ6063 Т5 | ✓ |
|
|
| ✓ |
| ≥170 | ≥250 | НВ 25 ± 5 | ГБ/т 3190-2008 |
АЛ5052 h42 | ✓ |
|
|
| ✓ |
| ≥70 | 210-260 | НВ 11 ± 2 | ГБ/т 3190-2008 |
Нержавеющая сталь |
|
|
|
|
|
|
|
|
|
|
СС301 | ✓ |
|
|
|
| ✓ | ≥205 | ≥520 | НВ 76 – 187 | ГБ/т 8170-2008 |
СС304 | ✓ |
|
|
|
| ✓ | ≥205 | ≥520 | НВ 76 – 187 | ГБ/т 24511-2009 |
СС316 | ✓ |
|
|
|
| ✓ | ≥205 | ≥520 | НВ 76 – 187 | ГБ/т 24511-2009 |
Холоднооцинкованная сталь |
|
|
|
|
|
|
|
|
|
|
SGCC | ✓ |
|
|
|
|
| ≥200 | ≥380 | НВ 60 – 65 | ДЖИС-Г3302 |
Таблица 3. Материалы из листового металла («Стандартные варианты листового металла в Китае»)
Мягкая сталь — доступна как в горячекатаном, так и в холоднокатаном исполнении. Оба обладают отличными рабочими характеристиками при холодной обработке и высокой пластичностью. Также известная как низкоуглеродистая сталь, это наиболее часто используемый материал в мире («5 самых популярных типов металлов и их использование»).
Самым большим недостатком мягкой стали является необходимость нанесения покрытия, так как в присутствии влаги образуется ржавчина. Для решения этой проблемы доступна оцинкованная сталь, обеспечивающая износостойкое предварительно нанесенное цинковое покрытие для предотвращения ржавчины.
Алюминий – впервые используется для производства самолетов, доступны различные алюминиевые сплавы с очень широким спектром применения. Поскольку алюминиевые сплавы с другими элементами настолько успешны, можно получить невероятно широкий диапазон свойств материала.
Наиболее часто используемыми для обработки листового металла являются серии 1000, а именно 1060. Это связано с их высокой обрабатываемостью и малым весом. Серия 6000 также широко используется для гибки листового металла. Обрабатываемость, в частности, позволяет изгибать материал по малым радиусам без образования трещин, что крайне важно для сложных деталей («алюминий / алюминиевый сплав 1060»).
Общие рекомендации по пригодности материалов для гибки с ЧПУ см. в таблице ниже:
МАТЕРИАЛ | ПЛАСТИЧНОСТЬ |
6061 Алюминий | Трудно сгибается и часто трескается. Холодное изгибание ослабляет металл. Отжиг улучшает пластичность. |
5052 Алюминий | Очень ковкий и хороший выбор при использовании алюминия. Растрескивание происходит редко, если деталь не переделывается и. |
Отожженная легированная сталь | Зависит от сплава. |
Латунь | Содержание цинка важно. Более высокие уровни цинка делают его менее податливым. Подходит для простых изгибов, но для сложных деталей может потребоваться нагрев. |
Бронза | Бронза Труднее согнуть, может потребоваться нагрев, чтобы избежать растрескивания. |
Медь | Очень пластичный. |
Холоднокатаная сталь | Менее ковкий, чем горячекатаная сталь. |
Горячекатаная сталь | Более ковкий, чем холоднокатаная сталь. |
Мягкая сталь | Очень пластичный. Тепло не требуется. |
Пружинная сталь | Податлив при отжиге. После того, как работа затвердела, требуется тепло, чтобы снова согнуть. |
Нержавеющая сталь | Нержавеющие стали, такие как 304 и 430, легче поддаются формовке, чем 410, которые могут быть хрупкими. Различные сорта будут работать по-разному, хотя нержавеющая сталь Стальсклонна к деформационному упрочнению. |
Титан | Прочный материал, поэтому лучше всего использовать его с большим внутренним радиусом изгиба. Требуется перегибание из-за пружинения. |
Таблица 4: Свойства материалов («Влияние свойств материала на точность и допуски на изгиб на воздухе»)
Нержавеющая сталь — обычно используется в пищевой и медицинской промышленности. Нержавеющая сталь представляет собой сплав мягкой стали, а именно содержащий более 10,5% хрома. Это придает материалу коррозионную стойкость, при этом некоторые сорта отличаются устойчивостью к различным кислотам, щелочам и другим химическим веществам.
Обычно используются марки нержавеющей стали 301, 304 и 316, причем последняя обладает более высокой прочностью и коррозионной стойкостью, 301 обладает превосходной гибкостью и «пружиной», а 304 является хорошим средним дорожным материалом общего назначения (Burnett).
Раздел 7
Проектирование детали для гибки
Детали, которые должны быть обработаны с помощью гибочного оборудования, должны быть спроектированы с самого начала с учетом ограничений и характеристик процесса («Проектирование компонентов из листового металла с использованием лазерной резки и гибки листов с ЧПУ»). Мы обсудим их ниже, но для получения дополнительной информации обратитесь к нашему руководству по проектированию листового металла.
Радиус изгиба – Когда материал формуется в изгибы, внешняя поверхность растягивается, а внутренняя сжимается. Это придает изгибу закругленный угол. Это называется радиусом изгиба и отличается от одного материала к другому. Другими факторами, определяющими размер этого радиуса, являются геометрия инструмента и состояние материала.
Хорошей практикой является обеспечение того, чтобы все радиусы изгиба на конкретной детали были одинаковыми, так как это значительно упрощает настройку инструментов и снижает затраты.
Расстояние от отверстия до края – при выполнении изгибов материал растягивается. Это вызывает внутренние напряжения, которые равномерно распределяются по детали. Если отверстие или прорезь сделать слишком близко к изгибу, эти напряжения будут сосредоточены на этом отверстии и деформируют его.
Расстояние от изгиба к изгибу – при выполнении изгибов существует физическое ограничение, определяемое размером и формой инструмента, в отношении того, насколько близко могут быть изгибы друг к другу. Изгибы на одной стороне листа, расположенные слишком близко, будут мешать инструменту, а изгибы на противоположных сторонах будут недоступны из-за ширины нижнего инструмента.
Обычно это происходит, когда требуются U-образные секции, в которых ножки или вертикальные фланцы в несколько раз длиннее горизонтальной секции. В некоторых случаях можно использовать дополнительные инструменты глубины.
Если ваши изгибы должны быть близко друг к другу, можно использовать обходные пути, чтобы сделать это возможным, а также реализовать дополнительные процессы, такие как сварка или болтовое соединение, для получения правильной геометрии. Свяжитесь с нами для получения дополнительной информации, если это необходимо.
Пружина назад – из-за эластичности металлов изгибы имеют тенденцию возвращаться в исходное положение в небольшой степени, это называется «отпружиниванием». На практике это обычно составляет всего 1-2° и учитывается при управлении тормозным прессом. Однако это означает, что при проектировании детали следует избегать очень острых углов.
Допуски на прессование – как и в любом процессе, существуют допуски на точность размеров, в последние годы система ЧПУ сократила их, но они по-прежнему актуальны, особенно при проектировании сложных или точных деталей.
Из-за различий в составе, толщине и обработке листового металла гибка всегда имеет некоторую степень вариации. Их следует учитывать при проектировании деталей, и каждый процесс следует использовать с учетом его сильных сторон. Например, если требуется критический рисунок отверстий, попробуйте использовать для них единый плоский рисунок, вырезанный лазером, вместо того, чтобы полагаться на отверстия на изогнутых фланцах.
Это, однако, только для экстремальных условий, и большинство допусков могут быть достигнуты с помощью современных листогибочных прессов. Свяжитесь с нами для получения дополнительной информации о допусках процесса.
Раздел 8
Вкратце
Производство листового металла имеет явные преимущества по сравнению с альтернативными процессами, включая более высокую производительность, более низкую стоимость и высокую гибкость конструкции. Это также устраняет многие трудности, связанные с методами сборки, такими как сварка или клепка. При тщательном рассмотрении в процессе проектирования и с помощью современных технологий детали из листового металла можно сделать прочнее, легче и быстрее, чем при традиционном изготовлении.
Раздел 9
Часто задаваемые вопросы Раздел
Что такое гибка листового металла?
Гибка является одним из наиболее распространенных методов изготовления листового металла. Используется для придания материалу угловатой формы. Гибка листового металла позволяет изготавливать детали различной геометрии с использованием двух процессов: резки и гибки. Наиболее распространенными методами для каждого процесса являются лазерная резка с ЧПУ и гибка на тормозном прессе.
Для чего используется гибка листового металла?
Листовой металл обычно относится к использованию материала толщиной менее 3 мм, но лазерная резка и гибка могут быть легко использованы для материалов, превышающих эту толщину. Гибкость процесса в отношении диапазона материалов, толщины и сложности деталей, которые он может производить, делает его идеальным для изготовления широкого спектра деталей, используемых в любой отрасли: от автомобилей, транспорта, бытовой техники, мебели, промышленного оборудования и многого другого.
Каковы преимущества гибки листового металла?
Некоторые из ключевых преимуществ гибки листового металла включают скорость производства, точность, меньшую постобработку, меньший вес, низкую стоимость, практически полное отсутствие инструментов и сокращение количества деталей.
Каковы недостатки гибки листового металла?
Как и любой процесс, гибка листового металла имеет некоторые недостатки. К ним относятся ограничения по толщине, необходимость постоянной толщины и стоимость производства. Конкретные недостатки будут отличаться от одного метода гибки к другому.
Какие существуют методы гибки?
Доступны различные методы гибки. У каждого есть свои преимущества. Одни точнее, другие проще. Основные методы гибки включают тормозной пресс и прокатку. Вы также можете увидеть несколько вариантов, таких как v-образный изгиб, нижний изгиб, воздушный изгиб, чеканка, u-образный изгиб и ступенчатый изгиб.
Какие материалы подходят для гибки?
Почти все конструкционные материалы доступны в виде листов, поэтому их можно сгибать в той или иной форме. Однако существуют различия в ограничениях процесса, вызванные различными свойствами материалов. Для получения наилучшей информации о доступных материалах обратитесь к нашей странице стандартных материалов.
Как спроектировать деталь для гибки?
Детали, которые должны быть обработаны с помощью гибочного оборудования, должны проектироваться с самого начала с учетом ограничений и характеристик процесса. Вам нужно будет учитывать радиус изгиба, расстояние от отверстия до края, расстояние от изгиба до изгиба, упругость и допуски на обработку. Для получения дополнительной информации обратитесь к нашему руководству по проектированию листового металла.
Раздел 10
Процитировано работ
- «Руководство инженера по лазерной резке». Komaspec, www.komaspec.com/about-us/blog/an-engineer-s-guide-to-laser-cutting. По состоянию на 24 декабря 2021 г.
- «Дифференциация воздушной гибки и нижней гибки для изготовления листового металла». Komaspec, www.komaspec.com/about-us/blog/дифференцирующая-воздушная-гибка-и-нижняя-гибка-для-изготовления-листового-металла. По состоянию на 24 декабря 2021 г.
- Bystronic Inc. «Правила выбора листогибочного пресса». Bystronic Inc., www.bystronicusa.com/en/news/technical-articles/1-rules-of-press-brake-tool-selection.php. По состоянию на 24 декабря 2021 г.
- «Гибочные прессы». LVD Group, www.lvdgroup.com/ru/products/press-brakes. По состоянию на 11 января 2022 г.
- Skill-Lync. «Третья неделя испытаний по гибке листового металла». Skill-Lync, www.skill-lync.com/student-projects/week-3-sheet-metal-bending-challenge-49, по состоянию на 24 декабря 2021 г. .
- Бендеры, Barnsahws Steel. «Новейшая история проектирования и выбора листогибочных станков — Часть 3». Barnshaws, 12 сентября 2018 г., www.barnshaws.com/information/articles/the-recent-history-of-design-and-selection-of-plate-bending-machines-part-3.
- «Краткий обзор прокатных станков». Thefabricator, 4 октября 2010 г., www.thefabricator.com/thefabricator/article/bending/a-rundown-on-rolling-machines#gallery-3.
- «Операции с добавленной стоимостью для компонентов из листового металла». Komaspec, www. komaspec.com/about-us/blog/value-add-operations-for-sheet-metal-components. По состоянию на 24 декабря 2021 г.
- «Изготовление и сборка прецизионного листового металла в Китае». Комаспек, www.komaspec.com/materials-metals-and-plastics. По состоянию на 24 декабря 2021 г.
- «Проектирование компонентов из листового металла с использованием лазерной резки и гибки листов с ЧПУ», Komacut, https://kmc-portal-files.s3.ap-southeast-1.amazonaws.com/media/zbzjnm0z/komacut_chapter-3.pdf. По состоянию на 24 декабря 2021 г.
- «Как свойства материала влияют на точность и допуски гибки на воздухе» Komacut, https://kmc-portal-files.s3.ap-southeast-1.amazonaws.com/media/gj5f3o5x/komacut_chapter-6.pdf. По состоянию на 24 декабря 2021 г.
- «Изготовление листового металла» Komacut, https://kmc-portal-files.s3.ap-southeast-1.amazonaws.com/media/mxtlsmbg/komacut_chapter-1.pdf. По состоянию на 24 декабря 2021 г.
- «Таблица преобразования размеров листового металла». Metalsheets, 14 июля 2021 г., www.metalsheets.co.uk/sheet-metal-gauge-chart.
- «Стандартные варианты листового металла в Китае: Q235, Q345, AL6061, AL5052h42, SS303, SS304, MN65». Komacut, www.komacut.com/materials/sheet-metal-materials. По состоянию на 24 декабря 2021 г.
- «5 самых популярных типов металлов и их использование», Texas Iron and Metal, 2 апреля 2021 г., www.texasironandmetal.com/most-popular-metal-types.
- АЗом. «Алюминий / алюминиевый сплав 1060» AZoM.Com, 12 июня 2013 г., www.azom.com/article.aspx?ArticleID=6587.
- «Дифференциальная воздушная гибка и нижняя гибка для изготовления листового металла» Komaspec, www.komaspec.com/about-us/blog/дифференцирующая-воздушная-гибка-и-нижняя-гибка-для-изготовлениялистового металла. По состоянию на 24 декабря 2021 г.
- Бернетт, Крис. «Что такое нержавеющая сталь? Часть I». Analyzing Metals, 18 февраля 2014 г., .
- «Руководство по проектированию листового металла: проектирование компонентов». Komaspec, www.komaspec.com/about-us/blog/sheet-metal-design-guidelines-designing-components. По состоянию на 24 декабря 2021 г.
Формование листового металла с ЧПУ – Услуги по автоматической гибке панелей
Формование листового металла с ЧПУ – Услуги по автоматической гибке панелей | Далсин ИндастризПерейти к навигации Перейти к содержимому
Ваш браузер устарел.
В настоящее время вы используете Internet Explorer 7/8/9, который не поддерживается нашим сайтом. Для получения наилучших результатов используйте один из последних браузеров.
- Хром
- Фаерфокс
- Internet Explorer Edge
- Сафари
Dalsin Industries предоставляет услуги по гибке и формовке листового металла крупным OEM-производителям в США. Наш опыт в области гибки листового металла предоставляет возможности индивидуального проектирования с высочайшей точностью формовки. По сравнению с другими методами изготовления металла, гибка панелей с ЧПУ обеспечивает жесткие допуски на формование и повторяемый контроль процесса за счет различных сложных формованных геометрий.
Гибка и формовка с ЧПУ помогают поддерживать высокие характеристики листового металла при минимальном риске повреждения материала. Гибка листового металла может работать как с крупными заготовками, так и с более мелкими деталями, которые требуют большего объема производства и быстрой доставки. Технология гибки и формовки листового металла с ЧПУ от Dalsin чрезвычайно полезна для консолидации деталей и изменения конструкции для снижения затрат. Наша дизайнерская инициатива может быть применена к очень косметическим, предварительно обработанным и замаскированным материалам.
Что такое обработка металлов давлением с ЧПУ?
По сравнению с другими методами изготовления металлов, гибка панелей с ЧПУ обеспечивает жесткие допуски на штамповку и повторяемый контроль процесса за счет различных форм сложной геометрии. Гибка и формовка с ЧПУ помогают поддерживать высокие характеристики листового металла, сводя к минимуму риск повреждения материала.
Гибка листового металла может работать как с крупными заготовками, так и с более мелкими деталями, которые требуют больших объемов производства и быстрой доставки. Технология гибки и формовки листового металла с ЧПУ от Dalsin чрезвычайно полезна для консолидации деталей и изменения конструкции для снижения затрат. Наша дизайнерская инициатива может быть применена к очень косметическим, предварительно обработанным и замаскированным материалам.
Каковы преимущества формовки листового металла?
Компания Dalsin оказывает услуги по гибке листового металла на высококачественных станках, обеспечивающих эффективные и точные результаты. Как и большинство листовых металлов, они достаточно прочны, чтобы выдерживать высокое давление, но при этом сохраняют пластичность и могут выдерживать многие суровые внешние условия, такие как коррозия, влажность и экстремальный солнечный свет.
есть вопрос?
Спросите инженера Запросить ценуSalvagnini Технические характеристики и рекомендации по проектированию
Технические характеристики и рекомендации по проектированию для гибки листового металла Salvagnini P4 на станке Dalsin
Приложения Salvagnini и модернизация
Три автоматизированных формовочных центра Salvagnini P4 в Далсине предоставляют нашим клиентам новые возможности для улучшения конструкции продукции благодаря уникальной геометрии, которую можно получить.
Гибочный пресс
Формование прецизионных металлических изделий в Dalsin Industries осуществляется с помощью листогибочных прессов, автоматических панельногибочных станков Salvagnini P4 и процессов прогрессивной штамповки.
история успеха клиента
Dalsin достигает 100% производительности доставки, отказов практически нет.
Подробнее
Если вас интересует совокупная стоимость владения и совокупная стоимость владения, Dalsin станет поставщиком для вас или вашей деятельности. Анонимы, крупный OEM
Подробнее
Dalsin Industries Краткий обзор: Гибка панелей
Скорость. Точность. Качественный. Наши первоклассные автоматические листогибочные станки Salvagnini P4 обладают многочисленными преимуществами по сравнению с традиционным листогибочным прессом.
Формовка листового металла по материалам
Компания Dalsin Industries обладает знаниями и опытом в области гибки и формовки листового металла из нержавеющей стали, углеродистой стали и алюминия в соответствии с вашими индивидуальными требованиями. Мы понимаем, что изгибы листового металла могут варьироваться в зависимости от типа материала, его веса, толщины и калибра.
Dalsin обрабатывает листовые материалы с высокой косметической ценностью посредством автоматизированного процесса формования, в том числе:
- Нержавеющая сталь № 4, полированная и зернистая с маскирующей пленкой.
- Зернистый алюминий, с маскирующей пленкой и без нее.
- Предварительно окрашенный алюминий и сталь.
- Предварительно загрунтованный алюминий и сталь.
Применение для гибки и формовки металла с ЧПУ
С помощью автоматизированного станка для гибки панелей Salvagnini P4 компания Dalsin Industries может изгибать и формовать листовой металл в различные инструменты в зависимости от вашего применения. Заготовка перемещается в горизонтальной плоскости манипулятором. Вращатель, установленный на манипуляторе, быстро и точно размещает изгибаемую сторону перед прессом. Держатель бланка прочно удерживает бланк на месте. Затем гибочный узел и его лопасти могут выполнять любое количество изгибов вверх или вниз в быстрой последовательности.
Примеры применения CNC-гибки панелей и CNC-формовки листового металла:
- Электрические шкафы, блоки управления и кожухи
- Прецизионные панели для корпусов компьютеров, теплообменников и торговых автоматов
- Инструментальные ящики для легких грузовиков
- Шкафчики
- Дверные панели для жилых автофургонов
- Двери, ящики и полки
- Светильники
- Холодильное оборудование
- Двери и панели приборов
- Напольные и потолочные системы
- Коробки и корпуса
- Кожухи и поддоны глубиной до 6,5 дюймов
Нужна инженерно-конструкторская поддержка для снижения затрат?
Узнать большеЛистогибочный пресс формовочный
DFM и проектирование
Инженерные инструменты и системы САПР
Приложения Salvagnini и модернизация
Подпишитесь на нашу рассылку новостей
Гибка листового металла: лучшее руководство и советы
- 14 октября 2021 г.
Гибка листового металла является одним из основных производственных процессов, используемых для изготовления листового металла. Иногда его также называют просто изгибом, складыванием, торможением или окантовкой. Гибка листового металла означает деформацию заготовки для придания ей определенной желаемой геометрии.
С ростом спроса на продукцию, изготовленную по индивидуальному заказу, применение листового металла расширилось. Гибка листового металла требует прохождения нескольких процессов и использования нескольких методов, прежде чем продукт примет свою первоначальную форму. В этой статье подробно описаны все необходимые методы и процессы гибки. Прежде чем мы углубимся в процессы, давайте рассмотрим основное определение гибки листового металла.
Что такое гибка листового металла?
Гибка листового металла — это метод гибки/формования листов металла для изготовления изделия определенной геометрии. Это также основная операция по изготовлению металлических штампованных деталей. С помощью станка для гибки листового металла к заготовке прикладывают усилие, чтобы изменить ее геометрию и получить изделие желаемой формы. Процесс не так прост, как кажется, но есть определенные размеры и правила, которые необходимо соблюдать для выполнения процедуры гибки листового металла, например, проверка материала изделия, расчет k-фактора, форма металла. и многое другое. Свойство ковкости металла делает его особенным в операциях гибки.
Существуют различные машины, выполняющие гибочные работы для обрабатывающей промышленности. Одна машина может использовать разные методы гибки для выполнения одной и той же работы. Все продукты, требующие гибки в процессе производства, проходят те же методы, которые будут рассмотрены далее в этой статье. Давайте погрузимся прямо в методы гибки листового металла.
Каковы распространенные методы гибки листового металла?
Все детали из листового металла имеют одну и ту же цель: согнуть лист металла для придания определенной формы изделию. Но эти методы различаются по выполняемым операциям. Эти различные виды гибки листового металла выполняются с помощью машин. Разный листовой металл сгибается по-разному по углу сгиба и радиусу сгиба с одной и той же целью наряду со стандартными методами, которые не только обеспечивают точность результатов работы, но и улучшают эстетический вид изделия. Ниже упомянуты некоторые из основных методов и типов гибки листового металла.
1. V-образная гибка
V-образная гибка — наиболее распространенный процесс гибки листового металла. Он включает в себя использование механических инструментов, предназначенных для штамповки и штамповки. Матрица, используемая в этом процессе гибки, имеет V-образную форму, а пуансон также имеет V-образную форму. Пуансон вдавливает листы металла в V-образную матрицу, и таким образом получается V-образный изгиб листового металла.
2. Гибка в рулонах
Этот метод гибки листового металла включает в себя изгибание листов в изогнутые формы. В этом методе используются критерии гибки листового металла, которые включают использование трех роликов, гидравлической системы прессования и тормоза. Расстояние между тремя роликами позволяет производителю изогнуть листы.
3. U-образный изгиб
U-образный изгиб в точности аналогичен методу V-образного изгиба. В этом методе используется U-образный пуансон вместе с U-образной матрицей. Единственная разница между V-образным изгибом и U-образным изгибом заключается в том, что полученный лист имеет U-образную форму, а не V-образную.
4. Поворотный изгиб
Метод поворотного изгиба применяется везде, где требуется изгиб под углом более 90 градусов. Его также можно считать аналогичным V-образному изгибу, но результат в этом процессе более равномерный и эстетичный, так как листогибочный станок, используемый в этом методе, не царапает поверхность листа.
5. Гибка кромок
Этот метод гибки кромок листового металла помогает производителю сгибать кромки, не повреждая их. Метод гибки кромок листового металла чаще всего используется в тех частях листового металла, которые короче, чем остальная металлическая часть. Это помогает устранить остроту углов и повысить эстетический вид результата.
6. Изгиб с затиранием
В этом методе гибки используется штамп с затиранием. Лист металла осторожно помещается внутрь матрицы для очистки, и прижимная подушка оказывает давление на лист. Позже пуансон используется, чтобы сделать желаемый изгиб листа.
Выше обсуждались некоторые методы гибки листового металла. Это всего лишь несколько основных методов, чтобы покрыть обзор этих методов. С другой стороны, каждый из этих методов подразделяется на соответствующие категории. Теперь, двигаясь вперед, давайте сосредоточимся на требованиях к материалам для процесса гибки листового металла.
Какие материалы подходят для процессов гибки листового металла?
Нельзя сгибать упругопластический материал на гибочном станке. Если попытаться, то это может также повредить вашу машину. Особое внимание следует уделить выбору материалов, которые будут подвергаться гибке листового металла в процессе их производства. Давайте посмотрим на некоторые из хороших материалов, рекомендуемых для формовки и гибки листового металла.
- Углеродистая сталь. Углеродистая сталь — один из самых гибких и прочных материалов, используемых при обработке листового металла. Поскольку этот материал подлежит вторичной переработке, он также поможет уменьшить углеродный след.
- Алюминий. Алюминий в основном используется в легких изделиях. Следует соблюдать особую осторожность при изгибе алюминиевого материала, чтобы избежать разрушения или растрескивания в углах материала.
- Нержавеющая сталь. Нержавеющая сталь в первую очередь приходит на ум, когда конечный продукт должен обладать такими свойствами, как надежность и повышенная прочность металла. Нержавеющая сталь также требует использования мощного листогибочного станка для придания формы изделию.
- Титан. Титан — это устойчивый к коррозии и высокопрочный материал, который хорошо подходит для гибки листового металла. Если ваш товар — медицинский или спортивный инвентарь, то наиболее предпочтительным материалом из вашего списка должен быть титан.
- Медь. Стоимость — самый сильный антикоррозийный материал, но самый дешевый. Из меди получают высокую точность гибки листового металла. Медь — проверенный материал, который широко используется во многих отраслях гибки металлов в различных областях.
Это одни из лучших материалов, используемых при различных типах гибки листового металла. Углеродистая сталь является наиболее часто используемым материалом среди вышеупомянутых материалов. Есть много других металлов, которые могут быть полезны в процессе гибки. Но не забудьте провести хорошее исследование, прежде чем дорабатывать материал.
Наконечники для гибки листового металла
Чтобы убедиться, что ваша гибка металла проходит идеально, мы даем вам несколько советов, которые вы можете учитывать в своих методах гибки листового металла.
Используйте припуск на изгиб
Припуск на изгиб — это свойство металла в той мере, в какой он может быть изогнут. Мы рекомендуем выполнять расчеты допуска на изгиб, которые определяют длину листа, необходимую для выполнения изгиба под определенным углом и радиусом. Учет припуска на изгиб и силы изгиба в процессе производства поможет вам получить более аккуратный результат. Это также поможет вам получить точно сплющенную производственную модель.
Использование нагрева для толстых/тяжелых изгибов
Некоторые металлы могут сломаться или треснуть при изгибе под действием силы. Такие металлы требуют использования тепла вместо силы, чтобы сделать желаемый изгиб листового металла. Горячая формовка и отжиг — это два технических термина, когда речь идет о гибке под воздействием тепла. Отжиг помогает смягчить металл – сделать его более ковким. В то время как горячая гибка — это просто использование тепла до тех пор, пока металл не станет красным, а затем применение силы для его сгибания. Эти приемы значительно снижают риск торможения и растрескивания металла.
Не сгибайте до острого внутреннего угла
Сгибание острого внутреннего угла означает большее внутреннее напряжение. Даже если металл пластичен и податлив, он может треснуть. Этой проблемы можно избежать, если учитывать радиус гибочного инструмента. Вы должны медленно двигаться вперед и назад между линиями сгиба, пока листовой металл не будет согнут под нужным углом. Следует следить за внутренним радиусом изгиба, который должен быть равен толщине формируемого листового металла. Примером может быть так, если вы гнете лист толщиной 3 мм, то внутренний радиус изгиба тоже должен быть 3 мм. То же самое и с углом изгиба, а значит, он не должен быть больше общей толщины металлического листа.
Вот несколько советов, которые следует учитывать при гибке листового металла. Проверка каждого из приведенных выше советов поможет вам создать продукт с большей эффективностью.
Заключение
При производстве металлических изделий необходимо помнить о правилах гибки листового металла и владеть несколькими процессами, чтобы избежать поломок. Это может стать трудным, если не будут приняты надлежащие меры. Свяжитесь с WayKen, чтобы решить все ваши проблемы, связанные с гибкой листового металла.
Как работает гибка листового металла?
ПОНИМАНИЕ ЛИСТОВЫХ МЕТАЛЛОКОНСТРУКЦИЙ ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯЛистогибочные прессы с ЧПУ
Гибка листового металла — это производственный процесс, в ходе которого изготавливается большинство корпусов, электрических коробок, кронштейнов и компонентов с помощью станка, известного как гибочный пресс с ЧПУ или (тормозной пресс). В этой технической статье объясняется, как производственные компании сгибают листовой металл с помощью этих типов машин. Мы надеемся, что после прочтения этой технической статьи вы лучше поймете, как работает гибка листового металла.
(Также можно использовать станки для гибки панелей, хотя их работа не рассматривается на этой странице.)
Гибка листового металла
Листовой металл сгибается, когда листогибочный пресс продавливает его между двумя инструментами: верхний инструмент (известный как пуансон) и нижний инструмент (известный как V-образный штамп). Листогибочный пресс управляет движением пуансона или матрицы и обеспечивает усилие прессования с помощью гидроцилиндров или электрических серводвигателей. Угол изгиба преимущественно определяется глубиной проникновения пуансона в V-образный штамп.
- Воздушная гибка (трехточечная гибка): Только два верхних угла V-образного штампа касаются материала, а внутренний радиус изгиба определяется шириной отверстия V-образного штампа, а не радиус наконечника пуансона.
- Чеканка или изгиб дна: Материал контактирует со всей внутренней поверхностью V-образного штампа, а кончик пуансона образует внутренний радиус изгиба. Требует гораздо большей силы по сравнению с изгибом на воздухе.
Воздушная гибка Радиус изгиба
При воздушной гибке внутренний радиус в основном определяется отверстием V-образной формы или шириной V. Предпочтительно, чтобы для любого данного материала использовалось самое большое практическое отверстие матрицы, чтобы свести к минимуму требуемое усилие, что приводит к большему радиусу. Часто желателен меньший радиус, и хорошим практическим правилом является использование минимального внутреннего радиуса, равного толщине материала. Матрицы изготавливаются определенных размеров, что ограничивает выбор радиусов для конкретного материала. По этой причине в конструкции должны быть предусмотрены большие допуски на внутренние радиусы изгиба (обычно не менее +/- 30% требуемого размера).
Длина изгиба / длина полки
Длина изгиба или длина полки определяются положением заднего упора или упора пальца, показанного черным на наших изображениях, относительно которого компоненты располагаются перед каждой операцией гибки. На наших листогибочных прессах упоры снабжены электроприводом, а их положение контролируется программой ЧПУ, что позволяет достигать нескольких различных длин гибки в рамках одного программного цикла.
В зависимости от ширины листогибочного пресса можно настроить несколько различных инструментальных станций, чтобы компонент, требующий различных настроек инструментов, можно было полностью согнуть в течение одного запуска программы. Каждый из наших листогибочных прессов имеет два обратных упора, но они имеют разные возможности перемещения обратного упора, а наши самые мощные машины могут иметь независимое движение по всем трем осям, что обеспечивает максимальную гибкость.
Конструкция и сложность деталей из листового металла
Компоненты различаются по сложности: от деталей с одним изгибом до деталей с несколькими изгибами и полками различной длины. Современные листогибочные прессы оснащены регулируемыми упорами обратного хода, приводимыми в действие серводвигателями, против которых воздействуют компоненты вручную или роботизированным манипулятором. Чем ближе упор обратного хода к оснастке, тем короче получается фланец, и наоборот.
На сложных деталях упоры обратного хода регулируются после каждого изгиба на соответствующее расстояние, необходимое для следующего изгиба. Движение упоров обратного хода и листогибочного пресса синхронизируется контроллером ЧПУ. Программы ЧПУ могут быть созданы онлайн в пользовательском интерфейсе станка или с помощью пакета программного обеспечения для автономного программирования (или CADCAM).
Вас может заинтересовать наше руководство по проектированию компонентов из листового металла .
Возможности листогибочного пресса
Максимальное усилие листогибочного пресса определяет максимальную длину изгиба для комбинации толщины листового металла, радиуса изгиба и угла изгиба. Усилие, необходимое для гибки листового металла, увеличивается с увеличением длины изгиба, внешнего угла изгиба и толщины листового металла и уменьшается с увеличением радиуса изгиба. Листогибочные прессы Hydram имеют различные характеристики: максимальная длина изгиба составляет 4 метра, а максимальное усилие — 250 тонн. В таблице ниже приведены некоторые типичные примеры для 9Изгибы под углом 0 градусов с использованием воздушной гибки (не чеканки).
| Толщина мягкой стали | Длина изгиба | Внутренний радиус изгиба | Требуемая сила |
| 1,5 мм | 3000 мм | 2 мм | 45 тонн |
| 3 мм | 1500 мм | 4 мм | 51 тонна |
| 6 мм | 1000 мм | 8 мм | 48 тонн |
| 9 мм | 500 мм | 13 мм | 34 тонны |
Листогибочные инструменты
Для различных задач по гибке листового металла доступны различные инструменты для листогибочных прессов. Характеристики верхнего и нижнего инструментов варьируются в зависимости от требований к компоненту из листового металла.
Инструменты для гибки листового металла Толстые металлы
Более толстый металл обычно обрабатывается с большим радиусом изгиба, и это может быть достигнуто за счет увеличения радиуса верхнего инструмента и расстояния поперек отверстия V-образной матрицы или ширины V-образной формы.
Инструменты для гибки листового металла под острыми углами
Компоненты, требующие острого угла гибки, требуют инструментов для «перегиба». И верхний, и нижний инструменты в этом случае имеют более острый угол.
Инструменты для гибки листового металла с малым зазором
Компоненты, которые имеют более одного изгиба, часто требуют специального верхнего инструмента для обеспечения зазора для существующих фланцев. Без этого зазора компонент столкнулся бы с инструментом до завершения последующей операции гибки. Этот тип инструмента часто называют гусиной шеей.
Модифицированные зажимы
Для обеспечения зазора в крайних случаях верхний инструмент можно подвешивать к балке листогибочного пресса с помощью модифицированных зажимов. Эти расширенные зажимы обеспечивают гораздо больший зазор для больших фланцев, если листогибочный пресс имеет достаточную длину хода, чтобы приспособиться к общей высоте инструмента.
Развертка заготовки из листового металла со сгибом
Размер заготовки — допуск на изгиб
При проектировании компонентов из листового металла со складками или изгибами необходимо создать развертку или развертку заготовки. Эта заготовка затем вырезается лазером или перфорируется на станке с ЧПУ, прежде чем попасть на листогибочный пресс для складывания. При создании заготовки важно, чтобы в конструкции учитывался радиус изгиба, образованный инструментом листогибочного пресса. Радиус изгиба влияет на уменьшение развернутого размера заготовки. Чем больше радиус, тем меньше заготовка, как показано в примере напротив. Конструктивные расчеты, необходимые для разработки заготовки из листового металла, называются расчетом «припуска на изгиб».
Радиус изгиба Рассмотрение
Радиус изгиба зависит от толщины материала и инструментов, используемых для гибки материала, и у каждого субподрядчика будут свои предпочтения в отношении инструментов, а это означает, что разные субподрядчики могут использовать разные разработки заготовок. Поэтому очень важно, чтобы конструктор или инженер-технолог знал, какие инструменты будут использоваться для гибки материала, и хорошо понимал, какое влияние это оказывает на радиус изгиба и результирующий размер заготовки. Точно так же, чтобы обеспечить точность изогнутого компонента, оператор листогибочного пресса должен знать, с каким радиусом была спроектирована деталь, чтобы сделать правильный выбор инструмента.
Инструкции по черчению и нанесению размеров компонентов из фальцованного листового металла
Размеры детали должны быть указаны в одном направлении, где это возможно. Из-за последовательного характера процесса формовки и того факта, что на каждом изгибе вводится изменение размеров, нанесение размеров в одном направлении параллельно процессу и помогает контролировать накопление допусков.
Разрешить более широкий допуск на длину фланца (+/- 0,2 мм), поскольку более жесткие допуски, хотя и достижимые, сделают деталь более дорогой. Часто допуски в основной надписи чертежа могут быть излишне жесткими для одних размеров и углов и подходящими для других.
По возможности не указывайте радиусы изгиба. У каждого субподрядчика будут свои предпочтения в отношении инструментов, которые определяют радиусы изгиба детали. Если важны радиусы изгиба, то по возможности используйте один и тот же радиус изгиба для всех изгибов детали. Это помогает субподрядчику свести к минимуму настройки и снизить затраты. В любом случае следует допускать большой допуск, чтобы обеспечить максимальный выбор инструмента (обычно +/- 30% от требуемого размера). Обратите внимание, что полученный радиус не должен изменяться в пределах партии деталей, изготовленных с использованием одной и той же оснастки, несмотря на большой допуск.
Как правило, размеры следует наносить от элемента к кромке. Избегайте межэлементных размеров в двух или более плоскостях. Для размеров элемента для изгиба могут потребоваться специальные приспособления или калибры.
Должны использоваться внешние размеры, если внутренний размер не является критическим. Однако размеры смещений и тиснений должны быть указаны с одной и той же стороны материала, если общая высота не имеет решающего значения.
Только абсолютно критические размеры должны быть выделены как таковые. Размещение чрезмерно высоких допусков и избыточных критических размеров на чертеже может резко увеличить стоимость детали.
Если на вашем чертеже требуется пустая проявка, пометьте его как «Только для информации». Разработки, предоставленные третьими сторонами, часто создаются без учета реальных инструментов листогибочного пресса, которые будут использоваться во время производства, что повлияет на точность готовой детали. Чтобы максимизировать качество, субподрядчики, занимающиеся прецизионной обработкой, разработают собственные разработки заготовок в соответствии с их инструментами, гарантируя, что формованный компонент соответствует требованиям.
Фальцевальные машины | Оборудование для обработки листового металла
Сравнение: Фальцовка – Листогибочный пресс
Наши фальцевальные машины быстрые, эффективные и точные. Оборудование для гибки алюминиевых панелей, используемое в различных отраслях промышленности для различных продуктов и типов проектов, не может быть лучше для вашего производственного проекта, когда вам нужна надежная фальцевальная машина. RAS Systems выполняет комплексную гибку панелей для профилей и ящиков с дополнительными опциями в соответствии с потребностями вашего бизнеса.
Воспользуйтесь нашими интерактивными фильтрами, чтобы найти подходящий листогибочный станок для вашего бизнеса:
Максимальная длина изгиба
0 мм (0 дюймов)
0
Максимальная толщина
0,5 мм / 26 шт.
Направление изгиба
вверх и вниз
вверх
Программирование
автоматический
полуавтоматический
преимущественно автоматический
Автоматика
высокий
средний
Детали
Профили
Профили и коробки
ПрофильЦентр
Bending length max
3200 mm
Thickness max
2.0 mm / 14 ga
Programming
automatic
Automation
high
Bending direction
up and down
Parts
profiles
Мультибенд-Центр 79.
31-2Bending length max
3060 mm
Thickness max
2.0 mm / 14 ga
Programming
automatic
Automation
high
Bending direction
up and down
Parts
Profiles and boxes
Мультибенд-Центр 79.22-2
Максимальная длина изгиба
2160 mm
Thickness max
2.0 mm (2.5 mm) / 14 ga (13 ga)
Programming
automatic
Automation
high
Bending direction
up and down
Parts
Profiles and коробки
Мультигиб-Центр 79.22-2 ЭКО
Макс. длина изгиба
2160 мм
Макс. толщина
2,0 мм / 14 ga
Программирование
автоматический
Автоматический
высокий
Направление изгиба
вверх и вниз
Детали
Профили и коробки
Мультибенд-Центр 79.26-2
Bending length max
2560 mm
Thickness max
2. 0 mm (2.5 mm) / 14 ga (13 ga)
Programming
automatic
Automation
high
Bending direction
вверх и вниз
Детали
Профили и коробки
Мультигиб-Центр 79.26-2 ЭКО
Bending length max
2560 mm
Thickness max
2.0 mm / 14 ga
Programming
automatic
Automation
high
Bending direction
up and down
Parts
Profiles and boxes
МиниБендЦентр
Bending length max
600 mm
Thickness max
3.0 mm / 11 ga
Programming
semi-automatic
Automation
high
Bending direction
up and down
Parts
Profiles и коробки
UpDownCenter 78.33-2
Максимальная длина изгиба
3200 мм
Максимальная толщина
4,0 мм / 9 шт.
Программирование
автоматический
Автоматический
высокий
Направление изгиба
вверх и вниз
Детали
Профили и коробки
UpDownCenter 78.
43-2Длина изгиба MAX
4060 мм
Толщина MAX
3,0 мм / 11 GA
Программирование
Автоматическая
Automation
High
0014 вверх и внизДетали
Профили и коробки
UpDownCenter 78.30-2
Bending length max
3200 mm
Thickness max
4.0 mm / 9 ga
Programming
automatic
Automation
high
Bending direction
up and down
Parts
Profiles and boxes
UpDownCenter 78.40-2
Bending length max
4060 mm
Thickness max
3.0 mm / 11 ga
Programming
automatic
Automation
high
Bending direction
up and down
Parts
Profiles and boxes
XXL-Центр 75.04-2
Максимальная длина изгиба
4240 мм
Максимальная толщина
1,5 мм / 16 шт.
Программирование
автоматический
Автоматический
высокий
Направление изгиба
вверх и вниз
Детали
профили
XXL-Центр 75.06-2
Длина изгиба макс
6400 мм
Толщина макс
1,5 мм / 16 GA
Программирование
Автоматическая
Automation
High
High
0013
Детали
Профили
XXL-Центр 75.08-2
Bending length max
8480 mm
Thickness max
1.5 mm / 16 ga
Programming
automatic
Automation
high
Bending direction
up and down
Parts
profiles
XL-центр
Максимальная длина изгиба
3200 mm
Thickness max
1.5 mm / 16 ga
Programming
automatic
Automation
high
Bending direction
up and down
Parts
profiles
UpDownBend 78.
40Максимальная длина изгиба
4060 мм
Максимальная толщина
3,0 мм / 11 ga
Программирование
полуавтоматический
Автоматика
средняя
Направление изгиба
вверх и вниз
Детали
Профили и коробки
UpDownBend 78.30
Bending length max
3200 mm
Thickness max
4.0 mm / 9 ga
Programming
semi-automatic
Automation
medium
Bending direction
up and down
Parts
Профили и коробки
ГИГАбенд 76.30
Bending length max
3200 mm
Thickness max
6.0 mm / 1/4″
Programming
mostly automatic
Automation
medium
Bending direction
up
Parts
Profiles and коробки
ГИГАбенд 76.40
Максимальная длина изгиба
4060 mm
Thickness max
5. 0 mm / 6 ga
Programming
mostly automatic
Automation
medium
Bending direction
up
Parts
Profiles and boxes
XLTbend 71.30
Максимальная длина изгиба
3200 мм
Максимальная толщина
3,0 мм / 11 ga
Программирование
автоматический
Автоматика
высокая
Направление изгиба
вверх и вниз
Детали
Профили и коробки
XLTизгиб 71.40
Bending length max
4060 mm
Thickness max
2.5 mm / 13 ga
Programming
automatic
Automation
high
Bending direction
up and down
Parts
Profiles and boxes
ФЛЕКСИгиб 73.30
Bending length max
3200 mm
Thickness max
3.0 mm / 11 ga
Programming
mostly automatic
Automation
medium
Bending direction
up
Parts
Profiles and boxes
ФЛЕКСИгиб 73.
40Максимальная длина изгиба
4060 мм
Толщина MAX
2,5 мм / 13 GA
Программирование
В основном автоматическое
Автоматизация
Средняя
Управление изгиба
UP
Запчасти
PRIFILES
.ТУРБО2плюс 62.30-2
Максимальная длина изгиба
3200 мм
Максимальная толщина
2,0 мм / 14 ga
Программирование
автоматический
Автоматизация
средний
Направление изгиба
вверх
Детали
Профили и коробки
ТУРБО2плюс 62.25-2
Bending length max
2540 mm
Thickness max
2.5 mm / 13 ga
Programming
automatic
Automation
medium
Bending direction
up
Parts
Profiles and boxes
ТУРБОбенд
Bending length max
3150 mm
Thickness max
1.