Торсион своими руками холодная ковка: Изготовление торсионов своими руками: 5 рабочих способов
alexxlab | 05.06.2021 | 0 | Разное
Тугой торсион из профильной трубы, выгибание без замятин: некоторые секреты холодной ковки
Темой сегодняшнего разговора станет холодная ковка, или придание металлу определённых форм без нагрева. Возможно, это не слишком полезное знание для большинства домашних мастеров, однако пригодиться может. К тому же такую работу можно сравнить с искусством. Своё видение способов холодной ковки представляет автор YouTube-канала Максим. И сегодня речь пойдёт о том, как закрутить профильную трубу в спираль, согнуть обычную трубу под 90° и при этом не замять металл.
Читайте в статье
- 1 Скручивание профильной трубы в тугую спираль
- 1.1 Подготовка профильной трубы к скручиванию
- 2 Скручивание профильной трубы в торсион
- 3 Обрезка лишних частей профильной трубы
- 4 Ещё один из секретов холодной ковки
- 5 Подводя итоги
Скручивание профильной трубы в тугую спираль
Для скручивания различных стальных элементов в спираль существует специальный станок, называемый торсионом. Он может быть электрическим или механическим. При этом умельцы своими руками собирают подобные приспособления. По аналогии с ним и готовые изделия скрученной формы начали называть так же. Но скрутить прут в спираль – это одно, он не заминается. А как быть, если необходимо скрутить в тугой торсион профильную трубу, внутри которой пустота?
Он может быть электрическим или механическим. При этом умельцы своими руками собирают подобные приспособления. По аналогии с ним и готовые изделия скрученной формы начали называть так же. Но скрутить прут в спираль – это одно, он не заминается. А как быть, если необходимо скрутить в тугой торсион профильную трубу, внутри которой пустота?
Для того чтобы спираль получилась ровной, понадобится отрезок тонкой трубки или прутка, который свободно будет помещаться внутри профильной трубы.
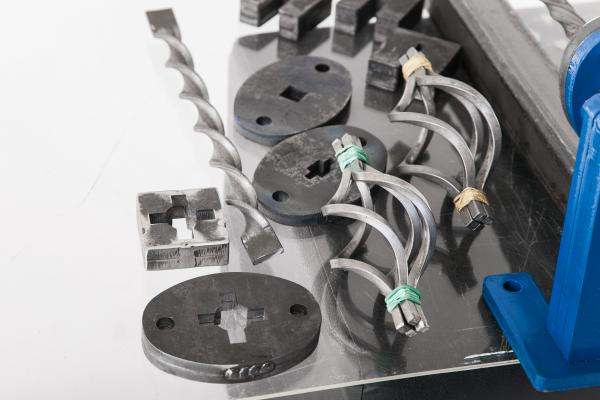
ФОТО: YouTube.comПрофильная труба с рёбрами 20 мм и трубка, которая поможет скрутить торсионПодготовка профильной трубы к скручиванию
Для того чтобы «зарядить» профильную трубу в торсион, понадобится сделать две заглушки на неё из стального прутка квадратного сечения со сторонами 16 мм. Подобные элементы являются заглушками, которые будут удерживать стальную трубку внутри. В то же время именно они позволят зажать профильную трубу в станке. Сначала ставится первая заглушка.
ФОТО: YouTube. comВот так выглядят стальные заглушки из прутка на 16
comВот так выглядят стальные заглушки из прутка на 16Далее в профильную трубу опускается вставыш, после чего устанавливается вторая заглушка. Теперь заготовка может устанавливаться в станок.
ФОТО: YouTube.comСтальная трубка вставляется внутрь профильной трубыОстаётся закрепить заготовку на станке и включить его, если он оборудован силовым агрегатом. Если же нет, то придётся поработать вручную.
ФОТО: YouTube.comЗаготовка фиксируется при помощи болтовСкручивание профильной трубы в торсион
После включения станка сначала труба немного скручивается по всей длине, после чего спираль начинает уплотняться. Однако уплотнение происходит не одновременно по всей длине, а начиная со стороны, на которую передаётся крутящий момент. Здесь усилие значительно больше. На фотопримере уплотнение продвигается снизу-вверх.
ФОТО: YouTube.comПримерно так и скручивается профильная трубаЗдесь стоит отметить, что чем тоньше будет внутренний вставыш, тем большее усилие придётся приложить для скручивания. Но при этом и спираль получится плотнее.
Но при этом и спираль получится плотнее.
Обрезка лишних частей профильной трубы
После того как торсион равномерно скручен по всей длине, его края обрезаются, чтобы изделие можно было использовать, например, в декоративных целях. В этой работе поможет угловая шлифовальная машина (болгарка) с отрезным диском.
ФОТО: YouTube.comИзлишки трубы обрезаются при помощи болгаркиНе стоит даже пытаться извлечь вставленную внутрь трубку. При скручивании она настолько сильно зажимается со всех сторон гранями профильной трубы, что бесполезно предпринимать какие-то действия по её извлечению.
ФОТО: YouTube.comВнутренняя трубка остаётся на месте, вытащить её уже не получитсяЕщё один из секретов холодной ковки
Наверняка все знают, что такое трубогиб. Многие домашние мастера устанавливают в гараже или мастерской подобное оборудование.
ФОТО: YouTube.comТрубогиб иногда бывает крайне полезенПроблема его в том, что при обработке труб он может их немного заминать. И всё бы ничего, но если, к примеру, изготавливается полотенцесушитель, то по этим изгибам должна легко проходить вода. Одна подобная точка не испортит общей картины. А какое сопротивление напору будет, если на каждом этаже стояка вода встретит подобное препятствие?
Одна подобная точка не испортит общей картины. А какое сопротивление напору будет, если на каждом этаже стояка вода встретит подобное препятствие?
В этом случае поможет обычный песок, который необходимо засыпать внутрь сгибаемой трубы, а её концы заглушить. В этом случае даже труба толщиной ¾ дюйма легко сгибается без каких-либо складываний и переломов. На примере это можно заметить, сравнив результаты.
ФОТО: YouTube.comА вот и результат сгибания трубы, когда внутри неё находится обычный песокКомментарии излишни, результат говорит сам за себя.
Подводя итоги
Вообще ‒ холодная ковка довольно увлекательное занятие. Обычно если человек попробовал создать шедевр из металла, и у него получилось, он влюбляется в подобную работу. И это не пустые слова. Ведь это настоящая магия ‒ оживлять холодный кусок металла, превращая арматуру в произведение искусства. К тому же ‒ если заняться холодной ковкой профессионально, отбоя от желающих сделать красивые решётки, заборы или ограду точно не будет. К тому же сегодня подобные изделия ручной работы имеют очень высокую стоимость. А значит, стоит задуматься, не поменять ли сидячую работу на более прибыльную и интересную. Ведь во время пандемии подобный вопрос очень актуален. Решать вам.
К тому же сегодня подобные изделия ручной работы имеют очень высокую стоимость. А значит, стоит задуматься, не поменять ли сидячую работу на более прибыльную и интересную. Ведь во время пандемии подобный вопрос очень актуален. Решать вам.
Очень надеемся, что сегодняшняя статья не оставила нашего уважаемого читателя равнодушным. Возможно, у вас возникли вопросы по теме, или какие-либо моменты остались не до конца разъяснены. В таком случае вам просто нужно изложить проблему в комментариях ниже. Редакция HouseChief с огромным удовольствием осветит все неясности в максимально сжатые сроки. Там же вы можете обсудить сегодняшнюю тему, выразить личное мнение по поводу изготовления деталей для декоративных заборов и решёток своими руками. Будем благодарны, если вы поставите оценку статье ‒ независимо от её «полярности». А напоследок хочется сказать следующее – берегите себя, своих близких и будьте здоровы!
Станки для холодной ковки Stancraft
С 2017 года производим и доставляем станки по Беларуссии и СНГ
Каталог
Оплата и доставка
Отзывы
ЗАКАЗАТЬ
Гарантия 12 месяцев
на все станки
Доставка
по всей Беларуссии
Оплата станков
при получении
+7 (495) 118-42-70
Закажите комплект 6 станков + 3 насадки со скидкой 50% за 2 600 BYN
КОВАНАЯ МЕБЕЛЬ, ВОРОТА, ТЕПЛИЦЫ И ДР. СВОИМИ РУКАМИ ПО ЦЕНЕ МЕТАЛЛА
СВОИМИ РУКАМИ ПО ЦЕНЕ МЕТАЛЛА
Не нужен опыт
Подойдет тем, кто не занимался ковкой.
Инструмент, который работает
Заводское качество. Конкуренты копируют внешний вид, не разбираясь в технологии.
Обучаем работе
Дружное сообщество – 35 000 подписчиков, десятки обучающих видео и гайдов.
Средний рейтинг на маркете – 4.9
Более 100 настоящих отзывов клиентов.
Скидка 50% на комплект
Закажите комплект сегодня по скидке.
«Улитка»
«Гнутик»
«Торсион + корзинка»
«Волна»
«Трубогиб»
Станок «усиления»
Насадка «Кольцо/Завиток»
Закажите комплект
6 станков + 3 насадки
со скидкой 50% за 2 600 BYN
Нашими станками пользуются
более 12 тысяч человек
Все люди разного уровня: от новичков до мастеров
Комплект 3 станка (3 станка = 5 функций)
Наименование станков
Функции
Улитка
Торсион + корзинка
Гнутик
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
Комплект 3 станка
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
Улитка
Торсион + корзинка
Гнутик
Комплект с
Мини – Атлантом
Комплект 3 станка
(3 станка = 5 функций)
1 240 1 040 BYN
ЗАКАЗАТЬ
Комплект 4 станка (4 станка = 6 функций)
Наименование станков
Функции
Улитка
Торсион + корзинка
Гнутик
Профилегибы «Викинг»
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
✔ БОЛЬШИЕ ДУГИ, КОЛЬЦА
Комплект 4 станка
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
✔ БОЛЬШИЕ ДУГИ, КОЛЬЦА
Улитка
Торсион + корзинка
Гнутик
Профилегиб «Викинг»
Комплект с
Мини – Атлантом
Комплект 4 станка
(4 станка = 6 функций)
1 600 1 370 BYN
ЗАКАЗАТЬ
Комплект 5 станков (5 станков = 7 функций)
Наименование станков
Функции
Улитка
Торсион + корзинка
Гнутик
Профилегибы (выберите ниже)
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
✔ БОЛЬШИЕ ДУГИ, КОЛЬЦА
✔ ВОЛНООБРАЗНЫЕ ЭЛЕМЕНТЫ
Комплект с Викингом
Комплект
с Мини – Атлантом
Комплект с Атлантом
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
✔ БОЛЬШИЕ ДУГИ, КОЛЬЦА
✔ ВОЛНООБРАЗНЫЕ ЭЛЕМЕНТЫ
Улитка
Торсион + корзинка
Гнутик
Профилегибы
(выберите ниже)
Комплект с
Мини – Атлантом
Комплект 5 станков
(5 станков = 7 функций)
1 620 BYN
1 790 BYN
2 100 BYN
ЗАКАЗАТЬ
ЗАКАЗАТЬ
ЗАКАЗАТЬ
Комплект 4 станка + ролики (4 станка + ролики = 8 функций)
Наименование станков
Функции
Улитка
Торсион + корзинка
Гнутик
Станок усиления и сплющивания проф. трубы
трубы
Фигурные ролики (на выбор)
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
✔ УСИЛЕНИЕ ПРОФИЛЬНОЙ ТРУБЫ
✔ СПЛЮЩИВАНИЕ КОНЧИКОВ
✔ СОЗДАНИЕ СТРУКТУРЫ НА ПРОФ. ТРУБЕ ( КОСИЧКА, ВОЛНА, ПЛИТКА)
Комплект 4 станка + ролики
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
✔ УСИЛЕНИЕ ПРОФИЛЬНОЙ ТРУБЫ
✔ СПЛЮЩИВАНИЕ КОНЧИКОВ
✔ СОЗДАНИЕ СТРУКТУРЫ НА ПРОФ. ТРУБЕ ( КОСИЧКА, ВОЛНА, ПЛИТКА)
Улитка
Торсион + корзинка
Гнутик
Станок усиления и сплющивания проф. трубы
Фигурные ролики (на ваш выбор)
Комплект с
Мини – Атлантом
Комплект 4 станка + ролики
(4 станка + ролики = 8 функций)
2 550 2 260 BYN
ЗАКАЗАТЬ
Комплект 6 станков + 3 насадки (6 станков = 12 функций)
Наименование станков
Функции
Улитка
Торсион + корзинка
Гнутик
Станок усиления и сплющивания проф. трубы
трубы
Профилегибы ( выберите ниже)
Волна (подарок)
Мини-завиток (подарок)
Насадка кольцо 2 шт. (подарок)
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
✔ УСИЛЕНИЕ ПРОФИЛЬНОЙ ТРУБЫ
✔ СПЛЮЩИВАНИЕ КОНЧИКОВ
✔ БОЛЬШИЕ ДУГИ, КОЛЬЦА
✔ ВОЛНООБРАЗНЫЕ ЭЛЕМЕНТЫ
✔ МИНИ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ КОЛЬЦА РАЗНОГО ДИАМЕТРА
Комплект с Викингом
Комплект
с Мини – Атлантом
Комплект с Атлантом
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
✔ УСИЛЕНИЕ ПРОФИЛЬНОЙ ТРУБЫ
✔ СПЛЮЩИВАНИЕ КОНЧИКОВ
✔ БОЛЬШИЕ ДУГИ, КОЛЬЦА
✔ ВОЛНООБРАЗНЫЕ ЭЛЕМЕНТЫ
✔ МИНИ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ КОЛЬЦА РАЗНОГО ДИАМЕТРА
Улитка
Торсион + корзинка
Гнутик
Станок усиления и сплющивания проф. трубы
трубы
Профилегибы
( выберите ниже)
Волна (подарок)
Мини-завиток (подарок)
Насадка кольцо 2 шт. (подарок)
Комплект с
Мини – Атлантом
Комплект 6 станков + 2 насадки
(6 станков = 11 функций)
2 600 BYN
2 790 BYN
2 830 BYN
ЗАКАЗАТЬ
ЗАКАЗАТЬ
ЗАКАЗАТЬ
Каталог единичных моделей
Каталог
единичных моделей
Что можно сделать на наших станках?
Станки, которые использовались для изготовления
Себестоимость изделия:
516,28 BYN
Время работы:
1 день
Стоимость в магазине:
1878,13 BYN
Примеры изделий с нашего YouTube канала
Откройте своё дело по производству и продаже изделий из металла
*Все изделия сделаны на станках Станкрафт, процесс изготовления показан на нашем YouTube канале
Кованный биокамин
Кованный мангал
Станки, которые использовались для изготовления
Время работы:
Себестоимость изделия:
434,68 BYN
Стоимость в магазине:
От 2295,50 BYN
Журнальный столик
Станки, которые использовались для изготовления
Время работы:
Себестоимость изделия:
107,60 BYN
1 день
Стоимость в магазине:
626,04 BYN
Станки, которые использовались для изготовления
Время работы:
Себестоимость изделия:
69,91 BYN
1 день
Стоимость в магазине:
626,04 BYN
Нажимая на кнопку вы соглашаетесь с условиями обработки данных и политикой конфиденциальности
Не знаете какой станок выбрать?
ПОДОБРАТЬ СТАНОК
Оставьте заявку — мы подберём станок под Ваши задачи, ответим на вопросы и проконсультируем
Даём 12 месяцев
гарантии на все станки
В случае неисправности вернём
деньги или вышлем новые
Доставляем станки
по всей Беларуссии
Оборудование отправляем транспортными
компаниями до ближайшего пункта выдачи
Узнайте точную стоимость и срок
доставки станков до вашего города
Наш менеджер свяжется с вами в течение 10 минут,
уточнит детали для расчёта стоимости и срока доставки
Нажимая на кнопку вы соглашаетесь с условиями обработки данных и политикой конфиденциальности
РАССЧИТАТЬ ДОСТАВКУ
Наш менеджер свяжется с вами
в течение 10 минут, уточнит детали
для расчёта стоимости и срока доставки
Оплачиваете станки
при получении
Сначала вы осматриваете
инструменты, а потом оплачиваете
Дарим подарки
при покупке любого
станка или комплекта
Каталог изделий из металла с подробной инструкцией по изготовлению
Бесплатный доступ на
14 дней к профессиональной
3D программе
ЗАКАЗАТЬ СТАНКИ
Закажите станки на OZON
Вы можете приобрести наши станки на маркетплейсе OZON. Удобно и легко.
Удобно и легко.
Маркетплейс OZON – это:
✔ Быстрая доставка
✔ Осмотр перед покупкой
✔ Пункты выдачи в шаговой доступности.
Вы также можете приобрести наши станки на Яндекс Маркете. Удобно и легко.
✔ Рейтинг товаров
✔ Реальные отзывы
✔ Быстрая доставка
✔ Осмотр перед покупкой
✔ Пункты выдачи в шаговой доступности.
Вы также можете приобрести
наши станки на Яндекс Маркете.
Удобно и легко.
✔ Рейтинг товаров
✔ Реальные отзывы
✔ Быстрая доставка
✔ Осмотр перед покупкой
✔ Пункты выдачи в шаговой доступности.
Заполните форму
Наш менеджер свяжется с вами в течение 10 минут, уточнит детали, проконсультирует и подберёт подходящий комплект станков
Нажимая на кнопку вы соглашаетесь с условиями обработки данных и политикой конфиденциальности
Подберём оптимальный комплект станков для реализации Ваших идей и задач
ПОДОБРАТЬ КОМПЛЕКТ СТАНКОВ
Суммарная аудитория наших подписчиков в соцсетях более 40 000
художественной ковке
Научитесь
по видеоурокам от наших мастеров
Мы регулярно снимаем пошаговые видеоуроки
по изготовлению различных металлических изделий,
которые делаем на станках нашего производства
Посмотреть YouTube канал
Осторожно! Халтура!
На что обратить внимание перед покупкой станков!
Лепестки завитка подогнаны вручную из-за этого образуются заломы.
Идеальная геометрия лекала.
На выходе получаются кривые не качественные завитки.
За счет этого улитка делает ровные завитки без заломов
Ненадежное крепление завитков
Улитка Stancraft имеет надёжное соединение паз в паз
Такое соединение не способно выдержать нагрузку даже по заявленным техническим характеристикам
Такую конструкцию не под силу сломать! Надежность конструкции достигается за счет пазового соединения
Некачественный станок улитка.
Тонкая ось диаметром 16мм.
Улитка Stancraft имеет большую ось диаметром 22мм.
Ось на станке тонкая, диаметром 16мм., может сломаться при малейшей нагрузке.
Ось – это важный элемент, который несет на себе всю нагрузку при работе на станке.
Некачественный станок имеет ограниченный функционал
На торсионе Stancraft установлены универсальные насадки
Работа с полосой и прутками 12-14 мм. а также с профильной трубой на станке не предусмотрена.
Позволяют работать не только с профтрубой, но и с полосой. Главное преимущество, что одна деталь торсиона Stancraft выполняет 5+ функций.
Главное преимущество, что одна деталь торсиона Stancraft выполняет 5+ функций.
Закаленные болты главный недостаток станка!
Болты заводского качества из низкоуглеродистых сталей
Тот случай, когда маркетинговый ход в виде калёного болта не решает. Болты после закалки становятся хрупкими, и при затяжке могут легко сколоться.
Болт без закалки не теряет вязкость, имеет эластичность. При затяжке с болтом ничего не случится.
Ознакомьтесь с отзывами наших клиентов
об опыте использования станков
Ознакомьтесь с отзывами наших клиентов об опыте использования станков
У ВАС ОСТАЛИСЬ ВОПРОСЫ?
Ответим на все вопросы, проконсультируем и подберём подходящий комплект станков
ПОЛУЧИТЬ КОНСУЛЬТАЦИЮ
Менеджер свяжется с вами в течение 10 минут, проконсультирует,
подберёт станки под Ваши задачи и рассчитает стоимость доставки
Нажимая на кнопку вы соглашаетесь с условиями обработки данных и политикой конфиденциальности
Менеджер свяжется с вами в течение 10 минут,
проконсультирует, подберёт станки под Ваши
задачи и рассчитаем стоимость доставки
Наши контакты
E-mail: stancraftru@gmail. com
com
График работы: Пн-Вс с 09:00 до 20:00
ИП Насыров Р.М.
ИНН 693100847030
ОГРН 317695200006655
170100, г. Тверь, Индустриальная улица, 17
© 2017 – 2022 «stankraft.by» Все права защищены.
Использование материалов разрешено только с согласия правообладателей.
Полное или частичное копирование сайта запрещено и преследуется по закону.
«Политика конфиденциальности»
+7 (999) 333-51-26
«Договор оферты»
Click to order
Ваше имя
Ваш телефон
Как изготавливаются пружины – Процесс производства пружин –
Как изготавливаются пружины – Процесс изготовления пружин
Опубликовано 21 мая 2021 г. автором IDC Spring
Механические пружины практически везде. От матрасов и потребительских товаров до промышленного оборудования пружина вездесуща. Эти спиральные устройства хранят механическую энергию, обеспечивая растяжение и сжатие в различных приложениях. В то время как средний человек знает, что такое пружина и как она выглядит, большинство не знает, как делаются пружины или из чего они сделаны. Здесь мы обсудим процесс изготовления пружин, чем отличается этот процесс и из чего изготавливаются пружины.
В то время как средний человек знает, что такое пружина и как она выглядит, большинство не знает, как делаются пружины или из чего они сделаны. Здесь мы обсудим процесс изготовления пружин, чем отличается этот процесс и из чего изготавливаются пружины.
Как делают пружины?
Процесс производства пружин довольно прост, с некоторыми вариациями в зависимости от типа изготавливаемой пружины. В своем самом простом варианте пружины создаются в процессе намотки, термообработки, шлифовки, покрытия и отделки.
Эти шаги подробно описаны ниже:
1. Намотка пружины
Сначала пружинная проволока подается в механическое пружинное оборудование. Эта полуавтоматическая машина сначала выпрямляет проволоку из катушки, в которую она прибыла, переустанавливая проволоку в прямую линию по умолчанию. Оттуда машина наматывает, формирует или сгибает пружинную проволоку в желаемую форму. Эти процессы более подробно описаны ниже:
- Намотка: Для намотки используется станок для намотки пружин или станок для намотки пружин с числовым программным управлением (ЧПУ).
 Техник, управляющий станком, настраивает его, чтобы подготовить к изготовлению определенного типа катушки, и подает проволоку в набор роликов, которые протягивают пружинную проволоку к набору направляющих. В конце концов, направляющие ведут проволоку к точке намотки или набору точек намотки, которые скручивают проволоку назад, образуя пружину. Этот тип механизма изготавливается с пружинами сжатия, растяжения и кручения.
Техник, управляющий станком, настраивает его, чтобы подготовить к изготовлению определенного типа катушки, и подает проволоку в набор роликов, которые протягивают пружинную проволоку к набору направляющих. В конце концов, направляющие ведут проволоку к точке намотки или набору точек намотки, которые скручивают проволоку назад, образуя пружину. Этот тип механизма изготавливается с пружинами сжатия, растяжения и кручения. - Формование: Это делается с помощью пружиноформовочного станка или станка с ЧПУ. В этом типе станка имеется от шести до восьми инструментальных направляющих на торце, что позволяет ему выполнять несколько типов изгибов, окружностей и радиусов в дополнение к витку пружины. В результате этот процесс может создать ряд пружинных форм. Формирователи пружин часто используются для изготовления пружин растяжения, торсионных пружин, проволочных профилей, а иногда и пружин сжатия.
- Гибка: Для гибки проволоки используется станок с ЧПУ, представляющий собой механическую машину для гибки проволоки, управляемую компьютером. Станок работает, подавая проволоку в набор роликов, которые протягивают проволоку к направляющим для проволоки и толкают ее к подвижной инструментальной головке, управляемой компьютером. Инструментальная головка выполняет различные изгибы и формы. Гибочный станок в основном используется для создания проволочных форм.
 Техник, управляющий станком, настраивает его, чтобы подготовить к изготовлению определенного типа катушки, и подает проволоку в набор роликов, которые протягивают пружинную проволоку к набору направляющих. В конце концов, направляющие ведут проволоку к точке намотки или набору точек намотки, которые скручивают проволоку назад, образуя пружину. Этот тип механизма изготавливается с пружинами сжатия, растяжения и кручения.
Техник, управляющий станком, настраивает его, чтобы подготовить к изготовлению определенного типа катушки, и подает проволоку в набор роликов, которые протягивают пружинную проволоку к набору направляющих. В конце концов, направляющие ведут проволоку к точке намотки или набору точек намотки, которые скручивают проволоку назад, образуя пружину. Этот тип механизма изготавливается с пружинами сжатия, растяжения и кручения. Станок работает, подавая проволоку в набор роликов, которые протягивают проволоку к направляющим для проволоки и толкают ее к подвижной инструментальной головке, управляемой компьютером. Инструментальная головка выполняет различные изгибы и формы. Гибочный станок в основном используется для создания проволочных форм.
Станок работает, подавая проволоку в набор роликов, которые протягивают проволоку к направляющим для проволоки и толкают ее к подвижной инструментальной головке, управляемой компьютером. Инструментальная головка выполняет различные изгибы и формы. Гибочный станок в основном используется для создания проволочных форм.Эти процессы используются по отдельности или в комбинации для создания пружин для различных отраслей промышленности и продуктов.
2. Термическая обработка
После того, как пружина сформирована, ее обычно необходимо подвергнуть процессу снятия напряжения, который позволит пружине сохранить свою память. Эта память позволяет пружине отскакивать назад, когда она находится под нагрузкой. Для этого производители должны подвергать пружины термообработке после их формирования.
В процессе термообработки производитель пружины должен подвергнуть пружину термообработке до определенной температуры в течение определенного периода времени. Установка температуры и времени варьируется в зависимости от типа и количества используемой проволоки. Как только это будет сделано, пружина может пройти дополнительные этапы термообработки, закалки или охлаждения пружины, прежде чем подвергнуть ее еще одному раунду. Точный процесс, опять же, зависит от типа материала и производственного процесса.
Как только это будет сделано, пружина может пройти дополнительные этапы термообработки, закалки или охлаждения пружины, прежде чем подвергнуть ее еще одному раунду. Точный процесс, опять же, зависит от типа материала и производственного процесса.
В большинстве современных процессов производства пружин термообработка выполняется с использованием печи с конвейерной лентой. Когда пружина отрывается от пружинной машины, она падает с направляющей на конвейерную ленту, которая подводит пружину к отверстию печи.
Затем пружина перемещается по конвейерной ленте внутри печи со скоростью, которая позволяет ей оставаться в печи в течение соответствующего времени. Когда пружина выходит из печи, она направляется в приемную коробку для охлаждения.
3. Шлифовка
Шлифовка может применяться к пружинам сжатия и винтовым пружинам, если этого требует конструкция. В процессе шлифовки концы пружины шлифуются, что позволяет ей стоять прямо и не шататься при вертикальной ориентации.
Пружинная шлифовка выполняется с помощью пружинной шлифовальной машины. Этот шлифовальный станок имеет два горизонтальных шлифовальных круга, расположенных на расстоянии друг от друга таким образом, чтобы длина пружины входила между кругами. Отдельная часть, называемая пружинной тарелкой, удерживает пружину и медленно перемещает ее между двумя шлифовальными кругами.
При движении пластины концы пружины соприкасаются со шлифовальными кругами, шлифуя концы так, чтобы торцевые поверхности были перпендикулярны сторонам пружины. Как только это будет сделано, пружинная тарелка выпускает пружину в приемную коробку.
4. Покрытие и отделка
В качестве последнего штриха на пружины обычно наносят покрытие, гальванопокрытие или отделку. В процессе отделки поверхность пружины подвергается дополнительным этапам, чтобы помочь в борьбе с эрозией, придать пружине новые свойства или просто улучшить ее внешний вид. Некоторые примеры распространенных процессов отделки включают следующее:
- Дробеструйная обработка: Дробеструйная обработка – это финишная обработка холоднодеформированных пружин. При этом в проволоку выстреливаются сферические дроби, что приводит к напряжению сжатия и формированию слоев ямок сжатия. В результате поверхность материала затвердевает, что делает его более устойчивым к усталости, коррозии и растрескиванию.
- Покрытие: Покрытие происходит при нанесении тонкого слоя металла на поверхность пружинной или проволочной формы. Обычно это достигается с помощью процесса гальванического покрытия, при котором химические вещества и электрические токи связывают металл покрытия с поверхностью пружинной проволоки. После завершения покрытия могут обеспечить повышенную коррозионную стойкость и прочность. Покрытия также могут улучшить физические или эстетические свойства пружины. Например, медные и золотые покрытия обеспечивают улучшенную электропроводность для электронных и силовых приложений, а никелевые и кадмиевые покрытия обеспечивают хромированную отделку.
- Порошковое покрытие: Порошковое покрытие — еще один вариант отделки проволочных пружин. Порошковые покрытия обычно наносятся на горячетянутые пружины и помогают предотвратить образование ржавчины на поверхности пружины. Покрытия также могут быть разных цветов для эстетики.
 При этом в проволоку выстреливаются сферические дроби, что приводит к напряжению сжатия и формированию слоев ямок сжатия. В результате поверхность материала затвердевает, что делает его более устойчивым к усталости, коррозии и растрескиванию.
При этом в проволоку выстреливаются сферические дроби, что приводит к напряжению сжатия и формированию слоев ямок сжатия. В результате поверхность материала затвердевает, что делает его более устойчивым к усталости, коррозии и растрескиванию. Порошковые покрытия обычно наносятся на горячетянутые пружины и помогают предотвратить образование ржавчины на поверхности пружины. Покрытия также могут быть разных цветов для эстетики.
Порошковые покрытия обычно наносятся на горячетянутые пружины и помогают предотвратить образование ржавчины на поверхности пружины. Покрытия также могут быть разных цветов для эстетики.Отделка добавляет окончательный уровень функциональности пружинам, придавая новые свойства или просто сохраняя долговечность пружины для конечных пользователей.
Варианты производства пружин
Как упоминалось ранее, конкретный процесс производства пружин зависит от типа создаваемой пружины. Пружины могут быть изготовлены с витками или без них, а наличие витка и использование пружины будут определять типы задействованных производственных процессов.
Пружины с витками, также известные как винтовые или винтовые пружины, обычно представляют собой пружины. Они проходят процесс намотки пружины, обычно на машине для намотки проволоки или формовки проволоки, в результате чего получается спиральная форма. Существует несколько подтипов винтовых пружин, что приводит к различиям в процессе производства винтовых пружин. Эти варианты включают следующее:
Эти варианты включают следующее:
- Пружины растяжения: Пружина растяжения представляет собой спиральную пружину, витки которой соприкасаются друг с другом. По мере приложения силы для растяжения пружины эти витки расходятся, но пружина создает возвратную силу против силы, растягивающей пружину. Пружины растяжения формируются в основном с использованием машины для намотки проволоки, но также могут проходить через машину для формовки проволоки, особенно если она имеет конфигурацию с петлевым концом. В качестве альтернативы пружины растяжения могут быть зашлифованы на концах.
- Пружины сжатия: В отличие от пружин растяжения, витки которых соприкасаются друг с другом в состоянии покоя, витки пружин сжатия в состоянии покоя разнесены и сжимаются вместе при воздействии на них силы. Эти типы пружин отталкиваются от приложенной силы. В процессе производства пружин сжатия в основном используется машина для намотки пружин, хотя в некоторых случаях может использоваться формирователь пружин.
- Пружины кручения: Пружина кручения представляет собой пружину уникальной формы, два конца которой отходят от витка. Когда к концам прикладывается сила, катушка скручивается в более тугую спираль и отталкивается от приложенной силы. Типичные примеры включают пружины, используемые в грузовых прицепах или дверях грузовиков. Как и пружины растяжения, процесс производства пружин кручения обычно включает в себя навивочные или формовочные машины.

Процесс изготовления пружины по индивидуальному заказу
Процесс изготовления пружины зависит от типа используемой пружины, но он также может различаться в случае нестандартной конструкции пружины. Индивидуальные конструкции пружин часто необходимы в уникальных производственных приложениях, где требуется особая форма пружины, материал и отделка, которые выходят за рамки стандартных спецификаций. В этих случаях клиенты тесно сотрудничают с производителями винтовых пружин для разработки, проектирования и производства соответствующей пружины.
В дополнение к указанным выше типам пружин производители пружин могут также создавать специальные пружины, такие как:
- Конические пружины: В конической пружине диаметр витка уменьшается от одного конца к другому, создавая коническую форму. . Эта пружина сжатия работает так же, как и другие в своем роде, но благодаря своей форме она более устойчива в поперечной плоскости по сравнению со стандартной цилиндрической пружиной сжатия.
- Конические пружины: Конические пружины представляют собой еще один тип пружин сжатия, имеющих коническую форму. Эта коническая форма позволяет пружине иметь меньшую высоту по сравнению с цилиндрическими пружинами сжатия.
- Пружины «песочные часы»: Пружины сжатия «песочные часы» представляют собой еще один тип пружин сжатия уникальной формы. В пружине песочных часов центр пружины имеет меньший диаметр, чем концы. Вогнутая форма облегчает центрирование пружины и обеспечивает меньшую сплошную высоту, как у конической пружины.

В процессе производства нестандартных пружин клиент будет работать со своим производителем нестандартных пружин, предоставляя им проекты. Оттуда производитель может создавать прототипы для тестирования, которые затем клиент может использовать для настройки своих конструкций в соответствии с потребностями приложения. Как только дизайн будет завершен, производитель пружины может принять окончательный вариант и запустить производство пружины.
Из чего сделаны пружины?
Теперь, когда мы рассмотрели, как изготавливаются пружины, пришло время ответить на еще один часто задаваемый вопрос о пружинах. Из чего сделана пружина?
Пружины изготовлены из различных металлов в форме круглой проволоки. Конкретные типы металлов делятся на три основные категории — высокоуглеродистые, стальные сплавы и нержавеющая сталь:
- Высокоуглеродистые: Высокоуглеродистые пружинные материалы являются одними из наиболее распространенных благодаря их относительной дешевизне и универсальности. Типы проволоки с высоким содержанием углерода включают музыкальную проволоку и жесткотянутую проволоку. Музыкальная проволока часто используется в инструментах, а жесткотянутая проволока часто используется в коммерческих продуктах. Однако проволока с высоким содержанием углерода обычно плохо работает в высокотемпературных и агрессивных средах.
- Сплавы стали: Сплавы стали являются еще одним распространенным выбором для пружин и включают такие материалы, как хром-кремний, который часто используется в больших пружинах. Хотя эти материалы более устойчивы к высоким температурам, они все же подвержены коррозии.
- Нержавеющая сталь: Нержавеющая сталь является третьим наиболее распространенным типом проволоки для металлических пружин, в первую очередь предпочитаемой за ее устойчивость к коррозии. Нержавеющая сталь бывает разных видов, все с разным уровнем эластичности и твердости. Пружины из нержавеющей стали часто используются в устройствах, используемых в медицинских целях или на открытом воздухе.
 Типы проволоки с высоким содержанием углерода включают музыкальную проволоку и жесткотянутую проволоку. Музыкальная проволока часто используется в инструментах, а жесткотянутая проволока часто используется в коммерческих продуктах. Однако проволока с высоким содержанием углерода обычно плохо работает в высокотемпературных и агрессивных средах.
Типы проволоки с высоким содержанием углерода включают музыкальную проволоку и жесткотянутую проволоку. Музыкальная проволока часто используется в инструментах, а жесткотянутая проволока часто используется в коммерческих продуктах. Однако проволока с высоким содержанием углерода обычно плохо работает в высокотемпературных и агрессивных средах.
Возникает вопрос: какой материал лучше всего подходит для изготовления пружин? Это полностью зависит от приложения. Лучший материал для применения пружины будет зависеть от нескольких факторов, включая физические свойства материала и стоимость.
Хотя металлы являются наиболее распространенными материалами для изготовления пружин, в некоторых случаях могут использоваться неметаллические вещества. Некоторые типы пружин, например, цилиндрические неспиральные пружины, могут быть изготовлены из резины или уретана, а керамические пружины были разработаны для спиральных пружин, предназначенных для работы при высоких температурах. Однако все это узкоспециализированное использование, поэтому большинство пружин, используемых сегодня в машинах, по-прежнему изготавливаются из металлов.
IDC Spring Manufacturing
Пружины являются одним из самых простых механизмов, но они играют огромную роль в современном мире, и существует множество вариаций для любого типа применения. Удивительно знать, как изготавливаются эти устройства, а также насколько разными могут быть процессы в зависимости от типа пружины, которую кто-то хочет сделать. Если вы ищете производителя уникальной конструкции пружины, IDC всегда готова помочь.
Удивительно знать, как изготавливаются эти устройства, а также насколько разными могут быть процессы в зависимости от типа пружины, которую кто-то хочет сделать. Если вы ищете производителя уникальной конструкции пружины, IDC всегда готова помочь.
Компания IDC Spring обладает обширным опытом и ресурсами в области производства пружин, что позволяет нам разрабатывать и производить механические пружины для различных отраслей промышленности и областей применения. От приложений для автомобилей и сельского хозяйства до промышленного производства и телекоммуникаций — IDC может удовлетворить ваши потребности.
Чтобы узнать больше о IDC и наших возможностях, просмотрите наш веб-сайт или начните работу уже сегодня.
Поделиться:
Что вызывает боль в пояснице и яичках?
Обзор
Время от времени возникают боли в спине. Хотя у некоторых людей он сохраняется, дискомфорт обычно проходит в течение нескольких часов или дней при лечении самопомощью. Однако, когда боль становится постоянной или со временем усиливается, это может быть признаком более серьезной травмы или состояния.
Однако, когда боль становится постоянной или со временем усиливается, это может быть признаком более серьезной травмы или состояния.
В некоторых случаях боль в спине может распространяться на другие части тела. У мужчин это могут быть яички. Область яичка очень чувствительна, и даже самая маленькая травма может вызвать раздражение или дискомфорт. Хотя существует ряд непосредственных причин боли в яичках, боль или травмы в других частях тела также могут вызывать дискомфорт в мужских гениталиях.
Возможные причины болей в пояснице и яичках включают:
Эпидидимит
Эпидидимит — воспаление придатка яичка — спиральной трубки в задней части яичка. Хотя эпидидимит поражает взрослых мужчин всех возрастов, эпидидимит чаще встречается у мужчин в возрасте от 20 до 30 лет. Это состояние часто вызывается бактериальной инфекцией, в том числе распространенными инфекциями, передающимися половым путем. Травма, инфекции мочевыводящих путей и вирусные инфекции также могут вызвать эпидидимит.
Хотя боль и дискомфорт в яичках являются первичными симптомами, к другим симптомам, связанным с этим состоянием, относятся:
Боль в яичках или мошонке не следует игнорировать. Если у вас диагностирован бактериальный эпидидимит, вам нужно будет принимать антибиотики для его лечения. Ваш врач может также назначить обезболивающие препараты для облегчения дискомфорта. Если ваше состояние ухудшается или в конечном итоге образуется абсцесс, вам может потребоваться операция по его дренированию. В более тяжелых случаях может потребоваться хирургическое удаление придатка яичка.
Инфекции мочевыводящих путей
Инфекции мочевыводящих путей — это инфекции мочевыделительной системы, включая почки, мочеточники, мочевой пузырь и уретру. В то время как женщины подвергаются большему риску развития этого типа инфекции, мужчины также восприимчивы.
Общие симптомы ИМП включают:
- позывы к мочеиспусканию
- жжение при мочеиспускании
- кровь в моче
- тазовую боль
- боль в пояснице
- лихорадку 0025 озноб
- тошнота
Антибиотики обычно являются основным курсом лечения инфекций мочевыводящих путей. Симптомы обычно улучшаются в течение нескольких дней, но врач может решить, что вам требуется лечение в течение недели или дольше.
Симптомы обычно улучшаются в течение нескольких дней, но врач может решить, что вам требуется лечение в течение недели или дольше.
Рак яичка
Хотя рак яичка встречается редко — им страдает примерно 1 из 250 мужчин, — это наиболее распространенная форма рака у мужчин в возрасте 15–35 лет. Рак яичка возникает в одном или обоих яичках, расположенных внутри мошонки. Причина этой формы рака в большинстве случаев неясна, но известно, что рак яичек формируется, когда здоровые клетки в яичках становятся измененными и аномальными.
Общие признаки и симптомы рака яичек включают:
- болезненность или увеличение молочных желез
- припухлость в яичке
- тупая боль в животе или паху
- боль в яичках
- боль в спине 9003 лечиться, даже если он распространился за пределы яичек. Варианты лучевой терапии и химиотерапии могут помочь убить раковые клетки и могут рассматриваться в качестве рекомендуемого лечения в дополнение к хирургическим вариантам.
- онемение
- ощущение жжения
- судороги
- вздутие живота
- мышечная слабость
- боль в спине
- тазовая боль
- эректильная дисфункция
 Если рак яичка прогрессировал, врач может порекомендовать операцию по удалению близлежащих лимфатических узлов в дополнение к удалению пораженного яичка. Обсудите все возможные варианты с врачом, прежде чем приступать к лечению.
Если рак яичка прогрессировал, врач может порекомендовать операцию по удалению близлежащих лимфатических узлов в дополнение к удалению пораженного яичка. Обсудите все возможные варианты с врачом, прежде чем приступать к лечению.Диабетическая невропатия
Диабетическая невропатия — это форма повреждения нервов, возникающая при сахарном диабете. Когда уровень глюкозы в крови становится слишком высоким, это может привести к повреждению нервов по всему телу, чаще всего в ногах и ступнях.
Симптомы варьируются от одного человека к другому в зависимости от того, какие нервы поражены. Общие симптомы включают:
Лекарство от диабетической невропатии неизвестно. Лечение направлено в первую очередь на облегчение боли и замедление прогрессирования заболевания.