Сварка угольным электродом тонкого металла: Сварка тонкого металла электродом: ошибки, советы, оборудование
alexxlab | 01.05.2023 | 0 | Разное
Как сваривать тонкий металл графитовым электродом из батарейки своими руками
Мало кто знает, но из обычной солевой батарейки и источника постоянного тока на 15-20 А, можно сделать копеечный аналог TIG сварки. При помощи которого можно варить тонкий металл с присадочной проволокой, сваривать скрутки проводов, запаивать отверстия. Если брать конкретные примеры, то вполне можно осуществить качественный ремонт оторванного крыла велосипеда, пробитого глушителя мотоцикла, заварить дырки в кастрюле и отремонтировать тому подобные дефекты.
Понадобится
- круг стальной диаметром 25 мм и длиной около 30 см;
- болгарка;
- токарный станок;
- резьбонарезной инструмент;
- винт М4 с шайбой;
- болт М6 с гайкой и 2 шайбами;
- провод с сечением 16 мм.кв. – 50 см;
- оконцеватель провода – 2 шт;
- использованные солевые батарейки.
Сварочные электроды и проволока на АлиЭкспресс со скидкой – http://alii.pub/606j2h
Процесс изготовления держателя для сварки
С помощью болгарки отрезаем 30-35 см стального круга. Отмеряем 10 см от одного торца круга, и на токарном станке стачиваем этот отрезок до диаметра 10-15 мм. Из этой детали мы будем делать держатель.
Отмеряем 10 см от одного торца круга, и на токарном станке стачиваем этот отрезок до диаметра 10-15 мм. Из этой детали мы будем делать держатель.
Со стороны широкого торца на токарном станке просверливаем отверстие диаметром 3,3 мм глубиной 1 см. Со стороны узкого торца просверливаем отверстие диаметром 4 мм глубиной 1 см.
В отверстии диаметром 3,3 мм нарезаем резьбу М4. Берем провод с сечением около 16 мм.кв. Зачищаем с обоих торцов и присоединяем оконцеватели. Один конец провода с помощью винта и шайбы прикручиваем к отверстию круга, где нарезана резьба. Хорошо затягиваем винт.
К оконцевателю второго конца провода подсоединяем болт М6 с двумя шайбами и гайкой. Хорошо затягиваем.
Процесс изготовления электрода для сварки из батарейки
Переходим к следующему этапу. Нам понадобятся обычные солевые батарейки. Важно, чтобы батарейки не были алкалиновые!
Разбираем батарейку, и достаем графитово-угольный стержень, который очень хорошо применяется в сварочных работах.
Затачиваем графитовый стержень под конус, чтобы сварочная дуга была сфокусирована, а не рассеяна.
Сварка графитовым электродом
Вставляем стержень в свободное отверстие держателя.
Устройство готово – получился сварочный держатель для сварки угольно-графитовым электродом из батарейки.
Для самой работы понадобится сварочный аппарат или мощный трансформатор постоянного тока.
Подключаем держатель ко входу «минус» сварочного аппарата. Массу ко входу «плюс». Выставляем ограничение ток на 15 А, и начинаем сваривать металл, используя дополнительно обычную или сварочную проволоку для наплавки металла.
С самостоятельно изготовленным держателем можно сваривать любой тонколистовой металл, медные и алюминиевые провода, латунные пластины и многое другое.
Смотрите видео
Делаем из обычного сварочного инвертора TIG сварку – https://sdelaysam-svoimirukami.ru/8081-delaem-iz-obychnogo-svarochnogo-invertora-tig-svarku.html
Сварка тонкого металла угольным электродом дуговой сваркой
Сварка тонкого металла электродом оказывается нелегким процессом, так как главной проблемой здесь выступает вероятность сделать дыру в детали, когда из-за большой силы тока металл просто выгорит.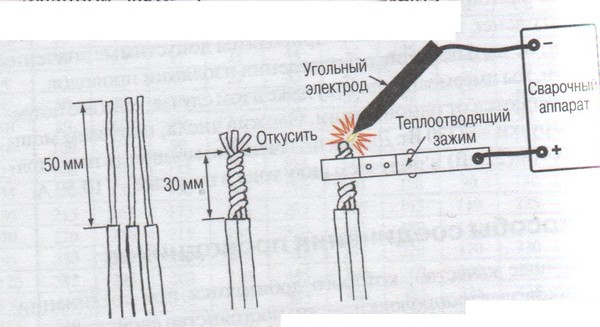 Поэтому, все процессы нужно выполнять предельно точно, качественно и аккуратно. Не стоит забывать и о скорости проведения работ, так как слишком длительное пребывание ванны на одном месте может повлечь за собой широкий пропал.
Поэтому, все процессы нужно выполнять предельно точно, качественно и аккуратно. Не стоит забывать и о скорости проведения работ, так как слишком длительное пребывание ванны на одном месте может повлечь за собой широкий пропал.
Сварка тонкого металла электродом
Сварка тонкого металла дуговой сваркой использует минимум дополнительных приспособлений, так что в итоге все получается достаточно дешево, но при этом надежность может уступать другим способам. В данном процессе нужно учитывать ГОСТ 2246-70. Во время процесса может возникнуть деформация заготовки, так перепады температуры оказывают большое влияние на листы, которые легко поддаются деформации.
Сварочный шов при сварки электродом
Другие виды и способы сварки металла также подвергаются таким негативным факторам, но этот является наименее защищенным. Здесь необходимо применение тонких электродов, которые будут иметь соответствующую обмотку и материал, выполняющий требования технологии сваривания того или иного металла. Здесь встречаются как недостатки, так и преимущества работы с тонким материалом.
Здесь встречаются как недостатки, так и преимущества работы с тонким материалом.
Недостатки
В качестве недостатков можно выделить такие свойства как:
- Необходимость в использовании дополнительных крепежей, чтобы детали оставались на своем месте во время процесса и не смещались;
- В оборудовании должна иметься тонкая регулировка при работе с низкими параметрами силы тока, чтобы можно было точно подобрать режим;
- Необходимо предельно точное следование заданным режимам, чтобы не испортить детали;
- Количество появления бракованных швов тут статистически выше, чем при работе с толстым металлом;
- Нужно ответственно подходить к выбору защитного покрытия электрода, чтобы увеличить безопасность при сваривании, что уже зависит от того, какие марки металла в данном случае используются;
- Для работы требуется иметь достаточный опыт в этой сфере.
Преимущества
Среди преимуществ можно выделить:
- Относительно высокую скорость проведения процесса сваривания;
- Высокую экономичность, за счет уменьшения количества расходных материалов;
- Гибка и прочие подготовительные процедуры с деформацией проходят быстрее, проще и могут осуществляться в ручном режиме;
- Здесь нужна минимальная подготовка металла под сварку, так как практически отсутствует потребность в обработке кромок и созданию углов на поверхности сваривания.


Основные требования
Перед тем как варить тонкий металл дуговой сваркой нужно подобрать электроды. Их размер должен соответствовать толщине свариваемых деталей. Сила тока не должна отклоняться от номинальных положений, заданных в параметрах, так как при работе с тонкими металлами даже небольшое отклонение может привести к прожиганию насквозь. Металл электрода должен соответствовать металлу заготовки и быть максимально идентичным. Покрытие должно соответствовать техническим требованиям сваривания заданного металла.
Выбор электродов в зависимости от свариваемого металла
Аппарат должен обладать отличными вольтамперными характеристиками и удобной регулировкой параметров. Температура сварки металла должна достигаться постепенно, сначала путем подогрева заготовки, а потом применением электрической дуги, чтобы избежать тепловых деформаций. Поверхность деталей обязательно должна быть зачищена и обезжирена, чтобы не была воздействия кислорода на шов и околошовную область.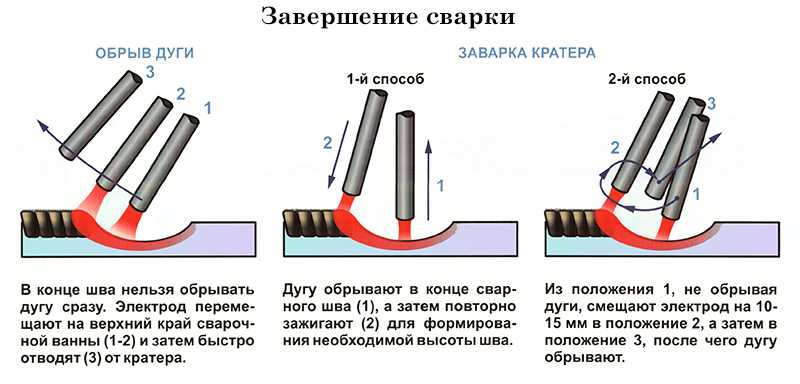 Желательно перемещать заготовку в горизонтальное положение, так как отсутствие возможности создания достаточной глубины проваривания затрудняет построение вертикальных швов. Нужно использовать только качественные, предварительно просушенные электроды.
Желательно перемещать заготовку в горизонтальное положение, так как отсутствие возможности создания достаточной глубины проваривания затрудняет построение вертикальных швов. Нужно использовать только качественные, предварительно просушенные электроды.
Основные и вспомогательные материалы
Основными материалами для сварки являются электроды. Их может быть достаточно большое количество разновидностей, в зависимости от используемого металла и его толщины. Может даже применяться сварка тонкого металла угольным электродом, если толщина заготовки начинается от 2,5 мм и выше. Они могут неплавкими, как угольные или вольфрамовые, так и плавкими, металл которых будет заполнять зазор между заготовками. Они подбираются по составу, чтобы металл наплавлялся с идентичной ему массой, что улучшит качество соединения.
К дополнительным материалам можно отнести газ и флюс. Флюс используется для улучшения качество сваривания металла. Он применяется не всегда, а только при требованиях технологии. Зачастую он улучшает качества сваривания тугоплавких металлов, а также помогает лучше зажигаться электрической дуге. В его состав входят различные присадки и дополнительные металлы, что для каждого сорта будет отличаться. Иногда в качестве флюса используют металлическую стружку из того же металла, что и сама заготовка. Газ может применяться для подогрева детали, так как если этого не сделать, то может возникнуть деформация металла при сварке. Также он может выступать в качестве дополнительной защиты от кислорода из атмосферы, аналогично покрытию электрода. Дело в том, что когда происходит сварка тонкого металла электродом 1.6 мм, то это может быть и сварка тонкого металла инвертором в среде защитных газов, а не только ручная дуговая. На последних стадиях обработки газ также может применяться для подогрева во время длительного остуживания.
Зачастую он улучшает качества сваривания тугоплавких металлов, а также помогает лучше зажигаться электрической дуге. В его состав входят различные присадки и дополнительные металлы, что для каждого сорта будет отличаться. Иногда в качестве флюса используют металлическую стружку из того же металла, что и сама заготовка. Газ может применяться для подогрева детали, так как если этого не сделать, то может возникнуть деформация металла при сварке. Также он может выступать в качестве дополнительной защиты от кислорода из атмосферы, аналогично покрытию электрода. Дело в том, что когда происходит сварка тонкого металла электродом 1.6 мм, то это может быть и сварка тонкого металла инвертором в среде защитных газов, а не только ручная дуговая. На последних стадиях обработки газ также может применяться для подогрева во время длительного остуживания.
Выбор электрода
При выборе важно два параметра – это металл и покрытием, что можно входит в общее понятие марки изделия, и толщина диаметра. При идеальном варианте, металл должен полностью совпадать с тем, с которым будет происходить сваривание. К нему же уже сразу подобрана соответствующая обмазка. Количество вариантов здесь очень большое, поэтому, выбор делается индивидуально в каждом случае.
При идеальном варианте, металл должен полностью совпадать с тем, с которым будет происходить сваривание. К нему же уже сразу подобрана соответствующая обмазка. Количество вариантов здесь очень большое, поэтому, выбор делается индивидуально в каждом случае.
Чтобы знать, как дуговой сваркой варить тонкий металл, требуется подобрать правильный диаметр электрода. Зачастую он должен совпадать с тем, какая толщина свариваемой детали. Только если речь идет о тугоплавких металлах, то его толщина может быть выше на 0,5 мм. Не стоит использовать и слишком тонкие, к примеру, для металла в 2,5 мм электрод с диаметром 1 мм. Это приведет к тому, что расходный материал будет слишком быстро заканчиваться и шов нужно будет часто прерываться. Материалы перед использованием нужно обязательно просушить, так как при тонком шве все дефекты становятся намного более явными и оказывают более губительное воздействие. В пределах одного шва нужно работать электродами только одной марки.
В пределах одного шва нужно работать электродами только одной марки.
Режимы
Если вы не знаете, как правильно сваривать металл электродуговой сваркой, то следует прибегнуть к таблице режимов, что поможет точно определиться с тем, какие параметры лучше подобрать, чтобы был минимальный риск появления брака. Для определенных толщин заготовок все эти параметры уже просчитаны.
| Толщина заготовки, мм | Диаметр присадочного материала, мм | Сила тока, А |
| 0,5 | 1 | 10-20 |
| 1 | 1-1,6-2 | 30-35 |
| 1,5 | 2-2,5 | 35-45 |
| 2 | 2,5-3 | 50-65 |
| 2,5 | 2,5-3 | 65-100 |
Настройка режима сварки тонкого металла
Технология сварки тонколистового металла электродом
Следующий порядок действий расскажет, как заварить тонкий металл дуговой сваркой:
- Следует провести зачистку заготовки при помощи металлической щетки. Зачистка должна проводиться до появления металлического блеска на поверхности.
- Затем нужно обезжирить места прохождения будущего шва при помощи ацетона, или любого другого растворителя, который сможет нейтрализовать окислительную пленку.
- Выложить флюс на кромки заготовок.
- Если технология сварки металла требует, то желательно произвести подогрев поверхности при помощи газовой горелки. Это же может касаться и электродов, так как основные причины разбрызгивания металла при сварке кроются не только в повышенной температуре, но и в сильном ее перепаде.
- Когда все подготовлено, то можно приступать к непосредственному свариванию. Движения должны быть достаточно быстрыми, чтобы слишком длительное нахождение сварочной ванны не привело к прожиганию детали насквозь. Но и слишком спешить не нужно, чтобы металл проварился по всему периметру. Здесь нужно охватить как можно больший периметр, так как из-за небольшой толщины погрузиться сильно вглубь невозможно. Шов должен выглядеть достаточно широкими и равномерным, а также состоять из множества мелких чешуек, следующих одна за другой.
- После окончания работы нужно медленно остудить металл, подогревая его горелкой и постепенно понижая температуру.
 Зачистка должна проводиться до появления металлического блеска на поверхности.
Зачистка должна проводиться до появления металлического блеска на поверхности.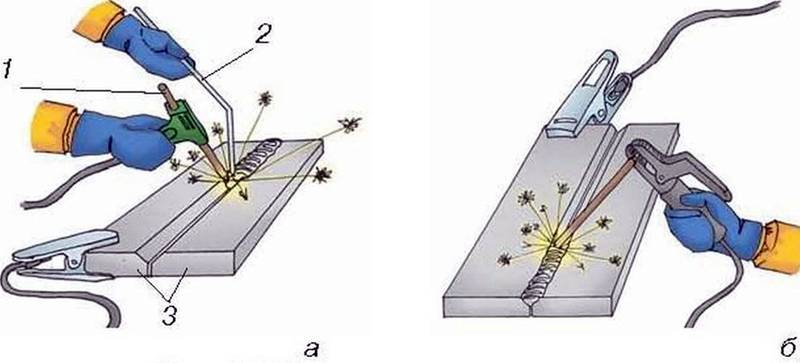
«Важно!
Если, когда происходила сварка тонкого металла электродом 2 мм, заготовка прожглась насквозь, то следует прекратить работу, осмотреть шов и решить, можно ли его заварить или нет.»
Меры безопасности
Необходимо соблюдать стандартные меры безопасности. Все работы проводить в специальной защитной одежде, которая убережет от разбрызгивания металла. Также следует использовать специальные инструменты для переноса горячих и раскаленных деталей.
Введение в дуговую сварку углеродом — Baker’s Gas & Welding Supplies, Inc.
Делиться:Ed
Дуговая сварка углеродом является одним из старейших методов сварки, которые используются до сих пор. В процессе угольной дуговой сварки используется электричество низкого напряжения и высокой силы тока для нагрева металла после образования дуги между угольным электродом и свариваемой деталью; если дуга образуется между двумя угольными электродами, этот метод известен как дуга с двойным углеродом. Из-за достижений в области сварки метод угольной дуговой сварки почти не используется, особенно среди сварщиков, которые только учатся сварке. Тем не менее, пожилые сварщики, знающие эту технику, могут время от времени использовать ее.
В процессе угольной дуговой сварки используется электричество низкого напряжения и высокой силы тока для нагрева металла после образования дуги между угольным электродом и свариваемой деталью; если дуга образуется между двумя угольными электродами, этот метод известен как дуга с двойным углеродом. Из-за достижений в области сварки метод угольной дуговой сварки почти не используется, особенно среди сварщиков, которые только учатся сварке. Тем не менее, пожилые сварщики, знающие эту технику, могут время от времени использовать ее.
В технике дуговой сварки одним углеродом используется источник питания постоянного тока, который подключается с соблюдением прямой полярности. Этот метод был излюбленным, когда сварщикам нужно было работать с оцинкованным листовым металлом, потому что тепло, создаваемое при сварке, могло быть сосредоточено на одной общей области и уменьшало степень деформации металла. Процесс угольной дуговой сварки требует от сварщика использования ручных инструментов, которые были разработаны специально для использования с этой техникой. Ручки должны выдерживать более высокие температуры, создаваемые электродами, а рукоятки, используемые в промышленных условиях, имеют водяное охлаждение, чтобы защитить сварщика от значительного тепла, выделяемого в этом процессе.
Ручки должны выдерживать более высокие температуры, создаваемые электродами, а рукоятки, используемые в промышленных условиях, имеют водяное охлаждение, чтобы защитить сварщика от значительного тепла, выделяемого в этом процессе.
Электроды, используемые при угольной дуговой сварке, состояли из обожженного углерода или чистого графита, помещенного в медную оболочку. В процессе сварки электрод не расходуется по мере сварки; однако со временем электроды необходимо будет заменить из-за эрозии. Средний используемый угольный электрод обычно имеет длину шесть дюймов и может иметь диаметр от 3/16 до ½ дюйма. Температура, создаваемая с помощью угольной дуговой сварки, составляет в среднем от 5000 до 9 градусов Цельсия.000 градусов по Фаренгейту и известны тем, что создают чрезвычайно яркий свет. Этот яркий свет может быть опасен для сварщика, если он не носит надлежащие защитные очки и одежду.
Как и со всеми старыми технологиями, с достижениями в области сварки и разработкой новых методов, процесс дуговой сварки углеродом ушел в прошлое.
Ссылка: http://wiki.answers.com/Q/What_is_Carbon_arc_welding
Подано в: угольная дуговая сварка, угольный электрод, электрод, Специальные сварочные процессы, Техники, сварщики, сварка, сварочный процесс, техника сварки
Делиться: Предыдущая статья Paint It Black — новый Optrel Crystal 2.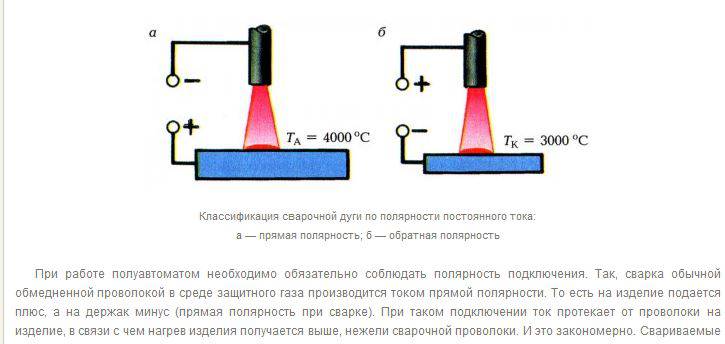 0
0Дуговая сварка углеродом (CAW)
CAW – сокращение от угольная дуговая сварка, представляет собой процесс сварки, при котором сплавление достигается за счет тепла, выделяемого при зажигании дуги между угольным электродом и заготовкой. Экранирование не используется. Давление может использоваться или не использоваться. Присадочный стержень также может использоваться или не использоваться.
Основное различие между дуговой сваркой угольным электродом и дуговой сваркой металлическим электродом заключается в электроде. При дуговой сварке металлическим электродом используется металлический электрод, а при угольной дуговой сварке, как следует из названия, используется 9 электродов.Электроды 0022 углерод .
Оборудование для углеродной дуговой сварки
Электроды в угольной дуговой сварке
Машины
Сварочный контур и сварочный ток
Основные области применения сварки угольным электродом
Свариваемые металлы
стали
Чугун
Медь
Принципы работы
Сварочные графикиПараметры сварки для пайки оцинкованной стали
Параметры сварки для дуговой углеродной сварки меди
Сварочные токи для угольных электродов
Варианты процесса
Двухэлектродная углеродная дуговая сварка
Углеродная дуговая резка
Смотрите также:
Оборудование для дуговой сварки углеродом
В следующих параграфах кратко рассматриваются электроды, используемые в CAW, аппараты, сварочный ток и сварочная схема.
Электроды для дуговой сварки углеродом
Электроды для CAW изготовлены из углерода. Подобно процессу SMAW, электроды удерживаются в электрододержателях. Углеродные электроды бывают двух типов: обожженные угольные электроды и графитовые электроды. Графитовые электроды производят «мягкую» дугу, которая производит меньше шума и легко контролируется. Обожженные электроды делают работу немного шумной, но эти электроды служат дольше.
Размеры этих электродов варьируются от 1/8 дюйма до почти 5/16 дюйма (от 3,2 мм до 8 мм). Электроды большего размера требуют использования электрододержателей с водяным охлаждением. На рисунке ниже показаны типичные держатели электродов с воздушным охлаждением.
Машины
Постоянный ток обычно используется для угольной дуговой сварки. Источник питания – выпрямительного типа.
Сварочная схема и сварочный ток
Сварочная схема угольной дуговой сварки одним электродом аналогична дуговой сварке защищенным металлом. Электрод обычно подключается к отрицательной клемме источника питания. Другими словами, используется полярность DCEN. Это особенно важно при использовании одноэлектродного CAW. Это сделано для того, чтобы сохранить концентрацию тепла на заготовка (вместо электрода).
Электрод обычно подключается к отрицательной клемме источника питания. Другими словами, используется полярность DCEN. Это особенно важно при использовании одноэлектродного CAW. Это сделано для того, чтобы сохранить концентрацию тепла на заготовка (вместо электрода).
Если электрод подключен к положительной клемме, на конце электрода будет выделяться больше тепла. Это может вызвать эрозию угольного электрода и, возможно, ввести углерод в металл сварного шва, что крайне нежелательно. Это также вызывает черный дым возле дуги.
Источник питания, как правило, представляет собой источник постоянного тока, характеризующийся падающими вольт-амперными характеристиками. Используется источник питания с рабочим циклом 60%. Аппарат имеет номинальное напряжение 50 вольт, поскольку такое большое напряжение требуется для дуговой сварки меди угольным электродом.
Переменный ток обычно не используется для дуговой сварки углеродным электродом с одним электродом. Это связано с тем, что быстро меняющаяся полярность переменного тока создает положительную полярность на кончике электрода, что может вызвать эрозию угольного электрода. Это означает не только необходимость частой регулировки электрода на держателе (так, чтобы электрод выступал из держателя по направлению к заготовке не менее чем на 3-5 дюймов), но также существует вероятность введения углерода в металл сварного шва. .
Это означает не только необходимость частой регулировки электрода на держателе (так, чтобы электрод выступал из держателя по направлению к заготовке не менее чем на 3-5 дюймов), но также существует вероятность введения углерода в металл сварного шва. .
Держатель электрода для CAW немного отличается от того, который используется в SMAW. Типичные держатели электродов показаны на рисунке 1 выше. Угольный электрод сильно нагревается во время использования.
За исключением нескольких аспектов, описанных выше, схема сварки одноэлектродным методом CAW во многом аналогична схеме сварки SMAW.
Основные области применения сварки угольным электродом
Метод с одним электродом больше не используется широко. Он используется только для нескольких приложений. Одно из его применений для сварки меди. Другое применение – сварка оцинкованного железа. В последующих абзацах этой статьи перечислены некоторые рекомендуемые параметры сварки оцинкованной стали.
При меньших толщинах основного металла процесс применяют без присадочной проволоки, т. е. автогенно. При большей толщине используется присадочный стержень. Присадочный стержень используется для добавления металла шва в сварочную ванну, вводя его между дугой и основным металлом.
е. автогенно. При большей толщине используется присадочный стержень. Присадочный стержень используется для добавления металла шва в сварочную ванну, вводя его между дугой и основным металлом.
Процесс дуговой сварки угольным электродом также можно использовать для выполнения сварных швов в неудобных положениях.
Свариваемые металлы
Дуговая сварка углеродом подходит для сварки материалов, которые не подвержены воздействию углерода в сварочной ванне. Из-за использования угольных электродов выделение монооксида углерода и диоксида углерода в процессе сварки является значительным. Этот процесс подходит для материалов, на которые эти газы не воздействуют.
Этот процесс используется как для черных, так и для цветных металлов, а также для сварки швов разделки и наплавки. В следующих параграфах очень кратко рассматривается сварка стали, чугуна и меди с использованием этого процесса.
Стали
CAW используется для выполнения автогенных сварных швов в кромочных соединениях между тонкими листовыми металлами. Края заготовок плотно прилегают друг к другу, а сплавление достигается с помощью CAW без использования присадочного металла.
Края заготовок плотно прилегают друг к другу, а сплавление достигается с помощью CAW без использования присадочного металла.
Другим применением является пайка оцинкованной стали. Для этого используется бронзовый сварочный пруток. Дуга должна быть направлена на присадочный стержень (а не на заготовку). Это делается для защиты гальванического покрытия. Дуга зажигается на электроде или на набегающей пластине. Низкая сила тока, высокая скорость перемещения, низкое напряжение (малый дуговой промежуток) используются для того, чтобы тепловложение оставалось низким. Расплавленный присадочный стержень наносится на оцинкованную сталь.
Чугун
Чугун можно сваривать угольной дуговой сваркой. Следует использовать предварительный нагрев до 1200°F (650°C), чтобы поддерживать низкую скорость охлаждения. Это необходимо, если металл должен подвергаться какой-либо дальнейшей обработке, такой как сварка или механическая обработка. Если скорость охлаждения не поддерживать низкой, полученный металл сварного шва будет очень твердым.
Медь
Как упоминалось выше, для сварки меди используется угольная дуговая сварка одним электродом. Для этой сварки используется полярность DCEN. DCEP избегают, потому что, как объяснялось в предыдущих параграфах, положительная полярность на электроде вызывает концентрацию тепла на кончике электрода. Это, в свою очередь, может вызвать эрозию угольного электрода и увеличивает нежелательную возможность внедрения углерода в металл сварного шва.
Следует использовать предварительный нагрев до 300–600 °F (150–650 °C) в зависимости от толщины основного металла. Предварительный нагрев необходим, потому что теплопроводность меди очень высока. Это приводит к тому, что тепло из зоны сварки очень быстро рассеивается на прилегающий основной металл.
Используется большая длина дуги, чтобы углерод с электрода мог соединиться с кислородом и образовать углекислый газ. Углекислый газ обеспечивает некоторую защиту расплавленного металла от атмосферных газов. Рекомендуется корневой зазор 1/8 дюйма (3,2 мм) и следует использовать высокую скорость перемещения.
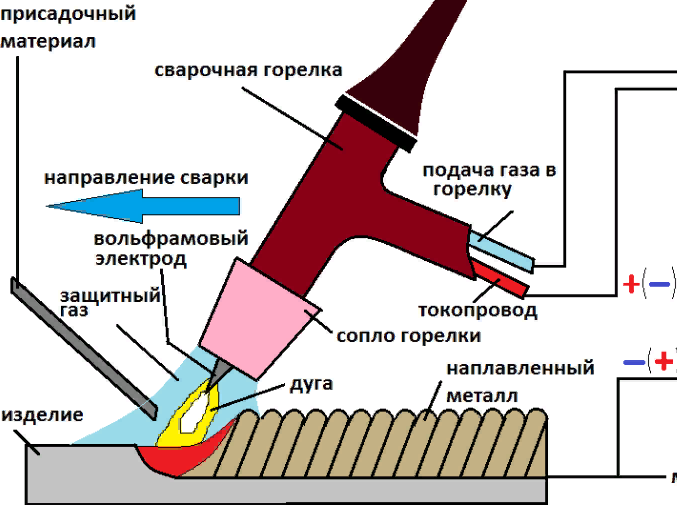
Принцип работы
На следующем рисунке показаны принципы дуговой сварки угольным электродом с использованием одного угольного электрода. Как видно, дуга зажигается между угольным электродом и заготовкой. Тепло дуги нагревает основной металл и создает сварочную ванну. Присадочный металл подается в дугу, так что он плавится и наплавляется металл сварного шва. По мере затвердевания этой ванны образуется металл сварного шва.
Защита дуги от атмосферных газов обеспечивается углекислым газом, выделяющимся в результате дуги. Высокие температуры дуги заставляют углерод, имеющийся в электроде, вступать в реакцию с кислородом, в результате чего образуется двуокись углерода. Из-за этого угольный электрод подвергается быстрой эрозии.
Образующийся при этом углекислый газ вытесняет атмосферные газы из области, окружающей дугу, тем самым защищая металл шва от окисления.
Подобно GTAW, присадочный стержень отдельно вручную подается в сварочную ванну, где он плавится и наплавляется в виде металла сварного шва. Присадочный стержень подается одной рукой, а другая рука используется для управления дугой. При движении дуги вдоль направления сварки дуга удерживается направленной на основной металл, а присадочный стержень подается в ванну. Скорость перемещения и частота подачи наполнителя в ванну расплава определяют форму и размер образующегося наплавленного валика.
Присадочный стержень подается одной рукой, а другая рука используется для управления дугой. При движении дуги вдоль направления сварки дуга удерживается направленной на основной металл, а присадочный стержень подается в ванну. Скорость перемещения и частота подачи наполнителя в ванну расплава определяют форму и размер образующегося наплавленного валика.
Состав наполнителя зависит от состава основного металла. Для пайки и сварки припоем можно использовать бронзовый присадочный металл.
Для получения хорошего сварного шва, как и для всех других сварочных процессов, важна очистка основного металла от различных загрязнений. На поверхности основного металла в момент сварки не должно быть грязи, масла, жира и т.п. Детали должны быть надежно скреплены зажимами и сварены прихватками.
Углеродная дуговая сварка — очень старый метод сварки, который сегодня не находит широкого промышленного применения.
Заготовки должны быть очищены от смазки, масла, окалины, краски и других посторонних веществ. Две части должны быть плотно сжаты вместе без раскрытия корня. Они могут быть прихватками сварены вместе.
Две части должны быть плотно сжаты вместе без раскрытия корня. Они могут быть прихватками сварены вместе.
Угольные электроды бывают разных размеров: от 1/8 дюйма (3,2 мм) до 5/16 дюйма (8 мм). Размер следует выбирать в зависимости от толщины основного металла. Кончик электрода должен быть сужен для зажигания дуги. Свободная длина электрода, выступающего из электрододержателя, должна составлять от 4 до 5 дюймов (примерно от 100 до 125 мм).
Дуга зажигается, как и при дуговой сварке защищенным металлом, касаясь электродом заготовки и немедленно отводя его на необходимую длину дуги. Длина дуги от ¼ дюйма (6,4 мм) до 3/8 дюйма (9,5 мм) дает наилучшие результаты. Длина дуги должна быть правильной. Слишком короткая длина дуги вызывает чрезмерное науглероживание расплавленного металла, а слишком большая длина дуги вызывает нестабильность дуги, что не дает качественного сварного шва.
Если дуга по какой-либо причине погаснет, ее нельзя снова зажечь в том же месте, где она прервалась. Это приведет к образованию твердого пятна в этом месте. Вместо этого дугу следует перезапустить немного в стороне, после чего ее можно вернуть обратно в намеченную зону.
Это приведет к образованию твердого пятна в этом месте. Вместо этого дугу следует перезапустить немного в стороне, после чего ее можно вернуть обратно в намеченную зону.
Размер сварочной ванны в CAW больше, чем в других процессах, например, в процессе GTAW. Из-за больших размеров сварка в потолочном и вертикальном положениях затруднена. При сварке тонколистового основного металла следует использовать подложку, чтобы свести к минимуму вероятность прожога.
Графики сварки
В следующей таблице указаны рекомендуемые параметры сварки для сварки оцинкованного железа различной толщины с использованием присадочного металла из кремнистой бронзы. Следует использовать короткую длину дуги, чтобы не повредить гальванический слой. Кроме того, дуга должна быть направлена на присадочный стержень, а не на основной металл.
Параметры сварки для сварки подметок оцинкованной стали
| Толщина материала | Материал | Размер углерода | ( | (( ( | |||||||
| 0.024 inch (0.6 mm) | 24 | 3/16 inch (4.8 mm) | 3/32 inch (2.4 mm) | 25-30 | 13-15 | ||||||
| 0.030 inch (0.8 мм) | 22 | 3/16 inch (4.8 mm) | 3/32 inch (2.4 mm) | 25-30 | 13-15 | ||||||
| 0.036 inch (0.9 mm) | 20 | 3/ 16 дюймов (4,8 мм) | 3/32 дюйма (2,4 мм) | 30-35 | 14-16 | ||||||
| 0,048 дюйма (1,2 мм) | 18 | 9048 дюйма (1,2 мм)18 | 9015 дюйма (1,2 мм)8 | 9015 дюйма (1,2 мм). /8 дюймов (3,2 мм)30–35 | 14–16 | ||||||
| 0,060 дюйма (1,5 мм) | 16 | ¼ inch (6.4 mm) | 1/8 inch (3.2 mm) | 30-35 | 14-16 | ||||||
| 0.075 inch (1.9 mm) | 14 | ¼ inch (6.4 mm ) | 1/8 дюйма (3,2 мм) | 30-35 | 14-16 | ||||||
| 0,105 дюйма (2,7 мм) | 12 | ¼ дюйма) | 12 | ¼ дюйма) | 12 | (2,7 мм) | 12 | (2,7 мм) | 12 | .35-40 | 15-17 |
 мм)
мм)Параметры сварки для дуговой сварки углеродом меди
В следующей таблице указаны рекомендуемые параметры сварки для дуговой сварки углеродом меди различной толщины.
| Толщина материала | Размер углеродного электрода | Размер стержня | Ток сварки (DC Amps) | Агрочный напряжение (Volts) (DCEN) | 0158 (VOLTS) (DCEN)0158 (Volts). /16 дюймов (4,8 мм)1/8 дюйма (3,2 мм) | 90 | 40 |
| 5/64 inch (2.0 mm) | 1/4 inch (6.4 mm) | 5/32 inch (4.0 mm) | 120 | 40 | |||
| 3/32 дюйм (2,4 мм) | 1/4 дюйма (6,4 мм) | 5/32 дюйма (4,0 мм) | 135 | 40 | |||
| 4/64 дюйма 9 (18 0,18 мм) 9 6,4 мм) | 5/32 дюйма (4,0 мм) | 140 | 40 | ||||
| 1/8 дюйма (3,2 мм) | 1/4 inch (6. 4 mm) 4 mm) | 3/16 inch (4.8 mm) | 150 | 45 | |||
| 9/64 inch (3.6 mm) | 1/4 inch (6.4 mm) | 3 /16 inch (4.8 mm) | 160 | 45 | |||
| 5/32 inch (4.0 mm) | 1/4 inch (6.4 mm) | 3/16 inch (4.8 mm) | 165 | 45 | |||
| 11/64 дюйма (4,4 мм) | 1/4 дюйма (6,4 мм) | 3/16 дюйма (4,8 мм) | 170 | 45 | |||
| 3/16 inch (4.8 mm) | 1/4 inch (6.4 mm) | 3/16 inch (4.8 mm) | 185 | 45 | |||
| 13/64 inch ( 5,2 мм) | 5/16 дюйма (7,9 мм) | 1/4 дюйма (6,4 мм) | 200 | 45 | |||
| 7/32 дюйма (5,6 мм) | ) | 1/4 дюйма (6,4 мм) | 200 | 45 | |||
| 15/64 дюйма (6,0 мм) | 5/16 дюйма (7,9мм) | 1/4 дюйма (6,4 мм) | 205 | 45 | |||
| ¼ дюйма (6,4 мм) | 5/16 дюйма (7,9 мм) | 5/16 дюйма (7,9 мм) | 5/16 дюйма (7,9 мм) | 5/16 дюйма (7,9 мм) | 5/16 дюймов) 215 | 45 | |
17/64 inch (6. 7 mm) 7 mm) | 5/16 inch (7.9 mm) | 1/4 inch (6.4 mm) | 225 | 45 | |||
| 9/32 inch (7,1 мм) | 5/16 дюйма (7,9 мм) | 5/16 дюйма (7,9 мм) | 250 | 50 | |||
| 5/16 дюйма (7,9 мм) | 5/16 дюйма (7,9 мм) | 5/16 дюйма (7,9 мм) | 250 | 50 | 50 | 15750 | 15750 | 15750 | 15750 | 15750 | 15750 |
| . | 5/16 дюйма (7,9 мм) | 5/16 дюйма (7,9 мм) | 255 | 50 | |||
| 3/8 дюйма (9,5 мм) | 5/16.15 дюйма (9,5 мм) | 5/16 дюйма 5 дюйма (9,5 мм) | 5/16. /16 дюймов (7,9 мм) | 270 | 50 | ||
| 13/32 дюйма (10,3 мм) | 5/16 дюйма (7,9 мм) | 5/16 дюйма (7,9 мм) | 290 | 50 | |||
| 7/16 дюйма (11,1 мм) | 3/8 дюйма (9,5 мм) | 3/8 3/8 дюйма (9,5 мм) | 3/8 3/8 дюйма (9,5 мм) | 3/8 3/8 дюйма (9,5 мм) | 3/8. 300 300 | 50 | |
| 15/32 inch (11.9 mm) | 3/8 inch (9.5 mm) | 3/8 inch (9.5 mm) | 310 | 50 | |||
| ½ inch (12.7 мм) | 3/8 дюйма (9,5 мм) | 3/8 дюйма (9,5 мм) | 325 | 50 |
Сварочные токи для угольных электродов
В следующей таблице указаны рекомендуемые значения силы тока для различных диаметров угольных и графитовых электродов.
| Electrode Size | Amperage for carbon electrodes | Amperage for graphite electrodes |
| 1/8 inch (3.2 mm) | 15-30 | 15-35 |
| 3/16 inch (4.8 mm) | 25-55 | 25-60 |
| ¼ inch (6.4 mm) | 50-85 | 50- 90 |
5/16 inch (7.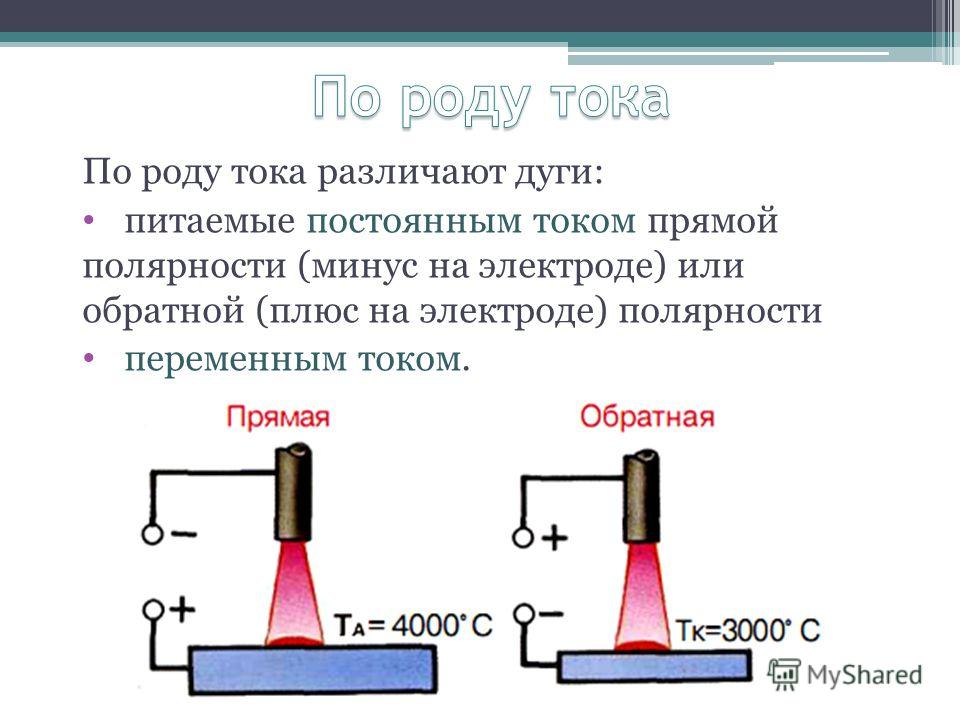 9 mm) 9 mm) | 75-115 | 80-125 |
| 3/8 inch (9.5 mm) | 100-165 | 110-165 |
| 7 /16 дюймов (11 мм) | 125-185 | 140-210 |
| ½ дюйма (12,7 мм) | 150-225 | 170-260 |
| 5/8 inch (15.9 mm) | 200-310 | 230-370 |
| ¾ inch (19 mm) | 250-400 | 290 -490 |
| 7/8 дюйма (22,2 мм) | 300-500 | 400-750 |
Двухэлектродная угольная дуговая сварка
В этом варианте, как следует из названия, используются два угольных электрода вместо одного. Дуга зажигается между этими двумя электродами. Держатель электрода специально изготовлен для этого процесса, так что он может одновременно вмещать два электрода. Как и в версии с одним электродом, наполнитель может использоваться или не использоваться. Этот процесс также используется для пайки. Этот процесс не имеет особых преимуществ по сравнению с другими широко используемыми процессами сварки. Процесс довольно медленный, поэтому в промышленности он широко не используется.
Как и в версии с одним электродом, наполнитель может использоваться или не использоваться. Этот процесс также используется для пайки. Этот процесс не имеет особых преимуществ по сравнению с другими широко используемыми процессами сварки. Процесс довольно медленный, поэтому в промышленности он широко не используется.
Два электрода одинаково выступают из держателя. Один из электродов подвижный, а другой нет. Оба электрода крепятся к держателю винтами. Когда подвижный электрод приближается к другому электроду, зажигается дуга. Тепло этой дуги используется для создания лужи расплавленного металла.
Электроды располагаются под таким углом, чтобы генерируемая таким образом дуга была направлена от места соединения двух электродов и направлена к заготовке. Дуга более «мягкая», чем дуга, полученная с использованием одноэлектродного CAW. Температура этой дуги, создаваемой в двухэлектродном CAW, варьируется от 8000°F до 9°С.000°F (от 4427°C до 5000°C).
В отличие от CAW с одним электродом, который может работать только с постоянным током, двойной электрод может работать и с переменным током.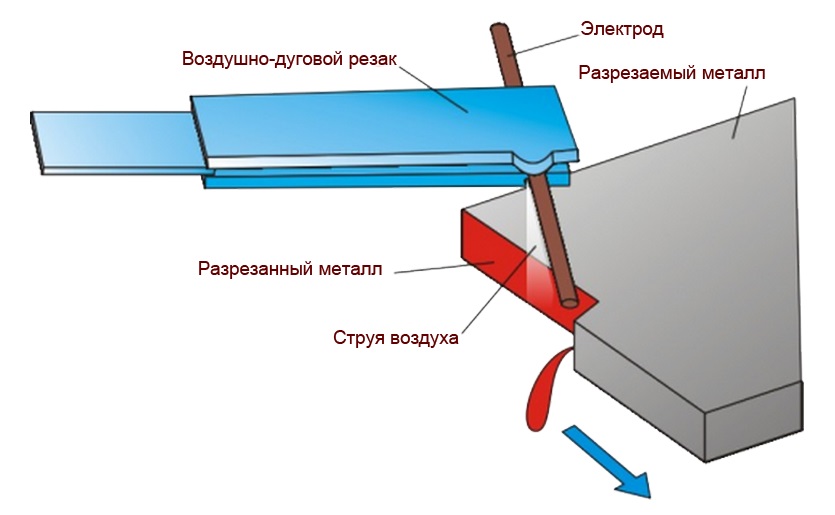
Двойной электрод CAW можно использовать не только для сварки, пайки и т. д., но и для других применений, требующих нагрева детали. Например, его можно использовать в качестве источника тепла на наружном диаметре труб, требующих гибки, или других подобных частях, требующих формовки. В следующей таблице указаны параметры сварки для различных толщин основного металла при использовании двухэлектродной угольной дуговой сварки.
| Base Metal Thickness | Carbon Electrode Diameter | Welding Current (Amps) | Voltage (volts) |
| 1/16 inch (1.6 mm) | ¼ inch (6.4 mm) | 55 | 35-40 |
| 1/8 дюйма (3,2 мм) | 5/16 дюйма (7,9 мм) | 75 | 35 |
| 35 | |||
| 35 | |||
| 35 | 888 8. мм) мм) | 95 | 35 |
| Более ¼ дюйма (более 6,4 мм) | 3/8 дюйма (9,5 мм) | 120 | 35 |
Как и двухэлектродная CAW, резка угольной дугой также не получила широкого распространения в промышленности. Это связано с тем, что качество полученного реза не слишком хорошее. Получается рваный край среза. Для сравнения, газовая резка дает более острые кромки. Кроме того, этот процесс довольно медленный. Следовательно, он используется только тогда, когда оборудование для других процессов резки недоступно.
Речь шла о сварке угольной дугой. Пожалуйста, поделитесь своими наблюдениями в разделе комментариев ниже.