Технологический процесс это что: Технологический процесс – это… Что такое Технологический процесс?
alexxlab | 07.01.1970 | 0 | Разное
Технологический процесс | Центр “ГОСТ Р”
Технологический процесс (ТП) — это установленная соответствующими технологическими документами последовательность действий, взаимосвязанных между собой и направленных на объект процесса с целью получения требуемого результата. Состоят Технологические процессы из рабочих операций, которые могут быть связаны друг с другом с помощью технологических переходов.
На каждом производственном предприятии разработан и функционирует основной или постоянный ТП производства или процессы. Они утверждаются главным технологом предприятия. Для большей наглядности описание ТП сопровождает схема технологического процесса, которая также проходит все ступени согласования.
Разработка ТП для вновь вводимого в эксплуатацию производства осуществляется на основе типовых процессов изготовления с учетом автоматизации. При освоении новых видов изделия или новых технологий используются временные ТП.
Документы технологических процессов
Технологические документы, используемые для описания и реализации ТП производства, зависят от отрасли, в которой функционирует конкретное предприятие. Если в большинстве промышленных сфер за основу приняты маршрутные карты, то в станкостроительной отрасли операционные карты являются такой же неотъемлемой составляющей технологической документации, как и маршрутные карты.
Если в большинстве промышленных сфер за основу приняты маршрутные карты, то в станкостроительной отрасли операционные карты являются такой же неотъемлемой составляющей технологической документации, как и маршрутные карты.
Разработка тех. процесса и подготовка тех. документации осуществляется в полном соответствии с требованиями ГОСТ 14.301 – 83, который входит в состав Единой системы технологической документации (ЕСТД). В соответствии с положениями, существующими в ЕСТД, технологические документы в основной своей массе относятся к специализированной документации. В то время как Технологические инструкции классифицируются в качестве общих документов.
Норматив предусматривает следующие специальные технологические документы:
- маршрутную карту используют для маршрутного или маршрутно-операционного описания ТП или для перечисления технологических операций и перемещений в производственном процессе. Содержит данные об оборудовании, материальных нормативах и трудовых затратах, технологической оснастке ;
- карту технологического процесса или карту по выполняемой операции.
 Она предназначена для описания конкретной операции изготовления или ремонта. Также содержит все необходимые для исполнения сведения;
Она предназначена для описания конкретной операции изготовления или ремонта. Также содержит все необходимые для исполнения сведения; - карту типового или группового технологического процесса, которые используются для соответствующего ТП;
- карту технологического процесса ремонта применяют для разработки процесса ремонта, и она имеет привязку к дефектам изделия;
- операционную карту, используемую для описания конкретной технологической операции с указанием переходов внутри нее;
- ведомость технологических документов, которая содержит полный состав документов, используемых для производства на предприятии;
- другие технологические документы.
 Она предназначена для описания конкретной операции изготовления или ремонта. Также содержит все необходимые для исполнения сведения;
Она предназначена для описания конкретной операции изготовления или ремонта. Также содержит все необходимые для исполнения сведения;Разработка технологического процесса
Производится, как правило, еще перед началом строительства производственных цехов. Т.к., если речь идет о крупных производственных объектах, то они проектируются и строятся с учетом используемого оборудования и технологий. Также учитывается будущая автоматизация технологических процессов.
Схема ТП в этом случае является необходимым для проектировщиков документом.
Разработка тех. процесса зависит от вида продукции или работы, отрасли промышленности и от годового объема продукции. В зависимости от последнего показателя производства делятся по типам:
- мелкосерийное;
- серийное;
- массовое.
При этом технологический процесс производства может классифицироваться в соответствии с ГОСТ как:
- типовой ТП разрабатывается на федеральном или отраслевом уровне в качестве образцового для разработки производственных технологических документов на предприятиях отрасли;
- перспективный ТП учитывает использование новейших методов и способов;
- групповой;
- маршрутный процесс разрабатывается для единичного или мелкосерийного производства. Разработка в этом случае заключается в разработке маршрутной карты без учета переходов;
- операционный — разрабатывается для крупносерийного и массового производства. Кроме маршрутной карты разрабатываются операционные карты. А сама маршрутная карта представляет собой перечень операций, указанных в последовательности исполнения процесса;
- маршрутно-операционный ТП позволяет включать описание некоторый операций в маршрутной карте;
- единичный — разрабатывается для мелкосерийного производства. Такие тех. процессы изготовления отличаются минимизацией подготовительных операций. Разработка ТП направлена на эффективное использование технологического оборудования.
 А сама маршрутная карта представляет собой перечень операций, указанных в последовательности исполнения процесса;
А сама маршрутная карта представляет собой перечень операций, указанных в последовательности исполнения процесса;Рабочий технологический процесс – Большая Энциклопедия Нефти и Газа, статья, страница 1
Рабочий технологический процесс
Cтраница 1
Рабочий технологический процесс составляется до начала работ с тем, чтобы он был изучен в коллективе и им руководствовались все причастные работники при производстве ремонта пути. [1]
Рабочий технологический процесс выполняют по рабочей технологической и ( или) конструкторской документации. [2]
[2]
Рабочий технологический процесс составляют применительно к данному технологическому процессу с учетом местных условий и соблюдением основных положений по составлению технологического процесса на сложный комплекс работ. [3]
Рабочие технологические процессы составляют, как правило, в двух-трех вариантах и на основании их технико-экономической оценки для производства работ принимают лучший. [4]
Конкретный рабочий технологический процесс для вычислительного центра показан на рис. XIV.6 для подсистемы учета финансовых и расчетных операций. [5]
Рабочим технологическим процессом называется процесс изготовления одного или нескольких изделий в соответствии с требованиями принятой для данных условий производство рабочей технологической документации. [7]
[7]
Рабочим технологическим процессом является технологический процесс, выполняемый по рабочей технологической и ( или) конструкторской документации. [8]
Разработка рабочих технологических процессов
проводится для изготовления или ремонта изделий, конструкции которых обязательно должны быть отработаны на технологичность. Технологический процесс должен обеспечивать реализацию значений базовых показателей технологичности конструкций изготовляемого или ремонтируемого изделия. [9]Составление рабочего технологического процесса начинается обычно с анализа объемов и условий предстоящих работ во взаимосвязи их с организацией движения поездов на ремонтируемом участке, а также учета имеющихся технических и трудовых ресурсов. [10]
Разработка рабочего технологического процесса по всем видам обработки и сборки осуществляется на основании предварительно разработанной маршрутной технологии и связанной с ней документацией – маршрутно-технологических графиков, ведомостей универсального и специального оборудования.
Разработка рабочих технологических процессов осуществляется на картах операционной технологии, применительно к виду работ. [12]
Составление рабочего технологического процесса значительно облегчается, если за основу для этого берется типовой технологический процесс, который по численности бригады, характеристике верхнего строения пути и объему работ наиболее близко подходит к местным условиям. [13]
Нормирование разработанного рабочего технологического процесса выполняется после проверки технологии. Нормирование операций, выполняемых на универсальном оборудовании, производится по переходам. Это относится также к операциям, выполняемым на специальных станках, автоматах и полуавтоматах, но в этих случаях оно производится на основании расчетных листов и карт наладок. [14]
Проектирование рабочего технологического процесса капитального ремонта пути на щебеночном балласте описано в § 2 данной главы. [15]
[15]
Страницы: 1 2 3 4
Технологический процесс
Технологический процесс — это часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда. К предметам труда относят заготовки и изделия.
Виды техпроцессов
В зависимости от применения в производственном процессе для решения одной и той же задачи различных приёмов и оборудования различают следующие
Единичный технологический процесс (ЕТП). Разрабатывается индивидуально для конкретной детали.
Типичный технологический процесс (ТТП).
Создается
для группы изделий, обладающих общностью
конструктивных признаков. Разработку
типовых технологических процессов
осуществляют на общегосударственном
и отраслевом уровнях, а также на уровнях
предприятия в соответствии с общими
правилами разработки технологических
процессов.Групповой технологический процесс (ГТП).
 Создается
для группы изделий, обладающих общностью
конструктивных признаков. Разработку
типовых технологических процессов
осуществляют на общегосударственном
и отраслевом уровнях, а также на уровнях
предприятия в соответствии с общими
правилами разработки технологических
процессов.
Создается
для группы изделий, обладающих общностью
конструктивных признаков. Разработку
типовых технологических процессов
осуществляют на общегосударственном
и отраслевом уровнях, а также на уровнях
предприятия в соответствии с общими
правилами разработки технологических
процессов.В промышленности и сельском хозяйстве описание технологического процесса выполняется в документах, именуемых операционная карта технологического процесса (при подробном описании) или маршрутная карта (при кратком описании).
Маршрутная карта — описание маршрутов движения по цеху изготовляемой детали.
Операционная карта — перечень переходов, установок и применяемых инструментов.
Технологическая карта — документ, в котором описан: процесс обработки деталей, материалов, конструкторская документация, технологическая оснастка.

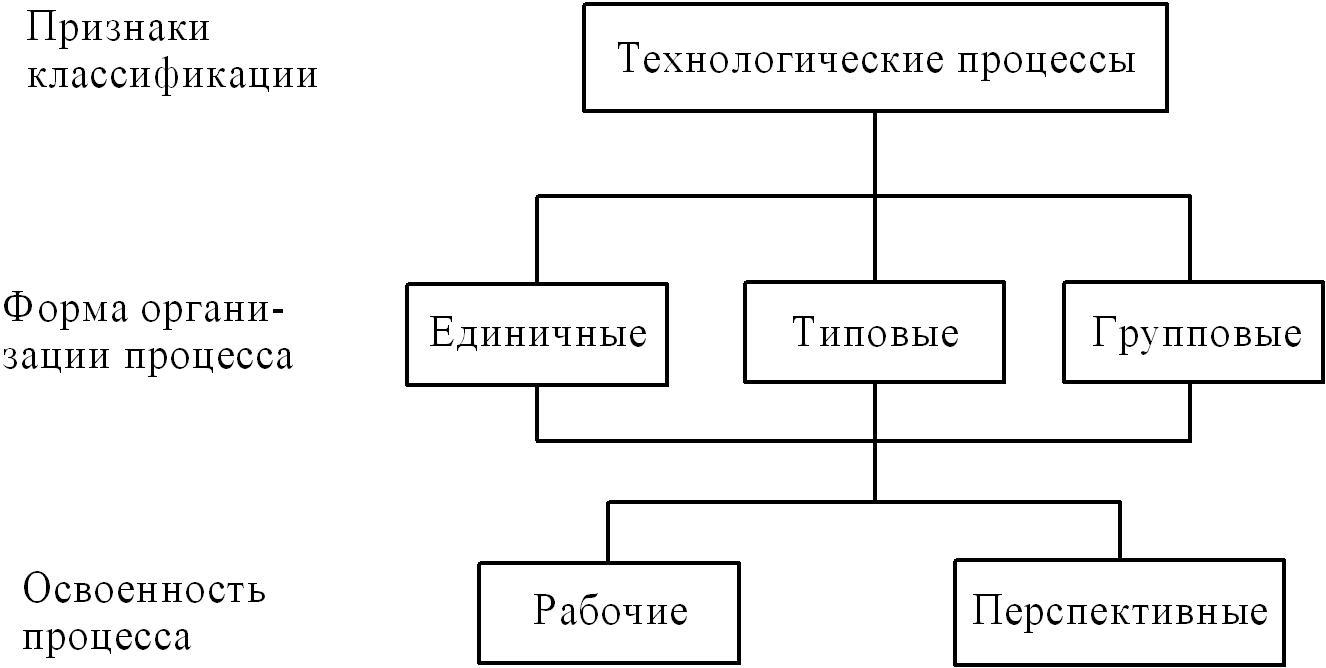
Технологические процессы делят на типовые и перспективные.
Типичный техпроцесс имеет единство содержания и последовательности большинства технологических операций и переходов для группы изделий с общими конструкторскими принципами.
Управление проектированием технологического процесса осуществляется на основе маршрутных и операционных технологических процессов.
Маршрутный технологический процесс оформляется маршрутной картой, где устанавливается перечень и последовательность технологических операций, тип оборудования, на котором эти операции будут выполняться; применяемая оснастка; укрупненная норма времени без указания переходов и режимов обработки.
Операционный технологический процесс детализирует технологию обработки и сборки до переходов и режимов обработки. Здесь оформляются операционные карты технологических процессов.
Характеристики технологических процессов в дискретном и непрерывном производствах существенно различаются. Так, в дискретном производстве выходная продукция измеряется количеством изделий, а не кубическими метрами или тоннами. Операции являются менее сложными и характеризуются меньшим числом параметров.
Характеристика
технологического процесса сборки:
I – сборка стационарная, II – сборка поточная
переходящими специализированными
бригадами, III – сборка поточная с
механизированным перемещением узлов
и изделий.
Дать характеристику технологических процессов как объектов управления – значит отметить и выделить те их особенности, которые существенны с точки зрения создаваемой или совершенствуемой системы автоматического управления.
По характеристике технологических процессов различают электрохимические и электроискровые методы обработки поверхностей.
В
результате технического перевооружения
создаются технологические схемы
производства, отличающиеся
непрерывностью. Непрерывность
технологических процессов – одна из основных тенденций
научно-технического прогресса. Она
требует комплексной механизации и
автоматизации производства, т. е.
открывает новые возможности повышения
производительности труда как за счет
интенсификации производства, так и за
счет экономии живого труда. Так же на
производстве очень желательно
проводить работы
по огнезащите для
обеспечения безопасности.
Проводя
техническое перевооружение производства,
следует избегать диспропорции в
соотношении основных фондов отдельных
цехов, участков.
По
способу воздействия на предмет труда и виду применяемого
оборудования различают механические
и аппаратурные технологические процессы.
Механические осуществляются вручную
или с помощью машин (станков, сборочных
автоматов и т. д.). В этих процессах
предмет труда подвергается механическим
воздействиям, т. е. изменяются его форма,
размеры, положение и некоторые физические
свойства обрабатываемых деталей. При
аппаратурных процессах происходит
изменение физико-химических свойств
или химического состава исходных
предметов труда под воздействием
химических реакций, тепловой энергии,
различного рода излучений или биологических
объектов.
Технологические
процессы по источнику энергии, необходимой для их осуществления можно
разделить на естественные (пассивные)
и активные. Первые происходят как
природные процессы и не требуют
дополнительной преобразованной человеком
энергии для воздействия на предмет
труда (сушка сырья, остывание металла
в обычных условиях и т. п.). Активные
технологические процессы протекают в
результате непосредственного воздействия
человека на предмет труда, либо в
результате воздействия средств труда,
приводимых в движение энергией,
целесообразно преобразованной человеком.
п.). Активные
технологические процессы протекают в
результате непосредственного воздействия
человека на предмет труда, либо в
результате воздействия средств труда,
приводимых в движение энергией,
целесообразно преобразованной человеком.
Операционный технологический процесс – Технический словарь Том III
Операционный технологический процесс – технологический процесс, выполняемый по документации, в которой содержание операций излагается с указанием переходов и режимов обработки.Операционный технологический процесс является более детальным. Он детализирует технологию обработки и сборки до переходов и режимов обработки. Здесь оформляются операционные карты технологических процессов.
Операционный технологический процесс выполняется по документации, в которой содержание операций излагается с указанием переходов и режимов обработки.
Операционный технологический процесс выполняют по документации, в которой операции изложены с указанием переходов и режимов обработки.
Операционный технологический процесс состоит из следующих этапов: схемы обработки; раздельного операционного припуска в каждой зоне; режущих инструментов; внутриоперацион-ных контуров, ограничивающих заготовку после работы каждого инструмента; корректоров и назначения схем их включения ( выключения) по инструментам и координатным осям; числа рабочих ходов для каждой зоны; режимов резания; оснастки.
Операционный технологический процесс – это технологический процесс, выполняемый по документации, в которой содержание операций излагается с указанием переходов и режимов обработки. Операционный технологический процесс применяется в серийном и массовом производстве, а для деталей сложных конструкций и высокой точности также и в опытном производстве.
Операционный технологический процесс содержит описание технологической операции с указанием переходов, режимов обработки и данных о средствах технологического оснащения.
Операционный технологический процесс выполняется по документации, в которой содержание всех операций излагается с указанием переходов и режимов обработки.
 При разработке операционного технологического процесса в маршрутной карте в графе Обозначение документа следует указывать лишь обозначение инструкций по охране труда. При этом средства защиты и технологические режимы обработки должны быть перечислены в соответствующих графах документов, предусматривающих операционное изложение. К таким документам относятся операционные карты, операционные типовые карты, карты технологического процесса, карты типового технологического процесса, ведомости деталей ( сборочных единиц) к типовому технологическому процессу и к типовой технологической операции.
При разработке операционного технологического процесса в маршрутной карте в графе Обозначение документа следует указывать лишь обозначение инструкций по охране труда. При этом средства защиты и технологические режимы обработки должны быть перечислены в соответствующих графах документов, предусматривающих операционное изложение. К таким документам относятся операционные карты, операционные типовые карты, карты технологического процесса, карты типового технологического процесса, ведомости деталей ( сборочных единиц) к типовому технологическому процессу и к типовой технологической операции.Операционным технологическим процессом называют технологический процесс, выполняемый по документации, в которой содержание всех операций излагается с указанием переходов и режимов обработки.
Проектирование операционных технологических процессов занимает основное место по сложности решаемых задач и трудоемкости их выполнения. На больших заводах тяжелого машиностроения проектируется ежегодно свыше 100 тыс.
 технологических процессов. Естественно возникла потребность в повышении производительности труда технолога-машиностроителя.
технологических процессов. Естественно возникла потребность в повышении производительности труда технолога-машиностроителя.Проектирование операционных технологических процессов с использованием ЭЦВМ производится следующим образом. Исходным документом, как и при проектировании ручным методом, является рабочий чертеж детали. Геометрические и технологические данные детали с чертежа переносятся техником-технологом в кодиро-вочную таблицу. Затем эти исходные данные переносятся на перфокарту перфораторщиком. Далее перфокарты передаются оператору ЭЦВМ, который с помощью вводного устройства вводит исходные данные в машину. Среднее время проектирования 1-го техпроцесса равно 5 – 8 мин.
В операционном технологическом процессе маршрутная карта содержит только наименование всех операций в технологической последовательности, включая контроль и перемещение, перечень документов, применяемых при выполнении операции, технологическое оборудование и трудозатраты. Сами операции разрабатываются на операционных картах.
 Применяется в крупносерийном и массовом типах производства.
Применяется в крупносерийном и массовом типах производства.При разработке операционного технологического процесса составляют не только операционные карты, но и с а р т ы эскизов – документы, содержащие эскизы, схемы и таблицы, необходимые для выполнения операций или отдельных переходов. Обрабатываемые поверхности на эскизах обводятся сплошной утолщенной линией. Окружности соединяют чертой с размерной линией. При этом размеры и предельные отклонения в содержании операции ( перехода) не указываются, например, расточить отверстие 2 или фрезеровать поверхность, выдержав размер 3, имея в виду порядковый номер размера.
При отсутствии операционных технологических процессов и технических норм времени коэффициент k определяют на основе хронометража элементов приемов работ.
Подсистема Изготовление проектирует операционные технологические процессы обработки штампов на станках с ЧПУ. Исходной информацией являются сведения, поступающие из подсистем Технолог-2 и Вход. В памяти машины хранятся типовые схемы обработки, режимы резания, таблицы применяемости инструмента и другие нормативные сведения.

Третий уровень включает проектирование операционных технологических процессов на основе полученных ранее маршрутов обработки детали. Степень детализации маршрута доводится до окончательного определения состава и последовательности переходов в каждой операции, выбора инструмента, определения оптимальных режимов резания.
Следующим шагом при проектировании операционных технологических процессов обработки валов является определение маршрута дальнейшей обработки детали. Алгоритм назначения маршрута обработки создает массив данных, которые и определяют последовательность обработки детали с учетом наличия термической обработки, чистоты и точности обработки, наличия шпоночных пазов, резьб и др. В массив заносятся коды операции и соответственно номера строк кодировочной таблицы.
Он незаменим при автоматизации проектирования операционных технологических процессов. Классификатор охватывает основные виды технологических процессов на производство отливок из металлов и сплавов, обработку металлов давлением, резанием, сварку, пайку, термическую обработку, нанесение защитных и декоративных покрытий и др. В методике рассматриваются научно-методические и организационные вопросы построения общесоюзной системы технологической классификации сборочных единиц для ЕСТПП, разработки локальных отраслевых классификаторов на ее основе.
В методике рассматриваются научно-методические и организационные вопросы построения общесоюзной системы технологической классификации сборочных единиц для ЕСТПП, разработки локальных отраслевых классификаторов на ее основе.
В серийном и массовом производстве разрабатывают операционный технологический процесс: при разработке операции уточняют ее содержание, устанавливают последовательность и возможность совмещения переходов во времени, окончательно выбирают оборудование, инструмент, приспособления, назначают режимы резания, определяют норму времени, устанавливают настроечные размеры и составляют схему наладки.
На основе данных, полученных из операционного технологического процесса, схем движения характеристических точек режущих инструментов и таблицы координат опорных точек, составляют расчетно-технологическую карту ( РТК), необходимую для кодирования информации, и карту наладки станка для обработки данной заготовки.
На рис. 3 приведены схемы построения маршрутного и операционного технологического процесса сборки для поточно-массового и серийного производства. Штриховой линией показана параллельно выполняемая узловая сборка. Схемы отражают последовательность этапов разработки, прямые и обратные связи.
Штриховой линией показана параллельно выполняемая узловая сборка. Схемы отражают последовательность этапов разработки, прямые и обратные связи.
Управление проектированием технологического процесса осуществляется на основе маршрутных и операционных технологических процессов.
В зависимости от типа производства разрабатывается маршрутный или операционный технологический процесс сборки. Для единичного и мелкосерийного производства разрабатывается укрупненный маршрутный технологический процесс сборки или к сборочному чертежу прилагается только схема сборки. Для серийного и массового производства разрабатывается операционный технологический процесс сборки, в котором сборка каждого узла расчленяется на операции, переходы, приемы: составляются схема и циклограмма сборки.
В табл. 8 в качестве примера даются нормативы трудоемкости разработки операционных технологических процессов на литейную обработку, штамповку и сварку, применяющиеся на ряде заводов сельскохозяйственного машиностроения.
Описывается опыт разработки и внедрения автоматизации с помощью ЭЦВМ проектирования операционных технологических процессов механической обработки дета – Яей типа жестких валов диаметром 500 мм и длиной 2500 мм.
Групповую совокупность деталей при изготовлении характеризует общность оборудования оснастки, наладки и операционного технологического процесса. При создании групп обрабатываемых деталей принимают во внимание однородность заготовок и их материал, серийность, требования к точности и шероховатости обрабатываемых поверхностей, размеры и геометрическую форму деталей, сходство поверхностей, общность планирования и организации производства.
Таким образом, группа деталей характеризуется общностью оборудования, оснастки, наладки и операционного технологического процесса.
Маршрутный технологический процесс включает в себя содержание всех операций без указания переходов и режимов обработки, операционный технологический процесс – содержание операций с указанием переходов и режимов обработки, маршрутно-операционный технологический процесс – содержание отдельных операций без указаний переходов и режимов обработки.
Технологический же процесс, выполняемый по документации, в которой содержание операции излагается с указанием переходов и режимов обработки, называется операционным технологическим процессом.
Проектирование цеха ведут на основе точной производственной программы, в которой количество изделий точно определено по номенклатуре и типоразмерам, при этом разрабатывают операционный технологический процесс с подробным нормированием каждой операции. Разработка такого процесса целесообразна при проектировании цехов для крупносерийного или массового производства.
Классификатор технологических операций в машиностроении и приборостроении предназначен для упорядочения классификации, кодирования и терминологии технологических операций как в технологической документации, так и в производстве; для испольвования при автоматизации проектирования операционных технологических процессов.
Маршрутный технологический процесс выполняют по документации, в которой содержание операций излагается без указания переходов и режимов обработки. Операционный технологический процесс выполняют до документации, в которой содержание операций излагается с указанием переходов и режимов обработки.
Операционный технологический процесс выполняют до документации, в которой содержание операций излагается с указанием переходов и режимов обработки.
Операционный технологический процесс – это технологический процесс, выполняемый по документации, в которой содержание операций излагается с указанием переходов и режимов обработки. Операционный технологический процесс применяется в серийном и массовом производстве, а для деталей сложных конструкций и высокой точности также и в опытном производстве.
В маршрутной карте в соответствии с установленными формами указывают данные об оборудовании, оснастке, о материальных и трудовых затратах. Изложение операционного технологического процесса приводят в операционных картах, составляемых совместно с картами эскизов.
Потребное количество оборудования определяется на основании технологического процесса. После разработки операционного технологического процесса на основные детали и маршрутной технологии на все остальные детали узла или машин, а также после определения норм времени на их изготовление определяют потребное количество станков по типам и их загрузку в соответствии с заданной производственной программой. В число деталей, определяющих годовую программу, должны входить также запасные детали. Для серийного машиностроения их учитывают путем увеличения на 5 – 6 % количества станко – и человеко-часов, необходимых для выполнения производственной программы, по тем станкам, на которых обрабатываются запасные детали.
В число деталей, определяющих годовую программу, должны входить также запасные детали. Для серийного машиностроения их учитывают путем увеличения на 5 – 6 % количества станко – и человеко-часов, необходимых для выполнения производственной программы, по тем станкам, на которых обрабатываются запасные детали.
Операционный технологический процесс выполняется по документации, в которой содержание всех операций излагается с указанием переходов и режимов обработки. При разработке операционного технологического процесса в маршрутной карте в графе Обозначение документа следует указывать лишь обозначение инструкций по охране труда. При этом средства защиты и технологические режимы обработки должны быть перечислены в соответствующих графах документов, предусматривающих операционное изложение. К таким документам относятся операционные карты, операционные типовые карты, карты технологического процесса, карты типового технологического процесса, ведомости деталей ( сборочных единиц) к типовому технологическому процессу и к типовой технологической операции.
На таблице 14 показан пример бланка маршрутной карты для типовых операционных технологических процессов. Основную надпись ( см. табл. 14) выполняют по установленной ГОСТ форме. Она содержит следующие сведения: наименование предприятия, разработавшего данный документ; наименование технологического процесса, детали ( сборочной единицы), порядковый номер документа и фамилии лиц, подписавших документ.
Кодировочный бланк маршрута технологического процесса изготовления инструмента служит управляющим алгоритмом формирования операционного технологического процесса изготовления инструмента. Автоматизированное проектирование операционных технологических процессов инструментов осуществляется по этапам. После того как определена типовая последовательность технологических операций, выполняется следующая процедура: расчет припусков режимов резания и норм времени для всех операций этой последовательности с последующим определением экономических показателей этапа обработки инструмента. После проведения счетно-логических действий с помощью алфавитно-цифрового печатного устройства ( АЦПУ) выдается выходная информация в виде маршрутных и операционных карт, а для станков с ЧПУ – запись на программоносителе станка.
Технологический процесс, выполняемый по документации, в которой содержание операций излагается без указания переходов и режимов обработки, лазывается маршрутным технологическим процессом. Технологический процесс, выполняемый по документации, в которой содержание операций излагается с указанием переходов и режимов обработки, называется операционным технологическим процессом.
Кодировочный бланк маршрута технологического процесса изготовления инструмента служит управляющим алгоритмом формирования операционного технологического процесса изготовления инструмента. Автоматизированное проектирование операционных технологических процессов инструментов осуществляется по этапам. После того как определена типовая последовательность технологических операций, выполняется следующая процедура: расчет припусков режимов резания и норм времени для всех операций этой последовательности с последующим определением экономических показателей этапа обработки инструмента. После проведения счетно-логических действий с помощью алфавитно-цифрового печатного устройства ( АЦПУ) выдается выходная информация в виде маршрутных и операционных карт, а для станков с ЧПУ – запись на программоносителе станка.
В зависимости от типа производства разрабатывается маршрутный или операционный технологический процесс сборки. Для единичного и мелкосерийного производства разрабатывается укрупненный маршрутный технологический процесс сборки или к сборочному чертежу прилагается только схема сборки. Для серийного и массового производства разрабатывается операционный технологический процесс сборки, в котором сборка каждого узла расчленяется на операции, переходы, приемы: составляются схема и циклограмма сборки.
Структурная схема сборочного состава изделия. Для разработки технологических процессов блоки, субблоки и узлы объединяются в группы. При составлении групп технолог обращает внимание на идентичность схем технологических процессов, одинаковые конструктивно-технологические признаки сборочных единиц, возможность применения однотипного технологического оборудования для сборки и монтажа. От каждой группы выбирается типовой представитель, и на него в дальнейшем разрабатывается маршрутный или операционный технологический процесс.
Серийным называется производство, при котором изготовление изделий производят партиями ( сериями), повторяющимися через определенные промежутки времени. Наряду с универсальным оборудованием применяют специализированные, а в отдельных случаях и специальные станки. В этом типе производства, и особенно при больших сериях изготовляемых изделий, целесообразно разрабатывать подробный операционный технологический процесс и оснащать его специальными приспособлениями, режущими и измерительными инструментами, что удешевляет выпускаемую продукцию и сокращает цикл производства. В зависимости от условий ( стабильность и повторяемость изделий, размеры серий) оборудование преимущественно располагается по группам однотипных станков или в соответствии с технологическим процессом.
На третьем уровне проектируется операционный технологический процесс на основе ранее разработанных маршрутов обработки деталей. Степень детализации маршрута доводится до лереходов в каждой операции. В результате выявляется несколько вариантов операционного технологического процесса и из них выбирается оптимальный. Четвертый уровень детализации необходим при использовании станков с программным управлением. Степень детализации здесь доводится до выявления элементов траектории движения режущего инструмента и команд управления станком.
Четвертый уровень детализации необходим при использовании станков с программным управлением. Степень детализации здесь доводится до выявления элементов траектории движения режущего инструмента и команд управления станком.
На третьем уровне проектируется операционный технологический процесс на основе ранее разработанных маршрутов обработки деталей. Степень детализации маршрута доводится до лереходов в каждой операции. В результате выявляется несколько вариантов операционного технологического процесса и из них выбирается оптимальный. Четвертый уровень детализации необходим при использовании станков с программным управлением. Степень детализации здесь доводится до выявления элементов траектории движения режущего инструмента и команд управления станком.
Решение задачи автоматизации проектирования в общем виде представляет значительные трудности. Для эффективного использования ЭВМ и получения практических результатов необходимы некоторые упрощения, направленные на ограничение числа анализируемых вариантов технологических процессов. Определенную роль в этом играет унификация технологии. Упрощения обычно заключаются в расчленении процесса проектирования на ряд уровней, например четыре, различных по степени детализации. Первый уровень отражает принципиальную схему технологического процесса, которая включает в себя состав и последовательность этапов. Например, в механообработке этапами являются черновая, получистовая, чистовая и отделочная обработка деталей. На третьем уровне проектируется операционный технологический процесс на основе ранее разработанных маршрутов обработки деталей. Степень детализации маршрута доводится до переходов в каждой операции. В результате выявляется несколько вариантов операционного технологического процесса и из них выбирается оптимальный. Четвертый уровень детализации необходим при использовании станков с программным управлением. Степень детализации здесь доводится до выявления элементов траектории движения режущего инструмента и команд управления станком.
Определенную роль в этом играет унификация технологии. Упрощения обычно заключаются в расчленении процесса проектирования на ряд уровней, например четыре, различных по степени детализации. Первый уровень отражает принципиальную схему технологического процесса, которая включает в себя состав и последовательность этапов. Например, в механообработке этапами являются черновая, получистовая, чистовая и отделочная обработка деталей. На третьем уровне проектируется операционный технологический процесс на основе ранее разработанных маршрутов обработки деталей. Степень детализации маршрута доводится до переходов в каждой операции. В результате выявляется несколько вариантов операционного технологического процесса и из них выбирается оптимальный. Четвертый уровень детализации необходим при использовании станков с программным управлением. Степень детализации здесь доводится до выявления элементов траектории движения режущего инструмента и команд управления станком.
Решение задачи автоматизации проектирования в общем виде представляет значительные трудности. Для эффективного использования ЭВМ и получения практических результатов необходимы некоторые упрощения, направленные на ограничение числа анализируемых вариантов технологических процессов. Определенную роль в этом играет унификация технологии. Упрощения обычно заключаются в расчленении процесса проектирования на ряд уровней, например четыре, различных по степени детализации. Первый уровень отражает принципиальную схему технологического процесса, которая включает в себя состав и последовательность этапов. Например, в механообработке этапами являются черновая, получистовая, чистовая и отделочная обработка деталей. На третьем уровне проектируется операционный технологический процесс на основе ранее разработанных маршрутов обработки деталей. Степень детализации маршрута доводится до переходов в каждой операции. В результате выявляется несколько вариантов операционного технологического процесса и из них выбирается оптимальный. Четвертый уровень детализации необходим при использовании станков с программным управлением.
Для эффективного использования ЭВМ и получения практических результатов необходимы некоторые упрощения, направленные на ограничение числа анализируемых вариантов технологических процессов. Определенную роль в этом играет унификация технологии. Упрощения обычно заключаются в расчленении процесса проектирования на ряд уровней, например четыре, различных по степени детализации. Первый уровень отражает принципиальную схему технологического процесса, которая включает в себя состав и последовательность этапов. Например, в механообработке этапами являются черновая, получистовая, чистовая и отделочная обработка деталей. На третьем уровне проектируется операционный технологический процесс на основе ранее разработанных маршрутов обработки деталей. Степень детализации маршрута доводится до переходов в каждой операции. В результате выявляется несколько вариантов операционного технологического процесса и из них выбирается оптимальный. Четвертый уровень детализации необходим при использовании станков с программным управлением. Степень детализации здесь доводится до выявления элементов траектории движения режущего инструмента и команд управления станком.
Степень детализации здесь доводится до выявления элементов траектории движения режущего инструмента и команд управления станком.
Классификация технологических процессов | | Основы технологии машиностроения
Технологические процессы в зависимости от своего назначения и условий производства могут иметь различные виды и формы. Вид технологического процесса определяется числом изделий, охватываемых процессом (одно изделие, группа однотипных или разнотипных или разнотипных изделий).
В соответствии с ГОСТ 3 1109—82 технологические процессы подразделяют на единичные, унифицированные, типовые, групповые, перспективные, рабочие, проектные, временные и стандартные.
Единичный технологический процесс — это технологический процесс изготовления изделия одного наименования, типоразмера и исполнения независимо от типа производства. Разработка такого процесса характерна для оригинальных изделий, не имеющих общих признаков с изделиями, ранее изготовленными на предприятии.
Унифицированный технологический процесс — это технологический процесс, относящийся к группе деталей, характеризующихся общностью конструктивных и технологических признаков. Унифицированные технологические процессы подразделяются на типовые и групповые и находят широкое применение во всех видах серийного производства.
Типовой технологический процесс — это технологический процесс изготовления группы деталей с общими конструктивными и технологическими признаками, характеризуется общностью содержания и последовательности большинства технологических операций для группы таких деталей и используется как информационная основа при разработке рабочего технологического процесса.
Групповой технологический процесс — это технологический процесс изготовления группы деталей с разными конструктивными, но общими технологическими признаками.
В соответствии с этим определением групповой технологический процесс представляет собой процесс обработки деталей различной конфигурации, состоящий из комплекса групповых технологических операций, выполняемых на специализированных рабочих местах в последовательности технологического маршрута изготовления определенной группы деталей (ГОСТ 14. 316—75). Групповые процессы, применяемые в промышленности, разрабатывают на конструктивно и технологически сходные детали для всех типов производства, не только на уровне предприятия.
316—75). Групповые процессы, применяемые в промышленности, разрабатывают на конструктивно и технологически сходные детали для всех типов производства, не только на уровне предприятия.
Перспективный технологический процесс — это технологический процесс, соответствующий современным достижениям науки и техники, методы и средства осуществления, которого полностью или частично предстоит освоить на предприятии.
Рабочий технологический процесс — это технологический процесс, выполняемый по рабочей технологической документации, разрабатывается только на уровне предприятия и применяется для изготовления конкретной детали.
Проектный технологический процесс выполняется по предварительному проекту технологической документации.
Временный технологический процесс применяется на предприятии в течение ограниченного периода времени из-за отсутствия
надлежащего оборудования или в связи с аварией до замены на более современный.
Стандартный технологический процесс — это технологический процесс, установленный стандартом и выполняемый по рабочей технологической документации, оформленной стандартом (ОСТ, СТП), и относящийся к конкретному оборудованию, режимам обработки и технологической оснастке.
Комплексный технологический процесс — это процесс, в состав которого включаются не только технологические операции, но и транспортно-накопительные, контрольные, моечные, загрузочно- разгрузочные и др. Такие процессы проектируются при создании АЛ и ГПС.
Классификация технологических процессов в зависимости стих видов, характера производства, технологическим и другим признакам показана на рис.
Создание технологического процесса в ADEM VX
Создание технологического процесса в ADEM VX.
Андрей Красильников, Айрат Юзмухаметов, Игорь Ямаев
В
данной статье мы рассмотрим пример создания технологического процесса (ТП) с использованием средств модуля CAPP системы ADEM, приведем описание
наиболее эффективных методов и сервисов, применяемых при составлении маршрута
обработки, оснащении, нормировании и расчете основных параметров ТП. Этот этап является основным и самым
трудоемким, поэтому применение данных методов и сервисов позволяет значительно
ускорить процесс разработки ТП, что
приводит к повышению эффективности технологической подготовки производства.
Этот этап является основным и самым
трудоемким, поэтому применение данных методов и сервисов позволяет значительно
ускорить процесс разработки ТП, что
приводит к повышению эффективности технологической подготовки производства.
К основным возможностям модуля CAPP системы ADEM можно отнести:
- Получение необходимой информации от конструктора в электронном виде (чертеж, 3D модель).
- Проектирование маршрута изготовления (диалоговое или полуавтоматическое или автоматическое), представление его в виде структурированного иерархического дерева и в виде форматированного текста (отображаемая информация выделяется размером и цветом шрифта, отступами).
- Расчет основных режимов обработки, автоматизация рутинных расчетов.
- Материальное и трудовое нормирование.
- Формирование всей необходимой документации в
соответствии с требованием ЕСТД и
стандартов предприятия (СТП).
- Возможность работы с нормативно-справочной информацией как поставляемой с системой ADEM, так и с базами данных пользователей.
- Организация параллельной работы с ТП.
- Организация передачи информации о ТП в систему управления предприятием (MES/ERP).

Создание
технологического процесса в системе ADEM
выполняется в два этапа. Первый этап это ввод и накопление данных, собственно
сам процесс проектирования. При этом информация вводится только один раз, и в
дальнейшем может попадать в различные
документы. В зависимости от серийности производства разработка технологических
процессов ограничивается маршрутной технологией (в индивидуальном и
мелкосерийном производствах), либо разрабатывается более подробная
пооперационная технология (средне и крупносерийное производство). На втором
этапе осуществляется формирование выходных документов. Данный этап выполняется
в пакетном режиме без участия технолога.
Данный этап выполняется
в пакетном режиме без участия технолога.
В качестве примера рассмотрим один из вариантов проектирования ТП – проектирование “с нуля”. В качестве исходных данных имеем 3D модель детали “Втулка” и конструкторский чертеж, оформленный в соответствии с ЕСКД (Рис. 1).
Рис. 1. Деталь “Втулка”.
Процесс изготовления детали можно представить в виде следующего маршрута обработки, который представлен на Рис. 2.
Рис. 2. Маршрут обработки.
Исходная информация
Для
технолога исходной информацией является
чертеж конструктора, на основании которого он и начинает проектирование ТП. Хорошо, если чертеж сделан с
использованием системы ADEM, тогда
все данные из штампа чертежа автоматически
попадают в общие данные проектируемого ТП
(Рис. 3). Если чертеж сделан в любой другой системе геометрического
моделирования, то его можно импортировать, используя стандартные форматы обмена
dxf или dwg и всю информацию из штампа чертежа получить в общие данные
методом скалывания с экрана. Стоит отметить, что наличие электронного чертежа
не является обязательным. Используя прямые форматы (SolidWorks, Pro/Engineer,
Catia, Inventor) или стандартные форматы обмена (Step, Iges), можно
импортировать объемную модель и использовать ее в процессе проектирования для
создания операционных эскизов или для создания обработки с применением
оборудования с ЧПУ.
3). Если чертеж сделан в любой другой системе геометрического
моделирования, то его можно импортировать, используя стандартные форматы обмена
dxf или dwg и всю информацию из штампа чертежа получить в общие данные
методом скалывания с экрана. Стоит отметить, что наличие электронного чертежа
не является обязательным. Используя прямые форматы (SolidWorks, Pro/Engineer,
Catia, Inventor) или стандартные форматы обмена (Step, Iges), можно
импортировать объемную модель и использовать ее в процессе проектирования для
создания операционных эскизов или для создания обработки с применением
оборудования с ЧПУ.
Материал
заготовки и ее параметры являются одними из основных характеристик детали. При
условии наличия заготовки, указанной в чертеже, в справочнике материалов и
сортаментов и при известных величинах, таких как масса детали, количество
деталей, система позволяет автоматически рассчитать массу заготовки (с учетом
ширины реза), КИМ, норму расхода материала (см. Рис. 3). Для этого система снабжена специальными алгоритмами
расчета. Если пользователь имеет свои, уникальные алгоритмы расчета каких-либо
параметров, то, описав сценарий расчета, можно подключить его к процессу
проектирования.
Рис. 3). Для этого система снабжена специальными алгоритмами
расчета. Если пользователь имеет свои, уникальные алгоритмы расчета каких-либо
параметров, то, описав сценарий расчета, можно подключить его к процессу
проектирования.
Рис. 3. Общие данные.
Операции
Переходим непосредственно к процессу проектирования маршрута обработки ? создание операций.
Операции можно создавать различными способами:
ü Выбирать из контекстно-зависимого меню. Для каждого направления проектирования ТП (механообработка, сборка, сварка и др.) формируется свое контекстно-зависимое меню;
ü Используя классификатор операций. Занесен весь классификатор технологических операций машиностроения и приборостроения, которые разбиты на виды и группы для удобства пользования;
ü Используя подготовленные фрагменты ТП, сохраненные в виде библиотеки технологических фрагментов ТП;
С
каждой операцией технологического процесса может быть связан операционный
эскиз. После перехода в модуль ADEM CAD в режиме создания эскиза технологу становится
доступным весь функционал данного модуля. Можно создать новый эскиз на основе
чертежа конструктора или объемной модели, загрузить готовый, или создать новый
эскиз с нуля, а также доработать любые предыдущие эскизы (Рис. 4)
После перехода в модуль ADEM CAD в режиме создания эскиза технологу становится
доступным весь функционал данного модуля. Можно создать новый эскиз на основе
чертежа конструктора или объемной модели, загрузить готовый, или создать новый
эскиз с нуля, а также доработать любые предыдущие эскизы (Рис. 4)
Рис. 4. Первый этап.
Переходы
Как и операции, переходы можно создать несколькими способами: выбрать из контекстно-зависимого меню, где есть возможность выбора различных типов переходов (установочные переходы, общие переходы, переходы технического контроля), либо загрузкой заранее подготовленных переходов из библиотеки технологических фрагментов ТП, либо используя автоматическое проектирование частей ТП.
Текст
содержания перехода можно выбрать из имеющихся фраз, содержащихся в справочнике
на все виды переходов, где с каждым типом операций используются свои шаблоны,
или набрать вручную. Дополнительную информацию, такую как размеры, тексты или
длины контуров можно сколоть с эскиза, что является удобным при составлении
содержания перехода и ускоряет процесс написания ТП. При вводе текстов переходов и другой текстовой информации неизбежно
могут возникать орфографические ошибки. Все современные текстовые процессоры (MS
Word, Open Office и др.)
имеют специальный функционал, обеспечивающий проверку правописания
(орфографии). С целью повышения качества формируемой документации в системе ADEM также появилась такая возможность
(см. Рис. 5).
Дополнительную информацию, такую как размеры, тексты или
длины контуров можно сколоть с эскиза, что является удобным при составлении
содержания перехода и ускоряет процесс написания ТП. При вводе текстов переходов и другой текстовой информации неизбежно
могут возникать орфографические ошибки. Все современные текстовые процессоры (MS
Word, Open Office и др.)
имеют специальный функционал, обеспечивающий проверку правописания
(орфографии). С целью повышения качества формируемой документации в системе ADEM также появилась такая возможность
(см. Рис. 5).
Рис. 5. Проверка правописания.
Очень удобно при этом
пользоваться технологическим окном, отображающим техпроцесс, как
форматированный текст (см. Рис. 6). В нем слова, содержащие ошибки выделяются
подчеркиванием. При этом можно по ссылке перейти к объекту техпроцесса, открыть
его на редактирование и исправить ошибку(и) методом прямого ввода или с
использованием контекстного меню. Однако функциональность этого окна не
ограничивается только возможностями форматированного вывода информации и
проверкой орфографии. Дополнительно пользователь получает следующие возможности
Однако функциональность этого окна не
ограничивается только возможностями форматированного вывода информации и
проверкой орфографии. Дополнительно пользователь получает следующие возможности
- Управление масштабом отображения;
- Установка уровня отображения информации. Всегда показывать весь технологический процесс, либо часть в зависимости от текущего объекта в дереве ТП;
- Контекстный поиск информации;
- Ссылка в тексте для перехода к объекту для последующего редактирования.
Рис. 6. Технологическое окно.
Оснащение
Одним из наиболее важных этапов при создании технологического процесса является его оснащение. Оснащение может выполняться на том же рабочем месте или может осуществляться параллельно технологами по оснащению. Система ADEM позволяет проводить оснащение несколькими способами. Первый, когда технолог сам выбирает из справочников режущий, мерительный, вспомогательный инструмент.
На крупных предприятиях, как правило, оснащением занимается не технолог, а специализированные технологические подразделения. Например, это могут быть бюро режущего инструмента, бюро приспособлений, бюро вспомогательного инструмента и т.д. При данной организации технологической подготовки производства на предприятии система ADEM позволяет выполнять оснащение ТП своими данными в каждом подразделении одновременно. В каждом подразделении работают со своей копией ТП и вносят только те данные, которые входят в зону ответственности данного подразделения. Т.е. бюро режущего инструмента может в свою копию ТП вносить только режущий инструмент, бюро приспособлений может в свою копию ТП вносить только приспособления и т.д. По завершении оснащения в подразделениях предприятия вся информация автоматически сливается в исходный техпроцесс. Таким образом, можно существенно сократить сроки выпуска документации.
Расчет режимов резания
Режимы резания можно назначать разными способами. Это ручной ввод, выбор из таблиц и автоматический расчет. Таблицы содержат данные по режимам резания в зависимости от обрабатываемого материала, вида обработки и т.д. Выбранные режимы корректируются набором поправочных коэффициентов (тип заготовки, схема крепления детали в станке, материал режущей части и период стойкости инструмента и т.д.). Если на предприятии свои режимы обработки, то данные в таблицах можно откорректировать.
Автоматический расчет режимов резания реализован для токарных, сверлильных, фрезерных и шлифовальных операций. Расчет ведется с учетом паспортных данных станка, типа и геометрии обрабатываемого конструктивного элемента, физико-механических свойств обрабатываемого материала и состояния обрабатываемой заготовки, жесткости системы СПИД, геометрии и вида режущего инструмента, схемы крепления и др.
На основе заданных режимов резания система автоматически рассчитает норму основного времени. А если это операция с использованием оборудования с ЧПУ, то на основе полученной управляющей программы будет подсчитано точное машинное время с учетом ВСЕХ перемещений инструмента. Все результаты расчетов заносятся в технологические карты при их формировании.
Работа с нормативно справочной информацией
Не секрет, что технологический процесс состоит процентов на 80 из справочных данных. От того, насколько эффективно работает система НСИ, зависит эффективность работы технолога в целом. При этом не стоит забывать, что техпроцесс это не только набор сформированных документов по ЕСТД и СТП, а еще и важнейшая информационная единица, на основе данных которой работают системы класса MES/EPR. Начиная с версии ADEM 9.0, у пользователей появилась возможность работать как с традиционной реляционной базой данных нормативно справочной информации, так и с применением корпоративной системы i-Ris (см. Рис. 7).
Рис. 7. Корпоративная система i-Ris
Программный продукт использует технологию «клиент-сервер», что позволяет поддерживать многопользовательский режим работы и масштабируемость системы в целом. Для взаимодействия удалённых объектов используется технология Net Remoting. Поддержка механизма ClickOnce позволяет запускать программный продукт и одновременно проверять наличие опубликованных на Web-сайте разработчика обновлений одним нажатием клавиши. Основой системы является объектно-ориентированное ядро, т.е i-Ris оперирует не записями базы данных, а вполне конкретными объектами, которые составляют предметную область системы. Основываясь на этих принципах, можно реализовать различные прикладные задачи. Для сопряжения с другими программными продуктами используется технология XML, COM, Net Framework.
Нормирование
В настоящее время нормирование труда и повышение производительности труда рассматривается как важнейшие составляющие в организации производства. Для этого в системе реализована возможность автоматического нормирования объектов технологического процесса для любого типа производства (единичного, мелкосерийного, крупносерийного, массового) по общемашиностроительным нормативам труда. Вся работа осуществляется здесь же в среде ADEM CAPP в объектах ТП без открытия дополнительных окон и приложений, что позволяет технологу легко, быстро и удобно управлять этими данными. На основе нормативов система автоматически определяет нормы вспомогательного времени.
Время на установку и снятие заготовки определяется из следующих составляющих: схемы крепления детали, способа установки и крепления, вида установки, характера выверки, массы заготовки, состояние установочной поверхности, количества закрепляемых деталей, характера выверки и пр.
При определении времени на измерение учитывается используемый мерительный инструмент, точность измерения, измеряемый размер, длина измеряемой поверхности, тип детали (жесткая конструкция или тонкостенная деталь) и количество измерений данным инструментом.
Вспомогательное время, связанное с основными переходами рассчитывается с учетом времени на управление станком.
Расчет подготовительно-заключительного времени сводится к определению времени на организационную подготовку и времени на наладку станка, приспособления, инструмента, программных устройств. Подготовительно-заключительное время зависит от вида оборудования и его паспортных данных
Штучное время рассчитывается с учетом заложенных норм времени на отдых, личные надобности и обслуживание станка. Основное время для расчета норм штучного времени берется из расчетов режимов резания.
У каждого предприятия могут быть свои нормы времени, поэтому в системе ADEM CAPP предусмотрена возможность корректировки норм времени путем введения коэффициента на вспомогательное время. С применением в системе возможности автоматического нормирования затрат труда, работы инженера по нормированию сведены к минимуму.
Для нормирования единичного, мелкосерийного, опытного или инструментального производства применяется укрупненное нормирование. Использование модуля укрупненного нормирования NTR (см. Рис. 8) позволяет эффективно определять и назначать технически обоснованные нормы времени на выполняемые работы (операции, переходы).
Рис. 8. Укрупненное нормирование.
Определение норм времени можно осуществить на основе как стандартных карт с нормами времени, так и на основе карт, которые используются на предприятии. Передача информации ADEM CAPP – NTR осуществляется в обе стороны. Это значит, что информация, введенная в модуле ADEM CAPP, используется при назначении нормы времени в NTR (подбор необходимых карт и др.) и наоборот, при создании проекта расчета, после передачи в ADEM автоматически сформируется укрупненный пооперационный маршрут, с назначением используемого оборудования.
Итогом работы технолога является технологический процесс, представленный на Рис. 9.
Рис. 9. Спроектированный ТП.
Операции, выполняемые на оборудовании с ЧПУ
Одним из достоинств ADEM является то, что в рамках системы создано единое технологическое пространство, в котором содержится информация как об операциях, выполняемых на универсальном оборудовании, так и об операциях, выполняемых с использованием оборудования с ЧПУ. Вследствие этого не возникает двух различных маршрутов при описании обработки на станке с ЧПУ (см. Рис. 10).
Рис. 10. Оформление маршрута ТП.
Вся информация из дерева ТП (операции, в том числе операции с ЧПУ, переходы, оснастка, режимы резания, нормы времени и др.) автоматически попадают в формируемые маршрутные, операционные карты, ведомости оснастки, карты наладки и другие. Так же в маршрут обработки на оборудовании с ЧПУ можно добавлять дополнительную информацию, не используемую при расчете управляющей программы, но необходимую для оформления выходных документов. Это могут быть установочные переходы, переходы технического контроля, технические требования, примечания, приспособления и т.д. Для эффективной работы технолога и технолога ? программиста, используется единая информационная база данных по операциям, оборудованию, оснастке, материалам для универсальных операций и операций с использованием станков с ЧПУ под управлением i–Ris.
Стоит отметить, что в системе ADEM можно проектировать не только технологические процессы обработки резанием. Приведем только некоторые из них:
- Сборка;
- Сварка;
- Получения неорганических (гальваника) и органических (покраска) покрытий;
- Термообработка, штамповка;
- Перемещение;
- Литье металлов и сплавов;
- Входной контроль и др.
Каждое направление проектирования ТП имеет свои особенности и отличия. В рамках данной статьи рассмотрим лишь некоторые из них.
ТП сборки.
Одним из отличий технологических процессов сборки является работа со сборочными чертежами и спецификациями, формирование комплектовочных карт (ГОСТ 3.1123-84) и операционных карт сборки (ГОСТ 3.1407-85). Спецификация конструктора, созданная в системе ADEM, может быть использована для автоматического создания элементов комплектовочной карты. При желании для создания элементов комплектовочной карты можно использовать состав изделия, созданный в модуле электронного архива ADEM Vault. На этапе формирования текстов переходов операций сборки, собираемые позиции можно выбирать из созданных ранее элементов комплектовочной карты. При формировании комплектовочной карты номера операций, в которых используется позиция комплектовочной карты, автоматически вычисляются и помещаются в соответствующее поле карты. При формировании операционной карты сборки, система также определяет используемые позиции комплектовочной карты в переходах операции и выводит их в начале операционной карты
ТП сварки.
Согласно ГОСТ 3.1407-86 система ADEM позволяет описывать режимы на различные виды сварки (дуговая, контактная, лазерная сварка и т.п.). Гибкий механизм формирования документации позволяет оформить введенные режимы на разные виды сварки на листах маршрутной карты. В помощь технологу реализован расчет режимов ручной, полуавтоматической и автоматической сварки (см. Рис. 11). Расчет выполняется на основе следующих параметров: типа сварки, материала проволоки, свариваемого материала, типа шва, защитной среды и т.д. Рассчитываются режимы сварки, основное время, а также расход вспомогательных материалов (электродов, проволоки), наполняемость шва и пр.
Рис. 11. Расчет режимов сварки.
ТП штамповки
В этом направлении проектирования ТП раскрой листового материала является приоритетной задачей. Чем выше коэффициент использования материала, тем ниже стоимость изготовления, тем конкурентоспособнее продукция, выпускаемая на предприятии. Объединение функционала CAD, CAM и CAPP в единый технологический модуль позволяет решить эту задачу в полном объеме:
- Плоское моделирование деталей для проекта раскроя;
- Выполнение функции оптимальной раскладки плоских элементов на листе;
- Обработка с применением оборудования с ЧПУ (фрезерном, токарном, лазерном, гидроабразивном и др.)
- Оформление технологических карт (маршрутных и операционных карт, карт раскроя и др.) с автоматическим расчетом параметров получаемых заготовок (количество деталей из заготовки, норму расхода, КИМ и др.) и параметров использования исходной заготовки (общее количество деталей, количество заготовок, коэффициент раскроя материала (КРМ)). В расчете этих коэффициентов учитывается получаемый отход.
Рис. 12. Раскрой листового материала.
ТП гальваники / покраски.
Как правило, по данным направлениям проектируются типовые технологические процессы и ведомости деталей к ним. Основные затраты технолога приходятся на проектирование ведомостей деталей. Т.е. существует набор типовых техпроцессов и задача технолога состоит в том, чтобы составить перечень деталей, который будет обработан по выбранному технологическому процессу. Причем в нашей системе ТП создается только один раз, т.е. он не переписывается много раз к каждой ведомости деталей. При проектировании ВТП технолог назначает перечень операций для каждой детали из типового ТП, отличительную оснастку, характеристики покрытия и т.п. При назначении характеристик покрытия система позволяет считать площадь детали на основе объемной модели, а также площадь всех деталей на приспособлении.
Формирование
Заключительным этапом работы является формирование выходной документации. Этот этап выполняется в пакетном режиме без участия технолога. В этом процессе все введенные данные помещаются в соответствующие поля технологических карт. Последовательность и состав карт в комплекте технологических документов определяется технологом на этапе ввода исходных данных. Формирование ТП в ADEM CAPP возможно на разных выходных формах для одних и тех же исходных данных.
Имеется возможность формирования отдельных видов документов без формирования всего комплекта в целом.
После формирования в системе предусмотрен режим предварительного просмотра перед печатью. Здесь все сформированные документы разбиты по группам для удобной навигации (Рис. 13).
Рис. 13. Сформированный комплект документов.
В заключении хотелось бы сказать, что все усилия команды разработчиков группы компаний ADEM направлены на обеспечение технолога современным, удобным инструментом, который позволяет увеличить производительность его работы и, как следствие, сократить время технологической подготовки производства.
Единичный технологический процесс это
Технологические процессы различаются в зависимости от их построения на единичные, типовые и групповые.
Единичный технологический процесс строится для изделий одного наименования, типа, размера и исполнения. Он учитывает все конструктивные особенности данного изделия и поэтому позволяет создать такие условия изготовления, контроля, перемещения, которые более всего соответствуют данному конкретному изделию. Единичный процесс характерен специально изготовляемой технологической оснасткой под обрабатываемые детали и иногда специальным оборудованием.
Единичный процесс разрабатывается очень подробно. Чаще всего он используется в массовом производстве. Единичный процесс оформляется на специальных формах маршрутных карт. Условное обозначение единичного процесса в целом пли отдельной операции единичного процесса в коде характеристики документа – цифра 1.
Типовой технологический процесс характеризуется единством содержания большинства технологических операций (одинаковых установок, позиций, переходов) для группы изделий с общими (одинаковыми или близкими) конструктивными признаками.
Использование заранее разработанных технологических процессов, обеспечиваемых не только типовыми документами, но и типовым оборудованием, приспособлениями, режущими, измерительными и вспомогательными инструментами, позволяет значительно повысить производительность труда, ускорить процесс освоения новых изделий и уменьшить их себестоимость. Единая система технологической подготовки производства (ЕСТПП) предусматривает технические и организационные мероприятия для быстрейшего внедрения прогрессивной организации производства путем широкого использования типовых и даже стандартизованных технологических процессов.
В кодах технологической документации типовые технологические процессы и отдельные операции имеют шифр – цифру 2.
Групповой технологический процесс характеризуется единством построения и содержания одной или нескольких технологических операций для групп изделий с различными конструктивными признаками.
Так, например, у деталей типа втулок и у валов с центральным отверстием можно производить шлифование отверстий, используя внутришлифовальный станок, трехкулачковый самоцентрирующий патрон (со сменными переналаживаемыми кулачками), одинаковые шлифовальные круги, калибры-пробки, режимы обработки. Разработанная для так называемой «комплексной детали» попереходная технология может почти без изменений использоваться для шлифования любой детали, входящей в группу. Группы деталей создаются для шлифовального, токарного, револьверного, фрезерного и других классов, т. е. для определенного вида обработки деталей. Одна и та же деталь может быть в группе токарного класса при токарной обработке, в группе сверлильного класса при сверлильной обработке, в третьей группе шлифовального класса и т. п. В каждой группе создается «комплексная деталь». Она содержит обрабатываемые поверхности такой формы, которая имеется у любой из деталей группы.
Групповая технология позволяет использовать переналаживаемую оснастку, чтобы, заменив лишь вкладыш у приспособлений и стандартный инструмент для получения требуемых размеров у разных деталей, можно было без переналадки станка обрабатывать любую из деталей данной группы. Групповая технология широко используется в мелкосерийном и серийном производстве, позволяя повысить коэффициент закрепления операций до 3-10 и создавая условия производства, близкие к крупносерийному и массовому. В кодах технологической документации групповые техпроцессы и операции имеют шифр – цифру 3.
В зависимости от условий производства и назначения проектируемого технологического процесса применяются различные его виды и формы:
Единичный технологический процесс – это технологический процесс изготовления или ремонта изделия одного наименования, типоразмера и исполнения независимо от типа производства (ГОСТ 3.1109-82). Разработка единичных технологических процессов характерна для оригинальных изделий, не имеющих общих конструктивных и технологических признаков с изделиями, ранее изготовляемыми на предприятии.
Типовой технологический процесс – это технологический процесс изготовления группы изделий с общими конструктивными и технологическими признаками (ГОСТ 3.1109-82). Он характеризуется единством содержания и последовательности большинства технологических операций и переходов для группы изделий с общими конструктивными признаками: например, технологический процесс изготовления втулок, или технологический процесс изготовления зубчатых колес и т.п.
Групповой технологический процесс – это технологический процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками (ГОСТ 3.1109-82).
В настоящее время появилось новое направление – модульная технология, в основе которой лежит модульный технологический процесс. Модульный технологический процесс – технологический процесс, состоящий из типовых технологических процессов (блоков) изготовления модулей поверхностей, из которых состоит деталь. Модульный технологический процесс объединяет в себе преимущества единичного, типового и группового процессов.
По назначению различают:
– перспективные технологические процессы.
Рабочий технологический процесс – это технологический процесс, выполняемый по предварительному проекту технологической документации и применяемый для изготовления конкретных изделий (например, технологический процесс изготовления дизелей и т.п.).
Перспективный технологический процесс – это технологический процесс, соответствующий современным достижениям науки и техники, методы и средства осуществления которого полностью или частично предстоит освоить на предприятии.
Временный технологический процесс – это технологический процесс, применяемый на предприятии в течение ограниченного периода времени из-за отсутствия надлежащего оборудования или в связи с аварией до замены на более современный.
По детализации описания:
Маршрутный технологический процесс – это технологический процесс, содержащий сокращенное описание всех технологических операций в маршрутной карте в последовательности их выполнения без указания переходов и технологических режимов.
Операционный технологический процесс – это технологический процесс, содержащий полное описание всех технологических операций в последовательности их выполнения с указанием переходов и технологических режимов.
Маршрутно-операционный технологический процесс – это технологический процесс, содержащий сокращенное описание технологических операций в маршрутной карте в последовательности их выполнения с полным описанием отдельных операций в других технологических документах.
Важная задача технологической подготовки производства – обеспечение максимальной преемственности новых машин по методам производства, что достигается типизацией технологических процессов и стандартизацией оснастки и элементов процесса.
Под типизацией технологических процессов понимается подбор групп однородных типовых предметов труда (заготовок, деталей, сборочных единиц) по конструктивно-технологическому признаку и разработка общего рационального маршрута и процесса, предусматривающего применение наиболее производительного оборудования, совершенной оснастки и методов организации производства.
Типизация технологических процессов является одним из наиболее прогрессивных направлений совершенствования производства. Типизация должна устранять многообразие технологических процессов обоснованным их сведением к ограниченному числу типов (ГОСТ 14.303—73). Она может осуществляться с целью организации обработки: отдельных поверхностей; отдельных поверхностей и их сочетаний; отдельных поверхностей и их сочетаний, образующих изделия с общими конструктивными и технологическими признаками; отдельных поверхностей и их сочетаний, образующих изделия с общими только технологическими признаками.
Типизация технологических решений на уровне обработки отдельных поверхностей позволяет создать типовые технологические циклы для систем управления металлорежущим оборудованием, упростить подготовку управляющих программ для станков с ЧПУ.
Типизация технологических решений на уровне обработки отдельных поверхностей и их сочетаний позволяет стандартизовать (формализовать) технологические операции и использовать ЭВМ для разработки технологического процесса операции и управляющих программ к станкам с ЧПУ.
Типизация технологических решений для изделий с общими конструктивно-технологическими признаками позволяет создавать типовые технологические процессы и операции их обработки. Типизация технологических решений для изделий с общими технологическими признаками позволяет создавать групповые технологические процессы.
Типовая технологическая операция – это операция, характеризуемая единством содержания и последовательности технологических переходов для групп изделий с общими конструктивными и технологическими признаками.
Групповая технологическая операция – это операция совместного изготовления групп изделий с разными конструктивными, но общими технологическими признаками. Под группой понимают совокупность изделий, которая характеризуется общностью оборудования и его наладки для обработки заготовки в целом или отдельных ее поверхностей.
Идея типизации, являющейся одной из форм стандартизации, принадлежит проф. А.П. Соколовскому, который разработал методику классификации технологических процессов на основе классификации машиностроительных деталей. Все детали общего применения разделяют на пятнадцать классов, каждый из которых представляет собой совокупность деталей одного эксплуатационного назначения, характеризующихся общностью технологических задач (валы, втулки, зубчатые колеса и т.д.). Каждый класс подразделяется по конфигурации на подклассы, они в свою очередь – на группы, а группы – на типы. Детали каждого типа имеют одинаковые конфигурацию, форму и общий маршрут обработки.
Дальнейшим развитием идеи типизации в технологической подготовке является метод групповых технологических процессов, разработанный проф. С.П. Митрофановым и подробно изложенный в его труде «Научная организация машиностроительного производства» (Л.: Машиностроение, 1982). Этот метод также основан на классификации деталей по конструктивно-технологическому признаку. Однако если конечной целью классификации деталей по А.П. Соколовскому является выделение типов деталей, имеющих одинаковую конфигурацию, то конечная цель классификации по С.П. Митрофанову – определение операционной группы деталей, которые могут быть обработаны на одинаковом оборудовании с помощью единой оснастки и при ее наладке по общему технологическому процессу. В каждой такой группе выделяется так называемая комплексная деталь, в конструкции которой должны содержаться все основные поверхности, определяющие конфигурацию и способы обработки всех других деталей, входящих в данную группу. Комплексная деталь требует наиболее сложной обработки и наладки оборудования и оснастки. Она может реально существовать в данной группе деталей или быть искусственной, специально сконструированной.
Метод групповых технологических процессов позволяет значительно расширить область применения типового проектирования процессов обработки, так как в технологически однородные группы объединяются детали, различающиеся по конфигурации, благодаря чему общим маршрутом охватывается большая их номенклатура.
Типизация технологических процессов резко уменьшает затраты на разработку технологической документации. Кроме того, создаются предпосылки для стандартизации оснастки и отдельных элементов технологического процесса, а также применения специального и специализированного оборудования.
Читайте также:
- Def.32 Морфизм М есть обобщение понятия бинарного соответствия между множествами на составляемые алгебраические системы.
- I. Механика. Общие понятия
- I. Основные понятия
- I. ОСНОВНЫЕ ПОНЯТИЯ (ТЕРМИНЫ) ЭКОЛОГИИ. ЕЕ СИСТЕМНОСТЬ
- I. Основные структурные элементы формирования личности как исходная позиция учебного плана.
- II. НЕОСНОВНЫЕ ПУТИ.
- II. Основные клинические формы ОНМК.
- II. Основные определения
- II. Основные параметры магнитного поля.
- II. Основные положения учения Ф. де Соссюра о языке.
- IV. Основные понятия алгебры логики
- VI. Основные размеры стиха
Технология ЭВС – это наука, занимающаяся изучением закономерностей, действующих в процессе изготовления радиоэлектронных изделий, с целью использования этих закономерностей для обеспечения требуемого качества изделий и наименьшей ее себестоимости.
В процессе разработки и изготовления ЭВС разработчику приходится решать целый комплекс вопросов, направленных на получение требуемых показателей качества. При этом необходимо учитывать как характеристики изготавливаемой аппаратуры, так и процессу производства и их взаимодействие. Решение задач технологии невозможно без учета реальной структуры производства, взаимосвязей между отдельными ее частями, учета случайных событий, действующих в процессе производства.
Для изготовления ЭВС необходим производственный процесс, в ходе которого осуществляется превращение полуфабрикатов в готовое изделие.
Производственный процесс радиоэлектронного завода включает в свой состав получения материалов, комплектующих изделий ЭВС, заготовок, различные виды обработки их, контроль качества, транспортирование, хранение на складах, сборку, регулировку, испытание и упаковку, т. е. Требуется деятельность коллектива людей, направленной на получение определенного вида изделий с заданным качеством. Таким образом, можно рассматривать производство ЭВС как большую систему, включающую в себя коллектив людей, объединенных в сложнейших по технологии и структуре взаимосвязей производственных процессах, работающих на современном оборудовании.
Решение технологических вопросов по обработке деталей, включающей механическую, химическую, термохимическую и другие виды обработок, требует знания всех достижений в данных областях химии, физики, которые направлены на получение определенных свойств обрабатываемых деталей. Рассмотрение технологической точности производства ЭВС ставит новые задачи по определению ошибок изготовления, анализу их, применению современных методов статистического анализа и контроля технологических процессов производства с соответствующей их корректировкой.
Такое разнообразие задач решаемых технологией ЭВС, основанных на большом количестве точных и прикладных наук, описывающих различные аспекты создания ЭВС, позволяет считать технологию ЭВС, комплексной, синтезирующей наукой.
Понятия и определения технологического процесса
Производственный процесс включает все этапы, которые проходит природный материал на пути превращения его в изделие.
Производственный процесс на электронном предприятии делится на ряд технологических процессов, выполняемых в различных цехах и участках (заготовительных, обработки, сборки и т. д.).
Технологический процесс – это часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда.
Технологический процесс может быть отнесен к изделию, его составной части или к методам обработки, формирования и сборки.
К предметам труда относятся заготовки и изделия. Технологический процесс разделяется на часть технологических операций.
Технологическая операция – это законченная часть технологического процесса, выполняемая на одном рабочем месте. Операция связана с выполнением законного объема работы и является основным элементом производственного планирования и учета.
Технологическая операция делится на установки, позиции и переходы. Основной частью операции является переход, представляющий собой совокупность процессов по обработке одной или комплекта деталей, одним и тем же инструментом или его набором, при неизменном режиме.
Установка представляет собой часть операции, выполняемую при одном закреплении изделия.
Позиция – часть операции, выполняемая при неизменном положении изделия относительно рабочих органов оборудования, при этом деталь, заготовка занимает неизменно закрепленное положение.
Технологические процессы и операции по организации производства делятся.
Единичный технологический процесс – представляет процесс изготовления и ремонта изделия одного наименования, типоразмера и исполнения, независимо от типа производства.
Типовой технологический процесс – изготовление группы изделий (деталей) с общими конструктивными технологическими признаками.
Групповой технологический процесс – изготовление группы изделий с различными конструктивными, но общими технологическими признаками.
Характеристика технологического процесса (операции), цикл – это интервал времени от начала до конца периодически повторяющейся технологическая операция не зависимо от числа одновременно изготовляемых изделий.
Технологическая норма – регламентированное значение показателя технологического процесса.
Норма времени – регламентированное время выполнения некоторого объема работ в определенных производственных условиях одним или несколькими исполнителями одной квалификации.
Единица нормирования – количество производственных объектов или число работающих, на которое устанавливается технологическая норма.
Норма выработки – регламентированный объем работ, который должен быть выполнен в единицу времени в определенных организационно-технических условиях одними или несколькими исполнителями соответствующей квалификации.
Расценка – размер вознаграждения работнику за единицу объема выполненной работы.
Отмеченные основные понятия и определения установлены в соответствии с требованиями ЕСТД ГОСТ 3.1109-82 «Термины и определения основных понятий».
Конструктивно-технологические особенности ЭВС.
ЭВС представляет собой совокупность элементов, объединенных в узлы и устройства и предназначенных для преобразования и обработки информации. Элементы, рассчитанные на совместную работу с ЭВС, различаются по функциональным физическим, конструктивно-технологическим признакам и типам связей.
Устройство, входящие в ЭВС, представляют собой автономную часть и имеют, как правило, определенное функциональное назначение (усилители, дискриминаторы, АПЧ и т. д.). Назначение аппаратуры определяет состав устройств и технические требования к ним (чувствительность, быстродействие, объем памяти и т. д.).
Кроме технических, к устройствам ЭВС предъявляют другие требования.
К конструктивно-технологическим требованиям относятся с соблюдением функционально-узлового принципа конструирования, технологичность, минимальные размеры, ремонтопригодность. Следует отметить, что требования, предъявляемые к ЭВС, зависят от вида назначения аппаратуры.
Функционально-узловой принцип конструирования ЭВС основан на объединении функционально законченных схем в узлы и их модульной компоновке. Базовые конструкции ЭВС имеют несколько уровней модульности, предусматривающих объединение простых модулей в более сложные.
К модулям первого уровня относятся интегральные схемы (ИМС) – микроэлектронные изделия, выполняющие преобразования, обработку, накопление информации, а также имеющие высокую плотность электрических соединений.
Модулями второго уровня (порядка) являются типовые элементы ТЭЗ или ячейки, печатные платы, на которых конструктивно и электрически объединяют в ИМС и дискретные ЭРЭ.
Модули третьего уровня представляют собой панели (блоки), которые с помощью плат или каркасов объединяют ТЭЗ и ячейки в конструктивный узел.
Модулем четвертого уровня является рама (конструктивный узел – каркас рама).
Модулем пятого уровня является стойка.
Конструктивное и функциональное разделение ЭВС на модули позволяет успешно решать ряд технологических задач.
Специализация производства возможна. Осуществление параллельно сборки модулей, регулировки и т. д.
Компоновка электронных узлов производится модульным принципом следующим образом.
ИМС ® ТЭЗ® Панель ® Рама ® Стойка.
Основной конструктивной единицей ЭВС является ТЭЗ, который состоит из печатной платы на одной или двух сторонах которой могут быть размещены ИМС, ЭРЭ, микросборки и т. д.
Общие вопросы производства ЭВС.
Анализ конструктивно-технологических особенностей ЭВС позволяет перейти к изложению общих вопросов ее производства.
Микроминиатюаризация ЭВС, повышение быстродействия и точности функционирования требуют особого внимания к технологическим процессам их разнообразия, к точности метода контроля и т. д. Использование специальных материалов и химической технологии поставило вопрос об охране окружающей среды.
Структура, виды и типы организации производства ЭВС.
Производственный процесс представляет собой совокупность всех действий изготовления, сборки, контроля, наладки, снабжения и обслуживания рабочих мест, комплекс работ по подготовке производства.
Технический процесс (ТП) ГОСТ 3.1103–82 – это часть производственного процесса, содержащая действия по изменению состояния предмета труда. ТП строят по отдельным методикам их выполнения (процесс литья, механической и термообработки покрытий, сборки, монтажа и контроля ЭВС) и разделяют на операции.
Технологическая операция – законченная часть ТП, выполняемая непрерывно на одном рабочем месте. Состав операции устанавливается на основе технологических соображений, а также с учетом организационной целесообразности. Технологическая операция является основной единицей производственного планирования и учета, так как определяет трудоемкость изготовления изделия; устанавливает нормы времени и расценки; определяет требуемое количество рабочих, оборудования, приспособлений и инструментов; ведется и осуществляется контроль качества и сроков выполнения работ.
Кроме технологической операции в состав ТП включают в ряд необходимых для его осуществления вспомогательных операций (транспортировки, контроля и маркировки). В свою очередь, операции делят на установы, позиции, переходы, приемы.
Установ – часть ТО, выполненный при неизменном закреплении обрабатываемых заготовок или сборки.
Позиции – часть операции, выполненной при неизменном положении инструмента относительно детали.
Технологический переход – законченная часть ТО, характеризующая постоянство режимов, применяемых инструментов и поверки.
Прием – законченная совокупность действий, применяемых при выполнении перехода и объединенных одним целевым назначением.
В производстве ЭВС используется много видов ТП, основанных на различных физических, химических, структурных методах изготовления.
Микроминиатюризированные ЭВС требуют внедрения неразрушающих методов контроля и управления качеством, использование специальных материалов и химической технологии, ставит вопрос об охране окружающей среды при организации производства ЭА.
Производство ПП основано на химическом (субтрактивном), аддитивным, электрохимическим, полуаддитивным, комбинированных методах изготовления . Они различаются способами получения рисунка печатного монтажа и токопроводящего слоя, промышленное применение нашла сетка – графический способ офсетной печати, а также способ фотоформирования рисунков. Проводящий слой получают травлением, химическим или хим-гальваническим наращиванием. Для этих методов характерны следующие типовые хронологические операции: механическая обработка, нанесение рисунка, травление, химическое и хим-гальваническое осаждение меди, удаление защитной маски и так далее.
Производство сборочных единиц модуля ЭВС основано на сборке и электрическом монтаже, причем, монтаж является более трудоемким. Электромонтажные работы по получению контактных соединений выполняют различным методом: пайкой, сваркой, склеиванием, накруткой, механическим контактированием, а также электрическим монтажом (печатным, жгутовым, проводным на платах, плоскими кабелями). Механическое контактирование модулей 3,4,5 уровней осуществляется с помощью электрических соединений (разъемов). Технология их изготовления построена на типовых процессах холодно-листовой штамповки, переработки пластмасс, механической и химической обработки. В производстве ЭВС разработаны типовые технологические процессы пайки (для модулей всех уровней сварки (модуля 1, 2-го уровня)) и накрутки (модуля 3, 4-го уровня), в результате которых образуются контакты с низкими электрическими переходными сопротивлениями и высокой механической прочностью.
При электрическом объемном монтаже основное место занимает трассировка (укладка проводов), являющаяся наиболее трудоемкой. Жгутовой монтаж снижает трудоемкость путем раскладки и вязки жгутов на специальных шаблонах с последующим переносом в аппаратуру, монтаж плоскими кабелями. Для опытного и мелкосерийного производства разработаны техпроцессы проводного монтажа на ПП, заключающимся в упорядоченной укладке проводов на ПП с последующим электрическим соединением их с печатным монтажом и выводами навесных элементов.
Производство ферритовых сердечников основано на применении технологии изготовления деталей из металлокерамических материалов. Особенность ее заключается в необходимом достижении стабильных магнитных параметров сердечника путем регулируемых основных факторов ТП. Изготовление электромеханических узлов ЭВС осуществляется с помощью традиционных методов обработки и сборки.
Производство полупроводниковых ИС с диффузионными планарными структурами базируется на интегральной технологии (диффузия, ионное легирование, эпитаксия, пассивация).
Создание гибридных тонкопленочных ИС основано на ТП термического и вакуумного напыления и распыления материалов ионной бомбардировкой, производство толстопленочных основано на нанесении элементов способом сетка – графической печати, т. е. Путем продавливания смеси резистивных, диэлектрических, проводящих мелкодисперсных материалов через сетчатый трафарет с последующей сушкой, выжиганием и подгонкой элементов.
При разработке ТП учитывают принцип совмещения технических, экономических и организационных задач, решаемых в данных производственных условиях.
В соответствии с ГОСТ 14.004-83 в зависимости от номенклатуры, регулярности, стабильности и объема выпуска изделий, современное производство подразделяют на различные типы:
единичное;
серийное;
массовое.
Единичное – характеризуется широтой номенклатуры и малым объемом выпуска.
Массовое – характеризуется узкой номенклатурой, большим объемом выпуска изделий. Коэффициент закрепления операций (ГОСТ 3.1108-74) для массовых равен единице, т. е. на каждом рабочем месте закреплен выполнением одной постоянно выполняющейся операцией. При этом используется специальное высокопроизводительное оборудование, широко применяются автоматические линии и автоматизированные производственные системы. Требуемая точность достигается методами автоматического получения размеров при обеспечении взаимозаменяемости.
Серийное производство характеризуется отграниченной номенклатурой изделий и сравнительно большим объемом выпуска. В зависимости от коэффициента закрепления операций существует мелко-, средне-, и крупносерийное производство. Объем выпуска при серийном производстве колеблется от десятков и сотен до тысяч регулярно повторяющихся изделий. При этом в производстве используется универсальное и специализированное оборудование. Требуемая точность достигается как методами автоматического получения размеров, так и методами подбора, регулировки. Коэффициент закрепления операций определяется по формуле:
где О – число операций; Р – число рабочих мест.
При К30=20 – 40 производство мелкосерийное.
При К30=10 -20 производство среднесерийное.
При К30=1 – 10 производство крупносерийное.
При массовом производстве К30=1.
Программа выпуска в массовом производстве обеспечивает возможность узкой специализации рабочих мест, за которыми закреплена только одна операция. В этом случае предоставляется возможность расположить оборудование в соответствии с характером технологического процесса. Если производство и количество рабочих мест рассчитаны таким образом, что переход с одной операции на другую осуществляется без задержки, то такая организация производства называется поточной. Выполнение каждой операции на потоке должно осуществляться с заранее установленным тактом и ритмом выпуска.
Такт выпуска – интервал времени, через который периодически производится выпуск изделий.
Ритм выпуска – количество изделий, выпускаемых в единицу времени. Для производства сложной аппаратуры характерно изменение серийности производства. На этапах изготовления элементов, узлов, производство приближается к серийному, а на этапах сборки блоков и систем – как мелкосерийное.
Дата добавления: 2014-01-06 ; Просмотров: 3323 ; Нарушение авторских прав? ;
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Приложение B: Процессы технологических инноваций | Роль государственных агентств в продвижении новых технологий и инноваций в здании
улучшений производительности, которые можно извлечь из данной технологии. Эта способность вполне может быть основной основой для инноваций в строительной отрасли, которая традиционно происходит в основном на стройплощадке.
Однако сама природа образования и профессионального опыта эксперта может лишить его права разрабатывать совершенно новые технологии, основанные на других принципах, или даже не оценивать потенциальную значимость новых принципов.Создание кросс-функциональных или мультидисциплинарных команд, объединяющих людей с разными взглядами, является одним из средств преодоления этого ограничения. Люди в таких группах могут увидеть новые способы применения принципов и практик, которые для их сотрудников в других областях являются стандартными и лишены потенциала для инноваций (Национальный исследовательский совет, 1991).
ССЫЛКИБуллиет, Ричард В. 1975. Верблюд и колесо.Кембриджская Масса: Издательство Гарвардского университета.
Гатиньон, Х.А. и Т.С. Робертсон. 1986. Интеграция потребительской теории диффузии и диффузионных моделей: новые направления исследований. В «Модели распространения инноваций при принятии новых продуктов», В. Махаджан и Я. Винд, ред. Кембридж, Массачусетс: Баллинджер.
Грублер, А. 1990. Взлет и падение инфраструктуры: динамика развития и технологических изменений на транспорте. Германия: Physica-Verlag Heidelberg.
Каш, Д.1989. Вечные инновации. Нью-Йорк: Основные книги.
Kline, K., and N. Rosenberg. 1986. Обзор инноваций. В книге «Стратегия положительной суммы: использование технологий для экономического роста», Национальный исследовательский совет, 1991 г., Р. Ландау и Н. Розенберг, ред. Вашингтон, округ Колумбия: National Academy Press.
Ли, С. 1991. Технология: бесплатный обед для всех. Wall Street Journal, 4 марта, A7.
Мэнсфилд, Р. 1968. Промышленные исследования и технологические инновации: экономический анализ.Нью-Йорк: W.W. Нортон.
Mish, F. C., ed. 1985. Девятый новый университетский словарь Вебстера. Спрингфилд, штат Массачусетс: Merriam Webster.
Мокир, Дж. 1990. Рычаг богатства: технологическое творчество и экономический прогресс. Нью-Йорк: Издательство Оксфордского университета.
Пай, Д. 1964. Природа дизайна. Лондон: Studio Vista Press.
Роджерс, Э. М. 1986. Три десятилетия исследований распространения инноваций: прогресс, проблемы, перспективы.Доклад, представленный на конференции по распространению инноваций, Венеция, 18–22 марта.
Определение функции технического прогресса (TPF)
Что такое функция технического прогресса?
Функция технического прогресса (TPF) – это экономическая мера, которая направлена на выявление относимого влияния технического прогресса на общий объем производства с помощью регрессионной модели. Технологический прогресс может быть важным фактором экономического роста страны, поскольку он помогает стране производить больше за счет использования более совершенных технологий на стороне затрат в производственном уравнении.Таким образом, вместо того, чтобы рассматривать экономический рост производства исключительно с точки зрения эффективности распределения затрат, функция технического прогресса предоставляет способ измерения технического прогресса как фактора, способствующего конечному производству в целом.
Понимание функции технического прогресса
Функция технического прогресса является компонентом многофакторной регрессионной модели, используемой для понимания общего объема производства и того, как различные переменные влияют на общий объем производства. В базовой производственной регрессии выпуск объясняется уровнем эффективности, при котором основные переменные относятся к производству.Например, рабочая сила и оборудование – две основные переменные, влияющие на производство.
Функция технического прогресса – это дополнительная переменная к регрессионному анализу добычи. По сути, это дополнительная функция уравнения, которая дает представление о технологических вкладах в производство, которые не объясняются никакими другими основными затратами. Как правило, по мере развития технического прогресса увеличение производства будет относиться к техническому прогрессу в рамках производственного уравнения и меньше – к другим переменным.
При более глубоком анализе специалисты по экономической статистике могут попытаться разделить технический прогресс на два элемента. Обычно два основных элемента технического прогресса:
- Воплощенный технический прогресс: Усовершенствованная технология, связанная с инвестициями в новое оборудование. Внесенные новые технические изменения воплощены в оборудовании.
- Бестелесный технический прогресс: усовершенствованная технология, позволяющая увеличить объем производства без вложений в новое оборудование.
Ключевые выводы
- Функция технического прогресса – это компонент регрессионного анализа, изучающего, как различные факторы влияют на общий объем производства.
- Функция технического прогресса измеряет, какой экономический рост можно отнести к технологическому прогрессу и инновациям в стране.
- Технический прогресс может проявляться либо в новом оборудовании, либо в увеличении производительности за счет новых инноваций, не связанных с оборудованием.
Остаток Солоу
Роберт Солоу получил Нобелевскую премию за свою работу над концепциями функции технического прогресса, также известной как остаточная и совокупная факторная продуктивность Солоу (TFP). Солоу изложил модель роста, используемую для понимания продуктивности, с подробным описанием различных функций, влияющих на продуктивность. Модель Солоу включает функции капитала, труда и технического прогресса. Его также можно изменить для включения дополнительных переменных.
В модели Солоу функция технического прогресса называется совокупной факторной производительностью. Общая факторная производительность – это показатель того, насколько технический прогресс влияет на общий выпуск.
Используя модель для 1909–1949 годов в Соединенных Штатах, Солоу обнаружил, что только одна восьмая увеличения производительности труда в Соединенных Штатах может быть отнесена на счет увеличения капитала. Другими словами, Америка стала великой благодаря американским ноу-хау и инновациям.
На совокупную факторную производительность могут влиять самые разные факторы. Хотя все они находятся под эгидой технологического прогресса, влияние может включать в себя технологии, культурные факторы и новые возможности экономической эффективности. Таким образом, функция технического прогресса и СФП также могут использоваться для анализа различий в технологическом влиянии и техническом прогрессе стран.
Что такое техпроцесс?
Автор: Remington College Опубликовано 18 апреля 2019 г.
Технологический процесс может показаться иностранным словосочетанием, но вы, вероятно, извлекаете выгоду из этого каждый день.Когда вы открываете кран для подачи воды, щелкаете выключателем или заправляете свою машину бензином, скорее всего, вы делаете это из-за кого-то, кто работает в области технологических процессов.
Технологические процессы лежат в основе многих промышленных, производственных и производственных предприятий. Благодаря мужчинам и женщинам, которые работают с технологическими процессами, мы можем наслаждаться многими повседневными предметами роскоши, которые мы часто принимаем как должное.
Что такое техпроцесс?
Технологические процессы или PTech – это различные системы, необходимые для обеспечения бесперебойной работы промышленных предприятий при производстве товаров и услуг.Технологи и операторы контролируют, контролируют и ремонтируют компоненты, которые помогают запускать все, от электростанций до заводов по очистке воды и производственных предприятий.
Что можно сделать со степенью технолога?
Те, кто получил степень в области технологических процессов, могут продолжить использовать свое образование в различных областях, в том числе 2 :
Основная задача этой работы – управлять системой машин для перекачки или очистки воды или сточных вод.
Основная задача этой работы – контролировать системы, которые генерируют и распределяют электроэнергию.
Основные обязанности этой работы – оказание помощи инженерам-химикам и химикам в исследованиях, разработке и производстве химических продуктов и процессов.
Как устроиться на работу в техпроцесс
В то время как операторам электростанций и работникам гидростанций может потребоваться только аттестат об окончании средней школы, некоторые работодатели предпочитают обучение на рабочем месте, обучение в классе или даже ученую степень.
Вы можете получить степень технолога, записавшись на программу профессионального обучения PTech в техническом училище. В некоммерческой организации Remington College мы с гордостью предлагаем степень младшего специалиста по технологическим процессам в нескольких кампусах в США
.Курсовая работа PTech фокусируется на:
- Роли и обязанности в отрасли
- Чертежи и схемы КИП
- Пуск, работа и останов оборудования
- Устранение неисправностей, контроль качества и постоянное улучшение
- Соображения по безопасности, охране здоровья и окружающей среды
Диплом технолога можно получить всего за 18 месяцев. 1
Кампусов Remington College, предлагающих эту программу:
Если вы заинтересованы в получении образования PTech, Remington College всегда готов вам помочь. Посетите https://www.remingtoncollege.edu/ или позвоните по телефону 1-800-208-1950, чтобы узнать больше.
1 Время завершения программы может варьироваться в зависимости от индивидуальных результатов / обстоятельств. Индивидуальные результаты могут отличаться.
2 Работа не гарантируется для выпускников или студентов.
Источники
- Технологический процесс
- Водоочистные сооружения и системный оператор
- Оператор, дистрибьютор и диспетчер электростанции
- Техник-химик
- Операторы электростанций
- Рабочие станции водоснабжения
- Даже степень
- Батон-Руж, Луизиана
- Даллас, Техас
- Mobile, AL
- Webster, TX (Хьюстон, юго-восток)
Капитал, производительность и технологии | Безграничная экономика
Капитал и технологии
Фирмы добавляют капитал до точки, в которой стоимость предельного продукта капитала равна ставке аренды капитала.
Цели обучения
Проанализируйте, как фирмы определяют объем капитала для использования в производстве.
Основные выводы
Ключевые моменты
- Капитал – это инфраструктура и оборудование, используемые для производства товаров и услуг.
- Производственная функция описывает взаимосвязь между количеством ресурсов, используемых в производстве, и количеством выпуска. Его можно использовать для получения предельного продукта на капитал.
- Стоимость предельного продукта (VMP) капитала – это предельный продукт капитала, умноженный на его цену.Кривая спроса фирмы на капитал выводится из VMP капитала.
Ключевые термины
- Производственная функция : связывает физический выпуск производственного процесса с физическими ресурсами или факторами производства.
- Стоимость предельного продукта капитала : Предельный продукт капитала, умноженный на его цену.
Капитал – это фактор производства, наряду с трудом и землей. Он состоит из инфраструктуры и оборудования, используемых для производства товаров и услуг.Капитал может включать в себя заводские здания, транспортные средства, заводское оборудование и инструменты, используемые в производственном процессе. Фирмы могут покупать, сдавать в аренду или сдавать в аренду инфраструктуру и инструменты на рынке капитала, но даже если фирма владеет этими факторами производства, альтернативные издержки использования этого капитала представляют собой упущенную ренту, которую фирма могла бы получить, если бы сдала капитал в аренду кому-либо. иначе вместо того, чтобы использовать его для производства. Поэтому мы говорим, что цена капитала – это ставка аренды.
Фирма решает, какой объем каждого входящего фактора использовать и какой объем выпуска производить на основе рыночных цен на выпуск и затраты, а также экзогенных технологических детерминант, представленных производственной функцией.Производственная функция описывает взаимосвязь между количеством ресурсов, используемых в производстве, и объемом выпуска. Его можно использовать для получения предельного продукта на капитал, который представляет собой увеличение объема выпуска за счет дополнительной единицы капитала. Стоимость предельного продукта (VMP) капитала – это предельный продукт капитала, умноженный на цену. Нисходящая кривая спроса на капитал, равная VMP капитала, отражает тот факт, что производственный процесс демонстрирует убывающий предельный продукт.Фирма будет продолжать наращивать капитал до точки, когда арендная ставка равна стоимости предельного продукта капитала, что является точкой равновесия.
Спрос на капитал со стороны фирм : Фирмы увеличивают количество нанятого капитала до точки, при которой стоимость предельного продукта капитала равна ставке арендной платы на капитал.
Общая факторная производительность
Общая факторная производительность, которая фиксирует, насколько эффективно используются ресурсы, является ключевым показателем конкурентоспособности.
Цели обучения
Обсудите важность совокупной факторной производительности при сравнении фирм, отраслей и стран.
Основные выводы
Ключевые моменты
- Общая факторная производительность измеряет остаточный рост общего выпуска фирмы, отрасли или национальной экономики, который не может быть объяснен накоплением традиционных ресурсов, таких как рабочая сила и капитал.
- Общая факторная производительность не может быть измерена напрямую. Напротив, это остаток, который учитывает влияние на общий выпуск, не вызванное затратами.
- Суммарная факторная производительность считается одним из ключевых показателей конкурентоспособности. Экономика также считает его основным фактором экономического роста.
Ключевые термины
- Общая факторная производительность : Переменная, которая учитывает эффекты в общем выпуске, не вызванные традиционно измеряемыми затратами труда и капитала.
Общая факторная производительность измеряет остаточный рост общего выпуска фирмы, отрасли или национальной экономики, который не может быть объяснен накоплением традиционных ресурсов, таких как рабочая сила и капитал.Увеличение общей факторной производительности отражает более эффективное использование ресурсов, а общая факторная производительность часто принимается как мера долгосрочных технологических изменений или динамизма, вызванных такими факторами, как технические инновации.
Общая факторная производительность : Общий выпуск – это функция не только труда и капитала, но также и общей факторной производительности, являющейся мерой эффективности.
Общая факторная производительность не может быть измерена напрямую. Вместо этого это остаток, который учитывает влияние на общий выпуск, не вызванное затратами.{\ beta} [/ latex]
В приведенном выше уравнении Y представляет общий выпуск, K представляет затраты капитала, L представляет затраты труда, а альфа и бета – соответствующие доли выпуска для двух затрат. Увеличение K или L приведет к увеличению выпуска. Однако из-за закона убывающей отдачи более широкое использование ресурсов не приведет к увеличению выпуска в долгосрочной перспективе. Таким образом, количество используемых ресурсов не полностью определяет объем произведенной продукции. Также важно, насколько эффективно используются факторы производства.Общая факторная производительность менее ощутима, чем затраты капитала и труда, и она может учитывать ряд факторов, от технологий до человеческого капитала и организационных инноваций.
Общая факторная производительность может использоваться для измерения конкурентоспособности. Чем выше совокупная факторная производительность страны, тем вероятнее, что она будет более конкурентоспособной (с учетом таких ограничений, как ресурсы). Он также обычно рассматривается как один из основных двигателей экономического роста.
Когда страна может увеличить свою совокупную факторную производительность, она может производить более высокий выпуск при тех же ресурсах и, следовательно, стимулировать экономический рост.
Изменения в технологиях с течением времени
Технологические усовершенствования повышают эффективность производства, что увеличивает предложение и снижает цены.
Цели обучения
Обобщите, как изменения в технологии влияют на решение фирмы производить.
Основные выводы
Ключевые моменты
- Технология, доступная в конкретной отрасли или экономике, позволяет фирмам более или менее эффективно использовать рабочую силу и капитал.
- Изменение технологии изменяет комбинацию затрат, необходимых в производственном процессе.Улучшение технологии обычно означает, что требуются меньшие и / или менее дорогостоящие ресурсы.
- Если себестоимость продукции ниже, прибыль, доступная по данной цене, увеличится, и производители будут производить больше.
- Хотя мы обычно думаем о технологиях как об увеличении производства, также возможны спады производства из-за проблем в технологиях.
Ключевые термины
- вход : что-то, что вводится в процесс с намерением сформировать или повлиять на выходы этого процесса.
- сборочная линия : Система рабочих и машин, в которой продукт собирается в серии последовательных операций; обычно продукт прикреплен к непрерывно движущейся ленте
Факторы производства обычно включают землю, труд, капитал и природные ресурсы. Эти ресурсы используются непосредственно для производства товара или услуги. С другой стороны, технологии используются для того, чтобы задействовать эти факторы производства. Фирма не покупает дополнительные единицы технологии для использования в производственном процессе так же, как фирма может нанять больше рабочей силы для увеличения выпуска.Вместо этого технология, доступная в конкретной отрасли или экономике, позволяет фирмам более или менее эффективно использовать рабочую силу и капитал. Важно отметить, что технологические достижения являются результатом инноваций, и в этом контексте стоит упомянуть такие инновационные методы, как изменение процессов. Инновации – это движущая экономическая сила такого скачка в эффективности.
Технологические изменения – это термин, используемый для описания любых изменений в наборе возможных производственных возможностей. Изменение технологии изменяет комбинации ресурсов или их типы, необходимые в производственном процессе.Улучшение технологии обычно означает, что требуются меньшие и / или менее дорогостоящие ресурсы. Если себестоимость продукции ниже, прибыль, доступная по данной цене, увеличится, и производители будут производить больше. При увеличении производства по каждой цене кривая предложения сместится вправо, что означает увеличение предложения и снижение цен. Для экономики в целом усовершенствование технологий смещает границы производственных возможностей вовне.
Граница производственных возможностей (PPF) : Развитие технологий, позволяющих увеличить выпуск на основе тех же затрат, можно описать как сдвиг PPF наружу, как показано на этом рисунке.
Изобретение и популяризация сборочной линии – это пример изменения процесса, который стоит упомянуть в контексте технологических изменений. Инновационные методы того, как мы это делаем, – это пример того, как можно увеличить выпуск при тех же затратах, и он часто обсуждается в связи с технологическими инновациями. Во время промышленной революции многие изделия, которые ранее создавались вручную одним человеком или группой мастеров, стали производиться на фабриках, где каждый рабочий выполнял одну простую операцию.Это означало, что компании могли производить гораздо больше продукции, используя то же количество сырья, капитала и рабочей силы. Предложение этих товаров увеличилось, и кривая производственных возможностей для всей экономики сместилась наружу.
Технологические изменения в компьютерной индустрии привели к сдвигу кривой предложения компьютеров. Благодаря достижениям в области технологий компьютеры теперь можно производить более дешево, даже если они продолжают становиться меньше, быстрее и мощнее. Производители реагируют на более дешевый производственный процесс увеличением выпуска, смещая кривую предложения наружу.Таким образом, количество производимых компьютеров увеличивается, а стоимость компьютеров падает.
Разработка и моделирование технологических процессов
[1] Гобан, Дж. И др .: Численное и компьютерное сопоставление кинематического анализа механизма, В кн .: Прогрессивные технологии и системы масиностроения: международный сборник научных трудов, выпуск 41, Донецк, (2011), с.15-20.
[2] Панда, А., Юрко, Дж .: Технология замены скашивающего каркаса подходящая технология, В: Экология приграничья, Гожув: IBEN, (2008), стр.197-200.
[3] Валичек, Дж., Цеп, Р., Рокош, К. и др .: Новый способ контроля размера структурных зерен при формировании наноматериалов путем экструзии, Материал wissenschaft und werkstofftechnik, Vol.43, выпуск 5, специальный выпуск: SI, (2012), стр. 405-411.
DOI: 10.1002 / mawe.201200973
[4] Каднар М.и др .: Разработка и проверка экспериментальной машины для реальных испытаний подшипников скольжения, Technical Gazette, Vol. 18, п. 1, (2011), стр.95-98.
[5] Кнапчикова, Л.и др .: Использование компьютерного моделирования при выборе оптимального метода отделки. В кн .: ATP Journal, No. 8 (2011), стр 38-40.
[6] Фецова, В.и др .: Возможность управления созданным рабочим местом с использованием виртуальной реальности, 2013 г. В: Конференция IMAP 2013, Прешов, ФВТ ТУ, (2013), стр. 6-10.
[7] Гулас С.: Предложение роботизированного цеха для производства зубчатых колес, FMT TU Kosice с местом в Прешове, (2012).
[8] Монкова К .: Использование систем CAD / CAM при определении основных характеристик интегральных деталей машин // Масиностроение и техносфера 21 века: сборник трудов 16.международной научно-технической конференции, Том 4, Донецк, 2009.
Что такое производственная технология? – TWI
Технология производства – это термин, который может относиться к ряду современных методов науки, производства и техники, которые помогают в промышленном производстве и различных производственных процессах.
Существует множество современных производственных технологий, большинство из которых имеют непосредственное отношение к «Индустрии 4.0 »- название четвертой промышленной революции, связанной с автоматизацией, обменом данными, цифровыми технологиями, искусственным интеллектом и машинным обучением, а также« Интернетом вещей ». Следовательно, многие производственные технологии, приводящие к инновациям в производстве и промышленности, также имеют отношение к этой четвертой волне технологического прогресса.
Умные фабрики
Интеллектуальные предприятия – это среды, которые сильно оцифрованы для повышения эффективности производства за счет подключенных систем.Благодаря инновационным технологиям производства машины и системы могут за счет автоматизации и самооптимизации обучаться и адаптироваться к ситуациям с повышенной производительностью. В 2019 году Всемирный экономический форум назвал предприятия во Франции, Ирландии, Китае и Чехии самыми производительными и мощными умными заводами в мире. Способные производить товары в больших масштабах, умные фабрики полезны не только для производственных рабочих мест. но также и для таких процессов, как планирование, логистика цепочки поставок и разработка продуктов.
Киберфизические системы
Киберфизические системы – это системы, которые объединяют компьютерные, сетевые и физические процессы, в которых встроенные вычислительные технологии контролируют и отслеживают процессы в реальном времени. Сочетание кибер-индустрии и физической индустрии имеет решающее значение для этой производственной технологии; компьютерная система контролирует процесс и определяет области, в которых требуются изменения, и физическая система реагирует соответствующим образом. Киберфизические системы часто считаются одним из главных достижений Industry 4.0.
Аддитивное производство
3D-печать, также известная как аддитивное производство, представляет собой управляемый компьютером процесс, в котором трехмерные объекты могут быть созданы из материалов, нанесенных слоями. Используя компьютерное проектирование (САПР) или сканеры 3D-объектов, компоненты, детали или любой другой объект можно изготавливать без использования механической обработки или каких-либо других методов и, следовательно, с меньшим количеством излишков материала.
Большие данные
Сегодня данные постоянно собираются в системах, датчиках и обычных электронных устройствах, таких как мобильные устройства, и объем данных, которые необходимо хранить, растет с каждым днем.«Большие данные», совокупность глобальных данных из различных источников, могут быть полезным компонентом производственных технологий. Промышленность находится в процессе разработки методов интерпретации и анализа данных для использования в производстве. Эти потенциальные производственные применения включают в себя управление рисками, производство продуктов в соответствии с конкретными вкусами или заказами клиента, повышение качества, отслеживание производства и логистику, среди прочего.
Дополненная реальность
Технология дополненной реальности (AR) отображает цифровой контент в реальном мире, позволяя визуализировать продукты или накладывать данные или планы на физические компоненты и оборудование.В производстве AR можно использовать для наложения текста, статистики, такой как отображение рабочей температуры элемента оборудования, не касаясь его, или виртуального обучения здоровью и безопасности, не требуя от человека вовлечения во что-то потенциально опасное. По прогнозам, к 2021 году количество очков дополненной реальности достигнет 19,1 миллиона единиц, а в сочетании с устройствами виртуальной реальности – 59,2 миллиона единиц.
Числовое программное управление
Обрабатывающие инструменты или предметы, используемые в производстве, такие как 3D-принтеры, можно регулировать и контролировать дистанционно с помощью ЧПУ – числового программного управления.Станок с ЧПУ обрабатывает кусок материала в соответствии с ключевыми спецификациями, следуя кодированной запрограммированной инструкции и без необходимости ручного оператора. Современные системы ЧПУ с помощью высокотехнологичного компьютерного программирования позволяют полностью автоматизировать проектирование и производство механической части. Такие процессы, как лазерная резка и аддитивное производство, основаны на числовом управлении для эффективного и удаленного создания продуктов.
Основы– MorekTECHTechnologiczne Przygotowanie Produkcji
В данной статье представлены основы технологических процессов, необходимых для рассмотрения производственных технологий.Производственный процесс включает в себя технологические и вспомогательные процессы (основы) – все необходимые шаги для производства данного продукта, т.е .:
- разработка и изготовление заготовки,
- обработка заготовки,
- сборка,
- контроль качества,
- транспорт,
- хранения.
Разработка и изготовление детали и сборка – это процессы, тесно связанные с производством. Из-за принципов проектирования и используемых технологий производства они рассматриваются как отдельные вопросы.Технологический процесс в основном касается формовки заготовки в конечный продукт (декрементная и аддитивная техника).
Контроль качества является неотъемлемой частью производственного процесса, особенно технологического процесса. Контроль обработки осуществляется на технологической станции или в специально построенных и оборудованных измерительных помещениях.
Технологический процесс
Технологический процесс включает обработку деталей (деталей, предметов), заключающуюся в изменении формы, геометрических размеров, качества поверхности (поверхностного слоя), физико-химических свойств детали и объединения изготовленных элементов в узлы (станки, механические устройства, электромеханические устройства). .
Различают технологический процесс детали и технологический процесс сборки. Процесс сборки предполагает объединение изготовленных деталей в комплекты (машинное, механическое, электромеханическое устройство).
В технологической подготовке производства используются технологические процессы, определенные для отдельных классов деталей (валы, втулки и диски, рычаги, тела, плоские элементы, шестерни). Разделение на классы деталей и связанных с ними технологических процессов является важным подспорьем в работе технологов.
Виды продукции
Разделение технологического процесса зависит от многих факторов. Важным фактором является количественный тип производства. Технолога интересует объем производства, количество серий продукции. В основном продукция делится на производственные серии. Технологический процесс разработан для серийного производства. На рисунке 1 показаны виды продукции с количественным критерием.
Рис.1 Виды продукции с количественным критерием.
Штучная продукцияВыпускаются единичные изделия или их небольшое количество. Такое производство не повторяется. Компоненты изготавливаются единовременно или очень нерегулярно. Технологический процесс должен быть разработан таким образом, чтобы не было необходимости использовать станки, инструменты, специализированное или специальное технологическое оборудование. В этом случае ключевым критерием является стоимость. Следует использовать только универсальные инструменты и оборудование (имеющиеся в продаже). Время настройки и разрушения будет больше.Также возможно продлить основное машинное время (время, когда обработка находится в процессе). Однако продление этих сроков – более экономичное решение, чем разработка и производство, например, специализированного технологического оборудования. Однако не всегда удается избежать использования специализированных или специальных инструментов. Обработка внутреннего конуса под необычным углом требует использования специального инструмента.
Серийное производство
Повторяющаяся производственная серия, в рамках которой производится определенное количество компонентов.Технологический процесс уже существенно отличается от штучного производства. Использование специализированных и специальных технологических инструментов и оборудования вполне допустимо и желательно. Специализированное и специальное технологическое оборудование в зависимости от размера производственной серии может быть более или менее сложным. Используются специализированные станки.
Серийное производство
Очень большое количество изделий, производимых почти непрерывно, по крайней мере, в течение очень длительного периода. Каждая технологическая операция – это отдельная обрабатывающая станция.В первую очередь используются станки и специальные инструменты. Во многих случаях технологическое оборудование будет использоваться только в рамках одного технологического процесса данной детали, без возможности его использования в других технологических задачах. То, что в технологическом процессе серийного производства было технологической операцией за одну операцию, в массовом производстве – отдельной операцией. Применение так называемого специального станка позволяет объединить несколько серийных производственных операций в одну для массового производства.
Отделение технологического процессаПриведенную выше информацию необходимо дополнить. В настоящее время использование обрабатывающих центров с ЧПУ и автоматизация как транспортных подсистем, так и самих обрабатывающих станций позволяет осуществить структурную оптимизацию (сокращение времени подготовки и завершения). Приближение современного производства к штучному и мелкосерийному производству дополнительно оправдывает использование станков с ЧПУ за счет большей гибкости с точки зрения технологической подготовки производства.Несомненно, есть еще технологические задачи, где использование специальных станков, совместная работа полностью оправдана, однако общий характер производства за последние 20 лет претерпел существенные изменения. Этот процесс отчетливо прослеживается уже в 1990-е годы.
Критерии для подразделений: организационные (структурные), качественные, количественные.
На рисунке 2 показано разделение технологического процесса по критерию структуры.Технологический процесс состоит из отдельных технологических операций. Технологическая операция состоит из обработки (резки) – одной или нескольких. В ситуации, когда технологическая операция включает одну обработку, технологическая обработка является технологической операцией.
Рис.2 Разделение технологического процесса по структуре
Технологическая операция выполняется на одном станке в одну или несколько сборок. Необходимым условием является отсутствие переналадки станка между отдельными навесными деталями (смена технологического оборудования, смена инструмента, любое другое вмешательство оператора в пространство обработки).Технологическая операция может проводиться в одном или нескольких положениях детали (например, пятикоординатная обработка – рис.2 – технологическая операция №20).
Технологическая операция на обычном станке (не с ЧПУ) состоит из одной или нескольких обработок – рисунок 2 – технологическая операция №10 – обработка №2. Каждая технологическая обработка имеет свои индивидуально подобранные параметры обработки.
Источники
- Feld M., Podstawy projektowania processów technologicznych typowych części maszyn, WNT 2000
- Капиньски С., Skawiński P., Sobieszczański, Sobolewski J.Z., Projektowanie technologii maszyn, OWPW 2002
- Puff T.