Углы в плане резца: Основные части и углы токарного резца
alexxlab | 06.09.1984 | 0 | Разное
Геометрия токарного резца. Основные углы токарного резца. Влияние углов токарного резца на процесс резания
Геометрия токарного резца.
Обработка деталей на токарных станках ведется резцами, которые в зависимости от вида выполняемой операции могут иметь различное конструктивное исполнение.
Резец состоит из двух частей:
– рабочая часть (головка)
– крепежная часть (державка)
Основные элементы режущей части рис. (а):
1- Передняя поверхность 4. Главная режущая кромка
2- Главная задняя поверхность 5. Вспомогательная реж. кромка
3- Вспомогательная задняя поверхность 6. Вершина
Основные углы токарного резца
Для определения углов приняты четыре координатные плоскости:
Рv – основная плоскость – плоскость, проходящая через
точку реж. кромки перпендикулярно направлению вектора скорости
кромки перпендикулярно направлению вектора скорости
Рn – плоскость резания – касательная к реж. кромке и перпендикулярная основной плоскости.
Р τ – главная секущая плоскость – перпендикулярная линии пересечения Pv и Pn (перпендикулярная режущей кромке).
Ps – рабочая плоскость – плоскость в которой расположены векторы главного движения и подачи.
1)В главной секущей плоскости (Р τ ) измеряются главные углы резца :
γ – передней угол– угол между передней поверхностью и основной плоскостью
Pv.α – задний угол – угол между задней поверхностью и плоскостью резания.
β – угол заострения – угол между передней и главной задней поверхностью.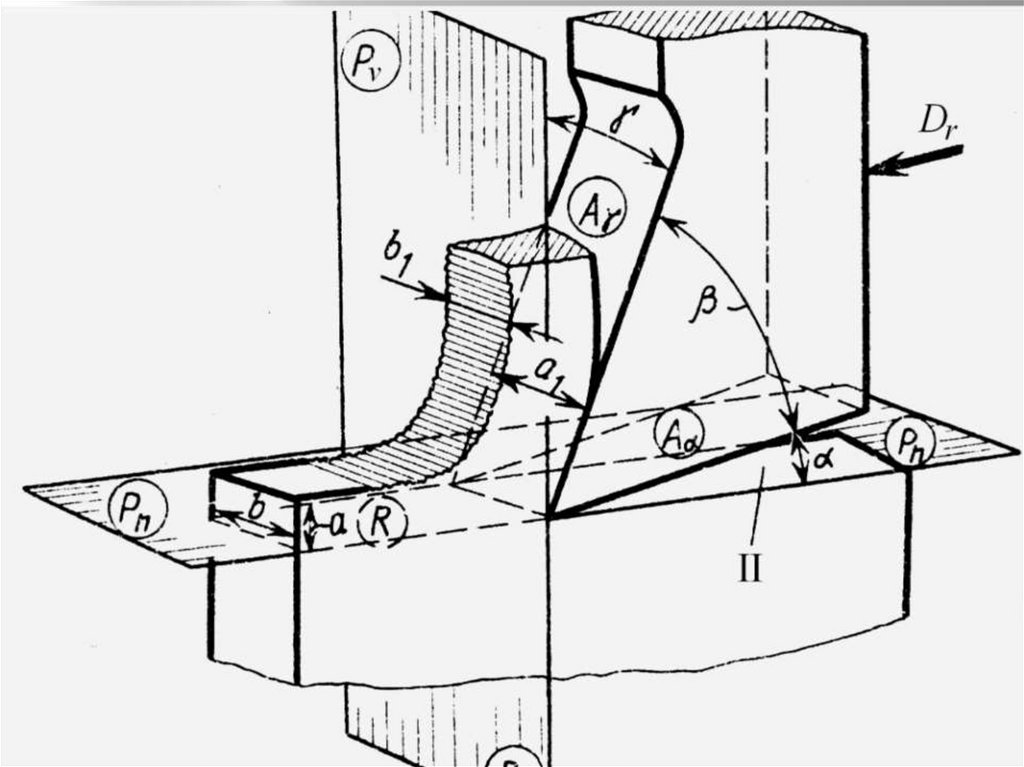
|
2) В основной плоскости (Pv) измеряют углы в плане:
φ- главный угол в плане – угол между главной режущей(Pп) и рабочей плоскостью (Ps)
φ`- вспомогательный угол в плане – угол между рабочей плоскостью(Ps) и проекции главной и вспомогательной режущей кромки на
ε – угол при вершине
3) В плоскости резания измеряется угол наклона главной режущей кромки -λ- угол между режущей кромкой и основной плоскостью Pv.
(+λ;-λ; λ=0)
Положительный (+λ )
упрочняет режущую кромку т. к. сила приходится не на вершину, а на более прочное
место режущей кромки. (При чистовой обработки λ принимают отрицательным (до
-5°) чтобы стружка не царапала обработанную поверхность.
к. сила приходится не на вершину, а на более прочное
место режущей кромки. (При чистовой обработки λ принимают отрицательным (до
-5°) чтобы стружка не царапала обработанную поверхность.
При черновой обработки – наоборот (до +5°)
Влияние углов токарного резца на процесс резания
Углы режущей части инструмента оказывают большее влияние на процесс резания. Правильно назначив углы можно значительно уменьшить его износ, силы резания, мощность, затрачиваемую на процесс резания. От углов также зависит качество обработанной поверхности и производительность обработки.
|
Передний угол γ 10°…+30° |
Выбирают в зависимости от: · Обрабатываемого материала · Инструментального материала · Условий обработки Оказывает
наибольшее влияние на процесс резания. С увеличением γ , уменьшается работа затрачивае- мая на процесс резания, улучшаются условия схода стружки, повышается качество обработанной пов-ти. Однако при этом снижается прочность лезвия, износ инструмента увеличивается, уменьшается отвод тепла. При обр. пластичных и мягких материалов < γ – увеличивают, а при обр. хрупких и твердых< γ -уменьшают. При обр. закаленных сталей твердосплавными резцами и при прерывистом резании < γ делают отрицательным. |
|
Главный задний угол α 6…12° |
Выбирают в зависимости от: · Обрабатываемого материала · Инструментального материала · Условий обработки Служит для уменьшения трения между задней поверхностью лезвия и поверхностью резания. При увеличении < α, снижается прочность лезвия, поэтому при выборе< α необходимо учитывать св-ва обрабатываемого материала и условия резания. При обр. вязких металлов< α – увеличивают, при обр. хрупких материалов <α – уменьшают. |
|
φ 30…90° |
Влияет на стойкость режущего инструмента и на шероховатость поверхности. С уменьшением угла φ-уменьшается шерох-ть обраб. поверхности, увеличивается длина активной части реж. кроки (ширина срезаемого слоя),что приводит к снижению тепловой и силовой нагрузки на резец след-но
уменьшается износ ин-та. Однако при малых углах φ-сильно возрастает составляющая силы резания отжимающая резец от заготовки. Возможно возникновение вибраций. При обработке заготовок малой жесткости рекомендуется φ=90° |
|
Вспомогательный угол в плане φ` 5…300 |
Служит для уменьшения трения вспомогательной задней поверхности об обрабатываемую поверхность. С уменьшением <φ`- уменьшается шероховатость поверхности, увеличивается прочность вершины лезвия и снижается износ инструмента. <φ`=5…10°(при
обр. <φ`=30…45°(при обр. нежестких заготовок |
|
Угол наклона главной режущей кромки λ -5…150 |
Определяет направление схода стружки · если λ=0- стружка сходит перпендикулярно главной режущей кромке. · если λ – (+)- вершина резца является самой низкой точкой резца, место первоначального контакта удалено от вершины, выше стойкость. Стружка сходит к обработанной поверхности (черновая обработка). · если λ-(-)- стружка сходит к обрабатываемой поверхности (чистовая обработка). |
 жестких заготовок)
жестких заготовок)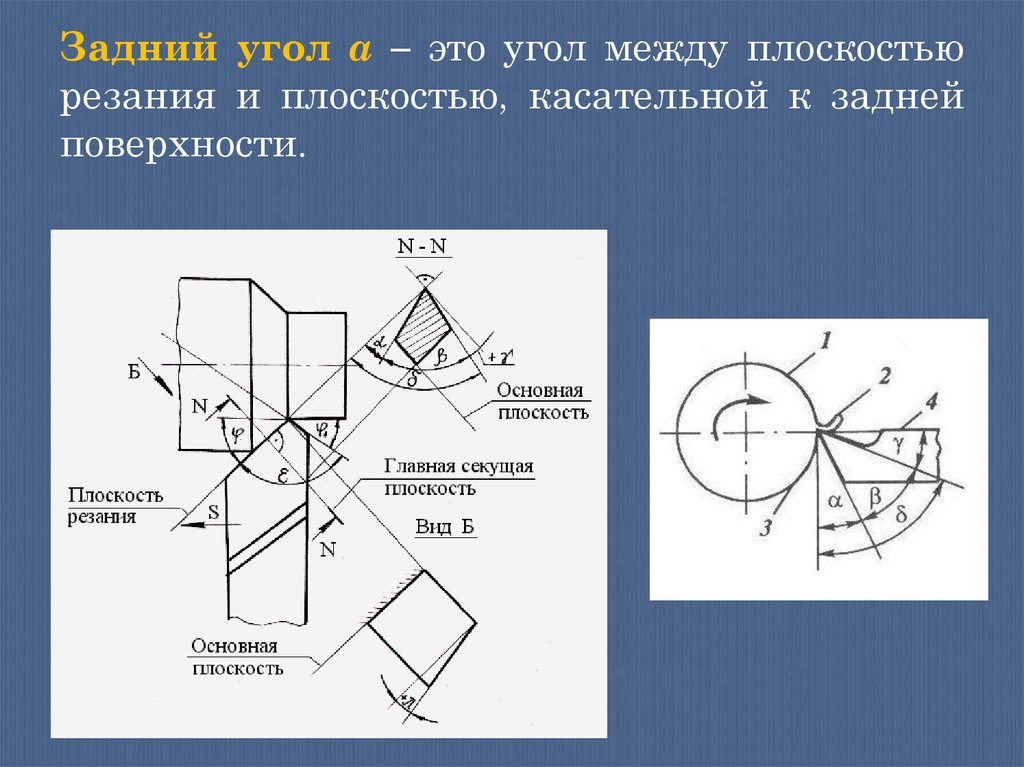
Влияние установки резца при обработке на величины углов.
Значение углов α и γ изменяется в процессе резания при установке вершины резца выше или ниже оси вращения заготовки. Углы φ и φ` – в зависимости от расположения оси резца относительно оси заготовки.
|
Углы заточки токарного резца: какие бывают
Головка резца – неотъемлемый элемент токарного инструмента. На ней расположен ряд плоскостей и кромок, заточенных под различными углами. От их значения зависит не только функционал инструмента, но и то, как долго резец прослужит.
У токарного резца всего две части: державка и рабочая головка. Державка отвечает за надёжное крепление инструмента на станке. Рабочая головка в свою очередь необходима непосредственно для процесса точения.
Державка отвечает за надёжное крепление инструмента на станке. Рабочая головка в свою очередь необходима непосредственно для процесса точения.
На рабочей головке резца разместились три поверхности. Передняя отвечает за стружкоотведение. А вот задних поверхностей получается две – обе они обращены к заготовке. Задняя главная и задняя вспомогательная поверхности на стыке с передней поверхностью создадут кромки и вершину.
Вершина резца – это самое острое место инструмента, испытывающее наибольшие нагрузки. Чтобы вершина не откололась, иногда ей придают немного округлости. Это делает её более износостойкой.
Назначение углов токарного резца
В зависимости от типа материала заготовки, его основных характеристик (например, твердости и вязкости), а также от условий и интенсивности обработки, вам пригодится инструмент с различной величиной углов.
Главный задний угол
Он контролирует силу трения в зоне обработки.
Если главный задний угол слишком острый, то расширяется площадь контакта с заготовкой, что ведет к снижению точности резания.
Чересчур широкий главный задний угол напрямую влияет на безопасность обработки: инструмент становится менее прочным, а также ухудшается крепление державки, что вызывает сильные вибрации и колебания во время точения.
Главный передний угол
Он снижает уровень деформации срезаемых слоев обрабатываемой детали, уменьшает усилие резания, делает стружкоотведение более легким и улучшает отведение тепла из зоны обработки.
Небольшой главный передний угол очень хорошо и оперативно убирает металл с заготовки, но делает это точечно. По мере расширения угла, зона резания увеличивается, однако сила воздействия делается слабее. Все это негативно влияет на продуктивность работы.
Кроме того, в этом случае толщина лезвия резца уменьшается, что ведет к ухудшению прочности, снижению теплоотвода и часто встречающимся выкрашиваниям режущей кромки.
Кстати, главный передний угол иногда обладает отрицательными значениями. Такое встречается, например, когда требуется инструмент для черновой обработки под ударной нагрузкой. Давление происходит не только на кромку, но и на всю переднюю поверхность инструмента, что делает его стабильнее и надежнее.
Угол резания
Он определяет, насколько легко инструмент будет проникать в заготовку, и насколько глубоко это сможет сделать. Обычно угол резания составляет 60-100 градусов.
Угол заточки
Чем значение данного угла выше (а угол – тупее), тем прочнее будет состояние режущей кромки. Узкий угол придает резцу остроту, но уменьшает прочность.
Главный угол в плане
Чем его значения ниже, тем инструмент окажется прочнее, а скорость обработки выше. Однако главный угол в плане не должен быть слишком маленьким, иначе это может привести к колебаниям.
Вторичный угол в плане
Данный угол напрямую влияет на качество резания. Если он широкий, то появляются шероховатости. А вот узкий угол напротив позволяет выполнить рез максимально гладко и чисто. Однако в этом случае инструмент нагревается намного быстрее.
Если он широкий, то появляются шероховатости. А вот узкий угол напротив позволяет выполнить рез максимально гладко и чисто. Однако в этом случае инструмент нагревается намного быстрее.
Вспомогательный задний угол
Он борется с трением во время обработки, тем самым препятствуя перегреву в зоне резания. Таким образом инструмент служит дольше.
Чем меньше вспомогательный задний угол, чем менее прочным становится инструмент.
Угол около вершины
Качество обработки детали напрямую влияет на остроту этого угла. Чем он острее, тем лучше удаляются слои металла. Однако это ведет к нагреву в месте обработки. Инструмент становится подвержен металлическим разрушениям и быстрее изнашивается.
Угол наклона режущего края
Данный угол отвечает за направление отвода стружки. Он может иметь различные значения, как положительные, так и отрицательные. Во втором случае стружка будет отводится в ту же сторону, в которую происходит точение.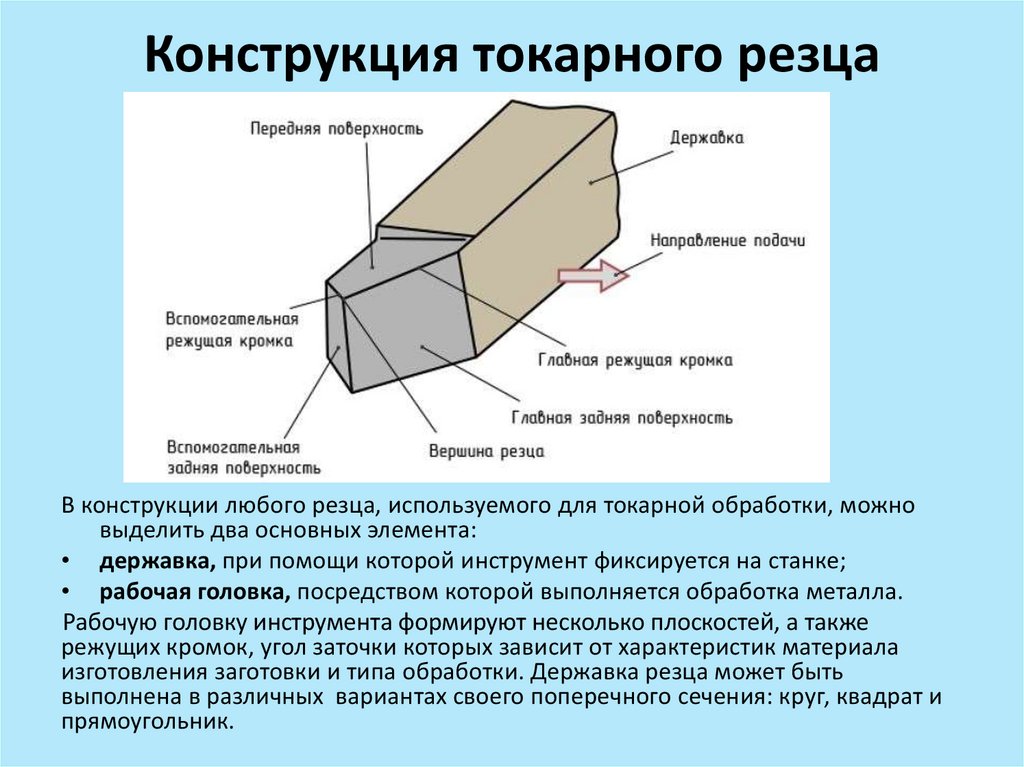
Отрицательный угол наклона обычно применяется для чистовой резки. Для черновой он должен составлять 10-12 градусов. Если металл очень твердый (например, закаленные стали), то угол наклона стоит выбрать побольше – 20-30 градусов.
У универсальных резцов данный показатель равен нуля.
В компании ТИГРОТЕХ вы можете найти любые виды токарных пластин и державок. Переходите в каталог или обращайтесь к нашим менеджерам +7 (495) 642-31-30.
Углы заточки резцов — Инструментальные материалы
Главная » Материалы и свойства » Инструментальные материалы
Автор Admin На чтение 2 мин. Опубликовано
Выбор формы передней поверхности можно производить в соответствии с табл. 24. Рекомендуемые величины заднего и переднего углов резцов даны в табл.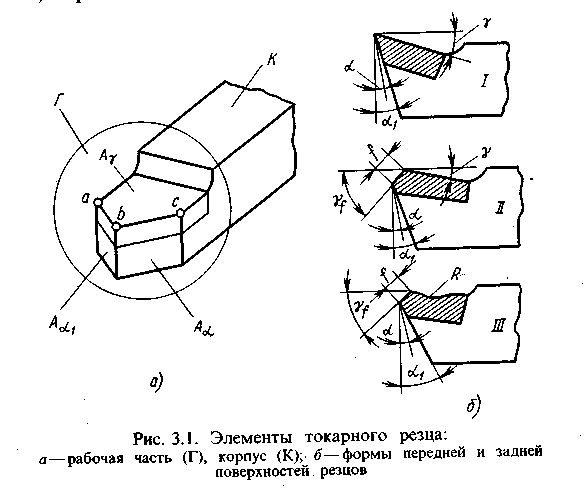 25.
25.
| Припуск на обработку (глубина резания, | Минимально необходимая длина режущей твердосплавной пластинки, мм, при главном угле в плане, град | |||
| 45 | 60 | 75 | 90 | |
| 2 | 4 | 3 | 3 | 3 |
| 4 | 8 | 6 | 6 | 6 |
| 6 | 12 | 10 | 9 | 8 |
| 8 | 15 | 13 | 12 | 11 |
| 10 | 19 | 16 | 14 | 14 |
| 12 | 23 | 19 | 17 | 16 |
| 14 | 27 | 22 | 20 | 19 |
| 16 | 31 | 25 | 23 | 22 |
| 18 | 35 | 28 | 25 | 25 |
| 20 | 38 | 31 | 28 | 27 |
Таблица 24
| Форма передней поверхности | Эскиз | Рекомендуемое применение |
| Плоская с фаской | Резцы всех типов для обработки стали | |
| Радиусная с фаской | Точение и растачивание стали (наличие лунки обеспечивает завивание стружки) | |
| Плоская без фаски | Резцы всех типов для обработки чугуна и жаропрочных сталей и сплавов с подачей меньше 0,5 мм | |
| Плоская отрицательная | Черновое точение и растачивание высокопрочной стали и стального питья с ОВ = 1000 МПа по корке, загрязненной неметаллическими включениями и при точении с ударами | |
| Плоская С фаской и опущенной верши Ной | Черновое точение и строгание стали с подачами более 1,5 мм |
Примечание. Дополнительные обозначения к рисункам: f – ширина фаски; ?f — передний угол на фаске; R – радиус стружкозавивающей канавки; В – ширина стружкозавивающей канавки.
Дополнительные обозначения к рисункам: f – ширина фаски; ?f — передний угол на фаске; R – радиус стружкозавивающей канавки; В – ширина стружкозавивающей канавки.
Таблица 25
| Обрабатываемый материал | 3адний угол ?, град | Передний угол ?, град | |
| При черновой обработке | При чистовой обработке | ||
| Сталь и стальное литье ?В < 800 МПа | 8/6 | 12/8 | 15/12 |
| Сталь и стальное литье ?В > 800МПа | 8/6 | 12/8 | 10/10 |
| Сталь и стальное литье ?В > 1000 МПа, а также при обработке по корке, загрязненной неметаллическими включениями и при работе с ударами | 8/6 | 12/10 | 10/8 |
| Чугун серый HB <220 | 6/6 | 10/10 | 12/8 |
| Чугун серый HB > 220 | 6/6 | 10/10 | 8/5 |
| Чугун ковкий | 8/8 | 10/10 | 8/8 |
Примечание. В числителе даны значения углов при точении и растачивании, в знаменателе – при строгании.
В числителе даны значения углов при точении и растачивании, в знаменателе – при строгании.
Главный угол в плане следует выбирать в пределах 30-45°. В случае недостаточной жесткости системы станок – деталь – инструмент главный угол в плане следует устанавливать в пределах 60-90°.
Ширина фаски принимается в зависимости от сечения стержней резцов в следующих размерах: для черновых токарных и строгальных резцов – 0,4-1,2 мм; для черновых расточных резцов – 0,2-0,7 мм; для чистовых токарных, строгальных и расточных резцов – 0,2-0,3 мм.
Положительный угол наклона главной режущей кромки в пределах 12-15° рекомендуется для строгальных и токарных резцов при работе с ударами.
Черновое обтачивание цилиндрических поверхностей. Резцы для чернового обтачивания.
Закрепление детали при черновом обтачивании. Способ закрепления детали при черновой обработке выбирается в зависимости от ее формы, размеров, назначения и т. д. по правилам, изложенным в гл.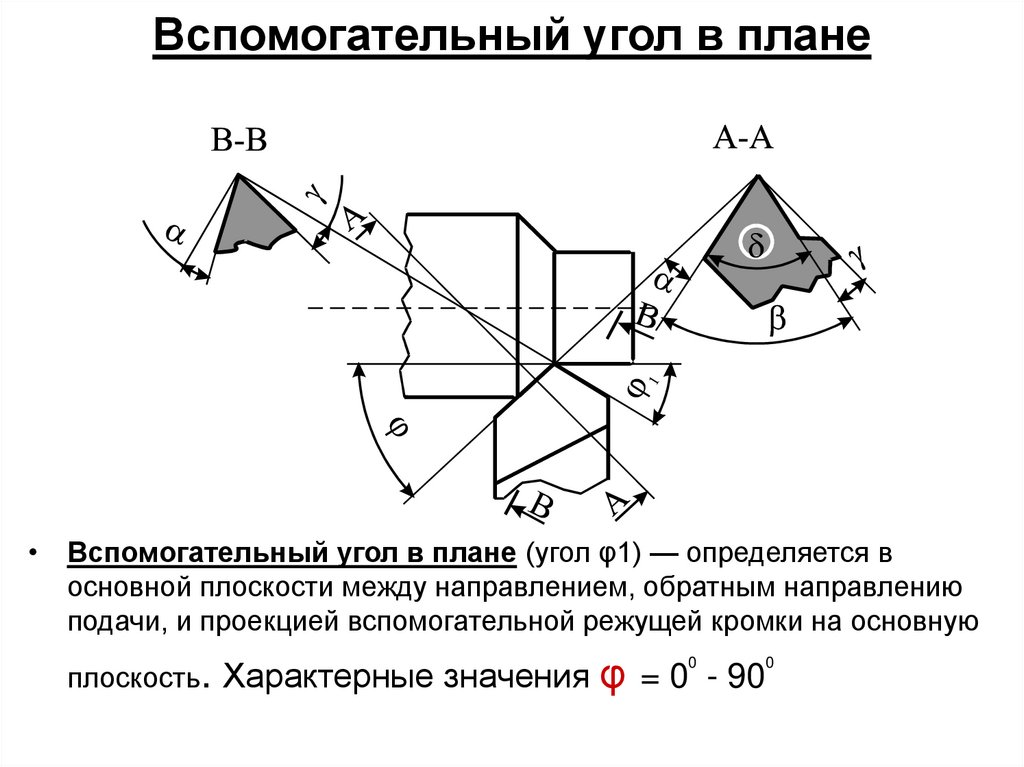 III первой части книги. Следует помнить, что при черновом обтачивании деталей снимаются стружки больших сечений, вследствие чего возникают значительные силы резания, под действием которых деталь может быть вырвана из патрона. Поэтому закрепление детали в рассматриваемом случае должно быть особенно прочным.
III первой части книги. Следует помнить, что при черновом обтачивании деталей снимаются стружки больших сечений, вследствие чего возникают значительные силы резания, под действием которых деталь может быть вырвана из патрона. Поэтому закрепление детали в рассматриваемом случае должно быть особенно прочным.
Резцы для чернового обтачивания. Резцы для чернового обтачивания работают обычно при большом сечении стружки и часто при высокой скорости резания. Поэтому такой резец должен быть прочным, хорошо поглощать теплоту, образующуюся в процессе резания, и не терять твердости от нагревания во время работы. Форма передней поверхности резца должна быть такой, чтобы отделение стружки происходило с возможно большей легкостью.
Твердосплавные резцы для чернового обтачивания, называемые проходными, изображены на рис. 77. Прямые проходные резцы (рис. 77, а и б, отличающиеся друг от друга лишь формой твердосплавной пластинки) изготовляются с главным углом в плане угол = 45, 60 и 75°. Отогнутые проходные резцы (рис. 77, в), обычно штампованные, сложнее в изготовлении. Тем не менее они широко применяются, так как ими можно производить не только продольное, но и поперечное обтачивание (подрезание). Кроме того, они иногда удобнее при обработке поверхностей, трудно доступных для прямого резца. Главный угол в плане у этих резцов равен 45°.
Отогнутые проходные резцы (рис. 77, в), обычно штампованные, сложнее в изготовлении. Тем не менее они широко применяются, так как ими можно производить не только продольное, но и поперечное обтачивание (подрезание). Кроме того, они иногда удобнее при обработке поверхностей, трудно доступных для прямого резца. Главный угол в плане у этих резцов равен 45°.
Проходные упорные резцы (рис. 78) особенно пригодны для обработки детали с уступами небольших размеров, образуемыми этим же резцом. Главный угол в плане этих резцов 90°, что способствует уменьшению вибраций в процессе работы. Поэтому упорные резцы успешно используются при обработке нежестких деталей.
Быстрорежущие резцы по своей форме подобны твердосплавным резцам того же назначения, но отличаются от них, как это будет показано ниже, величинами углов и другими элементами головки.
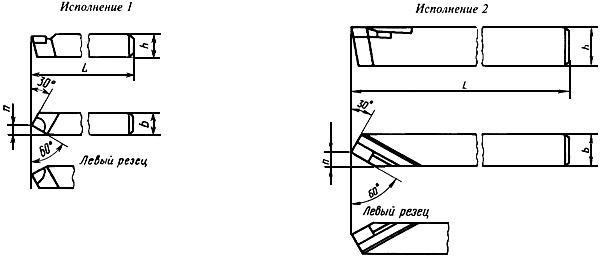
Правые и левые резцы. По направлению подачи, при которой работают проходные резцы, они разделяются на правые и левые. Правыми резцами называются такие, у которых при наложении сверху ладони правой руки так, чтобы пальцы были направлены к вершине резца, главная режущая кромка оказывается расположенной со стороны большого пальца (рис 79, б ). На токарных станка х эти резцы работают при подаче справа налево, т. е. от задней бабки к передней. Левыми резцами называются такие, у которых при указанном выше наложении левой руки главная режущая кромка расположена также со стороны большого пальца (рис. 79, а ).
На токарных станка х эти резцы работают при подаче справа налево, т. е. от задней бабки к передней. Левыми резцами называются такие, у которых при указанном выше наложении левой руки главная режущая кромка расположена также со стороны большого пальца (рис. 79, а ).
Материалы, применяемые для проходных резцов. Проходные резцы, используемые при обработке стальных и чугунных деталей, изготовляются с пластинками из твердых сплавов и из быстрорежущей стали. Марки твердых сплавов, используемых для обработки стали и чугуна при различных условиях резания, указаны в табл. 9.
С меньшей, иногда значительно, производительностью обработку стали и чугуна при условиях, указанных в таблице, можно выполнять резцами из быстрорежущей стали марки Р18 (или других марок).
Элементы головки и углы твердосплавных резцов. Форма передней поверхности твердосплавных резцов устанавливается в зависимости от обрабатываемого материала, характера обработки, подачи и некоторых других условий.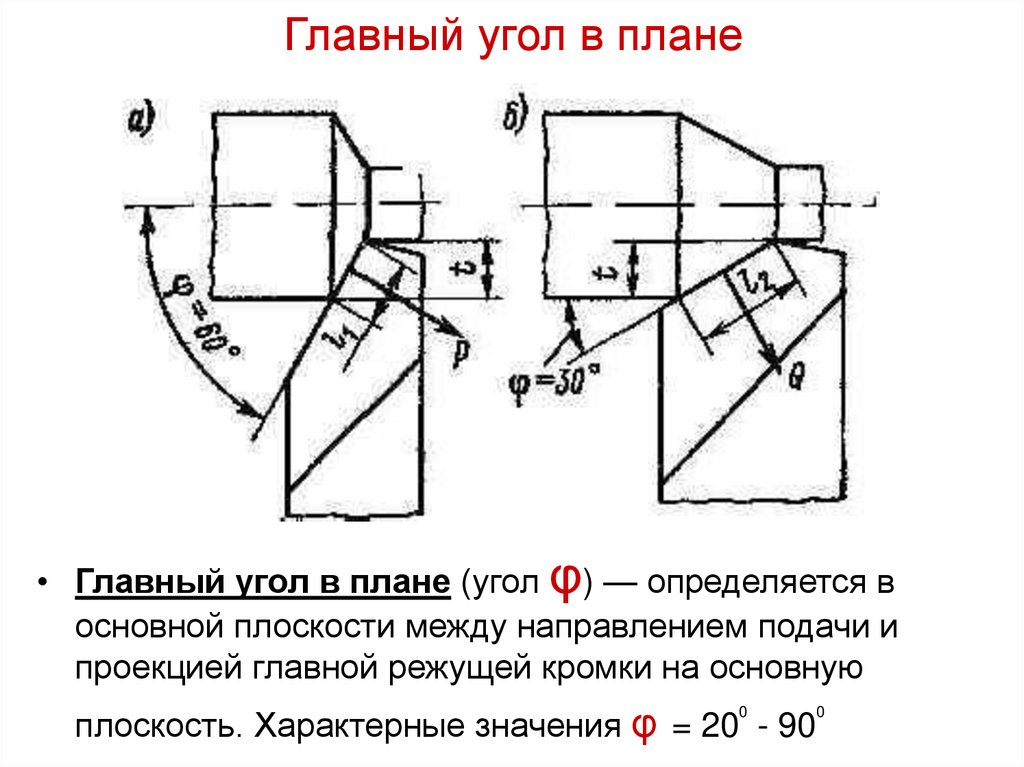
Формы передней поверхности у резцов с пластинками из твердых сплавов приведены в табл. 10.
Передняя поверхность формы I рекомендуется для резцов при обработке серого чугуна, бронзы и других хрупких материалов, а также при тонком и чистовом точении с подачами s < 0,2 мм/об. Форма II передней поверхности используется при обработке ковкого чугуна, стали и стального литья с с б в 80 кгс/мм2, а также и с б в > 80 кгс/мм2 при недостаточной жесткости системы СПИД. Форма III делается у резцов, предназначенных для обработки стали с б в 80 кгс/мм2 при необходимости завивания и дробления стружки. Форма IV применяется при черновой обработке стали и стального литья с б в > 80 кгс/мм2 с неметаллическими включениями, при работе с ударами в условиях жесткой системы СПИД. Форма V рекомендуется при обработке нержавеющих сталей с б в 80 кгс/мм2.
Значения переднего угла твердосплавных резцов выбираются в зависимости от обрабатываемого материала; они указаны в табл. 11.
11.
Задний угол а у твердосплавных резцов, используемых для черновой обработки стали и чугуна, делается равным8°.
Главный угол в плане ф твердосплавных резцов, применяемых в условиях нежесткой системы СПИД, принимается равным 90°. Если обработка происходит при большей жесткости этой системы, главный угол в плане может быть 60 — 75°. При значительной жесткости системы СПИД главный угол в плане принимают равным 45°.
Вспомогательный угол в плане ф 1 при черновой обработке принимается равным 5—20°, а иногда и больше.
Угол наклона главной режущей кромки Я при обработке резцом с ф = 90° принимается равным 0°. При главном угле в плане, меньшем 90°, этот угол делается для обработки стали 0—5°, а для чугуна 10°. При точении с ударами угол делают 12—15°.
Вершину резца закругляют радиусом 0,5—1,5 мм. Ширину фаски f принимают равной 0,15—0,5 мм. Меньшие значения принимаются при малом (12×12 мм и менее) сечении резца, большие — при резце сечения 25×25 мм и более.
Проходные твердосплавные резцы для черновой и получистовой обработки выполняются как без дополнительной режущей кромки (рис. 80, а), так и с дополнительной режущей кромкой (рис. 80, б ). Как будет видно из дальнейшего изложения, резцы с дополнительной режущей кромкой позволяют вести обточку со значительно большими подачами, обеспечивая в то же время весьма хорошую шероховатость поверхности V4 — V51.
Форма передней поверхности, углы и другие элементы быстрорежущих резцов. Форма передней поверхности этих резцов выбирается в зависимости от обрабатываемого материала, подачи и некоторых других условий по табл.12 и в соответствии с общими соображениями, приведенными ниже.
Передняя поверхность по форме I делается у резцов для обработки стали, а также чугуна, бронзы и других хрупких металлов. По форме II следует делать переднюю поверхность резцов для обработки стали с б в 80 кгс/мм2, вязких цветных металлов и легких сплавов при необходимости завивания стружки.
Передний угол рассматриваемых резцов, используемых для обработки стали, принимается равным 20—25°, а задний угол — равным 6°, при обработке медных сплавов передний угол — 20°, а задний — 8°. Значение главного и вспомогательного углов в плане, >а также угла наклона главной режущей кромки быстрорежущих резцов можно брать по соответственным данным для твердосплавных резцов.
Рекомендуемые значения радиуса закругления при вершине резца r элементов радиусной лунки R и А, а также размера фаски f в зависимости от сечений резца приведены в табл. 13. При обработке легких сплавов ширина фаски / принимается равной нулю.
Установка проходных резцов относительно линии центров станка. Условия работы резца изменяются в зависимости от положения его вершины относительно линии центров станка.
На рис. 81, б резец установлен таким образом, что вершина его находится на высоте центров станка. Задним углом его в этом случае является а, передним — у и углом резания — б.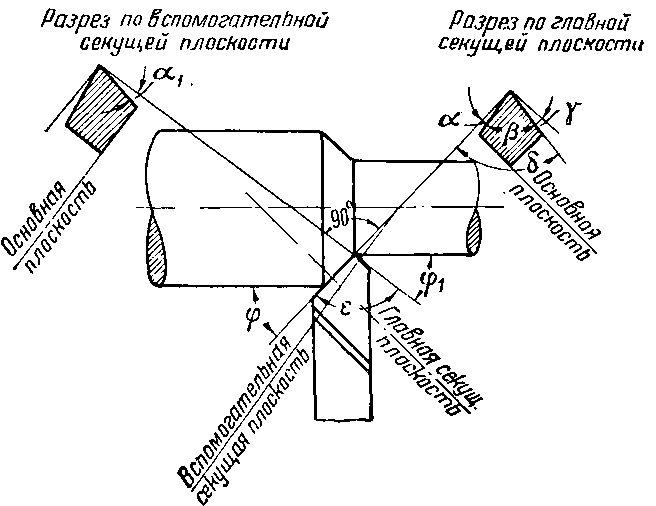
При установке того же резца выше линии центров (рис. 81, а ) передний угол у увеличивается, а угол резания б уменьшается. Условия резания облегчаются, так как стружка легче сходит по передней поверхности, чем при меньшем переднем угле и, следовательно, большем угле резания. Одновременно с этим, однако, уменьшается задний угол а, что допустимо только до определенных пределов во избежание сильного трения задней поверхности резца об обрабатываемую поверхность (поверхность резания). Если этот же резец установить ниже линии центров станка (рис. 81, в ), то, наоборот, передний угол у уменьшается, а угол резания б увеличивается. В результате этого условия резания значительно ухудшаются по сравнению с первыми двумя случаями. Увеличение заднего угла а, получающееся при установке резца ниже центра, не улучшает процесса отделения стружки. Из сказанного вытекает общее правило, заключающееся в следующем.
При черновом обтачивании наружных поверхностей, когда наиболее легкое отделение стружки важнее всего, резец необходимо устанавливать или на высоте линии центров станка, или несколько выше ее, но не ниже.
От этого правила отступают при черновом обтачивании очень твердых материалов. В этом случае давление стружки на резец получается очень большим и резец отгибается вниз, причем вершина его (рис. 81, а) описывает дугу АВ. Если резец при этом установлен так, что вершина его расположена выше линии центров станка, он втягивается в материал детали. В результате этого неизбежны выкрашивание режущей кромки резца, а иногда и поломка его. При установке резца на высоте линии центров и в особенности ниже ее резец под давлением стружки также отгибается, но вершина его не втягивается в материал детали, а наоборот, отходит от нее.
Проверка положения вершины резца относительно линии центров станка производится по острому концу заднего центра или по риске, нанесенной на пиноли задней бабки.
Общие правила установки резца в резцедержателе. Чтобы резец во время работы не вибрировал, вследствие чего возможно выкрашивание его режущей кромки, длина свешивающейся части резца, или, как говорят, вылета, должна быть возможно меньше. На рис. 82, а показано правильное, а на рис. 82, б — неправильное положение резца.
На рис. 82, а показано правильное, а на рис. 82, б — неправильное положение резца.
С этой же целью подкладки под резец, применяемые при установке вершины резца относительно линии центров станка, следует располагать так, как показано на рис. 82, в. Неправильное положение подкладок показано на рис. 82, г. Лучше брать одну толстую подкладку, а не несколько тонких, так как они не всегда плотно прижимаются одна к другой (даже при затянутых болтах резцедержателя), что также может вызвать вибрацию резца.
Резец необходимо устанавливать под прямым углом к детали (рис. 82, д). Если установить резец по рис. 82, е, то во время работы под давлением снимаемой стружки он может повернуться вправо и углубиться в обрабатываемую деталь.
Некоторые особенности работы твердосплавными резцами с отрицательными передними углами. Работа резцами с отрицательными передними углами позволяет повысить режимы резания, но вызывает увеличенную нагрузку на механизмы станка и обрабатываемую деталь. Поэтому для обеспечения нормальной работы необходимо соблюдать следующие основные правила.
Поэтому для обеспечения нормальной работы необходимо соблюдать следующие основные правила.
- Станок, на котором производится работа, должен быть в полном порядке. Подшипники должны быть нормально затянуты; ремень передачи и имеющийся на станке фрикцион должны быть хорошо пригнаны; суппорт станка должен двигаться плавно, без рывков.
- Деталь, обрабатываемая как в патроне, так и в центрах, должна быть закреплена надежно.
- Задний центр при работе на повышенных оборотах детали должен быть твердосплавным или вращающимся.
- При установке резца относительно центра станка при черновом обтачивании вершину его следует устанавливать выше центра на 0,01 диаметра обрабатываемой детали.
- Во избежание вибраций резца его вылет по величине не должен превышать высоты державки.
- Работать следует только доведенным резцом.
- Резец следует подводить к детали только при ее вращении. Врезание резца в деталь следует осуществлять вручную и постепенно, так, чтобы задняя вспомогательная поверхность не касалась обрабатываемой поверхности.
 Только после того, как врезание закончено, можно включить автоматическую подачу суппорта.
Только после того, как врезание закончено, можно включить автоматическую подачу суппорта. - Отводить резец следует до остановки станка, предварительно выключив автоматическую подачу.
- При точении по корке следует работать с наибольшей допустимой глубиной резания и избегать скольжения резца по окалине.
- Ширина среза не должна превышать 2/3 длины режущей кромки резца.
 Только после того, как врезание закончено, можно включить автоматическую подачу суппорта.
Только после того, как врезание закончено, можно включить автоматическую подачу суппорта.Режимы резания при черновом обтачивании твердосплавными резцами. Глубина резания при черновом обтачивании обычно бывает несколько меньше полного припуска на обработку. Слой металла, оставшийся при этом несрезанным, образует припуск на дальнейшую обработку. Подача выбирается с учетом сечения резца, глубины резания и диаметра обрабатываемой детали. Значения подач для наиболее часто выполняемых работ на станках средней величины приведены в табл. 14, 16, 18 и 20.
Определение скорости резания для данной обработки производится в два приема:
1) по одной из таблиц (табл.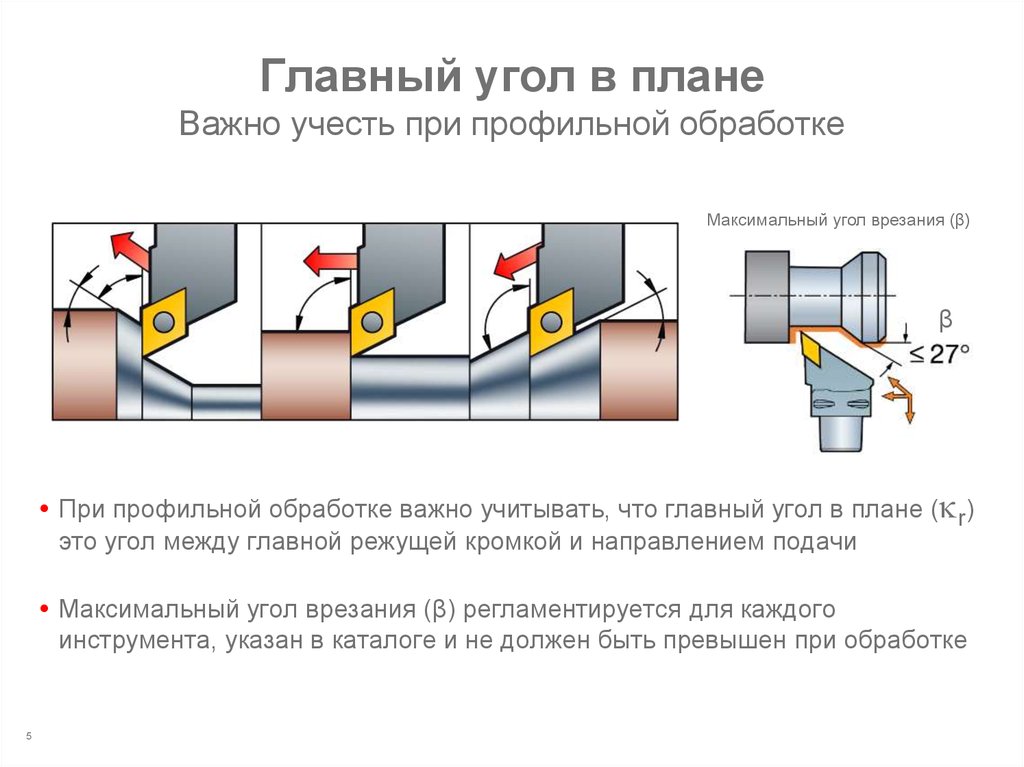 15, 17, 19 или 21) определяется скорость резания для условий, наиболее близких к заданным;
15, 17, 19 или 21) определяется скорость резания для условий, наиболее близких к заданным;
2) числовое значение этой скорости умножается на поправочные коэффициенты, учитывающие конкретные условия предсто>ящей обработки.
Главнейшими из таких условий являются стойкость резца (коэффициент K 1 ), механические свойства обрабатываемого материала (коэффициент К 2), состояние обрабатываемой поверхности (коэффициент Кз ), материал резца (коэффициент К 4 ) и его главный угол в плане (коэффициент К 5) – Значения этих коэффициентов приведены в табл. 22.
Режимы резания при черновом обтачивании быстрорежущими резцами. Ниже приводятся краткие таблицы подач (табл. 23) и скоростей резания быстрорежущими резцами. Скорости резания, приводимые в табл. 24, относятся к определенным условиям работы и рассчитаны исходя из условной стойкости резца, равной 60 мин. При выборе скорости резания для других условий работы табличные данные необходимо умножить на поправочные коэффициенты, приведенные в табл. 25.
При обработке быстрорежущими резцами сталей и других материалов (кроме серого чугуна) полезно, как это указывалось выше, применять охлаждение. В качестве смазочно-охлаждающих жидкостей при обработке конструкционных и инструментальных сталей используются эмульсия и сульфофрезол, при легированных сталях — эмульсия и сурепное масло, при стальных отливках — эмульсия. При обработке серого чугуна охлаждение не применяется.
Измерения при черновом обтачивании. Грубые измерения диаметров детали при черновом обтачивании наружных цилиндрических поверхностей производятся кронциркулем и линейкой.
Простым кронциркулем (рис. 83, а ), дужки которого соединены шарниром, можно измерять диаметры до 500 мм и даже более. Пружинные кронциркули (рис. 83, б ) применяются при измерении диаметров до 50 мм, реже до 100 мм.
Пример измерения диаметра детали пружинным кронциркулем показан на рис. 84.
Раствор кронциркуля можно считать соответствующим измеряемому диаметру детали, если кронциркуль свободно проходит через нее с легким касанием и без сильного нажима. Простой кронциркуль устанавливается на требуемый размер легкими ударами наружной или внутренней стороны одной из его дужек об обрабатываемую деталь, рукоятку винта, суппорта и т. д.
Установка на требуемый раствор пружинного кронциркуля значительно удобнее, чем простого, благодаря особому устройству гайки винта, стягивающего дужки кронциркуля. Гайка (рис. 85)
состоит из двух частей 2 и 5, соединенных (шарнирно) головкой 3. Втулочка 1 не имеет резьбы. Она свободно перемещается по винту 4 и входит в коническое гнездо, имеющееся в дужке кронциркуля. Внутренним конусом втулочка охватывает части 2 и 5 гайки и сжимает их. При вращении головки 3 раствор кронциркуля изменяется. Винт 4 имеет резьбу с мелким шагом, а поэтому установка раствора кронциркуля может быть очень точной. При необходимости значительно увеличить раствор кронциркуля достаточно сжать его дужки рукой, вследствие чего давление втулочки на части 2 и 5 гайки прекратится, и они разойдутся. Это дает возможность быстро перемещать гайку по винту, не вращая ее. Достоинство пружинного кронциркуля состоит еще в том, что раствор его не изменяется при случайных ударах дужек о деталь, части станка и т. п.
Установив раствор кронциркуля, определяют величину его по измерительной линейке (рис. 86). Такие линейки имеют миллиметровые деления. Самое маленькое деление миллиметровой шкалы линейки равно 0,5 или 1 мм.
Погрешность измерения кронциркулем и линейкой лежит в пределах от 0,3 до 0,5 мм. При установке кронциркуля на требуемый размер по точному шлифованному валику точность измерения колеблется в пределах от 0,03 до 0,05 мм, но не больше. Точность этого измерения в значительной степени зависит от состояния кронциркуля и линейки. Необходимо, чтобы рабочие поверхности губок плотно сдвинутых дужек кронциркуля соприкасались по всей длине. Вращение дужек простого кронциркуля около соединяющей их оси должно быть не слишком слабым, чтобы дужки сохраняли положение, в котором они были установлены при измерении. Если дужки кронциркуля соединены слишком туго, то при измерении детали они пружинят, а не вращаются около оси.
Наиболее употребительным инструментом при черновом обтачивании для измерения длин обрабатываемых деталей служит линейка с делениями. При измерении длины цилиндрических деталей необходимо, чтобы линейка соприкасалась с цилиндрической поверхностью по ее образующей (параллельно оси цилиндра). При наклонном положении линейки отсчет будет неправильным (увеличенным). При измерении диаметра линейку необходимо располагать таким образом, чтобы кромка ее проходила через центр детали, иначе будет произведено измерение не диаметра детали, а ее хорды. Отметим, что расположить линейку точно по диаметру детали очень трудно. Поэтому измерять диаметры детали линейкой следует только предварительно.
Более точные измерения диаметров обрабатываемых деталей производятся штангенциркулем с точностью отсчета до 0,1 мм.
Такой штангенциркуль типа ШЦ-1 (рис. 87) состоит из штанги 3 с губками А и С, рамки 2 с губками В и D и линейки 4, соединенной с рамкой 2. Рамка охватывает штангу 3 и может перемещаться по ней. Для закрепления рамки в требуемом положении служит винт 1 с накатной головкой.
Губки С и D рассматриваемого штангенциркуля используются при измерении наружных диаметров и длины детали, губки А и В — при измерении диаметров отверстий, ширины различных канавок и т. п., а линейка 4 — для измерения длины деталей, глубины канавок, выточек и т. д. На штанге 3 нанесена шкала, каждое деление которой равно 1 мм. На нижней скошенной кромке выреза рамки ‘2 нанесена вторая шкала, называемая нониусом. Общая длина шкалы нониуса, разделенная на 10 частей, равна 19 делениям шкалы, нанесенной на штанге, т. е. 19 мм.
Штрихи штанги и нониуса, около которых нанесен знак нуль, называются нулевыми. Шкалы на штанге и нониусе расположены таким образом, что когда губки штангенциркуля сдвинуты плотно, нулевой штрих нониуса точно совпадает с нулевым штрихом штанги. Поэтому измерение длин, диаметров и т. д., содержащих целое число миллиметров, производится по нулевому штриху нониуса. Если, например, при измерении какой-либо детали нулевой штрих нониуса точно совпал с 12-м штрихом штанги (рис. 88, а), это значит, что данный размер детали равен 12 мм. Если нулевой штрих нониуса не совпадает с каким-либо штрихом штанги, замечают прежде всего, какой штрих штанги уже пройден нулевым штрихом нониуса. На рис. 88, б это 16-й штрих. Затем смотрят, какой штрих нониуса лучше всех остальных совпадает с каким-либо штрихом штанги. На рисунке это 6-й штрих. Это значит, что штангенциркуль установлен на размер 16,6 мм. Показание штангенциркуля на рис. 88, в соответствует размеру 8,4 мм. Таким образом, величина отсчета по нониусу рассмотренного штангенциркуля составляет 0,1 мм. Погрешность измерения лежит в пределах ±0,1 мм и зависит от точности отсчета по нониусу и от измеряемой длины.
Измерение небольшого наружного диаметра детали штангенциркулем показано на рис. 89, а. При таком измерении штанга штангенциркуля не должна касаться поверхности измеряемой детали. Если штангенциркуль окажется в положении, показанном на рис. 89, б, то будет измерена, очевидно, хорда, а не диаметр детали. Правильный способ применения штангенциркуля для измерения большого наружного диаметра детали изображен на рис. 89, в. Если при плотно сдвинутых губках штангенциркуля нулевой штрих нониуса не совпадает с нулевым штрихом штанги, или при совпадении этих штрихов рабочие поверхности губок касаются друг друга не по всей своей длине, это означает, что штангенциркуль неисправен и должен быть сдан в ремонт.
Отметим, что иногда значительное уменьшение времени, затрачиваемого на измерение детали, достигается путем использования лимбов винтов суппорта. Одно деление лимба, показанного на рис. 90, а, соответствует изменению диаметра обрабатываемой детали на 0,1 мм.
Если, например, после прохода резца диаметр детали получился равным 40,6 мм, причем с неподвижной риской совпало 26-е деление рассматриваемого лимба, а перед следующим проходом резца рукоятка повернута так, чтобы с неподвижной риской совпало 28-е деление лимба, то диаметр детали получится равным 40,6 — 0,2 = 40,4 мм.
Существуют лимбы, обеспечивающие более точный отсчет перемещения резца, а следовательно, и получение более точного диаметра обрабатываемой поверхности детали, как например, лимб, установка по которому резца показана на рис. 90, б.
Точность размеров деталей и шероховатость поверхностей, получающихся при черновом обтачивании. Диаметры детали при черновом обтачивании получаются в пределах 4—5-го классов точности, а шероховатость обработанных поверхностей в пределах 3—4-го классов чистоты.
Элементы резания. Углы и плоскости резца. — КиберПедия
Поверхности заготовки и координатные плоскости. На обрабатываемой заготовке различают следующие элементы (рис.29.2): обрабатываемую поверхность 1, которая будет удалена в результате обработки; обработанную поверхность 2, полученную после снятия стружки; поверхность резания 3, образуемую на обрабатываемой заготовке главным режущим лезвием и являющуюся переходной между обрабатываемой и обработанной поверхностями.
За координатные плоскости принимают плоскость резания 4, касательную к поверхности резания и проходящую через главное режущее лезвие резца и основную плоскость 5, параллельную направлениям продольной и поперечной подач.
Рис. 29.2. Координаты плоскости и поверхности
обрабатываемой заготовки
Резец (рис. 29.3) состоит из стержня /, служащего для закрепления его в резцедержателе станка, и рабочей части // (головки).
Различают следующие элементы режущей части резца: передняя поверхность, по которой сходит стружка, главная задняя поверхность, которая обращена к поверхности резания, вспомогательная задняя обращённая к обработанной поверхности заготовки, главное режущее лезвие, образованное пересечением передней и главной задней поверхностей (оно совершает основную работу резания), вспомогательное режущее лезвие, образованное пересечением передней и вспомогательной задней поверхностей.
Вершина резца — точка пересечения режущих лезвий.
Для увеличения износостойкости резца и повышения чистоты обработанной поверхности вершину его закругляют дугой окружности или срезают прямолинейным переходным лезвием.
Взаимное расположение этих элементов образует клинообразную форму режущей части инструмента в сечении, нормальном к его режущему лезвию.
Рис. 29.3. Части и элементы токарного
прямого проходного резца:
1 – передняя поверхность; 2 – вершина резца;
3 – вспомогательное режущее лезвие;
4 – вспомогательная задняя поверхность;
5 – главная задняя поверхность;
6 – главное режущее лезвие
Углы заточки режущей части резца. Углы резца определяют взаимное расположение поверхностей его режущей части, а также остроту режущего клина, форму поперечного сечения срезаемого слоя.
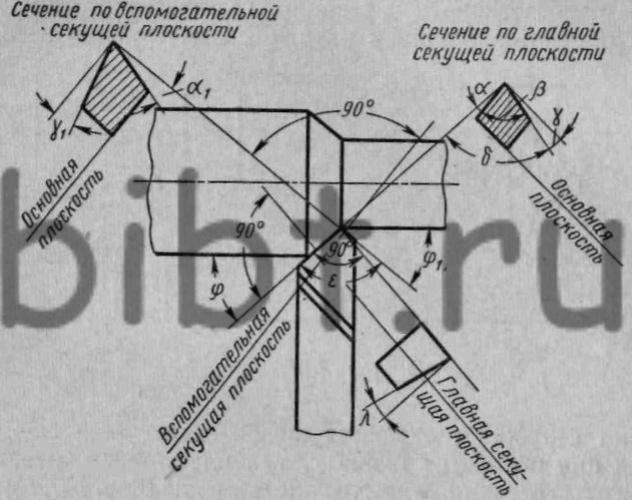
Главные углы резца измеряются в главной секущей плоскости А, которая проходит перпендикулярно к проекции главного режущего лезвия на основную плоскость (рис. 29.4, а).
Главным передним углом γ называется угол между передней поверхностью резца и плоскостью, перпендикулярной к плоскости резания, проходящей через главное режущее лезвие. Его назначение — уменьшить усилие деформации срезаемого слоя металла.
Главным задним углом αназывается угол между касательной к главной задней поверхности и плоскостью резания; он служит для уменьшения трения между глав-
ной задней поверхностью резца и поверхностью резания заготовки.
Вспомогательным задним углом α 1 называется угол между вспомогательной задней поверхностью и плоскостью, проходящей через вспомогательное режущее лезвие перпендикулярно основной плоскости.
Углом заострения β называется угол между передней и главной задней поверхностями резца. Угол на чертеже обычно не обозначают, так как его величину определяют из выражения
β= 90о — (α о + γо).
Рис. 29.4. Углы заточки режущей части резца:
а – главные углы; б – углы в плане; в – угол наклона главной режущей кромки
Углом резания δ называется угол между передней поверхностью резца и плоскостью резания. Значение угла б определяют из выражения
δ= 90о − γо
Если δ < 90°, то угол γ положительный, если δ > 90°, то угол γ отрицательный и обозначается со знаком минус.
Вспомогательные углы резца α1 и γ1 измеряются во вспомогательной секущей плоскости, перпендикулярной проекции вспомогательного режущего лезвия па основную плоскость.
Главным углом в плане φ называется угол между проекцией главного режущего лезвия на основную плоскость и направлением подачи. От его величины зависит форма поперечного сечения срезаемого слоя, чистота обработанной поверхности, износ инструмента (рис. 29.4,6).
Вспомогательным углом в плане φ1 называется угол между проекцией вспомогательного режущего лезвия на основную плоскость и направлением, противоположным подаче. Он оказывает влияние на чистоту обработанной поверхности.
Угол в плане при вершине резца ε измеряют между проекциями режущих лезвий на основную плоскость. Его величину определяют из выражения
ε ═ 180°— (φ° + φо1 )
Углом наклона главной режущей кромки λ называется угол, заключенный между режущим лезвием и линией, проведенной через вершину резца параллельно основной плоскости; как видно из рис. 29.4, в, угол λ может быть равен нулю, иметь отрицательное или положительное значение в зависимости от расположения главного режущего лезвия относительно основной плоскости.
Угол λ определяет положение передней поверхности резца в пространстве и влияет на направление схода стружки.
Этот угол измеряется в плоскости, проходящей через главное режущее лезвие перпендикулярно основной плоскости, и считается положительным, когда вершина резца занимает самое низкое положение среди точек главного режущего лезвия относительно основной плоскости; отрицательным этот угол считается, когда вершина резца занимает высшее положение, а нулевым — когда главное режущее лезвие параллельно основной плоскости.
Определения углов резца даны для случая, когда резец установлен своей вершиной на высоте оси вращения обрабатываемой детали с расположением геометрической оси стержня резца перпендикулярно оси вращения детали.
Изменение условий установки приводит к изменению величины углов. Так, при наружной обточке установка вершины резца выше оси вращения обрабатываемой детали приводит к уменьшению заднего угла α и к увеличению переднего угла γ; установка вершины резца ниже оси вращения обрабатываемой детали приводит к увеличению заднего угла αи к уменьшению переднего угла γ.
При внутренней обточке установка вершины резца выше и ниже оси вращения обрабатываемой детали приводит к обратному характеру изменения заднего и переднего угла по сравнению с наружной обточкой.
Вопросы для повторения и закрепления:
1. Какое название имеют углы заточки режущей части резца?
2. Какой угол заточки резца влияет на направление схода стружки?
Режимы резания
Снятие припуска с заготовки для получения требуемой формы и размеров детали осуществляется при определенных перемещениях (движениях) инструмента относительно детали.
Эти движения делятся на главное движение, которое определяет скорость деформирования металла и отделение стружки, т. е. скорость резания, а также движение подачи, которое обеспечивает непрерывность процесса резания.
Главное движение служит для осуществления процесса резания (срезания припуска), а движение подачи — для осуществления последовательного непрерывного или прерывистого удаления припуска по всей обрабатываемой поверхности.
Элементами резания при токарной обработке являются: скорость резания V, подача s и глубина резания t.
Скорость резания V — путь перемещения точки режущего лезвия относительно поверхности резания в единицу времени, т.е.
V = π D n ⁄ 1000 ( м / мин)
где D — диаметр обрабатываемой поверхности, мм; n — частота вращения детали в минуту,( мин-1).
Подача s — величина перемещения резца относительно обработанной поверхности за один оборот при точении или за один рабочий ход при строгании и долблении.
При точении различают продольную подачу вдоль линии центров станка, поперечную подачу — перпендикулярно линии центров и наклонную подачу — под углом к линии центров.
Рис. 29. 5. Элементы резания и геометрия
срезаемого слоя
Глубина резания t — величина срезаемого слоя с поверхности заготовки за один проход. Глубина резания измеряется в направлении, перпендикулярном обработанной поверхности. При наружной обточке глубина резания определяется по формуле
t = D – d ⁄ 2 ( мм,)
где D — диаметр обрабатываемой поверхности, мм;
d — диаметр обработанной поверхности, мм.
Параметрами поперечного сечения срезаемого слоя являются толщина а и ширина b. На рис. 28.5 показано два последовательных положения режущих лезвий резца при наружной обточке за один оборот изделия.
Толщина срезаемого слоя а — расстояние между двумя последовательными положениями поверхности резания за один оборот или один проход изделия или инструмента, измеренное в направлении, перпендикулярном к режущему лезвию.
Ширина срезаемого слоя b —расстояние между обрабатываемой и обработанной поверхностями, измеренное по поверхности резания. Толщина а и ширина b срезаемого слоя могут быть выражены через подачу s и глубину резания t
Номинальное сечение срезаемого f слоя измеряется в плоскости, перпендикулярной к вектору скорости резания. Площадь f номинального сечения срезаемого слоя равна:
f= st = аb мм2,
Приведенные соотношения показывают, что при неизменных t и s можно изменять форму поперечного сечения срезаемого слоя металла за счет изменения главного угла в плане.
Вопросы для повторения и закрепления:
1. Какие основные элементы резания присутствуют при обработке металла?
Резец (инструмент) | это… Что такое Резец (инструмент)?
У этого термина существуют и другие значения, см. Резец.
Резец (англ. tool bit) — режущий инструмент, предназначен для обработки деталей различных размеров, форм, точности и материалов. Является основным инструментом, применяемым при токарных, строгальных и долбёжных работах (и на соответствующих станках).
Для достижения требуемых размеров, формы и точности изделия с заготовки снимаются (последовательно срезаются) слои материала при помощи резца. Жёстко закреплённые в станке резец и заготовка в результате относительного перемещения контактируют друг с другом, происходит врезание рабочего элемента резца в слой материала и последующее его срезание в виде стружки. Рабочий элемент резца представляет собой острую кромку (клин), который врезается в слой материала и деформирует его, после чего сжатый элемент материала скалывается и сдвигается передней поверхностью резца (поверхностью схода стружки). При дальнейшем продвижении резца процесс скалывания повторяется и из отдельных элементов образуется стружка. Вид стружки зависит от подачи станка, скорости вращения заготовки, материала заготовки, относительного расположения резца и заготовки, использования СОЖ и других причин.
В процессе работы резцы подвержены износу (режущие кромки притупляются, а у резцов с твердосплавными пластинками наблюдается выкрашивание режущей части), поэтому осуществляют их переточку.[⇨]
Основные типы резцов в настоящее время стандартизованы.[⇨]
Резец с механическим креплением сменной пластинки.
Содержание
|
Элементы токарного резца
Элементы токарного прямого проходного резца
Ниже приведены элементы резца на примере токарного прямого проходного резца.
Токарный проходной резец состоит из следующих основных элементов:
- Рабочая часть (головка);
- Стержень (державка) — служит для закрепления резца на станке.
Рабочую часть резца образуют:
- Передняя поверхность — поверхность, по которой сходит стружка в процессе резания.
- Главная задняя поверхность — поверхность, обращенная к поверхности резания заготовки.
- Вспомогательная задняя поверхность — поверхность, обращенная к обработанной поверхности заготовки.
- Главная режущая кромка — линия пересечения передней и главной задней поверхностей.
- Вспомогательная режущая кромка — линия пересечения передней и вспомогательной задней поверхностей.
- Вершина резца — точка пересечения главной и вспомогательной режущих кромок.
Углы резца и их назначения
На рисунке показана главная секущая плоскость. Передняя поверхность направлена вниз от главной режущей кромки, передний угол γ в этом случае считается положительным.
Для определения углов резца установлены следующие плоскости:
- Плоскость резания — плоскость, касательная к поверхности резания и проходящая через главную режущую кромку.
- Основная плоскость — плоскость, параллельная направлениям подач (продольной и поперечной).
- Главная секущая плоскость — плоскость, перпендикулярная проекции главной режущей кромки на основную плоскость.
- Вспомогательная секущая плоскость — плоскость, перпендикулярная проекции вспомогательной режущей кромки на основную плоскость.
Главные углы измеряются в главной секущей плоскости. Сумма углов α+β+γ=90°.
- Главный задний угол α — угол между главной задней поверхностью резца и плоскостью резания. Служит для уменьшения трения между задней поверхностью резца и деталью. С увеличением заднего угла шероховатость обработанной поверхности уменьшается, но при большом заднем угле резец может сломаться. Следовательно чем мягче металл, тем больше должен быть угол.
- Угол заострения β — угол между передней и главной задней поверхностью резца. Влияет на прочность резца, которая повышается с увеличением угла.
- Главный передний угол γ — угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведённой через главную режущую кромку. Служит для уменьшения деформации срезаемого слоя. С увеличением переднего угла облегчается врезание резца в металл, уменьшается сила резания и расход мощности. Резцы с отрицательным γ применяют для обдирочных работ с ударной нагрузкой. Преимущество таких резцов на обдирочных работах заключается в том, что удары воспринимаются не режущей кромкой, а всей передней поверхностью.
- Угол резания δ=α+β.
Вспомогательные углы измеряются во вспомогательной секущей плоскости.
- Вспомогательный задний угол α1 — угол между вспомогательной задней поверхностью резца и плоскостью, проходящей через его вспомогательную режущую кромку перпендикулярно основной плоскости.
- Вспомогательный передний угол γ1 – угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведённой через вспомогательную режущую кромку
- Вспомогательный угол заострения β1 – угол между передней и вспомогательной задней плоскостью резца.
- Вспомогательный угол резания δ1=α1+β1.
Углы в плане измеряются в основной плоскости. Сумма углов φ+φ1+ε=180°.
- Главный угол в плане φ — угол между проекцией главной режущей кромки резца на основную плоскость и направлением его подачи. Влияет на стойкость резца и скорость резания. Чем меньше φ, тем выше его стойкость и допускаемая скорость резания. Однако при этом возрастает радиальная сила резания, что может привести к нежелательным вибрациям.
- Вспомогательный угол в плане φ1 — угол между проекцией вспомогательной режущей кромки резца на основную плоскость и направлением его подачи. Влияет на чистоту обработанной поверхности. С уменьшением φ1 улучшается чистота поверхности, но возрастает сила трения.
- Угол при вершине в плане ε — угол между проекциями главной и вспомогательной режущей кромкой резца на основную плоскость. Влияет на прочность резца, которая повышается с увеличением угла.
Угол наклона главной режущей кромки измеряется в плоскости, проходящей через главную режущую кромку перпендикулярно к основной плоскости.
- Угол наклона главной режущей кромки λ — угол между главной режущей кромкой и плоскостью, проведенной через вершину резца параллельно основной плоскости. Влияет на направление схода стружки.
Углы резца в процессе резания
При смещении резца относительно оси детали, а также при наличии движения подачи плоскость резания поворачивается, в связи с чем значения углов меняются.
Если вершину резца установить выше или ниже оси детали, то плоскость резания отклонится от вертикального положения на угол τ. При наружном точении с установкой резца выше оси детали действительный передний угол γсмещ увеличивается, а αсмещ уменьшается на угол τ. При внутреннем точении углы изменяются в обратном направлении.
При продольной подаче в результате вращательного движения детали и поступательного движения резца стружка срезается по винтовой поверхности. Плоскость резания при этом отклоняется от своего положения в статике на угол μ. Чем больше величина подачи, тем больше отклонение. Передний угол в кинематике γкин увеличивается, а αкин уменьшается на угол μ. При поперечной подаче поверхность резания будет представлять собой спираль, а задний угол будет уменьшаться с приближением резца к оси детали.
Действительную величину углов резца в главной секущей плоскости с учётом установки резца и кинематики процесса можно определить:
γд=γ+μ±τ
αд=α-μ±τ
На действительные углы резца влияет также износ передней и задней поверхностей резца.
Классификация резцов
По направлению подачи бывают:
- Правые. Правым называется резец, у которого при наложении на него сверху ладони правой руки так, чтобы пальцы были направлены к его вершине, главная режущая кромка будет находиться под большим пальцем. На токарных станках эти резцы работают при подаче справа налево, то есть к передней бабке станка.
- Левые. Левым называется резец, у которого при наложении на него левой руки указанным выше способом главная режущая кромка окажется под большим пальцем.
По конструкции бывают:
- Прямые — резцы, у которых ось головки резца является продолжением или параллельна оси державки.
- Отогнутые — резцы, у которых ось головки резца наклонена вправо или влево от оси державки.
- Изогнутые — резцы, у которых ось державки при виде сбоку изогнута.
- Оттянутые — резцы, у которых рабочая часть (головка) уже державки.
- Конструкции токарей- и конструкторов-новаторов (частные случаи) и прочие.
- Конструкции Трутнева — с отрицательным передним углом γ, для обработки весьма твердых материалов.
- Конструкции Меркулова — с повышенной стойкостью.
- Конструкции Невеженко — с повышенной стойкостью.
- Конструкции Шумилина — с радиусной заточкой на передней поверхности, применяются на высоких скоростях обработки.
- Конструкции Лакура — с повышенной виброустойчивостью, которая достигается тем, что главная режущая кромка расположена в одной плоскости с нейтральной осью стержня резца.
- Конструкции Борткевича — имеет криволинейную переднюю поверхность, что обеспечивает завивание стружки и фаску, упрочняющую режущую кромку. Предназначен для получистовой и чистовой обработки стальных деталей, а также для обточки и подрезки торцов.
- Расточный резец Семинского — высокопроизводительный расточный резец.
- Расточный резец “улитка” Павлова — высокопроизводительный расточный резец.
- Резьбонарезной резец Бирюкова.
- Круглые чашечные самовращающиеся.
По сечению стержня бывают:
- прямоугольные.
- квадратные.
- круглые.
По способу изготовления бывают:
- цельные — это резцы, у которых головка и державка изготовлены из одного материала.
- составные — режущая часть резца выполняется в виде пластины, которая определённым образом крепится к державке из конструкционной углеродистой стали. Пластинки из твердого сплава и рапида припаиваются или крепятся механически.
По роду материала бывают:
- из инструментальной стали.
- из углеродистой стали. Обозначение такой стали начинается с буквы У, её применяют при малых скоростях резания.
- из легированной стали. Теплостойкость легированных сталей выше, чем у углеродистых и поэтому допустимые скорости резания для резцов из легированных сталей в 1,2-1,5 раза выше.
- из быстрорежущей стали (высоколегированной). Обозначение такой стали начинается с буквы Р (Рапид), резцы из неё обладают повышенной производительностью.
- из твердого сплава. Резцы, оснащённые пластинками из твёрдых сплавов, позволяют применять более высокие скорости резания, чем резцы из быстрорежущей стали.
- металлокерамические.
- вольфрамовые. Сплавы группы ВК состоят из карбида вольфрама, сцементированного кобальтом.
- титановольфрамовые. Сплавы группы ТК состоят из карбидов вольфрама и титана, сцементированных кобальтом.
- титанотанталовольфрамовые. Сплавы группы ТТК состоят из карбидов вольфрама, титана и тантала, сцементированных кобальтом.
- минералокерамические. Материалы на основе технического глинозема (Аl2O3) обладают высокой теплостойкостью, но в то же время и высокой хрупкостью, что ограничивает их широкое применение.
- керметовые. Основой этих материалов является минералокерамика, но для снижения хрупкости в нее вводят металлы и карбиды металлов.
- керметовые. Основой этих материалов является минералокерамика, но для снижения хрупкости в нее вводят металлы и карбиды металлов.
- металлокерамические.
- эльборовые. На основе кубического нитрида бора.
- алмазные.
По характеру установки относительно обрабатываемой детали резцы могут быть двух типов:
- радиальные. Работают с установкой перпендикулярно оси обрабатываемой детали. Имеют широкое применение в промышленности за счет простоты своего крепления и более удобного выбора геометрических параметров режущей части.
- тангенциальные. При работе тангенциального резца усилие Рг направлено вдоль оси резца, благодаря чему тело резца не подвергается изгибу. Применяется главным образом на токарных автоматах и полуавтоматах, где основой является чистота обработки.
По характеру обработки бывают:
- обдирочные (черновые).
- чистовые. Чистовые резцы отличаются от черновых увеличенным радиусом закругления вершины, благодаря чему шероховатость обработанной поверхности уменьшается.
- резцы для тонкого точения.
По виду обработки
По применяемости на станках резцы разделяются на
- токарные
- строгальные
- долбежные
Резец, снимающий стружку при прямолинейном взаимном перемещении резца и материала, называется строгальным (при горизонтальном резании) или долбежным (при вертикальном). Характер работы строгального и долбежного резцов одинаков и отличается от работы токарных резцов, где резание непрерывно. Как при строгании, так и при долблении резец режет только при рабочем ходе. В то же время в моменты начала и конца каждого хода возникают толчки, вредно влияющие на работу этих резцов.
Токарные резцы
- проходные — для протачивания заготовок вдоль оси ее вращения.
- подрезные — для подрезания уступов под прямым углом к основному направлению обтачивания или для выполнения торцевания.
- отрезные — для отрезки заготовок под прямым углом к оси вращения или для прорезания узких канавок под стопорное кольцо и др.
- расточные — для растачивания отверстий.
- фасочные — для снятия фасок.
- фасонные — для индивидуальных токарных работ. При обработке фасонных деталей обычные токарные резцы не обеспечивают точности получения профиля и малопроизводительны. В крупносерийном и массовом производстве в качестве основного вида режущего инструмента для обработки сложных деталей находят применение специальные фасонные резцы. Они обеспечивают идентичность формы (шаблона), точность размеров и высокую производительность.
- прорезные (канавочные) – для образования канавок на наружных и внутренних цилиндрических поверхностях.
- резьбонарезные — для нарезания резьб.
Строгальные и долбежные резцы
- проходные — для строгания верхней поверхности обрабатываемой детали;
- боковые — подрезные для строгания детали с боков;
- отрезные и прорезные — для разрезания детали и прорезания канавок;
- долбяки — долбёжные резцы для долбления внутренних шпоночных пазов в отверстиях или внутренних шлицов;
ГОСТы
Конструкции и размеры
Список ГОСТов на проходные и подрезные резцы
- ГОСТ 18868-73 — Резцы токарные проходные отогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18869-73 — Резцы токарные проходные прямые из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18870-73 — Резцы токарные проходные упорные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18877-73 — Резцы токарные проходные отогнутые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18878-73 — Резцы токарные проходные прямые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18879-73 — Резцы токарные проходные упорные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18871-73 — Резцы токарные подрезные торцовые с пластинками из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18880-73 — Резцы токарные подрезные отогнутые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 26611-85 — Резцы токарные проходные, подрезные и копировальные с креплением сменных пластин прихватом сверху. Конструкция и размеры
- ГОСТ 28980-91 — Резцы токарные проходные и подрезные со сменными режущими пластинами из сверхтвердых материалов. Типы и основные размеры
- ГОСТ 29132-91 — Резцы токарные проходные, подрезные и копировальные со сменными многогранными пластинами. Типы и размеры
Список ГОСТов на расточные резцы
- ГОСТ 9795-84 — Резцы расточные державочные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 10044-73 — Резцы расточные державочные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18062-72 — Резцы расточные цельные твердосплавные со стальным хвостовиком для сквозных отверстий. Конструкция и размеры
- ГОСТ 18063-72 — Резцы расточные цельные твердосплавные со стальным хвостовиком для глухих отверстий. Конструкция и размеры
- ГОСТ 18872-73 — Резцы токарные расточные из быстрорежущей стали для обработки сквозных отверстий. Конструкция и размеры
- ГОСТ 18873-73 — Резцы токарные расточные из быстрорежущей стали для обработки глухих отверстий. Конструкция и размеры
- ГОСТ 18882-73 — Резцы токарные расточные с пластинами из твердого сплава для обработки сквозных отверстий. Конструкция и размеры
- ГОСТ 18883-73 — Резцы токарные расточные с пластинами из твердого сплава для обработки глухих отверстий. Конструкция и размеры
- ГОСТ 20874-75 — Резцы токарные сборные расточные с механическим креплением многогранных твердосплавных пластин. Конструкция и размеры
- ГОСТ 25987-83 — Резцы расточные с твердосплавными пластинами с цилиндрическим хвостовиком для координатно-расточных станков. Типы и основные размеры
- ГОСТ 26612-85 — Резцы расточные с креплением сменных пластин прихватом сверху. Конструкция и размеры
- ГОСТ 28101-89 — Резцы расточные со сменными режущими пластинами. Типы и основные размеры
- ГОСТ 28981-91 — Резцы токарные расточные со сменными режущими пластинами из сверхтвердых материалов. Типы и основные размеры
- ГОСТ Р 50026-92 — Резцы токарные расточные с твердосплавными пластинами. Типы и размеры
Список ГОСТов на прорезные и отрезные резцы
- ГОСТ 18874-73 — Резцы токарные прорезные и отрезные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18884-73 — Резцы токарные отрезные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 28978-91 — Резцы токарные пластинчатые сборные прорезные и отрезные. Типы и основные размеры
Список ГОСТов на резьбонарезные резцы
- ГОСТ 18876-73 — Резцы токарные резьбовые с пластинками из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18885-73 — Резцы токарные резьбовые с пластинами из твердого сплава. Конструкция и размеры
Список ГОСТов на строгальные и долбежные резцы
- ГОСТ 10046-72 — Резцы долбежные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18887-73 — Резцы строгальные проходные изогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18888-73 — Резцы строгальные чистовые широкие изогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18889-73 — Резцы строгальные подрезные прямые и изогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18890-73 — Резцы строгальные отрезные и прорезные изогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18891-73 — Резцы строгальные проходные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18892-73 — Резцы строгальные чистовые широкие изогнутые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18893-73 — Резцы строгальные подрезные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18894-73 — Резцы строгальные отрезные и прорезные изогнутые с пластинами из твердого сплава. Конструкция и размеры
Прочие ГОСТы
- ГОСТ 18875-73 — Резцы токарные фасочные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18881-73 — Резцы токарные чистовые широкие с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 20872-80 — Резцы токарные сборные для контурного точения с механическим креплением многогранных твердосплавных пластин.
- ГОСТ 24905-81 — Резцы к зуборезным головкам для прямозубых конических колес. Конструкция и размеры
- ГОСТ 24996-81 — Резцы токарные с механическим креплением сменных пластин, закрепляемых качающимся штифтом. Типы и основные размеры
- ГОСТ 29133-91 — Резцы-вставки регулируемые типа А со сменными многогранными пластинами. Типы и размеры
Технические условия
- ГОСТ 5392-80 — Резцы зубострогальные для прямозубых конических колес. Технические условия
- ГОСТ 5688-61 — Резцы с твердосплавными пластинами. Технические условия
- ГОСТ 10047-62 — Резцы из быстрорежущей стали. Технические условия
- ГОСТ 13297-86 — Резцы и вставки алмазные. Технические условия
- ГОСТ 17368-79 — Резцы алмазные для профилирования червячных шлифовальных кругов. Технические условия
- ГОСТ 18064-72 — Резцы расточные цельные твердосплавные со стальным хвостовиком. Технические условия
- ГОСТ 26613-85 — Резцы токарные с механическим креплением сменных многогранных пластин. Технические условия
- ГОСТ Р 50300-92 — Резцы токарные со сменными режущими пластинами из сверхтвердых материалов. Технические условия
Обозначения
- ГОСТ 26476-85 — Резцы токарные и резцы-вставки с механическим креплением режущих сменных многогранных пластин. Обозначения
- ГОСТ 27686-88 — Резцы расточные с механическим креплением режущих сменных многогранных пластин. Обозначения
Заточка и доводка резцов
Износ резцов по времени можно разделить на три периода. В первый период наблюдается усиленный износ — это приработка, стирание микронеровностей на поверхности режущей части, оставшихся после предыдущей заточки инструмента. Во второй период наблюдается нормальный износ — это большая часть времени работы резца. В третьем периоде наступает катастрофический износ. Для рационального использования инструмента необходимо в конце второго периода произвести его переточку.
Эффективная заточка и доводка резцов достигается правильным выбором абразивного материала, уровнем технологии и контроля. Чтобы заточить резец необходим материал более твёрдый чем материал инструмента. Таким материалом является абразив — зёрна твердых минералов. Шлифовальные круги состоят из абразивов скреплённых специальной связкой и могут иметь различную структуру. Она определяется процентным соотношением и взаимным расположением зёрен, связки и пор в массе круга. При заточке резцов применяют круги со средней (номера 6-10) или открытой (номера 11-18) структурой. Для заточки твёрдосплавных резцов применяют алмазные круги. Заточка и доводка резцов осуществляется на различных типах заточных станков.
Заточной станок.
При заточке новых резцов, как правило, сначала затачивают задние поверхности, а затем передние. Передние поверхности обрабатывают в две операции: 1) предварительная заточка по всей поверхности под углом напайки пластины на державку 2) окончательная заточка по ограниченному участку передней грани под углом γ (заточка фаски). Форма передней поверхности резцов зависит от обрабатываемого материала, режимов резания и материала режущей части. Заточка фаски (0,2…0,3 мм) вдоль главной режущей кромки усиливает её. Криволинейная заточка по радиусу вдоль главной режущей кромки облегчает деформацию и отвод стружки. Радиусные канавки на передней поверхности вытачивают для обламывания или завивания стружки. Заточка задней вспомогательной поверхности производится в три операции: 1) 12° 2) 10° 3) 8°. В завершении производят заточку вершины резца по радиусу.
Для повышения стойкости режущих инструментов, после заточки производят их доводку. Она улучшает чистоту заточенной поверхности, удаляет слой с дефектами, образовавшийся при заточке.
Литература
- А. М. Дальский и др. Технология конструкционных материалов. — М.: Машиностроение, 1977. — 664 с.
См. также
- Фреза;
- Долбяк;
Примечания
Ссылки
- ГОСТы на резцы.
- Заточка и доводка резцов.
- § 3. ЗАТОЧКА И ДОВОДКА РЕЗЦОВ.
- Заточка и доводка резцов.
- РАБОТА НА СТРОГАЛЬНЫХ И ДОЛБЕЖНЫХ СТАНКАХ.
- Применение высокопроизводительных резцов.
Как находить углы в столярном деле
В этом руководстве по проекту «Сделай сам» вы узнаете, как находить углы в столярных работах, используя набор различных инструментов, включая транспортир и угловые фаски, а затем точно отмечать угол на заданном объекте, готовом к резке. Вы также узнаете, как настроить и отрезать угол с помощью торцовочной или ручной пилы.
Вычисление углов и резка таких элементов, как древесина, кирпичи, блоки, доски и т. д., для установки под углом — чрезвычайно распространенная работа в строительной отрасли.
Если вы когда-нибудь делали что-нибудь своими руками, скорее всего, вам нужно было отрезать кусок плинтуса или свода под заданным углом, чтобы получился стык под углом. По сути, это включает в себя разрезание двух соединительных элементов под углом 45 ° на каждом конце, где они встречаются, так что они образуют угол 90 °.
Под углом 90 градусов
Некоторые из наиболее распространенных работ, связанных с подрезкой уголков своими руками:
- Установка свода
- Резка и фиксация плинтуса
- Установка плинтуса и направляющих для картин
- Каркасные стены и кровля
- Гипсокартон или гипсокартон
- Плитка
Как видно из вышеизложенного, почти каждая область строительства и самостоятельных работ включает в себя расчет определенного угла, и в конечном итоге общее качество отделки будет зависит от того, насколько точно обрезаны углы, поэтому крайне важно, чтобы вы знали, как выработать угол, а затем как его обрезать.
Как найти угол резки
Прежде чем мы сможем что-то вырезать, нужно определить точный угол, под которым вам нужно вырезать.
Практически во всех ситуациях поверхность, с которой вы работаете, не будет квадратной, хотя может показаться, что она квадратная. Например, если вы соедините два куска плинтуса вместе в углу комнаты, есть вероятность, что угол, в котором вы работаете, не будет идеально 90°
Мы получаем сотни вопросов от людей о том, как они могут заполнить большие зазоры между плинтусами из-за того, что стены комнаты расположены не точно под прямым углом.
Имея это в виду, важно сначала определить точный угол, с которым вы работаете.
Есть несколько способов и инструментов, которые вы можете использовать для этого:
Используйте старую добрую математику
Если вы хорошо разбираетесь в старой математике, то должно быть достаточно легко вычислить внутренние углы треугольника, который вы можно создать из области, в которой вы работаете.
Например, вы можете одинаково измерить каждую сторону треугольника, а затем также более длинную линию гипотенузы, которая соединяет две другие линии вместе, а затем определить все внутренние углы.
Измерение и маркировка угла комнаты для создания треугольника для определения углов
Мы не будем вдаваться в точные расчеты, необходимые ей, но отличное объяснение того, как можно решить sss треугольники (сторона, сторона, сторона) можно найти на веб-сайте Maths is Fun здесь.
Используйте специальные инструменты для определения угла
Каким бы хорошим и точным ни было приведенное выше математическое решение, иногда просто нецелесообразно тратить драгоценные минуты на выполнение вычислений, особенно если вы находитесь на месте, где время — деньги.
С этой целью существует множество ручных и цифровых угломеров, которые могут очень быстро и точно определить для вас любой заданный угол, вот некоторые из них:
Каждый из перечисленных выше инструментов можно использовать для точной отметки заданного угла. практически на любой поверхности. Однако, если вы также хотите знать, с каким углом вы имеете дело, некоторые инструменты могут быть лучше, чем другие.
Например, угловая фаска позволит вам устанавливать и отмечать и изменять угол, но не имеет какой-либо формы визуального датчика, чтобы указать вам, что такое угол.
Аналогичным образом, стандартный транспортир является отличным инструментом для разметки линии разреза под углом на заданном объекте, но попытка использовать его для определения точного угла угла комнаты была бы практически невозможной.
Имея в виду вышеизложенное, если вы хотите приобрести инструменты для определения угла, убедитесь, что вы инвестируете в правильный инструмент, который будет соответствовать всем вашим требованиям.
Внутренние и внешние углы
Важный момент, который следует упомянуть, касается типа угла, который необходимо разметить и/или вырезать – внутренний угол или внешний угол?
Для пояснения, внутренний угол будет меньшим углом внутри объекта, с которым вы работаете, а внешний угол будет большим углом снаружи.
Чтобы точно понять, о чем мы говорим, давайте представим, что у нас есть каркасная стена, построенная по диагонали от существующей стены.
Поскольку мы отходим от существующей стены под углом, у нас будет больший угол с одной стороны стены, чем с другой, что дает нам меньший внутренний угол и больший внешний угол.
К этому моменту мы уже должны знать, с какой стороны объекта мы работаем, т.е. крепление нашего плинтуса или установка нашей полки и т. д., и теперь, когда мы знаем наши 2 типа линейного угла, все, что нам нужно сделать, это измерить наш угол.
Совет : После того, как вы измерили один угол, т.е. внутренний угол, вы можете легко определить внешний угол.
Так как мы имеем дело с прямой линией, сколько бы углов у нас ни было, сумма их должна составлять 180°. Измерив наш внутренний угол, мы обнаружим, что он равен 35°, просто вычтите его из общей суммы 180°, и тогда мы получим наш внешний угол, в данном случае 145°
Вычисление внутренних и внешних углов вдоль линейной линии
Как рассчитать углы резания
Теперь, когда мы знаем, как вычислить угол с помощью математики или действительно измерить его с помощью специального инструмента, пришло время применить эти знания на практике. на практике и измерьте угол резания.
Для этого мы будем использовать один из наиболее часто используемых инструментов в строительной отрасли, особенно в столярном деле, – угловую фаску.
В этом примере мы будем измерять угол между существующей стеной и стеной из каркаса, чтобы можно было обрезать полку по размеру.
Установите наклонный скос на желаемый угол
Сначала возьмите скошенный скос и приложите приклад к плоской поверхности, затем ослабьте фиксирующий винт и переместите лезвие так, чтобы оно было заподлицо с наклонной поверхностью.
Убедитесь, что ложа и лезвие находятся на одном уровне с соответствующими поверхностями, а затем затяните стопорный винт, чтобы зафиксировать угол.
Угловой скос на месте и полностью затяните, чтобы зафиксировать угол
Набор для измерения угла
С нашим набором углов, следующая задача состоит в том, чтобы фактически измерить его, чтобы найти наш угол. Чтобы найти угол, заданный вашим скользящим скосом, лучше всего использовать стандартный транспортир.
Поместите фаску на плоскую поверхность прикладом к основанию.
Поместите плоскую кромку транспортира поверх инструмента для фаски и двигайте его вдоль, пока центральная точка транспортира не окажется прямо на одной линии с точкой, в которой лезвие начинает наклоняться вверх.
Наконец, посмотрите вверх и вдоль лезвия фаски и шкалы на транспортире, и в точке, где лезвие останавливается над отметкой шкалы, это ваше показание угла – в данном случае рассматриваемый угол равен 135°
Измерение угла, заданного скошенным углом, с помощью транспортира
Проверка правильности измерения угла
Используя подход «дважды отмерь, один раз отрежь», рекомендуется провести окончательную проверку перед измерением и обрезкой что-либо.
Используя математический принцип, который мы изложили выше, например. угол, который мы только что измерили, и угол с другой стороны стойки, оба эти угла должны составлять в сумме 180°
Теперь, когда мы знаем наш первый угол, в данном случае 135°, мы снова можем используйте наш угловой скос и транспортир для измерения второго угла, который в данном случае должен быть равен 45°
Используйте наклонный скос, чтобы установить внутренний угол на другой стороне вашего объекта, в данном случае на нашей стене.
Использование наклонного скоса для установки противоположного угла на другой стороне стены
Как и раньше, положите наклонный скос вниз, приклад горизонтально, поместите транспортир сверху и затем переверните его до точки, в которой лезвие начинает наклоняться над центральной точкой.
Как и раньше, читайте по шкале транспортира, пока не дойдете до точки, где лезвие пересекает точку шкалы, и это будет ваш угол.
Как мы и предполагали, наше показание равно 45°, а это означает, что исходное значение 135° для другого угла является правильным.
Измерение нашего противоположного угла, чтобы проверить правильность нашего первого измерения
Как точно отметить угол
Теперь, когда мы точно измерили наш угол, а также проверили правильность этого измерения, следующая задача — отметить наш под углом к поверхности, которую мы хотим разрезать.
Как уже упоминалось, в этом примере мы собираемся обрезать полку под углом, чтобы она плотно прилегала к нашей наклонной стене, когда задний край находится на одном уровне с плоской стеной позади.
Место для крепления полки, с плоской стенкой сзади и наклонной стенкой слева
Есть два решения, которые можно использовать для маркировки нашей полки:
- Используйте набор уголков на наклонном скосе
- Воспользуйтесь нашим транспортиром
Использование наклонного скоса для разметки
Вероятно, это самое быстрое и простое решение из всех возможных.
На вашем объекте, в данном случае на полке, измерьте и отметьте точку, в которой должен начинаться угол. Убедитесь, что вы ставите отметку в правильном месте!
Так как наш угол уже установлен на самом скосе, мы можем просто поместить скос на объект, который мы хотим отметить, так, чтобы кромка ложи была плоской по отношению к поверхности объекта, а точка, в которой лезвие начинает наклоняться находится непосредственно на отметке на объекте, который мы сделали выше.
С помощью ручки или карандаша просто проведите линию разреза от точки на объекте вдоль, используя лезвие в качестве линейки.
Установив угловой скос, отметьте кромку лезвия
Ваша линия реза теперь четко обозначена и готова к фактическому резанию.
Использование транспортира для разметки линий разреза
Мы также можем использовать транспортир для разметки линий и точек разреза.
Во-первых, поместите транспортир так, чтобы его центральная точка находилась прямо над отметкой, которую мы сделали выше, которая изображает начало нашего углового разреза.
Затем работайте по шкале на внешнем краю транспортира, пока не получите желаемый угол в градусах. В данном случае 135°, а затем отметьте эту точку ручкой или карандашом.
Использование транспортира для разметки линии разреза под углом
Теперь, когда наши отметки сделаны, остается просто соединить их с помощью ручки или карандаша, после чего у нас должна остаться четко определенная линия разреза.
Соединение меток для создания линии реза
Как уже было сказано, самый быстрый и простой способ — просто установить угол с помощью скользящего скоса, а затем отметить лезвие, но если вы хотите отметить точный угол, заданный транспортир, затем используйте этот метод.
Как точно вырезать угол
После того, как вы точно измерили и отметили нужный угол на своем объекте, следующая задача — его вырезать. Для этого у вас снова есть несколько вариантов.
Если вы достаточно опытны в использовании ручной пилы, то во что бы то ни стало используйте ручную пилу для резки.
Требуется некоторая практика, чтобы получить достойный прямой рез ручной пилой, но если вы чувствуете себя уверенно, дерзайте. Просто убедитесь, что выбранная вами пила хорошая и острая, так как это даст вам наилучшие шансы получить максимально ровный срез.
Однако, если у вас есть комбинированная торцовочная пила, торцовочная пила или аналогичная механизированная пила с плоским столом для резки, на который можно опирать объект во время резки, выберите этот вариант.
Использование электропилы в конечном счете даст вам наилучшие шансы на получение прямого и точного реза, поскольку вы можете подтолкнуть свой объект к направляющей, что позволит вам приложить к нему некоторое усилие, чтобы он не двигался во время резки.
Кроме того, поскольку лезвие, если оно зафиксировано, будет резать идеально прямую линию, не допуская никаких движений или шатких линий реза.
Чтобы установить правильный угол резки, если вы знаете точный угол, который вам нужен для резки, просто используйте угловую шкалу на столе пилы, чтобы установить угол.
Однако, если вы использовали наклонную фаску для обозначения угла, вы можете просто положить заготовку заподлицо с направляющей, а затем отрегулировать угловую шкалу так, чтобы выемка лезвия на режущем столе была выровнена и заподлицо с кромкой лезвие скошено.
Использование набора углов на наклонной фаске для установки правильного угла на торцовочной пиле
Установив правильный угол на торцовочной пиле, поместите объект на стол пилы, совместив линию реза с мертвой точкой выемки лезвия.
Линия реза выровнена на столе пилы и готова к резке
Не включая пилу, опустите диск и посмотрите, куда он упадет. Если все в порядке, он должен располагаться рядом с линией реза, но если нет или вам нужно резать немного в другом месте, переместите объект в нужное место.
Полка обрезана таким образом, чтобы идеально прилегать к плоской задней стенке и
Резка швов в болотистой местности для соответствия наклонной поверхности
Теперь, когда мы точно знаем, как найти или измерить угол, а затем точно отметить его на заданном объекте, готовом к резке, чтобы он идеально подходил к наклонной поверхности, есть один еще один момент, касающийся углов резки, о котором вы должны знать.
Чтобы объяснить это в полной мере, нам нужно еще раз взглянуть на скромный сустав под углом. Как мы уже упоминали, одна из самых распространенных работ в столярном деле, а также в строительной отрасли в целом заключается в том, чтобы убедиться, что два предмета, соприкасающиеся в углу, должны быть хорошо обработаны, т.е. митред.
Чтобы гарантировать, что это произойдет, знание угла, под которым они вписываются в целом, является лишь частью. Поскольку два объекта, сходящиеся, образуют весь угол, каждый объект нужно будет разрезать на половину угла всего угла.
Чтобы немного пояснить, на изображении ниже показаны 3 стены, вдоль которых можно разместить плинтус. На первой стене, если вам нужно соединить плинтус по пунктирной линии, вам нужно будет сделать два надреза под углом 90°, чтобы получился аккуратный стык.
На средней детали необходимо сделать два пропила под углом 72,5°, чтобы получить идеальное соединение, а на последней детали необходимо сделать два пропила под углом 45°.
3 стены разной формы и угол, под которым должен быть срезан каждый стык для идеального соединения
Итак, имея это в виду, чтобы определить угол для вашего стыка под углом, просто разделите весь угол на 2!
Соединение под углом 90 градусов
Угол 45 градусов
Угол среза 45 градусов
Угол среза 70 градусов = угол среза 35 градусов
Наконец, на изображении ниже вы можете увидеть, как этот принцип может быть применен к лестничному плинтусу.
Сначала отметьте высоту и положение плинтуса. Вы можете сделать это с помощью карандаша и спиртового уровня или отметить линии мелом.
Диаграмма угла рельса Dado
Прочитав вышеизложенное, вы должны увидеть, насколько важны и распространены углы в строительной отрасли в целом и насколько распространена необходимость проработки угла.
Весь контент проекта написан и подготовлен Майком Эдвардсом, основателем DIY Doctor и отраслевым экспертом в области строительных технологий .
Как резать углы без торцовочной пилы
Компания Handyman’s World является участником партнерской программы Amazon Services LLC, партнерской рекламной программы, предназначенной для предоставления сайтам средств для получения платы за рекламу за счет рекламы и ссылок на Amazon. ком.
Если у вас есть куски дерева, из которых вам нужно выпилить углы, лучшим инструментом в вашем распоряжении всегда будет торцовочная пила. Однако, с учетом сказанного, у вас не всегда может быть один под рукой, и если у вас его нет, то резка углов станет немного сложнее, хотя и не невозможной.
Существует несколько различных способов резки под углом без торцовочной пилы, и, конечно же, это зависит от того, хотите ли вы сделать рез под углом или косой. Давайте начнем.
Можно ли вырезать точные углы без торцовочной пилы?
Итак, здесь важно отметить, что с точки зрения общей точности и аккуратности торцовочная пила, безусловно, является лучшим вариантом. Торцовочные пилы поставляются с упорами и направляющими для выполнения чрезвычайно точных пропилов. Эти вещи точны с точностью до доли угла. При этом, хотя торцовочная пила является самым простым инструментом для этой задачи, это не единственный инструмент, который вы можете использовать. Конечно, ваша собственная точность будет поставлена под сомнение здесь.
Если у вас нет торцовочной пилы, от того, насколько хорошо вы будете работать, будет зависеть, насколько точны ваши углы без использования торцовочной пилы. Если вы не используете торцовочную пилу, то, насколько точно вы в конечном итоге отрежете эти углы, на самом деле все зависит от ваших навыков и способностей. Вырезать точные углы без торцовочной пилы технически возможно, но это, конечно, будет немного сложнее, особенно если вам нужно измерить углы вручную, а затем использовать инструмент, который не совсем подходит для этой работы.
Как вырезать углы без торцовочной пилы
Итак, мы должны четко указать, что это будет двухэтапный процесс. Причина этого в том, что торцовочная пила позаботится об обеих вещах за вас, как об измерении, так и о резке. Однако, если у вас нет торцовочной пилы, вам, скорее всего, придется использовать два разных метода: один для измерения и один для резки.
Прямо сейчас мы рассмотрим все возможности, которые есть в вашем распоряжении. Имейте в виду, что для того, чтобы все было относительно просто, здесь мы говорим об углах в 45 градусов, которые часто используются для плинтусов и молдингов.
Использование стусла
Одним из самых простых способов резки наиболее распространенных углов является использование стусла. Это просто приспособление, в которое вы можете поместить доску и которое имеет направляющие для ручной пилы. Преимущества в том, что это относительно просто и точно. Недостатком является то, что этот метод подходит только для небольших деревянных заготовок стандартной ширины.
Если вы не можете использовать стусло, продолжайте читать.
3 способа измерения и отметки угла
Видя, как торцовочная пила измеряет угол за вас, если у вас нет торцовочной пилы, вам сначала нужно найти способ измерения угла, который вы будете врезаться в доску. Давайте разберемся, как измерить точный угол прямо сейчас.
#1: Использование готового примера
Независимо от того, вырезаете ли вы угол 45 градусов или любой другой подобный угол, вы всегда можете взять другую доску, на которой уже вырезанный угол, а затем просто обвести его. тот же рисунок на доске, которую вы планируете вырезать. Таким образом, если у вас есть дощечка 2 x 4, в которой есть срез под углом 45 градусов, и вам нужно воспроизвести этот срез на другой доске, просто держите обрезную доску над другой и используйте карандаш или другой инструмент для разметки. чтобы проследить угол разреза на новой доске.
#2: Использование транспортира
Когда мы говорим о транспортире, да, мы говорим о маленьком кусочке пластика, похожем на полумесяц, которым вы пользовались на уроках математики в начальной школе для измерения углов.
Возможно, вы не думали, что этот транспортир снова пригодится после уроков математики, но реальность такова, что это очень полезный инструмент в деревообработке, и да, с его помощью можно измерять всевозможные углы . Все, что вам нужно сделать, это использовать этот транспортир, как вы учились еще на уроке математики, а затем измерить угол на доске, которую вы планируете разрезать, использовать карандаш, чтобы отметить его, и тогда все готово.
Если вы измеряете очень длинный угол, вам также может понадобиться Т-образный угольник или дополнительный инструмент, чтобы продолжить линию наружу от транспортира.
#3: Использование листа бумаги
Это может показаться немного странным, но вы также можете использовать обычный лист бумаги для измерения угла в 45 градусов на куске дерева. Возьмите лист бумаги и положите его на плоскую поверхность так, чтобы длина лежала вдоль поверхности, а ширина лежала поперек поверхности.
Все, что вам нужно сделать здесь, это взять верхний правый угол, а затем согнуть его, пока левый угол не станет точкой. Таким образом, у вас должен остаться большой треугольник, в нижней части которого все еще есть маленький бумажный прямоугольник. Теперь длинная сторона вашего треугольника представляет собой угол в 45 градусов. Теперь вы можете использовать это, чтобы проследить на куске дерева.
3+ способа отрезать угол
Теперь, когда вы знаете, как измерить и отметить угол в 45 градусов на куске дерева без торцовочной пилы, давайте поговорим о том, как сделать пропил без торцовочной пилы.
#1: Использование циркулярной пилы
Возможно, лучшим инструментом для этой конкретной работы является циркулярная пила. Циркулярная пила способна делать очень прямые и точные пропилы. Более того, если вам нужно отрезать всего несколько деталей и если вам нужно что-то портативное, чтобы вы могли работать на рабочем месте, где бы вы ни находились, то лучшим вариантом для рассмотрения будет циркулярная пила. Кроме того, большинство циркулярных пил позволяют срезать лезвие под разными углами, что позволяет выполнять не только косые, но и косые пропилы с помощью циркулярной пилы.
#2: Использование ручной пилы
Теперь, если у вас есть только одна или две детали, которые нужно отрезать, и у вас просто нет под рукой электроинструмента, вы всегда можете использовать ручную пилу, например, лисохвост. видел, чтобы сделать этот разрез. Конечно, насколько точно получится рез, зависит от вашего собственного уровня навыков, поэтому убедитесь, что вы знаете, как использовать ручную пилу для резки дерева.
Как упоминалось ранее, это также единственный вариант, если вы используете стусло.
#3: Использование настольной пилы
В зависимости от угла вам также нужно обрезать доску. Вы всегда можете использовать настольную пилу для этой задачи. Просто убедитесь, что вы правильно наклоняете доску на столе, прежде чем пропускать ее через лезвие. Если возможно, вы также можете использовать упор настольной пилы, чтобы сделать рез более точным.
…и многое другое…
Конечно, существует множество других инструментов и типов пил, которые можно использовать для резки дерева. Если у вас очень твердая рука, вы можете даже использовать лобзик или пилу для сноса для этой задачи. Для этой цели можно использовать любой тип пилы, предназначенный для выполнения прямых пропилов в древесине или способный делать прямые пропилы.
Резюме
Теперь, когда вы знаете все различные методы измерения угла на доске, а также все различные способы выполнения разреза, теперь вы можете приступить к распилу под углом без торцовочной пилы.
углов разрезания на столовой пиле – 3 шага для легко разрезания углов на столе SAW
Питер Дроу
•
Факты проверены Nicole PAV
9004. известный факт, что углы играют значительную роль в деревообработке. Обрезка углов на настольной пиле поможет вам создавать более удивительные проекты для ваших клиентов.Как вырезать угол 22,5 градуса с помощью…
Пожалуйста, включите JavaScript
Как вырезать угол 22,5 градуса с помощью торцовочной пилы
формы более сложные, чем основные углы. Поэтому очень важно знать, как срезать углы, чтобы определить свою способность справляться со сложными конструкциями в будущем.
Таким образом, эта статья познакомит вас с эффективными способами резки углов на настольной пиле.
Рис. 1: Обрезка углов на настольной пиле.
Раздел 1: Какие инструменты вам нужны для резки углов?Ниже приведены некоторые инструменты, которые вам потребуются для резки углов на настольной пиле:
- Настольная пила
- Угловой упор или конический шаблон
- Измерительные инструменты. например, рулетка или линейка
- Чертежный треугольник или угольник для обрамления
- Защитная одежда (очки, пылезащитная маска, зажимы)
Рисунок 2: Различные инструменты для резки дерева под углом.
Обычно резка под углом часто выполняется под углом 90 градусов. Однако, когда вы режете под углом, отличным от 90 градусов, это скос. Более того, установка квадратной кромки идет с полноразмерным пиломатериалом. Это означает, что угол между краем границы и гранью обычно составляет 90 градусов. Поэтому любой угол, отличный от обычного, потребует корректировки. Это приводит к изобретению косых разрезов.
Кроме того, разрезы со скосом очень полезны в декоративных целях, таких как внутренние молдинги, отделка шкафов и т. д. Помимо настольной пилы, существуют другие инструменты для выполнения разреза под углом. К таким инструментам относятся лобзики, фрезеры или циркулярная пила; однако лобзик обычно не может обеспечить точный разрез.
Рисунок 3: Крупный план углового разреза.
Раздел 3: Как резать углы на настольной пиле .Ниже приведены три основных шага для резки углов на настольной пиле:
3. 1 Регулировка древесины и пильного диска Подготовка древесины и пильного диска :Принесите древесину и убедитесь, что все ваши инструменты находятся рядом, чтобы избежать неуклюжести. Во время подготовки вы будете приближаться к лезвию пилы, поэтому всегда держите пилу выключенной и отсоединенной от сети.
Измерьте и отметьте начало и конец пропила:Определите угол, который вы собираетесь резать. Это включает в себя знание точного размера, необходимого для вашего проекта. Отметив намеченное место карандашом, измерьте его по сторонам доски с помощью рулетки или линейки. Прежде чем продолжить, убедитесь, что ваш угол правильный.
Контур разреза: Укажите начало и конец разреза, соединив отмеченные точки. Дважды проверьте набросанный контур на доске, прежде чем приложить линейку к доске, чтобы провести по нему толстую темную линию. Затем снова измерьте угол.
Рекомендуемая высота полотна составляет около 0,64 см. Имея в виду эту высоту, вы можете использовать регулировочную рукоятку для регулировки высоты. Вы можете внести коррективы, поместив линейку на кусок сломанного дерева. Отметьте отметку 0,64 см на сломанной древесине и поместите ее рядом с пилой. Отрегулируйте пилу, пока она не совпадет с отмеченной точкой. Увеличение высоты пилы обеспечивает больший контакт между зубьями диска и древесиной, что приводит к более гладкому распилу. Однако, если вы не уверены в том, на какой высоте лучше держать пилу, судите сами.
Рисунок 4: Пильный диск на определенной высоте.
3.2 Установка заготовки под углом Подготовьте чертежный треугольник для поперечного распила: Очистите стол перед использованием чертежного треугольника. Вы можете создавать поперечные пропилы по ширине доски или перпендикулярно волокнам древесины. Тем не менее, если вы пытаетесь не забывать о длине или краях древесины, лучше всего подойдет конусная насадка. В случае, когда чертежный треугольник недоступен, вы можете использовать простой обрамляющий угольник.
Угловые упоры – это переносное удерживающее устройство, позволяющее выполнять обрезку углов на деревянных досках. Чтобы использовать этот калибр, плотно прижмите его к краю чертежного треугольника. Обратите внимание на калибровку датчика, так как необходимо расположить древесину под желаемым углом.
Откройте приспособление для конуса, чтобы установить угол для дерева: Стандартные зажимы для конуса представляют собой длинные куски дерева, которые используются для крепления боковой стороны доски. Это особенно полезно при резке под углом, чтобы держать пальцы подальше от лезвия. Держите кондуктор напротив стороны доски, противоположной пропилу. Чтобы сделать процесс менее сложным, используйте зажимное приспособление в виде салазок вместо зажимных приспособлений треугольной формы.
Воспользуйтесь преимуществами ограждения настольной пилы, которое служит неотъемлемым элементом безопасности. Сдвиньте упор вокруг стола, чтобы зафиксировать угловой или конический шаблон. Вы также можете вставить кусок деревянного лома в зажим на задней стороне зажимного приспособления или передней части углового упора.
Рис. 5: Угловой упор на настольной пиле.
3.3 Использование настольной пилы Наденьте защитное снаряжение:Вы должны надевать защитные очки во время резки углов на настольной пиле, чтобы защитить глаза от древесных отходов.
Сделайте пару пробных пропилов: Сделайте образцы, чтобы убедиться, что ваша пила и угловой упор в порядке. Возьмите куски дерева, распилите их, как если бы вы резали древесину для своего проекта. Внесите необходимые коррективы и убедитесь, что разрез чистый.
Кроме того, на краю стола поставьте забор перед доминирующей стороной. Установите древесину между забором и пилой, затем выровняйте пилу по эскизу для резки. Прежде чем приступить к резке, убедитесь, что угловой упор не мешает пиле.
Встаньте за дерево:Сделайте несколько движений в сторону в направлении доминирующей руки. Встаньте вместо пильного диска прямо за угловым упором. Стоя в этом месте, вы предотвращаете то, что называется отдачей. Это редкость, но когда вы меньше всего этого ожидаете, это может случиться.
Толкайте доску и упор: Положите противоположную руку на рукоятку углового упора, удерживая упор и доску вместе ведущей рукой. Затем начните в медленном, постоянном темпе, чтобы двигаться вперед. Двигайтесь медленно, чтобы получить чистый срез, чтобы избежать отдачи. Остановитесь, когда пила прорежет дерево.
Потяните все назад на себя, когда пила прорежет поверхность, включая упор и угловой упор. Отнесите его к краю стола. Вы можете легко разрезать древесину и отсоединить ее от углового упора после отключения пилы.
РезюмеНаконец, в этой статье правильно изложены три важных шага, которые помогут сделать резку углов на настольной пиле легкой. Кроме того, вы найдете несколько других советов по угловой резке, изложенных должным образом. Если вам нужны расходные материалы для вашего следующего проекта по резке, обращайтесь к нам в NCCuttingtools. У нас есть множество индивидуальных инструментов, которые будут соответствовать вашим потребностям.
Как отпилить торцовочной пилой любой угол • Пчелиная матка Dos
Главная » Сборка » Обсуждение семинара » Как отпилить торцовочной пилой любой угол
27,4К акции
- Поделиться
- Твит
Задумывались ли вы когда-нибудь, как люди добиваются таких замысловатых углов в своих изделиях из дерева? Я использую их только тогда, когда делаю инкрустации в деревянный пол. Затем я начал создавать предметы декора для своего дома и полностью отважился на территорию скошенных углов, выходящих за рамки стандартного среза 45º. В случае с мебелью и шкафами все сводится к созданию кривых и коробчатых форм. Но когда вы хотите проявить творческий подход к чему-то, вы можете обнаружить, что вам нужен какой-то странный угол — например, 50º, 60º или 70º митра. Это может представлять загадку. Итак, я подумал, что покажу вам, как отрезать любой угол с помощью торцовочной пилы.
(Этот пост может содержать партнерские ссылки (*). Это означает, что я получаю небольшую комиссию от продаж, которые происходят по этим ссылкам, без каких-либо дополнительных затрат для вас. Вы можете прочитать мое полное раскрытие здесь.)
Как отпилить торцовочной пилой под любым углом…
Чтобы было проще понять, я включаю видео на эту тему с моего канала на Youtube. Тем не менее, я объясню причины, лежащие в основе математики ниже. Но прежде чем вы начнете, я хочу напомнить вам, что я предлагаю это только в информационных целях, и я не могу учитывать уровень навыков, знаний или здравого смысла. ?
А если серьезно, вы должны знать, что любой тип пилы может привести к травмам. Итак, убедитесь, что вы понимаете опасности, и я рекомендую вам прочитать мое заявление об отказе от ответственности ниже. Я также рекомендую вам убедиться, что ваша торцовочная пила откалибрована для получения точных резов. Как это сделать, вы можете прочитать здесь.
Посмотреть это видео на YouTube
Итак, вот видео. Если вам это нравится, не забудьте перейти на мой канал Youtube и подписаться. Я публикую новые видео примерно раз в неделю — иногда больше, иногда меньше, в зависимости от моей загруженности. (Поправки к видео: я использую столб 6×6, а не 4×4, как я указал в видео. Однако любой из них будет работать.)
Как отпилить торцовочной пилой под любым углом – вопросы и ответы используйте визуал.
Как видите, забор отстоит ровно на 90º от нуля, или, по крайней мере, так и должно быть. Если он не откалиброван должным образом, он может быть неточным. Поэтому просто убедитесь, что он откалиброван, прежде чем приступить к резке.Теперь, если бы на моей торцовочной пиле можно было установить угол 70º, она бы пилила где-то вокруг этой желтой линии. В этом месте разрез также будет располагаться всего в 20º от забора. Это первая часть математики (90 – 70 = 20). Нам нужно знать, как далеко от забора мы будем для следующего шага.
Следующим шагом будет выяснить, где установить торцовочную пилу на основе приспособления. Кондуктор в основном станет вашим новым забором. Итак, поскольку раньше нам нужно было находиться под углом 20º к забору, мы вычтем это значение из нашего текущего угла приспособления. (45 – 20 = 25). Итак, мы установили торцовочную пилу на 25º, чтобы получить 70-градусный рез.
Так почему бы вам просто не добавить к 45, чтобы получить 70? (45 + ? = 70) Получается то же самое, верно? Что ж, допустим, вы используете зажимное приспособление 30º для выполнения разрезов. И вам иногда нужно будет это делать, потому что некоторые пропилы проще и безопаснее делать с помощью приспособления под углом 30º. Теперь вы не можете просто добавить к 30, чтобы получить желаемые результаты.
Допустим, вам нужен разрез под углом 60° (как указано в видео). Ну 30+30=60, верно? Но это было бы неправильно. Математика будет такой: 90 – 30 = 30, а 30 – 30 = 0. Итак, чтобы получить 60-градусный рез, вы должны установить торцовочную пилу на 0.
Но я не хотел усложнять ситуацию, давая вам две разные формулы. Таким образом, вы можете просто использовать двухэтапный метод для любого приспособления, и он будет работать.
Также обратите внимание, что вы должны зафиксировать шаблон на месте. Это жизненно важно! В этом видео я использовал простой зажим, потому что знаю, что не у всех есть вертикальные зажимы* для аксессуаров торцовочных пил. Тем не менее, если вы можете позволить себе купить его, я бы порекомендовал это сделать.
Заключительные комментарии…
В любом случае, я просто подумал, что эта информация может оказаться полезной в вашей мастерской. Поскольку Рождество уже не за горами, я буду выполнять несколько проектов, требующих резки под углом более 45º. Так что, если вы ищете несколько примеров того, как это может пригодиться, я предоставлю их в ближайшие недели!
– Закрепить –
– Закрепить –
27.4K акции
- Поделиться
- Твит
, Рэйчел Линн 7 комментариев
О Рэйчел Линн
Рэйчел – эксперт по благоустройству дома с более чем 20-летним опытом в области ремонта, столярных работ и дизайна интерьера, а также более 10 лет опыта работы в графике. и веб-дизайн. Она использовала сочетание своего опыта и знаний, чтобы основать собственную издательскую компанию цифровых медиа, где она делится своими знаниями на трех разных веб-сайтах.
Взаимодействие с читателем
14 советов экспертов по герметичным соединениям
Профессиональные хитрости для создания герметичных соединений.
1 / 14
Семейный мастер на все руки
Скосы: используйте острую пилу
Вы не сможете идеально срезать кромки тупым диском, диском со слишком малым количеством зубьев или инструментом, предназначенным для продольной резки. Проверьте лезвие на остроту, разрезав под углом 45 градусов кусок дуба или другой твердой древесины размером 1×3 или больше. Если вы не знаете, как вырезать угол 45 градусов, просто посмотрите на размеры угла на основании торцовочной пилы. Если лезвие режет ровно с очень небольшим нажимом и оставляет чистый, почти блестящий срез без следов пригорания, оно достаточно острое, чтобы резать под углом. Когда вы проверяете свое лезвие или покупаете новое, ищите лезвие с пометкой «подрезка» или «тонкая поперечная резка». 10-дюймовый. лезвие должно иметь не менее 40 зубьев, 12-дюймовый. полотно не менее 60. Если полотно предназначено для скользящей торцовочной пилы, убедитесь, что угол наклона зубьев составляет от нуля до минус пяти градусов. Зубья с нейтральным или отрицательным углом зацепа менее агрессивны и более безопасны для скользящих торцовочных пил. Будьте готовы потратить не менее 50 долларов на лезвие с твердосплавным наконечником, которое будет работать хорошо и долго.
Чтобы начать работу, попробуйте настольную пилу для торцовочной пилы в видео ниже.
2 / 14
Семейный мастер на все руки
Скосы: подгонка под углом
Даже на идеально прямых углах 45-градусные углы не всегда обеспечивают идеальные скосы. Углы стен могут быть построены с помощью угловой планки и компаунда, а оконные и дверные рамы могут слегка выступать или быть утопленными за окружающим гипсокартоном. Вот когда вы должны начать возиться с углами, чтобы получить плотную посадку. В большинстве случаев вы будете вносить поправки всего на четверть градуса. Если зазор небольшой (около 1/16 дюйма), перережьте одну сторону митры. Если зазор больше, вам придется перерезать обе доски, иначе профили отделки не совпадут.
3 / 14
Семейный мастер на все руки
Клей и шлифовальные скосы для бесшовной подгонки
Вот трюк, который поможет сделать скосы красивыми, но он работает, только если вы устанавливаете необработанную отделку, которая будет закончена после установки. Нанесите тонкий слой столярного клея на торцевые волокна каждой детали, прежде чем собирать их. Используйте влажную (не мокрую) ткань, чтобы удалить лишний клей из стыка. Отшлифуйте скос небольшим кусочком наждачной бумаги с зернистостью 120. Отшлифуйте стык и закончите, тщательно зашлифовав любые поперечные шлифовальные следы, перемещая бумагу с волокнами в обоих направлениях. Опилки от шлифования смешаются с клеем, чтобы заполнить любые небольшие зазоры. Шлифование митры также сгладит любые незначительные различия в уровне и сделает работу более профессиональной.
4 / 14
Семейный мастер на все руки
Воронение угла
Если плинтус или молдинг имеет небольшой зазор в скосе внешнего угла, вы можете скрыть его, потерев кончик скоса хвостовиком отвертки или набора гвоздей. Изогнутые волокна скроют щель, а слегка закругленный угол снизит вероятность сколов или повреждений. Лучший способ предотвратить эту проблему — срезать срезы внешних углов примерно на 1 градус острее, чем фактический угол, чтобы кончики скосов соприкасались. Это оставит крошечный зазор в задней части митры, где он едва заметен.
5 / 14
Семейный мастер на все руки
Скосы: устанавливайте по одному скосу за раз
Облицовываете ли вы кромку столешницы, как показано здесь, обрезаете окно или дверь или учитесь измерять плинтуса для скоса и установка плинтуса, всегда лучше устанавливать по одной митре, когда это возможно. Начните с обрезка молдинга с разрезом под углом в качестве пробного образца. Когда вы идеально подогнали первый угол, отметьте следующий. Затем отрежьте и установите прилегающую митру, прежде чем прибивать любую часть. Для обвязки кромок проработайте весь проект, используя один и тот же процесс для каждой кромки.
6 / 14
Семейный мастер на все руки
Скосы: угадай и испытай
Существует множество способов найти нестандартные углы и спилить углы в древесине, но большинство плотников просто делают предположение, а затем вырезают пару пробных заготовок, чтобы проверить, насколько удачны они есть. Угол этих двух стен выглядит меньше 45 градусов. Хорошей догадкой было бы около 30 градусов. Разделите 30 на два, чтобы получить угол скоса, и отрежьте пару обрезков под углом 15 градусов. Здесь впереди есть зазор, поэтому нам нужно немного увеличить угол и перерезать обрезки на 16 градусов. Когда вы выберете правильный угол, обрезки идеально подойдут, и вы сможете вырезать настоящие молдинги.
7 / 14
Отметьте, не измеряйте
Удерживание накладки на месте и ее маркировка всегда более точны, чем измерение, часто быстрее и исключают ошибки. Это хороший совет и для других видов столярных работ, таких как сайдинг, укладка черепицы и иногда даже каркас.
8 / 14
Семейный мастер на все руки
Скосы: используйте прокладку, чтобы срезать задний скос
Срежьте задний скос на стыках под углом, которые открыты спереди, но соприкасаются сзади (составной скос). Чтобы создать скошенный срез на стандартной торцовочной пиле, поместите карандаш под молдинг. Если у вас есть коробка для резки под углом, наклоните лезвие на градус или два, чтобы срезать задний скос.
9 / 14
Семейный мастер на все руки
Разрушенный выступающий гипсокартон
Иногда оконные и дверные косяки оказываются слегка утопленными, что создает проблемы при установке отделки. Устраните незначительные перепады уровней, вбивая или вырезая гипсокартон по краю косяка. Но будьте осторожны, чтобы не выйти за пределы того, что будет закрыто отделкой. Если перепад уровней превышает примерно 3/16 дюйма, прибейте к косяку тонкие деревянные планки, называемые удлинителями косяка, чтобы он был заподлицо с поверхностью стены.
10 / 14
Семейный мастер на все руки
Для достижения наилучших результатов используйте пистолет для гвоздей
Трудно превзойти пистолет для гвоздей, особенно если вы не умеете обращаться с молотком. Пистолеты для обрезки гвоздей позволяют удерживать молдинги в идеальном положении, пока вы их прикалываете. Если вы можете позволить себе только один пистолет для обрезки, купите такой, который стреляет тонкими гвоздями 18-го калибра и длиной до 2 дюймов. Гвоздезабиватели 15-го и 16-го калибра хороши там, где требуется большая прочность, например, для забивания косяков, но более толстые гвозди делают более крупные и заметные отверстия и могут расколоть тонкие молдинги. Используйте более короткие гвозди, чтобы прибить молдинг к косяку, и длинные гвозди по внешним краям.
11 / 14
Семейный мастер на все руки
Не прибивайте гвозди слишком близко к концам или краям
Даже с помощью гвоздезабивателя 18 калибра вы можете расколоть молдинг, если не будете осторожны. Избегайте прибивания гвоздей менее чем на 3/4 дюйма от конца накладки или менее чем на 1/4 дюйма от края.
12 / 14
Семейный мастер на все руки
Прикрепите скос перед прибиванием гвоздей снаружи
В идеальном мире вы могли бы прибить накладку ровно к стене, и скос смотрелся бы великолепно. Но на деле часто мешают небольшие перепады уровня между косяком и стеной. Чтобы решить эту проблему с углами среза в дереве, начните с закрепления внутреннего края накладки, убедившись, что соединение под углом плотно прижато друг к другу. Затем, пока угол еще туго затянут, вбейте пару гвоздей через внешние углы под противоположными углами, чтобы закрепить его.
13 / 14
Семейный мастер на все руки
Прокладка под углом
Если между молдингом и стеной есть небольшой зазор, не прижимайте накладку плотно к стене и не прибивайте ее гвоздями; митр сустав может открыться. Вместо этого вставьте тонкую прокладку между молдингом и стеной. Затем прибейте внешний край отделки. Если зазор и прокладка видны, перед покраской заполните трещину герметиком.
14 / 14
Family Handyman
Brad Nailer Helper
Удерживать накладку на месте, чтобы отметить ее длину, быстрее и точнее, чем измерение. Но это не так просто сделать с длинными кусками отделки. Когда вы режете под углом и вам нужно удерживать конец длинного куска кожуха на месте, пока вы отмечаете дальний конец, просто приколите его гвоздезабивателем. Это не займет много времени. Если вы кладете отделку толщиной 3/8 дюйма, просто прикрепите ее 1-дюймовым. Брэд. После разметки снимите молдинг. Вам придется вытащить гвоздь и заполнить еще одно отверстие в отделке.
Первоначально опубликовано: 27 февраля 2019 г.
Калькулятор углового среза
Этот калькулятор углового среза или определитель углов для деревообработки поможет вам определить размеры угловых досок, используемых в качестве коленной распорки для ваших проектов каркаса. С помощью этого калькулятора вы узнаете, что такое коленные распорки в конструкциях и как пилить дерево под углом для распорок.
Знание того, как рассчитать угловые разрезы, а также использование основ алгебры и тригонометрии, может оказаться полезным, даже если вы уже знаете, как измерять угловые разрезы в древесине с помощью транспортира.
Этот калькулятор поможет вам быстро приступить к вырезанию углов для плотно прилегающих наколенников. Хотя мы фокусируемся на применении коленных распорок в деревянных конструкциях, вы также можете использовать коленные распорки в стальных конструкциях. Продолжайте читать, чтобы начать!
Что такое коленная опора в конструкциях?
Коленная распорка представляет собой диагональный конструктивный элемент, поддерживающий два элемента, например колонну и балку или стену и пол, обычно под перпендикулярным углом. Самый аккуратный способ установить коленную распорку — обрезать концы распорки под определенным углом, чтобы одна из его торцевых поверхностей соприкасалась со стороной вертикального элемента, а другой конец — с поверхностью горизонтального элемента.
На изображении ниже вы видите конструкцию стойки и балки с установленными коленными распорками для дополнительной поддержки, возможно, из-за прогиба балки.
В определенных ситуациях нам необходимо указать правильные угловые разрезы для идеальной подгонки концов нашего распорного материала. Мы можем определить эти углы, используя некоторые основные инструменты для деревообработки. Мы также можем использовать некоторые уравнения тригонометрии для расчета углов резания и любых других связанных измерений.
Как рассчитать угловые разрезы?
При установке коленных распорок вы можете столкнуться с множеством различных ситуаций, которые приведут к различным исходным точкам для ваших расчетов. Но не волнуйтесь, нам понадобится всего несколько основных понятий тригонометрии, которые работают независимо от вашей отправной точки.
Нам также необходимо знать толщину вашей доски или распорного материала. Эта толщина должна быть одинаковой по всей длине доски. Как только все будет готово, мы можем перейти к некоторым различным ситуациям, с которыми мы можем столкнуться. 92}C=A2+B2
где,
- CCC – внешняя длина нашей коленной распорки;
- AAA – Вертикальное измерение от места пересечения стойки и балки до кончика коленной распорки, прикрепленной к стойке; и
- BBB – Измерение по горизонтали от места пересечения стойки и балки до кончика коленной распорки, прикрепленной к балке.
Эту формулу также можно использовать для определения внутренней длины коленной распорки, если вы знаете внутренние размеры имеющегося у вас пространства. Мы также можем использовать теорему Пифагора для определения длины AAA или длины BBB, если мы установим конкретную внешнюю длину для нашего коленного ортеза. Вы можете узнать больше об этом в разделе «Как использовать теорему Пифагора» нашего калькулятора теоремы Пифагора.
Найдя длины AAA, BBB и CCC или любые две из этих длин, мы также можем определить угловые разрезы α\alphaα и β\betaβ, используя формулы, обратные к синусу, косинусу или тангенсу.
Чтобы лучше понять, как использовать эти формулы, давайте сразу перейдем к примеру.
Нахождение углов сечения пример расчета
Допустим, нам необходимо установить дополнительные раскосы колен 40 сантиметров от балки сруба сарая, как показано ниже:
Если нам нужно использовать как можно больше 60-сантиметровых досок и 10-сантиметровых досок шириной для наших коленных распорок, мы можем найти угловые срезы, рассматривая прямоугольный треугольник, образованный открытой рамой шторы и нашей другие известные измерения, как показано ниже:
Используя заданные значения измерений, мы можем вычислить угол α с помощью тригонометрической функции арккосинуса следующим образом: =48,1896851°≈48,19°✔\маленький \начать{выравнивать*} \text{угол}\ \alpha &= \arccos\left(\frac{A}{C}\right)\\\\ &= \arccos\left(\frac{40\ \text{cm}}{60\ \text{cm}}\right)\\\\ &= 48,1896851\градус\\ &≈ 48,19\градус\текст{✔} \end{align*}angle α=arccos(CA)=arccos(60 cm40 cm)=48,1896851°≈48,19°✔
Из-за природы прямоугольных треугольников мы можем легко вычислить значение угла β\text{угол}\ \betaangle β путем нахождения дополнительного угла к углу α\text{угол}\ \alphaangle α:
угол β=90°−угол α=90°−48,1896851°=41,8103149°≈41,81°✔\small
\начать{выравнивать*}
\текст{угол}\ \бета &= 90\градус – \текст{угол}\ \альфа\\
&= 90\градус – 48. 1896851\градус\\
&= 41,8103149\градус\\
&≈ 41,81\градус\текст{✔}
\end{align*}angle β=90°−angle α=90°−48,1896851°=41,8103149°≈41,81°✔
Если у вас нет транспортира в вашей мастерской, вот еще один способ, как вырезать дерево под углом. Вы можете использовать углы резания α и ß, чтобы определить другие размеры коленного упора и отметить их соответствующим образом перед резкой. Рассмотрев рисунок ниже, показывающий похожие прямоугольные треугольники внутри коленной распорки, вы можете затем отметить, где нужно резать на планке:
Мы можем вычислить значения сторон малого прямоугольного треугольника, CAC_ACA и CBC_BCB, используя тригонометрическую функцию тангенс и толщину доски, как показано ниже:
CA=толщина доски÷tan(α)= 10 см÷tan(48,1896851°)=8,94427191 см≈8,944 см ✔\маленький \начать{выравнивать*} C_A &= \text{толщина доски} \div \tan(\alpha)\\ &= 10\ \text{см} \div \tan(48,1896851\градус)\\ &= 8,94427191\ \text{см}\\ &≈ 8,944\ \text{см ✔} \end{align*}CA=толщина доски÷tan(α)=10 см÷tan(48,1896851°)=8,94427191 см≈8,944 см ✔
CB=толщина доски÷tan(β)=10 см÷tan(41,8103149°)=11,18033989 см≈11,18 см✔ \маленький\начало{выравнивание*} C_B &= \text{толщина доски} \div \tan(\beta)\\ &= 10\ \text{см} \div \tan(41,8103149\градус)\\ &= 11,18033989\ \text{см}\\ &≈ 11,18\ \text{см ✔} \end{align*}CB=толщина доски÷tan(β)=10 см÷tan(41,8103149°)=11,18033989 см≈11,18 см ✔
Теперь, когда мы определили все детали наших коленных распорок, Теперь мы можем вырезать доски и установить их позже.
🙋 Подождите! Если вы планируете втыкать концы наколенников в поверхность стойки и балки, вы можете обрезать эти концы. Однако, если вы планируете использовать врезку и шип для соединений, обязательно отметьте только эти концы и обрежьте только их часть, чтобы оставить желаемую врезку.
С помощью нашего калькулятора угловых срезов
Из приведенного выше примера вы можете мгновенно определить различные размеры и размеры коленной распорки, введя заданные значения толщины доски, длины AAA и длины CCC в наш калькулятор угловых срезов.
Чтобы правильно использовать наш калькулятор, убедитесь, что вы ввели толщину доски (необходимую) и любые другие два известных размера , чтобы найти неизвестные размеры. Для достижения наилучших результатов обновите калькулятор при попытке ввести новый набор значений.
Помимо коленных раскосов в дереве и коленных раскосов в стальных конструкциях, вы также можете воспользоваться нашим калькулятором угловых раскосов для стропильных ферм и при установке опор для опалубки подпорных стен.