Торцевая фреза – Фреза торцевая металлорежущий инструмент обработка плоских поверхностей
alexxlab | 02.02.2020 | 0 | Разное
Машиностроение. Концевые фрезы
Концевая фреза состоит из рабочей части, шейки и хвостовика (рис. 4.17). Зуб фрезы имеет три режущих кромки: главную на цилиндрической части, вспомогательную на торцовой части и переходную – между главной и вспомогательной режущими кромками. Переходная режущая кромка делается для упрочнения зуба фрезы.
Рис. 4.17. Конструкция концевой фрезы
Рис. 4.18. Конструкция концевой фрезы со впаянными пластинами твердого сплава
Зубья на цилиндрической части фрезы имеют винтовую форму с углом подъема ω=30…15о .
Хвостовая часть, в зависимости от диаметра фрезы, имеет цилиндрическую или коническую форму с конусом Морзе (d=14…63 мм). У фрез больших диаметров используются хвостовики с крутым конусом 7:24. Концевые фрезы с цилиндрическим хвостовиком в шпинделе станка крепятся с помощью цанговых патронов, а с коническим хвостовиком, на конце которого изготовлена внутренняя резьба, а также штревелем (натяжным болтом), проходящим через полый шпиндель станка.
Широкому применению твердых сплавов в конструкциях фрез способствуют следующие положительные особенности процесса фрезерования:
— форма срезаемой стружки имеет малую толщину и длину;
— прерывистость процесса резания благоприятно влияет на тепловое напряжение режущих элементов фрезы;
— высокая жесткость и виброустойчивость.
Эти положительные особенности создали благоприятные возможности для применения СМП, а большие размеры корпусов фрез позволили размещать на них элементы крепления сменных пластин. Такое конструктивное решение позволяет в большинстве конструкциях фрез широкого применения новых марок режущих материалов. Напайные пластины используют только при изготовлении мелкоразмерных фрез, в которых не удается разместить элементы механического крепления пластин. Ниже приведены для примера некоторые варианты конструкций концевых фрез со сменными многогранными пластинами (СМП).
Рис. 4.19. Конструкция концевой фрезы с напаянной твердосплавной коронкой
Рис. 4.20. Схема однорядной концевой фрезы с трехгранными пластинами с задними углами
Схема однорядной концевой фрезы с механическим креплением трехгранных твердосплавных пластин представлены на рис. 4.20.
Особенностью данной схемы является то, что пластины СМП установлены в глухом гнезде корпуса 1, а положение прихвата 3 зафиксировано штифтом 4. Крепежный винт 5 расположен под углом к оси штифта, что обеспечивает поджим пластины к боковым поверхностям гнезда. Наличие у пластин задних углом позволяет расположить их в корпусе под углами γос и γрад.
На рис. 4.21 показана насадная торцово-цилиндрическая фреза с механическим креплением пластин СМП.
Рис. 4.21-1. Торцово-цилиндрическая насадная фреза с механическим креплением пластин: 1 – корпус; 2 – режущие пластины; 3 – клинья; 4 – опорные вкладыши; 5 – державка; 6 – винты
В корпусе фрезы 1 по образующей цилиндра выполнены продольные пазы по некоторым углом. Режущие пластины 2, опираясь на опорные вкладыши 4 клиньями 3, с помощью державки 5 и винта 6 крепятся в пазу корпуса фрезы.
Для обработки высоких уступов разработаны концевые фрезы с механическим креплением четырехгранных пластин (рис. 4.21-2, а ). Базой для торцевых пластин служит торец. Пластины, расположенные на цилиндрической части корпуса, устанавливаются с перекрытием и осевые силы на них распределяются с минимальными значениями. Поэтому пластины на цилиндрической части корпуса фрезы легко могут быть расположены по винтовой линии (рис. 4.21-2, б) или с тангенциальным расположением пластин (рис. 4.21-2, в).
Концевые ступенчатые фрезы (рис.4.22 ), работающие с автоматической подачей и снимающие равномерный припуск могут выполняться с твердосплавными пластинами, расположенными рядами (ступенями). Количество режущих пластин на каждой ступени и число ступеней зависит от диаметра и длины фрезы. При расположении двух-трех режущих пластин на одной ступени обеспечивает свободный доступ к ним и достаточное пространство для размещения стружки. Такие фрезы работают со сниженными вибрациями, что позволяет повысить производительность и стойкость инструмента.
Рис. 4.21 . Схемы концевых фрез с перекрытием (а), по винтовой линии (б) и с тангенциальным расположением режущих пластин (в): 1 — кор-пус; 2 – режущие пластины; 3 – винт; 4 – клин; 5 – диск; 6 – стопорный винт
Рис. 4.22. Концевая ступенчатая фреза
Концевые копировальные фрезы малого диаметра (d = 10…15 мм) могут выполняться с режущими пластинами цилиндрической формы без смещения (рис. 4.23, а) и со смещением относительно оси инструмента (рис. 4.23,
Простота и надежность конструкции обеспечивает эффективное использование таких фрез при обработке радиусных участков сложноконтурных поверхностей изделий.
Разновидностью концевой фрезы является шпоночная фреза (рис. 4.25). Размер шпоночной фрезы по диаметру определяется шириной нарезаемой шпоночной канавки и колеблется от 3 до 40 мм. Шпоночная фреза имеет два винтовых режущих зуба на цилиндрической части и два торцовых зуба.
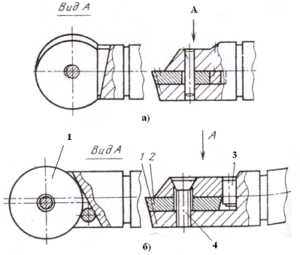
Рис. 4.23 . Схема концевой фрезы с режущей пластиной цилиндрической формы: 1 – режущая пластина; 2 – корпус; 3 – штырь; 4 – винт

Рис. 4.25. Схема и внешний вид шпоночной фрезы
В момент врезания фрезы на глубину шпоночной канавки (подача вдоль оси фрезы) главными режущими зубьями являются торцовые, а при осуществлении подачи вдоль оси детали – цилиндрические зубья.
Шпоночные фрезы по исполнению в металле могут быть цельные (рис.4.25) или с напайными пластинами.
Особенность условий работы шпоночных фрез заключается в том, что шпоночный паз они обрабатывают за несколько проходов. В конце каждого прохода производится врезание на глубину паза за счет вертикального движения вдоль оси фрезы. Переточка шпоночных фрез производится по задним поверхностям торцовых кромок. При этом диаметр фрезы сохраняется, что необходимо для обеспечения постоянства размера паза.
Рис. 4.26. Концевая фреза для обработки Т-образных пазов
К разновидностям концевых фрез относятся также фрезы для обработки Т-образных пазов (рис. 4.26), которые работают в тяжелых условиях и часто ломаются из-за скапливающейся стружки в обрабатываемом пазу. Для улучшения отвода стружки фрезы делают с равнонаправленными зубьями и с углом поднутрения на торцах, равным φ=1…2о.
stanki-uchpu.ru
Фрезерные инструменты. Торцовые фрезы
Фреза – металлорежущий инструмент, чаще всего имеющий несколько режущих зубьев, способный снимать стружку с заготовки, тем самым получая необходимую по конструкции деталь. Главное движение резания при обработке фрезами является вращение фрезы вокруг своей оси, вспомогательное движения – подача заготовки на фрезу.
Фрезы торцовые предназначены для обработки плоскостей и уступов, а также для 3D обработки различных поверхностей типа штампов и прессформ. Данные фрезы работают с небольшой глубиной резания и большой шириной фрезерования, чаще всего применяются на фрезерных станках (горизонтально-фрезерных, вертикально-фрезерных, обрабатывающих центрах и т.д.).
Данные фрезы изготавливают с хвостовиком (рис. 1а) или насадными (рис. 1б)
Рис. 1а – фрезы с цилиндрическим хвостовиком
Рис. 1б – фрезы насадные торцовые
Торцовые фрезы предназначены:
- для обработки плоскостей на проход (рис. 2)
- для обработки уступов под 90° (рис. 3)
- для обработки профильных поверхностей (рис. 4)
Рис. 2 – фреза торцовая для обработки плоскостей
Рис. 3 – фреза торцовая для обработки уступов и пазов под 90 градусов
Рис. 4 – фреза торцовая для обработки профильных поверхностей
Торцовые фрезы изготавливают с различными по форме и конфигурации режущими пластинами:
- квадратной формы
- треугольной
- круглой
- шестигранной
- восьмигранной и т.д.
Каждый производитель инструмента старается сделать корпуса фреза и пластины отличные от других производителей, поэтому пластины и корпуса фрез разных производителей чаще всего не взаимозаменяемы между собой.
Сменные многогранные режущие пластины имеют разные углы, различные стружколомы, геометрическую форму, а также износостойкие покрытия, что позволяет использовать один корпус фрезы для обработки различных материалов (конструкционных сталей, легированный сталей, инструментальных сталей, автоматных сталей, нержавеющих сталей, чугунов, цветных сплавов, титановых сплавов, пластмасс и т.д.), под каждый материал выбираются определенные пластины с положительной или отрицательной геометрией режущей кромки, в зависимости от того черновая или чистовая обработка и от свойств материала.
Хвостовики торцовых фрез могут быть изготовлены в нескольких вариантах:
- с цилиндрическим хвостовиком (закрепляется в цанговом патроне) – рис. 5
- с цилиндрическим хвостовиком с лыской тип «WELDON» (закрепляется в патроне WELDON) – рис. 6
- с резьбой на хвостовике (закрепляется в специальных оправках) – рис. 7
Рис. 5
Рис. 6
Рис. 7
Пластины на торцовых фрезах могут закреплятся разными способами:
- закрепление винтом (рис. 5) наиболее распространенный метод крепления, используются пластины с отверстием, идеально подходят для чистовых и получистовых операций.
- закрепление клином (рис. 2) используются пластины без отверстия, идеально подходят для операций черновой обдирки.
- закрепление винтом с дополнительным прижимом (рис. 4) используются пластины с отверстиями, идеально подходят для черновых и получистовых операций.
Торцовые фрезы бывают нескольких исполнений:
- с нормальным (средним) количеством зубьев, данные фрезы идеально подходят для станков имеющих хорошую жесткость системы СПИД и для операций получистовой обработки сталей и чугунов, корпус фрезы имеет достаточную глубины стружкоотводящей канавки, также снижается удар при входе пластин в резание и в работе участвует не меньше 2 пластин одновременно.
- с мелкими зубьями, данные фрезы идеально подходят для чистовых операций на станках с высокой скоростью и жесткостью системы СПИД, имеющих достаточную мощность шпинделя и крутящий момент, позволяют обрабатывать заготовки с высокой скоростью подачи в минуту, глубина стружкоотводящей канавки на данных фрезах минимальна, используют для обработки прерывистых плоскостей.
- с крупными зубьями, данные фрезы идеально подходят для черновых операций обработка стали и чугуна, для универсальных станков имеющих люфты в приводах подач, повышенное биение шпинделя и износ направляющих станка, имеющих большую мощность шпинделя, также данные фрезы применяются для обработки материалов, дающих сливную стружку, большие стружкоотводящие канавки позволяют легко эвакуировать стружку из зоны резания и предотвратить повторное резание стружки, исключить брак и поломкку пластин на фрезе, применяются для получения максимальной глубины резания.
- с неравномерным шагом зубьев, данные фрезы идеально подходят для обработки нежестких деталей и для снижения вибраций в процессе обработки, снижения усилий резания.
Технические рекомендации при работе торцовыми фрезами
Рекомендуется
1. Чтобы диаметр фрезы был в 1,5 раза больше ширины фрезерования (например, если ширина обработки 100 мм, то выбирайте фрезы ф160 мм).
Рис. 8 – правильный выбор диаметра торцовой фрезы
2. Для обработки уступов под 90° и тонкостенных деталей необходимо применять фрезы с главным углом в плане 90°.
3. Фрезы с главным углом в плане 75° или 70° применяют для операций общего назначения и жестком креплении заготовки в приспосблении станочном. Обладают хорошим соотношением размера пластины и максимальной глубиной резания, снижена нагрузка при врезании пластин в заготовку.
4. Фрезы с главным углом в плане 45° применяют для обработки на проход. Обладают сбаланисрованными радиальными и осевыми силами резания, минимальный нагрузка при врезании пластин, образуется более тонкая стружка, есть возможность увеличит подачу, меньшая нагрузка на подшипники шпинделя.
5. Фрезы с главным углом в плане 15-30° применяют для обработки на проход с высокими подачами на зуб, за счет того, что образуется тонкая стружка, но при этом глубина резания минимальна, силы резания действуют в осевом направлении, что уменьшает нагрузку на подшипники шпинделя и на корпус фрезы.
6. Попутное фрезерование является наиболее предпочтительным методом фрезерования за счет: хорошего отвода тепла стружкой, дополнительного прижима заготовки к столу станка, минимальным наклепом обрабатываемой поверхности (рис. 9).
7. Встречное фрезерование (фрезерование против подачи) в большинстве случаев является не предпочтительным методом за счет: наклепа обрабатываемого материала, приваривания стружки на пластину, выров заготовки из приспособления зажимного (рис. 9).
Рис. 9 – методы фрезерования торцовыми фрезами
Рис. 10 – формулы для расчета скорости и подачи фрезы
Не рекомендуется
1. Чтобы диаметр фрезы был равен ширине фрезерования. В этом случае на входе и выходе из резания режущей пластины фрезы образуется тонкая стружка. Тонка стружка наименее эффективно отводит тепло из зоны резания, в результате чего происходит перегрев режущей кромки пластины и поверхностное упрочнение (наклеп) обрабатываемого материала на заготовке.
Рис. 11 – влияние глубины резания на толщину стружки
Рис. 12 – влияние главного угла в плане на толщину стружки
www.dominik-chel.ru
торцевая фреза – патент РФ 2111092
Изобретение относится к созданию фрезерного режущего инструмента для механической обработки с образованием стружки. Основная задача изобретения – создание многозубной фрезы с высокоточной установкой режущих кромок в осевом направлении. Другой задачей настоящего изобретения является создание многозубной фрезы, содержащей возможно меньшее число отдельных узлов. Следующая задача – достижение абсолютно лишенного люфта крепления несущих режущие пластины кассет в выемках корпуса как в радиальном, так и в осевом направлении. Режущие пластины установлены в корпусе фрезы на кассетах, каждая из которых размещена в пазу по периферии корпуса и закреплена при помощи двух крепежных винтов. В осевом направлении кассета смещается под действием головки эксцентричного штифта, взаимодействующей с канавкой или выемкой на стороне кассеты, обращенной к оси фрезы. При этом в кассете выполнено дополнительное сквозное отверстие, расположенное с выходом в указанную канавку или выемку напротив головки эксцентричного штифта. 5 з.п. ф-лы, 5 ил. Изобретение относится к созданию фрезерного режущего инструмента для механической обработки с образованием стружки и к созданию кассеты, предназначенной для установки на этом инструменте, причем кассета устанавливается в соответствующие пазы на фрезерном режущем инструменте. В связи с созданием фрез, содержащих механически закрепляемые режущие пластины, возникают трудности достижения необходимой точности установки режущих пластин с целью обеспечения чистоты поверхности обрабатываемой детали в течение всего срока службы режущего инструмента. Для достижения требуемой чистоты поверхности необходимо, чтобы режущие пластины располагались с высочайшей точностью, в особенности в осевом направлении. Если осевое положение недостаточно точное, то это приводит к образованию осевого люфта (зазора), что, в свою очередь, вызывает ухудшение чистоты поверхности. Фрезы с мелким шагом используются, например, в двигателестроении для фрезерования блоков цилиндров и других аналогичных узлов. В таких случаях применения накладываются очень жесткие требования относительно чистоты поверхности, при этом зачастую необходимы Ra – величины не более 1, 5 мкм, Rz – величины в пределах 10 – 15 мкм, Rmax – величины порядка 10 мкм и WT – величины 5 – 8 мкм. С целью обеспечения всех указанных критериев чистоты поверхности необходимо производить установку режущих кромок с очень высокой точностью, как в абсолютных значениях, так и относительно других режущих кромок корпуса фрезы. Так, например, различие по осевой высоте между двумя режущими пластинами не должно превышать нескольких мкм. Как правило, все режущие кромки должны лежать в пределах осевого допуска 4 мкм, а преимущественно даже ниже этого допуска. Это оказалось практически недостижимым для режущих пластин с относительно толстым покрытием, когда толщина покрытия может достигать 20 мкм. В таком случае достижение очень точного осевого положения пластин при различной толщине покрытия может потребовать индивидуальной регулировки положения каждого режущего элемента. Более того, совершенно необходимо, чтобы режущие кромки сохраняли их положение и не перемещались под действием осевых сил, вызванных контактом с обрабатываемой деталью. Естественно, важно также получить точное радиальное и тангенциальное положение режущей кромки, которое также должно поддерживаться с высокой точностью в течение длительного времени использования пластины. Известен ряд конструктивных решений для точного осевого позиционирования режущих пластин и их режущих кромок. Однако все эти решения имеют один или несколько недостатков, такие как использование усложненной конструкции с множеством отдельных деталей или неудовлетворительная точность выбора осевого положения. Далее приводится описание некоторых из этих известных решений. В документе SE-C-1891159 раскрывается фреза, содержащая регулируемые в осевом направлении кассеты (держатели), позиционирование которых может производиться при помощи двух клиньев. Осевое позиционирование производится нажатием на кассету рукой, например, при помощи большого пальца, перемещая ее в желательное положение, после чего кассета закрепляется клиньями. Как легко понять, в этом случае недостижима высокая точность установки. Более того, этот механизм фиксации содержит по крайней мере четыре отдельные детали, что усложняет работу с ним. В документе DE-A-3530745 описана кассета, которая может быть установлена по оси в корпусе фрезы при помощи дифференциального винта 5. Однако и эта конструкция страдает недостаточной точностью выбора осевого положения и, кроме того, изготовление корпуса такой фрезы достаточно сложно, так как пазы кассеты не идут на полную ширину корпуса фрезы. Более того, доступ к дифференциальному винту 5 закрыт, так как его головка направлена по оси в заднем направлении, а не вперед к открытой и легко доступной образующей поверхности корпуса фрезы. Предложенное в документе DE-A-З327478 решение также обладает недостатком, связанным с тем, что пазы кассеты не идут на всю ширину корпуса фрезы. Кроме того, точность выбора осевого положения является неудовлетворительной, так как головка регулировочного винта 26 имеет слишком длинное протяжение по оси, что вызывает упругую деформацию винта и ухудшает точность установки режущей кромки. Известна торцовая фреза, содержащая корпус, который предназначен для приведения во вращение в определенном направлении, и множество кассет, несущих режущие пластины, при этом каждая кассета размещена в пазу по периферии корпуса с возможностью закрепления при помощи двух крепежных винтов, каждый из которых размещен в сквозном отверстии кассеты, которое в определенной степени вытянуто в продольном направлении кассеты для обеспечения возможности осевого смещения кассеты под действием головки эксцентричного штифта (см. DE-A-3042050). Основной задачей изобретения является создание многозубчатой фрезы, которая позволяет осуществлять очень точную установку по оси режущих кромок. Другой задачей изобретения является создание многозубчатой фрезы, содержащей возможно меньшее число отдельных узлов. Следующей задачей изобретения является достижение абсолютно лишенного люфта крепления несущих режущие пластины кассет в выемках для кассет как в радиальном, так в осевом и тангенциальном направлениях. Указанные и другие цели обеспечиваются конструкцией фрезы, которая содержит корпус, который приводится во вращение, и множество кассет, несущих режущие пластины, при этом каждая кассета размещена в пазу по периферии корпуса с возможностью закрепления в нем при помощи двух крепежных винтов, каждый из которых размещен в сквозном отверстии кассеты, которое вытянуто в продольном направлении кассеты для обеспечения возможности осевого смещения кассеты под действием головки эксцентричного штифта, и у которой на стороне кассеты, которая обращена в сторону оси фрезы, выполнена канавка и выемка, расположенная главным образом перпендикулярно оси фрезы между упомянутыми крепежными винтами, а головка эксцентричного штифта размещена в указанной ~ канавке или выемке, при этом в кассете выполнено дополнительное сквозное отверстие, расположенные с выходом в указанную канаву или выемку напротив головки эксцентричного штифта, при этом каждый крепежный винт расположен с радиальным наклоном так, что кассета прижата к радиально внутреннему замыкающему по отношению к направлению вращения углу паза корпуса. Пазы для кассет выполнены в основном осевыми, проходящими сквозь корпус фрезы от его верхней до нижней стороны. Режущая пластина на каждый кассете расположена с положительным передним углом относительно обрабатываемой детали. Каждое отверстие в кассете, предназначенное для ввода в него крепежного винта имеет участок большого диаметра, предназначенный для размещения головки крепежного винта, и расположено с радиальным наклоном. Величина каждого радиально внутреннего замыкающего по отношению к направлению вращения угла кассеты составляет 90,5 – 92,5oC. Указанные выше и другие особенности изобретения будут более ясны из последующего описания, данного в качестве иллюстрации и не имеющего ограничительного характера, приведенного со ссылкой на сопроводительные чертежи. На фиг. 1 показан вид в перспективе фрезы в соответствии с настоящим изобретением, причем одна из кассет показана на чертеже в разобранном виде; на фиг. 2 – кассета, вид сбоку; на фиг. 3 – кассета, вид спереди; на фиг. 4 – кассета, вид сверху; на фиг. 5 – половинка фрезы, вид сверху. На фиг. 1 показана фреза базовой цилиндрической формы, которая в целом обозначена позицией 1. Ее диаметр может в основном колебаться от 50 до 700 мм, желательно от 70 до 500 мм, а преимущественно, от 80 до 400 мм. Снизу корпуса фрезы предусмотрен встроенный в нее цилиндрический держатель 9, предназначенный для обеспечения связи фрезы со средствами привода ее во вращение. Корпус фрезы снабжен пазами 3 для установки кассет 4. Между двумя смежными пространствами для схода стружки 10 кассет образована верхняя сторона корпуса фрезы. По причинам, связанным с процессом изготовления, пазы для кассет 3 преимущественно сквозные и идут от верхней стороны до нижней стороны фрезы, хотя это и не является необходимым. Если пазы сквозные, то их легко изготовить при помощи фрезы или развертки. Задняя поверхность 17 паза 3 главным образом перпендикулярна двум боковым поверхностям 16. Задняя поверхность 17 образует опорную поверхность для кассеты 4, при этом боковые поверхности 16 работают как опорные поверхности для той же самой кассеты. Число пазов корпуса фрезы зависит от диаметра корпуса и от желательного шага. В показанном на чертеже варианте для фрезы с внешним диаметром 103 мм имеется десять пазов. Естественно, кассеты могут входить не во все пазы. Так, например, во избежание вибраций иногда желательно иметь асимметричное расположение. Кассеты закрепляются в пазах 3 крепежными винтами 6 и 7, число которых может составлять от одного до четырех, а преимущественно равно двум. Каждый крепежный винт может быть снабжен шестигранным отверстием в его головке для обеспечения его завинчивания (затягивания) при помощи ключа соответствующей формы. Каждая кассета имеет сквозные отверстия 12 для ввода крепежных винтов 6 и 7. Далее, каждое отверстие 12 содержит участок 13 большего диаметра, чем остальная часть отверстия. Участок 13 предназначен для входа в него головок винтов. Как это лучше всего видно на фиг. 5, режущие кромки в соответствии с показанным вариантом осуществления изобретения, имеют отрицательные радиальные углы . Они могут составлять от o, желательно от -3 до -17o, а преимущественно, от -7 до -13o, причем все они имеют преимущественно равную ширину. Отрицательный радиальный угол режущей кромки преимущественно получен изготовлением выемок 3 кассет с определенным радиальным наклоном, при этом краевые стороны режущей пластины 5 главным образом параллельны краевым сторонам кассеты 4. На стабильность крепления кассет в корпусе фрезы очень положительно влияет тот факт, что крепежные винты 6 и 7 идут в радиальном направлении под углом относительно радиального протяжения кассеты и пазы кассеты. На фиг. 5 этот угол обозначен как . Он также может быть выражен как угол между нормалью к поверхности основания 17 и осевым направлением крепежного винта. За счет такого углового положения кассета прижата в направлении угла H. Аналогичным образом отверстия 12 и 13 в кассете проточены под тем же самым углом относительно боковых поверхностей кассеты. Угол составляет 1 – 13o, желательно 2 – 10o, а преимущественно, 4 – 8o. С целью придания кассете, а следовательно и режущей кромке, возможно более точного положения, кассета образована с (геометрическим) углом, который в некоторой степени превышает (геометрический) угол в угле H. Более того, в соответствии с показанным на чертежах вариантом, этот угол снабжен угловой фаской. Однако в соответствующем угле выемка 3 кассеты имеет главным образом прямой угол. Так как задняя часть кассеты приводится в упор с нижней частью 17 пазы, то образуется небольшой клиновой зазор между выемкой кассеты и самой кассетой, причем самая широкая часть клина располагается в угле H и идет на конус до полного исчезновения в радиальном направлении наружу. При этом получают линейный упор по образующей поверхности фрезы, вдоль радиально внешнего края кассеты и, одновременно, ее заднего края, если смотреть по направлению вращения, а также по задней (по направлению вращения) боковой поверхности 16 пазы кассеты. Подобным образом достигается статически определенный и четко ограниченный выбор положения кассеты: при затягивании винтов 6 и 7 обеспечивается контакт, с одной стороны, с нижней поверхностью 17 пазы 3, при расположении ее опорных поверхностей над и под выемкой для головки 23 эксцентрического отверстия, и, с другой стороны, в зоне образующей поверхности фрезы при линейном упоре. Естественно, “линейный” упор обладает некоторой шириной, однако его можно в основном рассматривать как линейный. Обычно ширина линейного упора не превышает 0, 5 мм. Угол (геометрический) в угле кассеты H составляет от > 90 (например, 90, 05) до 92, 5 , желательно 90,1 до 91,5o, а преимущественно, 90,1 – 90,5o. Если угол кассеты полностью перпендикулярный, что соответствует известным ранее решениям, то легко может возникать зазор и статическая неопределенность положения. Отверстия 12 и 13 преимущественно круглые, однако имеют некоторое уширение в осевом направлении кассеты по сравнению с направлением, перпендикулярным к этому направлению. Это уширение отверстия предназначено, естественно, для осуществления возможности осевого перемещения кассеты, которое может быть осуществлено поворотом эксцентрического штифта 8. Этот эксцентрический штифт содержит гладкую цилиндрическую часть 22 и головку 23, которая эксцентрически смещена относительно части 22. При установке эксцентрическая головка 23 располагается в удлиненной выемке или в сквозной канавке 14 в задней части кассеты. Ширина этой пазы соответствует главным образом диаметру эксцентрической головки 23. Кроме того, кассета имеет сквозное отверстие 15, которое заканчивается в канавке 14 напротив эксцентрической головки 23. Во избежание выпадания эксцентрического штифта через сквозное отверстие 15, последнее имеет диаметр меньше эксцентрической головки. Подобным образом эксцентрический штифт эффективно и надежно удерживается в соответствующем отверстии корпуса фрезы, причем одновременно обеспечивается легкий доступ к нему при помощи ввода шестигранного ключа в отверстие 15. Аксиальное позиционирование кассеты достигается, во-первых, ослаблением крепежных винтов 6 и 7, а затем поворотом эксцентрического штифта 8 до достижения желательной осевой высоты режущей кромки. Эта высота измеряется при помощи микрометра. В зависимости от эксцентричности эксцентрической головки 23 кассета в принципе может перемещаться от 0 до 5 мм, желательно, от 0, 05 до 3 мм, а преимущественно, от 0, 05 до 1 мм. Когда заранее определенная осевая высота достигнута, вновь производят затягивание винтов 6 и 7. Указанным простым образом может производиться осевая установка режущих кромок в диапазоне точности менее 2 мкм. Это позволяет обеспечить очень высокую степень чистоты обрабатываемой поверхности. Так, например, при глубине резания около 0, 5 мм при подаче на зуб 0,05 – 0,25 мм, можно обеспечить Ra-величину 0, 6 мкм. Ранее такие низкие Ra-величины можно быть обеспечить только шлифованием. На верхней стороне кассеты предусмотрено гнездо режущей пластины, в котором режущая вставка 5 может быть закреплена винтом 11. Преимущественно, гнездо имеет три опорные поверхности 18, 19, 19, что обеспечивает четко определенное статическое положение режущей пластины. Преимущественно, режущие пластины устанавливаются по оси (аксиально), как это можно видеть на чертежах. Это улучшает доступ при проведении установки, так как головки винтов 11 располагаются напротив свободной верхней поверхности корпуса фрезы. Геометрия режущей пластины не относится к отличительным характеристикам настоящего изобретения. Однако с целью уменьшения сил резания передний угол должен быть положительным и должен быть гарантирован достаточный зазор (по заднему углу). Достаточный зазор обычно обеспечивается наклоном нижней поверхности гнезда пластины в направлении радиальной плоскости через фрезу. В соответствии с фиг. 3 указанным образом может быть получен задний угол 5 – 15o, а преимущественно 7o вне зависимости от того, что верхняя и нижняя стороны режущей пластины плоские и параллельные, а передний угол составляет 5 – 20o, а преимущественно около 8o. Таким образом, в соответствии с изложенным, хотя применение отрицательных передних углов возможно, предпочтительным представляется использование положительных геометрий. Это обеспечивает многочисленные преимущества, такие как минимизация повреждений кромки, малые силы резания и низкое выделение тепла, также как и возможность механической обработки тонкостенных деталей. Среди прочих преимуществ можно указать на то, что зажимные приспособления имеют малые размеры, что уменьшает цену станочного оборудования. Радиальный угол режущей кромки может варьировать от положительного до отрицательного, однако является преимущественно отрицательным. При отрицательных радиальных углах стружка отводится проще, так как при этом она выбрасывается наружу. При положительных радиальных углах стружка может выталкиваться внутрь, и это может приводить к ее накоплению и, в результате, к нарушению процесса резания, что может приводить к ухудшению чистоты поверхности обрабатываемой детали. В соответствии с вариантом, показанным на чертежах, режущая пластина 5 представляет собой двухстороннюю режущую пластину, имеющую две режущие кромки 20 на каждой стороне. Эти две режущие кромки на одной и той же стороне расположены на противоположных краях. Эти две режущие кромки одной и той же стороны смещены на 90o относительно двух режущих кромок на другой стороне, так что пластина должна повернуться на четверть оборота при ее вращении, для подачи новой режущей кромки в ее рабочее положение. Пластина в соответствии с иллюстрируемым вариантом исполнения имеет также угловые стороны 21. Важным преимуществом данной режущей пластины является то, что она содержит четыре рабочие режущие кромки, что в значительной степени улучшает экономику резания. Так как каждая индивидуальная рабочая режущая кромка может быть с высокой точностью установлена в определенное осевое положение, то настоящее изобретение хорошо подходит для использования режущих пластин с различной толщиной. Так, например, пластины с толстым покрытием и/или с покрытием при помощи физического осаждения из газовой фазы, когда толщины могут отличаться на 20 – 30 мкм, хорошо подходят для использования в соответствии с настоящим изобретением. Для использования в соответствии с настоящим изобретением также подходят восстановленные (перезаточенные) пластины, пластины с алмазным покрытием и пластины с элементами из кубического нитрида бора. С учетом изложенного, настоящее изобретение позволяет обеспечить выбор осевого положения режущих кромок с очень высокой точностью при минимальном числе отдельных конструктивных элементов. Если не принимать во внимание необходимые винты и режущие пластины, без которых не обойтись во всех известных конструкциях, то единственным необходимым элементом является сама кассета. Несмотря на подобное упрощение можно получить чистоту поверхности с Ra-величиной 0,6 мкм, при хорошей воспроизводимости результатов, причем можно добиться даже Ra-величины 0, 3 мкм. Другим преимуществом настоящего изобретения является то, что осевое позиционирование (выбор положения) режущих кромок ни в какой степени не влияет на их радиальное позиционирование. Это обеспечивает благоприятный эффект, заключающийся в том, что режущие кромки вокруг корпуса фрезы работают одинаково эффективно и срезают одинаково толстую стружку, что благоприятствует равномерному износу и оптимальному сроку службы.ФОРМУЛА ИЗОБРЕТЕНИЯ
1. Торцевая фреза, содержащая корпус, который предназначен для приведения во вращение в определенном направлении, и множество кассет, несущих режущие пластины, при этом каждая кассета размещена в пазу по периферии корпуса с возможностью закрепления в нем при помощи двух крепежных винтов, каждый из которых размещен в сквозном отверстии кассеты, которое в определенной степени вытянуто в продольном направлении кассеты для обеспечения возможности осевого смещения кассеты под действием головки эксцентричного штифта, отличающаяся тем, что на стороне кассеты, которая обращена в сторону оси фрезы, выполнена канавка или выемка, расположенная главным образом перпендикулярно оси фрезы между упомянутыми крепежными винтами, а головка эксцентрично штифта размещена в указанной канавке или выемке, при этом в кассете выполнено дополнительное сквозное отверстие, расположенное с выходом в указанную канавку или выемку напротив головки эксцентричного штифта, при этом каждый крепежный винт расположен с радиальным наклоном так, что кассета прижата к радиально внутреннему замыкающему по отношению к направлению вращения углу паза корпуса. 2. Фреза по п.1, отличающаяся тем, что пазы для кассет выполнены в основном осевыми, проходящими сквозь корпус фрезы от его верхней до нижней стороны. 3. Фреза по п.1 или 2, отличающаяся тем, что упомянутое дополнительное отверстие имеет диаметр, меньший диаметра головки эксцентричного штифта, что предотвращает выпадение последнего. 4. Фреза по любому из пп.1 – 3, отличающаяся тем, что режущая пластина на каждой кассете расположена с положительным передним углом относительно обрабатываемой детали. 5. Фреза по любому из пп.1 – 4, отличающаяся тем, что каждое отверстие в кассете, предназначенное для ввода в него крепежного винта, имеет участок большего диаметра, предназначенный для размещения головки крепежного винта, и расположено с радиальным наклоном. 6. Фреза по любому из пп.1 – 5, отличающаяся тем, что величина каждого радиально внутреннего замыкающего по отношению к направлению вращения угла кассеты составляет от 90,5 до 92,5o.www.freepatent.ru
Торцевая фреза
Использование: обработка различных конструкционных, жаростойких и трудно- обрабатываемых материалов. Сущность изобретения: торцевая фреза содержит корпус, в пазах которого на опорных поверхностях размещены державки с режущими пластинами, установленными на штифтах, закрепляемые с помощью резьбовых элементов, и опорный элемент, жестко соединенный с рабочим торцом корпуса и имеющий прямолинейные пазы для взаимодействия с боковыми поверхностями режущих пластин. На корпусе выполнены выступы с опорными поверхностями для взаимодействия с державками, совпадающими с указанными опорными поверхностями пазов корпуса. На опорном элементе выполнены пазы, охватывающие пазы корпуса и указанные выступы. 2 ил.
Изобретение относится к металлообработке и может быть использовано при обработке различных конструкционных, жаростойких и трудно- обрабатываемых материалов.
Известен прототип (Е. Г. Кузовенко, А. И. Белов. Торцевая фреза повышенной жесткости. ж/л. Машиностроитель, N 10, 1971, c. 46), где представлена торцевая фреза, содержащая корпус, в пазах которого на опорных поверхностях размещены державки с режущими пластинами, установленными на штифтах, закрепляемые с помощью резьбовых элементов, и опорный элемент, жестко соединенный с рабочим торцом корпуса и имеющий прямолинейные пазы для взаимодействия с боковыми поверхностями режущих пластин. К недостаткам известной конструкции следует отнести малую надежность закрепления режущих пластин в связи с неточностью ориентации опорной поверхности относительно опорной базы. Это приводит к тому, что на практике требуется не механическая, а ручная доводка и пригонка посадочных поверхностей, так как зазор, образующийся между опорной и базовой поверхностями державки и режущей пластины соответственно на практике составляет около 0,2 мм, что практически недопустимо, так как может привести к опасным ситуациям при вылете расколовшейся режущей пластины. Цель изобретения повышение надежности конструкции и увеличение периода стойкости режущих пластин. Это достигается тем, что торцевая фреза, содержащая корпус 1, в пазах 2 которого на опорных поверхностях 3-6 размещены державки 7 с режущими пластинами 8, установленными на штифтах 9, закрепляемых с помощью резьбовых элементов 10, и опорный элемент 11, жестко соединенный с рабочим торцом 12 корпуса 1 и имеющий прямолинейные пазы 13-14 для взаимодействия с боковыми поверхностями 14 режущих пластин 8, отличающийся тем, что на корпусе выступы 15 с опорными поверхностями 16 для взаимодействия с державками 7, совпадающими, охватывающие пазы корпуса и указанные выступы. Сущность изобретения заключается в том, что: конструкция имеет повышенную прочность, так как на основном корпусе имеются выступы, служащие дополнительной опорой для державок с многогранными пластинами, что снижает вибрации и позволяет повысить режим обработки, как обычных, так и жаростойких материалов; на опорном элементе выполнены пазы, охватывающие пазы корпуса в пределах упомянутых выступов, что позволяет предварительно установить положение режущей пластины, независимо от пазов корпуса, т.е. расположить опорную поверхность пластины параллельно базовой опорной поверхности державки; на опорном элементе корпуса выполнены срезы плоскостей и, соответствующих форме многогранной пластины; пазы на рабочем торце корпуса имеют принципиальное значение для направления отвода стружки. На фиг. 1 представлен вид в плане на рабочий торец фрезы; на фиг. 2 – профильная проекция фрезы с разрезами элементов корпуса и резцового узла. Пример. Фреза, изображенная на фиг. 1 и 2, относится к классификации торцевых и состоит из корпуса 1, в пазах 2 которого на опорных поверхностях 3 и 6 размещены державки 7 с режущими пластинами 8, установленными на штифтах 9, закрепляемых с помощью резьбовых элементов 10. Опорный элемент 11, жестко закрепленный с рабочим торцом 12 корпуса 1, имеет прямолинейные пазы 13-14 для взаимодействия с боковыми поверхностями 14 режущих пластин 8. На корпусе 1 выполнены выступы 15 с опорными поверхностями 16 для взаимодействия с державками 7, совпадающими с охватывающими пазами корпуса и указанными выступами. Сборка резцового узла. Многогранная пластина 8 размещается в пазах державки 7, направление которой совпадает с пазами 13 и 14 опорного элемента 11. Окончательное положение режущей пластины фиксируется упорной втулкой 17 с пружиной 18, болтом 10, с шайбой 19. Опорный элемент 11 базируется по отверстии 20 корпуса 1 торцевой фрезы и фиксируется штифтами 21 и винтами 4 с шайбами Гровера 22. Торец 23 опорного элемента 11 не доходит до нерабочего торца фрезы, что обеспечивает возможность установки более надежной оправки, обеспечивающей повышенные режимы обработки.Формула изобретения
Торцевая фреза, содержащая корпус, в пазах которого на опорных поверхностях размещены державки с режущими пластинами, установленными на штифтах, закрепляемые с помощью резьбовых элементов, и опорный элемент, жестко соединенный с рабочим торцом корпуса и имеющий прямолинейные пазы для взаимодействия с боковыми поверхностями режущих пластин, отличающаяся тем, что на корпусе выполнены выступы с опорными поверхностями для взаимодействия с державками, совпадающими с указанными опорными поверхностями пазов корпуса, при этом на опорном элементе выполнены пазы, охватывающие пазы корпуса и указанные выступы.РИСУНКИ
Рисунок 1, Рисунок 2findpatent.ru
Торцевая фреза
Изобретение относится к созданию фрезерного режущего инструмента для механической обработки с образованием стружки. Основная задача изобретения – создание многозубной фрезы с высокоточной установкой режущих кромок в осевом направлении. Другой задачей настоящего изобретения является создание многозубной фрезы, содержащей возможно меньшее число отдельных узлов. Следующая задача – достижение абсолютно лишенного люфта крепления несущих режущие пластины кассет в выемках корпуса как в радиальном, так и в осевом направлении. Режущие пластины установлены в корпусе фрезы на кассетах, каждая из которых размещена в пазу по периферии корпуса и закреплена при помощи двух крепежных винтов. В осевом направлении кассета смещается под действием головки эксцентричного штифта, взаимодействующей с канавкой или выемкой на стороне кассеты, обращенной к оси фрезы. При этом в кассете выполнено дополнительное сквозное отверстие, расположенное с выходом в указанную канавку или выемку напротив головки эксцентричного штифта. 5 з.п. ф-лы, 5 ил.
Изобретение относится к созданию фрезерного режущего инструмента для механической обработки с образованием стружки и к созданию кассеты, предназначенной для установки на этом инструменте, причем кассета устанавливается в соответствующие пазы на фрезерном режущем инструменте.
В связи с созданием фрез, содержащих механически закрепляемые режущие пластины, возникают трудности достижения необходимой точности установки режущих пластин с целью обеспечения чистоты поверхности обрабатываемой детали в течение всего срока службы режущего инструмента. Для достижения требуемой чистоты поверхности необходимо, чтобы режущие пластины располагались с высочайшей точностью, в особенности в осевом направлении. Если осевое положение недостаточно точное, то это приводит к образованию осевого люфта (зазора), что, в свою очередь, вызывает ухудшение чистоты поверхности. Фрезы с мелким шагом используются, например, в двигателестроении для фрезерования блоков цилиндров и других аналогичных узлов. В таких случаях применения накладываются очень жесткие требования относительно чистоты поверхности, при этом зачастую необходимы Ra – величины не более 1, 5 мкм, Rz – величины в пределах 10 – 15 мкм, Rmax – величины порядка 10 мкм и WT – величины 5 – 8 мкм. С целью обеспечения всех указанных критериев чистоты поверхности необходимо производить установку режущих кромок с очень высокой точностью, как в абсолютных значениях, так и относительно других режущих кромок корпуса фрезы. Так, например, различие по осевой высоте между двумя режущими пластинами не должно превышать нескольких мкм. Как правило, все режущие кромки должны лежать в пределах осевого допуска 4 мкм, а преимущественно даже ниже этого допуска. Это оказалось практически недостижимым для режущих пластин с относительно толстым покрытием, когда толщина покрытия может достигать 20 мкм. В таком случае достижение очень точного осевого положения пластин при различной толщине покрытия может потребовать индивидуальной регулировки положения каждого режущего элемента. Более того, совершенно необходимо, чтобы режущие кромки сохраняли их положение и не перемещались под действием осевых сил, вызванных контактом с обрабатываемой деталью. Естественно, важно также получить точное радиальное и тангенциальное положение режущей кромки, которое также должно поддерживаться с высокой точностью в течение длительного времени использования пластины. Известен ряд конструктивных решений для точного осевого позиционирования режущих пластин и их режущих кромок. Однако все эти решения имеют один или несколько недостатков, такие как использование усложненной конструкции с множеством отдельных деталей или неудовлетворительная точность выбора осевого положения. Далее приводится описание некоторых из этих известных решений. В документе SE-C-1891159 раскрывается фреза, содержащая регулируемые в осевом направлении кассеты (держатели), позиционирование которых может производиться при помощи двух клиньев. Осевое позиционирование производится нажатием на кассету рукой, например, при помощи большого пальца, перемещая ее в желательное положение, после чего кассета закрепляется клиньями. Как легко понять, в этом случае недостижима высокая точность установки. Более того, этот механизм фиксации содержит по крайней мере четыре отдельные детали, что усложняет работу с ним. В документе DE-A-3530745 описана кассета, которая может быть установлена по оси в корпусе фрезы при помощи дифференциального винта 5. Однако и эта конструкция страдает недостаточной точностью выбора осевого положения и, кроме того, изготовление корпуса такой фрезы достаточно сложно, так как пазы кассеты не идут на полную ширину корпуса фрезы. Более того, доступ к дифференциальному винту 5 закрыт, так как его головка направлена по оси в заднем направлении, а не вперед к открытой и легко доступной образующей поверхности корпуса фрезы. Предложенное в документе DE-A-З327478 решение также обладает недостатком, связанным с тем, что пазы кассеты не идут на всю ширину корпуса фрезы. Кроме того, точность выбора осевого положения является неудовлетворительной, так как головка регулировочного винта 26 имеет слишком длинное протяжение по оси, что вызывает упругую деформацию винта и ухудшает точность установки режущей кромки. Известна торцовая фреза, содержащая корпус, который предназначен для приведения во вращение в определенном направлении, и множество кассет, несущих режущие пластины, при этом каждая кассета размещена в пазу по периферии корпуса с возможностью закрепления при помощи двух крепежных винтов, каждый из которых размещен в сквозном отверстии кассеты, которое в определенной степени вытянуто в продольном направлении кассеты для обеспечения возможности осевого смещения кассеты под действием головки эксцентричного штифта (см. DE-A-3042050). Основной задачей изобретения является создание многозубчатой фрезы, которая позволяет осуществлять очень точную установку по оси режущих кромок. Другой задачей изобретения является создание многозубчатой фрезы, содержащей возможно меньшее число отдельных узлов. Следующей задачей изобретения является достижение абсолютно лишенного люфта крепления несущих режущие пластины кассет в выемках для кассет как в радиальном, так в осевом и тангенциальном направлениях. Указанные и другие цели обеспечиваются конструкцией фрезы, которая содержит корпус, который приводится во вращение, и множество кассет, несущих режущие пластины, при этом каждая кассета размещена в пазу по периферии корпуса с возможностью закрепления в нем при помощи двух крепежных винтов, каждый из которых размещен в сквозном отверстии кассеты, которое вытянуто в продольном направлении кассеты для обеспечения возможности осевого смещения кассеты под действием головки эксцентричного штифта, и у которой на стороне кассеты, которая обращена в сторону оси фрезы, выполнена канавка и выемка, расположенная главным образом перпендикулярно оси фрезы между упомянутыми крепежными винтами, а головка эксцентричного штифта размещена в указанной ~ канавке или выемке, при этом в кассете выполнено дополнительное сквозное отверстие, расположенные с выходом в указанную канаву или выемку напротив головки эксцентричного штифта, при этом каждый крепежный винт расположен с радиальным наклоном так, что кассета прижата к радиально внутреннему замыкающему по отношению к направлению вращения углу паза корпуса. Пазы для кассет выполнены в основном осевыми, проходящими сквозь корпус фрезы от его верхней до нижней стороны. Режущая пластина на каждый кассете расположена с положительным передним углом относительно обрабатываемой детали. Каждое отверстие в кассете, предназначенное для ввода в него крепежного винта имеет участок большого диаметра, предназначенный для размещения головки крепежного винта, и расположено с радиальным наклоном. Величина каждого радиально внутреннего замыкающего по отношению к направлению вращения угла кассеты составляет 90,5 – 92,5oC. Указанные выше и другие особенности изобретения будут более ясны из последующего описания, данного в качестве иллюстрации и не имеющего ограничительного характера, приведенного со ссылкой на сопроводительные чертежи. На фиг. 1 показан вид в перспективе фрезы в соответствии с настоящим изобретением, причем одна из кассет показана на чертеже в разобранном виде; на фиг. 2 – кассета, вид сбоку; на фиг. 3 – кассета, вид спереди; на фиг. 4 – кассета, вид сверху; на фиг. 5 – половинка фрезы, вид сверху. На фиг. 1 показана фреза базовой цилиндрической формы, которая в целом обозначена позицией 1. Ее диаметр может в основном колебаться от 50 до 700 мм, желательно от 70 до 500 мм, а преимущественно, от 80 до 400 мм. Снизу корпуса фрезы предусмотрен встроенный в нее цилиндрический держатель 9, предназначенный для обеспечения связи фрезы со средствами привода ее во вращение. Корпус фрезы снабжен пазами 3 для установки кассет 4. Между двумя смежными пространствами для схода стружки 10 кассет образована верхняя сторона корпуса фрезы. По причинам, связанным с процессом изготовления, пазы для кассет 3 преимущественно сквозные и идут от верхней стороны до нижней стороны фрезы, хотя это и не является необходимым. Если пазы сквозные, то их легко изготовить при помощи фрезы или развертки. Задняя поверхность 17 паза 3 главным образом перпендикулярна двум боковым поверхностям 16. Задняя поверхность 17 образует опорную поверхность для кассеты 4, при этом боковые поверхности 16 работают как опорные поверхности для той же самой кассеты. Число пазов корпуса фрезы зависит от диаметра корпуса и от желательного шага. В показанном на чертеже варианте для фрезы с внешним диаметром 103 мм имеется десять пазов. Естественно, кассеты могут входить не во все пазы. Так, например, во избежание вибраций иногда желательно иметь асимметричное расположение. Кассеты закрепляются в пазах 3 крепежными винтами 6 и 7, число которых может составлять от одного до четырех, а преимущественно равно двум. Каждый крепежный винт может быть снабжен шестигранным отверстием в его головке для обеспечения его завинчивания (затягивания) при помощи ключа соответствующей формы. Каждая кассета имеет сквозные отверстия 12 для ввода крепежных винтов 6 и 7. Далее, каждое отверстие 12 содержит участок 13 большего диаметра, чем остальная часть отверстия. Участок 13 предназначен для входа в него головок винтов. Как это лучше всего видно на фиг. 5, режущие кромки в соответствии с показанным вариантом осуществления изобретения, имеют отрицательные радиальные углы . Они могут составлять от o, желательно от -3 до -17o, а преимущественно, от -7 до -13o, причем все они имеют преимущественно равную ширину. Отрицательный радиальный угол режущей кромки преимущественно получен изготовлением выемок 3 кассет с определенным радиальным наклоном, при этом краевые стороны режущей пластины 5 главным образом параллельны краевым сторонам кассеты 4. На стабильность крепления кассет в корпусе фрезы очень положительно влияет тот факт, что крепежные винты 6 и 7 идут в радиальном направлении под углом относительно радиального протяжения кассеты и пазы кассеты. На фиг. 5 этот угол обозначен как . Он также может быть выражен как угол между нормалью к поверхности основания 17 и осевым направлением крепежного винта. За счет такого углового положения кассета прижата в направлении угла H. Аналогичным образом отверстия 12 и 13 в кассете проточены под тем же самым углом относительно боковых поверхностей кассеты. Угол составляет 1 – 13o, желательно 2 – 10o, а преимущественно, 4 – 8o. С целью придания кассете, а следовательно и режущей кромке, возможно более точного положения, кассета образована с (геометрическим) углом, который в некоторой степени превышает (геометрический) угол в угле H. Более того, в соответствии с показанным на чертежах вариантом, этот угол снабжен угловой фаской. Однако в соответствующем угле выемка 3 кассеты имеет главным образом прямой угол. Так как задняя часть кассеты приводится в упор с нижней частью 17 пазы, то образуется небольшой клиновой зазор между выемкой кассеты и самой кассетой, причем самая широкая часть клина располагается в угле H и идет на конус до полного исчезновения в радиальном направлении наружу. При этом получают линейный упор по образующей поверхности фрезы, вдоль радиально внешнего края кассеты и, одновременно, ее заднего края, если смотреть по направлению вращения, а также по задней (по направлению вращения) боковой поверхности 16 пазы кассеты. Подобным образом достигается статически определенный и четко ограниченный выбор положения кассеты: при затягивании винтов 6 и 7 обеспечивается контакт, с одной стороны, с нижней поверхностью 17 пазы 3, при расположении ее опорных поверхностей над и под выемкой для головки 23 эксцентрического отверстия, и, с другой стороны, в зоне образующей поверхности фрезы при линейном упоре. Естественно, “линейный” упор обладает некоторой шириной, однако его можно в основном рассматривать как линейный. Обычно ширина линейного упора не превышает 0, 5 мм. Угол (геометрический) в угле кассеты H составляет от > 90 (например, 90, 05) до 92, 5 , желательно 90,1 до 91,5o, а преимущественно, 90,1 – 90,5o. Если угол кассеты полностью перпендикулярный, что соответствует известным ранее решениям, то легко может возникать зазор и статическая неопределенность положения. Отверстия 12 и 13 преимущественно круглые, однако имеют некоторое уширение в осевом направлении кассеты по сравнению с направлением, перпендикулярным к этому направлению. Это уширение отверстия предназначено, естественно, для осуществления возможности осевого перемещения кассеты, которое может быть осуществлено поворотом эксцентрического штифта 8. Этот эксцентрический штифт содержит гладкую цилиндрическую часть 22 и головку 23, которая эксцентрически смещена относительно части 22. При установке эксцентрическая головка 23 располагается в удлиненной выемке или в сквозной канавке 14 в задней части кассеты. Ширина этой пазы соответствует главным образом диаметру эксцентрической головки 23. Кроме того, кассета имеет сквозное отверстие 15, которое заканчивается в канавке 14 напротив эксцентрической головки 23. Во избежание выпадания эксцентрического штифта через сквозное отверстие 15, последнее имеет диаметр меньше эксцентрической головки. Подобным образом эксцентрический штифт эффективно и надежно удерживается в соответствующем отверстии корпуса фрезы, причем одновременно обеспечивается легкий доступ к нему при помощи ввода шестигранного ключа в отверстие 15. Аксиальное позиционирование кассеты достигается, во-первых, ослаблением крепежных винтов 6 и 7, а затем поворотом эксцентрического штифта 8 до достижения желательной осевой высоты режущей кромки. Эта высота измеряется при помощи микрометра. В зависимости от эксцентричности эксцентрической головки 23 кассета в принципе может перемещаться от 0 до 5 мм, желательно, от 0, 05 до 3 мм, а преимущественно, от 0, 05 до 1 мм. Когда заранее определенная осевая высота достигнута, вновь производят затягивание винтов 6 и 7. Указанным простым образом может производиться осевая установка режущих кромок в диапазоне точности менее 2 мкм. Это позволяет обеспечить очень высокую степень чистоты обрабатываемой поверхности. Так, например, при глубине резания около 0, 5 мм при подаче на зуб 0,05 – 0,25 мм, можно обеспечить Ra-величину 0, 6 мкм. Ранее такие низкие Ra-величины можно быть обеспечить только шлифованием. На верхней стороне кассеты предусмотрено гнездо режущей пластины, в котором режущая вставка 5 может быть закреплена винтом 11. Преимущественно, гнездо имеет три опорные поверхности 18, 19, 19, что обеспечивает четко определенное статическое положение режущей пластины. Преимущественно, режущие пластины устанавливаются по оси (аксиально), как это можно видеть на чертежах. Это улучшает доступ при проведении установки, так как головки винтов 11 располагаются напротив свободной верхней поверхности корпуса фрезы. Геометрия режущей пластины не относится к отличительным характеристикам настоящего изобретения. Однако с целью уменьшения сил резания передний угол должен быть положительным и должен быть гарантирован достаточный зазор (по заднему углу). Достаточный зазор обычно обеспечивается наклоном нижней поверхности гнезда пластины в направлении радиальной плоскости через фрезу. В соответствии с фиг. 3 указанным образом может быть получен задний угол 5 – 15o, а преимущественно 7o вне зависимости от того, что верхняя и нижняя стороны режущей пластины плоские и параллельные, а передний угол составляет 5 – 20o, а преимущественно около 8o. Таким образом, в соответствии с изложенным, хотя применение отрицательных передних углов возможно, предпочтительным представляется использование положительных геометрий. Это обеспечивает многочисленные преимущества, такие как минимизация повреждений кромки, малые силы резания и низкое выделение тепла, также как и возможность механической обработки тонкостенных деталей. Среди прочих преимуществ можно указать на то, что зажимные приспособления имеют малые размеры, что уменьшает цену станочного оборудования. Радиальный угол режущей кромки может варьировать от положительного до отрицательного, однако является преимущественно отрицательным. При отрицательных радиальных углах стружка отводится проще, так как при этом она выбрасывается наружу. При положительных радиальных углах стружка может выталкиваться внутрь, и это может приводить к ее накоплению и, в результате, к нарушению процесса резания, что может приводить к ухудшению чистоты поверхности обрабатываемой детали. В соответствии с вариантом, показанным на чертежах, режущая пластина 5 представляет собой двухстороннюю режущую пластину, имеющую две режущие кромки 20 на каждой стороне. Эти две режущие кромки на одной и той же стороне расположены на противоположных краях. Эти две режущие кромки одной и той же стороны смещены на 90o относительно двух режущих кромок на другой стороне, так что пластина должна повернуться на четверть оборота при ее вращении, для подачи новой режущей кромки в ее рабочее положение. Пластина в соответствии с иллюстрируемым вариантом исполнения имеет также угловые стороны 21. Важным преимуществом данной режущей пластины является то, что она содержит четыре рабочие режущие кромки, что в значительной степени улучшает экономику резания. Так как каждая индивидуальная рабочая режущая кромка может быть с высокой точностью установлена в определенное осевое положение, то настоящее изобретение хорошо подходит для использования режущих пластин с различной толщиной. Так, например, пластины с толстым покрытием и/или с покрытием при помощи физического осаждения из газовой фазы, когда толщины могут отличаться на 20 – 30 мкм, хорошо подходят для использования в соответствии с настоящим изобретением. Для использования в соответствии с настоящим изобретением также подходят восстановленные (перезаточенные) пластины, пластины с алмазным покрытием и пластины с элементами из кубического нитрида бора. С учетом изложенного, настоящее изобретение позволяет обеспечить выбор осевого положения режущих кромок с очень высокой точностью при минимальном числе отдельных конструктивных элементов. Если не принимать во внимание необходимые винты и режущие пластины, без которых не обойтись во всех известных конструкциях, то единственным необходимым элементом является сама кассета. Несмотря на подобное упрощение можно получить чистоту поверхности с Ra-величиной 0,6 мкм, при хорошей воспроизводимости результатов, причем можно добиться даже Ra-величины 0, 3 мкм. Другим преимуществом настоящего изобретения является то, что осевое позиционирование (выбор положения) режущих кромок ни в какой степени не влияет на их радиальное позиционирование. Это обеспечивает благоприятный эффект, заключающийся в том, что режущие кромки вокруг корпуса фрезы работают одинаково эффективно и срезают одинаково толстую стружку, что благоприятствует равномерному износу и оптимальному сроку службы.Формула изобретения
1. Торцевая фреза, содержащая корпус, который предназначен для приведения во вращение в определенном направлении, и множество кассет, несущих режущие пластины, при этом каждая кассета размещена в пазу по периферии корпуса с возможностью закрепления в нем при помощи двух крепежных винтов, каждый из которых размещен в сквозном отверстии кассеты, которое в определенной степени вытянуто в продольном направлении кассеты для обеспечения возможности осевого смещения кассеты под действием головки эксцентричного штифта, отличающаяся тем, что на стороне кассеты, которая обращена в сторону оси фрезы, выполнена канавка или выемка, расположенная главным образом перпендикулярно оси фрезы между упомянутыми крепежными винтами, а головка эксцентрично штифта размещена в указанной канавке или выемке, при этом в кассете выполнено дополнительное сквозное отверстие, расположенное с выходом в указанную канавку или выемку напротив головки эксцентричного штифта, при этом каждый крепежный винт расположен с радиальным наклоном так, что кассета прижата к радиально внутреннему замыкающему по отношению к направлению вращения углу паза корпуса. 2. Фреза по п.1, отличающаяся тем, что пазы для кассет выполнены в основном осевыми, проходящими сквозь корпус фрезы от его верхней до нижней стороны. 3. Фреза по п.1 или 2, отличающаяся тем, что упомянутое дополнительное отверстие имеет диаметр, меньший диаметра головки эксцентричного штифта, что предотвращает выпадение последнего. 4. Фреза по любому из пп.1 – 3, отличающаяся тем, что режущая пластина на каждой кассете расположена с положительным передним углом относительно обрабатываемой детали. 5. Фреза по любому из пп.1 – 4, отличающаяся тем, что каждое отверстие в кассете, предназначенное для ввода в него крепежного винта, имеет участок большего диаметра, предназначенный для размещения головки крепежного винта, и расположено с радиальным наклоном. 6. Фреза по любому из пп.1 – 5, отличающаяся тем, что величина каждого радиально внутреннего замыкающего по отношению к направлению вращения угла кассеты составляет от 90,5 до 92,5o.РИСУНКИ
Рисунок 1, Рисунок 2, Рисунок 3, Рисунок 4, Рисунок 5PC4A – Регистрация договора об уступке патента Российской Федерации на изобретение
Прежний патентообладатель:САНДВИК АБ (SE)
(73) Патентообладатель:Сандвик Интеллекчуал Проперти ХБ (SE)
Договор № РД0008307 зарегистрирован 20.04.2006
Извещение опубликовано: 10.06.2006 БИ: 16/2006
findpatent.ru
Торцевая фреза – Большая Энциклопедия Нефти и Газа, статья, страница 1
Торцевая фреза
Cтраница 1
Торцевые фрезы ( рис. 251, в) применяются для обработки плоских поверхностей. Свое название они получили из-за того, что у них режущие кромки располагаются на торцевой поверхности. Торцевые фрезы вследствие большой жесткости самой фрезы и ее закрепления обеспечивают значительно большую производительность, чем цилиндрические. [1]
Торцевые фрезы, работающие на проход, изготовляются с угловыми режущими лезвиями ( фиг. [2]
Торцевые фрезы характеризуются также углами в плане ( рис. VI. [3]
Концевые и торцевые фрезы выходят из строя из-за износа и поломки зубьев. После естественного износа высоту винтовых зубьев восстанавливают шлифованием. После многократного восстановления шлифованием фрезы отжигают и переделывают на меньшие размеры. Фрезы с поломанными торцовыми зубьями восстанавливают следующим образом: производят отжиг, углубляют центровое отверстие и выточку и фрезеруют новые торцовые зубья. Если винтовые или торцовые зубья нельзя углубить, выломанные места восстанавливают наплавкой с последующей механической обработкой. [4]
Цилиндрические и торцевые фрезы являются самыми распространенными из большой группы фрезерных инструментов. Они могут быть цельными и сборными, со вставными ножами. [6]
Торцевые фрезы больших диаметров – 250 – 630 мм ( так называемые головки) – с цилиндрическими посадочными отверстиями могут закрепляться непосредственно на шпинделе ( рис. VI.7, а) станка. Они центрируются наружной цилиндрической поверхностью шпинделя, закрепляются четырьмя болтами) на его торце и ведутся шипами 3 шпинделя, входящими в пазы корпуса фрезы. [7]
Концевые и торцевые фрезы затачиваются аналогично. Сборные фрезы могут быть заточены на универсально-заточных станках. Однако в целях достижения приемлемых производительности и качества заточки сборные фрезы следует затачивать на специальных заточных станках-полуавтоматах либо на особых приспособлениях с закреплением вынутых ножей в кассетах. Окончательно заточенная фреза подвергается заключительной обработке – доводке. Доводка преследует цель возможно более полного устранения микронеровностей на рабочих поверхностях зубьев или, по крайней мере, значительного их уменьшения, а также придания лезвию инструмента слитной, высокоточной формы. Достигается это путем снятия с поверхности очень тонкого слоя материала ( металла или сплава) – 5 – 10 мкм. [8]
Диаметр торцевых фрез для скоростного резания выбирают из условия D ( 1 24 – 1 4) 5, где В – ширина заготовки. [9]
У торцевых фрез, применяемых для чистовой фрезеровки, нспомогат льная торцевая кромка н: длине or – 4 до 6 s0 ( S0 – подача в ммц б фрезы) имеет вспомогательный уюл в плане в. [10]
Для торцевых фрез из быстрорежущей стали ЭИ262 скорость резания подсчитывается по следующим формулам. [11]
Закрепление насадных торцевых фрез осуществляется при помощи стандартизированных консольных оправок. [12]
Исключение представляют только торцевые фрезы со вставными ножами и фрезерные резцовые головки, которые при обработке стали часто получают износ по передней грани в виде лунки. [13]
Геометрические параметры торцевой фрезы приведены на фиг. [14]
Страницы: 1 2 3 4
www.ngpedia.ru
Фрезерование уступов и пазов концевыми фрезами. Инструмент – фреза концевая.
Фреза концевая.
Уступы и пазы могут быть обработаны концевыми фрезами на вертикально- и горизонтально-фрезерных станках. Концевые фрезы (8237 — 57) предназначены для обработки плоскостей, уступов и пазов. Их изготовляют с цилиндрическим и коническим хвостовиком (рис. 86).Концевые фрезы изготовляют с нормальными и крупными зубьями. Фрезы концевые с нормальными зубьями применяют при получистовой и чистовой обработке уступов и пазов. Фрезы концевые с крупными зубьями используют для черновой обработки.
Концевые фрезы обдирочные с затылованными зубьями по ГОСТ 4675 — 71 (рис. 87) предназначены для черновой обработки заготовок, полученных литьем, свободной ковкой и т. д.
На рис. 88 показана новая конструкция обдирочной концевой фрезы. Зубья этой фрезы острозаточенные, а не затылованные, и с неравномерным окружным шагом. Такие фрезы обладают большей виброустойчивостью, повышенной стойкостью, более высокой (на60 — 70%) производительностью по сравнению со стандартными фрезами.

Концевые твердосплавные фрезы (ГОСТ 8720 — 69) изготовляют двух типов: оснащенные коронками твердых сплавов для диаметров 10—20 мм и винтовыми пластинками (для диаметров 16 — 50 мм). На рис. 89 показана концевая фреза со сменными твердосплавными пластинками, переставляемыми без съема фрезы со станка. Такие фрезы имеют диаметр 40, 50 и 63 мм.
В настоящее время инструментальные заводы выпускают цельные твердосплавные концевые фрезы диаметром 3—10 мм (рис. 90, а) и концевые фрезы с цельной твердосплавной рабочей частью, впаянной в стальной конический хвостовик. Диаметр фрез 14-18 мм, число зубьев 3 (рис. 90, б). Применение твердосплавных концевых фрез особенно эффективно при обработке пазов и уступов в заготовках из закаленных и труднообрабатываемых сталей.
Точность пазов по ширине при обработке их мерным инструментом, каким являются дисковые и концевые фрезы, в значительной степени зависит от точности применяемых фрез, а также от точности, жесткости фрезерных станков и от биения фрезы после закрепления в шпинделе. Недостаток мерного инструмента — потеря его номинального размера при износе и после переточек. У концевых фрез после первой же пероточки по цилиндрической поверхности искажается размер по диаметру, и они оказываются 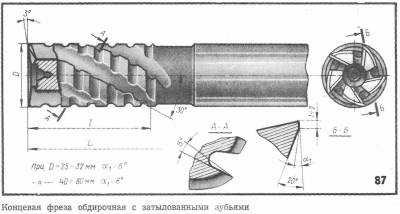
непригодными для получения точных размеров паза по ширине.
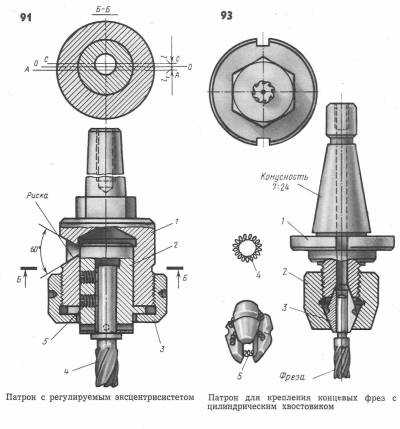
Получение точного размера по ширине паза можно достичь путем его обработки за два прохода: черновой и чистовой. При чистовой обработке фреза будет лишь калибровать паз по ширине, сохраняя в течение длительного периода времени свой размер. В последнее время появились патроны для закрепления концевых фрез, позволяющие устанавливать фрезу с регулируемым эксцентриситетом, т. е. с регулируемым биением. Это позволяет путем регулирования эксцентриситета получать точные по ширине пазы концевой фрезой, потерявшей размер после переточки.
На рис. 91 показан такой патрон. Он состоит из корпуса 1, втулки 2 и колпачковой гайки 3. Регулировка ширины паза достигается путем поворота втулки 2 эксцентрично закрепленной по отношению к оси вращения фрезы 4. Фреза ко втулке крепится винтами 5. Путем поворота втулки можно смещать ось фрезы относительно оси ее вращения. На втулке патрона нанесены деления, показывающие величину смещения в сотых долях миллиметра. Диаметр фрезы концевой выбирается на 0,1-0,15 мм меньше номинальной ширины паза. 
Наладка и настройка станка на фрезерование уступов и пазов концевыми фрезами
Закрепление фрез.
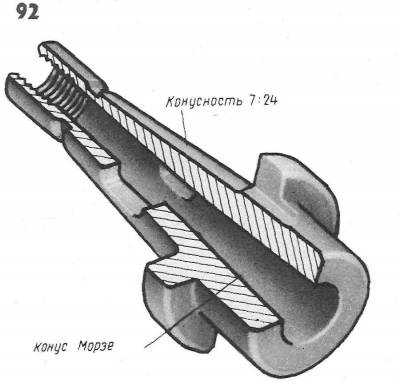
У концевых фрез с коническим хвостовиком хвостовики по размеру меньше, чем коническое гнездо шпинделя станка, поэтому для их закрепления в шпинделе используют переходные втулки (рис. 92). Наружный конус такой втулки соответствует конусу гнезда шпинделя станка, а внутренний конус — коническому хвостовику фрезы. Концевую фрезу вставляют хвостовиком в коническое отверстие втулки. Переходную втулку вместе с фрезой устанавливают в шпиндель и затягивают шомполом.Переходная конусная втулка
Концевые фрезы с цилиндрическим хвостовиком закрепляют при помощи патрона (рис. 93). Он состоит из корпуса 1, устанавливаемого в шпинделе станка и затягиваемого с помощью шомпола, трех кулачков 3 и гайки 2. Кулачки стягиваются кольцевой пружиной 4, расходятся от усилия шести пружин 5, располагающихся между кулачками. Фрезу вставляют хвостовиком в цилиндрическое отверстие разжимных кулачков патрона и закрепляют гайкой 2, расположенной на переднем конце патрона и охватывающей заплечиками разжимную втулку 3. Патронвместе с фрезой концевой устанавливают в шпиндель вертикально-фрезерного или горизонтально-фрезерного станка и закрепляют шомполом. Съем фрезы производится после отвертывания гайки 2.
Применяют универсальные патроны, предназначенные для закрепления концевых фрез как с цилиндрическим, так и с коническим хвостовиком диаметром до 50 мм.
На рис. 94 показан патрон для закрепления концевых фрез с коническим хвостовиком. В корпус 3, закрепленный с помощью шомпола (штревеля) в шпинделе станка, вставляют сменную переходную втулку 4 с закрепленной в ней винтом 5 фрезой 1. Втулка имеет пояски П, которые при установке втулки проходят через отверстия в гайке 2, навернутой на корпус, и входят в пазы, имеющиеся на торце корпуса патрона. Положение гайки 2 фиксируется винтом 6, рабочий конец в этот момент упирается в торцовую стенку канавки К, имеющейся в корпусе. Сменная втулка закрепляется в корпусе поворотом гайки 2 или накидным ключом. После закрепления гайки 2 она принимает положение, показанное на рис. 94. Патрон снабжается сменными переходными втулками, соответствующими конусам Морзе № 2, 3, 4, 5.
Концевые фрезы с цилиндрическим хвостовиком можно закреплять с помощью цангового патрона (рис. 95). Патрон с одной стороны имеет
конический хвостовик, которым устанавливается в шпинделе станка и затягивается шомполом (штревелем), а с другой стороны — коническую выточку. В эту выточку входит цанга 1, представляющая собой коническую разрезную втулку с отверстием по размеру закрепляемой фрезы концевой. На корпус патрона навертывается гайка 2. При навертывании гайка будет сжимать цангу, закрепляя тем самым установленную в цанге фрезу концевую.

В крупносерийном и массовом производстве применяют быстродействующие зажимные патроны.
При обработке пазов концевой фрезой стружку необходимо отводить вверх по винтовой канавке фрезы, чтобы она не портила обработанной поверхности и не вызывала поломки зуба фрезы. Это возможно лишь в том случае, когда направление винтовой канавки совпадает с направлением вращения фрезы, т. е. при их одноименном направлении (табл. 6). Однако осевая составляющая силы резания Рх при этом будет направлена вниз и стремиться вытолкнуть фрезу из гнезда шпинделя. Поэтому при обработке пазов крепление фрезы концевой приходится выполнять более надежно, чем при обработке концевой фрезой открытой плоскости. Направление вращения фрезы концевой и винтовой канавки, как и в случае обработки торцовыми и цилиндрическими фрезами, должно быть разноименным, так как в этом случае осевая составляющая сила резания будет направлена в сторону гнезда шпинделя и стремиться затянуть оправку с фрезой в шпиндель (табл. 6).

Автор – nastia19071991
mgplm.org