Станок для проката профильной трубы: Станки для прокатки профильной трубы в России
alexxlab | 04.04.1985 | 0 | Разное
Станки для прокатки профильной трубы в России
- Главная
- Продажа
- Обработка и производство труб
- Станок для прокатки профильной трубы
Вы можете очень быстро сравнить цены станка для прокатки профильной трубы и подобрать оптимальные варианты из более чем 81543 предложений
JZ-L6011 Шлифовальный станок для прямоугольной профильной трубы
Состояние: Новый
· Станок предназначен для шлифования, полировки и обработки плоских листов и труб квадратного или прямоугольного сечения, а также различных мелких металлических деталей.· Ширина…
30.08.2022 Москва (Россия)
Станок зачистной для профильной трубы СЧТ-2ВА
Состояние: Новый
Станок зачистной предназначен для механической обработки наружных поверхностей профильных труб от ржавчины.
23.08.2022 Старый Оскол (Россия)
100
Обжимной станок для профильной трубы
Состояние: Новый Производитель: Собственное производство (Россия)
В наличии
Станок обжимной для профильной трубы (15*15, 20*20, 25*25).Обеспечивает возможность изготовления соединения “профиль в профиль”.Регулировка глубины, угла обжимаемой части. Регулировка положения…
16.09.2022 Череповец (Россия)
51 000
Трубогиб профильной трубы TВ-1 250
Состояние: Новый Производитель: Интех (Россия)
В наличии
Характеристики:Габаритные размеры:400х200х400 мм 2 Ведущих ролика с насечкой,закалены Количество подшипников:7 шт(закрытые) Привод на два ролика:да, цепь Материал винта: сталь СТ-45, резьба усилена. ..
..
05.03.2019 Тверь (Россия)
18 990
Трубогиб профильной трубы TВ-10 Горизонтальный усиленный
Состояние: Новый Производитель: Интех (Россия)
В наличии
Характеристики:Габаритные размеры: 1000х800х1100 мм Вес: 330 кг Ведущий ролик – 2 Кол-во подшипников – 7 шт Редуктор – 110 габарита Эл. двигатель – 3 кВтСтанок используется для прокатки профильной…
05.03.2019 Тверь (Россия)
147 990
Трубогиб профильной трубы TВ-3 Ручной
Состояние: Новый Производитель: Итех (Россия)
В наличии
Характеристики:Габаритные размеры: 600x250x450 мм Вес: 47 кг 2 Ведущих ролика:с насечкой,закалены Количество подшипников:7 шт(закрытые) Регулировка ширины:да, стопорные кольцаПривод на 2 ролика:да,. ..
..
05.03.2019 Тверь (Россия)
22 990
Трубогиб профильной трубы TВ-4 Электрический
Состояние: Новый Производитель: Интех (Россия)
В наличии
Характеристики:Габаритные размеры: 500х300х400 мм Вес: 31 кг Ведущий ролик – 2 Кол-во подшипников – 7 шт Редуктор 50 габарита эл. двигатель 0.25 кВтСтанок используется для прокатки профильной трубы…
05.03.2019 Тверь (Россия)
32 990
Трубогиб профильной трубы TВ-5 Электрический
Состояние: Новый Производитель: Интех (Россия)
В наличии
Характеристики:Габаритные размеры: 600x300x1100 мм Вес: 45 кг Ведущий ролик – 2 Кол-во подшипников – 5 Редуктор – 50 габарит Эл. двигатель – 0. 25 кВтСтанок используется для прокатки профильной…
25 кВтСтанок используется для прокатки профильной…
05.03.2019 Тверь (Россия)
39 990
Трубогиб профильной трубы TВ-6 Электрический
Состояние: Новый Производитель:
В наличии
Характеристики:Габаритные размеры: 750x500x450 мм Вес: 75 кг Кол-во подшипников – 7 Редуктор – 63 габарит Станок используется для прокатки профильной трубы по радиусу труба до 60х40х2 мм, полоса…
05.03.2019 Тверь (Россия)
54 990
Трубогиб профильной трубы TВ-7 Электрический эконом
Состояние: Новый Производитель: Интех (Россия)
В наличии
Характеристики:Габаритные размеры: 600х400х450 мм Вес: 61 кг Кол-во подшипников – 7 шт Редуктор – 63 габарита Эл. двигатель – 0.55 кВтСтанок используется для прокатки профильной трубы по радиусу…
двигатель – 0.55 кВтСтанок используется для прокатки профильной трубы по радиусу…
05.03.2019 Тверь (Россия)
44 990
Трубогиб профильной трубы TВ-9 ГоризонтальныйСостояние: Новый Производитель: Интех (Россия)
В наличии
Характеристики:Габаритные размеры: 1200х800х1250 мм Вес: 215 кг Ведущий ролик – 2 (с насечкой, закалены) Кол-во подшипников – 7 шт Редуктор – 90 габарита Эл. двигатель – 2.2 кВтСтанок используется…
05.03.2019 Тверь (Россия)
89 990
Трубогиб профильной трубы ТВ-3 ручной
Состояние: Новый Производитель: Россия
В наличии
Станок используется для прокатки профильной трубы по радиусу до 60x60x2 мм и 50х50 мм, полосы 60×8 мм, пруток 20 мм . .Характеристики:Габаритные размеры 600x250x450 ммВес42,5 кгВедущий ролик2…
.Характеристики:Габаритные размеры 600x250x450 ммВес42,5 кгВедущий ролик2…
19.09.2022 Москва (Россия)
22 050
Трубогиб профильной трубы ТВ-4
Состояние: Новый
Станок используется для прокатки профильной трубы по радиусу до 50х25х1,5 мм, полосы 50х8 мм, пруток 16 мм. Комплектуется стопорными кольцами для фиксации профиля. Станок идет под напряжения…
20.09.2022 Казань (Россия)
Электрический трубогиб профильной трубы ТВ-5
Состояние: Новый
Станок используется для прокатки профильной трубы по радиусу до 50x25x2мм, полоса 50х4 мм , пруток 16 мм. Полезная ширина роликов 52мм. Минимальный радиус гиба профильной трубы 20х20х2мм -125мм….
20.09.2022 Казань (Россия)
Электрический трубогиб профильной трубы ТВ-6Состояние: Новый
Станок используется для прокатки профильной трубы по радиусу труба до 60х40х2 мм, полоса 60х8 мм, пруток до 20 мм и профильная труба 20х20х2мм минимальный радиус гиба 160 мм. Трубогиб в базовой…
Трубогиб в базовой…
20.09.2022 Казань (Россия)
Электрический трубогиб профильной трубы ТВ-6 220В
Состояние: Новый
Станок используется для прокатки профильной трубы по радиусу труба до 60х40х2 мм, полоса 60х8 мм, пруток до 20 мм и профильная труба 20х20х2мм минимальный радиус гиба 160 мм. Трубогиб в базовой…
20.09.2022 Казань (Россия)
Ручной трубогиб профильной трубы TВ-1/200
Состояние: Новый
Станок идеально подходит для прокатки профильной трубы в кольцо и маленький радиус. Технические характеристики ручного трубогиба профильной трубы TВ-1/200 Габаритные…
20.09.2022 Казань (Россия)
Ручной трубогиб профильной трубы TВ-1/250
Состояние: Новый
Станок идеально подходит для прокатки профильной трубы в кольцо и маленький радиус. Технические характеристики ручного трубогиба профильной трубы TВ-1/250
Габаритные…
Технические характеристики ручного трубогиба профильной трубы TВ-1/250
Габаритные…
20.09.2022 Казань (Россия)
Трубогиб профильной трубы ТВ-3
Состояние: Новый
Станок используется для прокатки профильной трубы по радиусу до 50x50x2 мм , полосы 60×8 мм, пруток 20 мм. Технические характеристики трубогиба профильной трубы ТВ-3…
20.09.2022 Казань (Россия)
Линию по производству профильной трубы 40х20мм
Состояние: Новый Производитель: РФ (Россия)
В наличии
Часть линии для производства профильной трубы 40х20мм Только!!! формирующий и калибрующий стан: состоят из 6 горизонтальных роликовых клетей и 6 вертикальных Приводная система: формующий и. ..
..
03.11.2016 Нижний Новгород (Россия)
550 000
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по станку для прокатки профильной трубы почти как на Авито и TIU
Видео станка для прокатки профильной трубы
Ручной станок для проката профильной трубы в Комсомольске-на-Амуре: 249-товаров: бесплатная доставка [перейти]
12 493
16380
Трубогиб ручной Гиббон ПРО + набор роликов для круглых труб/ Профилегиб станок профильной трубы и труб Цепной привод Цельная сварная рама Валы параллельны
В МАГАЗИНЕще цены и похожие товары
 mds.yandex.net/get-mpic/4303532/img_id4817642792890576821.png/300×300″>
mds.yandex.net/get-mpic/4303532/img_id4817642792890576821.png/300×300″>10 661
15990
Трубогиб Гиббон PRO ручной станок для профильной и круглых труб Тип: Трубогиб ручной, Размер: Длина
В МАГАЗИНЕще цены и похожие товары
 mds.yandex.net/get-mpic/5362248/img_id5693283780311235439.jpeg/300×300″>
mds.yandex.net/get-mpic/5362248/img_id5693283780311235439.jpeg/300×300″>11 038
15380
Трубогиб ручной Гиббон ПРО + центробой/ Профилегиб/ станок для профильной трубы и круглых труб Цепной привод Цельная сварная рама Валы параллельны
В МАГАЗИНЕще цены и похожие товары
 jpeg/300×300″>
jpeg/300×300″>9 990
12490
Станок ручной для холодной ковки Улитка Гиббон/ гибки S элементов/ римских узоров/ прутков, полос и усиленных профильных труб
В МАГАЗИНЕще цены и похожие товары
 jpg”>
jpg”>13 770
18370
Трубогиб ручной Гиббон Стандарт+ центробой+ набор валов/ Профилегиб станок для профильной трубы и круглых труб Цепной привод Цельная сварная рама Валы параллельны
В МАГАЗИНЕще цены и похожие товары
18 950
32990
Станок усиления профильной трубы СХК Гусиная лапка / Ручной блок для профиля Тип: Станок для
В МАГАЗИНЕще цены и похожие товары
 mds.yandex.net/get-mpic/5163819/img_id8191121278077527613.jpeg/300×300″>
mds.yandex.net/get-mpic/5163819/img_id8191121278077527613.jpeg/300×300″>PRIDE FACTORY / Трубогиб ручной Гиббон/ Профилегиб ручной цепной привод / станок для профильной трубы и круглых труб, PRIDE FACTORY
ПОДРОБНЕЕЕще цены и похожие товары
 yandex.net/get-mpic/5204675/img_id8262078277372235786.jpeg/300×300″>
yandex.net/get-mpic/5204675/img_id8262078277372235786.jpeg/300×300″>21 457
Станок усиления профильной трубы СХК Гусиная лапка / Ручной блок для усиления профиля
ПОДРОБНЕЕЕще цены и похожие товары
10 380
Трубогиб ручной Гиббон Стандарт+ центробой/ Профилегиб ручной/ станок для профильной трубы и круглых труб Цепной привод Цельная сварная рама Валы параллельны
ПОДРОБНЕЕЕще цены и похожие товары
 regmarkets.ru/listpreview/idata2/7d/7c/7d7cd12156d28a0242c6086c673a3587.jpg”>
regmarkets.ru/listpreview/idata2/7d/7c/7d7cd12156d28a0242c6086c673a3587.jpg”>8 490
17490
Трубогиб ручной Гиббон Стандарт Профилегиб станок для профиля и круглых труб/ Цепной привод удачный дома/ Валы строго параллельны.
В МАГАЗИНЕще цены и похожие товары
Трубогиб Sparta, 181255, до 15 мм, для труб из металлопластика и мягких металлов тип: профилегибочный станок, принцип работы: гидравлический, угол гибки: 180 °
ПОДРОБНЕЕЕще цены и похожие товары
 jpg”>
jpg”>14 326
18370
Трубогиб ручной Гиббон Про + центробой+ набор роликов / Профилегиб станок для профиля и круглых труб Цепной привод Цельная сварная рама Валы параллельны
В МАГАЗИНЕще цены и похожие товары
 jpeg/300×300″>
jpeg/300×300″>7 150
14900
Трубогиб для профильной трубы СХК Титан 50х30 / Профилегиб ручной Тип: Трубогиб ручной, Размер:
В МАГАЗИНЕще цены и похожие товары
 jpg”>
jpg”>10 770
12680
Трубогиб ручной УралМастер / Домашний профилегиб Для профильной трубы Тип: Трубогиб ручной, Размер:
В МАГАЗИНЕще цены и похожие товары
9 177
14340
Трубогиб Умелец-У-сн ИНТех / 2 ведущих вала с полезной шириной 62мм и насечкой Для профильной трубы до 60х40 Профилегиб ручной
В МАГАЗИНЕще цены и похожие товары
 mds.yandex.net/get-mpic/4828674/img_id5220394911434708518.jpeg/300×300″>
mds.yandex.net/get-mpic/4828674/img_id5220394911434708518.jpeg/300×300″>Трубогиб Удачный Лайт, прижимной винт с трапецеидальной резьбой, стопорная гайка, профилегиб ручной для проката профиля тип: профилегибочный станок, назначение: листы, принцип работы: ручной
ПОДРОБНЕЕЕще цены и похожие товары
 jpg”>
jpg”>8 278
13140
Трубогиб Умелец-У-гл ИНТех / 2 ведущих вала с полезной шириной 62мм Для профильной трубы до 60х40 Профилегиб ручной
В МАГАЗИНЕще цены и похожие товары
 jpg”>
jpg”>Трубогиб ручной УралМастер / Домашний профилегиб Для профильной трубы
В МАГАЗИНЕще цены и похожие товары
49 900
ТРУБОРЕЗ ДЛЯ ПРОФИЛЬНОЙ ТРУБЫ НАСТОЛЬНЫЙ, РУЧНОЙ
В МАГАЗИНЕще цены и похожие товары
 jpg”>
jpg”>Комплект сменных роликов для радиусной гибки из круглых и профильных труб
В МАГАЗИНЕще цены и похожие товары
Лекало для элементов ковки «волюта» и «завиток» из профильной трубы 25х25мм
В МАГАЗИНЕще цены и похожие товары
 jpg”>
jpg”>Мега-лекало «волюта» и «завиток» до 520 мм из профильной трубы 25×25
В МАГАЗИНЕще цены и похожие товары
49 540
ISITAN AB 38 Станок гибки и сопряжения труб ручной Назначение: профильные трубы, Принцип работы:
ПОДРОБНЕЕЕще цены и похожие товары
 jpg”>
jpg”>20 490
ИНТех TВ-1/200 Трубогиб профильной трубы Ручной Производитель: ИНТех, Назначение: полосы,
ПОДРОБНЕЕЕще цены и похожие товары
 ru/listpreview/images3/76/55/765577543408a5c6ec33f171cdfba77e.jpg”>
ru/listpreview/images3/76/55/765577543408a5c6ec33f171cdfba77e.jpg”>24 500
ИНТех ТВ-3 Трубогиб профильной трубы Ручной Производитель: ИНТех, Принцип работы: ручной,
ПОДРОБНЕЕЕще цены и похожие товары
 jpeg/300×300″>
jpeg/300×300″>217 000
МГ-0080-П-М Станок профилегибочный Тип: профилегибочный станок, Назначение: полосы, профильные
ПОДРОБНЕЕЕще цены и похожие товары
Трубогиб гиббон Тип: ручной, Материал обработки: сталь
ПОДРОБНЕЕЕще цены и похожие товары
 mds.yandex.net/get-mpic/5210364/img_id4475331769288840121.jpeg/300×300″>
mds.yandex.net/get-mpic/5210364/img_id4475331769288840121.jpeg/300×300″>12 990
ИНТех ТВ-2H Трубогиб профильной трубы Ручной Производитель: ИНТех, Назначение: полосы, профильные
ПОДРОБНЕЕЕще цены и похожие товары
 png/300×300″>
png/300×300″>44 116
Stalex W01-0.8х2050 Станок вальцовочный ручной Тип: вальцовочный станок, Производитель: STALEX,
ПОДРОБНЕЕЕще цены и похожие товары
 regmarkets.ru/listpreview/images3/54/c4/54c4c246af4b4aeb0cfbeca0de7ccea3.jpg”>
regmarkets.ru/listpreview/images3/54/c4/54c4c246af4b4aeb0cfbeca0de7ccea3.jpg”>16 995
СХК / Трубогиб для профильной трубы СХК Титан Цепной 60х40 / Профилегиб ручной, СХК Производитель:
ПОДРОБНЕЕЕще цены и похожие товары
24 990
ИНТех ТВ-1У Трубогиб профильной трубы Ручной Производитель: ИНТех, Назначение: полосы, профильные
ПОДРОБНЕЕЕще цены и похожие товары
 net/get-mpic/5302484/img_id6662509336302179290.png/300×300″>
net/get-mpic/5302484/img_id6662509336302179290.png/300×300″>Набор роликов для профильной трубы 25, 30 и 50 Сечение: прямоугольное / квадратное, Максимальный
ПОДРОБНЕЕЕще цены и похожие товары
 mds.yandex.net/get-mpic/5146425/img_id7778102223801381465.png/300×300″>
mds.yandex.net/get-mpic/5146425/img_id7778102223801381465.png/300×300″>32 990
ИНТех ТВ-3У Трубогиб профильной трубы Ручной усиленный Производитель: ИНТех, Назначение: полосы,
ПОДРОБНЕЕЕще цены и похожие товары
59 464
ISITAN AB 50 Станок гибки и сопряжения труб ручной Назначение: профильные трубы, Принцип работы:
ПОДРОБНЕЕЕще цены и похожие товары
Трубогиб ручной УралМастер / Домашний профилегиб / Для профильной трубы Назначение: профильные
ПОДРОБНЕЕЕще цены и похожие товары
69 990
Трубогиб профильной трубы ТВ-6(380В) ролики L60мм Назначение: полосы, профильные трубы,
ПОДРОБНЕЕЕще цены и похожие товары
Трубогиб ручной ТРП-3 три ручья профильная труба Назначение: полосы, профильные трубы, Принцип
ПОДРОБНЕЕЕще цены и похожие товары
16 990
ИНТех ТВ-2/60 Трубогиб профильной трубы Ручной Производитель: ИНТех, Назначение: полосы, профильные
ПОДРОБНЕЕЕще цены и похожие товары
109 293
Станок вальцовочный ручной настольный Stalex W01-1.5х1300 Производитель: STALEX, Принцип работы:
ПОДРОБНЕЕЕще цены и похожие товары
189 990
Электрический трубогиб профильной трубы ИНтех ТВ-9 Производитель: ИНТех, Назначение: полосы,
ПОДРОБНЕЕЕще цены и похожие товары
27 030
VISPROM T-60 Станок ручной трубогибочный Тип: профилегибочный станок, Назначение: профильные трубы,
ПОДРОБНЕЕЕще цены и похожие товары
16 990
Профилегиб ТВ-2/60 Назначение: полосы, профильные трубы, прутки
ПОДРОБНЕЕЕще цены и похожие товары
ИНТех Умелец-У-гл Трубогиб профильной трубы Ручной L60мм Производитель: ИНТех, Назначение: полосы,
ПОДРОБНЕЕЕще цены и похожие товары
15 990
ИНТех ТВ-2У Трубогиб профильной трубы Ручной усиленный Производитель: ИНТех, Назначение: полосы,
ПОДРОБНЕЕЕще цены и похожие товары
10 290
Трубогиб Умелец-У-гл ИНТех / 2 ведущих вала L92 с полезной шириной 62мм / Для профильной трубы до 60х40 / Профилегиб ручной
ПОДРОБНЕЕЕще цены и похожие товары
Трубогиб / Профилегиб ручной тигсон Удобный Стандарт Тип: профилегибочный станок, Назначение:
ПОДРОБНЕЕЕще цены и похожие товары
18 900
Ручной трубогиб для гибки профильных труб Назначение: полосы, профильные трубы, Принцип работы:
ПОДРОБНЕЕЕще цены и похожие товары
174 990
Электрический трубогиб профильной трубы ИНтех ТВ-9 Производитель: ИНТех, Назначение: полосы,
ПОДРОБНЕЕЕще цены и похожие товары
367 734
Станок гибочный RBM50_400V для профильной трубы Назначение: профильные трубы, Максимальный размер
ПОДРОБНЕЕЕще цены и похожие товары
ИНТех Умелец-У-сн Трубогиб профильной трубы Ручной L60мм Производитель: ИНТех, Назначение: полосы,
ПОДРОБНЕЕЕще цены и похожие товары
22 990
ИНТех ТВ-3 Трубогиб профильной трубы Ручной Производитель: ИНТех, Назначение: полосы, профильные
ПОДРОБНЕЕЕще цены и похожие товары
191 463
Станок гибочный RBM30_400V для профильной трубы Назначение: профильные трубы, Максимальная толщина
ПОДРОБНЕЕЕще цены и похожие товары
197 990
Электрический трубогиб профильной трубы ИНтех ТВ-10 Производитель: ИНТех, Назначение: полосы,
ПОДРОБНЕЕЕще цены и похожие товары
20 990
ИНТех TВ-1/250 Трубогиб профильной трубы Ручной Производитель: ИНТех, Назначение: полосы,
ПОДРОБНЕЕЕще цены и похожие товары
10 450
Трубогиб Умелец-У-сн ИНТех / 2 ведущих вала с полезной шириной 62мм и насечкой / Для профильной трубы до 60х40 / Профилегиб ручной
ПОДРОБНЕЕЕще цены и похожие товары
16 600
Ручной трубогиб профильной трубы ТВ-2/60 Производитель: ИНТех, Назначение: профильные трубы,
ПОДРОБНЕЕЕще цены и похожие товары
2 страница из 18
Станок для профильной трубы в Украине.
Сравнить цены и поставщиков промышленных товаров на маркетплейсе Prom.uaРаботает
Зачистной станок для профильной и круглой трубы | станок для очистки труб от ржавчины PsTech
Доставка по Украине
8 400 грн
Купить
PSTech™ Ukraine | ПСТ Украина
Работает
Станок для профильной резки труб Promotech PPCM
Под заказ
Доставка по Украине
Цену уточняйте
HYDROMARKET – Гидравлика на Тягачи и Самосвалы, Спецтехника и Робототехника
Работает
Ручной профилегибочный станок 3 в 1 ТУР 2 (торсион, улитка, трубогиб)
На складе в г. Золотоноша
Доставка по Украине
по 8 900 грн
от 2 продавцов
8 900 грн
Купить
BENDEX MACHINES
Работает
Трубогиб механический профилегиб ручной Икар
На складе в г. Золотоноша
Доставка по Украине
по 3 600 грн
от 2 продавцов
4 400 грн
3 600 грн
Купить
BENDEX MACHINES
Работает
Станок для очистки труб от ржавчины МЗ-3
На складе в г. Золотоноша
Доставка по Украине
по 15 000 грн
от 2 продавцов
15 000 грн
Купить
BENDEX MACHINES
Работает
Станок электрический для очистки труб от ржавчины МЗ-1
На складе в г. Золотоноша
Доставка по Украине
по 8 500 грн
от 2 продавцов
8 500 грн
Купить
BENDEX MACHINES
Работает
Станок электрический для очистки труб от ржавчины МЗ-2
На складе в г. Золотоноша
Доставка по Украине
9 300 грн
Купить
BENDEX MACHINES
Работает
Станок для очистки труб от ржавчины под дрель
На складе в г. Золотоноша
Доставка по Украине
4 200 грн
Купить
ПРОМЭКСПЕРТ
Работает
Станок электрический для очистки труб от ржавчины МЗ-2
На складе в г. Золотоноша
Доставка по Украине
9 300 грн
Купить
ПРОМЭКСПЕРТ
Работает
Трубогиб ручной для профильной трубы ППР 2
На складе в г. Золотоноша
Доставка по Украине
по 7 700 грн
от 2 продавцов
7 700 грн
Купить
ПРОМЭКСПЕРТ
Работает
Станок для лазерной резки листовой стали и труб с ЧПУ Yangli BL3015FT
Заканчивается
Доставка по Украине
1 317 932 грн
1 252 036 грн
Купить
Компания “КВРС”
Работает
Замок с ручками на ворота (для калитки) узкий в профильную трубу, польский №2 черный
На складе в г. Черновцы
Доставка по Украине
515 грн
Купить
Склад замков
Работает
Сверлильный станок для сверления труб Metallkraft RB 127
Доставка по Украине
34 293 грн
Купить
BanKa-ua
Работает
Замок на ворота (для калитки) узкий в профильную трубу JANIA 90 mm
На складе в г. Черновцы
Доставка по Украине
531 грн
Купить
Склад замков
Работает
Станок для холодной ковки витая труба | Станок для изготовления витой трубы PsTech
Под заказ
Доставка по Украине
7 600 грн
Купить
PSTech™ Ukraine | ПСТ Украина
Смотрите также
Работает
Трубогибочный станок электрический YG-26
Доставка из г. Киев
101 400 грн
Купить
ТД «Пневмо-комплект»
Работает
Трубогиб с выносными валами до 60х60 профилегиб для круглой и профильной трубы
Доставка по Украине
8 400 грн
8 000 грн
Купить
Azam Интернет-магазин
Работает
Станок для резки армирующего профиля и труб SDT 275
Доставка по Украине
113 560 грн
Купить
Компания “КВРС”
Работает
Metallkraft RB 127 | Сверлильный станок для сверления труб Metallkraft RB 127
На складе
Доставка по Украине
34 293 грн
32 369.61 грн
Купить
Магазин “СТАН МАШ” Официальный дилер TM: Holzmann, OPTImum, FDB Maschinen, Holzstar, Proma, Torin.
Работает
Станок для сверления труб Metallkraft RB 127/Сверлильный станок для труб
Доставка по Украине
34 293 — 45 290 грн
от 5 продавцов
34 293 грн
Купить
Компания “КВРС”
Работает
Станок для лазерной резки листовой стали и труб с ЧПУ Yangli BL4015FT
Заканчивается
Доставка по Украине
2 000 156 грн
1 900 148 грн
Купить
Компания “КВРС”
Работает
Станок для лазерной резки листовой стали и труб с ЧПУ Yangli BL4020FT
Заканчивается
Доставка по Украине
3 197 924 грн
3 038 028 грн
Купить
Компания “КВРС”
Работает
Карниз металлический однорядный Антик Рулло труба профильная 19мм кронштейн цылиндр (ползунок+зажым)
На складе
Доставка по Украине
964 грн
Купить
Мой Стиль – Карнизы для штор
Работает
Карниз металлический однорядный Антик Дуо труба профильная 19мм кронштейн цылиндр (ползунок+зажым)
На складе
Доставка по Украине
980 грн
Купить
Мой Стиль – Карнизы для штор
Работает
Карниз металлический однорядный Антик Люксор труба профильная 19мм кронштейн цылиндр (ползунок+зажым)
На складе
Доставка по Украине
1 087 грн
Купить
Мой Стиль – Карнизы для штор
Работает
Карниз металлический однорядный Антик Севилия труба профильная 19мм кронштейн цылиндр (ползунок+зажым)
На складе
Доставка по Украине
1 087 грн
Купить
Мой Стиль – Карнизы для штор
Работает
Карниз металлический однорядный Антик Борджеза труба профильная 19мм кронштейн цылиндр (ползунок+зажым)
На складе
Доставка по Украине
1 128 грн
Купить
Мой Стиль – Карнизы для штор
Работает
Станок для вырубки седловин труб Holzmann RAM 43
Под заказ
Доставка по Украине
13 178 грн
Купить
Станмастер
Работает
Отрезной ленточнопильный станок BS 220 по металлу для профильных заготовок
Доставка по Украине
от 62 073 грн
Купить
ТОВ “Камі-7”
Станок для проката профильной трубы своими руками
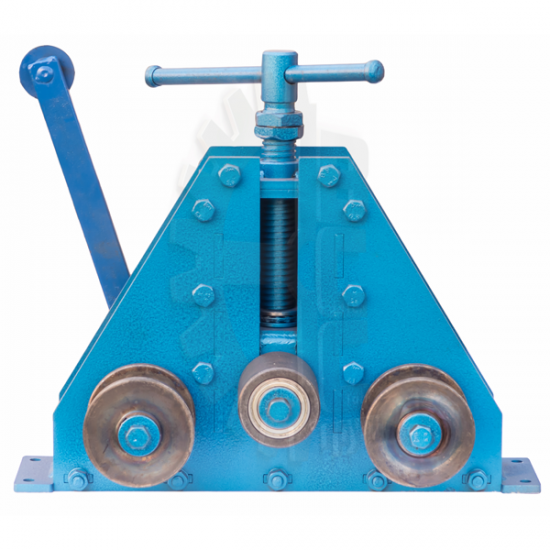
Агрегат для гибки металлического профиля, труб, прокатных погонных изделий разного сечения называется профилегиб. В зависимости от сложности поперечного сечения профиля применяются ролики с простой боковой поверхностью, или ее растачивают под уголок, двутавровую балку, швеллер, тавр. Это делается так, чтобы она повторяла вид сечения на торце обрабатываемого фасонного проката.
Принцип работы станка
- Прижимающий вал движется в направлении вниз. Схема с верхним расположением вала востребована при работе профилегибочного оборудования с электрическим управлением. В станках с домкратом такое направление перемещения рабочего вала используется редко.

- Рабочий вал движется снизу вверх, а боковые ролики закреплены в статической неподвижности. Такая схема используется в агрегатах с гидравлическими домкратами, перемена положения происходит при перемещении центрального валка.
Эти две рабочие схемы одинаково эффективны, хотя отличаются расположением рабочих и вспомогательных валов, а также типом прижимающего устройства.
Самодельный гибочный агрегат
В мастерской чаще всего конструируют и собирают профилегибочный станок своими руками. Чертежи делают для агрегата, рассчитанного на металлический профиль, который в сечении имеет диаметр 6 см и меньше, так как загибание мощного проката требует профессионального электрического гидропривода.
Выбор конструктивов и материалов
Материалы подбирают с учетом из работоспособности. Для основания берут балки, которые не выгнуты, ржавчина на них может занимать площадь не более 10%. Чтобы работу не пришлось прерывать на поиски недостающих материалов, готовят элементы заранее:
- подшипниковые узлы с запрессованными катающимися роликами;
- швеллер, его нужно брать № 100 или 80;
- монолитные валы из стали, диаметр которых не меньше 80 мм;
- прут из металла диаметром 12 мм;
- стальная полоса по толщине 5 мм и больше;
- велосипедная цепь или цепь ГРМ от «жигулевской» шестеренки;
- граверные и простые гайки, шайбы, болты М20, длина последних 60 мм.
Для изготовления станины режут два куска от швеллера длиной 20 см (для поперечных направляющих) и две заготовки по 70 см (для продольных стоек). На торцах двух последних заготовок формируют угол 70˚ с помощью болгарки.
Первоначальный этап
Чтобы установить подшипниковые узлы, вверху продольных стоек делают разметку отверстий для их крепления. Для этого применяют керн и отмечают, где будут располагаться болты. После этого подшипники убирают в сторону, а в отмеченных местах сверлят отверстия при помощи электрической дрели, используя сверло по металлу.
Размеры и местоположение боковых креплений на чертеже не отмечается, а выбирается по месту изготовления, эти параметры зависят от размеров валов, которые подготовлены для установки в конструкцию. Сквозные отверстия сверлят в креплениях, они предназначены для постановки вала. Края отверстий укрепляют дополнительными накладками, изготовленными из металлической полосы так, чтобы толщина прохода (стенки) была 10 мм.
От швеллера отделяют болгаркой кусок, равный ширине вала, его торцы формируют под 45˚. Он нужен для того, чтобы изготовить прижимной узел. Собирают остов для крепления вала из верхней перекладины и двух боковых стоек в виде буквы П. Оставшийся швеллер используют для вырезания двух отрезков по 50 см, чтобы изготовить направляющую конструкцию.
Основной цикл изготовления
Чтобы подготовить элементы, соединяемые с помощью болтов, от стальной полосы отрезают два куска. Их рассчитывают так, чтобы они свободно помещались в полость швеллера. Для болтов М12 в кусках пластин сверлят отверстия соответствующего диаметра, отступая от краев на расстояние 10 мм. Готовые детали помещают внутрь швеллера и приваривают.
Подготовленные продольные и поперечные части соединяют сваркой, получается станина профилегибочного станка. В процессе сборки в конструкцию из верха и двух боковин вставляют вал. К станине варят направляющие вертикальные отрезки швеллера, которые были подготовлены на начальном этапе сборки, по ним будет двигаться прижимной механизм.
В верхней части прижимного устройства сверлят отверстие 22 мм для болта М20. Конец болта свободно входит в отверстие, но не выпадает из него, для этого на конце делают напайку с помощью сварки. Направляющие для передвижения каретки делают их двух отрезков швеллера, длина заготовок равна расстоянию между полозьями. Отверстия в перекладинах выполняют точно, чтобы они совпадали с просверленными ранее в направляющих деталях прогонов. Отверстие в центре сверлят в соответствии с диаметром гайки, затем ее приваривают поверх.
Для крепления перекладины верха предусмотрено болтовое соединение, метизы вставляют в нее. Затягивают болты с применением граверных гаек. Сверху основания рамы крепят подшипниковые узлы, а на них располагают стационарные валы. Узлы подшипников закрепляют болтами через отверстия с применением граверных гаек.
Чтобы соединить ступицу с шестеренками, ее приваривают под цепью. Диаметр ступицы должен соответствовать этому размеру у шпиндельного вала. На ней проваривают выступ в виде борозды, а на поверхности вала протачивают проход в виде канавки, при установке они должны совпадать. Иногда в целях упрощения ступицы наваривают на вал. Затем шестерни надевают на шпиндели и закрепляют двумя гайками: контргайкой и основной.
Заключительные работы
В средней части направляющей балки, поставленной вертикально, под воротом приваривают ось для шестеренки и ворота. Работа выполняется со стороны установленных шестеренок. Ось располагается по отношению к направляющим так, чтобы цепь в случае необходимости можно было снять, а в рабочем положении она была натянутой.
К стальной полосе размером около 50 см приваривают пруток, который будет служить ручкой. Получается ворот, к которому со второго конца приваривают ступицу. Для ее изготовления берут остаток трубы, при этом получается, что диаметр ступицы равен внутреннему размеру шестеренок.
Шестерню напрессовывают на рукоятку ступицы, она служит для намотки цепи, для такой работы используют тиски. Чтобы ускорить процесс прессовки, разогревают шестеренку до 120˚, от этого посадочное отверстие расширится, а после надевания уменьшится, и шестерня получит плотную посадку.
Заканчивают сборку прижимного узла изготовлением своеобразной ручки, для этого на конце болта сверлят отверстие, куда вставляют отрезок металлического прутка. Перед тем как накинуть цепь на все три шестеренки, крепят ступицу на подготовленной заранее оси и затягивают контргайкой. Получается редуктор для того, чтобы передавать момент кручения от рукоятки.
После окончания работ станок окрашивают масляными составами для предупреждения ржавчины и коррозии от окружающей атмосферы. Те части агрегата, которые взаимодействуют между собой поверхностями или трутся в процессе работы, не окрашиваются.
Особенности чертежей
Перед тем как сделать профилегиб своими руками, чертежи, размеры просчитывают самостоятельно или берут из интернета или печатных изданий. В таком случае нужно основательно разобраться в конструкции, так как неудачные схемы приведут к расшатыванию станины со временем и нарушению заданных параметров изгиба профиля. Иногда неточно установленные валы способствуют выкручиванию профиля или получению угловатого радиуса.
По готовым чертежам можно делать станину, располагать валы, крепить направляющие полозья для каретки и готовить редуктор на валу. Для выбора поверхности валиков такие информационные схемы подходят только в том случае, если они предназначены для изгибания именно такого профиля, как у мастера. Но помимо конфигурации, прокатные балки отличаются размером сечения, толщиной полки и другими параметрами (достаточно обратиться к сортаменту). Чертеж без изменений можно применять только в случае, если он:
- не содержит ошибок технического характера, для этого нужно обратиться к опытному механику, он определит работоспособность выбранной схемы;
- техническая сторона описания разработана подробно, понятна сборка, чертеж снабжен обширной размерной сеткой, указаны все методы крепления, вычерчены сборочные узлы с разрезами и предусмотрено взаимодействие рядом расположенных элементов;
- конструкция станка не требует применения малоизвестных материалов и узлов, которые нет возможности купить или заказать.
На основе готовых чертежей мастер может исправить некоторые положения, подогнав схемы под индивидуальные условия. При выполнении сборочных схем обращают внимание на такие вопросы:
- конфигурация поверхности опорных и ответных роликов определяется с учетом формы фасонного сечения проката, а не только с размером на торце;
- некоторые виды проката, например, уголок или швеллер удачно гнется, если при установке в агрегат учитывается направление изгибания (полка располагается вниз или вверх).
Особенностью выбора боковой поверхности роликового диска является то, что требуется максимально уменьшить возможность вырывания профиля, его выкручивание, в результате не должно быть смятых полок. Это важно не только для мелкого сечения, но и крупные профили с толстыми полками не выдерживают нагрузки. Поэтому конструктиву бока ролика уделяют внимание при разработке.
Рекомендации по разработке боковых сторон
Профиля относительно простого сечения, например, квадратного или круглого (трубы) не требуют усложнения боковых плоскостей. В таком случае наружность выполняется плоской и ровной, а если гнут сложные сечения, то выбирают следующие решения:
- Круглая или овальная форма прутка диктует формирование на боковой плоскости ролика канавки или своеобразного желоба с сечением соответствующего вида.
- Для изгибания профиля прямоугольного или квадратного сечения без выступающих полок боковую наружность дисков делают правильной прямоугольной формы с бортиками. При этом толщина диска выбирается с учетом того, что наружные размеры проката точно входят во внутреннее пространство между бортами, которые прочно удерживают изделие.
- Если нужно гнуть уголок так, что у полученной арки внутренняя сторона профиля будет снаружи (гнутье по наружной стороне), то поверхность рабочего диска выполняется плоской, но ставится борт для удерживания. Опорный диск делается с плоской наружностью, а диски сдвигаются один от другого на расстояние толщины полочки уголка.
- В случае гнутья уголка по внутренней стороне, рабочий ролик изготавливается плоским, а борта предусмотрены на дисках стационарных валов.
- При изгибании швеллера ситуация почти аналогична варианту с уголком. Гнутье по наружной стороне требует выполнения борта на плоскости рабочего ролика, при этом стационарные диски делают плоскими. Обратное гнутье требует удерживающих бортов на опорных дисках, а рабочий выполняют с плоской наружностью.
- Для работы с двутавровой балкой поперечное боковое сечение рабочего и стационарных дисков делают по размеру таким, что соответствует внутреннему размеру между полками профиля. Торцы дисков должны плотно помещаться внутри двутаврового профиля и предупреждать его деформацию.
- Чтобы сделать арку из двутавровой балки, в которой снизу и вверху будут полки (гнутье поперек полок), требуется выполнить сложную конфигурацию на боковых плоскостях ролика, при этом на опорном и движущемся ролике выполняют по два борта.
Профилегибочный агрегат, универсальный для всех видов профилей, сделать не удастся. Вариантом для мастерской, которая предлагает гибочные услуги, станет изготовление отдельных комплектов из трех дисков, крепящихся к валам болтовым соединением и заменяющихся другими при необходимости.
В этой статье вы узнаете, как собрать оборудование чтобы гнуть трубы до такого радиуса
Здравствуйте. В этом обзоре расскажу о простых способах, используя которые можно сделать станок для проката профильной трубы. Способов будет два, а значит вы сможете решить, какой из них больше подходит вам в плане используемых материалов и набора необходимых инструментов.
Разумеется, в специализированных магазинах можно купить или заказать готовое оборудование для правильной деформации металлического профиля. Но, зачем покупать готовое оборудование, если цена того, что вы сможете собрать своими руками будет в разы доступнее.
Способ первый — сборка оборудования с ручным приводом
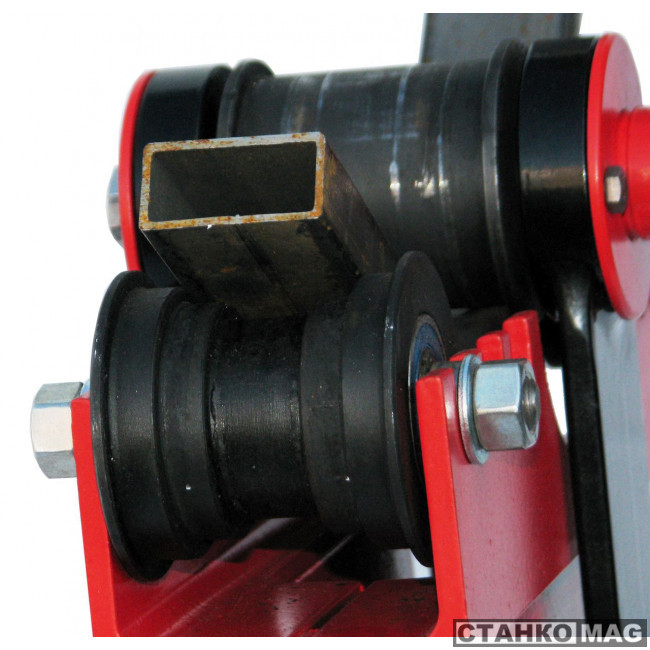
Прокатка труб через самодельный станок с ручным приводом
Для начала предлагаю узнать, как собирается станок для профильной трубы с ручным приводом подачи обрабатываемой детали.
В таком устройстве можно изготовить как не очень широкие ребра для постройки теплиц, так и более широкие детали для изготовления массивных металлоконструкций, например, элементов для сборки ангаров.
Конструкция оборудования проста, но в то же время эффективна. Нижние направляющие закреплены на подвижной станине, а верхние направляющие неподвижны.
За счет изменения угла между двумя частями станины изменяется положение нижних направляющих относительно верхних. В результате прокатывание трубы между направляющими вальцами, изменяется радиус сгиба.
Обрабатываемая заготовка приводится в движение ручным приводом, который раскручивает подающие вальцы. Для увеличения производительности процесса, обрабатываемая деталь приводится в движение не только воротом, но и дополнительно подталкивается или подтягивается за торец.
Технология сборки
Для сборки станка нам потребуются следующие материалы и комплектующие:
- Труба профильная с поперечным сечением 20×20 мм с толщиной стенки 2 мм;
- Швеллер 120×50 мм с толщиной стенки 8 мм;
- Уголок 60×60 мм;
- Уголок 40×40 мм;
- Подшипники (внешний диаметр 47 мм, внутренний диаметр 19 мм) — 2 шт. для монтажа ворота;
- Подшипники (внешний диаметр 35 мм, внутренний диаметра 17 мм) – 6 шт. для сборки боковых держателей;
- Шпильки с диаметром 16 мм;
- Труба круглая с внутренним диаметром 17-18 мм.
Из инструмента потребуется следующее:
- Сварочный аппарат;
- Болгарка с дисками для резки металла;
- Электродрель с набором сверл по металлу;
- Измерительный инструмент;
- Струбцины и тиски.
Перечисленные далее монтажные работы рекомендую выполнять на ровной, относительно горизонта поверхности. При сборке большинства узлов необходимо использовать уровень и отвес. Соблюдая эти нехитрые рекомендации, можно будет добиться того, что станок будет обеспечивать заданный радиус с обеих сторон обрабатываемой заготовки.
Инструкция монтажных работ следующая:
- Из трубы с сечением 40×40 мм нарезаем следующие детали: 2 куска по 70 см и 2 куска по 16 см;
Рамка для крепления направляющих с вальцами и воротом
- Из этих деталей свариваем прямоугольную раму, которая послужит основанием станка;
- Из трубы с сечением 40×40 мм нарезаем следующие детали: 4 куска по 27 см и 4 по 35 см;
- Из подготовленных деталей на уже сваренное основание привариваем вертикальные стойки и диагональные подпорки;
Сваренный из уголков туннель для установки подшипников
- Из уголка нарезаем 4 куска длиной 18 см, которые собираем в конструкцию с квадратным сечением по бокам и с вырезом в нижней части, где вал будет соприкасаться с обрабатываемой заготовкой;
Подшипники в туннеле
- Туннель под установку вала привариваем в верхней части вертикальных стоек;
- Из круглых труб изготавливаем ворот состоящий из рукояти длиной 50 см с поперечно приваренным валом;
Рукоять ворота с защитной металлической пластиной
Чем больше длина рукояти ворота, тем большее усилие можно будет приложить к рычагу, а значит, проворачивать привод станка будет проще.
- Для удобства применения по краям рукояти привариваем рога длиной 10 см;
- Из двух кусков листовой стали толщиной 3 мм вырезаем пластины со сторонами 60×60 мм;
- По центру заготовленных пластин высверливаем отверстие под вал ворота;
- С одной стороны каждой пластины привариваем обрезок трубы шириной 2 см в который свободно войдет вал ворота;
Ворот закреплён в подшипниках
- В полости приваренного туннеля привариваем два подшипника по одному с каждого края;
На фото- узел вблизи
- По бокам туннеля на саморезы крепим заранее приготовленные пластины, которые будут предохранять узел от загрязнения;
- Из швеллера нарезаем 2 куска длиной 35 см;
- Один из этих кусков привариваем к станине и к вертикальным опорам;
- Второй кусок швеллера посредством болтового соединения крепится к первому приваренному куску, так чтобы его можно было передвигать в вертикальной плоскости относительно приваренного швеллера на 90°;
- Посредине кусков швеллера ввариваются вальцы, закрепленные в подшипниках;
Подшипники и вальцы, зафиксированные в станине ограничителями, собранными из уголков
- Для большей прочности станка подшипники, одетые на вальцы, не просто привариваются к швеллеру, но и усиливаются конструкцией из кусков уголка.
- В нижней части подвижного швеллера снаружи приваривается перемычка из уголка с тем расчетом чтобы в неё утыкался домкрат;
- Для большего ресурса станка металлические поверхности можно окрасить в два слоя недорогой эмалью ПФ-115.
Комментарии к выполнению монтажа и последующей эксплуатации готового устройства
Станок в сборе после покраски
Для удобства работы на концы рукояти ворота можно одеть велосипедные резиновые грипсы. В результате крутить ворот с усилием будет не только проще, но и безопаснее.
Наибольшая производительность и точность сгиба будет обеспечена неподвижностью установленного станка. Добиться этого можно приварив станок основанием к металлическому столу. В качестве временного решения основание трубогиба можно крепить к неподвижному верстаку струбцинами.
Эксплуатация станка наиболее эффективна при использовании несколькими людьми, а именно — один крутит ворот, другой подает прямой профиль, третий принимает выгнутый профиль.
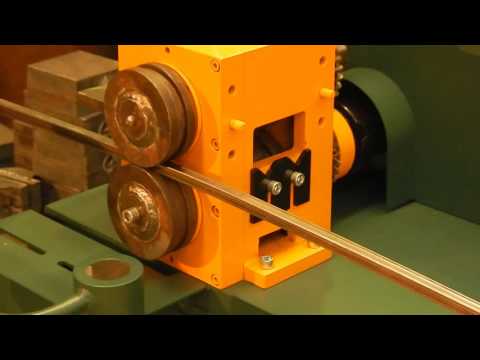
Способ второй — сборка станка с ручным и вспомогательным электрическим приводом
Прокатка профильной трубы с максимальным радиусом сгиба
Теперь, когда вы знаете как самому собрать ручной станок для прокатки труб, предлагаю ознакомиться с инструкцией изготовления аналогичного станка с электроприводом.
В таблице перечислены основные этапы изготовления трубогиба
Рассмотрим перечисленные в таблице этапы подробнее.
Для сборки станка потребуются следующие материалы и детали:
- Швеллер 120×50 мм с толщиной стенки 8 мм
- Каленный болт на ширину швеллера с гайками;
- Шестерня ГРМ от Жигулей;
- Поршневой палец от КАМАЗа;
- Металлический кругляк с диаметром 25 мм
- Подшипники
- Редуктор от болгарки или аналогичного по размерам инструмента.
Технология сборки
Инструкция изготовления трубогиба с совмещенным приводом следующая:
- Нарезаем швеллер на 3 части длиной 50 см, 40 см и 30 см;
- Швеллер 50 и 40 см привариваем боковинами;
- На швеллере длиной 40 см вырезаем технологическое прямоугольное отверстие под шестеренку привода;
Подвижная станина с прорезью под шестерни
- К торцу длинного швеллера привариваем петли и ось вращения с боковыми стопорами из гаек;
Ось вращения, изготовленная из каленного болта
- К оси вращения привариваем короткий кусок швеллера;
Металлический кругляк в полости поршневого пальца
- Из металлического кругляка, шестерни и поршневого пальца собираем два единых узла, как это показано на фото;
Соединение шестерни с поршневым пальцем
Шестерни изготовлены из чугуна, а поршневой палец из легированной стали.
- Из обрезков трубы изготавливаются обоймы, для подшипников, которые привариваются к станине;
Установка соосно расположенных вальцов
- Подшипники ввариваются в обоймы и уже в них крепятся ранее изготовленные вальцы с шестернями;
- На верхнем валу с противоположной стороны от шестерни приваривается рукоять ворота;
- На неподвижной станине по линии расположения шестерён крепим редуктор, например, от сгоревшей болгарки;
Уже установленный редуктор и ручной ворот
- Как показано на фото, на шестерни устанавливаем цепь ГРМ, так чтобы она проходила и через редуктор;
Если детали нарезали по указанным в инструкции размерам цепь ГРМ придется укорачивать. Сделать это несложно – из соединений впрессовываются соединительные штифты и звенья разъединяются. Укоротив цепь на нужное число звеньев, штифт устанавливается на место и спрессовывается.
- Теперь пробуем прокрутить рукоять ворота и в итоге видим, что вращаются вальцы и раскручиваются шестерни редуктора;
- Теперь через кусок шестигранника присоединяем шуруповерт или более мощную дрель к редуктору;
Шуруповерт раскручивает редуктор
- В итоге получаем устройство, в котором вальцы приводятся в движение рукоятью, но при изменении радиуса сгиба вращение можно усилить приводом дрели;
Применяя в качестве электропривода шуруповерт, выставляем пониженную передачу.
- Для подъёма подвижной части станины применяется гидравлический домкрат, который устанавливается под станину и утыкается в технологическое отверстие или в приваренный уголок.
При эксплуатации собранного станка рекомендую в ручном режиме гнуть трубы длиной до 2 метров. Более длинные заготовки лучше выгибать в режиме комбинированного привода.
Вывод
Разумеется, промышленный стан холодной прокатки труб будет на порядок мощнее и производительнее тех станков, о сборке которых вы узнали. Но, выгнуть детали для строительства теплицы или поликарбонатного навеса вы наверняка сможете.
Если есть опыт сборки более производительного оборудования для деформации профильной трубы, расскажите об этом в комментариях к прочитанному. Кстати, напоследок, рекомендую посмотреть видео в этой статье.
При изготовлении валют и завитков методом холодной ковки часто используется усиленный профиль квадратного сечения с толщиной стенок 1,5 мм.
Для того, чтобы усилить профтрубу в домашних условиях, пригодится компактный и практичный в использовании самодельный станок или, как его называет сам автор — блок усиления профильной трубы.
И первым делом автор купил в автомагазине две шестерни для коленвала привода ремня ГРМ с внутренним диаметром 22 мм. Исходя из размеров шестерней, нужно выточить на токарном станке (или заказать токарям) два вала.
Основные этапы работ
Для изготовления самодельного станка потребуется также четыре подшипника и обоймы под них, вырезанные из металлической трубы подходящего диаметра. Еще потребуется четыре отрезка шпильки М12 с гайками.
Также необходимо будет вырезать из куска металла толщиной 7-8 мм две пластины шириной 118 мм и длиной 142 мм. В них нужно просверлить отверстия ступенчатым сверлом диаметром 13 и 20 мм.
Далее к пластинам надо приварить обоймы для подшипников, а на валы насадить по два подшипника и по шестеренке. После этого можно приступать к сборке данного приспособления.
Подробно о том, как собрать самодельный станок для усиления профильной трубы, рекомендуем посмотреть в видеоролике на сайте.
Пластиковый кожух для стеклянных банок из ПЭТ-бутылок
Следующий пост
Как сделать бетономешалку из бочки на 200 литров
Комментарии
Рубрики сайта
- Авиация
- Авто и мото
- Армия и флот
- Археология
- Животные
- Здоровье
- Знаменитости
- Игры
- Интересное
- Интернет и компьютеры
- История
- Космос
- Криминал
- Кулинария
- Культура и искусство
- Мода и стиль
- Музыка
- Наука и технологии
- Новости
- Общество
- Охота и рыбалка
- Политика
- Природа
- Психология
- Путешествие и отдых
- Развлечения
- Религия
- Родноверие
- Рукоделие
- Сад и огород
- Самоделки
- Спорт
- Строительство и дизайн
- Тайны и мифы
- Экономика
- Юмор, приколы
- Песочница
Последние комментарии
Рис с овощами получается вкуснее всего, а так рецептики интересные, возьму на вооружение.
Таким талантливейшим людям можно носить всё что захочется, шорты как шорты, жарковато може.
Могли бы и домой забрать двух милых кисюков, что им жалко, тогда им было бы не до музея уж.
Сколько мне помнится, Кэтти почти всегда старалась зажигать в своих клипах, да и песнях то.
Молодцы ребята! Нашли работу по душе, что приличная редкость в наше время, всем бы так под.
Блонд точно не для меня: кожа довольно смуглая, глаза темные, и в сочетании со светлыми во.
Порой эмоции и впечатления, полученные от увиденного, берут над нами верх. Не осуждаю парн.
все верно cказано Ольгой -согласен.
Всё это обычное самовнушение. Дождитесь кровавой луны, попрыгайте возле кота и облейтесь с.
Деградация на лицо. Разрушаем свой же дом своими же руками. Этим толстосумам плевать, они .
Набирающие популярность
Шлифовальный станок (гриндер) для домашней мастерской
Как отмыть монтажную пену с рук, если нет растворителя
Как своими руками изготовить фрезерный стол в мастерскую
Как сделать столик со встроенной мойкой на улице
Простецкий «свисток» из дерева – мастер класс из детства: ребятишкам очень нравится
Информационно-развлекательный сайт «Лабуда» – это ежедневные, оперативные, актуальные, интересные новости и полезная информация из разных сфер жизни.
Полное или частичное копирование материалов сайта labuda.blog разрешается только при указании активной и индексируемой гиперссылки на источник публикации.
Правовая информация
Уважаемые авторы, помните, размещаемые вами публикации, не должны нарушать законодательство Российской Федерации и авторские права сторонних ресурсов.
*Экстремистские и террористические организации, запрещенные в Российской Федерации и Республиках Новороссии: «Правый сектор», «Украинская повстанческая армия» (УПА), «ИГИЛ», «Джабхат Фатх аш-Шам» (бывшая «Джабхат ан-Нусра», «Джебхат ан-Нусра»), Национал-Большевистская партия (НБП), «Аль-Каида», «УНА-УНСО», «Талибан», «Меджлис крымско-татарского народа», «Свидетели Иеговы», «Мизантропик Дивижн», «Братство» Корчинского, «Артподготовка», «Тризуб им. Степана Бандеры», «НСО», «Славянский союз», «Формат-18», «Хизб ут-Тахрир».
Профилегибочные станки | Kaast Machine Tools
Perfil Maquinas de Liar
Европейские профильные валки для тяжелых условий эксплуатации, угол 1–12 дюймов, немедленная доставка
Эти станки специально разработаны для круговой гибки металлических профилей, уголков, колец и труб и может работать как вертикально, так и горизонтально. Стандартный набор гибочных валков подходит для гибки квадратных, плоских, угловых и фасонных профилей. Кольцевой каток PBH также может быть оснащен специальными роликами для гибки труб и других круглых профилей. Возможна прокатка труб, колец и труб.
Позвоните нам по телефону (01) 33 5004 0789 или отправьте нам электронное письмо, и один из наших экспертов по изготовлению будет рад ответить на любые ваши вопросы и провести вас через весь процесс.
Узнать цену
4-валковый гидравлический профилегибочный станок
Угол 2–4 дюйма
Подробнее
Угловые ролики повышенной прочности
Уголок 6–12”
Труба 9–14”
Подробнее
Угловые ролики для тяжелых условий эксплуатации
Уголок 4–7 дюймов
Труба 5–8 дюймов
Подробнее
Угловые ролики для тяжелых условий эксплуатации
Уголок 2–3 дюйма
Труба 2,75–4 дюйма
Подробнее
Угловые ролики для средних нагрузок
Уголок 1–2 дюйма
Труба 2–3 дюйма
Подробнее
Отрасли трубопрокатной и трубопрокатной промышленности получат большую выгоду от покупки трубных и трубных валов Kaast. Kaast производит высококачественные трубные валки и трубные валки для производителей труб и труб по всему миру, а также предоставляет отличный сервис.
Наши угловые вальцы превосходят по своим характеристикам угловые вальцы других производителей, поэтому наши клиенты очень довольны приобретением угловых вальцов Kaast. В Kaast мы гордимся тем, что поставляем высококачественные трубопрокатные, трубопрокатные и угловые станки по очень конкурентоспособным ценам, уделяя внимание в первую очередь нашим клиентам.
Кольцегибочные станки для труб и труб состоят из 3 валков на отдельных валах, которые прокатывают трубу через валки, в то время как верхний валик оказывает давление на верхний валец, чтобы деформировать трубу. Кольцевалковые, трубогибочные и трубогибочные станки доступны с 2 или 3 приводными валками, с ручной или гидравлической регулировкой верхнего валка.
Кольцевая валковая гибка используется для гибки труб и трубок с большим радиусом осевой линии, т. е. с большими окружностями, а валковая гибка обычно используется для изготовления тентов, барабанных валков, каркасов для барбекю и других круглых изделий с большим радиусом центральной линии.
Ролики для труб имеют такое же расположение башмаков или матриц, что и гибочные станки, но имеют пару металлических роликов внизу. У них внутри шариковые подшипники, поэтому они плавно катятся. Верхний одиночный башмак закреплен на валу, поэтому он вращается вместе с колесом. По мере того, как вы пропускаете трубу, вы медленно формируете металлическую трубу в гладкую длинную кривую. Вы подаете трубу в машину и опускаете верхний ролик, протягивая ее.
Это медленный, преднамеренный процесс, при котором вы каждый раз регулируете валик вниз. На кривой, которую вы получите, не будет выпуклостей, потому что ролик раскатывает неровности, изгибая металлическую трубу. Сама труба на самом деле становится длиннее, когда вы пропускаете ее через ролик, в зависимости от изгиба, который вы делаете.
Совет по изгибу
Чтобы уменьшить радиус изгиба всего за один проход, сделайте следующее:
- Вставьте материал между валками и установите нижние валки по касательной (рис. 1)
- Профиль задом наперед (рис. 2)
- Немного приподнимите правый нижний ролик (рис. 3)
- Размер материала примерно 50/80 см. передний (рис. 4)
- Обратным вращением повернуть материал назад (рис. 5)
- Снова поднимите правый нижний ролик (рис. 6)
- Повторите начало изгиба, которое будет более заметно (рис. 7)
При необходимости повторите один или два раза, пока не получите нужный диаметр.
Чтобы получить полные круги с загнутыми концами, как показано на рис. 1, вместо этого можно сделать следующее:
- Отрежьте стержень, который необходимо согнуть, примерно на 10/20 см. длиннее: (рис. 2)
- Согните деталь до соединения концов (рис. 3)
- Обрежьте не загнутые концы (рис. 4)
- Проденьте кольцо между валками до соприкосновения концов (рис. 6)
В результате получится почти идеальный круг точного диаметра.
Рекомендуемые материалы для гибки
Все материалы могут быть согнуты на наших машинах, но результаты будут определяться их природой. Например, сталь стремится к исходному положению благодаря упругости.
Если сопротивление не будет равномерным, диаметр кругов будет неравномерным. Если размер стержня не является постоянным, полученные диаметры кругов также будут неправильными (даже если различия не превышают нескольких десятых миллиметра).
В случае угловых или других секций, требующих правки, коррекция может оказаться неравномерной, поскольку выпрямитель может оказывать слишком сильное или слишком слабое давление.
Насколько это возможно, заготовки должны быть чистыми, без ржавчины и масла и сухими. Наконец, мы рекомендуем использовать только прямые стержни, так как искаженные стержни могут перегибаться или недогибаться, что повлияет на результаты.
Подготовка заготовок
Все материалы, согнутые на ребро, и секции, имеющие кромку, изогнутую на ребро, предпочтительно должны быть скошены, чтобы облегчить вставку заготовки между роликами. Когда секции требуют выпрямления, а также сгибания, иногда требуется еще одна фаска, чтобы секция могла выйти из выпрямляющего станка.
Пример сечения с фаской
Т-образный профиль, подготовленный для гибки, с наружным фланцем.
Угловой профиль, подготовленный для гибки, с внутренней полкой.
Плоский профиль, подготовленный для гибки по кромке.
Угловой профиль, подготовленный для гибки с внешней полкой (обратите внимание на две фаски: большая для выхода из ролика, меньшая для выхода из выпрямителя).
Установка валков
Три валка наших гибочных станков имеют разные диаметры, маленький должен быть установлен на центральном валу (внутри изгиба), а два других на нижних валах.
Необходимо, чтобы валки были установлены на станке в правильном положении в соответствии с типом профиля, который вы собираетесь сгибать.
Это предотвратит чрезмерные усилия и ненужное скручивание. При гибке обычных профилей, таких как Т-образное железо или угловое железо, ножка на краю никогда не должна касаться шпонки, установленной на приводном валу.
Если вы хотите получить лучший результат гибки, вставьте прокладку между двумя полувалками точной толщины и диаметра, чтобы поддерживать изогнутую ногу кромки.
Кроме того, необходимо внутри закругленных стенок профилей найти вал с закругленным углом при изгибе.
При секционной гибке канавка валка должна иметь ширину, равную толщине профиля, который должен быть слегка прижат.
При гибке плоского проката на кромке канавка верхнего валка должна быть предварительно подготовлена на 2-3-4 мм. больше толщины материала.
Общие инструкции по гибке
Ниже приведен рекомендуемый порядок работы на гибочном станке:
- Вставьте шину между валками слева направо и убедитесь, что канавки совмещены. Во время этой операции валки должны находиться в состоянии покоя, не прогибая секции.
- Воздействуйте на левый маховик, удерживая прут между валками, чтобы прут находился в горизонтальном положении, и поддерживайте его подставкой.
- Снимите стержень и поверните правый маховик, чтобы получить расчетную правильную настройку для нужного радиуса.
- Запустите двигатель и подведите секцию к валкам (слева направо). Три ролика будут тянуть заготовку вперед и перемещать ее без необходимости ручного вмешательства. Если этого не происходит, то либо валки расположены слишком близко, либо фаска недостаточно длинная. Однако вы можете преодолеть эту трудность следующим образом.
- Опускайте правый рулон до тех пор, пока участок не согнется (не беда, если немного) на длину около 15 см. Включите реверсивный механизм, переместите заготовку назад и поднимите правый валок. Выполните гибку еще раз и при необходимости повторите эту операцию до тех пор, пока пруток не войдет в валки в требуемом положении. Позиции 4 и 5 являются излишними при использовании гидравлических моделей.
Как получить нужный диаметр
№Подготовьте три или четыре размера заготовки для гибки длиной около 40–50 см. Вставьте один в машину и выполните пробный изгиб.
Возможны два результата:
- Радиус правильный: проблем нет, можно продолжать работу.
- Радиус слишком широкий или слишком узкий: соответствующим образом откорректируйте правый рулон и вставьте другой урезанный размер; повторяйте тест, пока не получите желаемый радиус.
Для этих испытаний используйте прямолинейные размеры в разрезе; никогда не используйте согнутые детали и не выпрямляйте согнутые детали.
Повторяем, что точность и непрерывность по радиусу зависит только от ровности и однородности заготовки. Поскольку это иногда трудно сделать, изогнутые детали должны подвергаться последовательной коррекции.
Гибка плоских секций в положении «на ребро»
Чтобы получить маленькую окружность, мы предлагаем сделать на заготовке соответствующую фаску. Рулоны должны быть установлены в соответствии с позициями, показанными на рисунках A, B, C и D, в зависимости от качества, размера материала и желаемого диаметра.
Обратите внимание;
- Рис. A: подходит только для толстых профилей.
- Рис. B: подходит только для плоских, высоких и тонких профилей.
- Рис. C: в этом положении показаны валки, установленные для получения кругов малого диаметра.
- Рис. D: этого положения следует избегать, так как окружные скорости валков имеют очень разные значения: в точках контакта с профилем.
Если при сгибании возникают вибрации, предлагаем снять шпонку с одного из трех роликов; лучше с правого нижнего.
В случае рис. а, б, в паз верхнего валка должен быть урегулирован на 2-3-4 мм. больше толщины материала. Это значение обратно пропорционально радиусу изгиба.
Гибка секции плоская на плоскую
Валки должны находиться в нормальном положении, при этом диски каждого валка должны быть состыкованы друг с другом.
В случае непрерывной работы мы рекомендуем оснастить машину роликами, имеющими канавку такого же размера и глубины, как и сгибаемый участок. В этом виде работ неполностью согнутые концы могут вызвать некоторые трудности. Это неудобство можно устранить несколькими способами в зависимости от случая. Пожалуйста свяжитесь с нами.
Гибка квадратных профилей
Установите валки в нормальное положение, как указано выше (поз. 2).
В случае непрерывной работы рекомендуется оснастить машину валками, имеющими канавку такого же размера и глубины, как и сгибаемые участки.
Для получения малых кругов необходимо снять фаску с заготовки, чтобы было легче вставить ее между валками (вышеописанная операция не требуется для гидравлических моделей).
При гибке квадратных профилей, если станок слишком шумный, это происходит из-за того, что скорости обода не соответствуют внутренней и внешней окружностям круга в работе. Чтобы преодолеть эту трудность, предлагаем установить на верхний вал машины валок меньшего диаметра, то есть пропорционального внутренней и внешней окружностям круга. Можно даже избежать вибраций, сняв ключ с одного из трех роликов, возможно, с нижнего правого ролика.
В случае поз. 3, при очень малых радиусах изгиба предлагаем использовать верхний валок с канавкой 2-3-4 мм. больше толщины профиля.
Это значение обратно пропорционально радиусу изгиба.
Гибка круглых профилей
Лучше, если станок будет оснащен валками, имеющими канавку, соответствующую диаметру гнутого прутка; как на круглых трубах. (поз. 11).
При необходимости сгибать круглые профили нескольких размеров, чтобы сэкономить деньги, мы можем поставить 2 ролика с V-образным пазом, как показано на рисунке ниже.
Изгиб L-образной или угловой стойки наружу
Как уже было сказано, секция должна быть вставлена между валками слева направо и в конечном итоге снята фаска (стр. 3).
Валки должны быть установлены, как показано на рис. а. Нормальные закрытые валки будут установлены на центральном валу, а открытые валки – на боковых валах, следя за тем, чтобы радиальный угол соответствовал внутреннему радиусу сечения.
Чтобы настроить рулон таким образом, прочтите рекомендации, приведенные выше в разделе «Настройка рулонов».
Для всех асимметричных профилей в целом и угловых профилей в частности необходимо использовать выпрямители для исправления перекручивания, которое могло произойти при изгибе (рис. b).
Стандартные выпрямителииспользуются для положения выступа наружу фланца.
Левый выпрямитель необходимо выровнять с заготовкой или хотя бы слегка прижать. Правильный выпрямитель должен выступать больше, то есть сильнее нажимать на секции до тех пор, пока не будет получена точная коррекция (рис. c).
Если возникают трудности с прохождением заготовки через правый выпрямитель, держите правый выпрямитель назад, ближе к станку и продвиньте его с помощью гаечного ключа, когда профиль достигнет, и преодолейте его. Другое скручивание можно легко отрегулировать, установив 2 фланца большего диаметра на нижние валки, чтобы поддерживать секцию сбоку. На рис. г показан дефект и его исправление.
В некоторых случаях можно отметить легкое уплощение в соответствии с согнутой на ребре ножкой. Чтобы избежать этого неудобства, необходимо вставить распорку толщиной с фланец и иметь такой диаметр, чтобы поддерживать его при изгибе. На рис. д показан дефект и его исправление.
Изгиб L-образной или угловой стойки в
Это одна из самых сложных гибочных работ, и машина должна быть оснащена дополнительными правильными станками, как показано на рисунке на стр. 19. Эти правильные станки поставляются только по запросу.
Валки должны быть установлены с учетом рекомендаций, приведенных выше в разделе «Установка валков»: распорка будет установлена на центральном валу с дополнительными выпрямителями и должна быть вставлена в канавку охватывающего вала. , как показано на рис. а.
Секция всегда должна вставляться между валками слева направо и в конечном итоге должна быть снята фаска (стр. 3).
Положение профиля по отношению к машине должно быть так, чтобы одна ножка была обращена к центральному валу, а другая — к машине.
В начале гибки будет замечено, что профиль выходит скрученным (рис. б): теперь необходимо опустить валок «С» и передвинуть вперед валок «D» до полного исправления перекоса (рис. на стр. 19).
После этой операции продолжайте сгибание и следите за тем, чтобы секция вышла точно под прямым углом (рис. c).
Еще одно скручивание иногда можно исправить, заменив стандартные валки на конические валки, избегая закрытия профиля на 90° и фланца большего диаметра, поддерживающего секцию сбоку. На рис. г показан дефект и его исправление.
В некоторых случаях можно отметить легкое уплощение на задней части среза, соответствующее ножке, подвергшейся краевому изгибу. Чтобы избежать этого неудобства, необходимо вставить прокладку толщиной с ножку и иметь такой диаметр, чтобы поддерживать ее при изгибе. На рис. д показан дефект и его исправление.
Гибка Т-образного сечения
Как обычно, мы должны учитывать правила, приведенные выше в разделах «Подготовка заготовки» и «Установка валков» .
Изгиб этой секции возможен в любом положении:
- Нога наружу, поз. 7
- Нога In, поз. 8
- Боковая ножка, поз. 25
Если требуется строгая прямоугольность между плоскосогнутой ветвью и плоскостью изгиба, необходимо установить на концах вала тяги натяжной растяжки. Они поставляются по запросу.
Изгиб U-образной секции — Ноги наружу поз. 9/ Ноги в поз. 10
Необходимо оснастить машину специально изготовленными валками с учетом размеров сечения. Для разрозненных работ можно использовать стандартные рулоны.
Изгиб U-образного профиля — Боковые опоры
Это одно из положений изгиба, которое требует большей мощности, чем другие, потому что момент сопротивления относительно этой нейтральной оси значительно увеличивается.
Можно использовать стандартные валки, но они должны быть установлены так, чтобы ответные валки располагались напротив станка, как показано на чертеже.
Основа П-образного профиля, загнутого по краю, опирается на валец.
Женский валик будет обращен тыльной стороной к ножкам профиля и будет служить направляющей.
Гибка круглых труб
Для такого рода работ особых сложностей нет. Однако на машине необходимо будет установить ролики, имеющие канавку, соответствующую диаметру изгибаемой трубы.
Возможно выполнение спиральных витков, шаг которых определяется перемещением правого валка при выходе материала.
Для получения рулонов с прямыми концами необходимо иметь модель с гидравлической регулировкой.
Гибка квадратных или прямоугольных труб
Необходимо оснастить станок валками, имеющими канавку, соответствующую внешним размерам изгибаемого профиля.
Как вы можете видеть на следующих рисунках, используя ролики, состоящие из нескольких колец, можно сгибать профили разных размеров, экономя на расходах.
Просмотреть кольцевые валки, угловые валки, профильные валки, трубчатые валки или Consigue una cotización
Валкогибочные станки | Элитные металлические инструменты
По категории
Способность сгибать металлические трубы является ключевым компонентом металлоконструкций, поскольку позволяет рабочим создавать именно то решение, которое им нужно для проекта. Вальцегибка, также известная как вальцовка, представляет собой непрерывную операцию гибки, при которой длинная полоса листового металла или труба формуется для получения желаемой кривизны. Профилирование предназначено для производства деталей постоянного профиля большой длины и в производственных количествах. Валкогибочный станок предназначен для гибки труб и труб, а также уголкового железа и твердых тел.
Elite Metal Tools предлагает широкий выбор вальцегибочных станков, в том числе ведущих брендов, таких как Ercolina, Baileigh и Eagle. Воспользуйтесь возможностью регулировать скорость роликов, чтобы получить идеальный угол для любого проекта. Нужен ли вам полный круг, тонкий изгиб или волна, вы сможете найти ручные или автоматические вальцегибочные станки для своего цеха. Elite Metal Tools также предлагает гибочные станки с автоматизированными возможностями, обеспечивающими воспроизводимую точность для работ, требующих больших объемов. Узнайте больше об этих машинах ниже или свяжитесь с нами напрямую, если у вас возникнут вопросы. Обязательно спросите о вариантах финансирования и доставки!
GMC Machinery, калибр 4 x 12, ручной гибочный валок для тяжелых условий эксплуатации PBR-0412
- Ручной маховик для перемещения гибочного валка
- Вместимость из мягкой стали: 4’ 3” x 12 Ga
- Емкость из нержавеющей стали: 4 фута 3 дюйма x 16 Ga
- Скорость валков: 20 футов/мин
9 950,00 $
От 323 $/мес.
Подробнее
GMC Machinery 50” x 16 Gauge 220V 1-Phase Powered Slip Roll PSR-5016-1PH
70085 Главный двигатель: 1,5 л.с., 220 В, 1 фаза3 950,00 $
От 128 $/мес.
Подробности
GMC Machinery 5′ x 3/16 дюйма Приводной валок для тяжелых условий эксплуатации PBR-05316E7 9080 9020
16 950,00 $
От 335 $/мес.
Подробнее
Станки Revolution 1,5 л.с.
25 895,00 $
От 512 долл. США/мес.
Подробнее
Ручной поворотный изгиб Ercolina CE40MR3
- Труба (макс.): 2 дюйма, ш. 40
- Угол (макс.): 2″ x 2″ x 1/4″
- Диаметр вала валка: 40 мм
- Скорость вращения вала: 10 об/мин
14 500,00 $
От 471 $/мес.
Подробнее
Радиус-гибочный станок Baileigh R-M7
- Ручная регулировка верхнего ролика
- Портативный
- Включает инструмент с наружным диаметром 1-1/2 дюйма
- Отлично подходит для декоративного применения, не предназначен для кругов
$ 1 164,50
$ 1 075,00
до 34 долл. США/месяц
Детали просмотра
Машина Bud’s HPR-4 Series 61 ”Hydraulic Plate 4. Управляем. Длина: 61,02 дюйма
58 495,00 $
От 1 157 $/мес.
Подробнее
Вальцегибочный станок для тяжелых условий эксплуатации Baileigh R-h500
- Гидравлическая регулировка валка 6
- Размер трубы: 12,75 дюйма (0,405) / мин. диаметр: 165,35 дюйма
- Размер трубы квадратного сечения: 8,66 дюйма (0,472 дюйма)
- Твердая круглая емкость Размер: 6,69 дюйма / мин. диаметр 66,92 дюйма
982 732,36 $
809 309,00 $
От $16 016/мес.
Подробнее
Станки Bud серии MPB Механический трубогибочный станок с валом 1 дюйм MPB 30
- Диаметр вала: 1 дюйм Ø
- Верхний вал: 5,83 дюйма Ø
- Нижний ролик: 4,65 дюйма Ø
- Скорость гибки: 118-235 дюймов/мин
8 295,00 $
От 269 $/мес
Подробнее
Станки Bud серии HPR-4 80-дюймовый гидравлический листогибочный станок с 4 валками, грузоподъемностью 0,24 дюйма HPR-4 2006
- Полезная длина: 80,71 дюйма
- Предварительная гибка (x1,5/x5): 0,16”/0,24”
- Прочность на изгиб (x1,5/x5): 0,24 дюйма/0,31 дюйма
- Мощность двигателя: 5,36 л. с.
71 495,00 $
От 1 414 $ в месяц
Подробнее
Кольцевой ролик Woodward Fab WFRP30
- Горизонтальное или вертикальное управление
- Шпиндели 30 мм
- 9 PRM Скорость
- 1-1/2 л.с.
$ 4,395,00
$ 4,125,00
до 134 долл. США/МО
Подробности просмотра
С Пункты HPR-4 Series 80 ”80” Hydraulic
58 695,00 долл. США
Всего 1 161 долл. США в месяц
Подробнее
Ручной вальцегибочный станок Baileigh R-M3
- Доступен большой набор дополнительных инструментов
- Идеально подходит для любого производственного цеха
- Ролик с металлическим кольцом
- Изготовлено с использованием только лучшей толстолистовой стали
314,50 $
295,00 $
Подробнее
Гидравлический вальцегибочный станок Baileigh R-H85
- Защита от перегрузки
- Гидравлические боковые угловые направляющие
- Три приводных ролика
- Доступно множество дополнительных наборов инструментов
$ 50,063,79
$ 41 229,00
до 815 долл. США/МО
Подробности просмотра
GMC Machinery 5 ’x hy” Начальная зажим 5,5 л.с.
24 850,00 $
От 491 долл. США в месяц
Подробнее
Гидравлический вальцегибочный станок Baileigh R-H65
- Двойной захват
- Гидравлический привод
- Гидравлические направляющие
- Двойной штифт / три приводных ролика
30 416,64 $
25 049,00 $
Всего от 495 $/мес.0007
- Полезная длина: 25,59 дюйма
- Предварительная гибка (x1,5/x5): 0,1”/0,12”
- Гибкость (x1,5/x5): 0,12”/3,5”
- Мощность двигателя: 1,48 л.с.
32 795,00 $
От 649 $/мес
Подробнее
Станки Bud серии HPR-4 50-дюймовый гидравлический листогибочный станок с 4 валками и мощностью 0,08 дюйма HPR-4 1202
с.42 795,00 $
От 846 $/мес.
Подробнее
GMC Machinery 2-дюймовый роликогибочный станок с приводным кольцом и угловым вальцом с гидравлическим верхним валком PRB-55H
- Диам. Ролика: 7,5 дюйма
- Диам. Вал ролика: 2 в
- Скорость ролика: 16 об/мин
- Поставляется с гидравлическим позиционированием верхнего ролика
9 850,00 $
От 320 $/мес.
Подробнее
Гибочный станок Eagle Roll CPS-35
- Гидравлическая регулировка, 3 приводных ролика
- 40 программ + 40 позиций Автоматическое управление повтором
- Большие светодиодные индикаторы высокой яркости
- Работает как в вертикальном, так и в горизонтальном положении
15 795,00 $
От 312 $/мес.
Подробнее
Гибочный станок Eagle Roll CP40-M
- Ручная настройка
- 2 приводных ролика
- Большие светодиодные индикаторы высокой яркости
- Основная рама из цельной стали
14 995,00 $
От 487 $/мес.
Подробнее
Birmingham 5′ x 9/32″ Гидравлические гибочные валки для тяжелых условий эксплуатации Single Pinch R-0570H 5’d Мягкая сталь Производительность: /32 дюйма (0,28125 дюйма)
42 525,00 $
31 995,00 $
От 633 $/мес.
970,21 $
865,00 $
Всего от 28 $/мес.
Подробнее
Станки Bud серии HPR-4 50-дюймовый гидравлический листогибочный станок с 4 валками и мощностью 0,39 дюйма HPR-4 1210
- Полезная длина: 50 дюймов
- Предварительная гибка (x1,5/x5): 0,31 дюйма/0,39 дюйма
- Гибкость (x1,5/x5): 0,39”/0,47”
- Мощность двигателя: 5,36 л.с.
62 495,00 $
Всего от 1 236 $ в месяц
Подробнее
Главная | HAEUSLER AG – производитель круглогибочных станков
HAEUSLER
Гибочные станки
Эффективность.
инновационный. лучше.HAEUSLER — это не просто имя, HAEUSLER — это убеждение. Наши машины не только помогают вам быстрее достигать целей, но и отличаются легендарным качеством. Вот почему мы ежедневно стремимся не только удовлетворить высокие требования наших клиентов, но и превзойти их. HAEUSLER – Ваш партнер в области гибки.
Ветряные турбины
производства HAEUSLER
Дата: 27 – 30.09.2022
Booth: B7.629
DISCOVER MORE
HAEUSLER NEWS
EXHIBITION
WIND ENERGY
Hamburg Exhibition Centre, Germany
DISCOVER MORE
27.09.2022 – 30.09 .2022
EuroBLECH
Hanover Exhibition Centre, Germany
DISCOVER MORE
25.10.2022 – 28.10.2022
FABTECH
Atlanta, USA
DISCOVER MORE
08.11.2022 – 10.11.2022
ИНФОРМАЦИОННЫЙ БЮЛЛЕТЕНЬ
С 27 по 29 сентября 2022 года в Гамбурге, Германия, пройдет выставка WIND ENERGY. Мы также будем там и приглашаем вас посетить нас на нашем стенде.
ПОДРОБНЕЕ
Сердечно приглашаем вас на нашу внутреннюю выставку, которая пройдет с 18 по 20 октября 2022 года в Дуггингене. Мы использовали этап короны для решительного развития наших продуктов и проектов.
ПОДРОБНЕЕ
Полная автоматизация – высочайшее качество!
ПОДРОБНЕЕ
САМЫЕ ПОПУЛЯРНЫЕ ДОКУМЕНТЫ
Откройте для себя мир HAEUSLER. Все продукты, все услуги, проекты и многое другое.
Получите краткий обзор услуг и типов машин от HAEUSLER.
Откройте для себя новый 4-валковый круглогибочный станок HAEUSLER EVO.
Получите полный обзор наших услуг и продуктов в области гибки труб.
Следуйте за нами!
Чтобы держать вас в курсе актуальных тем, мы также представлены для вас в социальных сетях – следите за нами в наших социальных сетях и получайте информацию о нашей компании, продуктах, карьерных возможностях и выставках.
HAEUSLER FACTS
лет опыта
С момента основания HAEUSLER выступает за инновации и новаторский дух
Страны
HAEUSLER поставляет свою продукцию более чем в 100 стран мира
Актуальные темы
HAEUSLER
Обзор продукции
Откройте для себя мир HAEUSLER. Все продукты, все услуги, проекты и многое другое.
ИННОВАЦИЯ
Ветряная мельница HAEUSLER
Инновация для ветряных мельниц
С нашим обширным оборудованием для производства ветряных мельниц вы всегда найдете оптимальное решение. Эффективные машины, высокая производительность и комплексное обслуживание — вот что вы получаете с ветряными мельницами HAEUSLER. Узнайте больше о наших решениях для производства ветряных электростанций.
УЗНАТЬ БОЛЬШЕ
ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ
4-валковый круглогибочный станок VRM
Эффективный процесс гибки в деталях
От привода до эксплуатации и автоматизации – с помощью четких графиков и подробных пояснений вы узнаете все об эффективном процессе гибки с помощью VRM 4- круглая гибочная машина в нашей белой книге. Узнайте о бесчисленных преимуществах гибочного станка VRM.
УЗНАТЬ БОЛЬШЕ
ИННОВАЦИИ
HAEUSLER BENDtronic ГИБКА СТАНОВИТСЯ ДЕТСКОЙ ИГРОВОЙ
Революционная система BENDtronic® от HAEUSLER позволяет любому контролировать не только движения машины, но и сам результат гибки. Программное обеспечение имеет графическую поддержку и позволяет выполнять гибку за один или несколько проходов. Его также можно использовать для изделий любой формы, таких как цилиндры и трубы, овалы, резервуары или другие более сложные геометрические формы, вплоть до S-образных заготовок. BENDtronic® содержит различные вспомогательные инструменты, которые обеспечивают оператору оптимальную поддержку во время гибки.
УЗНАТЬ БОЛЬШЕ
WHITEPAPER
3-валковый круглогибочный станок HDR
Особенности и подробное сравнение
Благодаря своим особенностям, 3-валковый круглогибочный станок HDR имеет значительные преимущества в различных аспектах по сравнению с другими 3 -рулонные машины на рынке. В нашем всеобъемлющем техническом документе эти функции и преимущества показаны вам с помощью четких графиков. Узнайте об особенностях гибочного станка HDR.
УЗНАТЬ БОЛЬШЕ
ИННОВАЦИИ
Гибочные станки EVO
ЭВОЛЮЦИЯ ИЗГИБОВ
Низкие эксплуатационные расходы, повышенная производительность и простота использования: EVO обладает целым рядом замечательных преимуществ. Естественно, проверенное качество HAEUSLER – сделано в Германии.
УЗНАТЬ БОЛЬШЕ
Компания HAEUSLER имеет сертификат
в соответствии с DIN EN ISO 9001.
Наша надежная система управления качеством в соответствии с DIN EN ISO 9001 гарантирует нашим клиентам неизменно высокое качество продукции и услуг.
С лучшими рекомендациями
«СИЛЬНЫЙ ПАРТНЕР»
В компании HAEUSLER мы видим сильного партнера для нашей основной компетенции в производстве теплообменников из нержавеющей стали. Производственные требования согласованы друг с другом, и машины постоянно совершенствуются. От идеи до разработки, строительства и производства до обслуживания – мы получаем все из одних рук.
Франк Гессе, Viessmann, руководитель производства
ISITAN — Станки для обработки листового металла
Изготовлены в соответствии с Директивами ЕС по безопасности и имеют маркировку CE 2 приводных ролика Конструкция в виде пирамиды
Стандартные функции и характеристики
- Изготовлены в соответствии с Директивами ЕС по безопасности и имеют маркировку CE
- 2 приводных ролика
- Дизайн в виде пирамиды
- Нижняя подставка
- Набор стандартных роликов для труб 1 1/2”
- Ручная ручная регулировка верхнего гибочного ролика
Галерея
Модели и технические характеристики
Модель | Диаметр вала мм | Диаметр рулонов мм | Количество моторизованных роликов шт. | Мощность двигателя кВт | Масса машины без опций кг | Размеры машины мм |
|---|---|---|---|---|---|---|
| ЭТР-50 50 | 20 | 90 | 2 | 0,37 | 70 | 520x380x1350 |
Выберите модельETR-50 50
ОБЛАСТИ ПРИМЕНЕНИЯ
Аэрокосмическая и авиационная промышленность
На автомобильном оборудовании/цистернах
Силосы
Металлоконструкции
Оборонная промышленность
Изготовление металла
Сосуды под давлением
Трубопроводы
Строительство
Земля движется
Сельское хозяйство
Башни ветра
Городская инфраструктура и транспорт
Верфи
Позвольте вам позвонить
Профилегибочный станок, Профилегибочный станок с ЧПУ Цена / Производитель
Профилегибочный станок представляет собой специальное высокоэффективное технологическое оборудование для гибки различных профилей, таких как угловая сталь, швеллерная сталь, I-образная медь, плоская поверхность, квадратная труба, круглые трубы и т. д. Профилегибочный станок с ЧПУ может выполнять предварительную гибку и намотку концов различных профилей. He-образные и hu-образные заготовки широко используются в аэрокосмической, нефтехимической, гидроэнергетике, судостроении, автомобилестроении, машиностроении, стальных конструкциях. строительстве и других отраслях. Обзор конструкции профилегибочного станка для продажи. Машина представляет собой конструкцию регулировки дуги вниз, верхний вал ролика зафиксирован, а две нижние спицы соответственно совершают 35 линий подъемного движения вокруг центрального вала относительно вала верхней спицы. Его функция в основном состоит в том, чтобы предварительно согнуть конец профиля, а гибочный профиль сгибается и деформируется, и в то же время две нижние спицы также являются основными приводными валами, которые приводятся в действие гидравлическим двигателем, так что изогнутый и деформированный профиль прокатывается в форму. Чтобы предотвратить деформацию профиля в процессе гибки и повысить точность гибки профиля, добавлены два ролика и ролики, которые могут перемещаться вверх и вниз по вертикали, чтобы адаптироваться к профилю с различными характеристиками и разными радиусами изгиба.
Гибочный станок для 180-профилей представляет собой трехспицевый гибочный станок с регулировкой вниз. Кровать представляет собой конструкцию из стальных листов, обработанную для устранения внутренних напряжений. Передача основного отчета передается на мощность через гидравлическую систему через гидромотор, шестерни и звездочку для вращательного движения. . Два боковых ролика движутся по дуге вокруг центральной оси. Мощность, передаваемая гидравлическим двигателем и шестернями через гидравлическую систему профилегибочного станка, и главный упор вращаются одновременно. Опорные ролики устанавливаются на боковые колпаки так, чтобы опорный свод и боковые спицы делали одновременно. Движение по дуге для обеспечения точности катаного профиля. В зависимости от требований участка и профиля может устанавливаться вертикально или горизонтально.
Станок, произведенный заводом по производству профильных гибочных станков ezhong, представляет собой своего рода специальное высокоэффективное оборудование для производства металла для гибки угловой стали, швеллерной стали, двутавровой стали, плоской стали, квадратной стали, круглой меди и других специальных материалов. фасонная сталь. Круглый процесс. Этот гибочный станок имеет усовершенствованную конструкцию, надежен в работе, имеет небольшие размеры и обладает полным набором функций. В настоящее время это самое передовое профилегибочное оборудование в стране и за рубежом. EZHONG является профессиональным производителем профильно-гибочных станков, и у нас есть высококачественные профильно-гибочные станки для продажи. Пожалуйста, свяжитесь с нами, чтобы узнать цену на профильно-гибочный станок.
The Specification of CNC Profile Bending Machine
Bending Angle of copper | 80X10 Φ800 | 100X12 Φ1000 | 120X12 Φ1250 | 150X16 Φ1000 | 160×20 φ1600 | 200×20 φ3000 | 200×28 φ2000 | 1131200X281 Φ1800 | 200X281 Φ1800 | ||||
The inside of Angle steel | 80X10 Φ1000 | 100X10 Φ1000 | 100X12 Φ1250 | 130×15 φ1200 | 150×20 φ1600 | 180×16 φ3000 | 9000. 0006 200X20 Φ2000 | 200X281 Φ2000 | 200X281 Φ2000 | ||||
T beam | 80X9 Φ700 | 100X12 Φ800 | 120X13 φ1250 | 150×15 φ1200 | 160×20 φ1400 | 200×20 φ1600 | 61130 200X28 Φ1800 | 200X281 Φ1600 | 200X281 Φ1600 | ||||
T-shaped steel bend | 80X9 Φ1300 | 100X12 Φ1500 | 100×12 φ1500 | 130×15 φ1700 | 150×20 φ2000 | 180×18 0007 Φ2500 | 200X20 Φ2800 | 200X281 Φ2500 | 200X281 Φ2500 | ||||
Flat steel bending | 80X18 Φ800 | 100X25 φ700 | 120×25 φ1000 | 150×30 φ1000 | 175×40 φ1200 | 200X50 Φ2000 | 250X50 Φ1800 | 250X70 Φ1800 | 300X70 Φ2800 | ||||
Flat steel bending | 180X20 Φ500 | 200×35 φ600 | 250 x30 φ1000 | 250×40 φ1000 | 0x40 φ000 | 350X50 Φ900 | 400X60 Φ2000 | 450 X70 Φ1000 | 500X80 Φ1200 | 500X100 Φ1600 | |||
Square steel | 50×50 φ500 | 60×60 φ600 | 70×70 φ800 | 90×90 φ12007 | 90×90 φ12007 | 90×90 φ120070007 | 110X110 Φ1500 | 130X130 Φ1800 | 145X145 Φ2000 | 165X165 Φ2200 | 200X200 Φ2500 | ||
Round steel | φ60 φ600 | φ70 φ700 | φ80 φ800 | φ100 φ800 | φ100 0007 Φ1000 | Φ125 Φ1200 | Φ150 Φ1500 | Φ170 Φ1700 | Φ190 Φ1900 | Φ220 Φ2200 | |||
Round Трубка | φ76 φ700 | φ100 φ1100 | φ142 φ1800 | φ1707 φ1800 | φ1709 φ1800 | a. Φ2000 | Φ190 Φ2500 | Φ220 Φ3000 | Φ300 Φ4000 | Φ330 Φ5000 | Φ400 Φ6500 | ||
Square Трубка | 65 x 62) | 90x 52) | 100×6,52) | 120 x 82) | 150 x 82) | 150 x 82)0007 | 180X102) | 200X132) | 250X132) | 300X132) | |||
I-shaped copper | — | 100 Φ800 | 120 φ900 | 160 φ1100 | 200 φ1500 | 240 φ2000 | 240 φ2000 | 240 φ2000 | 240 φ2000 | 9 240 φ2000 | 2400007 φ2000 | 320 φ2200 | 500 φ3000 |
Канал Стала Outward Bending | |||||||||||||
. | 300×1003) 01100 | 3603) 01200 | 4503) *2000 | 5003) *2000 | 5003) *2000 | 5003).1130 5503) *2200 | 6003) 01500 | ||||||
Channel steel bend | 140X603) Φ800 | 160X653) Φ1000 | 200 X 753) Φ1000 | 300X1003) Φ1100 | 3603) Φ1400 | 4503) Φ3000 | 5003) Φ2000 | 5503) Φ2200 | 6003) Φ1500 | ||||
H-shaped steel | — | — | — | 120 Φ3500 | 180 φ4500 | 200 φ9000 | 220 φ9600 | 2407007 000 | 2407007 000 000 | 9 240977 000 000 | .320 Φ32000 | ||
— | — | — | 120 Φ2800 | 160 Φ3200 | 180 Φ4600 | 200 φ5200 | 220 φ5600 | 300 φ9600 | |||||
Модуля интерфейса | |||||||||||||
.0007 | 18-25 | 30-40 | 45-50 | 95-110 | 180-320 | 300-600 | 400-700 | 600-1000 | 900-1500 | ||||
Motor power | 5.1/5.5 | 11 | 11 | 15 | 30 | 37 | 64 | 67 | 67 |
Регуляция.
профильно-гибочный станок, который может одновременно выполнять функции скругления, дугообразования и скругления различных профилей. (Примечание: при высокой точности прокатываемого профиля необходимо подготовить специальную форму. Если точность снижена соответствующим образом, для завершения прокатки можно использовать обычную форму.) – Корпус станка для гибки профилей с ЧПУ использует стальные сварные детали, все из которых прошли отжиг и другие процессы термообработки. Это закрытая каркасная конструкция. Положение верхнего ролика фиксируется. Два нижних ролика могут двигаться по дуге вокруг неподвижного центра вращения. Все три ролика являются активными роликами. Его мощность обеспечивается гидромотором, который может вращаться как в прямом, так и в обратном направлении; подъем двух нижних роликов осуществляется с помощью гидравлического привода, что обеспечивает стабильную передачу, безопасность и надежность; опорные роликовые устройства с обеих сторон верхнего ролика полезны для контроля точности прокатки профиля. Два нижних ролика оснащены устройствами индикации.
– Трехвалковая система полного привода, верхние и нижние рабочие валки гидравлического профилегибочного станка имеют активные колпачки. Таким образом, можно избежать явления «отмены», которое может произойти во время процесса прокатки. Линейная скорость верхней и нижней рабочих спиц автоматически согласовывается гидравлической системой в процессе прокатки. Вращательное движение профилегибочного станка оснащено тормозным устройством для обеспечения точного позиционирования во время рабочей прокатки. Устройство работает плавно, а прокатка гибкая и надежная.
– Основной функцией гидравлической системы является управление вращательным движением верхних и нижних роликов, подъемным движением с обеих сторон и отслеживанием опорных роликов. Вся гидравлическая система имеет продуманную конструкцию, надежную работу и оснащена высокоточными фильтрами всасывания и возврата масла, обеспечивающими чистоту масла в системе. Группа клапанов цилиндра и гидравлический трубопровод используют быстроразъемные соединения, используемые в металлургических шахтах, и имеют надежные радиальные уплотнения, чтобы гарантировать отсутствие утечек во всей гидравлической системе. Все основные группы клапанов в гидравлической системе изготовлены из высококачественной продукции компании Northern Taiwan Precision Machinery. Насосы, масляные фильтры, двигатели и уплотнения производятся известными отечественными производителями со стабильной производительностью и надежным качеством. Все гидравлические компоненты тестируются и проверяются перед поступлением на завод производителя профилегибочного оборудования ezhong, чтобы заранее устранить скрытые проблемы.
Варианты профилегибочного станка для продажи
■Стальная конструкция станины и устранение напряжения.
■Специальный закаленный и отшлифованный вал.
■Мобильная консоль.
■Двунаправленный гидравлический боковой направляющий вал.
■Двухскоростная рабочая система.
■Стандартная ручная боковая опора 3+3.
■Продается специально разработанный профильно-гибочный станок коробчатого типа, верхний вал может двигаться вверх и вниз, а два нижних вала могут двигаться влево и вправо.
■Регулировка давления для тонких и высокоточных материалов.
■Плавная регулировка скорости.
■В соответствии с потребностями заказчика доступны различные типы труб, профилей и аксессуаров для балок HEB, IPN и UPN.
Примечания по безопасной эксплуатации профильно-гибочного станка EZHONG
1. Сначала закрепите верхнюю форму профильно-гибочного станка с ЧПУ так, чтобы центр тяжести формы и центр напора находились на прямой линии; плоскости верхней и нижней пресс-форм должны быть вплотную с равномерным зазором и проверить, чтобы верхняя пресс-форма имела достаточный ход.
2. Запустите профилегибочный станок, проверьте давление и проверьте, нет ли каких-либо отклонений от нормы, а также хорошая ли смазка. Для заготовок гидравлического профильно-гибочного станка, которые трудно извлечь из формы, добавьте немного смазки или смазочного масла, чтобы уменьшить трение и облегчить извлечение из формы.
3. Перед формальной гибкой профиля необходимо проверить соответствие номера и размера заготовки чертежу и наличие на заготовке заусенцев, влияющих на качество прессовки. Для больших партий заготовок должен быть установлен стопор, способный регулировать позиционирование, а при обнаружении отклонения положение стопора должно быть своевременно отрегулировано.
4. Запрещается брать и класть заготовку руками непосредственно на пресс-форму профильно-гибочного станка. Для более крупных заготовок их можно взять и поместить вне формы. Для заготовок меньшего размера, чем форма, следует использовать другие инструменты для их захвата и размещения.
Преимущества профилегибочного станка
Ось -3 приводится в движение гидравлическим двигателем и планетарным редуктором
Станина из стальной конструкции и устранение напряжения
Специально закаленный и отшлифованный вал
Стандартная закаленная форма (плоская сталь, угловая сталь, квадратная сталь и т. д. могут быть согнуты)
Мобильная консоль
Горизонтальные и вертикальные методы работы
Цифровой дисплей (3 группы)
Двунаправленный гидравлический боковой направляющий вал
Два скоростная рабочая система
Стандартная ручная боковая опора 3+3
Специально разработанная машина с коробчатым преобразованием, верхний вал может перемещаться вверх и вниз, а два нижних вала могут перемещаться влево и вправо
Регулировка давления для тонких и высокоточных материалов
Опционально
Бесступенчатая регулировка скорости
Гидравлическая опора -3+3
Автоматическое управление с ЧПУ
Различные типы труб, профилей и аксессуаров для балок HEB, IPN и UPN доступны в соответствии с потребностями клиента
С использованием цельной сварки стальных листов, толстые и красивые, хорошая стабильность
Профилегибочный станок изготовлен в соответствии со стандартами безопасности ЕС и имеет сертификат CE
Трубопрокатный станок с ЧПУ Гидравлический алюминиевый профильно-гибочный станок
Полный гидравлический профильно-гибочный станок серии W24S трубопрокатный станок станок
Стандартная спецификация:• 1 комплект стандартных закаленных и шлифованных роликов (специальная сталь)
• Все ролики Планетарный/редукторный – гидромотор с приводом
• 3-осевые закаленные боковые опоры вперед назад движение и механическое движение вверх-вниз и вправо-влево
• Боковые опоры подходят для гибки уголка внутрь-нога наружу
• Переносная панель управления
• Работа в горизонтальном и вертикальном положении
• Корпус изготовлен из стали со снятыми напряжениями
• Защита от перегрузок гидравлических и электрических систем
• Нижние валки с гидравлической регулировкой и цифровой индикацией
Рабочий процесс:
Шаг 1:
правый боковой валик в положении самое нижнее, левая сторона
ролик и основной ролик для плотного зажима заготовки.
Шаг 2:
правый боковой ролик медленно поднимите и начните катить. между основным роликом и левым боковым роликом.
шаг 3:
левый боковой ролик опускается, и в то же время правая сторона Подъем ролика. Подайте пластину в левый боковой ролик, три ролики начинают вращаться одновременно, и предварительная гибка реализуется между основным роликом и правым боковым роликом.
Шаг 4:
завершить предварительную гибку и прокатку.
Processing capacity:
Angle, inner bending | Max.section size | 70x8mm |
Angle , outer bending | Max.section size | 80x8mm |
Канал, внешний изгиб | Размер канала | 12# |
Канал, 7внутренний изгиб 1130 Размер канала | 12# | |
| Плоская изогнутая пластина | Макс. Размер сечения | 150×25 мм |
| Пластина, вертикальная гибка | Макс. Диаметр сечения. | 75×16 мм |
| Гибка труб | Макс. Размер сечения | 76×4,5 мм |
| Изгиб стержня | Макс. Размер сечения | 52 мм |
| Прямоугольный изгиб | Макс. Размер секции | 60×4 мм |
Main Technical parameters ,
Technical Parameter: | W24S | ||||||||||||
6 | 16 | 30 | 45 | 75 | 100 | ||||||||
ПРИМЕР ПРОФИЛЬ (MAX) | 6 | 16 | 30 | 45 | 75 | 100 | |||||||
Coiling Speed(m/min) | 6 | 5 | |||||||||||
Yielding Limit листа MATAL (MPA) | S = 250 | ||||||||||||
Профиль (MAX) MM | 40*5 | 70*8 9117 | 9 80130630630630630 | 0630630630 | 0000 870* | 9000 | 9 | 6 8 | 000790*10 | 100*10 | 120*12 | ||
Диаметр изгиба (мин) MM | 9007 | 3130771131111111111111111111111111111111111111111111111111111111111111111111111111111111111111ЕС1500 | 2000 | 2500 | |||||||||
Profile(Min)mm | 20*3 | 30*3 | 35*3 | 36*5 | 38*4 | 40*5 | |||||||
Bending diameter (Min)mm | 400 | 550 | 560 | 600 | 600 | 720 | |||||||
Profile(Max)mm | 50*5 | 80*8 | 90*10 | 100*10 | 120*12 | 140*16 | |||||||
Bending diameter (Min)mm | 800 | 1000 | 1100 | 1300 | 1600 | 1800 | |||||||
Profile(Mix)mm | 20*3 | 30*3 | 35*3 | 36*5 | 38*4 | 45*5 | |||||||
Bending diameter (Min)mm | 400 | 550 | 500 | 600 | 700 | 760 | |||||||
槽钢型号 | 8 | 12 | 16 | 20 | 25 | 28 | |||||||
Bending diameter (Min)mm | 600 | 800 | 800 | 1000 | 1100 | 1700 | |||||||
Материал | 8 | 12 | 16 | 12 | 16 | 12 | 16 | 0007 | 20 | 25 | 28 | ||
Bending diameter (Min)mm | 700 | 900 | 1000 | 1150 | 1600 | 1700 | |||||||
Профиль (макс). | 100*18 | 150*25 | 150*25 | 0006 180*25 | 200*30 | 220*40 | 250*40 | ||||||
Bending diameter (Min)mm | 600 | 700 | 800 | 900 | 1000 | 1200 | |||||||
Profile(Max)mm | 50*12 | 75*16 | 90*20 | 100*25 | 110*40 | 120*40 | |||||||
Bending diameter (Min)mm | 500 | 760 | 800 | 1000 | 1100 | 1300 | |||||||
Profile(Max)mm | 42*4 | 76*4,5 | 89*5 | 89*8 | 114*5 | 159*5 | |||||||
Diameter Diameter (MIN) MIN) MIN) MIN) MIN) MIN) MIN) MIN) MIN) MIN) MIN) MIN) MIN) MIN) MIN) MIN) MIN) MIN). | |||||||||||||