Технические характеристики нк3418 – НК3418 Ножницы гильотинные кривошипные листовые с наклонным ножом
alexxlab | 24.06.2020 | 0 | Разное
НК3418 Ножницы гильотинные кривошипные листовые с наклонным ножом
Для обработки металла используется различное оборудование. Для изменения размеров заготовок используются ножницы НК3418. Подобное оборудование встречается в мелкосерийном и среднесерийном производстве. Особенности конструкции определяют то, что гильотинные ножницы могут обеспечить быструю обработку заготовок.
 Листовые кривошипные ножницы НК3418
Листовые кривошипные ножницы НК3418Назначение и область применения
Кривошипные листовые ножницы модели НК3418, в конструкции которых есть наклонный нож, используются для холодной резки листового металла. Важным свойством каждого материала можно назвать его прочность. Высокий показатель прочности приносит ограничение в использовании оборудования. Ножницы НК3418 могут использоваться исключительно для резки следующего листового металла:
- с показателем прочности не более 500 МПа;
- при размере поперечного сечения 2,5х1600, 4,0х2000, 6,3х2000 миллиметров. первое значение определяет толщину листа, второе – длину поперечного сечения.
В некоторых случаях использовать подобное оборудование можно при резке не только металла, но и других типов материала.
Подобные особенности применения определяют область использования модели НК3418:
- Заготовительные цеха предприятий, которые связаны с областью машиностроения, судостроения, авиастроения и так далее. В подобных сферах деятельности ножницы НК3418 позволяют провести быстрое изменение размеров листового металла, который является основным материалом.
- Другая сфера деятельности, в которой проводится использование листового металла. Характеристики модели НК3418 определяют высокую производительность этого оборудования.
Высокая производительность, прежде всего, связана отсутствием необходимости переналадки. Гильотинные ножницы можно использовать для резки металла любой толщины, в рамках установленного предела, без переналадки.
Скачать паспорт гильотины НК3418
Еще важным моментом можно назвать то, что ножницы НК3418 обладают механизированным задним упором. Этот момент определяет то, что гильотина управляется при помощи специального блока оператора, который используется для установки размера заготовки.
Все гильотинные ножницы модели НК, в том числе НК3418, имеют высокую надежность в работе. При этом стоит не забывать о простоте использования, а также об отсутствии сложностей на момент проведения ремонтных работ. Использование современных технологий позволяет достигать высокую точность отрезания. Гильотина имеет совершенную систему смазки, а также электрооборудование, которое позволяет использовать станок в сложных эксплуатационных условиях. В сравнении с гидравлическими ножницами НК3418 рассматриваемый вариант исполнения имеет огромное количество преимуществ.
Еще одной важной эксплуатационной характеристикой можно назвать отсутствие масла в зоне резания. Этот момент определяет чистоту заготовок после проведения резания.
Технические характеристики
При выборе оборудования следует уделить внимания на технические характеристики. К ним можно отнести:
- Максимальный показатель толщины листового металла составляет 6,3 миллиметров.
- Максимальный показатель ширины разрезаемого листа 2 000 миллиметров.
- Максимальный показатель длины листа до упора 1 000 миллиметров.
- Мощность установленного электродвигателя составляет 8,5 кВт.
- Ножницы НК3419 имеют массу 4250 килограмм.

Характеристики гильотинных ножниц НК3418
Вышеприведенные моменты определяют возможность использования оборудования в тех или иных ситуациях.
Конструкция и схемы
Многие эксплуатационные характеристики определяет особенности конструктивных элементов и кинематической схемы. Главная кинематическая схема имеет следующие особенности:
- конструкция состоит из электродвигателя;
- клиноременная передача, связанная с двигателем, передает усилие через муфту-тормоз цилиндрическим редукторам;
- редуктор имеет выходное колесо, которое имеет жесткую связь с валом эксцентрикового типа;
- эксцентриковый вал имеет шатуны, которые при помощи специальных рычагов воздействуют на прижимные и ножевые балки. При этом ножевая балка выполнена в виде прямолинейной направляющей;
- рычаги, прижимная и ножевая балка стали частью отдельной сборочной единицы. подобная единица при помощи шарниров закрепляется в станине. Станина имеет эксцентриковые оси.
Качающаяся консольная балка
Принцип действия заключается в следующем:
- для начала работы включается электродвигатель;
- механизм резания после включения станка движется по одной траектории, при этом конструкция поворачивается вокруг оси как единое целое;
- движение механизма резания проходит до момента соприкосновения балки с листом, который выступает в качестве заготовки;
- после того как прижимная балка коснулась заготовки и остановилась на одном месте, начинается прямолинейной движение ножевой до настраиваемого предела;
- в зависимости от того, какая толщина разрезаемого листа, между ножами устанавливается необходимый зазор.
Кинематическая схема НК3418
Есть вероятность того, что при резании между ножами не окажется заготовки. При помощи специальных осей устанавливается минимальный зазор, который равен 0,02 миллиметра.
При начале реза при помощи верхнего ножа балка встречается с заготовкой. В этот момент значительно увеличивается усилие. При этом часть усилия через рычажную систему передается на прижимную часть конструкции. При этом есть возможность передать 25% усилия от силы резания.

Электросхема НК3418
Особенностью моделей этой серии можно назвать наличие механизированного заднего упора. Для управления этим элементом был установлен отдельный электродвигатель, а также клиноременная передача. Подобная передача связана с червячным редуктором.
Червячный редуктор имеет две звездочки:
- первая связана с функцией указания ширины отрезаемой полосы;
- вторая при помощи цепи связана с упорной балкой.
Также есть специальный механизм поддерживания отрезаемой части листа. Это связано с тем, что при провисании значительно ухудшается качество получаемых листов.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Ножницы кривошипные листовые с наклонным ножом НК3414, НК3416, НК3418
Ножницы кривошипные листовые с наклонным ножом НК3414, НК3416, НК3418
- Подробности
- Категория: Пресса, ножницы и молоты

Кривошипные листовые ножницы с наклонным ножом и автоматической регулировкой зазора между ножами НК3414, НК3416, НК3418 предназначены для резки листового материала с пределом прочности о< 500 МПа (50 кгс/мм2).
Ножницы находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, сельхозмашиностроения и других отраслях промышленности
Скачать документацию
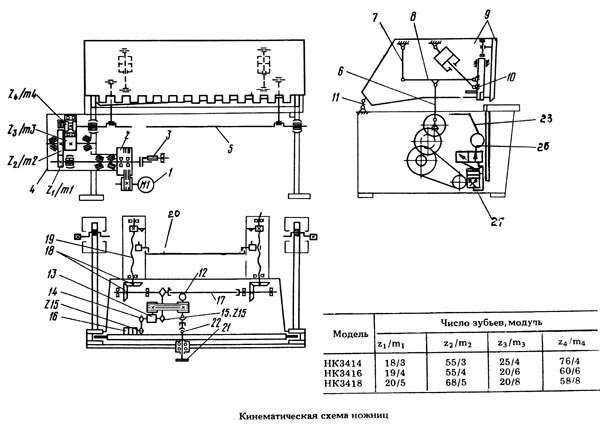
Кинематическая схема
Конструкция ножниц включает в себя три кинематические сборочные единицы, имеющие индивидуальные приводы движения и автономное управление: главная кинематическая цепь, задний упор, поддерживатель тонкого листа.
Главная кинематическая цепь состоит из электродвигателя 1 (M1), клиноременной передачей связанного с маховиком 2 и через муфту-тормоз 3 с входным валом двухступенчатого цилиндрического редуктора 4. Выходное колесо редуктора жестко связан с эксцентриковым валом 5, на котором смонтированы шатуны через рычаги 7, 8, взаимодействующие с прижимной балкой 9 и ножевой балкой 10. Ножевая балка смонтирована в прямолинейных направляющих Рычаги 7, 8 совместно с прижимной балкой 9 и ножевой балкой 10 образуют отдельную сборочную единицу (механизм реза) шарнирно закрепленный в станине на эксцентриковых осях 11.
При включении электродвигателя M1-и муфты-тормоза 3 механизм реза движется по траектории А (рис. 7) как единое целое, поворачиваясь вокруг осей 11 (см. рис. 6), до соприкосновения прижимной балки с разрезаемым листом (или столом при отсутствии листа)*. После остановки прижимной балки ножевая балка с точки В (рис. 7) начинает прямолинейное движение по направляющим. При этом в зависимости от толщины разрезаемого листа между ножами автоматически устанавливается необходимый зазор. Так при резке листа толщиной ,,t” зазор между ножами будет А. При резке листа большей толщины t1 > t прижимная балка остановится от поверхности стола выше и, соответственно, ножевая балка’ начнет прямолинейное движение с точки С. Зазор между ножами будет равен Alf причем A j > А. На каждый миллиметр толщины листа увеличение зазора составляет ~ 0,04—0,05 мм. При отсутствии листа зазор между ножами устанавливается с помощью осей 11 равным 0,02—0,03 мм (риC. 6).
Станина
Все сборочные единицы и агрегаты ножниц смонтированы на станине, представляющей из себя цельносварную конструкцию (рис. 8). Она состоит из стоек 1, 3 стола 2, траверсы 4 и стяжки 5. В боковых стойках станины выполнены расточки, в которых на подшипниках качения установлен главный вал 6 На валу 6 жестко закреплены эксцентрики 7, взаимодействующие с шатунами 8. В выемке стола 2 установлен нижний неподвижный составной нож 9. Для крепления механизма реза предусмотрены проушины 10 с объемными крышками, а для удаления отрезаемых заготовок — склиз 11.
Привод ножниц
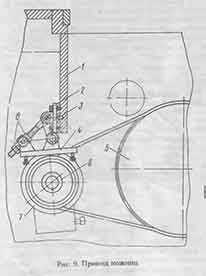
На траверсе 1 смонтирован привод ножниц (рис. 9), включающий электродвигатель 7 (Ml) на подмоторной плите 4, шарнирно закреплен на кронштейне 2. На валу электродвигателя установлен шкив 6, через клиновые ремни взаимодействующий с маховиком 5, Натяжение ремней осуществляется откидным болтом 3 за счет гаек 8, свинченных с ним.
Редуктор

Маховик 2 установлен на подшипниках качения на ведущем валу 1 двухступенчатого редуктора (рис, 10) корпус 3 которого жестко закреплен на наружной стороне боковой стойки 5 станины. На валу 1 установлена ведущая шестерня 12, сцепленная с шестерней 11, которая через промежуточный вал 10 связана с шестерней находящейся в зацеплении с зубчатым колесом 6, установленным коаксиально главному залу 7 и соединенным с ним посредством зубчатой втулки , закрепленной навалу 7, и эвольвентных зубьев выполненных на внутренней поверхности ступицы зубчатого колеса.
Установка муфта-тормоз
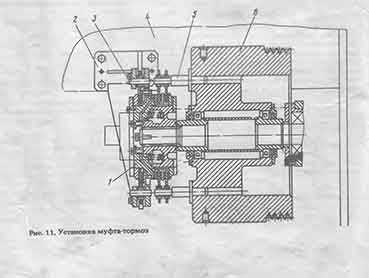
Муфта-тормоз 1 (рис. 11) установлена на конце ведущего вала редуктора, имеющего эвольвентную шлицевую нарезку. Ведущие диски муфты соединены с маховиком 6 пальцами 5, а тормозные — пальцами 3 с кронштейном 2 закрепленном на траверсе станины.
Механизм реза
Механизм реза (рис, 12) смонтирован в проушинах 13 станины на эксцентриковых сях 12 с возможностью поворот:. Он включает в себя ножевую балку, стойки 9, 10, стяжку 6 и прижимную Балку 11. В прямолинейных направляющих механизма резки помещена ножевая балка 5 с закрепленным на ней составным ножом 3.
Ножевая и прижимная балки связаны между собой двумя рычажными системами в виде рычагов 1, 7, последний из которых связан с приводом посредством шатуна 2. Боковые направляющие ножевой балки регулируются винтами 8. Для возврата прижимной балки в верхнее положение служат, винтовые упоры 4, закрепленные в прижимной балке и упирающиеся в ножевую балку.
Задний упор
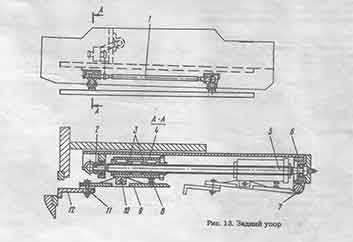
Задний упор (рис. 13) установлен под плоскостью ребра жесткости ножевой балки. Он состоит из двух кронштейнов 6, прикрепленных четырьмя болтами к ребру балки. В кронштейнах на подшипниках качения установлены ходовые винты 5, по ним перемещаются ползушки 4, в которых расположены гайки 3, свинченные с винтами 5. За счет перемещения одной из гаек в осевом направлении регулируются зазоры в винтовой паре. Ходовые винты кинематически соединены между собой посредством промежуточного вала 1 и конических шестерен 2, что обеспечивает их синхронное вращение.
Боковой упор
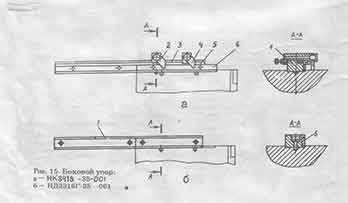
Боковой упор (рис, 15) предназначен для упора и параллельного направления листового материала при подаче его в зону реза и имеет два варианта исполнения. Упор (рис. 15а) состоит из двух скалок, одна из которых 1 жестко закреплена на столе, другая 3 — съемная. На скалках смонтирована линейка 5 отсчет на которой указан от линии реза. По скалкам перемещаются две. собачки 2 и 4, фиксируемые винтами. Сбоку на скалках закреплена каленая планка 6.
Упор (рис. 15б) отличается конфигурацией скалки 1 и в нем отсутствуют элементы 2, 3, 4, 5.
Передний упор

Передний упор (рис. 16) состоит из двух удлинителей 2 с роликами 4. По пазам удлинителей и планок 1, образующих направляющий паз и закрепленных в столе, перемещается упорная планка 3. Возможен также продольный роспуск листа на полосы с направлением его по упорной планке.
Угловой упор
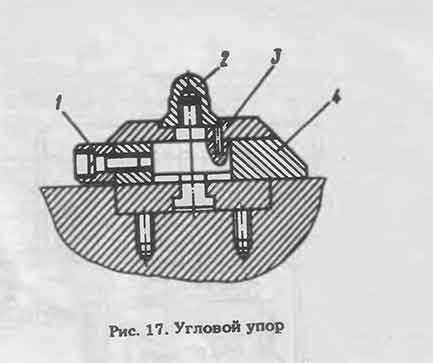
Угловой упор (рис. 17) предназначен для резки листа на детали, имеющие форму косынок. Упор крепится в планках, образующих паз и закрепленных в столе. Он состоит из упорной планки 1, закрепленной на поворотном диске 4. На диске 3 нанесен угловой лимб с нониусом. Фиксация упора производится гайкой 2.
Электрическая схема
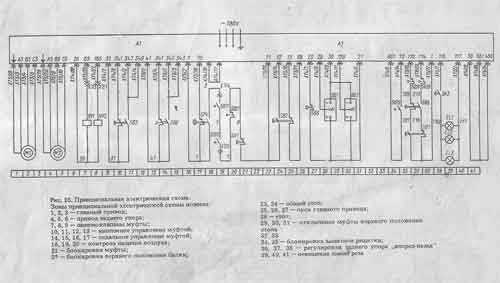
Электросхема (рис. 25) предусматривает работу ножниц в режимах „Толчок”, „Одиночный ход”, „Непрерывный ход”, „Ручной проворот”, а также работу с поддерживателем листа и управления задним УПОРОМ НОЖНИЦ
Требуемый режим работы ножниц в соответствии с выбранным органом управления (кнопками или педалью) устанавливают переключателями SA1 и SA2, расположенными на борту ящика Я9101, и контролируют по светящимся сигнальным лампам:
HL1 — „Сеть” (молочный цвет)
HL2 — „Главный привод” (синий цвет^
HL3 — „Непрерывные хода” (желтый цвет)
HL4 — „Одиночный ход” (желтый цвет)
HL5 — „Толчок” (зеленый цвет)
HL6 — „Ручной проворот” (зеленый цвет)
HL7 — „Управление педалью” (зеленый цвет) J3L8 — „Управление кнопками” (зеленый цвет) HL12 — „Нет давления воздуха” (зеленый цвет)
Подготовка к работе и эксплуатации электрошкафа осуществляется в соответствии с паспортом на ящик управления Я91-01.
Скачать документацию
forkettle.ru
Гильотина НК 3418 – Кузнечно-прессовое оборудование
Стаканов, если вы много раз имели дело с ремонтом гильотин, подскажите – каким способом правильно выставить (и потом еще проверить установку) ножей после шлифовки? – чтоб ножи лежали в одной плоскости на ножевой балке и на столе, чтобы потом при регулировании зазора он был постоянен по всей длине ножей.После шлифовки их немного выгибает, но по микрометру толщина одинаковая +- 0,02 мм. Выгиб ножей выправляется когда их притягиваешь болтами к балке, но не полностью. Все равно кое где концы торчат, кое где провалы, приходится по месту прокладки из фольги класть от 0,02 до 0,1 мм. Геморойное занятие…
Гильотина 6,3х2000 мм, традиционная механика.
Ето у вас такая с верхним маховиком?
Знакомая ситуация. Я когда то етим тоже сильно был озабочен. У меня на работе стоит механика 4,5*2500, тоже ножи после шлифовки такое показали. Делаем изделия оз метала от 0,3 до 2,5.
Я с увереностю скажу вам что точность паралельности ножей можно дупускать в пределах 0,1. Если после шлифовки есть перепад 0,15, то ето устраняется подкладками в соответствующих местах.
Ножы выставляются по таблице относительно толщины металла. Если на до табличку могу сбросить. Опытные наладчики меня давно научили: если рубиш 0,3-0,5, то гильйотина должна рубить газету на всей длине ножей, если етого нет – зазоры уменьшить. Минимальный зазор должен быть 0,05. Ножи выставляются в зажатом положении (если конструкция позволяет) если нет, то только по газете. Только по чуть-чуть чтоб не дай бог не ударить по ножам. Также обратите внимание на выработку направляющих подвижного ножа, если она больше 0,1 – ни фига не выставите. Занятие ето геморойное – но результативное. Ну а залог нормальной работы гильйотины ето использовать ее по назначению, тоесть если зазоры выставлены так что она рубит газету, то совать ей 2мм лис нельзя…надо настраивать…и следить чтоб рабочие на досунге не рубили на ней полосу 40*4, арматуру, проволоку и т.д.
Ето же ножницы…то же самое что есть для картона, а есть для маникьюра…
если что- пишите…
www.chipmaker.ru
Ножницы кривошипные листовые с наклонным ножом НК3414, НК3416, НК3418
Ножницы кривошипные листовые с наклонным ножом НК3414, НК3416, НК3418
- Подробности
- Категория: Пресса, ножницы и молоты
Кривошипные листовые ножницы с наклонным ножом и автоматической регулировкой зазора между ножами НК3414, НК3416, НК3418 предназначены для резки листового материала с пределом прочности о< 500 МПа (50 кгс/мм2).
Ножницы находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, сельхозмашиностроения и других отраслях промышленности
Скачать документацию
Кинематическая схема
Конструкция ножниц включает в себя три кинематические сборочные единицы, имеющие индивидуальные приводы движения и автономное управление: главная кинематическая цепь, задний упор, поддерживатель тонкого листа.
Главная кинематическая цепь состоит из электродвигателя 1 (M1), клиноременной передачей связанного с маховиком 2 и через муфту-тормоз 3 с входным валом двухступенчатого цилиндрического редуктора 4. Выходное колесо редуктора жестко связан с эксцентриковым валом 5, на котором смонтированы шатуны через рычаги 7, 8, взаимодействующие с прижимной балкой 9 и ножевой балкой 10. Ножевая балка смонтирована в прямолинейных направляющих Рычаги 7, 8 совместно с прижимной балкой 9 и ножевой балкой 10 образуют отдельную сборочную единицу (механизм реза) шарнирно закрепленный в станине на эксцентриковых осях 11.
При включении электродвигателя M1-и муфты-тормоза 3 механизм реза движется по траектории А (рис. 7) как единое целое, поворачиваясь вокруг осей 11 (см. рис. 6), до соприкосновения прижимной балки с разрезаемым листом (или столом при отсутствии листа)*. После остановки прижимной балки ножевая балка с точки В (рис. 7) начинает прямолинейное движение по направляющим. При этом в зависимости от толщины разрезаемого листа между ножами автоматически устанавливается необходимый зазор. Так при резке листа толщиной ,,t” зазор между ножами будет А. При резке листа большей толщины t1 > t прижимная балка остановится от поверхности стола выше и, соответственно, ножевая балка’ начнет прямолинейное движение с точки С. Зазор между ножами будет равен Alf причем A j > А. На каждый миллиметр толщины листа увеличение зазора составляет ~ 0,04—0,05 мм. При отсутствии листа зазор между ножами устанавливается с помощью осей 11 равным 0,02—0,03 мм (риC. 6).
При встрече верхнего подвижного ножа с листом (начало реза), возрастает усилие, часть которого через рычажную систему передается на прижимную балку, обеспечивая усилие прижима 25 % от усилия реза.
Кинематическая цепь заднего упора включает в себя электродвигатель 12 (М2), клиноременной передачей связанный с быстроходным валом червячного редуктора 13. На тихоходном валу редуктора смонтированы две звездочки 14, 15. Первая — цепной передачей связана с указателем ширины отрезаемой полосы 16, а вторая также цепью — с валом 17, через две пары конических шестерен 18 приводящим во вращение ходовые винты 19, с которыми кинематически связана упорная балка 20, перемещающаяся при вращении винтов. Для точной установки балки 20 по размеру отрезаемой полосы предусмотрен ручной поворот вала электродвигателя М2 маховичком 21 через карданную передачу 22.
Станина
Все сборочные единицы и агрегаты ножниц смонтированы на станине, представляющей из себя цельносварную конструкцию (рис. 8). Она состоит из стоек 1, 3 стола 2, траверсы 4 и стяжки 5. В боковых стойках станины выполнены расточки, в которых на подшипниках качения установлен главный вал 6 На валу 6 жестко закреплены эксцентрики 7, взаимодействующие с шатунами 8. В выемке стола 2 установлен нижний неподвижный составной нож 9. Для крепления механизма реза предусмотрены проушины 10 с объемными крышками, а для удаления отрезаемых заготовок — склиз 11.
Привод ножниц
На траверсе 1 смонтирован привод ножниц (рис. 9), включающий электродвигатель 7 (Ml) на подмоторной плите 4, шарнирно закреплен на кронштейне 2. На валу электродвигателя установлен шкив 6, через клиновые ремни взаимодействующий с маховиком 5, Натяжение ремней осуществляется откидным болтом 3 за счет гаек 8, свинченных с ним.
Редуктор
Маховик 2 установлен на подшипниках качения на ведущем валу 1 двухступенчатого редуктора (рис, 10) корпус 3 которого жестко закреплен на наружной стороне боковой стойки 5 станины. На валу 1 установлена ведущая шестерня 12, сцепленная с шестерней 11, которая через промежуточный вал 10 связана с шестерней находящейся в зацеплении с зубчатым колесом 6, установленным коаксиально главному залу 7 и соединенным с ним посредством зубчатой втулки , закрепленной навалу 7, и эвольвентных зубьев выполненных на внутренней поверхности ступицы зубчатого колеса.
Установка муфта-тормоз
Муфта-тормоз 1 (рис. 11) установлена на конце ведущего вала редуктора, имеющего эвольвентную шлицевую нарезку. Ведущие диски муфты соединены с маховиком 6 пальцами 5, а тормозные — пальцами 3 с кронштейном 2 закрепленном на траверсе станины.
Механизм реза
Механизм реза (рис, 12) смонтирован в проушинах 13 станины на эксцентриковых сях 12 с возможностью поворот:. Он включает в себя ножевую балку, стойки 9, 10, стяжку 6 и прижимную Балку 11. В прямолинейных направляющих механизма резки помещена ножевая балка 5 с закрепленным на ней составным ножом 3.
Ножевая и прижимная балки связаны между собой двумя рычажными системами в виде рычагов 1, 7, последний из которых связан с приводом посредством шатуна 2. Боковые направляющие ножевой балки регулируются винтами 8. Для возврата прижимной балки в верхнее положение служат, винтовые упоры 4, закрепленные в прижимной балке и упирающиеся в ножевую балку.
Задний упор
Задний упор (рис. 13) установлен под плоскостью ребра жесткости ножевой балки. Он состоит из двух кронштейнов 6, прикрепленных четырьмя болтами к ребру балки. В кронштейнах на подшипниках качения установлены ходовые винты 5, по ним перемещаются ползушки 4, в которых расположены гайки 3, свинченные с винтами 5. За счет перемещения одной из гаек в осевом направлении регулируются зазоры в винтовой паре. Ходовые винты кинематически соединены между собой посредством промежуточного вала 1 и конических шестерен 2, что обеспечивает их синхронное вращение.
На ползушках 4 с помощью осей 10 подвешены кронштейны 9, на которых закреплена упорная балка 12. Для регулирования упорной балки в продольном направлении предусмотрены эксцентрик 11,в вертикальном – винты8.В крайнем заднем положении ползушек кронштейны 9 разворачивается на осях 10 при взаимодействии с бобышками 7, обеспечивая подъем упорной балки 12 и беспрепятственное прохождение разрезаемого листа под задним упором.
Боковой упор
Боковой упор (рис, 15) предназначен для упора и параллельного направления листового материала при подаче его в зону реза и имеет два варианта исполнения. Упор (рис. 15а) состоит из двух скалок, одна из которых 1 жестко закреплена на столе, другая 3 — съемная. На скалках смонтирована линейка 5 отсчет на которой указан от линии реза. По скалкам перемещаются две. собачки 2 и 4, фиксируемые винтами. Сбоку на скалках закреплена каленая планка 6.
Упор (рис. 15б) отличается конфигурацией скалки 1 и в нем отсутствуют элементы 2, 3, 4, 5.
Передний упор
Передний упор (рис. 16) состоит из двух удлинителей 2 с роликами 4. По пазам удлинителей и планок 1, образующих направляющий паз и закрепленных в столе, перемещается упорная планка 3. Возможен также продольный роспуск листа на полосы с направлением его по упорной планке.
Угловой упор
Угловой упор (рис. 17) предназначен для резки листа на детали, имеющие форму косынок. Упор крепится в планках, образующих паз и закрепленных в столе. Он состоит из упорной планки 1, закрепленной на поворотном диске 4. На диске 3 нанесен угловой лимб с нониусом. Фиксация упора производится гайкой 2.
Электрическая схема
Электросхема (рис. 25) предусматривает работу ножниц в режимах „Толчок”, „Одиночный ход”, „Непрерывный ход”, „Ручной проворот”, а также работу с поддерживателем листа и управления задним УПОРОМ НОЖНИЦ
Требуемый режим работы ножниц в соответствии с выбранным органом управления (кнопками или педалью) устанавливают переключателями SA1 и SA2, расположенными на борту ящика Я9101, и контролируют по светящимся сигнальным лампам:
HL1 — „Сеть” (молочный цвет)
HL2 — „Главный привод” (синий цвет^
HL3 — „Непрерывные хода” (желтый цвет)
HL4 — „Одиночный ход” (желтый цвет)
HL5 — „Толчок” (зеленый цвет)
HL6 — „Ручной проворот” (зеленый цвет)
HL7 — „Управление педалью” (зеленый цвет) J3L8 — „Управление кнопками” (зеленый цвет) HL12 — „Нет давления воздуха” (зеленый цвет)
Подготовка к работе и эксплуатации электрошкафа осуществляется в соответствии с паспортом на ящик управления Я91-01.
Скачать документацию
forkettle.ru
Ножницы кривошипные листовые с наклонным ножом НК3418Р
Если Вам необходимо купить Ножницы кривошипные листовые с наклонным ножом НК3418Р звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Ножницы кривошипные листовые с наклонным ножом НК3418Р звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
stanok-kpo.ru
Ножницы кривошипные листовые с наклонным ножом НК3418А
Если Вам необходимо купить Ножницы кривошипные листовые с наклонным ножом НК3418А звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Ножницы кривошипные листовые с наклонным ножом НК3418А звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
stanok-kpo.ru
| Модель ножниц | НК3416 | НК3418 |
|---|---|---|
| Наибольшие размеры разрезаемого металла с временным сопротивлением 500МПа, мм: – толщина – ширина | 4,0 | 6,3 |
| Частота ходов ножа, мин -1 : – холостых – при резке наибольших размеров разрезаемого металла | 68 25 | 60 25 |
| Угол наклона подвижного ножа | 1°30′ | |
| Наибольшая длина отрезаемой полосы при работе с задним упором, мм | 700 | |
| Расход сжатого воздуха за одно включение, л | 0,25 | |
| Род тока питающей сети | Переменный трёхфазный | |
| Частота тока, Гц | 50 | |
| Напряжение, В | 380 | |
| Количество электродвигателей | 2 | |
| Род тока электропривода ножниц | Переменный трёхфазный | |
| Напряжение силовой цепи, В | 24 | |
| Напряжение цепи управления, В | 24 | |
| Напряжение цепи освещения линии реза, В | 24 | |
| Количество точек освещения | 3 | |
| Режим работы электропривода ножниц | Одиночные и непрерывные ходы, толчковый, ручной проворот | |
| Электродвигатель главного привода: – тип – мощность, кВт – частота вращения, мин – 1 | 4AМC112М4У3 5,6 1395 | 4AМC132SУ3 8,5 1,5 |
| Высота над уровнем пола от верхней кромки неподвижного ножа, мм | 800 | |
| Масса НК3418 ножниц, кг | 2870 | 4250 |
| Габаритные размеры ножниц, мм: | 2610х1600х1510 | 2780х1600х1620 |
www.russtanko.ru