Толщина проволоки – Размеры проволоки – Размеры Инфо
alexxlab | 04.06.2020 | 0 | Разное
Проволока для бижутерии: ее отличия и характеристики
Поговорим о том, какая проволока используется в создании бижутерии своими руками.
Мы уже много раз рассказывали о технике создания бижутерии на основе проволоки. А теперь хотим вас познакомить с основной этой техники – с самой проволокой. Этот элемент отличается таким разнообразием, что новичку очень сложно выбрать такую проволоку, которая необходима для создания той или иной бижутерии. Разнообразие металлов в изготовлении проволоки Производители предлагают нам следующий список металлов, которые используются при изготовлении проволоки: сталь, латунь (сплав меди и цинка, возможно добавление других металлов), алюминий, медь, серебро и золото. Также имеется в продаже проволока и других сплавов, например, из нейзильберга, так называемого нового серебра. Часто проволоку покрывают сверху другим сплавом или металлом, чтобы внешний вид проволоки выглядел лучше. Этот же способ применяется в изготовлении цветной проволоки.Для чего необходима информация об этом? От металла и сплава зависят основные характеристики проволоки: гибкость, стойкость к внешнему воздействию и так далее. Ориентируйтесь на качества металлов, из которых изготовлена проволока, выбирая ее для создания той или иной бижутерии.
Размеры проволоки
Данная характеристика включает в себя несколько параметров: жесткость, профиль сечения и толщина.Жесткость проволоки бывает трех видов: мягкая, полужесткая и жесткая. Первая предназначена для создания спиралей, вторая – для создания колечек, пинов, жесткая же проволока предназначена для создания более больших элементов, ее сложнее согнуть, но зато изделие из жесткой проволоки будет самым долговечным.
Сечение проволоки Профиль сечения проволоки зависит от формы среза. Чаще всего профиль будет круглым, но также он бывает квадратным, сплющенным, квадратным скрученным и так далее. Толщина проволоки Пожалуй, это самый важный параметр у проволоки. Измеряется толщина проволоки в миллиметрах. Но, как и в случае с бисером, толщина проволоки имеет свою меру измерения. Называется она Gaude, что в переводе означает “размер”, “калибр”, “эталон” и так далее. Количество пунктов по этому стандарту означает, сколько этапов обработки прошла данная проволока. Поэтому размер в гейджах будет пропорционален миллиметрам. Чем тоньше проволока, тем больше гейджей. Для примера, 10 Gauge равен 2,588 мм, а 20 – 0,812 мм.Важно!!! Соответствие между гейджами и миллиметрами в разных странах может отличаться. Для удобства используйте данную таблицу для точного определения толщины проволоки в миллиметрах. SWG – общий британский стандарт, BWG – стандарт, используемый в некоторых частях Великобритании, AWG – стандарт, принятый в США.
vsembusiki.ru
Таблица соответствия размеров проволоки
Очень часто толщина импортной проволоки обозначается размером в дюймах. Для наших мастеров не всегда понятно что означает номер проволоки 22Х12. Нет ничего проще! Первую цифру смотрим в таблице – это её толщина в миллиметрах, а вторую цифру просто умножаем на 25,4 – это будет её длина (тоже в миллиметрах). Например 12Х25,4=304,8.
|
Номер проволоки |
Толщина, мм |
| 10 |
2,59 |
|
11 |
2,31 |
|
12 |
2,06 |
|
13 |
1,83 |
|
14 |
|
|
15 |
1,45 |
|
16 |
1,32 |
|
17 |
1,14 |
|
18 |
1,02 |
| 19 |
0,91 |
|
20 |
0,81 |
|
21 |
0,71 |
|
22 |
0,64 |
|
23 |
|
|
24 |
0,51 |
|
25 |
0,455 |
|
26 |
0,404 |
|
27 |
0,361 |
|
28 |
0,32 |
|
29 |
0,287 |
|
30 |
0,25 |
|
31 |
0,226 |
|
32 |
0,2 |
|
33 |
0,18 |
|
34 |
0,16 |
|
35 |
0,142 |
|
36 |
0,13 |
|
37 |
0,114 |
|
38 |
0,1 |
master-fimo.ru
ГОСТ Р ИСО 22034-2-2013 Проволока стальная и изделия из нее. Часть 2. Допуски на размеры проволоки (с Поправкой), ГОСТ Р от 22 ноября 2013 года №ИСО 22034-2-2013
ГОСТ Р ИСО 22034-2-2013
ОКС 77.140.65*
Дата введения 2014-10-01*
_____________________
* Поправка. ИУС N 8-2015.
Предисловие
1 ПОДГОТОВЛЕН И ВНЕСЕН на основе аутентичного перевода на русский язык указанного в пункте 3 стандарта, который выполнен ФГУП “СТАНДАРТИНФОРМ”
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 22 ноября 2013 г. N 1566-ст
3 Настоящий стандарт идентичен международному стандарту ИСО 22034-2:2007* “Проволока стальная и изделия из нее. Часть 2. Допуски на размеры проволоки” (ИСО 22034-2:2007 Steel wire and wire products – Part 2: Tolerances on wire dimensions)
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. – Примечание изготовителя базы данных.
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.-2012* (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе “Национальные стандарты”, а официальный текст изменений и поправок – в ежемесячном информационном указателе “Национальные стандарты”. В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя “Национальные стандарты”. Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования – на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети интернет (gost.ru).
________________
* Вероятно, ошибка оригинала. Следует читать: ГОСТ Р 1.0-2012. – Примечание изготовителя базы данных.
ВНЕСЕНА поправка, опубликованная в ИУС N 8, 2015 год
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт устанавливает допуски на диаметр круглой стальной проволоки: светлой (без покрытия) стальной проволоки, стальной проволоки с металлическим покрытием и стальной проволоки с неметаллическим покрытием, и, там где необходимо, на длину круглой проволоки, отрезанной на определенную мерную длину.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ИСО 6929 Продукция из стали. Определения и классификация
3 Термины и определения
В настоящем стандарте использованы следующие термины с соответствующими определениями:
3.1 проволока (wire): по ИСО 6929.
Примечание: Проволока может поставляться с металлическим покрытием, неметаллическим покрытием, с двумя видами покрытиями, без покрытия.
3.2 отрезок мерный длины (cut length): выпрямленная заготовка проволоки, отрезанная на определенную длину.
4 Допуски на диаметр проволоки
4.1 Общие положения
Измерения диаметра проводятся в любом поперечном сечении проволоки и не должны выходить за допуски, установленные в соответствующих таблицах настоящего стандарта.
Примечание:
1 Допуски на диаметр могут меняться, если отрезки мерной длины поставляются третьей стороной.
2 Допуски на диаметры классов от до (см. Таблицу 1) рассчитываются следующим образом:
; ; ; ; ,
где – измеренный диаметр в миллиметрах.
4.2 Допуски на диаметр круглой стальной проволоки без покрытия и с цинковым покрытием
Необходимый диапазон допусков из Таблицы 1 должен быть указан в документе на изделие или поставщиком проволоки в заказе/заявке.
Диаметр должен находиться в пределах соответствующего диапазона допусков, приведенных в Таблице 1.
Примечание – Если в заказе/заявке или в документе на изделие не установлено иное, допуск класса как правило применяется для проволоки оцинкованной толстым слоем (А), класс обычно применяется для прочей оцинкованной проволоки, а класса , и для светлой холоднотянутой проволоки с повышением порядка в зависимости от требуемой точности.
Таблица 1 – Допуски на диаметр
Допуск на диаметр, мм | Диапазон диаметра проволоки, , мм | ||||
±0,003 | – | – | – | – | от 0,050 до 0,091 |
0,004 | – | – | – | от 0,050 до 0,072 | от 0,091 до 0,17 |
0,005 | – | – | – | от 0,072 до 0,12 | от 0,17 до 0,26 |
0,006 | – | – | от 0,05 до 0,12 | от 0,12 до 0,17 | от 0,26 до 0,37 |
0,008 | – | – | от 0,12до 0,15 | от 0,17 до 0,29 | от 0,37 до 0,65 |
0,010 | – | – | от 0,15 до 0,23 | от 0,29 до 0,45 | от 0,65 до 1,01 |
0,012 | – | – | от 0,23 до 0,33 | от 0,45 до 0,65 | от 1,01 до 1,45 |
0,015 | – | от 0,20 до 0,31 | от 0,33 до 0,52 | от 0,65 до 1,01 | от 1,45 до 2,26 |
0,020 | – | от 0,31 до 0,55 | от 0,52 до 0,91 | от 1,01 до 1,78 | от 2,26 до 4,01 |
0,025 | от 0,30 до 0,52 | от 0,55 до 0,86 | от 0,91 до 1,42 | от 1,78 до 2,78 | от 4,01 до 6,26 |
0,030 | от 0,52 до 0,74 | от 0,86 до 1,24 | от 1,42 до 2,05 | от 2,78 до 4,01 | от 6,26 до 9,01 |
0,035 | от 0,74 до 1,01 | от 1,24 до 1,69 | от 2,05 до 2,78 | от 4,01 до 5,45 | от 9,01 до 12,26 |
0,040 | от 1,01 до 1,31 | от 1,69 до 2,20 | от 2,78 до 3,63 | от 5,45 до 7,12 | от 12,26 до 16,01 |
0,045 | от 1,31 до 1,66 | от 2,20 до 2,78 | от 3,63 до 4,60 | от 7,12 до 9,01 | от 16,01 до 20,26 |
0,050 | от 1,66 до 2,05 | от 2,78 до 3,43 | от 4,60 до 5,67 | от 9,01 до 11,12 | от 20,26 до 25,00 |
0,060 | от 2,05 до 2,94 | от 3,43 до 4,94 | от 5,67 до 8,17 | от 11,12 до 16,01 | – |
0,070 | от 2,94 до 4,01 | от 4,94 до 6,73 | от 8,17 до 11,12 | от 16,01 до 21,77 | – |
0,080 | от 4,01 до 5,23 | от 6,73 до 8,78 | от 11,12 до 14,52 | от 21,77 до 25,00 | – |
0,090 | от 5,23 до 6,62 | от 8,78 до 11,12 | от 14,52 до 18,37 | – | – |
0,100 | от 6,62 до 8,17 | от 11,12 до 13,72 | от 18,37 до 22,68 | – | – |
0,120 | от 8,17 до 11,76 | от 13,72 до 19,76 | от 22,68 до 25,00 | – | – |
0,140 | от 11,76 до 16,01 | от 19,76 до 25,00 | – | – | – |
0,160 | от 16,01 до 20,90 | – | – | – | – |
0,180 | от 20,90 до 25,00 | – | – | – | – |
4.3 Овальность
Овальность определяют как разность между максимальным и минимальным диаметром проволоки в любом поперечном сечении. Овальность не должна быть более половины общего допуска, приведенного в Таблице 1.
4.4 Допуски на диаметр проволоки с органическим покрытием
4.4.1 Органические покрытия, наносимые методом экструзии
Допуски на диаметр проволоки с покрытием, наносимым методом экструзии приведены в Таблице 2. Электродная проволока может быть светлой или с металлическим покрытием (обычно оцинкованная).
4.4.2 Органические покрытия, наносимые методом спекания
Допуски на диаметр проволоки с покрытием, наносимым методом спекания приведены в Таблице 2. Обычно, электродная проволока имеет металлическое покрытие (как правило оцинкованная).
Таблица 2 – Допуски на диаметр проволоки и толщину органического покрытия, нанесенного методом спекания и экструзии
Диаметр проволоки с органическим покрытием, мм | Допуски на наибольший диаметр с органическим покрытием, мм | Минимальная толщина покрытия, мм | Минимальная концентричность, % | ||
Экструзия | Спекание | Экструзия | Спекание | ||
не более 1,00 | ±0,10 | 0,20 | 0,12 | 75 | 65 |
св. 1,00 до 2,00 включ. | ±0,10 | 0,25 | 0,12 | 75 | 65 |
св. 2,00 до 3,15 включ. | ±0,15 | 0,35 | 0,15 | 75 | 65 |
св. 3,15 до 6,00 включ. | ±0,20 | 0,40 | 0,20 | 75 | 65 |
св. 6,00 до 13,00 включ. | ±0,25 | 0,50 | – | 75 | 65 |
Примечания: 1 Допуски на диаметр проволоки с покрытием из цинка или цинкового сплава указаны в графе Т1 Таблицы 1 2 Концентричность равна: 100минимальную радиальную толщину покрытия, деленную на максимальную радиальную толщину, установленную в документе на покрытие 3 Экструзия относится к не связываемым материалам. | |||||
5 Допуски на отрезки мерной длины
5.1 Допуски на длину
Допуски на длину отрезков мерной длины должны соответствовать требованиям Таблицы 3.
В Таблице 3 приведены три класса допусков на длину отрезков мерной длины, зависящие от номинальной длины. Поставщик должен выбрать соответствующий класс.
Таблица 3 – Допуски на длину отрезков мерной длины
Номинальная длина, мм | Допуск на длину | ||
Класс 1 | Класс 2 | Класс 3 | |
до 300 включ. | ±0,50 мм | ±0,50% | ±1,00% |
св. 300 до 1000 включ. | ±1,0 мм | ||
св. 1000 | ±0,10% | ||
5.2 Допуски на прямолинейность
В Таблице 4 приведены три класса прямолинейности отрезков мерной длины, для диаметров проволоки, установленных в Таблице 5. Поставщик должен выбрать соответствующий класс. На Рисунке 1 показано измерение отклонения от прямолинейности.
Таблица 4 – Допуски на прямолинейность отрезков мерной длины
Класс | 500 мм | 1000 мм | Испытание на свертывание |
1 | 0,5 мм | 2 мм | Свертывание на уклоне с отношением 1 к 10 |
2 | 1,0 мм | 4 мм | |
3 | Нет требований | ||
Таблица 5 – Длина испытания для измерения отклонения от прямолинейности
Диаметр проволоки, , мм | Длина испытания, , мм |
от 2,00 до 6,00 включ. | 500 |
св.6,00 до 13,00 включ. | 500 или 1000 |
св. 13,00 до 20,00 включ. | 1000 |
Примечание – Проволока диаметром менее 2,00 мм имеет недостаточную жесткость по длине, что затрудняет измерение отклонения от прямолинейности . Поэтому измерение проводятся по соглашению между покупателем и поставщиком. | |
Рисунок 1 – Измерение отклонения от прямолинейности
Обозначения: – Измеряемая длина, – отклонение от прямолинейности
Рисунок 1 – Измерение отклонения от прямолинейности
Для классов 1 и 2 отрезки мерной длины должны соответствовать требованиям испытания на свертывание, которое выполняется на гладкой стеклянной наклонной плоскости. Отрезки мерной длины помещают на наклонную плоскость в положении, которое позволяет им свободно свернуться, перемещаясь вниз.
6 Длина проволоки в бунте
Зная размер и плотность проволоки, ее длину в бунте можно определить путем взвешивания бунта и вычисления длины по полученной массе.
__________________________________________________________________________
УДК 669.14-426-272.43:006.354 ОКС 77.140.65
Ключевые слова: проволока стальная, допуски на диаметр, допуски на длину
__________________________________________________________________________
(Поправка. ИУС N 8-2015).
Электронный текст документа
подготовлен АО “Кодекс” и сверен по:
официальное издание
М.: Стандартинформ, 2014
Редакция документа с учетом
изменений и дополнений подготовлена
АО “Кодекс”
docs.cntd.ru
Сварочная проволока для полуавтоматов. Советы по выбору

 Поскольку полуавтоматы для сварки сейчас довольно востребованы, это позволило создать широкий рынок производства сварочной проволоки для полуавтомата. Правильный выбор проволоки позволяет существенно повысить производительность, а также качество самой сварки и сварного шва. Дополнительно повышается и безопасность, что тоже немаловажно для квалифицированных сварщиков.
Поскольку полуавтоматы для сварки сейчас довольно востребованы, это позволило создать широкий рынок производства сварочной проволоки для полуавтомата. Правильный выбор проволоки позволяет существенно повысить производительность, а также качество самой сварки и сварного шва. Дополнительно повышается и безопасность, что тоже немаловажно для квалифицированных сварщиков.
Типы и маркировка проволоки для сварки
Сварочная проволока для полуавтоматов используется как плавящийся электрод при проведении сварочных работ на полуавтомате.
Существует около 77 марок проволоки для сварки, качество и состав которых регулирует ГОСТ 2246-70. Этому стандарту полностью соответствует выпускаемая холоднотянутая проволока из низкоуглеродистой стали, легированной, а также высоколегированной стали.
Сварочная проволока для полуавтоматов подразделяется по своему назначению на:
- непосредственно для сварки;
- для изготовления электродов (дополнительное обозначение Э).
Низкоуглеродистая и легированная проволоки сортируются по виду обработки поверхности на неомеднённую и омеднённую (О).
Несмотря на большое количество различных марок проволоки для сварки полуавтоматом, в производстве и строительстве широко используют для работы всего несколько. Остальные – это марки специальные, или узкопрофильные. При изготовлении к ним предъявляют особенные требования. Такая проволока предназначается для проведения сварочных работ при строительстве научных комплексов и лабораторий, объектов атомной промышленности и для других современных отраслей промышленности, которые используют высокие технологии.

В настоящее время применяются технологии, позволяющие проводить сварку полуавтоматами не только в нейтральной среде защитного газа, но и при помощи проволоки, под слоем флюса. Тип применяемой проволоки, её диаметр и марка всегда зависят от толщины и химического состава конструкций и деталей, подлежащих сварке. В связи с этим, сварочная проволока для полуавтоматов делится на три основные категории:
- низкоуглеродистая – такие марки проволоки, как Св-08АА, Св-08, Св-10ГА, Св-08ГА и Св-10Г2;
- легированная – марки проволоки Св-12ГС, Св-08ГС, Св-10ГН, Св-08Г2С, а также Св-08ГСМТ и др.;
- высоколегированная – марки Св-10Х11НВМФ, Св-12Х11НММФ, Св-Х13,Св-20Х13 и др.
Если знать маркировку, то одного взгляда на название будет достаточно, чтобы узнать её состав. Таким образом, название Св-08Г2С говорит о следующем:
Аббревиатура Св обозначает, что данная проволока сварочная. Буквы и цифры, идущие следом, рассказывают о содержании составляющих элементов в той или иной проволоке. Далее, цифры 08 говорят о массе углерода в сотых долях процента, в этом случае здесь 0,08%. Г – сообщает о том, что в состав проволоки входит марганец, следующая цифра 2 говорит о двухпроцентном его содержании. Буква С указывает на кремний в составе проволоки, если далее цифр нет, то его содержание не превышает 1%.

В некоторых случаях необходимо знать дополнительную маркировку проволоки:
А – стоящая в конце маркировки, означает, что эта проволока с уменьшенным содержанием вредных веществ, вроде серы или фосфора, а две буквы (АА) говорят о том, что проволока содержит минимум вредных примесей, а сама проволока сделана из металла высокой очистки. Кроме того, внутри маркировки А показывает наличие в составе азота.
Х и Н – (хром, никель), в основном используются как легирующие добавки, в том случае, если изготавливается сварочная проволока для нержавейки.
Остальные элементы, встречающихся в маркировках:
В — вольфрам;
Т — титан;
Ю — алюминий;
Ф — ванадий;
Б — ниобий;
Д — медь;
М — молибден;
С — кремний;
Ц — цирконий.
Можно выделить несколько самых известных производителей проволоки для сварки. Это Компания ООО «Петромет», выпускающая такие популярные в нашей промышленности марки проволоки, как Св-08ГСНТи Св-08Г2С, Св-08ГНМ, Св-08ХМ и др. ООО «Свармонтажстрой», производство которого основано на ряде иностранных технологий и качество выпускаемых изделий соответствует основным международным нормам. Московский производитель ООО «Велд – Метиз».
Диаметры сварочной проволоки
Номинальные диаметры проволоки применяемой для сварки полуавтоматом имеют размеры от 0,3 мм до 12 мм. Всего существует 17 стандартных диаметров.
Предварительно, при сварке автоматом выбирают проволоку диаметром до 5 мм, а при полуавтоматической, механизированной – до 2 мм, в основном её диаметр зависит от толщины металла.
Для достижения требуемого качества сварочного шва, при сварке деталей и конструкций из легированных и высоколегированных сталей, химический состав самой проволоки обязательно должен быть таким, чтобы в получаемом шве содержание углерода ограничивалось 0,10 – 0,12%, а кремния было менее 0,5%.
Для сварки специализированных сталей применяются высоколегированные аустенитные и ферритные сварочные проволоки. Однако аустенитная высоколегированная сварочная проволока для полуавтоматов после волочения нагартовывается (нагартовка – наклёп) и становится более жёсткой, а её пластичность снижается. В связи с этим подача проволоки такого малого диаметра от 2 – 3 мм по шлангам при сварке полуавтоматом, облегчается, в отличие от подачи проволоки большего диаметра.
Сварка с применением газовой смеси отличается лучшими техническими показателями. Поэтому в настоящее время повсеместно используют смесь углекислого газа и нейтрального аргона, имеющую процентное соотношение – 75-80% Ar и 20-25% CO2.
Контроль расхода сварочной проволоки
В процессе сварки на полуавтомате, необходимо вести учёт расхода проволоки для сварки и газовых смесей. Это обеспечивает экономию расходных материалов на производстве и ведёт к снижению себестоимости самих работ.
На расход проволоки для сварки оказывают влияние такие показатели как:
- химический состав металла;
- диаметр и качество самой проволоки;
- данные технических характеристик рабочего полуавтомата для сварки;
- проведение сварки в среде нейтрального газа.
Во многих случаях, расход используемой сварочной проволоки считается до 1,5 % от веса всей конструкции. А вес проволоки превышает вес наплавляемого материала до 6%, так как имеют место угар и отходы.
Нормы расхода определённых марок проволоки на метр сварочного шва определяются по формуле М = НР ∙ КР. (где М – масса наплавляемого металла, напрямую зависящая и от металла, и от вида сварочного шва). КР – коэффициент расхода используемой проволоки (значение берётся из таблиц).
Исходя из данной формулы рассчитывают потребность в сварочной проволоке не только для конкретного вида работ, но и для всего предприятия в течение времени.

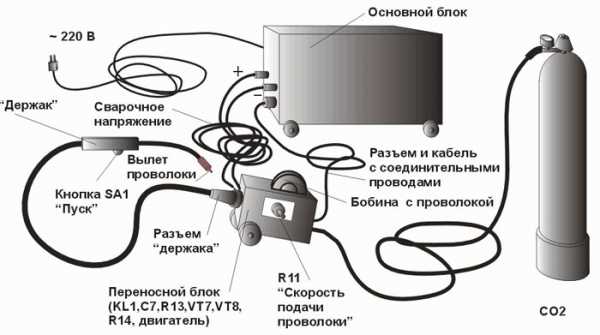
Современные механизмы и скорость подачи сварочной проволоки
Сварочные полуавтоматы классифицируют следующим образом:
- для сварки изделий в защитных газах;
- для сварки с помощью порошковой проволоки;
- для выполнения сварки под флюсом;
- универсальные.
Полуавтоматы для сварки с применением защитных газов оборудованы специальным клапаном, прекращающим подачу рабочего газа по окончании сварки.
В полуавтоматах для сварки под флюсом всегда есть горелка с воронкой. Осуществляется более мощная подача проволоки, чем на другом оборудовании, поскольку для этой сварки необходима проволока большого диаметра.
Сварочные полуавтоматы разделяют на бытовые, полупрофессиональные и профессиональные, в зависимости от силы тока и длительности работы самого аппарата. А также бывают передвижными, стационарными и переносными. Промышленные полуавтоматы изготавливают только для работы в режиме трёхфазного тока. Швы, получаемые при использовании в работе таких аппаратов гораздо более качественные и ровные.
Полуавтоматы для сварки современной порошковой проволокой снабжены специальным устройством подающих роликов, чтобы не допустить деформации рабочей проволоки.
Универсальные полуавтоматы укомплектованы вспомогательными приспособлениями (сварочными горелками, роликами для подачи проволоки и др.), что даёт возможность с успехом использовать их для различных видов сварки.
К механизму подачи проволоки к горелке относятся – электродвигатель, редуктор и, конечно, подающие ролики. Вид подающего устройства (относительно газовой горелки), может быть тянущий, толкающий и универсальный. При подаче проволоки устройством толкающего типа, подающие ролики находятся у самого шланга сварочной горелки и равномерно толкают проволоку непосредственно в канал горелки. Используется всегда при сварке стали.
С помощью подачи проволоки на полуавтомате механизмом тянущего типа проволока попадает в канал горелки. Это придаёт ей дополнительный вес, но тем не менее, такой механизм часто устанавливают в полуавтоматах для сварки алюминия. Сварочная проволока для полуавтоматов служит не только для улучшения качества шва, но и непрерывности сварочных работ. Подачу тянуще – толкающего типа применяют для сварки алюминия в случае значительного удаления основного сварочного механизма от места сварки.
Скорость подачи проволоки необходимо настраивать для каждого случая и регулировать по ходу работ. Основную регулировку скорости подачи выполняет коробка передач и комплект шестерён. В таком случае приводом служит трёхфазный асинхронный двигатель. Недостатком данной регулировки скорости является трудность подбора необходимого режима для сварки. Особенно при работе с тонким металлом.
Плавное регулирование необходимой скорости подачи проволоки очень малого диаметра достигается при использовании в работе двигателя постоянного тока, путём плавного изменения числа оборотов головки двигателя. Скорость подачи может доходить до 150 м/ час.
При настройке скорости подачи важна толщина металла, состав и диаметр выбранной сварочной проволоки. Получить качественный сварочный шов возможно только при тщательной регулировке скорости путём нескольких пробных сварок.
proinstrumentinfo.ru
Толщина – проволока – Большая Энциклопедия Нефти и Газа, статья, страница 1
Толщина – проволока
Cтраница 1
Толщина проволоки ввиду большой стоимости электродов ( платинородия и платины) сравнительно невелика – 0 5 мм. Диаметр электродов термопар из неблагородных металлов колеблется в пределах 0 5 – 5 мм. [1]
Толщина проволоки 5 обычно от 2 до 3 мм, а иногда до 3 5 мм. [3]
Толщина проволоки в виду большой стоимости электродов ( платинородия и платины) сравнительно невелика, диаметр 0 5 мм. Диаметр электродов термопар из неблагородных металлов колеблется в пределах 0 5 – 5 мм. [4]
Толщина проволок может контролироваться непрерывно посредством устройства, схема которого показана на рис. 11 – 9 и слишком толстые или слишком тонкие участки отмечаются для последующего удаления. [6]
Толщина проволоки находится в пределах от 0 08 до 5 мм, ширина – в пределах от 2 до 30 мм. Предельные отклонения размеров проволок в зависимости от размеров сторон находятся в пределах от 0 02 до 0 35 мм. [7]
Толщина проволоки в виду большой стоимости электродов ( платинородия и платины) сравнительно невелика, диаметр 0, 5 мм. Диаметр электродов термопар из неблагородных металлов колеблется в пределах 0 5 – 5 мм. [8]
Толщина проволок термопары ( железо – константан) равна 0 05 см. Трубка, окружающая термопару, имеет диаметр 1 25 см; диаметр внешнего экрана излучения 2 см. Трубка и экран изготовлены из нержавеющей стали. Воздух через термометр подсасывается со скоростью 45 м / сек. [9]
Толщина проволоки реохорда обычно неодинакова по всей длине и, кроме того, она меняется с течением времени за счет истирания при движении контакта. Вследствие этого сопротивление проволоки неодинаково на различных ее участках. [10]
Если толщина проволок, из которых сплетены сетки, мала по сравнению с размером ячейки, то такие сетки будут достаточно прозрачны для частиц. [12]
Однако в действительности толщина расплющенной проволоки будет больше зазора на величину упругих деформаций свинца и заливки вкладыша подшипника, поэтому размеры AI и А2 могут быть лишь примерными. [13]
Общеизвестный способ определения толщины проволоки состоит в измерении длины спирали из намотанных вплотную витков этой проволоки и последующем вычислении. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Wire! Статья из Bead&Button – Проволочный креатив — ЖЖ
Проволока бывает сделана из самого разнообразного материала, самые распостраненные это латунь (brass), золото (gold), с позолотой (gold-filled – обычно позолоченное серебро и gold-plated), серебро (sterling silver – 925 проба, fine silver – проба пониже), с посеребрением (silver plated – серебрение на сплаве, german wire – серебрение на меди), анодированный ниобий (химически окрашенный металл), медь (copper), окрашенная медь (craft wire). Латунная и медная проволока обычно продается мотками от 8 до 40 метров, а вот золото, серебро и ниобий – продаются на вес или на метраж. Начинать работу лучше всего с медной или латунной проволоки – она недорогая, и в то же время мягкая и легко гнется.
Мягкость.
Под мягкостью проволоки понимается ее упругость. Серебро бывает двух видов: dead-soft (очень мягкое) и half-hard (средней жесткости). Проволока первого вида легко гнется даже пальцами, а вот проволока второго вида – более упрагая, она хорошо держит форму. Но любая проволока в процессе работы от тонкогубцев станет жесткой, а чтобы она стала еще тверже, проволоку можно отбить молотком. Отбивка молотком также сделает проволоку плоской.
Форма.
Проволока бывает самых разнообразных сечений, но самые распостраненные формы сечений это круглая, полукруглая, квадратная, треугольная и закрученная. Каждое из этих сечений имеет свой собственный размер.
Толщина проволоки.
Толщина проволоки (или размер диаметра) традиционно измеряются в номерах – gauge. В таблице ниже даны распостроненные номера, которые могут использоваться при создании украшений. (Я постаралась сделать картинку такого размера, чтобы она отражала реальные размеры.) Чем меньше номер, тем толще будет диаметр проволоки.
12 и 14 номера используются для ожерелий, браслетов и других вещей, не требующих креплений и каркасов. Эти размеры как правило доступны только в очень мягкой (dead-soft) проволоке.
16 и 18 номера весьма упруги, используются для изготовлений застежек, больших соединительных колец (jump rings) и в создании кольчуги.
20 и 22 номера используются для того, чтобы сделать петли, соединительные кольца, штифты и булавки (head & eye pins) и другую фурнитуру. Эти размеры можно использовать почти везде. Проволока такого диаметра легко гнется, так что можно использовать как мягкую, так и полужесткую. Большинство стандартных штифтов и швенз сделаны из проволоки этих диаметров.
24 и 26 номера считаются очень тонкими. Используйте проволоку этих диаметров при работе с жемчугом и драг камнями. Такая проволока также хороша для декоративного обматывания, вязания крючком и техники ганутель.
28 номер настолько тонкий, что такую проволоку обычно используют сложенную вдвое. Также такая проволока идеальная для вязания, ганутели и различного плетения. Она может подойти и для драгоценных камней с особо маленькими отверстиями.
© журнал Bead&Button 02.2006, перевод Евгении Султановой; при перепечатке сохраняйте копирайты.
P.S. А мастер-класс по основам работы нужен?
wire-ru.livejournal.com
Толщина – проволока – Большая Энциклопедия Нефти и Газа, статья, страница 2
Толщина – проволока
Cтраница 2
Величина щели зависит от толщины проволоки, размеров молотка и легко подбирается на опыте. Небольшие куски тонкой проволоки, например, платиновые вводы, предназначенные для впайки в стекло, выпрямляются раскатыванием между двумя пластинками матового стекла. Если по ходу работы нужно выпрямить медную проволоку ( например, звонковую) для монтажа в узких стеклянных трубках, то конец проволоки зажимают в тиски; проволоку сильно натягивают до начала течения металла, что легко почувствовать рукой. При этом отрезок проволоки идеально выпрямляется и может быть вложен в любую трубку. Заметим, что без такого выпрямления эта операция не удается. [17]
Электрический глаз контролирует и толщину изготовляемой проволоки. Она непрерывно движется перед ним и отчасти затеняет фотоэлемент. Пока толщина проволоки остается нормальной, на фотоэлемент попадает определенное количество света, и автоматический контролер бездействует. [18]
Вычитая из этого значения половину толщины проволоки, находим размеры оправки: роар 12 05 – 1 25 10 8мм, Аир 21 6 мм. [20]
Вычитая из этого значения половину толщины проволоки, находим размеры оправки; ( 0пр – 12 05 – 1 2510 8 мм, Аш21 6 мм. [21]
Вычитая из этого значения половину толщины проволоки, находим размеры оправки; рОпр 12 05 – 1 2510 8 ым, О0пр21 6 мм. [22]
Кроме того, в зависимости от толщины проволоки, учитывают поправку на намотку 1 м ее. Сумма всех этих величин дает глубину замеренного забоя или уровня скважины. [23]
Проволоку наматывают вокруг оправки диаметром определяемым толщиной проволоки и ее назначением. [25]
В зависимости от величины номинального тока выбирается толщина проволоки или сечение полосы нагревательной обмотки. Перемещения биметаллических элементов, дающих импульс на выключатель, осуществляются с помощью поперечного рычажка с установочным винтом, служащим для регулировки реле. [26]
У 2 В английской нормальной системе сит толщина проволоки всегда равняется величине отверстия. Это очень удобно, так как дает возможность по числу отверстий на 1 дюйм определить величину самого отверстия. [27]
Миллиметр ( мм) – – ото примерная толщина проволоки, из которой делают скрепки для бумаг. [28]
Из табл. 24 следует, что при толщине проволоки 1 5 – 3 мм увеличение ширины просвета между витками свыше 4 – 4 5 мм не приводит к существенному увеличению процента скважности; полученная при указанном просвете скважность 60 – 70 % является предельной. [29]
Длина перемещения крючка по направлению оси трубы плюс толщина проволоки и есть величина зазора. [30]
Страницы: 1 2 3 4
www.ngpedia.ru