Угол в градусах конуса морзе – C
alexxlab | 29.10.2019 | 0 | Разное
Конус Морзе: размеры, габариты, характеристики, назначение
Конус Морзе – это одно из самых распространенных средств для закрепления инструмента на станке. Свое название данный инструмент получил в честь знаменитого инженера Стивена Морзе, жившего в XIX веке. Сегодня для правильного выбора размеров этого изделия применяют дробные числа. Существует несколько стандартизованных значений, различающихся углами наклона и размерами.
Область применения конуса Морзе – это машиностроение. С его помощью можно быстро и очень точно закрепить режущий инструмент. Для этого конус Морзе крепится в станке в специальном отверстии или патроне, а в него в свою очередь вставляется например сверло. Такой способ крепежа гарантирует наиболее точное центрирование и последующую обработку. Также с его помощью можно подавать к обрабатываемой детали или режущему инструменту смазочно-охлаждающую жидкость.
 Конус Морзе
Конус МорзеГабариты и элементы конуса Морзе
Отличительной чертой одного конуса Морзе от другого являются размеры. Существуют несколько их видов и в соответствии с ГОСТом каждый имеет определенный номер и аббревиатуру. Чтобы измерить его, необходимо воспользоваться калибровкой, а лучше всего специальной таблицей, которая позволит рассчитать размеры до микрона. В зависимости от станка, на котором будет проводиться обработка детали, следует выбирать например резец, сверло, а затем вид изобретения Стивена Морзе.
С развитием машиностроительной отрасли возникла потребность в расширении модельного ряда конусов Морзе. Для этого был разработан метрический конус, который не имел особых конструктивных отличий от своего предшественника. Его конусность равнялась 1:20, при этом угол 2°51’51″, а уклон 1°25’56″. Метрические конусы позволили создать большой выбор инструмента для различных станков и операций. Классифицируются они на две категории: большие и малые. Большие обозначаются, например № 120, 200, и цифры соответствуют наибольшему диаметру метрического конуса.

Размеры конуса Морзе
Инструментальный конус представляет собой конический хвостовик какого-нибудь режущего инструмента и коническое отверстие в шпинделе или бабке такого же диаметра. Его функция заключается в быстрой смене режущего инструмента и сохранении высокой точности при центрировании и закреплении.
Применяется в основном в станках с ЧПУ, потому что устраняет ряд недостатков обычного конуса Морзе.
Преимущества:
- заклинивание хвостовиков в шпинделе гораздо меньше;
- меньшие размеры;
- улучшенный упор по оси;
- простота закрепления;
- автоматическая смена режущего инструмента.
В наши дни конусы Морзе изготавливают в соответствие с международным стандартом ISO и DIN. В России система стандартизации объединяет в один класс как просто конусы Морзе, так и метрические и инструментальные. Информацию о них можно получить в ГОСТ 25557-82. Ситуация с единым ГОСТом сложилась из-за того, что конусы Морзе со времен СССР пользуются в нашем государстве большой популярностью, а параллельно с этим появилось много новых.
Скачать ГОСТ 25557-82
Конусы Морзе распределены по 8 категориям. За рубежом это МТ0, МТ1, МТ2, МТ3, МТ4, МТ5, МТ6, МТ7. В Германии такая же нумерация, но буквенное обозначение МК. В нашей стране и на постсоветском пространстве КМ0, КМ1, КМ2, КМ3, КМ4, КМ5, КМ6 и №80.

Укороченный конус
Как показало время, некоторые конусы Морзе зарубежного производства неудобны в эксплуатации по причине большой длины. На этот случай был разработан ряд укороченных изделий, имеющий 9 размеров.
Наилучшие разновидности конусов на сегодняшний день
В наши дни особой популярностью, благодаря своему качеству, пользуются инструментальные конусы Морзе компаний HSK, Capto и Kennametal. Хорошая устойчивость к изменениям температуры и соответствие жестким требованиям в станкостроении позволило конусам Морзе этих брендов стать лидерами рынка.
HSK – это полые инструменты с конусностью 1:10. Обозначаются буквой латинского алфавита и цифрой, обозначающей больший диаметр фланца. Главной особенностью таких изделий является быстрая замена инструмента, что очень важно в станках с ЧПУ.

HSK 63
Инструментальные конусы Capto соответствуют международному стандарту ISO и являются высококлассной продукцией. Продукция дорогостоящая из-за сложности изготовления, но высокая точность позволит минимизировать брак на производстве при использовании на станках этих инструментов. Особенность конструкции не позволяет им провернуться во время работы станка, происходит самозаклинивание. Жесткость соединения продукции компании Capto – это основное их преимущество перед другими конкурентами
Продукция Kennametal менее распространена, но так же отлично справляется со своим предназначением.
Продукция компаний B&S, Jacobs и Jarno распространены в основном в США, так как не имеют подтверждения международных стандартов и создаются соответственно для американского рынка, где пользуются большим спросом.
Компания Bridgerport Machines разработала модель R8 для цанговых зажимов на своем оборудовании. Но затем изобретение было доработано и выпущено на международный рынок. Эффективность этого средства вызвала в свое время фурор и стали появляться всевозможные аналоги. На сегодняшний день компания выпускает только один вид исполнения такого механизма.

R8
Инструментальный конус 7:24 широко применяем в станках с ЧПУ, где смена инструмента происходит автоматически. Являясь инструментальным, он обладает рядом преимуществ перед обычным и поэтому так популярен в станкостроении. Существует множество его разновидностей. Во многих странах разработаны собственные стандарты к нему и поэтому между собой модели 7:24 от разных производителей не заменяют друг друга.
Конус 1:50 также широко применим в машиностроительной отрасли, если требуется дополнительно скрепить два изделия с резьбовым соединением. Для этого у модели 1:50 есть специальный штифты, которые необходимо вставить в обрабатываемые изделия, предварительно просверлив в тех отверстия в соответствующих местах.
Основные сведения о хвостовиках и их обозначение
Существует несколько видов исполнения инструментального конуса. Он может содержать резьбу, лапку или обходиться без них.
В его торце может быть нарезана резьба, которую делают для закрепления инструмента на шпинделе с использованием штревеля. Это специальный шток, предотвращающий выпадение инструмента. Также с его помощью изделие можно извлечь, если его случайным образом заклинит в шпинделе.
Если хвостовик изготовлен с лапкой, то она удерживает инструмент в шпинделе за счет того, что закреплена в специальном пазу. Лапка имеет два предназначения, с ее помощью легче достать изделие из шпинделя, а также создается жесткая фиксация и не будет проворачивания.
Также можно встретить исполнение с несколькими канавками и отверстиями. Они имеют разную глубину и размеры. Их задача – подводить к режущему инструменту смазочно-охлаждающую жидкость.
Хвостовики инструмента бывают различной конструкции и обозначаются буквенным кодом. Ниже приведена их расшифровка:
- BI – внутренний, имеется паз;
- ВЕ – наружный, имеется лапка;
- AI – внутренний, имеется отверстие по оси;
- АЕ – наружный, имеется отверстие по оси с резьбой;
- BIK – внутренний, имеются паз и отверстие для подачи смазочно-охлаждающей жидкости (СОЖ);
- ВЕК – наружный, имеется лапка и отверстие для подачи СОЖ;
- AIK – внутренний, содержит отверстия по оси и для подачи СОЖ;
- АЕК – наружный, содержит отверстие по оси с резьбой и отверстие для подачи СОЖ.
Наружный и внутренний соответствуют своим названиям. В зависимости от используемого инструмента, следует выбирать исполнение наружное или внутреннее.
Укороченные конусы Морзе
В некоторых ситуациях размеры конуса Морзе через чур большие и в таком случае следует пользоваться укороченными вариантами.

B12 и B16
Представленные ниже названия означают, что конус был укорочен:
- B7 — до 14 мм;
- B10 — до 18 мм;
- B12 — до 22 мм;
- B16 — до 24 мм;
- B18 — до 32 мм;
- B22 — до 45 мм;
- B24 — до 55 мм;
- B32 — до 57 мм;
- B45 — до 71 мм;
Цифра в названии информирует о размере диаметра новой части конуса. Подробные данные можно взять из соответствующего ГОСТа.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Таблица конусов
ГОСТ 8593 – 81
Для обозначения конусности на чертежах используется специальный знак в виде треугольника и цифровое значение, которое рассчитывается по формуле:
| Обозначение конуса |
Конусность С | Угол конуса α | Угол уклона α/2 | ||||
| ряд 1 | ряд 2 | угл. ед. | рад. | угл. ед. | рад. | ||
| 1:500 | 1:500 | 0,002 000 0 | 6’52,5″ | 0,002 000 0 | 3’26,25″ | 0,001 000 0 | |
| 1:200 | 1:200 | 0,005 000 0 | 17’11,3″ | 0,005 000 0 | 8’35,65″ | 0,002 500 0 | |
| 1:100 | 1:100 | 0,010 000 0 | 34’22,6″ | 0,010 000 0 | 17’11,3″ | 0,005 000 0 | |
| 1:50 | 1:50 | 0,020 000 0 | 1°8’45,2″ | 0,019 999 6 | 34’22,6″ | 0,009 999 8 | |
| 1:30 | 1:30 | 0,033 333 3 | 1°54’34,9″ | 0,033 330 4 | 57’17,45″ | 0,016 665 2 | |
| 1:20 | 1:20 | 0,050 000 0 | 2°51’51,1″ | 0,049 989 6 | 1°25’55,55″ | 0,024 994 8 | |
| 1:15 | 1:15 | 0,066 666 7 | 3°49’5,9″ | 0,066 642 0 | 1°54’32,95″ | 0,033 321 0 | |
| 1:12 | 1:12 | 0,083 333 3 | 4°46’18,8″ | 0,083 285 2 | 2°23’9,4″ | 0,041 642 6 | |
| 1:10 | 1:10 | 0,100 000 0 | 5°43’29,3″ | 0,099 916 8 | 2°51’44,65″ | 0,049 958 4 | |
| 1:8 | 1:8 | 0,125 000 0 | 7°9’9,6″ | 0,124 837 6 | 3°34’34,8″ | 0,062 418 8 | |
| 1:7 | 1:7 | 0,142 857 1 | 8°10’16,4″ | 0,142 614 8 | 4°5’8,2″ | 0,071 307 4 | |
| 1:6 | 1:6 | 0,166 666 7 | 9°31’38,2″ | 0,166 282 4 | 4°45’49,1″ | 0,083 141 2 | |
| 1:5 | 1:5 | 0,200 000 0 | 11°25’16,3″ | 0,199 337 4 | 5°42’38,15″ | 0,099 668 7 | |
| 1:4 | 1:4 | 0,250 000 0 | 14°15’0,1″ | 0,248 710 0 | 7°7’30,05″ | 0,124 355 0 | |
| 1:3 | 1:3 | 0,333 333 3 | 18°55’28,7″ | 0,330 297 2 | 9°27’44,35″ | 0,165 148 6 | |
| 30° | 1:1,866 025 | 0,535 898 5 | 30° | 0,523 598 8 | 15° | 0,261 799 4 | |
| 45° | 1:1,207 107 | 0,828 426 9 | 45° | 0,785 398 2 | 22°30′ | 0,392 699 1 | |
| 60° | 1:0,866 025 | 1,154 701 0 | 60° | 1,047 197 6 | 30° | 0,523 598 8 | |
| 75° | 1,534 653 2 | 75° | 1,308 997 0 | 37°30′ | 0,654 498 5 | ||
| 90° | 1:0,500 000 | 2,000 000 0 | 90° | 1,570 796 4 | 45° | 0,785 398 2 | |
| 120° | 1:0,288 675 | 3,464 103 2 | 120° | 2,094 395 2 | 60° | 1,047 197 6 | |
gk-drawing.ru
ОБРАБОТКА КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ | ОБРАБОТКА МЕТАЛЛОВ
§ 1. Общие сведения1. Область применения конусов. Наряду с цилиндрическими деталями в машиностроении получили довольно широкое распространение детали с коническими поверхностями. Примерами их могут служить конусы центров, хвостовиков сверл, зенкеров, разверток. Для крепления этих инструментов передние участки отверстий шпинделя и пиноли токарного станка имеют также коническую форму.
Однако область использования конусов не ограничивается режущими инструментами. Конические поверхности имеют многие детали машин.
Широкое использование конических соединений объясняется рядом их преимуществ.
1. Они обеспечивают высокую точность центрирования деталей.
2. При плотном соприкосновении пологих конусов получается неподвижное соединение.
3. Изменяя осевое положение деталей конического соединения, можно регулировать величину зазора между ними.
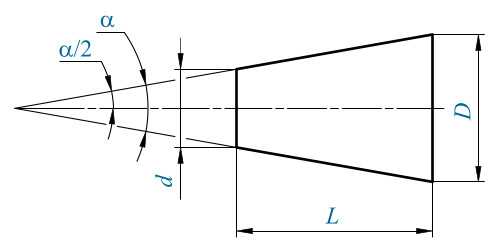
2. Конус и его элементы. Конус представляет собой геометрическое тело, поверхность которого получается вращением прямой линии (образующей), наклонно расположенной к оси вращения (рис. 129, а).
Плоскости, перпендикулярные к оси конуса, называются, основаниями.
Различают полный и усеченный конусы. Первый расположен между основанием и вершиной, второй — между двумя основаниями (большим и меньшим).
Конус характеризуется следующими элементами: диаметром большего основания D; диаметром меньшего основания d; длиной l; углом уклона а между образующей и осью конуса; углом конуса 2а между противоположными образующими.
Кроме этого, на рабочих чертежах конических деталей часто употребляют понятия конусность и уклон.
Конусностью называется отношение разности диаметров двух перечных сечений конуса к расстоянию между ними. Она опреляется по формуле
Уклоном называется отношение разности радиусов двух поперечных сечений конуса к расстоянию между ними. Его определяют по формуле
Из формул (9) и (10) видно, что уклон равен половине конусности.
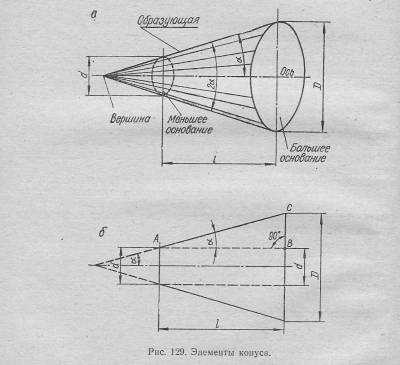
Тригонометрически уклон равен тангенсу угла уклона (см. рис. 129, б, треугольник ABC), т. е.
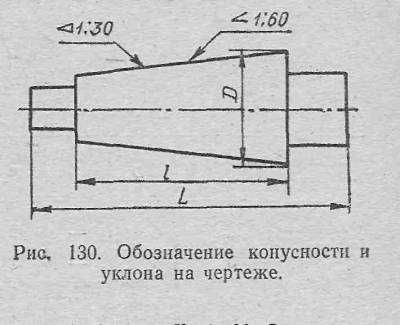
На чертеже (рис. 130) конусность обозначают знаком
Конусность и уклон иногда записываются числами десятичной дроби: 6,02; 0,04; 0,1 и т. д. Для конусности эти цифры соответствуют разности диаметров конуса на длине 1 мм, для уклона — разности радиусов на этой же длине.
Для обработки полного конуса достаточно знать два элемента: диаметр основания и длину; для усеченного конуса — три элемента: диаметры большего и меньшего оснований и длину. Вместо одного из указанных элементов может быть задан угол наклона а, уклон или конусность. В этом случае для определения недостающих размеров пользуются вышеприведенными формулами (9), (10) и (11).
Пример 1. Дан конус, у которого d=30 мм, /=500 мм, К=1: 20. Определить больший диаметр конуса.
Пример 2. Дан конус, у которого D=40 мм, l = 100 мм, а=5 , Определить меньший диаметр конуса.
Решение. Из формулы (11)
По таблице тангенсов находим tg5°=0,087. Следовательно, d=40—2*100Х Х0,87=22,6 мм.
Пример 3. Определить угол уклона а, если на чертеже указаны размеры конуса: D—50 мм, d=30 мм, /=200 мм.
Решение. По формуле (11)
Из таблицы тангенсов находим а=2 50 .
Пример 4. Дан конус, у которого D=60 мм, /=150 мм, К=1 : 50. Определить угол уклона а.
Решение. Так как уклон равен половине конусности, можно записать:
По таблице тангенсов находим а=0 30 .
3. Нормальные конусы. Конусы, размеры которых стандартизованы, называются нормальными. К ним относятся конусы Морзе, метрические, конусы для насадных разверток и зенкеров с конусностью 1:50 0, под конические штифты — с конусностью 1:50, для конических резьб с конусностью 1 : 16 и др.
Наибольшее распространение в машиностроении получили инструментальные конусы Морзе и метрические, основные размеры которых приведены в табл. 13.
Размеры конусов Морзе выражаются дробными числами. Это объясняется тем, что впервые стандарт на них был принят в дюймовой системе измерения, которая сохранилась до настоящего времени. Конусы Морзе имеют различную конусность (примерно 1 20), метрические конусы одинаковую — 1:20.
Автор – nastia19071991
mgplm.org