Устройства для дуговая металлизация – Электродуговая металлизация: суть технологии, видео процесса
alexxlab | 28.04.2020 | 0 | Разное
Электродуговая металлизация
Электродуговая металлизация
Сущность процесса заключается в том, что напыляемый металл расплавляется электрической дугой, распыляется на частицы 10100 мкм и переносится на восстанавливаемую поверхность струей газа.
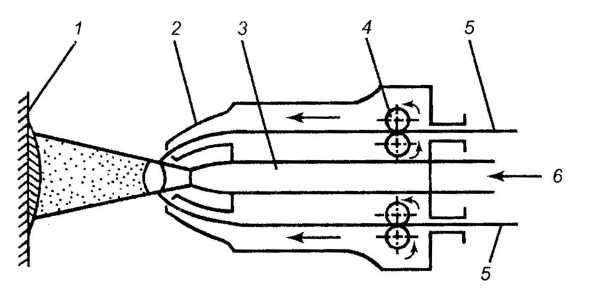
Рис. 4.49. Схема электродуговой металлизации: 1 напыляемая поверхность; 2 направляющие наконечники; 3 воздушное сопло; 4 подающие ролики; 5 проволока; 6 газ.
Электрическая дуга возбуждается между двумя электродными проволоками 5, которые изолированы одна от другой и равномерно подаются роликовыми механизмами 4 со скоростью 0,61,5 м/мин через направляющие наконечники 2. Если проволоки изготовлены из разных материалов, то материал покрытия представляет собой их сплав. Расстояние от сопла до детали составляет 80100 мм.
Одновременно по воздушному соплу 3 в зону дуги поступает сжатый воздух или инертный газ под давлением 0,40,6 МПа, который распыляет расплавленный металл и переносит его на поверхность детали 1. Большая скорость движения частиц металла (120300 м/с) и незначительное время полета, исчисляемое тысячными долями секунды, обуславливают в момент удара о деталь их пластическую деформацию, заполнение частицами пор поверхности детали, сцепление частиц между собой и с деталью, в результате чего на ней образуется сплошное покрытие. Последовательным наслаиванием частиц металла можно получить покрытие толщиной более 10 мм (обычно 1,01,5 мм для тугоплавких и 2,53,0 мм для легкоплавких материалов).
Питание дуги может осуществляться переменным или постоянным током. При использовании постоянного тока дуга горит непрерывно и устойчиво, поэтому по сравнению с переменным током процесс плавления более стабильный, обеспечивается высокая дисперсность частиц наносимого металла и плотность создаваемых ими покрытий.
Для электродугового напыления применяют электрические металлизаторы: станочные ЭМ-6, МЭС-1, ЭМ-12, ЭМ-15 (при значительном объеме восстановительных работ), которые монтируются обычно на токарных станках или специальном оборудовании, или ручные (переносные) ЭМ-3, РЭМ-ЗА, ЭМ-9, ЭМ-10 (при небольшом объеме работ).Присадочным материалом при металлизации в зависимости от назначения покрытия обычно служит электродная проволока (стальная, медная, латунная, бронзовая, алюминиевая и др.) (табл. 4.8) диаметром 12 мм. Для получения антифрикционных покрытий применяют биметаллическую свинцово-алюминиевую проволоку с массовым соотношением этих металлов 1:1.
Проволока должна быть гладкой, чистой и мягкой. Жесткую стальную проволоку отжигают при температуре 800850 °С с последующим медленным охлаждением вместе с печью. Для уменьшения жесткости проволоки из меди и ее сплавов необходим нагрев до 550600 °С с последующим охлаждением в воде.
К ее недостаткам относятся значительное (до 20 %) выгорание легирующих элементов и повышенное окисление металла. Для устранения этих недостатков в обоснованных случаях для распыления расплавленного металла вместо сжатого воздуха применяют природный газ или продукты сгорания углеводородного топлива, исключающие взаимодействие частиц металла с воздухом (активированный способ металлизации). При этом благодаря науглероживанию и закалке частиц металла повышается твердость напыленного слоя.
Таблица 4.8
Материал электродной проволоки для различных покрытий

Высокочастотная металлизация
Этот метод основан на расплавлении присадочного материала за счет индукционного нагрева током высокой частоты (200300 кГц) и распылении расплавленного металла струей сжатого воздуха. В качестве присадочного материала используются проволока и стержни из углеродистой стали диаметром 36 мм. Покрытия наносятся высокочастотными металлизаторами МВЧ-1, МВЧ-2 и др.
Присадочный материал 6 расплавляется в индукторе 4 металлизатора, который подключен к генератору тока высокой частоты. Присадочный материал непрерывно подается роликами 7 через направляющую втулку 8 и благодаря наличию концентратора 3 плавится на небольшой длине. Сжатый воздух, поступающий из канала 5 в зону плавления, распыляет расплавленный материал и переносит его частицы в виде газометаллической струи 2 на напыляемую поверхность 1.
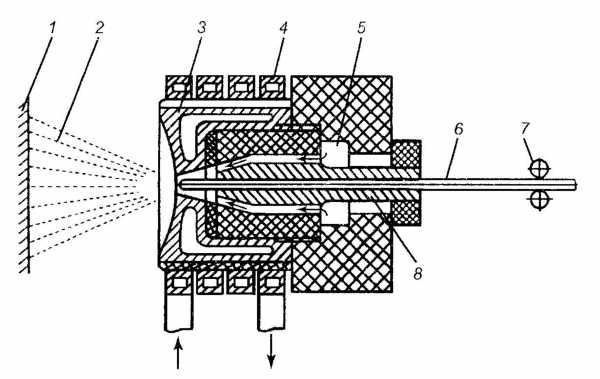
Рис. 4.50. Схема напыления высокочастотным методом: 1 напыляемая поверх’ ность; 2 газометаллическая струя; 3 концентратор тока; 4 индуктор; 5 воз душный канал; б проволока; 7 подающие ролики; 8 направляющая втулка
По сравнению с электродуговой при высокочастотной металлизации снижаются выгорание легирующих элементов и пористость покрытия, а также повышается производительность процесса.
Покрытия, нанесенные высокочастотной металлизацией, за счет благоприятных условий плавления присадочного материала имеют лучшие структуру и физико-механические свойства, чем при других методах, кроме плазменной металлизации. Эти преимущества обусловлены, в частности, тем, что выгорание основных химических элементов снижается в 46 раз, насыщенность покрытия окислами уменьшается в 23 раза, а это увеличивает прочность сцепления и уменьшает расход присадочного материала. Недостаток данного метода металлизации необходимость в более сложном технологическом оборудовании.
Плазменная металлизация
Это прогрессивный способ нанесения покрытий, при котором расплавление и перенос материала на восстанавливаемую поверхность осуществляется струей плазмы. Плазма это сильно ионизированное состояние газа, когда концентрация электронов и отрицательных ионов равна концентрации положительно заряженных ионов. Плазменную струю получают, пропуская плазмообразующий газ через электрическую дугу при ее питании от источника постоянного тока напряжением 80100 В.
Переход газа в ионизированное состояние и распад его на атомы сопровождается поглощением значительного количества энергии, которая выделяется при охлаждении плазмы в результате ее взаимодействия с окружаемой средой и напыляемой деталью. Это обуславливает высокую температуру плазменной струи, которая зависит от силы тока, вида и расхода газа. В качестве плазмообразующего газа обычно применяют аргон или азот и реже водород или гелий. При использовании аргона температура плазмы составляет 15000-30000°С, а азота 10 000-15 000 °С. При выборе газа следует учитывать, что азот дешевле и менее дефицитен, чем аргон, но чтобы зажечь в нем электрическую дугу, требуется значительно большее напряжение, что обуславливает повышенные требования к электробезопасности. Поэтому иногда при зажигании дуги используют аргон, для которого напряжение возбуждения и горения дуги меньше, а в процессе напыления азот.
Покрытие формируется за счет того, что поступающий в струю плазмы наносимый материал расплавляется и переносятся потоком горячего газа на поверхность детали. Скорость полета частиц металла составляет 150200 м/с при расстоянии от сопла до поверхности детали 5080 мм. Благодаря более высокой температуре наносимого материала и большей скорости полета, прочность соединения плазменного покрытия с деталью выше, чем при других способах металлизации.
Высокая температура и большая мощность по сравнению с другими источниками тепла является основным отличием и преимуществом плазменной металлизации, обеспечивающим значительное повышение производительности процесса, возможность расплавлять и наносить любые жаростойкие и износостойкие материалы, включая твердые сплавы и композиционные материалы, а также оксиды, бориды, нитриды и др., в различных сочетаниях. Благодаря этому можно формировать многослойные покрытия с различными свойствами (износостойкие, хорошо прирабатывающиеся, жаростойкие и др.). Наиболее качественные покрытия получаются при применении самофлюсующихся наплавочных материалов.
Плотность, структура и физико-механические свойства плазменных покрытий зависят от наносимого материала, дисперсности, температуры и скорости столкновения переносимых частиц с восстанавливаемой деталью. Последние два параметра обеспечиваются за счет управления плазменной струей. Свойства плазменных покрытий существенно повышаются при последующем их оплавлении. Такие покрытия эффективны при ударных и высоких контактных нагрузках.
Катод и анод разделены между собой изолятором 3 и непрерывно охлаждаются жидкостью б (желательно дистиллированной водой). Анод выполнен в виде сопла, конструкция которого обеспечивает обжатие и определенное направление плазменной струи. Обжатию способствует также электромагнитное поле, возникающее вокруг струи. Поэтому ионизированный плазмообразующий газ выходит из сопла плазмотрона в виде струи небольшого сечения, что обеспечивает высокую концентрацию тепловой энергии.
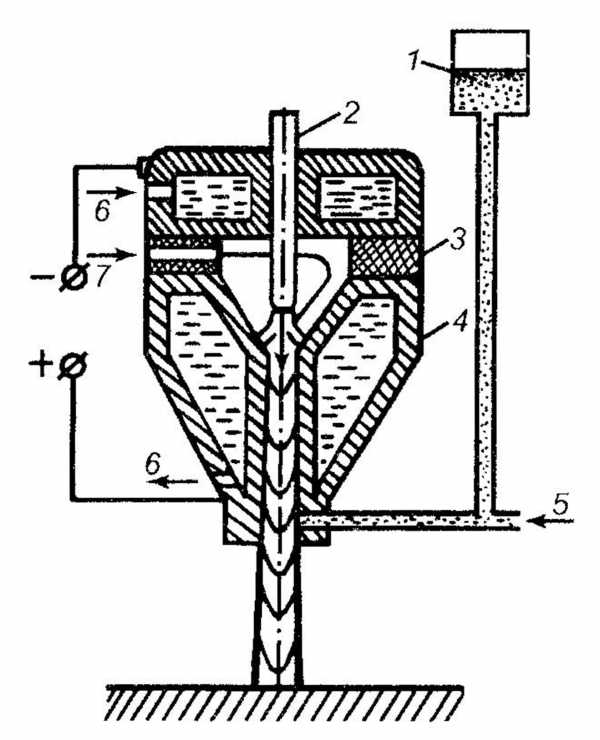
Рис. 4.51. Схема процесса плазменного напыления: 1 порошковый дозатор; 2 катод; 3 изоляционная прокладка; 4 анод; 5 транспортирующий газ; 6 охлаждающая жидкость; 7 плазмообразующий газ
Наносимые материалы используются в виде гранулированных порошков с размером частиц 50200 мкм, шнуров или проволоки. Порошок может подаваться в плазменную струю вместе с плазмообразующим газом или из дозатора 1 транспортирующим газом 5 (азотом) в сопло газовой горелки, а проволоку или шнур вводят в плазменную струю ниже сопла плазменной горелки. Перед использованием порошок следует просушить и прокалить для уменьшения пористости и повышения сцепляемости покрытия с деталью.
Защита плазменной струи и находящихся в ней расплавленных частиц металла от взаимодействия с воздухом может осуществляться потоком инертного газа, который должен охватывать плазменную струю. Для этого в плазмотроне концентрично основному предусматривается дополнительное сопло, через которое подается инертный газ. Благодаря ему исключается окисление, азотирование и обезуглероживание напыляемого материала.
В рассмотренном примере источник питания подключен к электродам плазмотрона (закрытая схема подключения), поэтому электрическая дуга служит только для создания плазменной струи. При применении наносимого материала в виде проволоки источник питания может быть подключен также и к ней. В этом случае кроме плазменной струи образуется плазменная дуга, которая также участвует в расплавлении прутка, благодаря чему мощность плазмотрона существенно возрастает
Современные плазменные наплавочные установки имеют электронные системы регулирования параметров процесса, оснащаются манипуляторами и роботами. Это повышает производительность и качество процесса напыления, улучшает условия работы обслуживающего персонала.
Газопламенная металлизация
Газопламенный метод нанесения покрытий заключается в расплавлении наносимого материала высокотемпературным пламенем, распылении и переносе частиц металла на предварительно подготовленную поверхность детали струей сжатого воздуха или инертного газа. Температура пламени горючих газов в смеси с кислородом находится в пределах 20003200 °С. Для газопламенной металлизации применяют материалы в виде проволоки, порошков и шнуров. Шнуры состоят из порошкообразного наполнителя в оболочке из материала, который полностью выгорает в газовом пламени.
Расплавление металла производится восстановительным пламенем, что позволяет по сравнению с электродуговой металлизацией уменьшить выгорание легирующих элементов и обезуглероживание материала и тем самым повысить качество покрытия. Преимуществом газопламенной металлизации является также относительно небольшое окисление металла при его распылении на мелкие частицы, что обеспечивает более высокую плотность и прочность покрытия. Недостаток этого метода невысокая производительность напыления (24 кг металла за час) и более высокая стоимость наплавочных материалов.
В зависимости от назначения детали, ее материала и условий эксплуатации при восстановлении используют различные методы газопламенной металлизации.
Газопламенное напыление из прутковых материалов. Присадочная проволока 3 расплавляется пламенем 7 смеси горючего газа (ацетилена или пропан-бутана) с кислородом, которые подаются в смесительную камеру 1 соответственно по каналам 5 и 2. По каналу 6 поступает сжатый воздух или инертный газ, который распыляет расплавленный металл в виде насыщенной частицами металла струи 8 и переносит их на напыляемую поверхность 9.
Горелки могут быть ручными и машинными. В проволочных горелках используется проволока диаметром от 1,5 до 5,0 мм.

Рис. 4.52. Схема металлизации проволочным материалом; 1 смесительная камера; 2 канал подвода кислорода; 3 проволока; 4 направляющая; 5 канал подвода ацетилена; 6 воздушный канал; 7 пламя; 8 струя газометаллическая; 9 напыляемая поверхность
Газопламенное напыление порошковых материалов. Этот метод металлизации получил широкое применение благодаря тому, что использование порошковых материалов обеспечивает его дополнительные преимущества. К ним относятся:
высокая гибкость процесса, что выражается в возможности нанесения покрытий на различные по габаритам изделия;
отсутствие ограничений на сочетания материалов покрытия и детали, что позволяет восстанавливать детали более широкой номенклатуры и назначения;
меньшее влияние процесса нанесения покрытия на свойства материала детали и др.
Газопламенному напылению подвергаются изношенные посадочные поверхности валов и корпусных деталей.
В зависимости от назначения и материала восстанавливаемой детали, условий ее эксплуатации, требований к покрытию и его дополнительной обработке применяют методы газопламенного нанесения покрытий: без оплавления и с оплавлением, которое может выполняться как в процессе напыления, так и после него.(см. табл.)
В зависимости от используемого метода напыления применяются соответствующие порошковые материалы (см. табл.).

Газопламенное напыление без последующего оплавления применяется для восстановления недеформированных деталей с износом до 2,0 мм и сохраненной структурой основного металла, которые в процессе эксплуатации не подвергаются ударам, знакопеременным нагрузкам и высокотемпературному нагреву. Предварительно деталь подогревают горелкой при избытке ацетилена, чтобы предотвратить окисление поверхности. Стальные детали подогревают до 50100 °С, бронзовые и латунные до 300 °С.
Напыление без оплавления осуществляется в два этапа: вначале наносится подслой (порошок ПТ-НА-01), а затем основной слой (порошок ПТ-19Н-01 или др.). Основной слой наносят за несколько проходов, при этом толщина покрытия должна быть не больше 2,0 мм на сторону. Фасонные и плоские детали напыляют вручную, а детали типа «вал» вручную или на механизированных установках с автоматической подачей металлизатора.
Оплавление необходимо для металлизационных покрытий, работающих при ударных нагрузках, так как из-за невысокой прочности сцепления с основным металлом неоплавленные покрытия могут растрескиваться и отслаиваться. Покрытия, подлежащие оплавлению, должны содержать материалы, хорошо смачивающие поверхность детали и обладающие свойством самофлюсования, например порошковые сплавы на основе никеля.
Жидкая фаза, образующаяся при оплавлении покрытия, способствует интенсификации диффузионных процессов между ним и металлом детали. В результате повышаются прочность сцепления, ударная вязкость, износостойкость и плотность материала покрытия. Для оплавления применяют различные источники тепла (ацетиленокислородное пламя, плазменную дугу, токи высокой частоты, лазерный луч, печи с защитно-восстановительной атмосферой и др.). Температура оплавления не должна превышать 1100 °С. Технология оплавления должна исключать перегрев и отслаивание покрытия. После оплавления деталь охлаждают вместе с соответственно нагретой печью.
Напыление с последующим оплавлением применяется для восстановления деталей типа «вал» при толщине покрытия до 2,5 мм. Оплавление выполняется сразу же после напыления. Напыленный участок нагревают до расплавления покрытия, в результате чего оно приобретает блестящую поверхность. Твердость оплавленных покрытий зависит от марки порошка. Они устойчивы против коррозии, абразивного изнашивания, действия высокой температуры и могут применяться для деталей, работающих при знакопеременных и контактных нагрузках.
Схема газопорошкового напыления без оплавления приведена на рис. 4.53.

Рис. 4.53. Схема газопламенного напыления порошкового материала с помощью транспортирующего газа: 1 смесь кислорода с горючим газом; 2 транспортирующий газ; 3 напыляемый порошок; 4 сопло; 5 факел; 6 покрытие; 7 подложка
Напыление с одновременным оплавлением (газопорошковая наплавка) используется для восстановления деталей с местным износом до 35 мм, работающих при знакопеременных и ударных нагрузках, изготовленных из чугуна, конструкционных, коррозионностойких сталей и др. материалов.
Основой установки для напыления порошковых покрытий с одновременным оплавлением является типовая сварочная горелка, дополненная устройством для подачи порошка в газовое пламя. Установки для напыления различаются степенью механизации (ручные и машинные), мощностью (очень малой, малой, средней и большой мощности), способом подачи порошка (инжекторный и безинжекторный).
Технологический процесс восстановления деталей с газопламенным нанесением покрытий в общем случае включает следующие операции:
предварительный нагрев восстанавливаемой детали до 200250 °С;
нанесение подслоя, как основы для наложения основных слоев;
нанесение основного слоя покрытия с необходимыми физико-механическими свойствами;
механическая обработка нанесенного слоя и контроль покрытия.
При прочих равных условиях предварительный подогрев детали и нанесение подслоя влияют на прочность сцепления покрытия с основным металлом. Она зависит также от способа подготовки поверхности к напылению, использования терморегулирующих порошков, эффективной мощности пламени, способа и параметров процесса распыления, наличия в материале покрытия поверхностно активных добавок, применяемого оборудования и др. факторов.
Обработка напыленных покрытий твердостью до 40HRCэ осуществляется резанием твердосплавными инструментами и инструментами из сверхтвердых материалов. Токарную обработку рекомендуется выполнять в следующей последовательности: снятие фасок у краев покрытия; проточка нанесенного слоя от середины покрытия к концам детали до устранения неровностей нанесенного слоя или окончательная обработка восстановленной поверхности с требуемой точностью и шероховатостью.
Обработку напыленных поверхностей производят также шлифованием на соответствующих станках (круглошлифовальных, внутри шлифовальных, плоскошлифовальных). В этом случае обязательно применение охлаждающей жидкости, например, 23%-ного раствора кальцинированной соды. Шлифование проводится непосредственно после нанесения покрытий или после предварительной токарной обработки. Шлифование напыленных покрытий твердостью до 60HRCэ выполняется кругами из карбида кремния или белого электрокорунда, а при твердости более 60HRCэ алмазными кругами.
Напыление покрытий методом детонации
Процесс металлизации при этом виде напыления осуществляется за счет энергии, выделяющейся при детонации процессе химического превращения взрывчатого вещества, который происходит в очень тонком слое и распространяется по взрывчатому веществу в виде особого вида пламени со сверхзвуковой скоростью (в газовых смесях 10003500 м/с).
В установках для металлизации в качестве взрывчатого вещества используется смесь кислорода и ацетилена, детонация которой представляет разновидность горения газового топлива. Выделяющаяся при этом потенциальная энергия газовой смеси создает ударную волну и поддерживает в ней высокую температуру (свыше 5000 °С) и давление (несколько десятков ГПа). Источником детонации обычно является тепловое воздействие на газовую смесь (электрическая искра).
Поступающие в зону детонации порошковые материалы разогреваются до температуры свыше 3500 °С и перемещаются вместе с продуктами детонации с высокой скоростью, которая на выходе из ствола составляет 800900 м/с. Таким образом, материал покрытия выбрасывается взрывной волной на обрабатываемую поверхность со сверхзвуковой скоростью.
На практике детонационные покрытия формируются за счет энергии периодически создаваемых взрывов смеси кислорода и ацетилена. Установка (пушка) для детонационного напыления (рис. 4.57) содержит: камеру сгорания, выполненную совместно с водоохлаждаемым стволом 5; запальное устройство (электрическая свеча) 2 с источником питания 3; устройство 1 подачи кислорода и ацетилена, порошковый дозатор 4.
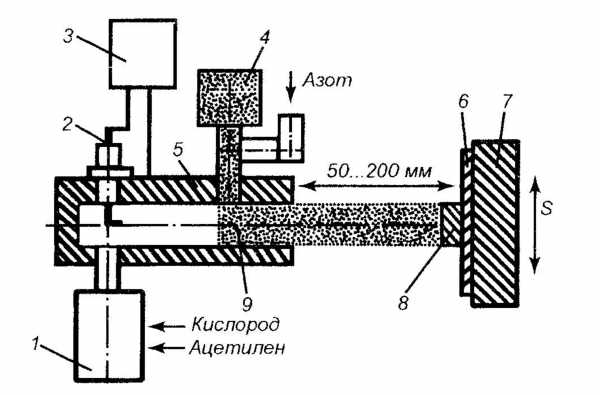
Рис. 4.57. Схема установки для напыления методом детонации: 1 устройство для подачи смеси газов; 2 электрическая свеча; 3 источник питания; 4 порошковый дозатор; 5 ствол; 6 подложка; 7 деталь; 8 покрытие; 9 порошок
Напыляемая деталь 6 устанавливается на расстоянии 70150 мм от края ствола. В процессе нанесения покрытия последовательно происходят: подача кислорода и ацетилена в камеру сгорания; подача из дозатора в потоке азота определенного количества напыляемого порошка; воспламенение электрической искрой смеси кислорода и ацетилена; горение газовой смеси, выстрел порошка из ствола в направлении напыляемой поверхности. Подача порошка и газов в ствол пушки производится автоматически. Защита газовых клапанов от действия взрыва и очистка ствола от продуктов сгорания обеспечивается подачей в него азота.
Описанный цикл повторяется обычно с частотой 34 Гц, которая может быть повышена до 15 Гц и более. При каждом взрыве покрытие наносится на ограниченный участок поверхности, поэтому сплошное покрытие формируется за счет перемещения детали относительно пушки. Покрытие формируется из полностью расплавленных частиц порошка или из смеси расплавленных или нерасплавленных частиц. Высокая скорость в момент удара и высокая температура в зоне взаимодействия вызывают приваривание порошка на поверхности детали. Несмотря на высокую температуру продуктов детонации и частиц порошка, покрываемая деталь нагревается до температуры не более 200 °С.
В отличие от газопламенных и плазменных методов детонационные покрытия формируются при более высоких скоростях частиц и наличии более крупных непроплавленных частиц порошка. Первый слой покрытия практически не имеет пор (пористость менее 0,5 %), а образующиеся в нем отдельные поры уменьшаются в объеме или исчезают при формировании последующих слоев.
Детонационные покрытия обладают также высокой прочностью сцепления (до 20 ГПа) с основным металлом. Это обусловлено тем, что, несмотря на низкую общую температуру поверхностного слоя детали (200250 °С), температура в отдельных точках контакта наносимого и основного металлов достигает температуры плавления стали. Поэтому происходит сплавление и перемешивание этих металлов с образованием прочного соединения.
Детонационными методами напыляют порошки чистых металлов Ni, Al, Mo, окислов, карбидов, нитридов и т.д. Толщина детонационных покрытий обычно составляет 40220 мкм. Более тонкие покрытия имеют низкую износостойкость. Покрытие состоит из трех зон: переходная зона толщиной 530 мкм определяет прочность сцепления покрытия с подложкой; основная зона, толщина которой в зависимости от назначения покрытия составляет 30150 мкм; поверхностная зона толщиной 1040 мкм, которая обычно удаляется при обработке.
Технологический процесс детонационного нанесения покрытий включает подготовку напыляемой поверхности и порошка; нанесение и контроль качества покрытия; механическую обработку и контроль качества покрытий после механической обработки.
Для образования прочной связи между материалами детали и покрытия рекомендуется наносить промежуточный слой подложку. Он необходим при слабой адгезии между покрытием и материалом детали, когда значения коэффициентов термического расширения материалов покрытия и детали существенно различаются, и если деталь работает в условиях переменных температур. Толщина промежуточного слоя составляет 0,05 0,15 мм. Для его нанесения используются порошки нихрома, молибдена, никель-алюминиевых сплавов, стали 12Х18Н9 и др. Участки поверхности деталей, на которые покрытие не наносится, закрывают экранами из тонких листов металла.
Дистанцию напыления задают в зависимости от материала, размеров и форм детали, материала и необходимой толщины покрытия в пределах 50200 мм. Необходимую толщину покрытий получают многократным повторением циклов напыления. Смещение детали между двумя циклами не должно превышать 0,5 диаметра отверстия в стволе.
Свойства газотермических покрытий
Взаимодействуя с кислородом воздуха, частицы металла окисляются. Образующаяся окисная пленка разделяет их и препятствует образованию прочных металлических связей частиц с основой и между собой. Из-за значительного количества оксидов и шлаковых включений покрытие имеет неоднородную, пористую структуру. Обычно плотность составляет 8097 %. Покрытия из Аl2O3 и Zr02 имеют пористость 1015 %. Покрытия из самофлюсующихся сплавов на основе никеля могут иметь пористость менее 2 %.
Металлическое покрытие получается достаточно хрупким, с низким пределом прочности на растяжение и низкой усталостной прочностью напыленного материала (сопротивление на разрыв для сталей в среднем составляет 1012 МПа). Поэтому покрытие не увеличивает прочность детали, а ее усталостная прочность даже снижается, что связано, в частности, с образованием дополнительных концентраторов напряжений на поверхности детали при ее подготовке к металлизации. В этой связи не следует применять металлизацию для восстановления деталей с малым запасом прочности.
Покрытие характеризуется относительно слабой прочностью сцепления с основным металлом и частиц между собой, так как без применения специального дополнительного воздействия она определяется молекулярными силами взаимодействия контактирующих между собой участков и чисто механическим сцеплением напыляемых частиц с неровностями поверхности детали. Только в некоторых локальных точках отдельные частицы могут свариваться с металлом детали. Поэтому, например, прочность сцепления покрытия (МПа) при электрометаллизации составляет 1025, при газопламенной 1228, при плазменной до 40. В этой связи металлизация не применяется для восстановления деталей, работающих при высоком напряжении на сдвиг (зубья шестерен, кулачки и др.), подвергающихся ударным нагрузкам, а также небольших по площади поверхностей, воспринимающих значительные нагрузки (резьба, канавки и т.д.).
К специальным методам повышения сцепления покрытия с основой относятся: предварительный подогрев детали до температуры 200300 °С, нанесение промежуточного слоя (подслоя) из легкоплавких или трудноплавких материалов, оплавление покрытия.
Напыленные покрытия хорошо работают на сжатие. Например, временное сопротивление сжатию стального покрытия составляет 8001200 МПа, что выше, чем у чугуна.
Твердость металлизированного слоя обычно выше твердости исходного металла из-за закалки наносимого материала в процессе металлизации, наклепа переносимых частиц металла при ударе о поверхность и наличия в сформированном слое окисных пленок.
Однако его износостойкость не связана с твердостью и при сухом трении может быть в 23 раза меньше, чем у металла детали, поэтому металлизированные покрытия нельзя применять в сопряжениях, работающих без смазки или с периодически подаваемой смазкой. Однако при наличии смазки металлизированные покрытия обеспечивают более низкий коэффициент трения в сопряжениях и большую износостойкость деталей. Это связано с тем, что благодаря пористости металлизированный слой впитывает масло до 9 % своего объема. Таким образом, наблюдается эффект самосмазывания покрытия. При недостаточной подаче смазки или при ее временном прекращении заедание наступает значительно позже по сравнению с неме-таллизированной поверхностью. Значительной износостойкостью обладают плазменные покрытия из тугоплавких материалов, что обусловлено их физико-механическими свойствами.
В условиях абразивного износа высокую стойкость имеют покрытия из самофлюсующихся сплавов на основе никеля и Аl2O3
В частности, износостойкость покрытий из самофлюсующихся сплавов на основе никеля (СНГН) в 3,54,6 раза выше износостойкости закаленной стали 45. Хорошие антифрикционные свойства для подшипников скольжения имеют покрытия из оловянно-свинцово-медных псевдосплавов.
Для создания коррозионно-стойких покрытий обычно используют алюминий, цинк, медь, хромо-никелевые и др. сплавы. Вследствие пористости покрытий их толщина не должна быть меньше 0,2 мм для цинка; 0,23 мм для алюминия; 0,18 мм для меди; 0,61,0 мм для нержавеющей стали.
Припекание порошковых покрытий
Припекание это процесс получения металлического покрытия на поверхности детали, включающий нанесение на нее слоя порошка и нагрев их до температуры, обеспечивающей спекание порошкового материала и образование прочной диффузионной связи с деталью. В основу этого метода положены технологические приемы порошковой металлургии.
Для получения на поверхности детали прочного слоя, имеющего надежное сцепление с основой, необходимо активирование поверхности детали, порошка или обоих компонентов. Наиболее доступными и эффективными являются следующие виды активирования: химическое, термическое (ускоренный нагрев и введение присадок, снижающих температуру плавления в местах контакта порошка и детали), силовое (создание надежного контакта между порошком и деталью).
При химическом активировании в шихту вводятся активные присадки, обычно в виде дисперсного порошка (бора, кремния, фосфора, никеля и др.), равномерно распределенного в наносимом порошке. Они уменьшают окисление металла и разрушают окисные пленки.
Термическое активирование заключается в ускоренном нагреве с целью активизации диффузионных процессов и создания кратковременно в локальных зонах температуры, превышающей температуру плавления. При этом для снижения температуры появления жидкой фазы применяют присадки (как правило, совместно с химическим активированием), образующие легкоплавкую эвтектику. Наиболее эффективным и технологичным является нагрев в индукторе токами высокой частоты. Благодаря кратковременности нагрева до температуры, обеспечивающей припекание, уменьшается окисление порошка и детали, что исключает необходимость применения защитно-восстановительных сред или вакуума.
Силовое активирование необходимо в тех случаях, когда без надлежащего прилегания частиц порошка друг к другу и к поверхности детали невозможно создать условия, необходимые для припекания. Силовое активирование способствует повышению плотности покрытия и существенно ускоряет диффузионные процессы между частицами порошка и деталью. На практике для силового активирования применяют: статическое приложение нагрузки с одновременным нагревом, спекание с приложением вибраций, давление с использованием центробежных сил.
Одновременное применение химического, термического и силового активирования позволяет получать наиболее качественные покрытия.
Электроконтактное припекание. На практике обычно применяется метод электроконтактного припекания при силовом активировании. Процесс нанесения покрытия в этом случае осуществляется следующим образом. На поверхность детали подается порошок, который прижимается к ней электродом (обычно роликовым) контактной сварочной машины. Под действием импульсов электрического тока порошок нагревается до температуры 0,9 0,95 температуры его плавления. Нагревание происходит за счет энергии, выделяемой при прохождении электрического тока через активное сопротивление, которое образуется контактами между частичками порошка, поверхностью детали и электрода.
Под действием давления со стороны электрода пластичные частички порошка деформируются, спекаются между собой и поверхностью детали. Покрытие образуется в результате бездиффузионного процесса схватывания и диффузионных процессов спекания и сваривания.
Процесс припекания обеспечивается при следующих параметрах: сила тока до 30 кА, напряжение 16 В, продолжительность импульса тока 0,01 0,1 с, давление на порошок до 100 МПа.
Метод электроконтактного припекания, обладая высокой производительностью и низкой энергоемкостью, обеспечивает прочность сцепления нанесенного слоя порошка с деталью 150200 МПа, создает в детали малую зону термического влияния, не требует применения защитной атмосферы, не сопровождается светоизлучением и газовыделением. Для придания покрытию необходимых показателей пористости, твердости и износостойкости применяют легированные порошки.
К недостаткам данного метода следует отнести нестабильность свойств покрытия по длине детали при традиционной (цилиндрической) форме электрода (ролика), что обусловлено неравномерным нагреванием порошка в пределах его ширины. Если под средней частью ролика, где оказываемое на порошок давление максимально, возможен его перегрев до расплавления, то под крайними участками температура нагрева может быть недостаточной для качественного припекания, что может быть причиной выкрашивания нанесенного слоя при эксплуатации.
Неравномерность нагрева порошка в этом случае обусловлена его сыпучестью, из-за которой плотность слоя порошка и, следовательно, его электрическое сопротивление по ширине ролика переменны. Для стабилизации нагрева порошка по ширине ролика, его наружную контактную поверхность выполняют вогнутой.
Все более широкое применение в промышленности получает разработанный в ИНДМАШе НАНБ способ припекания, при котором силовое активирование осуществляется центробежными силами, а порошок и деталь в процессе припекания разогревают индуктивным методом.
Существенным преимуществом данного способа припекания является то, что благодаря действию центробежных сил на каждую частицу порошка обеспечивается качественное формирование покрытия одновременно по всей длине поверхности детали. Кроме того, за счет совмещения во времени нагрева и формования покрытия, данный процесс припекания отличается высокой производительностью при минимальном окислении поверхности детали и порошка.
Индукционным центробежным припеканием наносят антифрикционные и износостойкие покрытия на внутренние, наружные и торцовые поверхности цилиндрических деталей в широком диапазоне диаметров. Для этого применяют специальные центробежные установки. Вращение детали обычно производят вокруг горизонтальной оси при наружном расположении индуктора, что позволяет получать равномерную толщину покрытия по длине детали и наносить покрытия в отверстиях небольшого диаметра.
По типовому технологическому процессу центробежного индукционного припекания в отверстии детали типа «втулка» ее помещают в защитную стальную оболочку, в отверстие засыпают смесь порошка и флюса, закрывают отверстие с обоих торцов детали антипригарными прокладками и крышками.
Собранное таким образом устройство закрепляют на шпинделе центробежной установки, обеспечив предварительно необходимое ее позиционирование относительно индуктора. Затем шпиндель приводят во вращение и включают цепь питания индуктора. Температуру нагрева детали контролируют соответствующей системой.
После спекания порошкового материала и припекания покрытия индуктор отключают, сохраняя вращение шпинделя. Вращение прекращают при охлаждении детали до 350600 °С, после чего устройство снимают с установки и охлаждают его до естественной температуры. Полученное покрытие обрабатывают до требуемого размера.
refleader.ru
Электродуговая металлизация | Рудетранс
 Электродуговая металлизация – это холодный процесс термического напыления, при котором температура поверхности не превышает 150°C. Такая малая температура исключает изменения в структуре металла и его деформацию.
Электродуговая металлизация – это холодный процесс термического напыления, при котором температура поверхности не превышает 150°C. Такая малая температура исключает изменения в структуре металла и его деформацию.Процесс электродуговой металлизации происходит с использованием двух проволок, расплавляемых электрической дугой, имеющей температуру 5000 – 6000 С. Сжатый газ – воздух – распыляет расплавленные концы проволоки и подает капли на поверхность детали, со скоростью более 100 метров в секунду, формируя покрытие с высокой прочностью сцепления и низкой пористостью.

Преимущества процесса электродуговой металлизации
- Процесс электродуговой металлизации – это процесс термического напыления, имеющий высокую производительность и низкие эксплуатационные расходы.
- Более прочные покрытия с высокой адгезией по сравнению с газопламенным способом
- Безопасный процесс
- Холодный процесс напыления, исключаются деформации и структурные изменения в основном металле
- Не требуется использования кислорода, керосина или горючего газа , что уменьшает стоимость покрытия.
- Оператор может использовать две различные проволоки во время металлизации для получения покрытий с требуемыми свойствами
Область применения электродуговой металлизации
Электродуговая металлизация применяется для антикоррозионной защиты цинком и алюминием путем нанесения на детали или изделия.
Наносимый материал должен быть токопроводящим. Наиболее используемые материалы – это металлический материал или порошковые проволоки.
Низкие эксплуатационные расходы, высокая скорость напыления, и эффективность делают процесс хорошим инструментом для покрытия больших поверхностей или большого числа деталей.
Антикоррозионные металлические покрытия выдерживают температуры до -60 °C, не отслаиваясь и не разрушаясь.
Правильно нанесенные металлизационные покрытия обладают высокой адгезией к металлу и не отслаиваются от самой конструкции, даже при существенных механических деформациях самой конструкции, металлизированное защитное покрытие держит изгиб при радиусе до двух толщин без отслаивания.
Существенно долгий срок службы металлизированных покрытий, вплоть до 30 лет.


Сферы применения электродуговой металлизации
- Износостойкие покрытия
- Мосты (бетон и сталь)
- Производство цемента
- Инженерные покрытия
- Ветряные электростанции
- Нефть и газМеталлургия
- Судостроение/судоремонт
- Металлические конструкции
- Теплоэлектростанции
- Горнодобывающая промышленность
- Утилизация и переработка отходов
- Целлюлозно-бумажная промышленность
www.rudetrans.ru
Оборудование для дуговой металлизации

Модель Arcspray 145/S245-CL

Модель Arcspray 145/S345-CL

Модель Arcspray 150/S500(16)-CL

Модель Arcspray 701-CL
Модель Arcspray 528E-ACD

Модель Arcspray 340-PLC
Мы поставляем оборудование для электродуговой металлизации в широком диапазоне мощностей и производительности. В зависимости от максимальной силы тока источника и возможностей пистолета для распыления, оборудование позволяет решать различные задачи по напылению антикоррозионных и инженерных покрытий следующими материалами:
Антикоррозионые покрытия: цинк, алюминий, цинк/алюминий (85%/15%), алюминий/титан, латунь.
Инженерные покрытия: различные стали, медь, латунь, бронза, монель, молибден и др. материалы.
Рекомендации по выбору оборудования
Передвижные установки:
250А – производительность до 26 кг. цинка в час. Подача проволоки из катушек и бочек.
350А – производительность до 36 кг. цинка в час. Подача проволоки из катушек и бочек.
500А – производительность до 51 кг. цинка в час. Подача проволоки из бочек.
700А – производительность до 72 кг. цинка в час. Подача проволоки из бочек.
Передвижная/стационарная установка:
350А – установка преимущественно для использования в автоматизированных системах нанесения инженерных покрытий, но также может быть использована в ручном режиме. Подача проволоки из катушек и бочек.
Стационарные установки:
Высокопроизводительная установка комплектуется источниками на 1000А и 1500А, в зависимости от выбора которых производительность по цинку может составлять 103 и 168 кг/час. Управляется PLC контроллером с возможностью внешнего подключения к локальной сети. Подача проволоки из бочек.
Электродуговая металлизация и ее преимущества
Электродуговая металлизация предусматривает осуществление термического напыления, во время которого температура поверхности не выходит за границы показателя в 150 градусов. Это позволяет предотвратить деформационные процессы и нарушения металлической структуры.
Проведение электродуговой металлизации сопряжено с минимальными эксплуатационными расходами и высокой производительностью. Процесс является безопасным, не требует применения кислорода, горючего газа или керосина. Для металлизации можно использовать две разные проволоки, чтобы получить покрытие, характеризующееся необходимыми свойствами, обладающее более высокими показателями адгезии по сравнению с результатами, полученными во время применения газопламенного способа.
www.spraymet.ru
3. Восстановление деталей электродуговой металлизацией.
Электродуговая металлизация
Процесс заключается в расплавлении двух проволочных электродов электрической дугой, образованной между ними, и распылении металла струей сжатого воздуха. Металлические частицы, попадая на предварительно подготовленную поверхность детали, сцепляются с ней и между собой и образуют сплошное покрытие.
Преимуществами электродуговой металлизации перед другими способами нанесения газотермических покрытий является высокая производительность процесса, его простота, небольшие эксплуатационные затраты.
К недостаткам электродуговой металлизации следует отнести более низкую, чем при плазменном напылении, прочность сцепления покрытия с деталью, значительное выгорание легирующих элементов, повышенное окисление металла.
Аппаратура и материалы для электродуговой металлизации
Для нанесения покрытий электродуговой металлизацией отечественной промышленностью в настоящее время выпускается комплект оборудования КДМ-2. В него входят источник тока, пульт управления, кассетный блок для проволоки, металлизационный аппарат и дистанционный блок управления.
Для работы металлизационного аппарата необходим сжатый воздух под давлением 0,6-0,7 МПа. Пост металлизации оснащают камерой с вытяжной вентиляцией, механизмами вращения детали и перемещения металлизатора относительно детали.
Для нанесения покрытий методом электродуговой металлизации используют проволоку диаметром 1,5-2,0 мм. Стальные и чугунные детали металлизируют проволокой Св-0,8А, Св-0,8Г2С, Нп-65Г и др. При восстановлении деталей из алюминиевых сплавов используют проволоку Св-АК5, АМц и др. Перед применением проволока должна быть очищена и обезжирена.
Технология электродуговой металлизации
Прежде чем приступить непосредственно к выполнению процесса нанесения покрытия, выполняют ряд подготовительных работ: наматывают на катушки кассетного блока проволоку и заряжают ее в металлизатор, производят регулировку распылительной головки, устанавливают по манометру требуемое давление сжатого воздуха, включают источник питания и устанавливают заданное напряжение. Пуск аппарата производят в следующем порядке: открывают воздушный кран, включают ток и затем подачу проволоки.
Качество наносимого покрытия и эффективность процесса во многом зависят от выбранного режима металлизации, основными параметрами которого являются: напряжение на дуге, давление сжатого воздуха, расстояние от металлизатора до поверхности детали, частота вращения детали и скорость перемещения металлизационного аппарата относительно детали.
Напряжение на дуге выбирают в зависимости от применяемой проволоки. Давление сжатого воздуха при металлизации должно быть 0,6-0,7 МПа. Покрытие наносят на расстоянии 80-120 мм от металлизатора до поверхности детали. Скорость перемещения металлизатора относительно восстанавливаемой поверхности выбирают такой, чтобы толщина наносимого слоя за один проход не превышала 0,10-0,15 мм. При малых скоростях вращения детали и перемещения металлизатора происходит сильный нагрев покрытия, что приводит к снижению его твердости и износостойкости. При электродуговой металлизации общий нагрев детали не должен превышать 60°С. Чтобы предупредить перегрев покрытия, деталь во время металлизации обдувают сжатым воздухом под давлением 0,05-0,07 МПа; при этом струю воздуха пускают на некотором удалении от пучка летящих на деталь металлических частиц. Температура детали перед нанесением покрытия не должна быть ниже 15°С.
Плоские детали рекомендуется металлизировать полосами. Каждая вновь наносимая полоса должна перекрывать предыдущую на треть ее ширины.
Для механической обработки нанесенного покрытия необходимо оставлять припуск, величина которого зависит от диаметра восстанавливаемой детали. На обработку алюминиевых покрытий припуск дают несколько большим (на около 0,5 мм).
При нанесении покрытий электродуговой металлизацией возможны различные дефекты. Образование неровного бугристого слоя является следствием слишком большой подачи электродной проволоки, недостаточного напряжения или давления сжатого воздуха. Причинами пережога нанесенного слоя металла могут быть повышенные напряжение и сила тока, недостаточная скорость продольного перемещения металлизатора, нанесение слишком толстого слоя покрытия, пониженное давление воздуха.
studfiles.net
Электродуговая металлизация
Электродуговая металлизация ЭДМ (Arc spray) имеет широкие возможности по сравнению со всеми известными методами нанесения металлопокрытий. С применением ЭДМ можно восстанавливать детали машин широкой номенклатуры в различных отраслях промышленности и сельского хозяйства, обеспечивать долговременную антикоррозионную защиту алюминием и цинком труб, резервуаров и других металлоконструкций, получать покрытия из псевдосплавов, например, из алюминия и стали, меди и стали, бронзы и стали, а также декоративные покрытия цветными металлами (медью, бронзой, латунью, алюминием).

Схема электродуговой металлизации показана на рис. Через два канала в горелке непрерывно подают две проволоки, между концами которых возбуждается дуга и происходит расплавление проволоки. Расплавленный металл подхватывается струей сжатого воздуха, истекающего из центрального сопла электрометаллизатора, и в мелкораспыленном виде переносится на поверхность основного материала. Распыление и транспортирование расплавляемого металла осуществляются обычно сжатым воздухом, хотя при напылении коррозионно-стойкой сталью 308 и алюминиевыми сплавами используют азот. При дуговом напылении на постоянном токе металлизация протекает стабильно, обеспечивая получение слоя покрытия с мелкозернистой структурой при высокой производительности процесса. Поэтому в настоящее время для металлизации применяют источники постоянного электрического тока со стабилизатором напряжения или источники со слегка возрастающей характеристикой. Дуговая металлизация обладает следующими преимуществами.
Применение мощных электрометаллизационных установок позволяет значительно повысить производительность процесса и сократить затраты времени. Например, при силе тока 750 А можно напылять стальное покрытие с производительностью 36 кг/ч, а при силе тока 500 А –цинковое покрытие с производительностью 1,2 кг/мин, что в несколько раз превышает производительность газопламенного напыления. К числу недостатков дугового напыления относится опасность перегрева и окисления напыляемого материала при малых скоростях подачи распыляемой проволоки. Кроме того, большое количество теплоты, выделяющейся при горении дуги, приводит к значительному выгоранию легирующих элементов, входящих в состав напыляемого материала (например, содержание углерода в материале покрытия снижается на 40-60 %, а кремния и марганца – на 10-15 %). При нанесении слоя покрытия на поверхность детали ее нагрев до 50 70 °С не вызывает никаких структурных изменений в металле детали, т. е. его механические свойства сохраняются, благодаря чему можно наносить слой покрытия на любые материалы: металл, пластмассу, дерево, резину и т. п. Металлизация обеспечивает высокую твердость напыленного слоя, что способствует увеличению сроков службы восстанавливаемых деталей. Напыляют самые разнообразные металлы. Например, для напыления может быть использована биметаллическая проволока из алюминия и свинца, что позволяет не только заменять дорогостоящие оловянистые баббиты и бронзы, но и значительно увеличить срок службы подшипников. Однако, применяя металлизацию, необходимо учитывать, что металлизированный слой, нанесенный на поверхность детали, не повышает ее прочности. Поэтому применять данный способ для восстановления деталей с ослабленным сечением не следует.
www.mctse.ru
Электродуговая металлизация (ЭДМ технолгии) – Технологии сварки
LexusF, Среди методов термического напыления ЭДМ выделяется низкой ценой, высокой производительностью и плохим качеством покрытия. Для ответственных деталей ЭДМ малопригоден именно потому, что достоинства метода не используются (высокая производительность не имеет значения для напыления посадочных мест), а недостатки, наоборот, – “выпячиваются”. Тот факт, что покрытие очень пористое, непрочное и слабо связано с субстратом не позволяет производить качественный ремонт. Никакой подогрев ничего не изменит с плохим качеством покрытий ЭДМ, а может только ухудшить связь с основой. Несколько лучше качество покрытий получаемых АДМ (активированной дуговой металлизацией), но там есть свои специфические проблемы.
Как альтернативу для Вашего применения могу рекомендовать три других, более подходящих, способа напыления. К сожалению, в области термического напыления действует общее правило: чем выше качество покрытия, тем выше его цена. Поэтому расположу способы от дорогих к дешевым:
- Высокоскоростное газопламенное напыление (HVOF или HVAF). Покрытия из карбидных порошков, нанесенные этими методами, идеальны для ремонта ответственных посадочных мест, подвергающихся износу. Недостатки: высокая цена оборудования и порошков, необходимость в шлифовке (карбидные покрытия слишком твердые для токарной обработки).
- Газодинамическое напыление низкого давления (Димет). Позволяет получать плотные покрытия на основе алюминия, меди и никеля с хорошей адгезией к основе при относительно низкой цене оборудования. Недостатки: очень низкая производительность процесса, относительно высокие цены на расходные материалы.
- Обычное газопламенное напыление порошками самофлюсующихся сплавов с последующим оплавлением покрытия на детали. Позволяет добиться качества ремонта, соответствующего наплавке никелевыми сплавами, но без риска растрескивания слоя и с меньшими поводками. К достоинствам метода относятся низкая цена и доступность оборудования. Недостаток: необходимость быстрого и равномерного нагрева напыленной части детали до 1050 градусов.
www.chipmaker.ru
Оборудование для электродуговой металлизации (металлайзеры)
Металлические покрытия можно производить различными способами, среди которых наиболее популярными являются химическая и электрохимическая металлизация (гальваника). Однако, данные технологии можно производить только на производственных площадях и требуется серьезная финансовая и технологическая подготовка. В тех случаях когда нанесение покрытий необходимо произвести в “полевых” условиях или гальваника по каким-либо причинам не подходит, то на помощь приходит технология электродуговой металлизации.
Технология электродуговой металлизации (металлайзера)
В основу металлайзера для электродуговой металлизации входит следующее оборудование:
- Комрессор (воздушный)
- Устройства подачи проволоки с катушек
- Источник тока металлайзера
- Пистолет (для управления направлением распыления)
Процесс электродуговой металлизации происходит следующим образом: на проволоку, которая движется с двух катушек подается необходимое напряжение для обеспечения постоянной электрической дуги между проволоками. Аппарат электродуговой металлизации синхронизирует скорость подачи проволок, ток дуги и силу воздушной струи для обеспечения необходимого распыления металла. Воздух под давлением распыляет расплавленный в дуге металл в нужном направлении. Со стороны пользователя процесс напоминает порошковую покраску. Оператор передвигает горелку вдоль поверхности, на которую необходимо нанести металл.
Электродуговая металлизация является универсальным методом нанесения металлических пленок на различные (в том числе не проводящие электрический ток) поверхности. Можно наносить например цинк или медь на керамику, пластик и т.д. Главное – обеспечить хорошую адгезию к поверхности.
Особенности метода электродуговой металлизации (плюсы и минусы)
Основным преимуществом метода является сравнительная простота процедуры. Не нужно обладать специальными знаниями, чтобы начать напылять металл на различные поверхности – достаточно только приобрести электродуговой металлайзер и приступить к работе в соответствии с инструкцией. Вторым преимуществом можно считать мобильность установки. Аппараты, которые мы предлагаем приобрести являются уникальными в плане мобильности/цены/размера. В состав установки входит инверторный блок питания для металлайзера (вес менее 10 кг), мобильный компрессор, два блока подачи проволоки с катушек 5 кг и горелка для управления потоком распыляемого металла. Установка электродуговой металлизации может быть подключена как к обычной электросети, так и к бензин/дизель генератору для напыления металлических пленок в любом месте.
Основным недостатком металлайзера является шероховатая структура напыляемого слоя. По этой причине электродуговая металлизация не может быть полноценной заменой гальванического метода нанесения покрытий. Еще один недостаток метода – это необходимость подготовки некоторых поверхностей. Например для напыления металла на металл необходимо сначала обработать пескоструем поверхность, на которую в последствии будет наносится металлическая пленка с помощью электродугового металлайзера. Напротив, если речь идет (например) о керамике, то для напыления подготовка не нужна.
Источники (блоки питания) для электродуговой металлизации (металлайзера)
СТРАТ-200ЭД
Блок питания для электродугового металлайзера СТРАТ-200ЭД обладает следующими характеристиками:
Напряжение питания – 220 Вольт +/- 10%
Потребляемая мощность – 6 кВт
Масса – 9 кг
Режим нагрузки – 100%
Диапазон напряжения на выходе – 20-40 Вольт
Установка напряжения производится ручкой плавной регулировки с индикацией на источнике
СТРАТ-3003ЭД
Блок питания для электродугового металлайзера СТРАТ-300ЭД обладает следующими характеристиками:
Напряжение питания – 380 Вольт/3ф +/- 10%
Потребляемая мощность – 10 кВт
Масса – 17 кг
Режим нагрузки – 100%
Диапазон напряжения на выходе – 20-40 Вольт
Установка напряжения производится ручкой плавной регулировки с индикацией на источнике
СТРАТ-3003ЭД – обеспечивает более высокий ток для электродуговой металлизации.
galvanix.ru