Станок радиально сверлильный гс545 – ГС545 станок радиально-сверлильный переносной описание, характеристики, схемы
alexxlab | 10.08.2019 | 0 | Разное
ГС545 станок радиально-сверлильный переносной описание, характеристики, схемы
Сведения о производителе радиально–сверлильного станка ГС545
Производитель радиально – сверлильного переносного станка модели ГС545 – Гомельский завод станочных узлов ГЗСУ, основанный в 1961 году.
В 1970 году завод приступил к изготовлению узлов к токарно-винторезным станкам: коробки подач и фартуки.
С 1976-1991 годы завод входил в состав Московского производственного объединения «Красный Пролетарий». В настоящее время ОАО «Гомельский завод станочных узлов» производит металлорежущие станки и комплектующие к ним.
Продукция Гомельского завода станочных узлов ГЗСУ
Радиально-сверлильные станки. Общие сведения.
Синонимы: radial drilling machine.
Перемещение по плоскости стола крупногабаритных и тяжелых деталей вызывает большие неудобства и потерю времени. Поэтому при обработке большого количества отверстий в таких деталях применяют радиально-сверлильные станки. При работе на них деталь остается неподвижной, а шпиндель со сверлом перемещается относительно детали и устанавливается в требуемое положение.
Сверлильные станки предназначены для сверления, зенкования, зенкерования, развертывания отверстий, для подрезания торцов изделий и нарезания резьб метчиками. Применяются они в основном в единичном и мелкосерийном производстве, а некоторые модификации этих станков — в условиях массового и крупносерийного производства.
Основными формообразующими движениями при сверлильных операциях являются:
- v – главное — вращательное движение
- s – движение подачи пиноли шпинделя станка
Кинематические цепи, осуществляющие эти движения, имеют самостоятельные органы настройки iv и is, посредством которых устанавливается необходимая скорость вращения инструмента и его подача.
К вспомогательным движениям относятся:
- поворот траверсы и закрепление ее на колонне
- вертикальное перемещение и закрепление траверсы на нужной высоте
- перемещение и закрепление шпиндельной головки на траверсе
- переключение скоростей и подач шпинделя
Основными узлами радиально-сверлильных станков являются:
- фундаментная плита
- колонна
- траверса (рукав)
- механизм перемещения и зажима рукава на колонне
- механизм перемещения и зажима шпиндельной головки на рукаве
- шпиндельная головка
Основными параметрами станка являются наибольший диаметр сверления отверстия по стали, вылет и максимальный ход шпинделя.
ГС545 радиально-сверлильный переносной станок. Назначение и область применения
Радиально-сверлильный переносной станок модели ГС545 предназначен для обработки отверстий в средних и крупных деталях в единичном, мелкосерийном и серийном производстве.
На станке можно выполнять: сверление, рассверливание, зенкерование, развертывание, нарезание резьбы и растачивание отверстий. Наиболее эффективно может быть использован при обработке отверстий, расположенных под углами в разных плоскостях крупногабаритных деталей, в инструментальных, ремонтных, экспериментальных, сборочных и производственных цехах.
Станок состоит из следующих основных узлов: основания, колонны, корпуса, рукава, каретки, сверлильной головки, механизма зажима колонны, системы подачи охлаждающей жидкости и электрооборудования.
Оригинальная конструкция радиально-сверлильного переносного станка модели ГС545 обеспечивает широкие возможности и позволяет:
- поворачивать сверлильную головку и рукав вокруг своих осей на 360°
- производить обработку отверстий в любой пространственной ориентации
- вести обработку отверстий, расположенных ниже уровня «пола»
- производить обработку отверстий в ограниченном пространстве
- станок является “переносным”, для переноса имеется рым-болт. Выставка станка относительно обрабатываемой поверхности осуществляется при помощи приставных винтовых опор. При стационарной установке винтовые опоры снимаются. станок устанавливается на фундаменте и закрепляется болтами М16 (4 шт.).
Класс точности станка Н по ГОСТ 8—77, ГОСТ 8—82.
Шероховатость обработанных поверхностей в зависимости от выполняемых работ R = 80-20 мкм.
Комплект поставки
Входит в комплект и стоимость станка ГС545:
- 545.0000.000 – станок радиально сверлильный в сборе ГС 545
- 6100-0142 – втулка ГОСТ 13598
- 6100-0144 – втулка ГОСТ 13598
- 6100-0145 – втулка ГОСТ 13598
- 7851-0012 – клин ГОСТ 3025
- 7811-0024 – ключ ГОСТ 2839
- 2К52-1.90.00000 – рукоятка поворота
- 2К52-1.89.10.000 – ключ для электрошкафа
- 007.2000.001 – ключ для сливных пробок
Поставляется по требованию заказчика за отдельную плату:
- 2К52-1.0000.011 – стол коробчатый съемный с комплектом деталей крепления
- 7200-0215 – тиски ГОСТ 16518 с комплектом деталей крепления
- 6150-7003
- Патрон сверлильный – ТУ РБ 00223728.021
- 045.0730.000 – патрон резьбонарезной с комплектом предохранительных головок М5…М12
ГС545 Общий вид переносного радиально-сверлильного станка
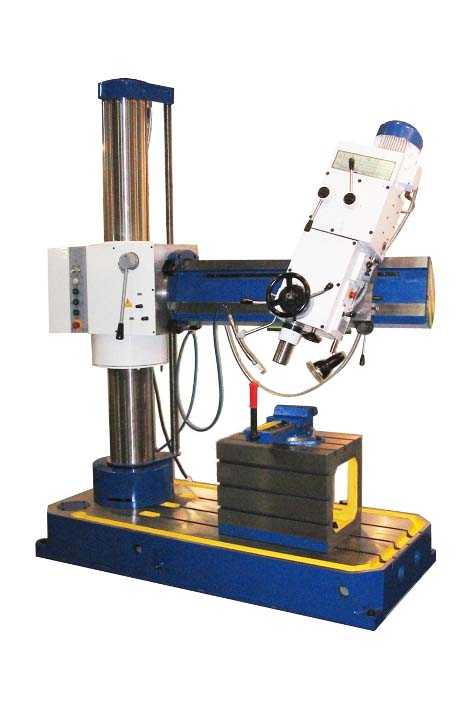
Общий вид и компоновка радиально-сверлильного станка ГС-545
ГС545 Расположение составных частей радиально-сверлильного станка

Расположение составных частей радиально-сверлильного станка ГС-545
Перечень составных частей радиально сверлильного станка ГС-545
- I – 545.0100.000 – Основание
- II – 545.0200.000 – Колонна
- III – 545.1800.000 – Электрооборудование
- IV – 545.0400.000 – Корпус
- V – 545.0700.000 – Рукав
- VI – 545.1000.000 – Сверлильная головка
- VII — Светильник
- VIII – 544.1200.000 – Охлаждение
Перечень органов управления радиально сверлильного станка ГС-545
- Толкатель конечного выключателя “ВВЕРХ”
- Рукоятка зажима-разжима корпуса на колонне
- Рукоятки переключения скоростей шпинделя
- Рукоятки переключения скоростей шпинделя
- Рукоятка переключения механической подачи шпинделя
- Хвостовик ручного поворота сверлильной головки
- Рукоятка зажима-разжима каретки
- Рукоятка включения вращения и реверса шпинделя
- Маховик точной подачи шпинделя вручную
- Маховик перемещения сверлильной головки по направляющей рукава
- Рукоятки включения механической или ручной подачи шпинделя
- Кнопка включения упора лимба
- Рукоятка Фиксации лимба
- Кнопка блокировки выбивного устройства
- Хвостовик ручного поворота рукава
- Хвостовик ручного перемещения рукава по колонне
- Толкатель конечного выключателя “ВНИЗ”
- Кнопка “АВАРИЙНЫЙ СТОП”
- Кнопка включения перемещения рукава “ВНИЗ”
- Кнопка включения перемещения рукава “ВВЕРХ”
- Кнопка “ВКЛЮЧЕНИЕ ЭЛЕКТРОСХЕМЫ”
- Рукоятка вводного выключателя
- Место подвода электропитания
- Узел заземления
- Выключатель подачи СОЖ
- Сигнальная лампочка
ГС545 Кинематическая схема радиально-сверлильного станка

Кинематическая схема радиально сверлильного станка ГС-545
Кинематическая схема станка содержит семь кинематических цепей:
- Цепь вращения шпинделя
- Цепь подач шпинделя
- Цепь вертикального перемещения рукава по колонне
- Цепь перемещения сверлильной головки по рукаву
- Цепь поворота рукава вокруг горизонтальной оси
- Цепь поворота сверлильной головки вокруг горизонтальной оси
- Цепь зажима корпуса на колонне
Цепь вращения шпинделя. Вращения шпинделя от электродвигателя Ml передается через коробку скоростей на вал VI привода шпинделя. Передвижные блоки 14-17-18-19 и 5-6-7 коробки скоростей обеспечивают 12 ступеней частоты вращения шпинделя в диапазоне от 45 до 2000 об/мин.
Цепь подач шпинделя. Вращение от вала привода шпинделя VI через цилиндрические передачи 1-2 и 27-24, коробку подач, червячную передачу 33-32, зубчатое колесо 36 передается на рейку 37 пиноли шпинделя. Передвижные блоки коробки подач 22-23 и 28-29 обеспечивают четыре механические подачи 0,056; 0,1; 0,18; 0,32.
Включение механической подачи осуществляется рукоятками штурвального устройства в направлении “От себя”. Точная ручная подача осуществляется маховиком поз. 9 (Рис.2) при включении рукоятки подач поз. 5 в нейтральное положение, соответствующее положению “РАБОТА С РУЧНЫМ УПРАВЛЕНИЕМ”. Ручной подвод инструмента, а при необходимости и ручная подача, производится рукоятками поз. 11 штурвального устройства, при выключенной муфте А (Рис. 3).
Цепь вертикального перемещения рукава по колонне. Вертикальное перемещение рукава осуществляется от двигателя М2 через коническую пару 49-48 на винт подъема.
Изменение направления перемещения рукава производится реверсом электродвигателя.
Цепь перемещения сверлильной головки по рукаву. Перенесение осуществляется с помощью маховика, установленного на вал XIII.
Цепь поворота рукава вокруг горизонтальной оси. Поворот осуществляется посредством червячной передачи 47-44 при помощи рукоятки, устанавливаемой на квадратный хвостовик вала XXI.
Цепь поворота сверлильной головки вокруг горизонтальной оси. Поворот осуществляется в крайнем правом положении сверлильной головки посредством червячной передачи 34-35 при помощи рукоятки, устанавливаемой на квадратный хвостовик червячного вала 35.
Цепь зажима корпуса на колонне. Зажим осуществляется клеммой, сжимание-разжимание которой происходит тягами, соединенными с эксцентриковым валом XVIII, приводимым в движение рукояткой через зубчатые колеса 54, 53.
ГС545 Описание конструкции радиально-сверлильного станка
Механизм перемещения рукава по колонне. Механизм перемещения предназначен для механического подъема и опускания корпуса с рукавом по колонке. Привод осуществляется от электродвигателя И2 на коническую пару 49-48. Коническое зубчатое колесо 48 связано с гайкой, которая вращаясь по неподвижному винту 52, осуществляет вертикальное перемещение корпуса ВВЕРХ-ВНИЗ.Механизм перемещения предназначен для механического подъема и опускания корпуса с рукавом по колонке. Привод осуществляется от электродвигателя И2 на коническую пару 49-48. Коническое зубчатое колесо 48 связано с гайкой, которая вращаясь по неподвижному винту 52, осуществляет вертикальное перемещение корпуса ВВЕРХ-ВНИЗ.
Для точной выставки на заданную координату при горизонтальном положении шпинделя, необходимо ввести в зацепление зубчатое колесо 50 с колесом 51 при помощи рукоятки, установленной на хвостовик вала ХХI.
Механизм зажима корпуса на колонне. Зажим-разжим корпуса производится поворотом рукоятки 2 (Рис.2) в одну или другую сторону. Рукоятка с помощью конических колес 54-53 поворачивает рая XVIII, имеющий двойной эксцентриситет, под действием которого и происходит затягивание двух клемм корпуса.
Механизм поворота рукава вокруг горизонтальной оси.
ВНИМАНИЕ! Механизм является технологическим устройством и предназначен для установки рукава в транспортное положение и выверки шпинделя перпендикулярно плите.
Коробка скоростей. Вращение от электродвигателя М1 через зубчатые колеса 10, 11 и четырехвенцовый блок 14-17-18-19 передается на вал III. С вала III через зубчатые колеса 13 и 9 передается на вал IV. Далее через: трехвенцовый блок 5-6-7 вращение передается на полый вал VI, внутри которого проходит шлицевый хвостовик шпинделя.
В цепи главного движения имеется предохранительное устройство от перегрузок по крутящему моменту, настроенное на заводе-изготовителе на крутящий момент 180Нм.
Механизм подач. Вращение от шпинделя через зубчатые колеса передаётся на коробку подач.
Механизм подач состоит из червяка 33 получающего либо механическое вращение от вала IX . либо ручное от маховика точной подачи 9 при отключенной зубчатой муфте А (Рис.2). Червяк входит в зацепление с червячным колесом вала штурвального устройства.
В цепи подач имеется предохранительное устройство от перегрузок по осевой силе, настроенное на заводе-изготовителе на осевое усилие 12 кН. При перегрузке устройство срабатывает, на что указывает прощёлкивание муфты и прекращение отхода стружки с инструмента.
Для обеспечения нормального режима обработки необходимо устранить перегрузку (заточить инструмент, уменьшить подачу шпинделя).
Штурвальное устройство. Устройство представляет собой полый вал-шестерню XI вращающийся при включенной губчатой муфте А, несущей на себе червячное колесо 32. Бал-шестерня входит в зацепление с рейкой, нарезанной на гильзе шпинделя. Кроме того, на этом же валу находится спиральная пружина, уравновешивающая шпиндель и предотвращающая его от самопроизвольного опускания.
Ручная подача шпинделя осуществляется рукояткой 11 при отключенной зубчатой муфте А.
Механизм перемещения сверлильной головки по рукаву. Механизм (Рис.3) представляет собой вал XI, на одном конце которого насажен маховик на втором зубчатое Колесо 42, которое через паразитные шестерни 41 и 40 передает вращение зубчатому колесу 35, находящемуся в зацеплении с рейкой, закрепленной неподвижно на рукаве.
Шпиндель. Шпиндель предназначен для передачи вращения инструменту, установленному в его конусе.
Шпиндель снабжен безударным выбивным устройством для удаления инструмента из конического отверстия. Инструмент удаляется под действием кулачка на его хвостовик в крайнем верхнем положении шпинделя при вытянутой в крайнее положение кнопке поз. 14 (Рис.2).
ВНИМАНИЕ! ЗАПРЕЩАЕТСЯ работа при вытянутой кнопке блокировки выбивного устройства.
Механизм реверса шпинделя. Механизм предназначен для включения и останова Шпинделя, а также для изменения направления вращения. Изменение вращения осуществляется с помощью двух микропереключателей и кулачка, приводимого в движение рукояткой 8 (Рис.2).
Каретка и её зажим. Каретка предназначена для крепления и перемещения сверлильной головки по рукаву.
Перемещение сверлильной головки обеспечивается применением комбинированных направляющих качения и скольжения.
Зажим каретки на рукаве обеспечивается рукояткой 7 (Рис.2).
Система охлаждения. Система охлаждения предназначена для подачи охлаждающей жидкости в зону резания.
В Фундаментной плите расположен резервуар для охлаждающей жидкости, которая заливается через отверстие под крышкой в правой части плиты. Жидкость подается к сверлильной головке центробежным насосом, установленном на плите, по шлангу, подсоединенному к гибкой стойке с наконечником.
Направление подачи охлаждающей жидкости можно регулировать положением гибкой стойки, перемещая ее по высоте, с последующей Фиксацией штанги винтом, И изгибая в нужном направлении. После включения электронасоса пуск охлаждающей жидкости и регулирование потока осуществляется поворотом наконечника. Охлаждающая жидкость возвращается в резервуар по каналам плиты через отверстие, защищенное сеткой.
ГС545 Электрооборудование и электрическая схема радиально-сверлильного станка
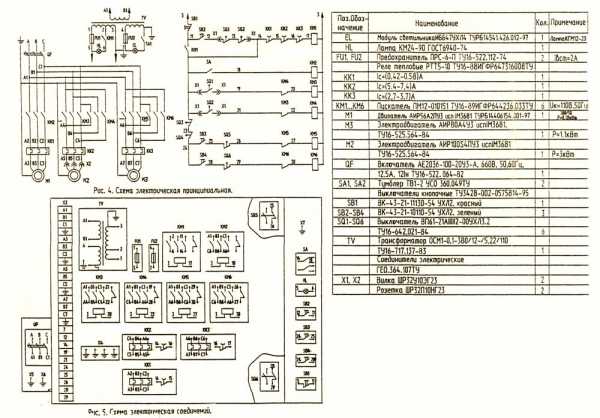
Электрическая схема радиально сверлильного станка ГС-545
ГС545 Подключение станка
При подключении станка необходимо убедиться в соответствии напряжения и частоты питающей сети электрическим параметрам станка, указанным в таблице, находящейся на двери электрошкафа.
Ввод проводов заземления и электропитания производится через: концевое соединение, установленное на левой боковой стенке злектрошкафа поз.23 (Рис.2) (вид со стороны электрошкафа). Подключение станка к питающей сети выполнить медным проводом сечением 1,5мм.
В случае необходимости выполнения заземления станка стальной шиной используется специальный болт, расположенный ниже вводного концевого соединения поз.24 (Рис.2).
ГС545 Описание работы электросхемы сверлильного станка
Работу на станке следует начинать в следующем порядке:
- рукоятку включения шпинделя установите в нейтральное положение
- поворотом рычага вводного автоматического выключателя произведите включение
- нажмите на толкатель кнопки SB2 для приведения в готовность электрической цепи управления станка. При этой загорается сигнальная лампа HL “Станок готов к работе”. Помните, что станок включается только в нейтральном положении рукоятки включения вращения шпинделя
- поворотом рукоятки “Включение шпинделя” на себя или от себя включите электродвигатель Ml привода шпинделя
- перемещение рукава вверх или вниз осуществляется при нажатии на толчковую кнопку SB3 или SB4
Для аварийной остановки станка следует нажать на красный, грибовидный толкатель кнопки SB1 или отключить вводной автоматический выключатель C1F. При этом гаснет сигнальная лампа ML
При установке на станок электронасоса его включение производится тумблером SA, расположенным на пульте управления.
На станке установлен светильник местного освещения.
Технические характеристики радиально сверлильного станка ГС545
| Наименование параметра | ГС545 | 2К522 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности станка | Н | Н |
| Наибольший условный диаметр сверления в стали 45, мм | 45 | 32 |
| Диапазон нарезаемой резьбы в стали 45, мм | М24 | М16 |
| Расстояние от оси шпинделя до направляющей колонны (вылет шпинделя), мм | 320..1100 | 300..800 |
| Наибольшее горизонтальное перемещение сверлильной головки по рукаву, мм | 780 | 500 |
| Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм | -60..1250 | -220..960 |
| Наибольшее вертикальное перемещение рукава по колонне (установочное), мм | 1060 | 930 |
| Угол поворота рукава вокруг колонны, град | 360 | 360 |
| Угол поворота головки вокруг горизонтальной оси, град | ±45 | 360 |
| Рамер поверхности плиты (ширина длина), мм | 760 х 1250 х 200 | 800 х 630 х 180 |
| Шпиндель | ||
| Наибольшее осевое перемещение пиноли шпинделя (ход шпинделя), мм | 250 | 250 |
| Частота прямого вращения шпинделя, об/мин | 45..2000 | 45..2000 |
| Количество скоростей шпинделя прямого вращения | 12 | 12 |
| Пределы рабочих подач на один оборот шпинделя, мм/об | 0,056; 0,1; 0,18; 0,32 | 0,056; 0,1; 0,18; 0,32 |
| Число ступеней рабочих подач | 4 | 4 |
| Наибольший допустимый крутящий момент на шпинделе, Н-м | 180 | 120 |
| Наибольшее усилие подачи, кН | 12 | 7 |
| Обозначение конца шпинделя | Морзе 4 АТ6 ГОСТ 25557 | Морзе 4 |
| Зажим вращения колонны | Ручной | Ручной |
| Зажим рукава на колонне | Ручной | Ручной |
| Зажим сверлильной головки на рукаве | Ручной | Ручной |
| Электрооборудование. Привод | ||
| Количество электродвигателей на станке | 3 | 3 |
| Электродвигатель привода главного движения, кВт | 3 | 1,5 |
| Электродвигатель привода перемещения рукава по колонне, кВт | 1,1 | 0,75 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,18 | 0,14 |
| Суммарная мощность установленных электродвигателей, кВт | 4,28 | 2,39 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 1800 х 925 х 2260 | 1480 х 940 х 1990 |
| Масса станка, кг | 1380 | 950 |
Связанные ссылки
Каталог радиально сверлильных металлорежущих станков
Паспорта к радиально сверлильным станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
| ПАРАМЕТР | ЗНАЧЕНИЕ |
|---|---|
| Максимальный диаметр сверления, мм. | 45 (сталь) |
| Наибольший диаметр нарезаемой резьбы | М25 (сталь) |
| Расстояние от оси шпинделя до направляющей колонны (вылет шпинделя), мм. | 320 – 1100 |
| Наибольшее перемещение сверлильной головки по рукаву, мм. | 780 |
| Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм. | 1250 ÷ (-60) |
| Наибольшее вертикальное перемещение рукава по колонне, мм. | 1060 |
| Ход шпинделя, мм. | 250 |
| Угол поворота рукава вокруг колонны, град. | 360 |
| Угол поворота рукава вокруг горизонтальной оси, град. | 360 |
| Угол поворота сверлильной головки вокруг горизонтальной оси, град. | ±45 |
| Размер рабочей поверхности плиты, мм. | 760 х 1250 |
| Количество Т-образных пазов | 3 |
| Ширина Т-образного паза | 18 |
| Расстояние между осями Т-образных пазов, мм. | 160 |
| Конец шпинделя | Морзе 4 АТ6 (ГОСТ 25557) |
| Диапазон частот вращения шпинделя, об./мин. | 45 – 2000 |
| Количество скоростей вращения шпинделя | 12 |
| Диапазон подач шпинделя, мм./об. | 0,056 – 0,32 |
| Количество подач шпинделя | 4 |
| Ход шпинделя на оборот штурвала, мм | 100,48 |
| Наибольший крутящий момент на шпинделе, Нм | 180 |
| Наибольшее усилие подачи, Н | 12000 |
| Отключение подачи при достижении заданной глубины сверления | ручное |
| Включение реверса при достижении заданной глубины резьбы | ручное |
| Зажим рукава на колонне | ручной |
| Зажим сверлильной головки на рукаве | ручной |
| Класс точности | Н |
| Точность отверстий после развертывания | Н9 |
| Шероховатость обработанных поверхностей, после развертывания, не более | Ra 2,5 |
| Точность нарезаемой резьбы | 7Н |
| Мощность привода главного движения, кВт | 3 |
| Напряжение питания, В | 380 |
| Габаритные размеры (LxBxH), мм. | 1800 х 925 х 2260 (2340 х 1120 х 2540 в упаковке) |
| Масса, кг. | 1480 (1700 брутто) |
belctanko.ru
|
ГС545 |
|
|
Наибольший условный диаметр сверления, мм в стали 45 |
45 |
|
Наибольший диаметр нарезания резьбы в стали 45 |
М24 |
|
Точность отверстий после развертывания |
Н9 |
|
Точность нарезаемой резьбы |
7Н по ГОСТ 16093 |
|
Вылет шпинделя, расстояние от оси шпинделя до образующей колонны (max/min), мм |
1100/320 |
|
Расстояние от торца шпинделя до рабочей поверхности плиты (max/min), мм |
1250/-60 |
|
Радиус сверления (расстояние от оси шпинделя до оси колонны, (max/min), мм |
1220/470 |
|
Суммарный угол поворота рукава вокруг колонны (вертикальная ось) |
360º |
|
Наибольшее вертикальное перемещение рукава по колонне, мм, не менее |
1060 |
|
Зажим на колонне |
ручной |
|
Суммарный угол поворота сверлильной головки вокруг горизонтальной оси |
±45º |
|
Наибольший ход головки по рукаву, мм, не менее |
780 |
|
Размер конуса шпинделя |
Морзе 4 АТ6 ГОСТ 25557 |
|
Число ступеней частот вращения шпинделя |
12 |
|
Пределы частот вращения шпинделя, об./мин. |
45-2000 |
|
Число подач |
4 |
|
Пределы рабочих подач, мм/оборот |
0,056; 0,1; 0,18; 0,32 |
|
Мощность привода главного движения, кВт |
3 |
|
Наибольшая суммарная мощность электродвигателя, кВт |
4,28 |
|
Род тока питающей сети |
380В, 3 фазы, переменный |
|
Класс точности станка ГОСТ 8-82 |
Н |
|
Габаритные размеры станка (ДхШхВ), мм, не более |
1800х925х2260 |
|
Масса станка (нетто/брутто), кг, не более |
1480/1700 |
|
Габаритные размеры упаковки (ДхШхВ), мм, не более |
2340х1120х2540 |
kpsk.ru
Паспорт ГС545 | Паспорта на станки
СОДЕРЖАНИЕ
- ОБЩИЕ СВЕДЕНИЯ
- ОСНОВНЫЕ ТЕХНИЧЕСКИЕ
- ДАННЫЕ И ХАРАКТЕРИСТИКИ
- Техническая характеристика
- Основные данные
- Техническая характеристика электрооборудования
- КОМПЛЕКТНОСТЬ
- УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ
- СОСТАВ СТАНКА
- УСТРОЙСТВО, РАБОТА СТАНКА И ЕГО СОСТАВНЫХ ЧАСТЕЙ
- Перечень органов управления
- Перечень графических символов
- Кинематическая схема
- Цепь вращения шпинделя
- Цепь подач
- Цепь вертикального перемещения рукава
- Цепь перемещения сверлильной головки по рукаву
- Цепь поворота рукава вокруг горизонтальной оси
- Цепь поворота сверлильной головки вокруг горизонтальной оси
- Цепь зажима корпуса на колонне
- Перечень элементов кинематической схемы
- Механизм перемещения рукава по колонне
- Механизм зажима корпуса на колонне
- Механизм поворота рукава вокруг горизонтальной оси
- Коробка скоростей
- Механизм подач
- Штурвальное устройство
- Механизм перемещения
- сверлильной головки по рукаву
- Механизм реверса шпинделя
- Каретка и ее зажим
- Система охлаждения
- ЭЛЕКТРООБОРУДОВАНИЕ
- Подключение станка
- Описание роботы электросхемы
- Система защиты
- электрооборудования и меры безопасности
- Блокировочные устройства
- СИСТЕМА СМАЗКИ 16
- Карта смазки 16
- Описание работы системы смазки
- Указания по эксплуатации
- системы смазки
- УСТАНОВКА СТАНКА
- СВЕДЕНИЯ О ПРИЕМКЕ
- ХРАНЕНИЕ
УКАЗАНИЯ ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ. ЭКСПЛУАТАЦИИ И РЕМОНТУ
Скачать Паспорт на станок радиально-сверлильный ГС545
pasportanastanki.ru
| ПАРАМЕТР | ЗНАЧЕНИЕ |
|---|---|
| Максимальный диаметр сверления, мм. | 45 (по стали 45, точность Н9 после развертывания) |
| Диапазон нарезаемой резьбы | до М24 (точность 7Н по ГОСТ 16093) |
| Конус шпинделя | Морзе 4 АТ6 |
| Расстояние от оси шпинделя до колонны, мм. | 320 – 1100 |
| Наибольшее перемещение сверлильной головки по рукаву, мм. | 780 |
| Наибольшее расстояние от торца шпинделя до плиты, мм. | 1250 / -60 (ниже плоскости плиты) |
| Угол поворота вертикальной фрезерной головки в продольной плоскости, град. | +/- 45 |
| Наибольшее вертикальное перемещение рукава по колонне, мм. | 1060 |
| Угол поворота рукава вокруг колонны, град. | 360 |
| Ход шпинделя, мм. | 250 |
| Количество скоростей вращения шпинделя | 12 |
| Диапазон частот вращения шпинделя, об./мин. | 45, 63, 90, 125, 180, 250, 355, 500, 710, 1000, 1400, 2000 |
| Наибольший крутящий момент на шпинделе, Нм | 180 |
| Количество подач шпинделя | 4 |
| Диапазон подач шпинделя, мм./об. | 0,056; 0,1; 0,18; 0,32 |
| Наибольшее усилие подачи, Н | 12000 |
| Диаметр колонны, мм. | 220 |
| Зажим рукава на колонне | ручной |
| Зажим головки на направляющих рукава | ручной |
| Размер рабочей поверхности плиты, мм. | 1250 x 760 х 206 |
| Количество Т-образных пазов | 3 |
| Ширина Т-образного паза | 18 по ГОСТ 1574-75 |
| Расстояние между осями Т-образных пазов, мм. | 160 |
| Производительность системы охлаждения, л/мин | не менее 3 |
| Мощность привода главного движения, кВт | 3 |
| Установленная суммарная мощность, кВт | 4,28 |
| Класс точности | Н |
| Напряжение питания, В | 380 |
| Габаритные размеры (LxBxH), мм. | 1800х925х2260 |
| Масса, кг. | 1380 (1700 брутто) |
| Размер коробчатого стола, мм. | 360х500 (горизонтальная рабоч.пов-ть) 400х500 (вертикальная рабоч.пов-ть) |
eurostore.su
| Характеристика | ГС545 |
|---|---|
| Наибольший условный диаметр сверления, мм, в стали | 45* |
| Наибольший диаметр нарезаемой резьбы в стали | M24 |
| Вылет шпинделя (max/min), мм | 1100/320 |
| Расстояние от торца шпинделя до плиты (max/min), мм | 1250/80(80 ниже плоскости плиты) |
| Ход шпинделя | 250 |
| Суммарный угол поворота рукава вокруг колонны, град. | 360 |
| Угол поворота сверлильной головки, град. | (+/-)45 |
| Конус шпинделя | Морзе 4 |
| Размеры рабочей поверхности плиты, мм | 1250×760 |
| Размеры Т-образных пазов, мм | 18 |
| Количество ступеней частот вращения шпинделя | 12 |
| Частота вращения шпинделя, мин-1 | 45-63-90 125-180-250 355-500-710 1000-1400-2000 |
| Количество подач | 4 |
| Величина подач шпинделя, мм/об | 0,056; 0,1; |
| 0,18; 0,32 | |
| Мощность привода главного движения, кВт | 3,0 |
| Производительность устройства охлаждения, л/мин, не менее | 2,5 |
| Привод подъема рукава по колонне | электромеханический |
| ручной | |
| Размер съемного коробчатого стола, мм | 500x360x400 |
| Габаритные размеры станка (LxBxH), мм, не более | 1800x925x2260 |
| Масса, кг, не более | 1380 |
| Габаритные размеры упаковки (LxBxH), мм, не более | 2225x1025x2490 |
www.russtanko.ru
Cтанок радиально сверлильный ГС545 по низкой цене, описание с техническими характеристиками. Интервесп
- Предназначен для обработки отверстий в мелких и средних деталях.
Общая информация о радиально – сверлильном станке ГС545
Предназначен для обработки отверстий в мелких и средних деталях и позволяет выполнять:- сверление;
- рассверливание;
- зенкерование;
- зенкование;
- развертывание;
- нарезание резьб.
Рекомендуемый инструмент к станку
Преимущества Конструкция станка обеспечивает широкие возможности и позволяет: | |
Опции, описания
В станке имеется устройство подачи СОЖ в зону резания.
Область применения: мелкосерийное и серийное производство
Комплект поставки станков
| Станок в сборе | 1 |
| Входит в комплект и стоимость станка инструмент и принадлежности | |
| Втулки ГОСТ 13598-85 | |
| 6100-0142 | 1 |
| 6100-0144 | 1 |
| 6100-0145 | 1 |
| Клин 7851-0012 ГОСТ 3025-78 | 1 |
| Ключ 7811-0024 ГОСТ 2839-80 | 1 |
| Поставляется по требованию заказчика за отдельную плату | |
| Патрон сверлильный 6150-7003-03 ТУ2-035-5748301.146-90 | 1 |
| Тиски 7200-0215-02 ГОСТ 16518-96 | 1 |
| Патрон резьбонарезной 045.0730.000 с комплектом головок | 1 |
| Стол коробчатый съемный 2К522-1.0000.011 | 1 |
Технические характеристики радиально – сверлильного оборудования ГС545
| |||||||||||||||||||||||||||||||||||||||||||
Продажа радиально – сверлильного оборудования – пожалуйста, уточняйте наличие товара на складе. Информация о радиально – сверлильном станке размещенная на этом сайте не является публичной офертой.
Производитель оставляет за собой право изменять технические характеристики оборудования
Автор – ИНТЕРВЕСП,
дата публикации 23.12.2011 12:54, дата последнего изменения 24.09.2018 16:16.
intervesp-stanki.ru © 2002-2018 Все права защищены.
Публикация разрешена с письменного разрешения автора.
www.intervesp-stanki.ru