У8 закалка: Сталь инструментальная У8 – Металлургическая компания
alexxlab | 20.07.2021 | 0 | Разное
| Марка: У8 (заменители: У7А, У7, У10А, У10) Класс: Сталь инструментальная углеродистая Вид поставки: сортовой прокат, в том числе фасонный: ГОСТ 1435-99 , ГОСТ 2590-2006, ГОСТ 2591-2006, ГОСТ 2879-2006. Калиброванный пруток: ГОСТ 1435-99 , ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78. Шлифованный пруток и серебрянка: ГОСТ 1435-99, ГОСТ 14955-77. Полоса: ГОСТ 103-2006, ГОСТ 4405-75 . Поковки и кованные заготовки: ГОСТ 1435-99, ГОСТ 4405-75 , ГОСТ 1133-71. Лента: ГОСТ 2283-79 , ГОСТ 10234-77 . Использование в промышленности: для инструмента, работающего в условиях, не вызывающих разогрева режущей кромки: фрез, зенковок, топоров, стамесок, долот, пил продольных и дисковых, накатных роликов, кернеров, отверток, комбинированных плоскогубцев, боковых кусачек. | ||||||||||
| Химический состав в % стали У8 | ||
| C | 0,76 — 0,83 | |
| Si | 0,17 — 0,33 | |
| Mn | 0,17 — 0,33 | |
| Ni | до 0,25 | |
| S | до 0,028 | |
| P | до 0,03 | |
| Cr | до 0,2 | |
| Cu | до 0,25 | |
| Fe | ~97 | |
У8 труба, лента, проволока, лист, круг У8
| Свойства и полезная информация: |
| Удельный вес: 7839 кг/м3 Термообработка: Закалка 780oC, масло, Отпуск 400 oC.  Твердость материала: HB 10 -1 = 187 МПа Температура критических точек: Ac1 = 720 , Ar1 = 700 , Mn = 245 Температура ковки, °С: начала 1180, конца 800. Сечения до 100 мм охлаждаются на воздухе, 101-300 мм в яме. Обрабатываемость резанием: при HB 187-227, σв=620 МПа, К υ тв. спл=1,2 и Кυ б.ст=1,1 Свариваемость материала: не применяется для сварных конструкций. Флокеночувствительность: не чувствительна. Склонность к отпускной хрупкости: не склонна. |
| Твердость стали У8 после термообработки (ГОСТ 1435-99) | |
| Состояние поставки | |
| Сталь термообработанная Закалка 780-800 °С, вода | До НВ 187 Св.  HRCЭ 63 HRCЭ 63 |
| Механические свойства ленты стали У8 (ГОСТ 2283-79) | |||
| Состояние поставки | Сечение, мм | σв(МПа) | δ5 (%) |
| Лента отожженая холоднокатаная | 0,1-1,5 1,5-4,0 | 650 750 | 15 10 |
| Лента нагартованная холоднокатаная, класс прочности : Н1 Н2 Н3 | 0,1-4,0 | 750-900 900-1050 1050-1200 | |
| Лента отожженая высшей категории качества | 0,1-4,0 | 650 | 15 |
| Предел выносливости стали У8 | |
| σ-1, МПА | Термообработка |
| 490 | σв=1860 МПа, НВ 611 |
| Твердость стали У8 в зависимости от температуры отпуска | |
| Температура отпуска, °С | Твердость, HRCЭ |
| Закалка 780-800 °С, вода | |
| 160-200 200-300 300-400 400-500 500-600 | 61-65 56-61 47-56 37-47 29-37 |
| Температура испытаний, °С | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | НВ |
| Отжиг или нормализация | |||||
| 100 200 300 400 500 600 700 | — — — — — — — | 710 640 — — 500 370 255 | 17 15 17 19 23 28 33 | 24 15 16 23 29 39 50 | 195 205 205 190 170 150 120 |
Закалка 780 °С, масло. Отпуск 400 °С (образцы гладкие диаметром 6,3 мм) Отпуск 400 °С (образцы гладкие диаметром 6,3 мм) | |||||
| 20 -40 -70 | 1230 1270 1300 | 1420 1450 1470 | 10 11 12 | 37 36 35 | — — — |
| Образец диаметром 5 мм и длиной 25 мм, деформированный и отожженый. Скорость деформирования 10 мм/мин. Скорость деформации 0,007 1/с | |||||
| 700 800 900 1000 1100 1200 | — — — — — — | 105 91 55 33 21 15 | 58 58 62 62 80 69 | 91 100 100 100 100 100 | — — — — — — |
| Теплостойкость стали У8 |
| Температура, °С | Время, ч | Твердость, HRCэ |
| 150-160 200-220 | 1 1 | 63 59 |
| Прокаливаемость стали У8 | |||||||||
| Расстояние от торца, мм | Примечание | ||||||||
| 2 | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | Закалка 790 °С |
| 65,5-67 | 63-65 | 45,5-55 | 42-43,5 | 40,5-42,5 | 39,5-41,5 | 37-40,5 | 39-40 | 36-39,5 | Твердость для полос прокаливаемости, HRC |
| Критический диаметр в воде | Критический диаметр в масле |
| 15-20 | 4-6 |
| Физические свойства стали У8 | ||||||
| T (Град) | E 10— 5 (МПа) | a 10 6 (1/Град) | l (Вт/(м·град)) | r (кг/м3) | C (Дж/(кг·град)) | R 10 9 (Ом·м) |
| 20 | 2. 09 09 | 7839 | ||||
| 100 | 2.05 | 11.4 | 49 | 7817 | 477 | 230 |
| 200 | 1.99 | 12.2 | 46 | 7786 | 511 | 305 |
| 300 | 13 | 42 | 7752 | 528 | 395 | |
| 400 | 1.85 | 13.7 | 38 | 7714 | 548 | 491 |
| 500 | 1.75 | 14.3 | 35 | 7676 | 565 | 625 |
| 600 | 1.66 | 14.8 | 33 | 7638 | 594 | 769 |
| 700 | 15.2 | 30 | 7600 | 624 | 931 | |
| 800 | 14.5 | 24 | 7852 | 724 | 1129 | |
| 900 | 1165 | |||||
Расшифровка марки стали У8: буква У говорит о том, что перед нами инструментальная качественная нелегированная сталь, в которой присутствует углерод в среднем количестве 0,8%.
Инструмент из стали У8 и его термообработка: молотки слесарные изготовляют из сталей У7 и У8. Закалке подвергаются боёк и хвост. Нагрев лучше всего вести в соляной или свинцовой ванне. При нагреве молотка в камерной печи сначала закаливают боёк, а потом хвост, после чего попеременно охлаждают до полного потемнения средней части. Для окончательного охлаждения молоток переносят в масло. Отпускают при 260-340° в течение 30-40 мин. Твёрдость Rc = 49 -56. Проверяют твёрдость на приборе РВ.
Для изготовления пневматического инструмента применяют сталь У8 или У7. Закалке подвергают рабочую хвостовую часть. Следует избегать нагрева пневматического инструмента полностью, поэтому лучше всего производить нагрев в соляных или свинцовых ваннах. Рабочую часть закаливают в воде с переносом в масло, а хвостовую часть в масле. После этого инструмент отпускают в зависимости от требуемой твёрдости рабочей части, а именно: зубила, крейцмейсели, пробойники, чеканы и насечки отпускают при 240-270° с выдержкой 30 — 40 мин.
Обжимки, поддержки, бойки и выколотки отпускают при 270-300° в течение 30-40 мин. Требуемая твёрдость Rc = 53-56. Определяют твёрдость тарированным напильником. Нередки случаи, когда пневматический инструмент в месте перехода с меньшего диаметра на больший во время работы ломается, причём структура излома на глубину 5-8 мм по окружности весьма мелкозернистая, а глубже крупнозернистая. Основной причиной поломок является недостаточная чистота поверхности в местах переходов (риски, царапины и пр.).
Долота станочные изготовляют из сталей У8, У9, 65Х. Место перехода от тонкой части долота к толстой, а также стенки отверстия в полом долоте должны быть закалены на небольшую твёрдость. При несоблюдении этого возможно отгибание долота или поломка его во время работы. Получение небольшой твёрдости переходной части достигается прерывистой закалкой в воде для сплошных долот из углеродистой стали или же полной закалкой с последующим отпуском в соляной ванне до серого цвета побежалости для всех других долот. Хвостовую часть не закаливают. Долота сплошные отпускают при температуре 260-280°, а полые при 320-360°; выдерживают 20-30 мин. Требуемая твёрдость для оплошных долот Rc = 56-58, а для полых Rc = 50-52.
Хвостовую часть не закаливают. Долота сплошные отпускают при температуре 260-280°, а полые при 320-360°; выдерживают 20-30 мин. Требуемая твёрдость для оплошных долот Rc = 56-58, а для полых Rc = 50-52.
Стамески и долота плотничьи и столярные изготовляют из этих же сталей. Нагрев под закалку производят в печах-ваннах на длину 60-80 мм. При нагреве в камерных печах инструмент замачивают на длину 60-80 мм. Хвостовую часть не закаливают. Отпускают при температуре 250-300° в течение 20-40 мин. Требуемая твёрдость Rc = 53-58.
Комбинированные плоскогубцы и кусачки изготовляют из сталей У7 и У8. Термической обработке их подвергают в собранном виде с раскрытыми губками, калят только рабочую часть — в кусачках губки на длину 8-10 мм, а в комбинированных плоскогубцах губки на длину, включая прорези у шарнира. Охлаждают в масле или керосине при энергичном помешивании. Отпуск производят при температуре 220-300° в течение 30-40 мин. Твёрдость Rc = 52-60. Твёрдость контролируют на приборе РВ или тарированным напильником, а также путём откусывания стальной проволоки диаметром 2 мм.
Твёрдость контролируют на приборе РВ или тарированным напильником, а также путём откусывания стальной проволоки диаметром 2 мм.
Клейма изготовляют из вышеупомянутых сталей, закаливают с последующим отпуском при температуре 220-250°. Хвостовик отпускают путём нагрева в свинцовой ванне до серого цвета побежалости. Требуемая твёрдость рабочей части Rc =54-58.
| Краткие обозначения: | ||||
| σв | — временное сопротивление разрыву (предел прочности при растяжении), МПа | ε | — относительная осадка при появлении первой трещины, % | |
| σ0,05 | — предел упругости, МПа | Jк | — предел прочности при кручении, максимальное касательное напряжение, МПа | |
| σ0,2 | — предел текучести условный, МПа | σизг | — предел прочности при изгибе, МПа | |
| δ5,δ4,δ10 | — относительное удлинение после разрыва, % | σ-1 | — предел выносливости при испытании на изгиб с симметричным циклом нагружения, МПа | |
| σсж0,05 и σсж | — предел текучести при сжатии, МПа | J-1 | — предел выносливости при испытание на кручение с симметричным циклом нагружения, МПа | |
| ν | — относительный сдвиг, % | n | — количество циклов нагружения | |
| sв | — предел кратковременной прочности, МПа | R и ρ | — удельное электросопротивление, Ом·м | |
| ψ | — относительное сужение, % | E | — модуль упругости нормальный, ГПа | |
| KCU и KCV | — ударная вязкость, определенная на образце с концентраторами соответственно вида U и V, Дж/см2 | T | — температура, при которой получены свойства, Град | |
| sT | — предел пропорциональности (предел текучести для остаточной деформации), МПа | l и λ | — коэффициент теплопроводности (теплоХотСтилость материала), Вт/(м·°С) | |
| HB | — твердость по Бринеллю | C | — удельная теплоХотСтилость материала (диапазон 20o — T ), [Дж/(кг·град)] | |
| HV | — твердость по Виккерсу | pn и r | — плотность кг/м3 | |
| HRCэ | — твердость по Роквеллу, шкала С | а | — коэффициент температурного (линейного) расширения (диапазон 20o — T ), 1/°С | |
| HRB | — твердость по Роквеллу, шкала В | σtТ | — предел длительной прочности, МПа | |
| HSD | — твердость по Шору | G | — модуль упругости при сдвиге кручением, ГПа | |
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ |
Закалка стали У8: технология и температура
Углеродистая инструментальная сталь У8 ГОСТ 1435 – популярный материал для изготовления рабочих деталей штампов для холодной листовой штамповки высокопластичных металлов, упоров, фиксаторов, отрезных ножей холодновысадочных автоматов. Кроме того, из данной стали производят некоторые виды металлорежущей оснастки, в частности, метчики и плашки. Ручной инструмент – напильники, зубила, крейцмейсели и т.п. – также могут изготавливаться из стали У8.
Кроме того, из данной стали производят некоторые виды металлорежущей оснастки, в частности, метчики и плашки. Ручной инструмент – напильники, зубила, крейцмейсели и т.п. – также могут изготавливаться из стали У8.
Закалка углеродистой стали У8
Содержание
Характерные особенности и свойства
Имея в своём химическом составе 0,75…0,85% углерода, а также незначительное количество иных элементов – кремния, марганца, хрома, никеля и меди – сталь У8 является эктектоидной. При пониженном содержании марганца и кремния критическая скорость охлаждения всегда увеличивается. Поэтому практически сталь У8 используют лишь для изготовления металлообрабатывающего инструмента с небольшими габаритными размерами. Закалка стали такого типа допускает применение весьма жёстких охлаждающих сред (воды или водных растворов солей). Таким образом, данная сталь не относится к прокаливаемым: сердцевина остаётся вязкой, а твёрдость, полученная в результате предварительного отжига заготовок, практически такой же и остаётся.
Схема структурных превращений У8
Закалка в воду имеет и другие отрицательные последствия – при росте скорости охлаждения структура стали остаётся крупнозернистой. При дальнейшей обработке (например, ковке) эта особенность может вызвать растрескивание поковки, особенно при значительных степенях деформации. Часто при закалке в воду изделие теряет свои размеры и коробится, что вынуждает дополнительно производить калибровку инструмента.
Необходимо отметить, что эвтектика для стали У8 представляет собой уже при 723 °С чистый аустенит без всяких признаков феррита. Все это влияет на оптимальный выбор режимов термической обработки.
Температура критических точек стали У8 составляет:
- Начало аустенитного превращения, от исходного перлита при нагреве – 720 °С.
- Окончание аустенитного превращения — 740 °С.
- Температуры начала и окончания превращения аустенита в перлит при охлаждении совпадают, и находятся в пределах 700 °С.
- Мартенситное превращение, начинаясь при 810 °С, заканчивается при 245 °С.


Скачать ГОСТ 1435-99 «Прутки, полосы и мотки из инструментальной нелегированной стали»
Твердость стали после термообработки
Общая характеристика прокаливаемости
Фактор прокаливаемости для нелегированных инструментальных сталей считается весьма важным. Большие скорости работы инструмента, начиная от пресс-автоматов, которые функционируют в непрерывном цикле, и заканчивая резьбонарезным инструментом, требуют сочетания высокой поверхностной твёрдости с достаточной вязкостью сердцевины. Иначе рабочие кромки инструментальной оснастки быстро выкрашиваются, а инструмент теряет свою точность.
Интенсивность прокаливаемости зависит от общего числа примесей, которые для стали У8 не должны превышать следующих граничных значений:
- по фосфору 0,25%;
- по сере – 0,03%;
- по меди 0,02%.
Поэтому при приобретении больших партий стали У8 всегда обращают внимание на наличие и содержание сертификатов соответствия, в которых обязательно требуется привести данные по вредным примесям.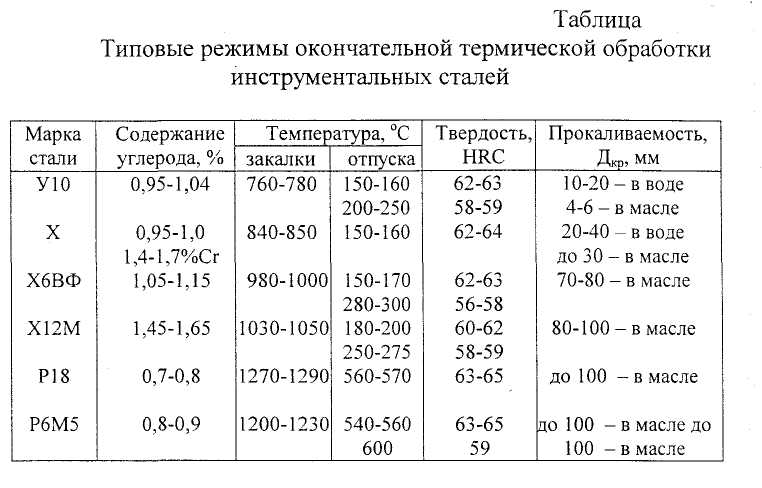
Температура заготовки в зависимости от цвета при нагреве
Процентное содержание углерода также оказывает значительное влияние на степень вязкости сердцевины нелегированной стали, и, следовательно, на износостойкость поверхностного слоя. С этой точки зрения сталь У8 относится к вязким. Поэтому особых требований к точности соблюдения режимов термической обработки здесь не требуется.
Изготовление инструментальной оснастки из стали У8 (даже малоразмерной) затрудняется изначально небольшой пластичностью материала.
В исходном состоянии сталь марки У8 может поставляться в следующих видах сортамента по ГОСТ 5210:
- катаной широкой полосы. Ширина полосы составляет 12…48 мм, при толщине 3…10 мм;
- круглого прутка диаметром 4…18 мм;
- квадратного профиля с размером стороны от 4×4 до 18×18 мм;
- специальных профилей.
Отжиг для металла из указанного ассортимента не производится. Для остальных видов поставки, а также при горячей ковке слитков необходим отжиг.
Технология производства отжига
Режим отжига стали У8 определяется следующими факторами:
- способом укладки заготовок на под термической печи;
- соотношением высоты и толщины заготовок;
- температурой нагрева;
- типом нагревательной печи.
График отжига
Экспериментально установлено, что наиболее эффективным режимом отжига является укладка заготовок в один слой на теплоизоляционных подставках из асбеста, при расстоянии между смежными заготовками не менее 3D (под D следует понимать максимальный габаритный размер сечения в плане). Тогда для нагрева до нужной температуры (1000…1200 °С) потребуется:
- для сечения до 20 мм – 5…6 мин;
- для сечения до 30 мм – 8…10 мин;
- для сечения до 40 мм – 9…12 мин;
- для сечения до 50 мм – 12…15 мин;
- для сечения до 75 мм – 15…18 мин;
- для сечения до 100 мм – 19…25 мин;
Поскольку с увеличением продолжительности нагрева возникает опасность поверхностного науглероживания, то отжиг обычно ведут в печах с контролируемой атмосферой, либо в среде инертных газов (двуокиси углерода или даже аргона).
При иных способах укладки скорость нагрева уменьшается на 15…20%.
Лучшее качество отжига получается, если его проводить поэтапно. Вначале выполняется предварительный нагрев, для чего заготовки помещают в печь, которая уже имеет температуру в рабочей зоне до 500…550 °С, а потом постепенно нагревают изделия до требуемой температуры, не допуская скорости нагрева большей, чем 100 °С в час. По достижении требуемого температурного диапазона, отжигаемую продукцию выдерживают в печи не менее 30% от общей продолжительности операции, а потом отключают печь.
Для снятия наклёпа холоднодеформированных изделий из стали У8 их подвергают рекристаллизационному отжигу с охлаждением в расплавах солей (для мелкого инструмента), и в водном растворе поваренной соли – для более крупного. В результате улучшается механическая обрабатываемость, снижаются остаточные деформации (особенно для длинных и тонких прутков и полос), а также оптимизируется структура стали. Температура такого вида отжига составляет 670…700 °С пр выдержке в печи не более часа. При отжиге происходит полная перекристаллизация металла структура получается мелкозернистой, при равномерном распределении зёрен перлита. После отжига твёрдость стали У8 должна быть не более 190 НВ.
При отжиге происходит полная перекристаллизация металла структура получается мелкозернистой, при равномерном распределении зёрен перлита. После отжига твёрдость стали У8 должна быть не более 190 НВ.
Закалка
Если технология закалки соблюдена, то конечная твёрдость изделий после термообработки должна находиться в пределах 59…62 HRC. Для выполнения такого условия, и сохранения необходимой структуры (мартенсит+аустенит) необходимо придерживаться следующих рекомендаций:
- Закалочные процессы протекают в полном объёме, если они начинаются при 800…820 °С.
- Соотношение времени предварительного и окончательного подогрева инструмента под закалку должно быть одинаковым, и находиться в температурном диапазоне значений 400…500 °С.
- Точное время нагрева обычно рассчитывается в зависимости от площади поверхности инструмента и его объёма. Особенно это важно при нагреве заготовок в расплавах солей: для расплавов это должно быть 8…14 мин, для водных растворов – 15…30 мин (увеличенные нормативы применяются для инструмента с резко отличающимися продольными и поперечными размерами).
- Охлаждение инструмента после закалки проводят в воде, температура которой (независимо от времени года и температуры в термическом отделении) должна находиться в пределах 18…25 °С. При более низких температурах возрастает риск растрескивания изделий, а при более высоких твёрдость инструмента получается неравномерной. Тот же дефект возможен в том случае, когда закалочная среда загрязнена минеральными и органическими остатками.
- Закалка стали У8 на воздухе невозможна.
После закалки производится отпуск изделий. При этом мартенситное превращение происходит в полной мере, внутренне напряжения снижаются, а вязкость сердцевины возрастает. Температура отпуска стали У8 после закалки составляет 140…200 °С: именно после таких температур конечная продукция сохранит достаточную твёрдость, и будет обладать достаточно вязкой сердцевиной. Время выдержки принимают в пределах 120…200 с, для измерительного инструмента температура может быть дополнительно снижена на 20…50 °С.
Иногда после заточки и шлифования инструмента из стали У8 (в основном, мерительного) проводят дополнительный отпуск. При этом температура составляет 300…350 °С, а время выдержки — 1,5…2 часа, с последующим охлаждением детали на воздухе.
Russian AX 55-56 HRC Твердость Сталь Топор СССР Подлинный…
Военный Русский Кованый Топор Сталь Y8 Твердость 55-56 HRC
оружейный завод русский.
“Ижсталь” – одно из старейших металлургических предприятий Урала.
Основанный в 1760 году по указу императрицы Елизаветы Петровны,
Ижевский металлургический завод за 250 лет своей истории превратился в
ведущее металлургическое предприятие России.
Для обеспечения возросших потребностей Российской армии
в холодном и огнестрельном оружии в 1807 г.,
на базе Ижевского металлургического завода построен новый оружейный завод, 4
1
полностью ориентирована на производство металла военного назначения.
Эти оси изготовлены из стали Y8 по внешнему виду,
размер и вес, аналогичны топорам ЗИК,
но имеют не бритвенную, а электростамесочную заточку и
твердость по режущей кромке 55-56 HRC.
Эти топоры способны рубить
особо твердые породы, мерзлое дерево, конструкционные стали,
крупные кости, без последствий для себя.
Вы можете посмотреть фотографии с зеленым топором до
понять качество стали Y8 .
Вы можете увидеть одинаковую отметку на зеленом топоре и топоре в этом списке.
Длина 49 см (около 19 дюймов)
Ширина 4 см (около 1,6 дюйма)
Высота 15 см (около 6 дюймов)
15 см (около 6 дюймов)
. 1800 грамм ( 63,5 унции)
Рукоять деревянная натуральная ,
изготовлена из березы по ГОСТу СССР.
В крепком, рабочем состоянии. Железный клин находится в положении для хранения.
Для работы топором нужно забить его глубже.
Вы получите удивительно прочный долгоиграющий топор.
Сталь красиво звенит, как колокольчик.
Оплата:
PayPal
Доставка : . с трек номером.
2. Товар(ы) будет отправлен в течение 1-2 рабочих дня после получения платежа .
3. Товар будет отправлен из Киева – столица Украины. Наименьший способ доставки.
Если нет сбоя почты, то больше срок доставки составляет 12-15 дней в страны Европы
, 14-21 день в США, Японию, Австралию.
Следовательно, реальная типичная доставка время – США и Европа около 7-10 дней,
Япония и другие страны около 10-14 дней .
Надежная упаковка гарантирована!
5-звездочная репутация и удовлетворенность клиентов
наша самая важная цель.
Пожалуйста, свяжитесь с нами по любым вопросам
и мы очень ценим ваши отзывы!
Хорошего дня!
Отзывы
Доставка и политика
Оплата
Я принимаю только PayPal или кредитные карты.
• Ваши товары будут изготовлены и отправлены только после оплаты.
• Если у вас нет учетной записи Paypal и вы хотите оплатить с помощью кредитной карты, ознакомьтесь с этим пошаговым руководством по PayPal:
https://www.paypal.com/webapps/mpp/pay-online
Ваш заказ будет отправлен только после оплаты. Это означает, что если вы платите через электронные чеки Paypal, возможна задержка в 3-5 рабочих дней. Вы можете проверить статус вашего платежа в своем аккаунте Paypal или в соответствующем счете здесь, на Lavky.
Это означает, что если вы платите через электронные чеки Paypal, возможна задержка в 3-5 рабочих дней. Вы можете проверить статус вашего платежа в своем аккаунте Paypal или в соответствующем счете здесь, на Lavky.
Доставка
Все товары в заказе будут надежно упакованы и отправлены в течение 1-3 рабочих дней после оплаты.
Некоторые элементы могут занять больше времени. Если время обработки составляет более 7 дней, это четко указано в описании товара.
Адрес доставки:
• Убедитесь, что ваш адрес доставки правильный при оформлении заказа.
Мы отправим ваш заказ на адрес, указанный в кассе Lavky.com, а не на адрес, указанный в Paypal.
Условия доставки
Мы всегда отправляем посылки с номером отслеживания. Мы сообщим вам номер для отслеживания, как только ваш заказ будет подготовлен и отправлен.
Обычно доставка занимает от полутора до четырех недель.
Обратите внимание, что сроки доставки могут варьироваться в зависимости от вашего местоположения и таможенного оформления, поэтому мы не можем гарантировать точное время прибытия.
Приблизительные сроки доставки:
– США: 1,5 – 2,5 недели
– Канада: 2-3 недели
– Европа: 1-2 недели
– Австралия: 2-3 недели (иногда дольше, в зависимости от австралийских обычаев)
– Остальной мир: 2-3 недели
Способ доставки
Все посылки из Украины (из наших логистических центров в Киеве и Черновцах) отправляем международными службами (FedEx, UPS) в два этапа.
Сначала посылка отправляется службой экспресс-доставки в Европу, а затем отправляется авиапочтой в США, Канаду или Европу.
Посмотреть движение посылки по номеру отслеживания можно только на втором этапе – через 4-6 дней после отправки заказа из нашего центра. Мы оцениваем время доставки до 12-18 дней.
Экспресс-доставка возможна только по индивидуальному запросу. Пожалуйста, свяжитесь с нами, если вам нужна экспресс-доставка, прежде чем размещать заказ, чтобы мы могли обновить варианты доставки.
Таможенные пошлины и налоги
Покупатели несут ответственность за любые сборы, налоги и пошлины, связанные с доставкой и заказом продукции в страну назначения.
Упаковка
Ваш заказ будет доставлен в надежной картонной коробке с надлежащей упаковкой и защитой от повреждений.
Возврат и обмен
Я хочу, чтобы мои клиенты были счастливы, поэтому дайте мне знать, если у вас возникнут проблемы.
Если вы не удовлетворены своими товарами/услугами по какой-либо причине, пожалуйста, свяжитесь со мной с проблемой, прежде чем оставить отзыв.
Stickman Games — Играйте сейчас бесплатно на CrazyGames!
Аркады
Сражайтесь, стреляйте и участвуйте в гонках в наших замечательных играх про крупье! Играйте в новейшие и лучшие игры про крупье, используя фильтры списка, чтобы найти их.
Популярные теги
Как вы можете себе представить, самые популярные игры про стикменов отражают популярные игры. Это означает, что вы можете ожидать найти в этом разделе непропорционально большое количество файтингов с изображением крупье, 2D-платформеров и стрелялок. В конце концов, это самые динамичные игры.
Стикмен-файтинг
Итак, какие есть хорошие стикмен-файтинги? Stickman Fighting 3D — высоко оцененный файтинг 1 на 1 с эпическими комбо и движениями, похожими на некоторые из лучших обычных 3D-файтингов.
Если вы предпочитаете гулять по улицам, постоянно избивая панков любым оружием, которое попадется вам в руки, Stickman Street Fighting будет отличным выбором.
В случае неудачи с этими двумя вариантами вы можете крутиться, как дикая тряпичная кукла, сражаясь с врагами-человечками с оружием ближнего и дальнего боя в Stickman Supreme Duelist 2. Особенно в снайперских играх с крупье по неизвестным причинам. Во многих из этих игр используется снайперская винтовка для уничтожения других человечков. Попробуйте Elite Sniper и сломайте головы человечкам!
Генри Стикмин
Самыми популярными играми в разделе стикменов являются игры Генри Стикмина. Этот сериал является культовой классикой, в которую играют многие ютуберы для развлечения зрителей. Сюжет игры представляет собой пародийный экшн, в основе которого лежат решения, которые вы принимаете. «Бегство от комплекса» и «Побег из тюрьмы» — две забавные игры Генри Стикмина.
Сюжет игры представляет собой пародийный экшн, в основе которого лежат решения, которые вы принимаете. «Бегство от комплекса» и «Побег из тюрьмы» — две забавные игры Генри Стикмина.
Другие игры про стикменов
Как видите, есть несколько страниц с играми про стикменов, которые можно просмотреть и найти то, что вам нравится! Многие из этих игр не соответствуют типичному жанру, например, Vex 5 и Vex 6, которые представляют собой игры из экшн-платформера, сосредоточенного вокруг фигурки по имени Векс. Игра доставляет массу удовольствия, и в нее можно играть на любом устройстве!
Если вам больше по душе эпические битвы, вы также можете попробовать Stickman World War и собрать команду закаленных воинов-крупье, чтобы завоевать мир.
Часто задаваемые вопросы
Какие игры про Стикмена самые популярные?
- Stickman Battle Fight Warriors
- Sniper Master
- Stick War
- Проникновение на дирижабль
- Турбо-демонтаж
- Stickman Destruction 3 Heroes
- Stickman Destruction 9: Counter Assault Stickman Prison0378
- Sift Heads World Ultimatum
- Sift Heads World: Act 1
- Fleeing the Complex
В какие игры Stickman лучше всего играть на мобильных телефонах и планшетах?
- Stickman Fighting: Super War
- Защити свой замок
- Turbo Dismounting
- Free Rider HD
- Stickman Army: The Resistance
Какие есть недооцененные игры Stickman?
- Stickman Warriors
- Нарисуй Стикмена
- Vex 7
- Tug the Table
Что такое Stickman Games?
Игры Stickman охватывают все игровые жанры.