Таблица соответствия метрических и дюймовых резьб: Таблица перевода дюймовых размеров в метрические
alexxlab | 28.01.2023 | 0 | Разное
Нарезка резьбы метчиком | Компания «Астим»
Метчик позволяет получить резьбу в материале. У него есть хвостовая часть для фиксации в патроне станка и рабочая зона, которая и производит нарезку резьбы. Чтобы стружка не препятствовала нарезке, на режущей части существуют специальные канавки. При создании метчика за основу берут углеродистую или быстрорежущую сталь. Если знать правила подготовки отверстия и последующей работы, то получить в нужном месте резьбу не составит особого труда.
Вариации метчиков
Первоначально определяются свойства обрабатываемого материала и иные параметры. Внутренняя резьба может быть метрического или дюймового формата. Также возможен профиль цилиндрической или конической формы.
Разновидности в зависимости от способа нарезки.
Проходные — состоят из трех секторов. Первый — начальная нарезка, второй осуществляет промежуточную, а третий финализирует чистовым проходом.
Комплектные состоят из нескольких метчиков. Они действуют так же, как сектора проходного варианта. Причем если металл особо прочный, то в наборе может присутствовать целых пять инструментов.
Они действуют так же, как сектора проходного варианта. Причем если металл особо прочный, то в наборе может присутствовать целых пять инструментов.
Метчик может быть изготовлен как для ручной работы, так и для использования на станке. У машинно-ручного имеется хвостовик квадратной формы. При его применении используют специальный держатель и пару ручек-воротков.
Машинный метчик крепится в патроне станка для металлообработки. Если отверстие непроходное, то на инструменте отсутствует конусный конец. В работе используется вороток. Если требуется отверстие сквозного формата, то метчик имеет конусное окончание.
У каналов для устранения стружки форма так же различается на прямую, винтовую и укороченную.
Прежде чем приступать к нарезке резьбы, следует проделать отверстие. Его размер можно определить по таблице, указанной ниже.
Таблица соответствия диаметров (метрических), резьб и подготовительных отверстий для них
Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм |
М 2 | 1,6 | М 8 | 6,7 | М 22 | 19,4 |
М 2. | 1,75 | М 9 | 7,7 | М 24 | 20,9 |
М 2.5 | 2,05 | М 10 | 8,5 | М 27 | 23,9 |
М 3 | 2,5 | М 11 | 9,5 | М 30 | 26,4 |
М 3.5 | 2,9 | М 12 | 10,2 | М 33 | 29,4 |
М 4 | 3,3 | М 14 | 12,0 | 31,9 | |
М 5 | 4,2 | М 16 | 14,0 | М 39 | |
М 6 | 5,0 | М 18 | 15,4 | М 42 | 37,4 |
М 7 | 6,0 | М 20 | 17,4 | М 45 | 40,4 |
 2
2Таблица соответствия диаметров (дюймовых), резьб и подготовительных отверстий для них
Размер резьбы, дюймы | Диаметр, мм | Размер резьбы, дюймы | Диаметр, мм |
1/8 | 8,8 | 7/8 | 28,1 |
| 1/4 | 11,7 | 1 | 30,5 |
3/8 | 15,2 | 1 1/8 | 35,2 |
1/2 | 18,9 | 1 1/4 | 39,2 |
5/8 | 20,7 | 1 3/8 | 41,6 |
3/4 | 24,3 | 45,2 |
Порядок изготовления резьбы
Сначала наносится разметка, согласно чертежам. Следом с помощью хорошо заостренного керна помечается место сверления.
Следом с помощью хорошо заостренного керна помечается место сверления.
Оно производится следом с небольшими оборотами под прямым углом. Предварительно сверло следует смазать. Потребуется дополнительная смазка в случае большой глубины.
Сохранить правильное направление и уменьшить конусность поможет использование зенкера.
Метчик со смазанным кончиком фиксируется в воронке под углом в 90 градусов по отношению к поверхности обрабатываемого материала. После первого оборота производится половина оборота назад. Таким образом удаляется стружка.
На заметку
Если металл вязкий (алюминий, медь), то метчик следует несколько раз вынимать и очищать от металлической стружки.
Если используется метчик не универсальный, то при сверлении актуален весь набор. Пропуск одного из метчиков может привести к порче инструмента, а также самой резьбы.
Чтобы избежать изменения градуса сверления, через две-три нити угольник поможет определить правильность положения метчика.
Чем стоит пользоваться в качестве смазки:
- в стальных сплавах — олифа, масло льна, эмульсии;
- в алюминии и сплавах на его основе — керосин;
- в меди и сплавах, где она преобладает — скипидар;
- если используется чугун или бронза, смазка не потребуется.
Нарезать резьбу метчиком на 14
Нарезание наружной резьбы плашкой
Для нарезания внешней резьбы потребуются последующие инструменты и материалы: плашка либо трубный клупп, плашкодержатель, ратфиль, тиски, штангенциркуль, машинное масло.
Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными либо разрезными. Поперечникы цельных круглых плашек стандартизированы. Это позволяет избрать подходящий вариант из огромного ряда размеров, к примеру, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать поперечник нарезаемой резьбы в границах 0,1…0,25 мм. Но они владеют пониженной жесткостью, что сказывается на точности получаемого профиля.
Плашку устанавливают в плаSkoda подходящего размера. После чего её закрепляют с помощью винтов. В случае с внешней трубной резьбой часто употребляют плаSkoda с трещоткой. Они обеспечивают удобство работы в недоступных местах, к примеру, у стенки.
Толщину стержня выбирают на 0,1…0,25 мм меньше поперечника внешней резьбы. К примеру, для М6 с большим шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры делают при помощи штангенциркуля. Поперечникы стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
Чтоб обеспечить наилучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что упрощает следующую работу и позволяет получить более доброкачественную поверхность.
Плашку накладывают на конец стержня так, чтоб её плоскость была перпендикулярна оси нарезаемого болта. Дальше с маленьким нажимом крутят плаSkoda по часовой стрелке (если резьба левая, то против часовой стрелки).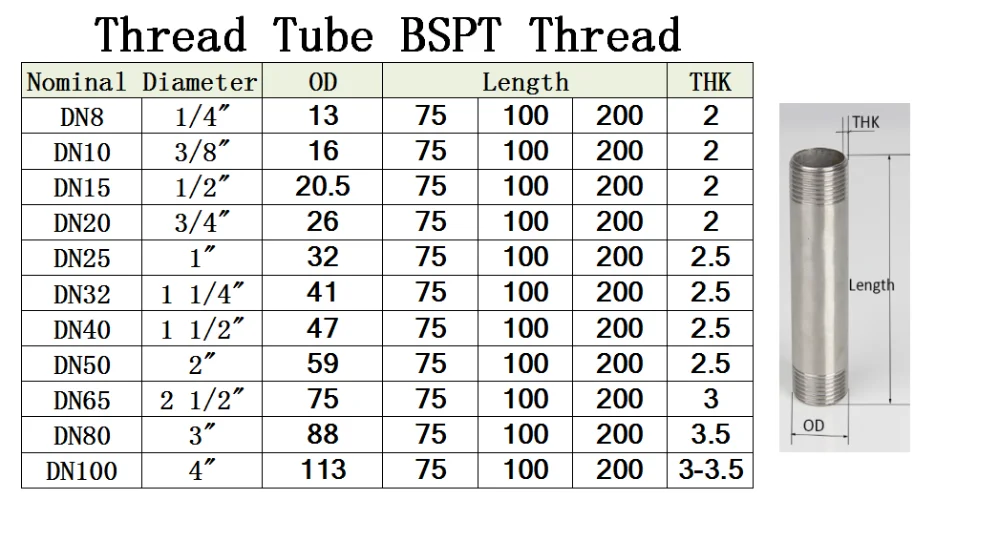 Когда плашка врежется в стержень на одну-две нити, её следует повернуть на пол-оборота вспять для наилучшего удаления стружки. После чего опять делают 1-2 оборота по ходу резьбы и 0,5 – в оборотную сторону. Действуя по данной схеме, болт нарезают на нужную длину.
Когда плашка врежется в стержень на одну-две нити, её следует повернуть на пол-оборота вспять для наилучшего удаления стружки. После чего опять делают 1-2 оборота по ходу резьбы и 0,5 – в оборотную сторону. Действуя по данной схеме, болт нарезают на нужную длину.
Поперечник внешней резьбы инспектируют обыкновенной гайкой либо калибром-кольцом. По мере надобности шаг держут под контролем резьбомером.
Как
нарезать резьбу вручнуюРезьбовые соединения обширно используются в устройстве разных устройств и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Но бывают случаи, когда требуется нарезать резьбу вручную. Отменно выполнить эту работу поможет спец инструмент.
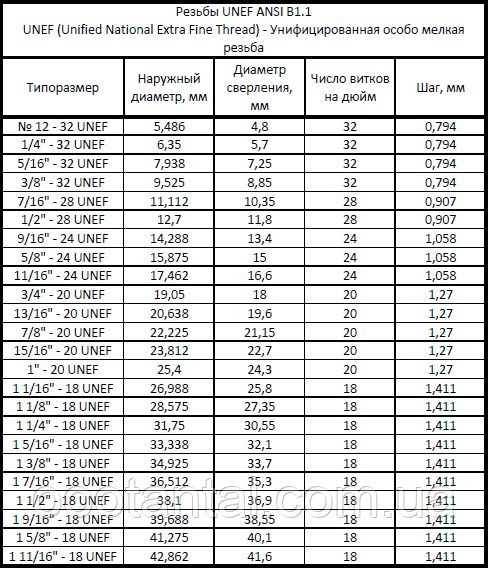
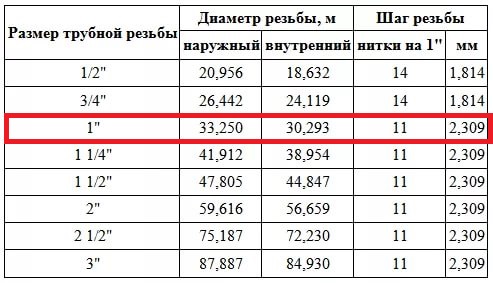
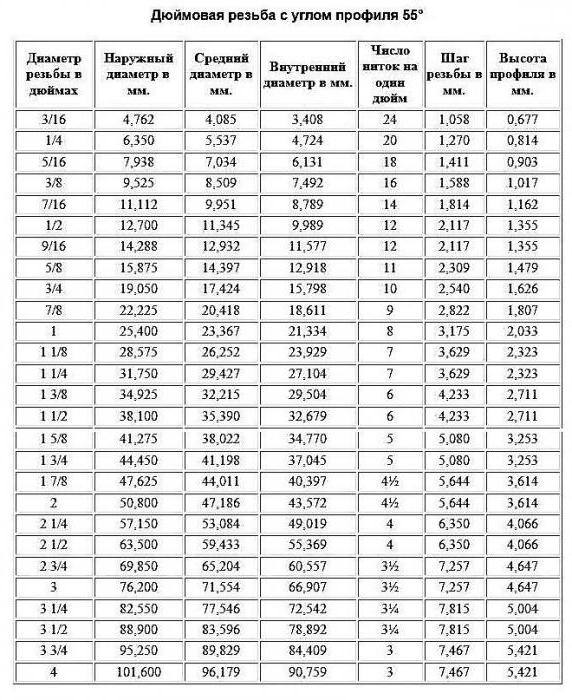
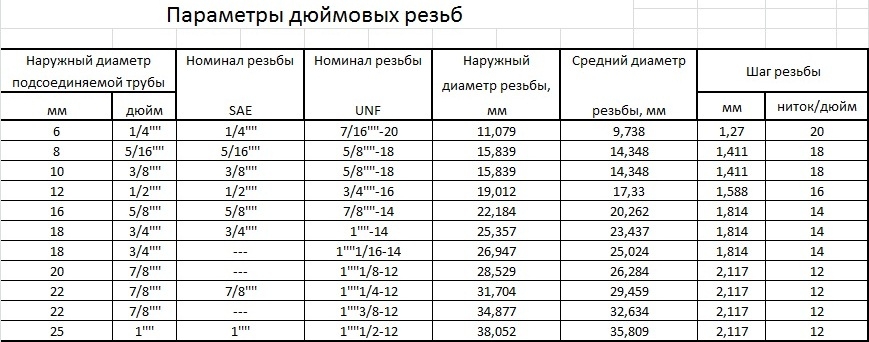
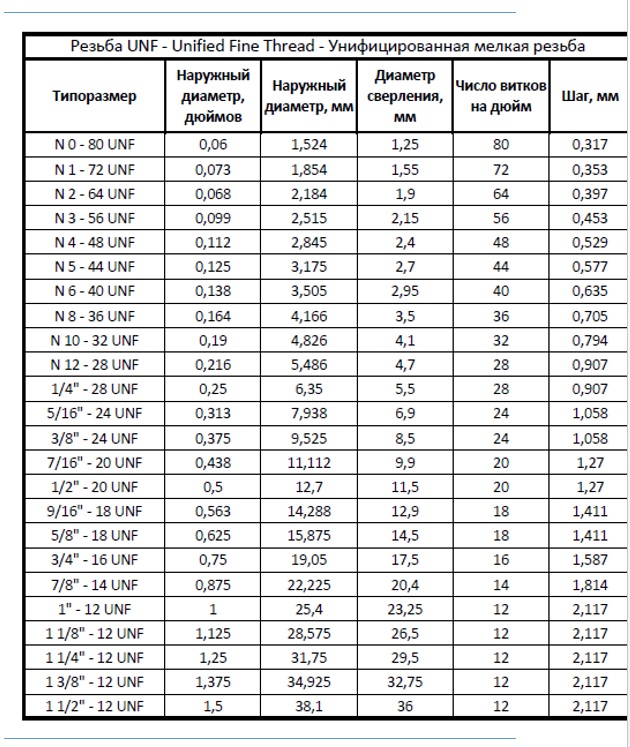
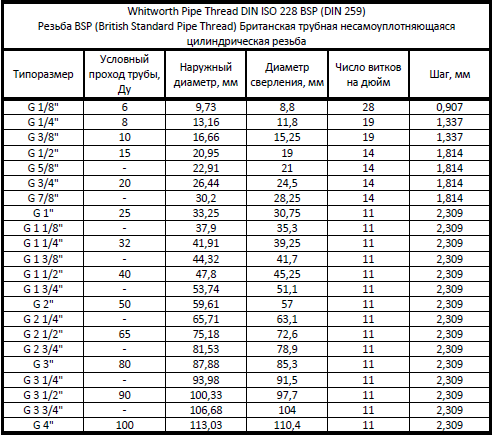
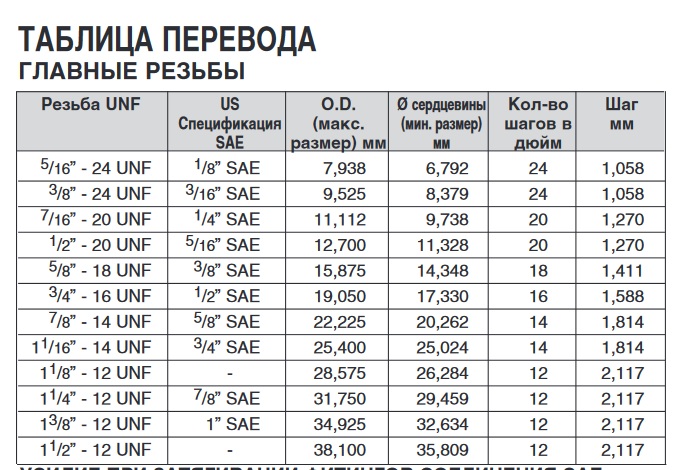
В машиностроении выделяют три главные системы крепежных резьб: метрическую, дюймовую и трубную.
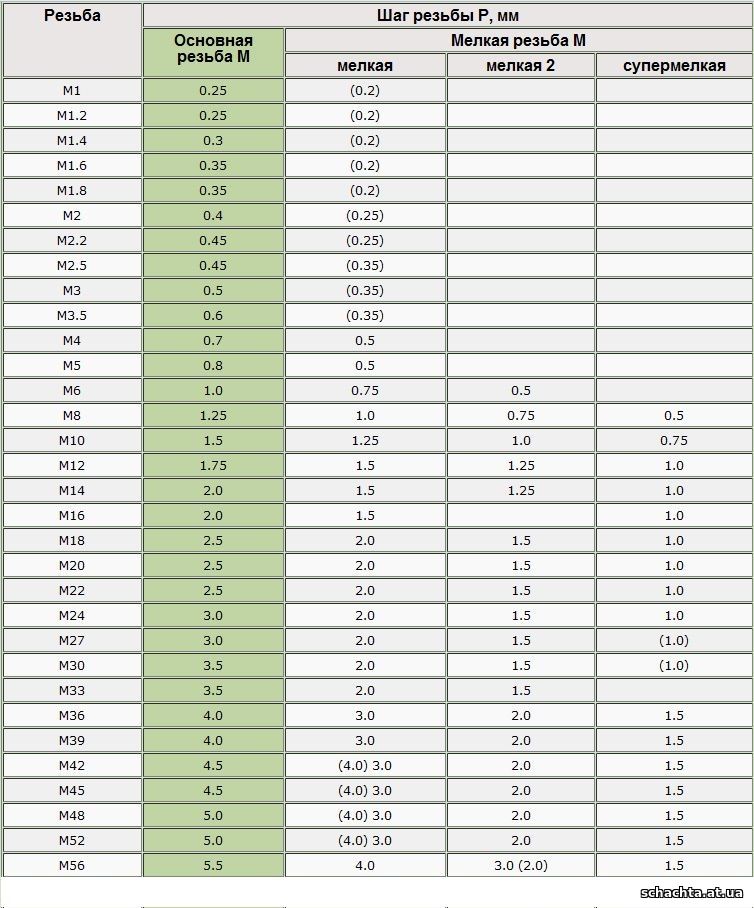
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её главные характеристики, поперечник и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это значит, что резьба метрическая, имеет поперечник 16 мм с большим шагом 2,0 мм. Если шаг маленький, тогда указывается его значение, к примеру, М161,5.
Пример обозначения: М16. Это значит, что резьба метрическая, имеет поперечник 16 мм с большим шагом 2,0 мм. Если шаг маленький, тогда указывается его значение, к примеру, М161,5.
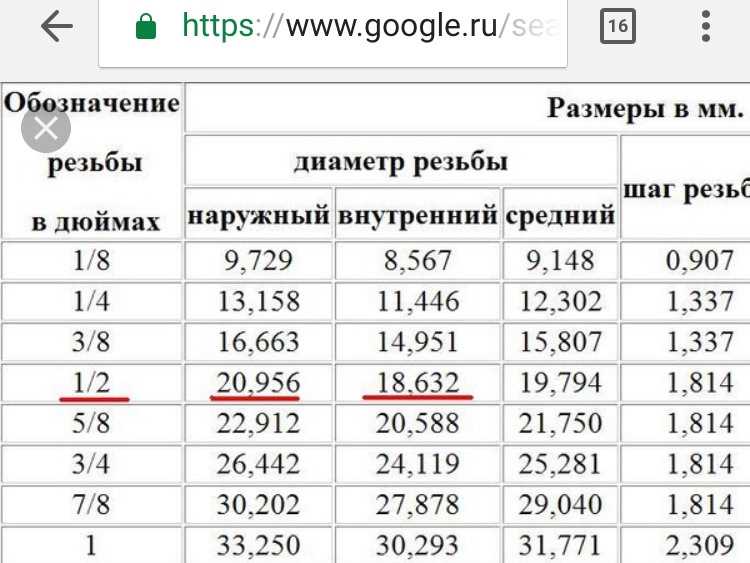
Поперечникы дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом нитей на дюйм. Обозначенные характеристики стандартизированы, потому всегда есть возможность подобрать нужный инструмент.
Нарезание внутренней резьбы метчиком
Для формирования внутренней резьбы нужны последующие инструменты и материалы:
- молоток, кернер, дрель, сверла;
- набор метчиков, вороток, слесарные тиски;
- машинное масло.
Технология нарезания резьбы метчиком
Сперва создают разметку заготовки и кернят центр грядущего отверстия. Подбирают сверло, соответственное необходимому поперечнику резьбы. Это можно сделать при помощи справочных таблиц либо приближённо по формуле d = D – P. Тут D – поперечник резьбы, P – её шаг, d – поперечник сверла. К примеру, для М10 d = 10 – 1,5 = 8,5 мм.
К примеру, для М10 d = 10 – 1,5 = 8,5 мм.
В детали сверлят отверстие на требуемую глубину, которая должна превосходить длину нарезаемой части. При помощи сверла поперечником огромным, чем d, на кромке отверстия делают фаску. Она служит для центрирования и наилучшего захода метчика.
По главным характеристикам резьбы – поперечнику и шагу – подбирают режущий инструмент. Обычно, употребляют набор из 2-ух метчиков. Какой-то из них предварительный, другой – чистовой. По размеру квадрата хвостовой части метчиков выбирают вороток.
Деталь накрепко закрепляют в тисках. Предварительный метчик и отверстие смазывают машинным маслом. После чего устанавливают метчик строго перпендикулярно поверхности детали и, нажимая вдоль его оси, крутят вороток за ручки.
Нарезав одну-две нити резьбы, делают четверть оборота в оборотную сторону. Это содействует дроблению и удалению стружки, препятствует заеданию инструмента. Работу продолжают, осуществляя попеременное вращение: ½ оборота вперед, ¼ – вспять.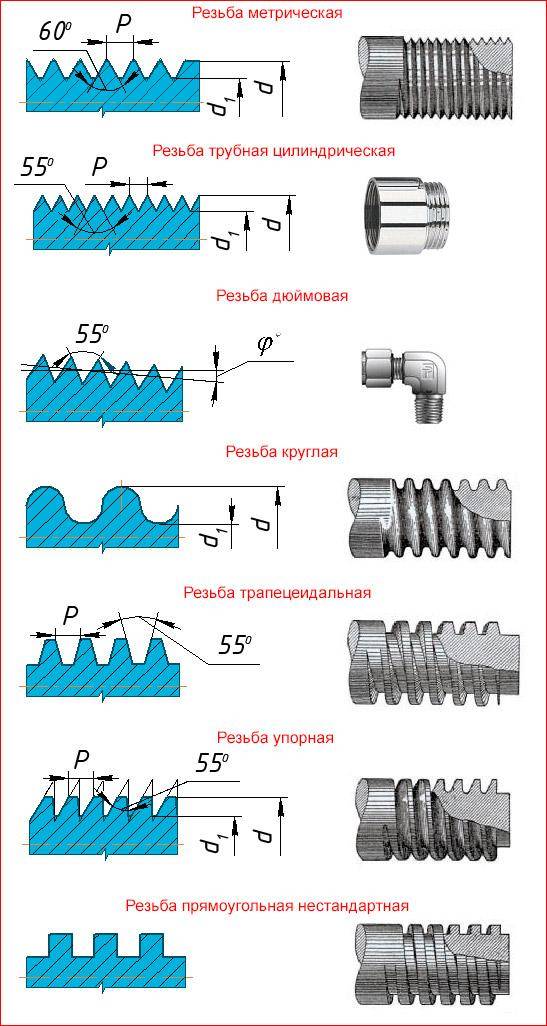 При всем этом нужно смотреть за тем, чтоб не было перекоса метчика. Не стоит также прикладывать чрезмерное усилие к нему. Чтоб не допустить заедания, режущий инструмент временами выводят, а отверстие очищают от стружки.
При всем этом нужно смотреть за тем, чтоб не было перекоса метчика. Не стоит также прикладывать чрезмерное усилие к нему. Чтоб не допустить заедания, режущий инструмент временами выводят, а отверстие очищают от стружки.
После нарезания внутренней резьбы на нужную глубину в отверстие устанавливают чистовой метчик. Когда он пойдет по заданному направлению, на него надевают вороток и продолжают работу. Периодически добавляют смазку.
Резьбу проверяют с помощью калибра-пробки или болта. Он должен ввертываться без усилий и не качаться. При необходимости делают дополнительный проход чистовым метчиком.
Как правильно определить диаметр отверстия?
Перед тем как нарезать резьбу, изготавливают отверстие, диаметр которого определяют по стандартизированным таблицам. Если подготовить отверстие, сечение которого меньше рекомендованной величины, инструмент выйдет из строя, если больше – результат будет некачественным.
Таблица соответствия метрических резьб и диаметров отверстий для них
| Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм |
| М 2 | 1,6 | М 8 | 6,7 | М 22 | 19,4 |
М 2. | 1,75 | М 9 | 7,7 | М 24 | 20,9 |
| М 2.5 | 2,05 | М 10 | 8,5 | М 27 | 23,9 |
| М 3 | 2,5 | М 11 | 9,5 | М 30 | 26,4 |
| М 3.5 | 2,9 | М 12 | 10,2 | М 33 | 29,4 |
| М 4 | 3,3 | М 14 | 12,0 | 31,9 | |
| М 5 | 4,2 | М 16 | 14,0 | М 39 | |
| М 6 | 5,0 | М 18 | 15,4 | М 42 | 37,4 |
| М 7 | 6,0 | М 20 | 17,4 | М 45 | 40,4 |
Таблица соответствия дюймовых резьб и диаметров отверстий для них
| Размер резьбы, дюймы | Диаметр, мм | Размер резьбы, дюймы | Диаметр, мм |
| 1/8 | 8,8 | 7/8 | 28,1 |
| 1/4 | 11,7 | 1 | 30,5 |
| 3/8 | 15,2 | 1 1/8 | 35,2 |
| 1/2 | 18,9 | 1 1/4 | 39,2 |
| 5/8 | 20,7 | 1 3/8 | 41,6 |
| 3/4 | 24,3 | 45,2 |
Разновидности инструмента
Подходящий инструмент выбирают, в зависимости от особенностей обрабатываемого материала, требуемой производительности и других параметров. С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем.
С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем.
По способу ведения процесса различают модели:
- Проходные (универсальные). Их рабочая часть состоит из трех зон. Первая выполняет черновую нарезку, вторая – промежуточную, третья – чистовую.
- Комплектные. Для выполнения полного комплекса работ используют несколько инструментов – для черновой, промежуточной и чистовой нарезки. Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.
Инструмент изготавливают двух типов: для обработки отверстия вручную или с помощью металлорежущего оборудования.
- Машинно-ручной. Имеет квадратный хвостовик. Работает в комплекте с держателем с двумя ручками – воротком.
- Машинный. Устанавливается в патрон металлообрабатывающих станков различных типов.
Для нарезки резьбы в непроходных и сквозных отверстиях применяют метчики разных конструкций:
- Для непроходных отверстий используют комплектный инструмент без конусного кончика.
 Работа обычно выполняется воротком.
Работа обычно выполняется воротком. - В сквозных отверстиях резьбу изготавливают метчиками с конусообразным кончиком. Чаще всего это разновидности инструмента универсального типа.
 Работа обычно выполняется воротком.
Работа обычно выполняется воротком.Каналы для отведения стружки имеют различные формы: прямую, винтовую, укороченную.
Для обработки материалов невысокой твердости подходят стружкоотводящие каналы любых форм. Чтобы метчиком нарезать резьбу в материалах высокой твердости, таких как нержавеющая и жаропрочная стали, применяют только инструмент, в котором режущие сегменты имеют шахматное расположение.
Этапы нарезания резьбы машинно-ручным метчиком
- Первый шаг – разметка в соответствии с чертежами.
- По отметкам производят кернение остро заточенным керном.
- Сверлят со средним нажимом на невысоких оборотах. Дрель должна находиться под прямым углом к поверхности. Перед началом работ сверло смазывают. Если глубина отверстия большая, то смазывание производят не только перед началом, но и во время работы.
- Повысить качество результата позволяет обработка зенкером, которая уменьшает конусность и обеспечивает параллельность боковых поверхностей.
- Метчик закрепляют в воротке, кончик его смазывают и вставляют в отверстие строго под прямым углом к поверхности. Делают первый оборот, несильно нажимая сверху на вороток. После первого оборота вперед следует сделать половину оборота назад для удаления стружки. Особую осторожность соблюдают при использовании универсального инструмента – он хрупкий и его легко повредить. Проще работать с комплектными моделями.

Как правильно
нарезать резьбу метчикомМетчик – инструмент, с помощью которого можно быстро и точно нарезать резьбу в подготовленном отверстии. Это стержень, разделенный на рабочую часть и хвостовик. Хвостовик служит для фиксации в воротке или патроне станка.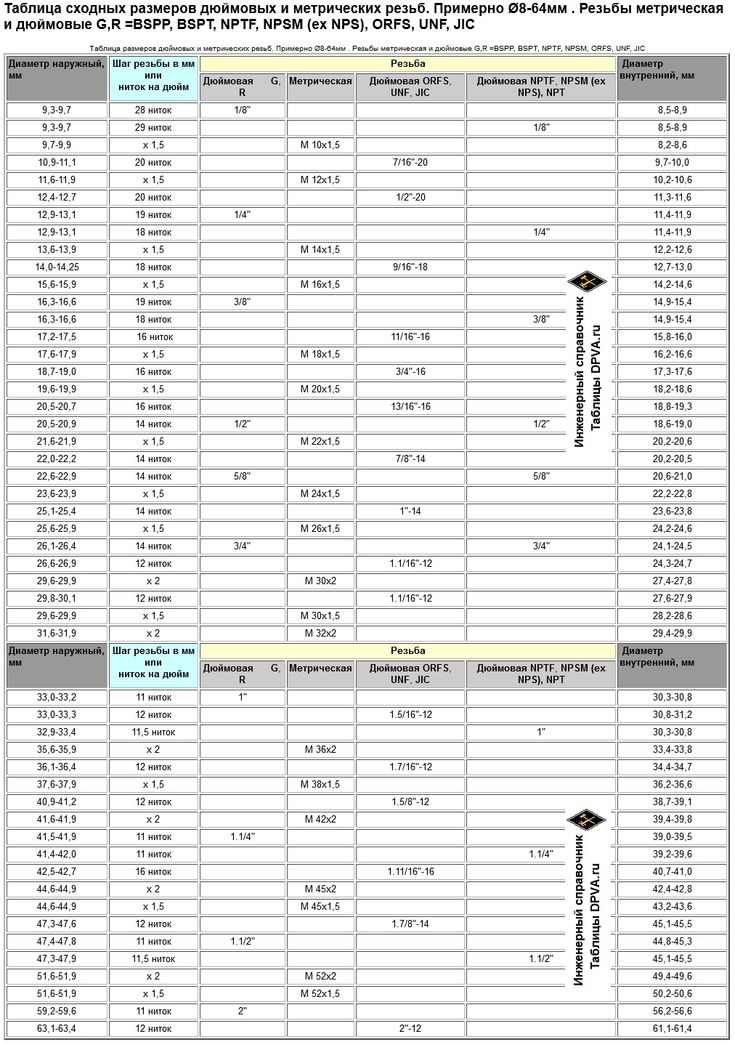 Удаление стружки обеспечивают продольные или винтовые канавки, находящиеся на режущей части. Для изготовления этого инструмента используют углеродистые или быстрорежущие стали. Чтобы качественно нарезать внутреннюю резьбу, необходимо знать, как правильно выбрать метчик и подготовить отверстие.
Удаление стружки обеспечивают продольные или винтовые канавки, находящиеся на режущей части. Для изготовления этого инструмента используют углеродистые или быстрорежущие стали. Чтобы качественно нарезать внутреннюю резьбу, необходимо знать, как правильно выбрать метчик и подготовить отверстие.
Полезные советы
Процесс необходимо вести с применением жидкостей, предназначенных для смазки и охлаждения:
- в стальных элементах применяют эмульсии, льняное масло, олифу;
- в изделиях из алюминия и его сплавов – керосин;
- при обработке меди – скипидар.
Нарезать резьбу в деталях из чугуна или бронзы можно без применения смазки.
Внутренняя нарезка
- Чтобы оснастить заготовку отверстием под резьбу внутреннего типа, первый делом следует грамотно подобрать размер сверла для М4 или другого размера резьбы согласно ГОСТ.
- Выбрав сверло, мастер приступает к выполнению отверстий под резьбу.
- Чтобы перейти к использованию специального метчика для нарезки М4, сначала выполненное отверстие обрабатывается инструментом — зенкером. Это позволяет добиться нужной чистоты отверстия.
- В процессе нарезки канавок в металлической заготовке материал немного выдавливается. Из-за этого важно правильно подобрать размер сверла. Сверло используется несколько больше, чем внутренний резьбовой диаметр используемого инструмента.
- При работе с металлом повышенной твердости существенно изменить величину отверстия при формировании канавок не удастся из-за характеристик материала.
- Если выполняется обработка металла средней или небольшой твердости, размеры сделанного отверстия сильно меняются. При совпадении величины отверстия с внутренним резьбовым диаметром начнется активное выдавливание в процессе обработки. Излишки будут негативно воздействовать на метчик. Инструмент начнет перегреваться, стружка прилипнет к внутренним поверхностям. В результате вы получите резьбу с неправильными канавками, плюс сильно рискуете сломать свой метчик.
- Для определения диаметра подходящего сверла используется специализированная таблица. В ней четко указаны все основные параметры, что позволяет новичку быстро разобраться во всех нюансах.
 Это позволяет добиться нужной чистоты отверстия.
Это позволяет добиться нужной чистоты отверстия. В ней четко указаны все основные параметры, что позволяет новичку быстро разобраться во всех нюансах.
В ней четко указаны все основные параметры, что позволяет новичку быстро разобраться во всех нюансах.Особенности нарезания
Таблица диаметров отверстия для нарезания резьбы
Параметры подбора сверла под резьбу: таблица
Если вам нужно просверлить отверстие с большим диаметром, то потребуется брать специальный станок, где сверла оснащены конусными хвостами, а вот обычные сверла оснащены цилиндрическими хвостами. На большом сверле конус имеет пятый размер. Так, параметры конуса напрямую зависят от диаметра сверла, чем больше диаметр сверла, тем больше нужен конус. Например:
- диаметр от 6 до 10 мм;
- требуемый размер конуса от 11 до 22 мм.
Подобрать максимально точно диаметр сверла под ту или иную резьбу можно, опираясь на специальную таблицу подбора размером.
Если есть необходимость создания внутренней резьбы, диаметр отверстия следует выбирать согласно диаметру резьбы и параметров резьбового шага. Эти данные в таблицах обозначены как М8×1, где:
- М – это метрическая резьба;
- цифра – это резьбовой шаг;
- если указано просто М8 и без цифр, то нужно применять стандартный большой шаг. Этот шаг параметра наиболее распространен и подогнан согласно стандартам под большинство размеров сверл.
 Этот шаг параметра наиболее распространен и подогнан согласно стандартам под большинство размеров сверл.
Этот шаг параметра наиболее распространен и подогнан согласно стандартам под большинство размеров сверл.Диаметры нуждаются в подборе соответствующего отверстия по размеру. Таблица включает перечень наиболее ходовых размеров, с которыми обычно приходится иметь дело в быту при выполнении тех или иных работ.
Метчики
- Метчик — это основной инструмент, предназначенный для нарезания резьбы. При этом метчики могут быть ручными или станочными. По данной характеристике определяют, применяется ли метчик на ручном инструменте или используется как рабочий инструмент специализированного станка;
- Метчики ручного типа выпускают комплектами;
- Обычно комплект включает три метчика;
- Первые два метчика из набора выполняют предварительные мероприятия, а последний доводит резьбу до требуемого чистового состояния;
- С помощью метчика-доводчика удается получить оптимальную по размеру и форме нарезку;
- Каждый метчик имеет свой номер, указанный на хвостовике;
- В некоторых случаях метчиков в комплекте только два, где первый — предварительный, а второй — чистовой;
- Метчики изготавливаются на основе высоколегированной стали, что позволяет им работать с твердыми сортами металла;
- Чтобы выполнить наружную резьбу, используется специальная плашка;
- Плашка бывает круглой или призматической.
Диаметр сверла под резьбу для метчиков. Таблица
При изготовлении резьбовых отверстий под метрические болты, винты, шпильки сначала в материале просверливается отверстие, а затем при помощи метчика в нем нарезается резьба. Но прежде чем приступить к сверлению, необходимо подобрать оптимальный диаметр сверла под планируемую внутреннюю резьбу, воспользовавшись специальной таблицей соответствия. Приведенные в ней значения применимы для чугуна, сталей, алюминиевых сплавов и меди.
Если размер отверстия будет больше положенного, то есть риск получить недостаточно глубокую резьбовую канавку и как следствие ослабленное соединение. Если размер отверстия слишком мал, то будут трудности при работе с метчиком, так как возникает большое сопротивление резанию, нагревание инструмента, налипание стружки на режущие кромки, заклинивание и даже поломка метчика.
Пользоваться таблицей очень просто. Для этого важно знать основные параметры метрической резьбы – это ее шаг (Р) и номинальный диаметр (d), которые измеряются в долях метра. Под шагом понимают расстояние между двумя вершинами соседних витков. За номинальный диаметр принимают наружный диаметр резьбы, который равен расстоянию между крайними точками наружных выступов винтовой косильной лески.
Под шагом понимают расстояние между двумя вершинами соседних витков. За номинальный диаметр принимают наружный диаметр резьбы, который равен расстоянию между крайними точками наружных выступов винтовой косильной лески.
Нарезка резьбы метчиком: таблица и правила
Метчик – инструмент, с помощью которого можно быстро и точно нарезать резьбу в подготовленном отверстии. Это стержень, разделенный на рабочую часть и хвостовик. Хвостовик служит для фиксации в воротке или патроне станка. Удаление стружки обеспечивают продольные или винтовые канавки, находящиеся на режущей части. Для изготовления этого инструмента используют углеродистые или быстрорежущие стали. Чтобы качественно нарезать внутреннюю резьбу, необходимо знать, как правильно выбрать метчик и подготовить отверстие.
Таблица идентификации резьбы (метрическая – грубая/мелкая)
| Основной основной диаметр | Номинальный диаметр (мм) | СТД | Шаг в мм | |||
|---|---|---|---|---|---|---|
| Дюйм | мм | Грубый | Штраф | Конус M | ||
. 0118 0118 | 0,30 | 0,30 | х | 0,075 | ||
| .0118 | 0,30 | 0,30 | * | 0,080 | ||
| .0138 | 0,35 | 0,35 | ** | 0,090 | ||
| .0146 | 0,37 | |||||
| .0157 | 0,40 | 0,40 | *Х | 0,100 | ||
| .0165 | 0,42 | |||||
| .0177 | 0,45 | 0,45 | ** | 0,100 | ||
| .0189 | 0,48 | |||||
| .0197 | 0,50 | 0,50 | *Х | 0,125 | ||
| .0209 | 0,53 | |||||
| .0213 | 0,54 | |||||
. 0217 0217 | 0,55 | 0,55 | ** | 0,125 | ||
| .0236 | 0,60 | 0,60 | *Х | 0,150 | ||
| .0244 | 0,62 | |||||
| .0276 | 0,70 | 0,70 | 0,175 | |||
| .0311 | 0,79 | |||||
| .0315 | 0,80 | 0,80 | *Х | 0,200 | ||
| .0340 | 0,86 | |||||
| .0354 | 0,90 | 0,90 | **Х | 0,225 | ||
| .0394 | 1,00 | 1,00 | *Х | 0,250 | 0,2 | |
| .0433 | 1.10 | 1.10 | ** | 0,250 | 0,2 | |
. 0470 0470 | 1,19 | |||||
| .0472 | 1,20 | 1,20 | *Х | 0,250 | 0,2 | |
| .0512 | 1,30 | |||||
| .0551 | 1,40 | 1,40 | **Х | 0,300 | 0,2 | |
| .0591 | 1,50 | 1,50 | 0,300 | |||
| .0600 | 1,52 | |||||
| .0629 | 1,60 | 1,60 | * | 0,350 | 0,2 | |
| .0669 | 1,70 | 1,70 | х | 0,350 | 0,2,0,25 | |
| .0709 | 1,80 | 1,80 | ** | 0,350 | 0,2 | |
| .0730 | 1,85 | |||||
. 0748 0748 | 1,90 | |||||
| .0787 | 2,00 | 2,00 | *Х | 0,400 | 0,25,0,35 | |
| .0860 | 2,18 | |||||
| .0866 | 2,20 | 2,20 | ** | 0,450 | 0,25 | |
| .0906 | 2,30 | 2,30 | х | 0,400 | 0,25,0,35 | |
| .0984 | 2,50 | 2,50 | * | 0,45 | 0,35 | |
| .0990 | 2,51 | |||||
| .1024 | 2,60 | 2,60 | х | 0,45 | 0,25,0,35 | |
| .1102 | 2,80 | |||||
| .1120 | 2,84 | |||||
. 1181 1181 | 3,00 | 3,00 | *Х | 0,50 | 0,35 | |
| .1250 | 3,18 | |||||
| .1260 | 3,20 | |||||
| .1380 | 3,50 | 3,50 | **Х | 0,60 | 0,35,0,5 | |
| .1417 | 3,60 | |||||
| .1575 | 4,00 | 4,00 | *Х | 0,70 | 0,5,0,75 | |
| .1614 | 4.10 | |||||
| .1640 | 4,17 | |||||
| .1772 | 4,50 | 4,50 | ** | 0,75 | 0,5 | |
| .1850 | 4,70 | |||||
| .1875 | 4,76 | |||||
. 1900 1900 | 4,83 | |||||
| .1969 | 5,00 | 5,00 | *Х | 0,80 | 0,5, 0,75, 0,90 | |
| .2087 | 5,30 | |||||
| .2160 | 5,49 | |||||
| .2165 | 5,50 | 5,50 | *** | 0,90 | 0,5 | |
| .2188 | 5,56 | |||||
| .2362 | 6,00 | 6,00 | *Х | 1,00 | 0,5, 0,75 | |
| .2500 | 6,35 | |||||
| .2756 | 7,00 | 7,00 | ***Х | 1,00 | 0,5, 0,75 | |
| .2812 | 7.14 | |||||
| .3125 | 7,94 | |||||
. 3125 3125 | 7,94 | |||||
| .3150 | 8.00 | 8.00 | *Х | 1,25 | 0,5, 0,75, 1 | |
| .3543 | 9.00 | 9.00 | ***Х | 1,25 | 0,75, 1 | |
| .3750 | 9,53 | |||||
| .3830 | 9,73 | 1 | ||||
| .3937 | 10.00 | 10.00 | *Х | 1,5 | 0,75, 1, 1,25 | |
| .4050 | 10,29 | |||||
| .4331 | 11.00 | 11.00 | ***Х | 1,5 | 0,75, 1, 1,25 | |
| .4375 | 11.11 | |||||
| .4724 | 12.00 | 12.00 | *Х | 1,75 | 1, 1,25, 1,5 | 1,5 |
. 5000 5000 | 12,70 | |||||
| .5180 | 13.16 | |||||
| .5400 | 13,72 | |||||
| .5512 | 14.00 | 14.00 | **Х | 2,00 | 1, 1,25, 1,5 | |
| .5625 | 14,29 | |||||
| .6250 | 15,88 | |||||
| .6299 | 16.00 | 16.00 | *Х | 2,00 | 1, 1,5 | 1,5 |
| .6560 | 16,66 | |||||
| .6750 | 17.15 | |||||
| .6875 | 17,46 | |||||
| .7087 | 18.00 | 18.00 | **Х | 2,5 | 1, 1,5, 2 | 1,5 |
. 7500 7500 | 19.05 | |||||
| .7874 | 20.00 | 20 | *Х | 2,5 | 1, 1,5, 2 | 1,5 |
| .8125 | 20,64 | |||||
| .8250 | 20,96 | |||||
| .8400 | 21.34 | |||||
| .8661 | 22.00 | 22 | **Х | 2,5 | 1, 1,5, 2 | 1,5 |
| .8750 | 22,23 | |||||
| .9020 | 22,91 | |||||
| .9375 | 23,81 | |||||
| .9449 | 24.00 | 24 | *Х | 3 | 1, 1,5, 2 | |
| 1.0000 | 25.40 | |||||
1. 0236 0236 | 26.00 | 26 | ***Х | 1,5 | 1,5 | |
| 1.041011 | 26,44 | |||||
| 1.0500 | 26,67 | |||||
| 1.0625 | 26,99 | |||||
| 1.0630 | 27.00 | 27 | **Х | 3 | 1, 1,5, 2 | |
| 1.1250 | 28,58 | |||||
| 1.1811 | 30.00 | 30 | *Х | 3,5 | 1, 1,5, 2, 3 | |
| 1.1875 | 30.16 | |||||
| 1.1890 | 30.20 | |||||
| 1.2500 | 31,75 | |||||
| 1.2598 | 32.00 | 32 | ***Х | 1,5, 2 | ||
1. 2992 2992 | 33.00 | 33 | **Х | 3,5 | 1,5, 2, 3 | |
| 1.3090 | 33,25 | |||||
| 1.3125 | 33,34 | |||||
| 1.3150 | 33,40 | |||||
| 1,3750 | 34,93 | |||||
| 1.3780 | 35.00 | 35 | ***Х | 1,5 | ||
| 1.4173 | 36.00 | 36 | *Х | 4 | 1,5, 2, 3 | |
| 1.4375 | 36,51 | |||||
| 1.4920 | 37,90 | 1,5 | ||||
| 1.4961 | 38.00 | 38 | ***Х | |||
| 1,5000 | 38.10 | |||||
| 1,5354 | 39.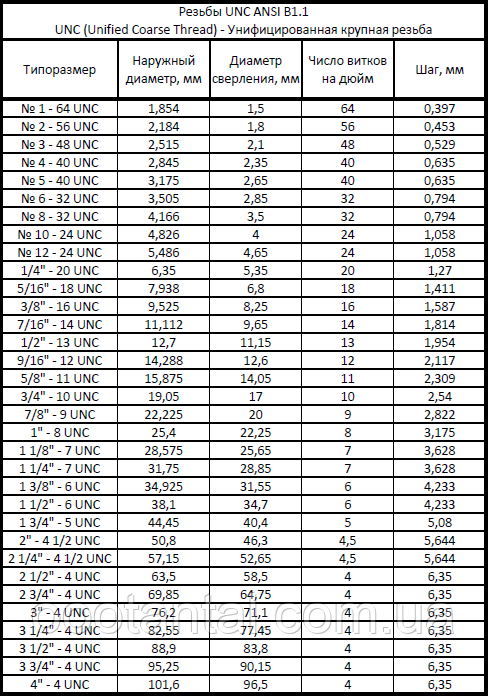 00 00 | 39 | **Х | 4 | 1,5, 2, 3 | |
| 1,5625 | 39,69 | |||||
| 1,5748 | 40.00 | 40 | ***Х | 1,5, 2, 3 | ||
| 1,6250 | 41,28 | |||||
| 1.6500 | 41,91 | |||||
| 1,6535 | 42.00 | 42 | *Х | 4,5 | 1,5, 2, 3, 4 | |
| 1.6600 | 42.16 | |||||
| 1,6875 | 42,86 | |||||
| 1,7450 | 44,32 | |||||
Вся информация является строго информативной
404 – СТРАНИЦА НЕ НАЙДЕНА
Почему я вижу эту страницу?
404 означает, что файл не найден. Если вы уже загрузили файл, имя может быть написано с ошибкой или файл находится в другой папке.
Если вы уже загрузили файл, имя может быть написано с ошибкой или файл находится в другой папке.
Вы можете получить ошибку 404 для изображений, поскольку у вас включена защита от горячих ссылок, а домен отсутствует в списке авторизованных доменов.
Если вы перейдете по своему временному URL-адресу (http://ip/~username/) и получите эту ошибку, возможно, проблема связана с набором правил, хранящимся в файле .htaccess. Вы можете попробовать переименовать этот файл в .htaccess-backup и обновить сайт, чтобы посмотреть, решит ли это проблему.
Также возможно, что вы непреднамеренно удалили корневую папку документа или вам может потребоваться повторное создание вашей учетной записи. В любом случае, пожалуйста, немедленно свяжитесь с вашим веб-хостингом.
Вы используете WordPress? См. Раздел об ошибках 404 после перехода по ссылке в WordPress.
Как найти правильное написание и папку
Отсутствующие или поврежденные файлы Когда вы получаете ошибку 404, обязательно проверьте URL-адрес, который вы пытаетесь использовать в своем браузере. Это сообщает серверу, какой ресурс он должен использовать попытка запроса.
Это сообщает серверу, какой ресурс он должен использовать попытка запроса.
http://example.com/example/Example/help.html
В этом примере файл должен находиться в папке public_html/example/Example/
Обратите внимание, что CaSe важен в этом примере. На платформах с учетом регистра e xample и E xample не совпадают.
Для дополнительных доменов файл должен находиться в папке public_html/addondomain.com/example/Example/, а имена чувствительны к регистру.
Разбитое изображениеЕсли на вашем сайте отсутствует изображение, вы можете увидеть на своей странице поле с красным размером X , где отсутствует изображение. Щелкните правой кнопкой мыши на X и выберите «Свойства». Свойства сообщат вам путь и имя файла, который не может быть найден.
Это зависит от браузера. Если вы не видите на своей странице поле с красным X , попробуйте щелкнуть правой кнопкой мыши страницу, затем выберите «Просмотреть информацию о странице» и перейдите на вкладку «Мультимедиа».
http://example.com/cgi-sys/images/banner.PNG
В этом примере файл изображения должен находиться в папке public_html/cgi-sys/images/
Обратите внимание, что в этом примере важен CaSe . На платформах с учетом регистра PNG и png не совпадают.
Ошибки 404 после перехода по ссылкам WordPress
При работе с WordPress ошибки 404 Page Not Found часто могут возникать при активации новой темы или изменении правил перезаписи в файле .htaccess.
Когда вы сталкиваетесь с ошибкой 404 в WordPress, у вас есть два варианта ее исправления.
Вариант 1. Исправьте постоянные ссылки- Войдите в WordPress.
- В меню навигации слева в WordPress нажмите Настройки > Постоянные ссылки (Обратите внимание на текущую настройку. Если вы используете настраиваемую структуру, скопируйте или сохраните ее где-нибудь.)
- Выберите По умолчанию .
- Нажмите Сохранить настройки .
- Верните настройки к предыдущей конфигурации (до того, как вы выбрали «По умолчанию»). Верните пользовательскую структуру, если она у вас была.
- Нажмите Сохранить настройки .
Во многих случаях это приведет к сбросу постоянных ссылок и устранению проблемы. Если это не сработает, вам может потребоваться отредактировать файл .htaccess напрямую.
Вариант 2: изменение файла .htaccess Добавьте следующий фрагмент кода 9index.php$ – [L]
RewriteCond %{REQUEST_FILENAME} !-f
RewriteCond %{REQUEST_FILENAME} !-d
RewriteRule . /index.php [L]
# Конец WordPress
Если ваш блог показывает неправильное доменное имя в ссылках, перенаправляет на другой сайт или отсутствуют изображения и стиль, все это обычно связано с одной и той же проблемой: в вашем блоге WordPress настроено неправильное доменное имя.
Как изменить файл .
 htaccess
htaccessФайл .htaccess содержит директивы (инструкции), которые сообщают серверу, как вести себя в определенных сценариях, и напрямую влияют на работу вашего веб-сайта.
Перенаправление и перезапись URL-адресов — это две очень распространенные директивы, которые можно найти в файле .htaccess, и многие скрипты, такие как WordPress, Drupal, Joomla и Magento, добавляют директивы в .htaccess, чтобы эти скрипты могли работать.
Возможно, вам потребуется отредактировать файл .htaccess в какой-то момент по разным причинам. В этом разделе рассматривается, как редактировать файл в cPanel, но не то, что может потребоваться изменить. статьи и ресурсы для этой информации.)
Существует множество способов редактирования файла .htaccess- Отредактируйте файл на своем компьютере и загрузите его на сервер через FTP
- Использовать режим редактирования программы FTP
- Использовать SSH и текстовый редактор
- Использование файлового менеджера в cPanel
Самый простой способ редактирования файла . htaccess для большинства людей — через диспетчер файлов в cPanel.
htaccess для большинства людей — через диспетчер файлов в cPanel.
Прежде чем что-либо делать, рекомендуется сделать резервную копию вашего веб-сайта, чтобы вы могли вернуться к предыдущей версии, если что-то пойдет не так.
Откройте файловый менеджер- Войдите в cPanel.
- В разделе «Файлы» щелкните значок File Manager .
- Установите флажок для Корень документа для и выберите доменное имя, к которому вы хотите получить доступ, в раскрывающемся меню.
- Убедитесь, что установлен флажок Показать скрытые файлы (точечные файлы) “.
- Нажмите Перейти . Файловый менеджер откроется в новой вкладке или окне.
- Найдите файл .htaccess в списке файлов. Возможно, вам придется прокрутить, чтобы найти его.
- Щелкните правой кнопкой мыши файл .