Устройство ацетиленовой горелки: принцип работы, как выбрать, настроить и работать
alexxlab | 01.12.1984 | 0 | Разное
Ацетиленовая горелка: особенности устройства
Ацетиленовая сварка — самый популярный метод газопламенной сварки. Это вызвано ее простотой в эксплуатации, низкой ценой исходников для выработки ацетилена и доступный набор оборудования. Такая технология позволяет достичь хорошее качество соединений, даже при монтаже самых сложных и ответственных сооружений, например тепловых и атомных электростанций. Ацетиленовая горелка — специальная конструкция, в которой происходит смешивание газа с кислородом из воздуха, при этом образуется мощное сварочное пламя. Именно это обстоятельство позволяет, на протяжении вот уже нескольких десятилетий, считать ацетиленовое оборудования одним из основных инструментов газосварщика.
Содержание
- 1 Устройство и принцип работы
- 2 Плюсы и минусы
- 3 Критерии выбора
- 4 Инструкция по использованию
Устройство и принцип работы
Газовая сварка – соединение деталей из металла под воздействием пламени с высокой температурой, благодаря чему на их поверхностей образуются сварочные ванны. Пламя получается при горении ацетилена с катализатором О2 и образованием горячей факельной струи. Такая горелка также имеет высокую функциональность по резке металлов.
Пламя получается при горении ацетилена с катализатором О2 и образованием горячей факельной струи. Такая горелка также имеет высокую функциональность по резке металлов.
Принцип действия:
- Газ и кислород поступают по своим каналам в горелку, где смешиваются, образовавшийся газ выходит через откалиброванное сопло наконечника ацетиленовой горелки.
- Газотопливную смесь поджигают, после этого образуется факел, размеры которого устанавливают с помощью регулирующих кранов (вентилей).
- Ацетиленовое пламя формируется из 3-х частей: ядро, с самой высокой Т, восстановления и факела. Процесс сварки происходит во второй и третьей частях.
- Открытое высокотемпературное пламя предохраняет сварочную поверхность от контактов с воздушным окислителем.
- Сварка начинается с нагрева кромок деталей, далее происходит их оплавление и соединение. Процесс требует большого расхода газа, для создания высокотемпературного режима.
- Другой этап — наплавка с применением мягкого металлического присадочного прутка, насыщающего сварочную ванну у кромок.


Рабочие элементы:
- Пропановый баллон;
- кислородный баллон, подающий О2 являющейся катализатором процесса горения;
- шланги;
- газовая горелка: трубка из бронзы, 2-х регуляторов для каждого газового баллона, откалиброванная форсунка для тонкого распыла газовой среды под давлением.
Плюсы и минусы
Самым главным достоинством этого вида сварки является автономность, поэтому отсутствует необходимость в источнике тока, что особо приемлемо при выполнении монтажно-строительных работ на площадках, где отсутствует электроэнергия.
Преимущества ацетиленовой сварки:
- Возможность регулирования расстояния до свариваемой поверхности и рабочих режимов, что позволяет исключить брак в виде прожогов, даже в случае соединения тонких металлических листов.
- Мобильность перемещений и транспортировка по монтажно-строительной площадке.
- Надежность и высокое качество производимых работ.
- Контроль за процессом сварки.
- Возможность выполнения неповоротного шва, вблизи препятствий, например, стены без необходимости осуществления операционного стыка.
- Создание неразъемных металлических соединений с различными температурами точек плавления.
- Настройка силы и размера сварочного пламени.
- Повышение качества шва с применением легирующей стальной проволоки.
- Устранение процессов возникновения деформационных сдвигов конструкции и стыка, путем регулировки температурного режима нагрева, тем самым достигая расчетный режим сваривания металлов.
- Низкая стоимость оборудования и расходников для устройства.

Недостатки при использовании мини ацетиленовой горелки:
- Работы могут выполнять только обученные и аттестованные работники.
- Низкая производительность работ по сварке.
- Изменение химических и структурных свойств материала на большой площади нагрева.
- Применение ацетилена создает высокую пожароопасность среды;
- Большая загазованность в месте сварочных работ.
- Низкокачественное пайка узлов из легированных стальных материалов.
- Невозможность выполнения сварки внахлёст.

Критерии выбора
Для ацетиленовой сварки используется распространённое и дешевое оборудование. Раньше газ получали в газогенераторах, но сейчас, в основном, больше используют баллонный ацетилен. Его баллон окрашен белым цветом. Для осуществления процесса окисления применяют баллонный кислород, который перевозят на тележках, особой конструкции.
Существует ряд типоразмеров горелки, маркируемых по толщине свариваемого металла. Самый малый номер – 0, а самый большой – 7. Для выполнения газопламенной обработки с использованием ацетилена применяются исключительно ацетиленовые горелки. Основным моментом в их выборе являются технические параметры выполняемой работы: толщина свариваемых изделий, химический состав материала и используемые диаметры наконечников, от которых будет зависеть размеры соединительного шва и качественность выполнения операции. В связи с чем, подбор ацетиленовой горелки выполняют с учетом требований к обрабатываемым деталям.
В связи с чем, подбор ацетиленовой горелки выполняют с учетом требований к обрабатываемым деталям.
Сегодня самыми использованными горелками являются:
- Г2 для проведения сварки при помощи различные наконечники, от 0 до 4 размера включительно, с толщиной деталей от 0.2 до 7.0 мм и максимальной скоростью сварки до 200 мм/мин.
- Г3, Донмет-251 для сварки металла толщиной до 30.0 мм, с наконечниками от 2 до 7 размера и поддержанием режимного давления кислорода и ацетилена. Например, для сварки элементов толщиной от 7.0 до 11.0 мм используют наконечник No 5, с давлением кислорода от 2 до 3 кгс/см2, а ацетилена от 0.4 до 1.0 кгс/см2. При этом можно обеспечить скорость сварки до 45 мм/мин.
- Резак Р2А-02М “Сварог”, предназначен для резки листа из черных металлов.
Инструкция по использованию
Все работы с ацетиленовой горелки должны выполняттся обученным персоналом, аттестованного по правилам No ПБ 03-273-99 для сварщиков на работах подведомственным Госгортехнадзору России и других нормативных актов, изданных в Москве.
Этапы технологического процесса сварки:
- Предварительно защищают поверхность от поражения ржавчиной и коррозией, свариваемые элементы. Для этого можно использовать щетки по металлу и насадки на шлифмашину.
- Обезжиривают поверхность с применением растворителей, например, ТИГа, в противном случае наплавляемый слой не будет достаточно прилегать к поверхности.
- Выполняется запуск ацетиленовой горелки, включается полуавтомат подачи электрода и начинается процесс сварки.
- Устанавливают скорость дозирования электрода, в соответствии с видом металла и толщиной изделий.
- Проверяют работу инжекторной системы оборудования, к кислородному входу, присоединяю шланг редуктора и повышают давление до режимного значения. При прохождении О2 через инжектор, в тракте ацитилена будет возникать разрежение. Его можно проверить, приложив палец к ниппелю, после чего и присоединяют два шланга, поджигают образовавшуюся смесь и регулируют размер пламени.
- После завершения работ сначала закрывают краном ацетиленовый сосуд, а после чего кислородный, иначе произойдет удар огня в шланг с возможным взрывом.

Сварка ацетиленом представляет серьезную опасность для жизни сварщика, во избежание чего потребуется выполнять все требования правил эксплуатации и безопасности.
Мероприятия по пожарной безопасности:
- Работая с баллонами требуется соблюдать строгие мер безопасности: не оставлять их без присмотра, не размещать рядом с горячими источниками, с О2 и другими легковоспламеняющими газами. Хранение сосудов осуществляют вертикально.
- Перед началом сварки в помещениях, выполняют тщательную вентиляцию до, во время и после ее сварки.
- До производства работ оформляют все необходимые допуски, особое внимание уделяют выполнению мероприятиям для предотвращения возникновения огня от расплавленного шлака, например, когда рядом расположены легковоспламеняемые вещества или материалы, в виде деревянных конструкций.
- С целью защиты от ожогов используют спецодежду и пожарозащитные ширмы.
- Нужно проявлять повышенное внимание при зажигании дуги и во все время ее работы.
- С целью защиты от металлических брызг рабочие работают с полностью застегнутой спецодеждой, в частности, с воротом и рукавами, и в термостойких рукавицах.
- Для предупреждения возможного взрыва при сварочных работах в замкнутом пространстве выполняют комплекс дополнительных работ по подготовке рабочего места.
- Применение специальных респираторов «Снежок», для защиты органов дыхания от вредных веществ.
- При выполнении сварочных работ на высоте требуется применять спец. защитные средства: монтажный пояс и страховку.
- Запрещено выполнение работ без напарника, который при несчастном случае должен прийти на помощь.

Применение ацетиленовой горелки при выполнении сварочных работ, на протяжении многих десятилетий подтвердило ее значимость, благодаря этому виду соединения монтажных изделий города получили инфраструктуру, а в дома горожан пришли свет, вода и газ. Несмотря на все сложности и опасности такого варианта пайки, при строгом соблюдении технологических режимов получается надежное соединение, сохраняющее свою прочность долгие годы.
|
Сварочные горелки Категория: Материалы для газовой сварки Сварочные горелки Сварочная горелка является рабочим инструментом газосварщика и дает газосварочное пламя, нагревающее и расплавляющее металл. Современная сварочная горелка должна отвечать многим строгим требованиям: давать устойчивое сварочное пламя требуемой формы, иметь точную регулировку, устойчиво поддерживать установленный режим пламени, иметь достаточную прочность, не требовать частого ремонта, быть простой, удобной и безопасной в эксплуатации, иметь минимально возможный вес и т. д. Этим требованиям в достаточной степени могут удовлетворять лишь хорошо сконструированные горелки, тщательно и точно изготовленные из качественных материалов. Основным материалом для изготовления горелок служит латунь, мундштук изготовляют из красной меди, иногда для уменьшения веса горелок применяются легкие алюминиевые сплавы. Сварочные горелки могут быть изготовлены для различных горючих газов, сжигаемых в смеси с кислородом или воздухом. В дальнейшем будут рассмотрены преимущественно ацетилено-кисло-родные горелки, преобладающие в сварочной технике. Горелки имеют различную мощность, позволяющую сваривать сталь толщиной 0,2—30 мм; однако специальные типы горелок могут иметь и большую мощность; существуют горелки и для особо тонкого металла. ТТо важнейшему конструктивному признаку сварочные горелки могут быть разделены на два основных тина: горелки инжекторные, или низкого давления, и безынжекторные, или высокого давления Принадлежность Горелки к тому или другому типу определяется наличием или отсутствием в ней инжектора для подсоса горючего газа. Необходимость применения инжектора обусловливается давлением горючего газа. Рис. 1. Сварочные горелки: а — безынжекторная; б — инжекторная Ввиду того что в горелке высокого давления (безынжекторной) отсутствует инжектор, по конструкции она проще горелки низкого давления (рис. Для образования нормального сварочного пламени горючая газовая смесь должна вытекать из канала мундштука горелки с определенной скоростью, соответствующей скорости горения смеси. При увеличении скорости истечения газовой смеси сверх нормы пламя отрывается от мундштука, все более удаляется от его среза с увеличением скорости и, наконец, потухает. Таким образом, сварочная горелка может нормально работать лишь, при определенной постоянной скорости истечения газовой смеси из мундштука, могущей изменяться лишь в небольших пределах. Эта нормальная скорость истечения зависит от состава газовой смеси, диаметра выходного канала и конструкции мундштука. Для ацетилено-кислородной смеси эта скорость для различных размеров горелок лежит в пределах 70—160 м/сек. Для создания такой скорости на выходе из мундштука и преодоления внутренних сопротивлений горелки требуется, как показывает опыт, давление газа на входе в горелку порядка 0,5—0,7 ати. Требующееся давление примерно одинаково как для кислорода, так и для ацетилена. Безынжекторные горелки могут быть построены как для ацетилена, гак и для других горючих газов — водорода, метана. Они сравнительно просты по устройству, хорошо поддерживают постоянство состава газовой смеси, дают устойчивое сварочное пламя. Промышленное применение находят чаще инжекторные горелки (рис. 1, б). Кислород под давлением 3—4 ати поступает в горелку через ниппель и регулировочный вентиль 1, проходит в конус инжектора, идет по узкому каналу инжекторного конуса и выходит с большой скоростью в расширяющуюся камеру смешения. Вырываясь с большой скоростью из узкого канала инжекторного конуса, кислород создает значительное разрежение в камере инжектора и тем самым принудительно засасывает или инжектирует горючий газ (обычно ацетилен), поступающий через ниппель и вентиль в камеру инжектора, из которой он поступает в камеру смешения; оттуда горючий газ в смеси с кислородом с надлежащей скоростью движется по трубке наконечника 6 и выходит из горелки по каналу мундштука. Под действием инжектирующей струи кислорода давление в камере инжектора падает ниже атмосферного. Расход кислорода в инжекторной горелке остается практически постоянным и мало зависит от таких факторов, как нагрев мундштука горелки, изменение сопротивления истечению газов из канала мундштука и т. д. Напротив, расход ацетилена легко изменяется от влияния различных факторов и может значительно и быстро меняться, нарушая нормальный состав газовой смеси, выходящей из горелки и поступающей в сварочное пламя. Сильное влияние на расход ацетилена в инжекторной горелке и поступление его в сварочное пламя оказывают нагрев мундштука и наконечника горелки, увеличение сопротивления выходу газов из мундштука, изменение давления газов, поступающих в горелку. Нагрев наконечника горелки ослабляет инжектирующее действие кислорода и снижает разрежете в камере инжектора, что уменьшает поступление ацетилена в горелку. Для восстановления нормального состава смеси и характера сварочного пламени сварщик должен периодически, по мере возрастания нагрева наконечника горелки, увеличивать поступление ацетилена в горелку, открывая ацетиленовый вентиль горелки. Сопротивление истечению смеси из мундштука может возрастать, например, вследствие засорения канала мундштука брызгами металла и, что особенно важно, вследствие приближения горелки к изделию, отчего уменьшается расстояние от среза мундштука до поверхности изделия. С увеличением сопротивления истечению газовой смеси увеличивается давление в трубке наконечника и аналогично влиянию повышения температуры наконечника уменьшается содержание ацетилена в смеси и усиливается окислительное действие пламени. С повышением давления кислорода на входе в горелку увеличивается содержание кислорода в смеси, с понижением — уменьшается. Таким образом, инжекторная горелка не обеспечивает постоянства состава газовой смеси, так как состав меняется в процессе сварки; сварщик должен непрерывно следить за характером пламени и корректировать состав смеси ацетиленовым вентилем горелки. Непостоянство состава смеси является существенным недостатком инжекторной горелки. Основное ее преимущество в том, что можно работать на любом низком давлении ацетилена, начи-пая с 50 мм вод. ст. Это преимущество является решающим, и в настоящее время наша промышленность пользуется почти исключительно инжекторными горелками, поскольку производство ацетилена среднего давления, достаточного для питания безынжекторных горелок, пока еще незначительно. Однако инжекторная горелка может работать на ацетилене не только низкого, но и высокого давления. Чем выше давление ацетилена, тем лучше работает инжекторная горелка. Изменения состава газовой смеси под влиянием нагрева горелки и увеличения сопротивления истечения смеси из мундштука особенно заметны при низком давлении ацетилена. С увеличением давления изменения состава смеси уменьшаются, и при работе на ацетилене среднего давления инжекторная горелка работает почти так же устойчиво, как и безынжекториая. Инжекторная сварочная горелка дает сварочное пламя определенных размеров, изменение которых возможно лишь в незначительных пределах, так как значительное увеличение расхода газов вызывает отрыв пламени от мундштука и его потухание, уменьшение расхода газов вызывает проскакивание пламени внутрь горелки и обратный удар. В связи с этим необходимо прекратить работу горелки, полностью закрыть ацетиленовый вентиль на горелке, затем снова его открыть, повторно зажечь и отрегулировать сварочное пламя. Для изменения размеров сварочного пламени, например при переходе к сварке металла другой толщины, необходимо применять горелку другого размера. Для удешевления и упрощения инструментария сварщики обычно пользуются универсальными горелками с несколькими сменными наконечниками. Для примера рассмотрим выпускаемую в Советском Союзе инжекторную универсальную горелку ГС. Газы в горелку поступают по резиновым шлангам, надеваемым на ниппель для кислорода и для ацетилена. Далее кислород идет по трубке, ацетилен — по трубке и подходят к регулировочным вентилям для кислорода и для ацетилена (не показан на рисунке). Затем газы поступают в инжектор, далее в камеру смешения и по трубке наконечника идут в мундштук, на выходе из которого сгорают, образуя сварочное пламя. Ствол и наконечник соединяются накидной гайкой. Регулировочные вентили газов удобно расположены и позволяют йварщику регулировать горелку, не прерывая работы, пальцами той же руки, которая держит рукоятку. Существенным преимуществом горелки ГС является примерно одинаковое давление кислорода около 3 ати для всех размеров наконечников. Стандартные горелки изготовляют четырех типов: ГС-1, ГС-2, ГС-3 и ГС-4. ГС-1, малой или микромощности, служит для сварки тонкого и тончайшего металла, 0,05—0,6 мм. Она комплектуется двумя Рис. 1. Универсальная сварочная горелка ГС наконечниками № 00 с расходом ацетилена 10—25 л/ч и № 0 с расходом 25—60 л/ч; вес горелки 0,24 кг. Горелка ГС-2, малой мощности, служит для сварки тонкого металла, 0,3—4 мм, с четырьмя наконечниками, № 0, 1, 2 и 3; вес горелки 0,32 кг. Горелка ГС-3, средней мощности, наиболее широко применяется в промышленности для сварки металла толщиной 0,5—30 мм, комплектуется семью наконечниками, №1,2, 3, 4, 5, 6, 7; вес горелки 0,5 кг. Горелка большой мощности, ГС-4, для обработки металла толщиной 30—100 мм, комплектуется двумя наконечниками № 8 с расходом ацетилена 2800—4500 л/ч и № 9 с расходом ацетилена 4500—7000 л/ч; вес горелки 1,34 кг. При зажигании горелки открывают сначала кислородный вентиль, и струя кислорода создает разрежение в камере инжектора, производя подсос ацетилена. Затем открывают ацетиленовый вентиль и поджигают смесь. Пламя регулируют ацетиленовым вентилем до получения надлежащего характера пламени и состава газовой смеси: по размеру, очертанию и цвету внутренней части пламени, так называемого ядра нламени. Рис. 2. Сварочная горелка ГС-3 с комплектом наконечников Гасят пламя горелки в обратном порядке: сначала закрывают ацетиленовый вентиль, а затем кислородный. Ацетиленовый вентиль перекрывают также при обратных ударах, замеченных неисправностях горелки и т. п. Неисправность горелки обычно сказывается на внешнем виде пламени, которое получает неправильную форму. Сварочная горелка является достаточно сложным и точно изготовленным инструментом и требует аккуратного и бережного обращения. При перерывах в работе горелку вешают на стойку или крючок у рабочего места. При значительном нагреве горелку охлаждают обмакиванием в ведро с водой, находящееся у рабочего места сварщика; кислородный вентиль при этом открыт, что устраняет возможность попадания воды внутрь горелки. Помимо обычных, стандартных, широко распространенных в промышленности сварочных горелок, существуют многочисленные специальные типы горелок, применяемые сравнительно редко. Можно отметить специальные формы наконечников для сварки в труднодоступных местах, двух- и трехпламенные горелки, горелки для подогрева, горелки для пайки, у которых мундштук имеет боковые отверстия для подсоса воздуха, снижающего слишком высокую температуру ацетилено-кислородного пламени, особо мощные горелки с водяным охлаждением и т. д. Все эти специальные горелки имеют в нашей промышленности довольно ограниченное применение. В последние годы появились специальные многопламенные сварочные горелки с большим количеством пламен в одной горелке. Горелки разделяются на инжекторные и безынжекторные, однопламенные и многопламенные, для газообразных горючих (ацетиленовые и др. Схема и принцип работы инжекторной горелки. Горелка состоит из двух основных частей—ствола и наконечника. Ствол имеет кислородный и ацетиленовый ниппели с трубками, рукоятку, корпус с кислородным и ацетиленовым вентилями. Инжектор представляет собой цилиндрическую деталь с центральным каналом малого диаметра — для кислорода и периферийными, радиаль-но расположенными каналами — для ацетилена. Инжектор ввертывается в смесительную камеру наконечника и находится в собранной горелке между смесительной камерой и газоподводящими каналами корпуса горелки. Его назначение состоит в том, чтобы кислородной струей создавать разреженное состояние и засасывать ацетилен, поступающий под давлением не ниже 0,01 кгс/см2. Разрежение за инжектором достигается благодаря высокой скорости (порядка 300 м/с) кислородной струи. Давление кислорода, поступающего через вентиль, составляет от 0,5 до 4 кгс/см2. В смесительной камере кислород перемешивается с ацетиленом и смесь поступает в канал мундштука. Горючая смесь, выходящая из мундштука со скоростью 100—140 м/с, при зажигании горит, образуя ацетилено-кислородное пламя с температурой до 3150 °С. В комплект горелки входит несколько номеров наконечников. Для каждого номера наконечника установлены размеры каналов инжектора и размеры мундштука. В соответствии с этим изменяется расход кислорода и ацетилена при сварке. Конструкция пропан-бутан-кислородных горелок отличается от ацетилено-кислородных горелок тем, что перед мундштуком имеется устройство 10 (рис. 64) для подогрева пропан-бутан-кислородной смеси. Дополнительный нагрев необходим для повышения температуры пламени. Обычный мундштук заменяется мундштуком измененной конструкции. Техническая характеристика инжекторных горелок. В настоящее время промышленность выпускает сварочные горелки средней оШНости — «Звезда», ГС-3 и малой мощности — «Звездочка» и ГС-2. В эксплуатации находятся также горелки «Москва» и «Малютка», выпускавшиеся до 1971 г. Рис. 1. Разрез инжекторного устройства: 1 — смесительная камера, 2—инжектор, 3 —корпус горелки Горелки «Москва», «Звезда» и ГС-3 предназначены для ручной ацетилено-кислородной сварки стали толщиной 0,5—30 мм. В комплект горелки средней мощности входит ствол и семь наконечников, присоединяемых к стволу горелки накидной гайкой. Обязательный комплект включает наконечники № 3, 4 н 6, чаще всего необходимые при выполнении сварочных работ, остальные наконечники поставляются по требованию потребителя. Горелки «Звездочка», ГС-2 и «Малютка» поставляются с наконечниками № 0, 1, 2, 3. В горелках «Звезда», ГС-3, «Звездочка» мундштуки изготовляются из бронзы Бр.Х 0,5, металла более стойкого, чем медь МЗ, применявшаяся для изготовления мундштуков горелок «Москва» и «Малютка». По этой причине срок службы выпускаемых горелок повышен по сравнению с выпускавшимися ранее. Горелки типа ГС-3 работают с рукавами диаметром 9 мм. Горелки малой мощности «Малютка», «Звездочка» и ГС-2 предназначены для сварки сталей толщиной 0,2—4 мм. Для пропан-бутан-кислородной смеси промышленность выпускает горелки типов ГЗУ-2-62-1 и ГЗУ-2-62-П; первая предназначена для сварки стали толщиной от 0,5 до 7 мм, вторая — для подогрева металла. Для пла-менной очистки поверхности металла от ржавчины, старой краски и т. д. выпускается ацетилеио-кисло-родная горелка ГАО (горелка ацетиленовая, очистка). Ширина поверхности, обрабатываемой горелкой за один проход, составляет 100 мм. Для закалки металла выпускаются наконечники НАЗ-58 к стволу горелки ГС-3. Сварку и другие виды обработки металлов пропан-бутан-кисло-родным пламенем можно производить горелкой ГЗМ-2-62М с четырьмя наконечниками. Нарушение работы инжекторного устройства приводит к обратным ударам пламени и снижению запаса ацетилена в горючей смеси. Запас ацетилена представляет собой увеличение его расхода при полностью открытом ацетиленовом вентиле горелки по сравнению с паспортным расходом для данного номера мундштука. Посадочное место инжектора отрегулировано для инжекторов, входящих в комплект горелки. Инжекторы горелки «Москва» можно использовать в горелке «Звезда», а инжекторы горелки «Малютка» — в горелке «Звездочка». Проверка горелки на инжекцию (разрежение) проводится каждый раз перед началом работы и при смене наконечника. Для этого с ниппеля снимается ацетиленовый рукав и открывается кислородный вентиль. В ацетиленовом ниппеле исправной горелки должен создаваться подсос, обнаруживаемый прикосновением пальца к отверстию ниппеля. Поддержание мундштука в надлежащем состоянии обеспечивает нормальное пламя по-форме и размерам. После каждого ремонта детали горелок обязательно обезжиривают бензином марки Б-70. Безынжекторные горелки работают под одинаковым давлением кислорода и ацетилена, равным от 0,1 до 0,8 кгс/см2. Эти горелки обеспечивают более постоянный состав горючей смеси в процессе работы. Безынжекторные горелки можно питать ацетиленом, либо от баллонов, либо от генераторов среднего давления. Специальные горелки. Для газопламенной обработки материалов иногда целесообразно применять специальные горелки. Промышленностью выпускаются горелки для нагрева металла с целью термической обработки, удаления краски, ржавчины, горелки для пайки, сварки термопластов; пламенной наплавки и др. Реклама:Читать далее:Структура ацетилено-кислородного пламени
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |

 Если горючий газ имеет достаточно высокое давление, не менее 0,5 ати, то он может поступать в горелку самотеком, и горелка может не иметь инжектора. Безынжекторная горелка может работать лишь при достаточно высоком давлении горючего газа, поэтому она называется горелкой высокого давления. Если же давление горючего газа незначительно (менее 0,5 ати), то необходима, кроме того, принудительная подача или подсос горючего газа, что осуществляется специальным инжектором, встраиваемым в горелку. Поэтому инжекторные горелки называются горелками низкого давления. Такая горелка может работать уже при давлении горючего газа 0,005 ати. Горелка низкого давления может работать и при высоком давлении горючего газа (свыше 0,5 ати), но в этом случае применимы и горелки высокого давления. При давлениях менее 0,5 ати инжекторная горелка становится незаменимой, единственно пригодной.
Если горючий газ имеет достаточно высокое давление, не менее 0,5 ати, то он может поступать в горелку самотеком, и горелка может не иметь инжектора. Безынжекторная горелка может работать лишь при достаточно высоком давлении горючего газа, поэтому она называется горелкой высокого давления. Если же давление горючего газа незначительно (менее 0,5 ати), то необходима, кроме того, принудительная подача или подсос горючего газа, что осуществляется специальным инжектором, встраиваемым в горелку. Поэтому инжекторные горелки называются горелками низкого давления. Такая горелка может работать уже при давлении горючего газа 0,005 ати. Горелка низкого давления может работать и при высоком давлении горючего газа (свыше 0,5 ати), но в этом случае применимы и горелки высокого давления. При давлениях менее 0,5 ати инжекторная горелка становится незаменимой, единственно пригодной.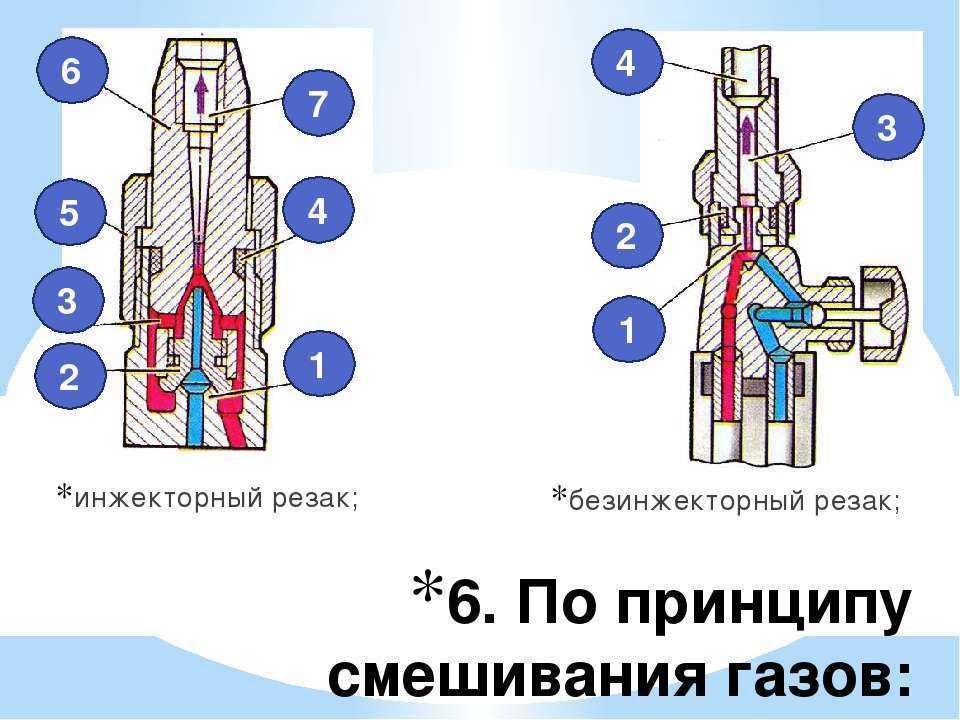 1, а). Кислород поступает в горелку но резиновому шлангу и через приемный ниппель и регулировочный вентиль проходит в смеситель, где поток кислорода разбивается на тонкие струйки для лучшего смешивания с горючим газом, после чего проходит в сопло смешения. Совершенно аналогичный путь проходит горючий газ, поступающий в горелку через регулировочный вентиль. Из смесителя смесь горючего газа с кислородом поступает в камеру смешения, где вследствие увеличения сечения газового потока скорость его уменьшается и заканчивается смешение кислорода с горючим газом, дающее на выходе из камеры смешения однородную по всему объему горючую смесь. Из камеры смешения 5 готовая смесь проходит по трубке наконечника и через калиброванный канал мундштука выходит наружу, где и сгорает, образуя сварочное пламя.
1, а). Кислород поступает в горелку но резиновому шлангу и через приемный ниппель и регулировочный вентиль проходит в смеситель, где поток кислорода разбивается на тонкие струйки для лучшего смешивания с горючим газом, после чего проходит в сопло смешения. Совершенно аналогичный путь проходит горючий газ, поступающий в горелку через регулировочный вентиль. Из смесителя смесь горючего газа с кислородом поступает в камеру смешения, где вследствие увеличения сечения газового потока скорость его уменьшается и заканчивается смешение кислорода с горючим газом, дающее на выходе из камеры смешения однородную по всему объему горючую смесь. Из камеры смешения 5 готовая смесь проходит по трубке наконечника и через калиброванный канал мундштука выходит наружу, где и сгорает, образуя сварочное пламя. При уменьшении скорости истечения газовой смеси из мундштука пламя проскакивает через канал мундштука внутрь горелки, происходит воспламенение и взрыв горючей смеси внутри горелки.
При уменьшении скорости истечения газовой смеси из мундштука пламя проскакивает через канал мундштука внутрь горелки, происходит воспламенение и взрыв горючей смеси внутри горелки. Несмотря на эти положительные качества, горелки высокого давления в нашей промышленности применяются реже потому, что они могут работать лишь на ацетилене достаточного давления, а промышленность широко пользуется ацетиленом низкого давления.
Несмотря на эти положительные качества, горелки высокого давления в нашей промышленности применяются реже потому, что они могут работать лишь на ацетилене достаточного давления, а промышленность широко пользуется ацетиленом низкого давления. В нормальных выпускаемых нашей промышленностью сварочных горелках разрежение в камере инжектора составляет 1000—3500 мм вод. ст. для наконечников разных размеров, а давление кислорода, поступающего в горелку для нормальной работы инжектора, должно быть около 3—3,5 ати.
В нормальных выпускаемых нашей промышленностью сварочных горелках разрежение в камере инжектора составляет 1000—3500 мм вод. ст. для наконечников разных размеров, а давление кислорода, поступающего в горелку для нормальной работы инжектора, должно быть около 3—3,5 ати. Поскольку поступление кислорода в горелку при этом остается практически постоянным, то содержание ацетилена в газовой смеси уменьшается против пормы и усиливается окислительное действие сварочного пламени.
Поскольку поступление кислорода в горелку при этом остается практически постоянным, то содержание ацетилена в газовой смеси уменьшается против пормы и усиливается окислительное действие сварочного пламени. При повышении давления ацетилена на входе в горелку смесь обогащается ацетиленом, при понижении давления уменьшается содержание ацетилена в смеси.
При повышении давления ацетилена на входе в горелку смесь обогащается ацетиленом, при понижении давления уменьшается содержание ацетилена в смеси.
 Подобная горелка состоит из постоянной части ствола и сменной части — наконечника, которые соединяются накидной гайкой. Ствол состоит из рукоятки, регулировочных вентилей, присоединительных ниппелей и трубок для газов; наконечник — из инжектора, смесительной камеры, трубки наконечника и мундштука. Каждый размер наконечника обозначается номером.
Подобная горелка состоит из постоянной части ствола и сменной части — наконечника, которые соединяются накидной гайкой. Ствол состоит из рукоятки, регулировочных вентилей, присоединительных ниппелей и трубок для газов; наконечник — из инжектора, смесительной камеры, трубки наконечника и мундштука. Каждый размер наконечника обозначается номером.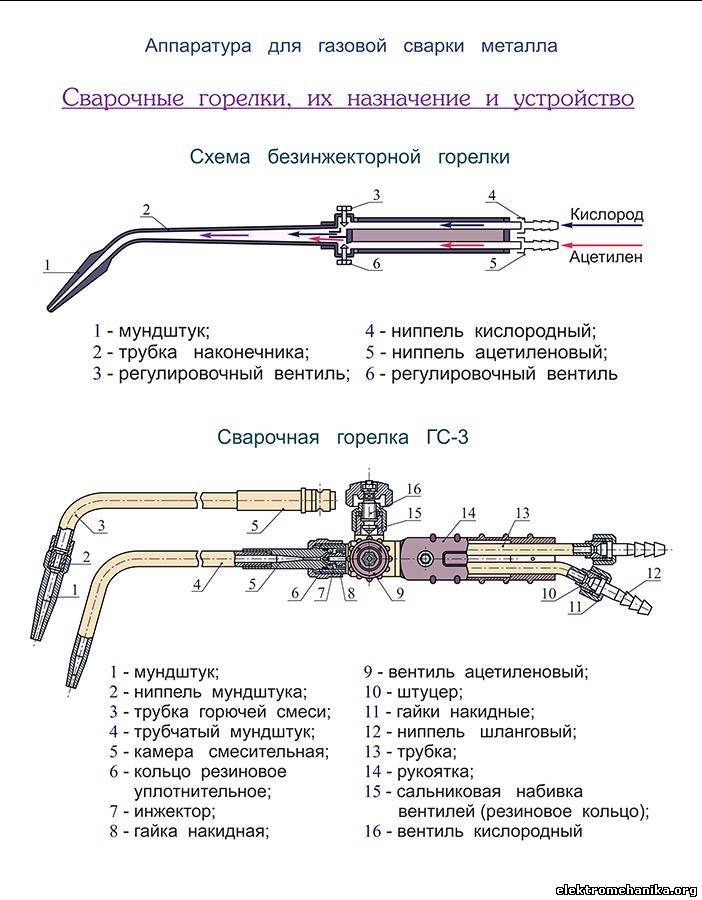
 Каналы мундштука можно прочищать лишь, медными или латунными прочищал-ками. Пользование для этой цели стальной проволокой запрещается, так как она царапает и разрабатывает канал мундштука и быстро приводит его в негодность.
Каналы мундштука можно прочищать лишь, медными или латунными прочищал-ками. Пользование для этой цели стальной проволокой запрещается, так как она царапает и разрабатывает канал мундштука и быстро приводит его в негодность.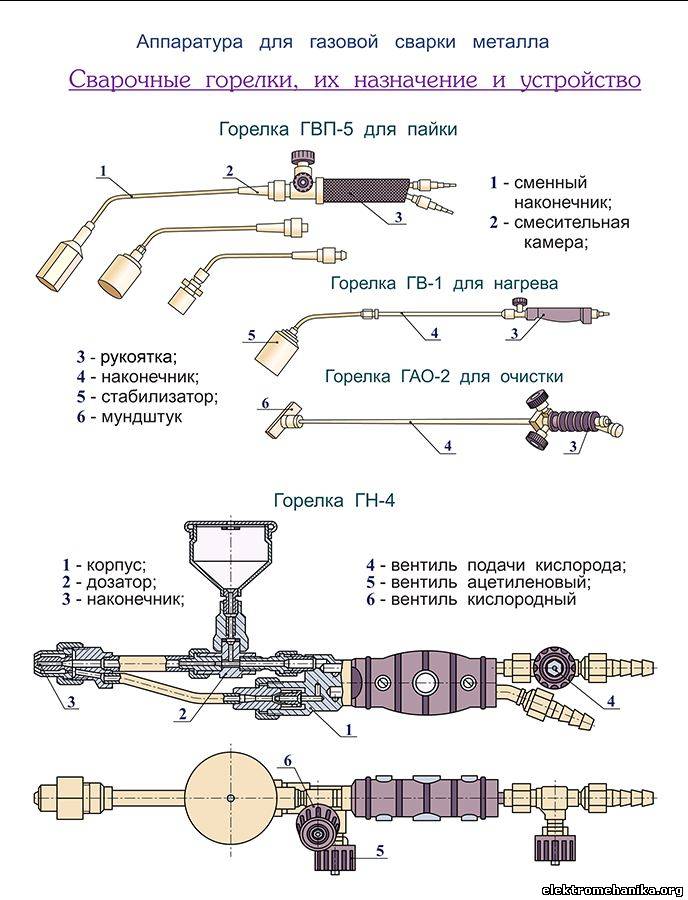

 Горелки ГС-2 работают с резиновыми рукавами диаметром 6 мм.
Горелки ГС-2 работают с резиновыми рукавами диаметром 6 мм. Причинами этих неполадок могут быть засорение кислородного канала, чрезмерное увеличение его диаметра вследствие износа ацетиленовых каналов, смещение инжектора по отношению к смесительной камере и наружные повреждения инжектора. Для нормальной работы горелки диаметр выходного канала мундштука должен быть равен диаметру канала смесительной камеры, а диаметр канала инжектора — в 3 раза меньше.
Причинами этих неполадок могут быть засорение кислородного канала, чрезмерное увеличение его диаметра вследствие износа ацетиленовых каналов, смещение инжектора по отношению к смесительной камере и наружные повреждения инжектора. Для нормальной работы горелки диаметр выходного канала мундштука должен быть равен диаметру канала смесительной камеры, а диаметр канала инжектора — в 3 раза меньше. Мунднштуки работают в условиях высокой температуры, подвергаются механическому разрушению от брызг при сварке и требуют ухода за ними (чистка, охлаждение и т. д.). Риски, задиры, нагар на стенках отверстия выходного канала мундштука снижают скорость выхода горючей смеси и способствуют образованию хлопков и обратных ударов, искажают форму пламени. Эти недостатки устраняют подрезкой торца мундштука на 0,5—1 мм, калибровкой и полировкой выходного отверстия.
Мунднштуки работают в условиях высокой температуры, подвергаются механическому разрушению от брызг при сварке и требуют ухода за ними (чистка, охлаждение и т. д.). Риски, задиры, нагар на стенках отверстия выходного канала мундштука снижают скорость выхода горючей смеси и способствуют образованию хлопков и обратных ударов, искажают форму пламени. Эти недостатки устраняют подрезкой торца мундштука на 0,5—1 мм, калибровкой и полировкой выходного отверстия. Принципиальное устройство специальных горелок во многом аналогично горелке, используемой для сварки металлов. Отличие состоит в форме и размерах мундштуков, а также в тепловой мощности, форме и размерах пламени. Специальные горелки выпускают для любого горючего газа.
Принципиальное устройство специальных горелок во многом аналогично горелке, используемой для сварки металлов. Отличие состоит в форме и размерах мундштуков, а также в тепловой мощности, форме и размерах пламени. Специальные горелки выпускают для любого горючего газа.как пользоваться ацетиленовой, пропановой, кислородной, водородной или газовоздушной, датчик пламени и ветрозащита, почему коптит? – Оборудование для пайки на Svarka.
 guru
guruКаждый мужчина когда-либо сталкивался с потребностью в пайке металлических предметов. Процесс этот не сложен, а проблема заключается в том, что не у каждого дома есть газовая горелка.
При желании и наличии свободного времени горелку для пайки можно собрать самостоятельно. Конечно, таких параметров пламени, как у заводских моделей, добиться вряд ли удастся, но для выполнения нехитрых бытовых работ мощности ее хватит.
Содержание
- 1 Принцип устройства
- 2 Из чего состоит самодельная?
- 3 Разновидности ручных
- 3.1 Атмосферные
- 3.2 Эжекционные (с наддувом)
- 3.3 Другие виды
- 4 Параметры для изготовления
- 5 Cвоими руками – чертежи
- 6 Изготовление из подручных материалов: поэтапно
- 6.1 Форсунка и ручка
- 6.2 Регулировка пламени
- 7 Порядок работы
Принцип устройства
Принцип действия горелки независимо от типа прост. В первую очередь требуется источник топлива – баллон со смесью пропана и бутана. Топливо поставляется к штуцеру паяльника через редуктор.
Топливо поставляется к штуцеру паяльника через редуктор.
[stextbox id=’info’]Для использования дома выпускаются модели с баллончиками одноразового использования, которые подойдут для нечастого применения.[/stextbox]
Газ на большой скорости поступает к жиклеру по специальному проходу. В жиклере установлена игла, с помощью которой регулируется мощность пламени. При увеличении скорости в воздушном золотнике газ обогащается кислородом, требуемым для горения.
При помощи гильзы золотника регулируется объем воздуха, подаваемого к горючему газу. Так добиваются нужной интенсивности, контуров и параметров пламени.
[stextbox id=’alert’]Важно! Газовая горелка для пайки сплавляет даже алюминий. Для такой работы потребуется применение специальной присадочного материала – припоя, изготовленного из легкоплавких металлов. Алюминий не будет перегреваться, благодаря чему создается высококачественное соединение.[/stextvbox]
Из чего состоит самодельная?
Самодельный паяльник состоит из таких элементов:
- иголки, регулирующей поступление топлива;
- ручки, изменяющей расположение иглы;
- жиклера;
- рассекателя;
- золотника;
- эжектора;
- радиатора.

Наиболее подходящим материалом для изготовления частей конструкции считается бронза либо латунь, обладающие требуемой прочностью и теплопроводимостью. Сплавы отличаются коррозионной стойкостью, устойчивостью к деформациям и обуславливают продолжительный срок эксплуатации оборудования.
Опционально устройство можно оборудовать датчиком пламени горелки, укомплектовать пьезоподжигом для облегчения зажигания. Также не лишним оборудовать самодельной устройство ветрозащитой для горелки, иначе не минуть проблем с периодически гаснущим пламенем на сильном ветру.
Газовые рампы для горелки – что это такое? Это дополнительный прибор, использующийся при необходимости повышенного потребления газа. Устройство составляют пара коллекторов, гибкие шланги и регуляторы. На коллекторе установлен запирающий кран, допускающий выполнение смены баллона на одном из питающих устройств без остановки процесса. Уменьшение давления газа производится рамповым редуктором.
Разновидности ручных
Атмосферные
Инжекционные газовые горелки представляют собой устройства, работа которых основывается на инжекции (всасывании) воздуха в корпус мощной струей газа.
Такое оборудование популярно и востребовано в основном на предприятиях и заводских цехах по причине принудительного поступления воздушного потока. Для пользователей-любителей же инжекционные горелки слишком затратны и приобретать их особого смысла нет.
Горелка газовоздушная работает по такому принципу. Воздушный поток всасывается в корпус, где соединяется с горючим газом.
[stextbox id=’info’]Работа некоторых моделей основана на обратном принципе – газ затягивается под влиянием мощного воздушного потока.[/stextbox]
Такой вариант допустим в ситуации, когда давление газа равно атмосферному. При прохождении по соплу газовоздушная смесь разгоняется, создается разреженная зона за соплом.
Устройства, у которых выполняется полное смешивание газа со средним давлением с требуемым объемом воздуха, при функционировании выпускают малое пламя.
Лампы с неполным соединением газа и воздуха для объединения в корпус поступает лишь до 60% от нужного объема. Недостающий воздух приходит извне прямо к пламени при разрежении в топке газовоздушного потока, инжектированного в смеситель.
Инжекторные приборы с малым давлением газовоздушной смеси отличаются устойчивостью пламени и применяются для разнообразных тепловых нагрузок.
Эжекционные (с наддувом)
Эжекционные приборы отличаются специфичным предназначением и конструкцией. Они – верные спутники конструкторов и специалистов, выполняющих спайку цветных металлов. Повышенная температура и возможность регулирования потока позволяют использовать паяльные лампы для закаливания металлов либо иной термообработки, требующей повышенной точности и резких очертаний конуса огня.
В зависимости от области применения устройство и габариты паяльника и дюз различаются.
Самые портативные модели применяются в ювелирном деле и для спаивания тонких металлов – они незаменимы при выполнении филигранной работы.
Лампы средних размеров с конусом 3-9 мм используются для электропайки муфт, алюминиевых и медных труб, изделий из меди и ее сплавов.
Крупные устройства отличаются высокой мощностью, потому используются для таких работ, как точная сгибка, художественная ковка, штамповка. Применяются они также как основа для создания домашних горнов и печей для закалки.
Эжекторные паяльники обладают высокой устойчивостью пламени со стабильной температурой. Для снижения потребления газа и оперативного достижения требуемой мощности в них используется преднагревательный контур.
Другие виды
Также выпускаются горелки, в которых применяется МАРР вместо привычной смеси пропана и бутана или природного газа. Пламя таких паяльников способно гореть с температурой 2200-2400°С. Основной поток энергии концентрируется в конусе с ярко выраженными контурами.
Такие устройства применяются для прогревания, ковки, сгибания массивных заготовок либо изделий из высокоуглеродистых марок стали, закалки и отпуска металла. МАРР отличается низкой температурой кипения, использование такого газа возможно даже в паяльниках без подогревающего контура.
МАРР отличается низкой температурой кипения, использование такого газа возможно даже в паяльниках без подогревающего контура.
По типу топлива паяльники разделяются на:
- пропановые;
- ацетиленовые;
- водородные;
Особенность пропановых горелок для пайки – формирование чрезвычайно тонкой струи огня. Благодаря этому устройства такого типа применяются для точечной обработки металлов, фигурного резания, изготовления декоративных элементов.
Для работ с использованием ацетильно-кислородных горелок необходимо правильно подбирать размер наконечника и тип форсунки, через которую будет подаваться смесь из ацетилена и кислорода. Зажечь паяльник можно только после появления из сопла характерного для горючего газа запаха, после добавления кислорода образуется пламя синего цвета. При ошибках в настройках, ацетиленовая горелка станет резать, а не сваривать.
Сформированная водородной горелкой дуга отличается высокой устойчивостью независимо от проведения предварительной обработки соединяемых элементов. Для работы требуется использование электролизера, то есть кислородно-водородного газосварочного прибора, в котором под воздействием электротока в автоматическом режиме выполняется разделение воды на водород и кислород.
Для работы требуется использование электролизера, то есть кислородно-водородного газосварочного прибора, в котором под воздействием электротока в автоматическом режиме выполняется разделение воды на водород и кислород.
[stextbox id=’alert’]Важно! Выбор в пользу определенного типа горелки по мощности производится в зависимости от толщины сопрягаемых деталей. Изделия толщиной до 3 мм поддаются обработке при мощности паяльника 1,5 киловатт. Для прутьев и металлических плит толщиной до 14 мм необходима мощность как минимум 2-3 кВт.[/stextbox]
Параметры для изготовления
Перед сборкой горелки следует заранее определиться с требуемыми параметрами, основными из которых являются:
- Тип пламени – факельный либо вихревой. Конструкция беспламенных горелок слишком сложна для изготовления в домашних условиях. Факельное пламя воздействует на маленькую площадь и применяется для точеной сварки. При помощи вихревого можно быстро прогреть большие площади поверхности.
- Устройство для корректирования пламени. Регулятор позволяет уменьшать ил повышать поток в зависимости от материала и способа обработки. Для управления можно использовать водопроводный вентиль.

Cвоими руками – чертежи
Для сборки паяльника потребуются:
- заготовки из латуни для создания форсунки и рассекателя;
- латунная трубка;
- пластинки из жароустойчивых материалов;
- электродрель;
- тиски;
- силикон либо иной уплотнитель;
- редуктор газовый;
- рукава соединительные.
Пример элементов горелки представлен на чертеже.
Изготовление из подручных материалов: поэтапно
Форсунка и ручка
К трубке из латуни приделывается ручка, для ее изготовления можно воспользоваться ручкой от неисправной паяльной лампы. Второй вариант – брусок с диаметром продольного отверстия, равного размеру трубки. Для сопряжения применяется силиконовый клей либо эпоксидка. Ручке придается форма, удобная для руки.
Ручке придается форма, удобная для руки.
К созданию форсунки следует отнестись очень тщательно. Ее отверстие сечением 0,1 мм выполнить дома практически невозможно, потому сначала устраивается широкое, а края его забиваются до требуемого размера. Для ускорения процесса деталь зажимается в тисках, по ней наносятся вертикальные удары молотком с оттягиванием по направлению к центру.
Удары наносятся круговые во избежание отклонения подающегося газа при пользовании. Головку следует почистить мелкой наждачкой. С оборотной стороны форсунки устраивается резьба, позволяющая ей соединиться с трубкой подвода газа.
Регулировка пламени
Изготовленной по вышеописанной схеме горелкой уже можно пользоваться. Аппарат будет работать после соединения элементов в единую конструкцию. Остается лишь подключить газовый баллон, открыть вентиль и поджечь.
Но при этом возникнут некоторые неудобства – регуляция газового потока доступна только посредством крана на баллоне, максимально возможной мощности пламени добиться не удастся. Прибор нужно укомплектовать рассекателем и краном.
Прибор нужно укомплектовать рассекателем и краном.
Кран можно установить непосредственно на горелке либо на подводящей трубе. Удобнее для работы, когда вентиль смонтирован недалеко от ручки (выше на 3-4 см). Сам кран также можно позаимствовать со старого автогена. Устройство фиксируется на резьбе, уплотняющейся ФУМ-лентой.
Для изготовления рассекателя используется латунная заготовка цилиндрической формы с отверстиями: одним – для подводящей трубки и несколькими параллельными ему меньшего сечения.
Заготовка закрепляется на трубке так, чтобы кромки ее выходили на 2-3 мм за пределы форсунки. Рассекатель выполняет сразу две функции:
- обеспечивает ветрозащиту;
- проводит поток кислорода, требуемого для поддержания стабильного горения.
Порядок работы
Для спаивания крупных элементов между собой удобно пользоваться профессиональной горелкой. Для спайки деталей небольших размеров рекомендуется применять приборы, работающие на ацетилене либо светильном газе. В последнем случае наблюдается большая эффективность, к тому же, этот тип топлива дешевле.
В последнем случае наблюдается большая эффективность, к тому же, этот тип топлива дешевле.
При сопряжении спайкой небольшого количества деталей желательно их заранее прогревать, что сократит время на одинаковый нагрев всех элементов. Это исключает появление коробления и иных дефектов.
Перед работой каждому элементу следует придать неподвижной положение и исключит их сдвиг в процессе спайки. Выполняется это на верстаке либо ином приспособлении.
Непосредственно перед спайкой на соединяемые кромки наносится флюс. Если возникла необходимость в добавлении флюса в процессе производства работ, следует горячий конец детали помещать в припой, а не наоборот.
Для соединения элементов из разнородных металлов пламя нужно направлять на тот материал, теплопроводность которого выше. Также следует внимательно отнестись к сопряжению разноразмерных деталей.
[stextbox id=’alert’]Важно! Обязательно нужно проследить за тем, чтобы все элементы были одинаково прогреты. Толстые детали следует прогревать дольше.[/stextbox]
Толстые детали следует прогревать дольше.[/stextbox]
Припой в огне горелки расплавлять нельзя, так как он будет стекать каплями. Расплав необходимо создавать при касании проволоки с поверхностью основного элемента.
Припой всегда стремится протечь в наиболее прогретые участки спайки. Потому пламя следует направлять до припоя. Если он не может попасть в шов, значит элемент не приобрел требуемую для соединения температуру.
Места спаечного соединения не нужно прогревать слишком долго, потому как это приведет к изменениям в составе припоя и его выгоранию. Эффективность использования флюса значительно снизится.
[stextbox id=’info’]Даниил Прохоров, сварщик, стаж работы 15 лет: «Производится огромное количество газовых горелок для пайки, различающихся по используемому газу, мощности, области использования. Для домашней работы вполне сгодится и самодельная паяльная лампа, а для чего-то более серьезного необходимо приобрести выпускаемый серийно инструмент». [/stextbox]
Ацетиленовая горелка на пропане
Выбирая технический газ, предприятия, прежде всего, ориентируются на то, что для организации разных технологических процессов требуются горючие газы с разными характеристиками. Основными из них являются мощность и температура пламени, потребление кислорода и сферы использования газов.
Для выполнения резки металлов, их сварки и других подобных процессов такой показатель, как мощность пламени, играет важную роль. Также большое значение имеет способность пламени передавать энергию на подвергаемый воздействию материал. В этом отношении ацетилен технический лучше пропана, поскольку его использование позволяет создать пламя, которое быстрее нагреет металлическую поверхность до необходимой температуры.
От температурного показателя, которого может достигать полученное с помощью технического газа пламя, зависит время выполнения работы. Поэтому он очень важен для процесса нагрева поверхности. В этом отношении снова хороших показателей можно достигнуть, используя ацетилен. Если температура пламени пропана может достигать 2 800 градусов Цельсия, то ацетилен нагревается до 3 100 градусов Цельсия. Однако ацетилен существенно уступает пропану по такому показателю, как запас энергии: 55 против 95 МДж/м3.
Если температура пламени пропана может достигать 2 800 градусов Цельсия, то ацетилен нагревается до 3 100 градусов Цельсия. Однако ацетилен существенно уступает пропану по такому показателю, как запас энергии: 55 против 95 МДж/м3.
Чтобы использовать технические газы, требуется разное количество кислорода. Для ацетилена достаточно 1,1 кубометра, чтобы образовалось нормальное для проведения работы пламя, а для пропана потребуется почти четыре кубометра кислорода.
Ещё одной положительной особенностью ацетилена является то, что его состав можно изменить, чтобы в результате получить восстановительный или нейтральный огонь. Все остальные газы, в том числе и пропан, при тех температурах, которые необходимы для промышленных целей, могут образовывать только пламя окислительного типа. Поэтому пропаном осуществлять сварку нельзя.
А вот если необходимо провести общий нагрев металлической поверхности, то без пропана не обойтись. Для этого термического процесса требуется газ, обладающий значительным энергозапасом на один кубометр. Такими свойствами как раз обладает газ пропан.
Такими свойствами как раз обладает газ пропан.
Подводя итог, отметим, что ацетилен хорош тем, что его можно использовать в окислительных, нейтральных и восстановительных процессах при осуществлении закалки, резки и сварки металлов. Он высокоэффективен при проведении процессов, которые необходимо прервать. Также его использование возможно на загрязнённых поверхностях.
В свою очередь пропан отличается своей доступностью, так как его можно поставлять и в ёмкостях, и в баллонах. Он эффективен при общем нагреве поверхности, и при его использовании риск обратного удара достаточно низок.
имею горелку Г2-04 ацетиленовая.
Использовать её собираюсь для кислород+пропан.
Мундштуки № 1 и 2 купил.
Внутри трубки Горючей смеси есть фиговина в которой оч. маленькое отверстие.
Так вот если её как есть использовать, то Кислорода давления просто не хватает, факел слабый очень.
А если я её выкручиваю — всё супер.
Скажите можно эту фиговину выкрутить и выкинуть?
ПыСы: эту фиговину обвел красным.
Спс.
Смотрите также
Метки: горелка, сварка
Комментарии 51
невкоем случае нечего рассверливать ненужно!, он настраевается выкручиванием на 1,5-2,5 оборота. Открути газовый шланг выкрути инжектор на два оборота открой газовый кран и подай кислород пальцем затыкай газовый штуцер на горелки он подсасывает воздух в себя достаточно сильно попробуй убавь на пол оборота и прибавь добейся самого сильного подсоса воздуха. Горелка работает за щёт подсоса газа кислородом. После этого проверка на герметичность, опустиь в воду.
я инжектор откручивал (регулировал), нифига не помогает 🙁
Сильнее если откручивать, то уже саму трубку с резин. колечком не встает на свое место.
Рассверлил, уже паял — всё супер.
рассверливать не надо, просто от другого номера подбери. вроде на горелку 1 номер ставят инжектор от 2-го, на 2-й от 3-го и т.д. ну или через один попробуй: на 1-от 3-го, на 2 от 4-го…
мне проще и дешевле рассверлить, чем искать инжектор (быстрее купить горелку чем найти инж)
через всеинструменты купил мундштуки по
100 р. , а на базаре Сенной мундштуки вместе с трубками продают комплектом, за 1500 р.
, а на базаре Сенной мундштуки вместе с трубками продают комплектом, за 1500 р.
Самый ходовой №1 и 2 размер.
рассверливать не надо, просто от другого номера подбери. вроде на горелку 1 номер ставят инжектор от 2-го, на 2-й от 3-го и т.д. ну или через один попробуй: на 1-от 3-го, на 2 от 4-го…
рассверлил 1,5 мм. накрутил до конца (пропан плохо идет), влеганца открутил жиклер — супер всё пошло, пламя такое как и должно быть 🙂
Благодарю за помощь.
а с головкой что нибудь делал?
головка — мундштук?
Мундштук я просто новый купил для пропана № 1 и № 2
по 93 р. вроде в всеинструменты.
Можно и ацетиленовый расточить и форкамеру сделать со стороны выхода пламени.
Но мне проще купить готовый, цена в
200 р. не такая уж и большая
у нас не продают. можешь фото сделать самого отверстия?
фокус не сможет взять в глубину ни фотик, ни Яблоко.
форкамера также квадратная или закругленная как чаша?
круглая, сверлом проходи.
Завтра замерю (если получится) ф форкамеры. Глубину тоже напишу.
круглая, сверлом проходи.
Завтра замерю (если получится) ф форкамеры. Глубину тоже напишу.
и номер горелки
№ 1
ф форкамеры 2 мм
ф канала — не могу замерить. (по любому меньше 1 мм.)
№ 2
ф форкамеры 2 мм
ф канала — 1 мм.
Глубину форкамеры замерить забыл 🙁
ну думаю 3 мм. не ошибусь 🙂
Огромное СПАСИБО за ответы, советы.
это инжектор, отверстие маловато для пропана.
так с этим инжектором Пропан идет шикарно, а вот Кислорода мало давление.
расверли побольше, выкидываеть его нельзя.
рассверлил 1,5 мм. накрутил до конца (пропан плохо идет), влеганца открутил жиклер — супер всё пошло, пламя такое как и должно быть 🙂
Благодарю за помощь.
Так это жиклер ацетиленовый, для пропана больше идет, а вы что пропаном варить собрались? Без него может обратку схватить горелка.
Давай плиз на “ты” 🙂
угу, пропаном.
Как, вернее что можно сделать в данном случае?
Может рассверлить этот жиклёр?
Можно конечно и побольше рассверлить, но сварка пропаном сущий ад, он только для резки и нагрева годится . И насколько мне не изменяет память он настраивается жиклер, путем вкручивания и обратно
1. мне пропан+кислород тока для пайки меди, латуни (я знаю, для сварки пропан не катит)
2. Жиклер выкручивал .слабо помогает (без него шикарно, но бздю конкретно я)
А ну если так, то конечно можно рассверлить . Только я не пойму почему не горит, я без проблем такой паяю, а на какое давлении газа редуктор выставлен ? Да и Очковать )) не стоит, ты же не режешь металл, что бы схватить обратку, редуктор главное на баллоне и все ок . Поросят вон вообще напрямую всю жизнь у меня в деревне шмалят ))))
ну мне бурной молодости хватило за глаза в прямом смысле :)) хулиганом был, теперь я лучше переочкую 🙂
Редуктор на 4 атм.
Ну значит сверли, раз горелку не жалко ))), просто люблю по заводу такие вещи )) до 2мм только максимум, а лучше 1.5
1. мне пропан+кислород тока для пайки меди, латуни (я знаю, для сварки пропан не катит)
2. Жиклер выкручивал .слабо помогает (без него шикарно, но бздю конкретно я)
Отвечаю, я пользуюсь зимой пропан+кислород уже лет 10,что бы не заморачиваться с генератором, так вот…эту фиговину я выкинул, горелка малютка, тройка, но ещё надо доработать наконечник что бы не было срыва пламени, это берётся сверло на 6 или на семь, и со стороны выходного отверстия сверлится так называемй потай, и варю выхлопные и всякую мелочь…надеюсь понятно объяснил
я мундштуки именно с форкамерой купил, №1 и №2 для пропана (в среднем 100 р. каждый)
Накручиваются идеально.
спс.
ну тогда выкинь этот дозатор и всё, а обратку если и поймаешь, закрыл пропан и всё…
сначала попробую рассверлить а там по месту 🙂
можно и так, но я не замарачивался…
рассверлил 1,5 мм. накрутил до конца (пропан плохо идет), влеганца открутил жиклер — супер всё пошло, пламя такое как и должно быть 🙂
накрутил до конца (пропан плохо идет), влеганца открутил жиклер — супер всё пошло, пламя такое как и должно быть 🙂
Благодарю за помощь.
Отвечаю, я пользуюсь зимой пропан+кислород уже лет 10,что бы не заморачиваться с генератором, так вот…эту фиговину я выкинул, горелка малютка, тройка, но ещё надо доработать наконечник что бы не было срыва пламени, это берётся сверло на 6 или на семь, и со стороны выходного отверстия сверлится так называемй потай, и варю выхлопные и всякую мелочь…надеюсь понятно объяснил
ПыСы: попробуй мундштук № 1, мне на пайке меди твердым припоем понравилось, тока осторожно надо быть, прожигает на раз 🙂 — жало острое выходит 🙂
Но зато и нагрев более кучным получается — да и мизер, но тем не менее расход экономичен становится 🙂
1. мне пропан+кислород тока для пайки меди, латуни (я знаю, для сварки пропан не катит)
2. Жиклер выкручивал .слабо помогает (без него шикарно, но бздю конкретно я)
Тогда попробуй обратный клапан для пропана
уже заказал в всеинструменты 🙂 2 клапана на Пропан и Кислород, вместо штуцеров сразу к горелке прикручиваются
Можно конечно и побольше рассверлить, но сварка пропаном сущий ад, он только для резки и нагрева годится . И насколько мне не изменяет память он настраивается жиклер, путем вкручивания и обратно
И насколько мне не изменяет память он настраивается жиклер, путем вкручивания и обратно
рассверлил 1,5 мм. накрутил до конца (пропан плохо идет), влеганца открутил жиклер — супер всё пошло, пламя такое как и должно быть 🙂
Благодарю за помощь.
Давай плиз на “ты” 🙂
угу, пропаном.
Как, вернее что можно сделать в данном случае?
Может рассверлить этот жиклёр?
Мне уж кажется проще балон пропановый газом МАФ заправить если уж такая необходимость, с пропана толку в сварке не будет
пропан+кислород = пайка меди и т.д.
Мапп баллончики в данном сравнении и дороги и слабы по температуре.
У меня для Мапп баллона Бензоматик горелка с шлангом есть (суперская вещь, у англичанина купил), но Мапп макс. только на 22-28 мм трубу идет и то, если труба длинная то все тепло на трубу уходит а не на место сварки.
Речь про твёрдый припой.
Вам написал человек МАФ (метан ацетиленовая фракция)
У МАФа температура горения выше чем у пропана но ниже чем у ацетилена
Что такое Мапп ? я не знаю
МАФом я на работе варю трубопроводы с проволкой с8
Попробуйте выкинуть ижектор если горелка не будет хлопать — вари !
Я сам чясто выкидую эту хрень
А редуктор возми лучше типа БПО 5 2 с регулировкой давления
МАПП баллоны продаются у холодильщиков, сантехников по меди.
Там смесь газов, t выше чем у пропана.
На кислороде у мня и так стоит Редуктор кислородный БКО-50-5AL я ведь писал что у мня 4 атм. выставлено.
На пропан смысла нет редуктор с манометром покупать 🙂 у мня просто редуктор стоит (не лягушка) 🙂
Про Маф первый раз слышу, не профи я :))))
Да и не нужен он мне, смысл мне таскать такую тяжесть, коль есть пропан баллон на 12 литров — он более универсален 🙂
В гараже: кислород 40 л + 12 л. пропан (шланг 9 мм + горелка малютка)
На выезде: кислород 5 л. + тот же баллон пропана (шланг 6 мм + ацет. горелка, армянка вроде :)) )
На каждом кислороднике свои редуктора 🙂
Вот как раз ХОЛОДИЛЬЩИКИ и паяют мафом Я покупаю большой балон и тоже переливаю его в маленький
мне проще пользовать пропан — подъехал на заправку, залили — проще мне так :))
Вот как раз ХОЛОДИЛЬЩИКИ и паяют мафом Я покупаю большой балон и тоже переливаю его в маленький
рассверлил 1,5 мм. накрутил до конца (пропан плохо идет), влеганца открутил жиклер — супер всё пошло, пламя такое как и должно быть 🙂
Благодарю за помощь.
Так это жиклер ацетиленовый, для пропана больше идет, а вы что пропаном варить собрались? Без него может обратку схватить горелка.
Это не жиклер, а инжектор. Он не спасет от обратного удара (для этого есть специальные одноразовые клапана, которые ставятся до горелки.
Инжектор нужен для регулипования подачи ацетилена, т.к. Кислород выходит под бОльшим давлением и подсасывает ацетилен.
Сварочные горелки- типы и различия.
Горелка газовая- устройство, обеспечивающее устойчивое сгорание газа и возможность регулирования температуры пламени.
Обеспечивает смешивание горючего газа (ацетилен, пропан, маф, и.др) с воздухом или кислородом , для формирования и получения необходимого пламени с дальнейшим подводом его к нужной детали.
В настоящее время широкое распространение получили инжекторные горелки, в которых подача горючего газа в смесительную камеру осуществляется за счет подсоса его струей кислорода.
Процесс подсоса горючего газа более низкого давления струей кислорода, и называется инжекцией, а газовые горелки данного типа — инжекторными.
– по роду применения горючего газа: ацетиленовые, и для газов заменителей.
-по назначению: для (сварки, разогрева, пайки.)
-по мощности пламени: (малая, средняя, большая.)
Каждая горелка имеет регулировочный узел, который позволяет изменять тепловую мощность, и форму сварочного пламени.
Воздушные горелки (кровельные) так устроены, что газ перед сгоранием предварительно смешивается в них с таким объёмом воздуха, который необходим для полного сгорания смеси. Пламя получается почти бесцветное и наивысшей температуры. Такие горелки в основном предназначены для кровли, пайки кабеля, или нагрева деталей. В сельском хозяйстве их зачастую используют для опаливания шкур животных. Температура пламени в них составляет примерно 500-700 градусов. Конструктивно кровельные горелки различаются по длине, а так же могут быть вентильными или рычажными. По числу пламени они могут делиться на -однопламенные и многопламенные, (однофакельные или многофакельные). Для нагрева стыков труб широко используются кольцевые горелки .
Для нагрева стыков труб широко используются кольцевые горелки .
Ацетиленовые горелки используется в основном для сварки металлов толщиной до 6мм. Для нормальной работы инжекторных горелок необходимо, давление кислорода в пределах 1,5—5 кгс/см2, а давление горючего газа значительно ниже, примерно- 0,01—1,2 кгс/см2.
Газовые горелки могут быть универсальными или специализированными, то есть предназначенными для выполнения определенной операции.
При эксплуатации ацетиленовой или пропановой сварочной горелки необходимо помнить, что каждая горелка рассчитывается под определенный горючий газ.
Наконечник горелки состоит из мундштука , инжектора, и трубки. Соотношение отверстий в мундштуке и в инжекторе, позволяют использовать данную деталь только для определенного вида газа. Температура пропановой сварочной горелки составляет приблизительно 2300 градусов, тогда как ацетиленовая сварочная горелка выдает 3150 градусов. Мундштуки горелок обычно изготавливают из меди. Это связано с тем, что медь имеет лучшую теплопроводность по сравнению с латунью, и в процессе сварки лучше охлаждается. Существуют ацетиленовые наконечники цельнотянутые . Такие наконечники обладают высокой теплопроводностью и благодаря своим сравнительно малым размерам, могут использоваться в труднодоступных местах. Например: при сварке или ремонте труб отопления.
Это связано с тем, что медь имеет лучшую теплопроводность по сравнению с латунью, и в процессе сварки лучше охлаждается. Существуют ацетиленовые наконечники цельнотянутые . Такие наконечники обладают высокой теплопроводностью и благодаря своим сравнительно малым размерам, могут использоваться в труднодоступных местах. Например: при сварке или ремонте труб отопления.
Каждый производитель автогенного оборудования производит продукцию по своим чертежам и размерам. По этой причине, наконечник например, от сварочной горелки «ДОНМЕТ» не подойдет к горелке производства «РОАР».
Однако если вы купите горелку ацетиленовую предположим Г2 (2,3) «ДОНМЕТ» рассчитанную на сварку ацетиленом, то для того что бы вам перевести ее на пропан, нужно купить наконечник для пропановой горелки соответственно производства «ДОНМЕТ».
Такая ситуация и с другими производителями автогенной техники типа «РОАР» , «ДЖЕТ» , «БАМЗ» . Нужно помнить о том, что в настоящее время на рынке сварочного оборудования, помимо Российских производителей очень большая доля приходится на Китайские резаки, горелки. Среди них встречаются не плохие образцы автогеники, однако нужно понимать, что в случае выхода из строя какого-то узла или детали, могут возникнуть трудности с ремонтом или дополнительной комплектацией. Это связано с долговременной логистикой из Китая.
Горелка ацетиленовая Г2С-23 в Москве (Горелки ацетиленовые)
Цена: Цену уточняйте
за 1 ед.
Описание товара
Производитель:
GCE KRASS
Газ
ацетилен
Толщина сварки
до 9 мм
Наконечники
2А, 3А
Ниппели
6,3/9 мм
Длина
444 мм
Горелки газопламенные универсальные типов Г2С (малой мощности) и Г3С (средней мощности) предназначены для ручных процессов ацетилено-кислородной сварки, пайки, нагрева и других видов газопламенной обработки металлов.
Преимущества ацетиленовых горелок Г2С
- Металлическая ручка
- Российские стандарты наконечников
- Универсальный ниппель для присоединения рукавов Ø 6,3 или 9,0 мм
- Европейский дизайн
- Индивидуальная картонная коробка
- Наличие штрих-кода облегчает работу по приему, хранению и сбору грузов
- Сервисное обслуживание
- Наличие запчастей
Общие сведения об ацетиленовой горелке Г2С-23
Горелки газопламенные универсальные типов Г2С (малой мощности) и Г3С (средней мощности), именуемые в дальнейшем – горелки, предназначены для ручных процессов ацетилено-кислородной сварки, пайки, нагрева и других видов газопламенной обработки металлов.
Основные параметры горелок соответствуют требованиям ГОСТ 1077-79 “Горелки однопламенные универсальные для ацетилено-кислородной сварки, пайки и подогрева”.
Устройство и принцип работы газовой горелки Г2С-23
Горелка состоит из ручки и комплекта наконечников. Ручка горелки имеет регулировочные вентили кислорода и ацетилена. К ручке по резиновым рукавам (ГОСТ 9356) через ниппель и штуцер с правой резьбой М16х1,5, подается кислород, а через ниппель и штуцер с левой резьбой М16х1,5LH, подается ацетилен. К корпусу с помощью накидной гайки крепится наконечник, состоящий из смесительной камеры, инжектора, трубки, ниппеля, мундштука.
Кислород, подаваемый через ниппель к вентилю и далее через дозирующее отверстие инжектора, создает разрежение перед цилиндрическим каналом смесительной камеры, в которую засасывается ацетилен и происходит смешивание. Образовавшаяся горючая смесь движется по трубке к цилиндрическому выходному каналу мундштука, на выходе из которого смесь горит. Регулирование мощности пламени в пределах одного наконечника производится вентилями. Ступенчатое изменение мощности пламени производится сменой наконечников.
Подготовка к работе ацетиленовой горелки Г2С-23
Перед началом работы убедитесь в исправности оборудования и проверьте:
- герметичность присоединения рукавов, всех разъемных и паянных соединений;
- наличие разряжения (подсоса) в канале горючего газа.
Установите рабочее давление газов в соответствии с таб.1 редукторами на баллонах.
Откройте на 1/4 оборота кислородный вентиль и на 1/2 оборота вентиль ацетилена, зажгите горючую смесь. Отрегулируйте вентилями горелки “нормальное ” пламя.
Выключение подачи газов производить в обратном порядке: горючий газ, кислород.
Содержите горелку в чистоте, периодически очищайте наконечник от нагара и брызг металла с помощью наждачного полотна или мелкого напильника.
Характеристики горелки ацетиленовой Г2С-23
- — Бренд: GCE KRASS
Товары, похожие на Горелка ацетиленовая Г2С-23
Вы можете оставить заявку на «Горелка ацетиленовая Г2С-23» в фирме «АВС Снабжение, ООО» через на сайт BizOrg. Su. На сегодня предложение находится в статусе «В наличии».
Плюсы «АВС Снабжение, ООО»:
- гарантия качества и своевременное выполнение взятых обязанностей;
- удобные методы осуществления платежей;
- для пользователей площадки БизОрг фирма «АВС Снабжение, ООО» предоставляет особые условия;
- компания «АВС Снабжение, ООО» работает на партнерских условиях с знаменитыми производителями.
Часто задаваемые вопросы
- Как оформить заказ?
Чтобы оформить заявку на «Горелка ацетиленовая Г2С-23» свяжитесь с фирмой «АВС Снабжение, ООО» по контактным данным, которые указаны в правом верхнем углу страницы. Не забудьте указать, что нашли организацию на торговой площадке BizOrg.
- Где получить более полную информацию о компании «АВС Снабжение, ООО»?
Для получения полных данных о компании перейдите в правом верхнем углу страницы по ссылке с именем компании. Затем перейдите на интересную Вам вкладку с описанием.
- Предложение описано с ошибками, номер телефона не доступен и т. п.
Если у Вас обнаружились сложности при сотрудничестве с «АВС Снабжение, ООО» – сообщите идентификаторы организации (69986) и товара/услуги (12649698) в нашу службу технической поддержки.
Техническая информация:
- предложение активно с 09.12.2016, дата последнего обновления – 09.12.2016. Следите за изменениями на ресурсе, чтобы не упустить стоящую внимания информацию;
- «Горелка ацетиленовая Г2С-23» доступны в категориях: «Промышленное оборудование, станки, механизмы», «Сварочное и паяльное оборудование», «Газосварочное оборудование», «Горелки ацетиленовые». В этих же разделах вам предоставляется возможность увидеть остальные товары или услуги, которые могут вас заинтересовать;
- количество просмотров сведений на представленной странице портала – 89 раз.
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой.
Заявленная компанией АВС Снабжение, ООО цена товара «Горелка ацетиленовая Г2С-23» может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании АВС Снабжение, ООО по указанным телефону или адресу электронной почты.
Телефоны:
+74952253275
+79099514703
Купить горелку ацетиленовую Г2С-23 в Москве:
просп. 60-летия Октября, д. 11-A, стр. 41
Горелка ацетиленовая Г2С-23Сварка пропаном и кислородом, как один из видов газосварки металлов
Широко распространённая сварка пропаном представляет собой соединение металлических заготовок в сварочной ванне, образуемой при их нагревании высокотемпературной струёй горючей смеси из двух газов.
В качестве её компонентов обычно используются ацетилен и кислород, причём последний выполняет функцию катализатора, ускоряющего окислительный процесс и формирующего сварочную струю.
В отдельных случаях в качестве второй составляющей кислородно-горючей смеси выбирается пропан, от которого и произошло название данного метода.
Принципы и особенности процесса
Сварка пропаном начинается с того, что горючий состав поступает в горелку и через специальное калиброванное сопло под давлением выходит наружу. Затем сварщик поджигает газ, и после его воспламенения регулирует напор и качество смеси посредством расположенных на корпусе вентилей.
Исходящая из сопла очень тонкая струя пламени состоит из ядра, зоны восстановления и рабочего факела. Самая высокая температура развивается именно в ядре; при этом сама газовая сварка пропаном происходит в промежутке между ним и зоной восстановления.
Одновременно с этим за счёт воздействия высоких температур на обрабатываемый металл сварочная ванна защищается от нежелательного контакта с воздухом.
Возможность точечной обработки металла тонкой струёй позволяет применять сварку пропаном не только при фигурной резке исходных заготовок, но и при изготовлении целого ряда декоративных изделий и украшений.
Сварка по этой методике требует от исполнителя особых профессиональных навыков, получить которые можно лишь после прохождения курса предварительного обучения и последующей длительной практической работы с пропаном.
Резка металла пропаном
Газовая резка металла пропаном — это способ разделения металла по прямому или криволинейному контуру. Метод основан на использовании при резке пропана (для нагрева) и кислорода, с экзотермической (с выделением тепла) реакцией окисления металла. Сам процесс резки включает в себя стадию подогрева металла пламенем горящего пропана и непосредственную резку струей режущего кислорода.
Процесс резки металла пропаном начинают с подогрева верхней кромки металла подогревающим пламенем до температуры воспламенения металла, которая в зависимости от химического состава стали составляет 1050-1200°С. При достижении температуры воспламенения на верхней кромке металла на нее из режущего сопла подается струя кислорода, при этом сталь начинает гореть в струе кислорода с образованием оксидов и выделением значительного количества теплоты, обеспечивающей разогрев стали у верхней кромки до температуры плавления. Образовавшийся на верхней части кромки расплав жидких оксидов и железа перемещается по боковой кромке металла струей кислорода и осуществляет нагрев нижних слоев металла, которые последовательно окисляется до тех пор, пока весь металл не будет прорезан на всю глубину.
В настоящее время резка металла пропаном — один из основных процессов, связанных с удалением небольших объемов металла методами химического и электрофизического воздействия с целью получения заготовок из листовых материалов, труб, профильного проката, литья, поковок и т.п. для последующего изготовления сварных металлоконструкций.
Техника сварки
Сварка пропаном предполагает применение следующих двух методик:
- высокотемпературный нагрев кромок заготовок, последующее их оплавление и окончательное соединение;
- формирование рабочего шва методом наплавки или напыления.
Во втором случае используется специальная присадочная проволока из мягкого металла, необходимая для того, чтобы сварочная ванна оставалась полностью насыщенной.
При проведении рабочих операций по первой из этих методик расходуется большое количество пропана, поскольку для оплавления металлических кромок требуются высокие температуры. Поэтому чаще всего предпочтение отдаётся второму способу сварки, при котором на нагрев присадочной проволоки из легкоплавких металлов тратится заметно меньше энергии.
Оба этих подхода при работе с пропаном в целом приводят к одному и тому же результату. Однако они принципиально различаются по расходу газовой смеси, затрачиваемому на работу времени и функциональности (другими словами – по своей экономичности).
Сварка посредством наплавки, помимо экономии средств и времени, обеспечивает повышенную прочность шва и выглядит более эстетично. Именно эта методика используется при прокладке и обустройстве магистральных трубопроводов, а также при сварке различных изделий и элементов строительных конструкций.
Рекомендации
Изучая сущность процесса газовой сварки, необходимо понимать, что работа с горючими газами требует повышенной осторожности и внимательности. Новичку рекомендуется учесть советы опытных сварщиков и применять их на деле:
- для учебы и тренировки лучше использовать кислород и ацетилен;
- для сварки пропаном лучше применять горелку ГЗУ 3-02 и проволоку Св08г2с;
- перед тем, как варить изделие, его необходимо качественно очистить;
- для газопрессовой сварки лучше применять гидравлическое оборудование (пресс), для надежного скрепления;
- левый и правый способы имеют свои преимущества и недостатки, поэтому выбор делает мастер, смотря по ситуации.
Мы рассмотрели основные понятия и материалы для пламенной и газопрессовой сварки. Для них преимущественно используется стандартная смесь кислорода и ацетилена. В некоторых случаях, для замены применяется сварка пропаном. Этот процесс не легкий и имеет множество нюансов, которые новичку будет сложно учесть. В связи с этим, начинающим сварщикам не рекомендуется выполнять сварку пропаном. На качество шва и легкость работы влияет предварительная подготовка.
Широко распространённая сварка пропаном представляет собой соединение металлических заготовок в сварочной ванне, образуемой при их нагревании высокотемпературной струёй горючей смеси из двух газов.
Читать также: Станки для изготовления корпусной мебели
В качестве её компонентов обычно используются ацетилен и кислород, причём последний выполняет функцию катализатора, ускоряющего окислительный процесс и формирующего сварочную струю.
В отдельных случаях в качестве второй составляющей кислородно-горючей смеси выбирается пропан, от которого и произошло название данного метода.
Достоинства и недостатки
К основным достоинствам любой газосварки (включая сварку пропаном и кислородом) относятся следующие моменты:
- независимость от стационарного или передвижного источника питающего тока, требующего для своей работы централизованного энергоснабжения. Газосваркой с использованием пропана пользуются обычно при проведении монтажных работ на сельских объектах и удаленных площадках, лишённых постоянного энергообеспечения;
- грамотное применение методов сварки пропаном и соблюдение всех предписанных нормативами температурных режимов позволяет получать качественный шов и избежать образования прожогов;
- оборудование для газосварки (сам резак или пропановая горелка, подводящие шланги и баллоны с газом, размещаемые на тележке) достаточно мобильны и удобны для местных перемещений и дальней транспортировки.
Недостатком метода обработки металлических заготовок пропаном является низкая производительность монтажных работ, большие затраты времени на высокоточное сваривание и необходимость в навыках проведения этих операций. К этому следует добавить повышенный расход материала, а также опасность высокотемпературного режима, захватывающего большие участки зоны сварки.
Меры предосторожности
Поскольку при обращении с газовой горелкой создаются значительные по объёму зоны с высокотемпературным режимом – всегда следует помнить о соблюдении требований техники безопасности при сварке.
Согласно действующим нормативам газосварочные работы с пропаном должны проводиться в специально предназначенных для этих целей рукавицах, надёжно защищающих ладони от возможных ожогов.
Помимо этого, нежелателен длительный визуальный контакт с ядром пламени, поскольку повышенные световые нагрузки способны привести к поражению роговицы глаза.
Категорически воспрещается прикасаться к газовому оборудованию испачканными в масле руками, так как при соединении смазочных веществ с кислородом возможно мгновенное воспламенение и аварийный разрыв баллона.
Особое внимание должно уделяться вопросу хранению баллонов с пропаном и кислородом, которые, как правило, содержатся в специально изготовленных для этих целей металлических шкафах. Предполагается, что доступ к таким хранилищам строго ограничен.
Можно сказать еще несколько слов о достоинствах резки и сварки посредством пропана. Огромный опыт работ, организованных и проводимых по этой методике, свидетельствует о высоких качественных показателях методики, а также о соответствующем уровне её функциональности.
Такие факторы, как удобство и доступность, экономичность и высокое качество шва позволяют оценивать технику сваривания металлических заготовок пропаном как ни в чём не уступающую классической электродуговой сварке.
Правильный подбор газов и оборудования — процесс довольно непростой, однако наиболее комплексно и внимательно необходимо подходить к выбору поставщика продукта. Самое эффективное решение — найти единого поставщика газов и оборудования.
Ацетилен
,
пропан
и
природный газ (метан)
— три основных газа, пользующихся спросом на сегодняшнем рынке горючих газов для термических процессов. Позиция ацетилена на рынке постоянно изменяется. Позиция пропана на рынкеотличается большей стабильностью. Низкая цена на природный газ, имевшая место на протяжении последних лет, не только стабилизировала его применение, но и обеспечила постоянный рост спроса на него у производственников.
Но как правильно подойти к вопросу выбора горючего газа? Ответ довольно прост. Выбор должен быть в пользу максимального удовлетворения потребностей в условиях вашего производства.
Для различных технологических процессов необходимы горючие газы с различными свойствами. Поэтому всегда нужно принимать во внимание следующие основные положения.
Мощность пламени
Для резки, сварки и родственных технологий мощность пламени и его способность к передаче энергии в материал имеют большое значение. Первичное ацетиленовое пламя нагревает поверхность материала до температуры воспламенения значительно быстрее, чем другие горючие газы.
Устройство горелки
Горелка для сварки пропаном состоит из рукоятки с расположенными на ней вентильными устройствами, обеспечивающими регулировку подачи газов и смешивания их в нужной пропорции. Посредством специальных ниппелей к ним подсоединяются подводящие газ рукава, соответствующие действующим стандартам (ГОСТ 9356).
Согласно этому нормативу каждый из шлангов (рукавов) оснащается сменным наконечником со смесительной камерой, которая в свою очередь оборудована встроенным инжектором.
На камере рукавов указывается тип (номер) наконечника и наименование газа, на работу с которым он рассчитан. Удобное и эргономичное расположение вентилей позволяет удерживать рукоятку горелки одной правой рукой, производя при этом второй все необходимые рабочие операции в процессе сварки.
Наконечник типовой газовой горелки состоит из мундштука, инжектора и специальной подающей трубки. Размеры отверстий в мундштуке и в инжекторе (точнее – их соотношение) рассчитаны на применения этих узлов только для конкретного вида газа (пропана или кислорода).
Температура, развиваемая в зоне факела горения пропана с кислородом, может достигать примерно 2300 °C, в связи с чем мундштуки этих сборных конструкций чаще всего делаются из меди.
Объясняется это тем, что медные материалы отличаются большей теплопроводностью (по сравнению с латунными мундштуками, например), и в процессе сварки быстрее охлаждаются.
Потребление кислорода
При использовании разных горючих газов необходимо разное количество кислорода. Ниже приведено отношение расхода кислорода к расходу каждого из трех горючих газов (так называемый состав горючей смеси), необходимое для образования нормального пламени для резки.
| Горючий газ | Состав смеси (расход кислорода/расход горючего газа) |
| Ацетилен | 1,1 |
| Пропан | 4,0 |
| Природный газ | 1,8 |
Область применения. Лишь при использовании ацетилена возможно изменение состава газовой смеси для получения нейтрального или восстановительного пламени. При температурах, используемых в промышленности, все остальные горючие газы дают только окислительное пламя. По этой причине природный газ и пропан не используются для сварки.
Для общего нагрева необходим газ с большим запасом энергии на кубический метр. Для таких целей пропан – наиболее подходящий газ.
Газосварочное и режущее оборудование: комплектующие, горелки, регуляторы Ацетиленовые запчасти, комплектующие, Miller, Smith, Victor
Газосварочное и режущее оборудование: комплектующие, горелки, регуляторы Ацетиленовые комплектующие, комплектующие, Miller, Smith, Victor | Сварщик питанияВсе категории/ Все сварочное оборудование/ Оборудование для газовой сварки и резки
Комплект снаряжения для газовой/кислородно-ацетиленовой горелки Газовые/кислородные регуляторы и датчики ацетилена Газовые/кислородно-ацетиленовые горелки, рукоятки и насадки Наконечники и шланги для газовой/кислородной резки ацетилена Принадлежности для газовой/кислородно-ацетиленовой сваркиНайдено 125 предметов
Регулятор двойного расходомера премиум-класса Miller-Smith
Виктор Подмастерье 450
Регулятор азота Miller-Smith Economy
Miller – Smith Complete Heavy Duty Outfit CGA 510
Экипировка Victor Performer Medium Duty, 540/300
Комплект Victor Contender Heavy Duty, регуляторы 540/300 ESS3 EDGE
Victor Technologies Contender AF Heavy Duty Outfit
Большие режущие насадки Flametech Victor Style для ацетилена
Маленькие режущие насадки Flametech Victor Style для ацетилена
Экипировка Victor Medium Duty Super Range 350
MillerArgon, регулятор расходомера для калибровки углекислого газа или азота (с Ho…
Разрядник обратного хода Smith® (набор) — крепление регулятора #H753
Разрядник обратного воспламенения Smith® (набор) — крепление горелки #H743
Комплект кислородно-ацетиленовой горелки средней мощности Harris HMD #4400366
Комплект кислородно-ацетиленовой горелки Harris HHD Heavy Duty Ironworker 510 #4400367
Комплект сварочной горелки средней мощности Harris HMD 4400369
Классическое режущее приспособление Harris для средних нагрузок, модель 72-3 #1300380
Harris Classic Ручка горелки, модель 85 #1401340
Режущая насадка Harris 6290 #1502171
Модель Harris 25GX-15-510 (CGA 510) #3000682
Модель Harris 25GX-15-540 (CGA 540) #3000681
Регулятор ацетилена модели Harris® 801 (CGA 510) 801-15-510 #3002193
Регулятор кислорода модели Harris® 801 801-100-540 #3002194
Harris®, модель 355-2AR-58010 Одноступенчатый расходомер аргона для средних/тяжелых условий эксплуатации W…
Некоторые из нашего популярного оборудования для газовой сварки и резки включают: -2101
#PC2000-24 Welders Supply Company предлагает широкий ассортимент высококачественных газовых сварочных аппаратов и оборудования для газовой резки по конкурентоспособным ценам для любых сварочных проектов. Совершайте покупки онлайн или посетите любое из наших 5 мест в Висконсине и Иллинойсе.
Ваш поставщик оборудования для газовой резки и сварки №1Являетесь ли вы любителем-сделай сам, работающим в своем гараже, или профессионалом, работающим на трансконтинентальном трубопроводе, компания Welders Supply предлагает необходимое оборудование по доступным ценам. не бить. От пропановых и кислородно-ацетиленовых горелок и наконечников до газовых сварочных аппаратов и плазменных резаков — у нас есть все.
Вот несколько линеек продукции, которые мы предлагаем:
- Victor
- Миллер
- Миллер/Смит
- Анкер
- Эйрко/Конкоа
- Тиллман
- WYPO
Лучшие цены онлайн и бесплатная доставка при заказе на сумму более 300 долларов
Перед оформлением заказа проверьте общую сумму. При общей покупке на сумму 300 долларов и более вы имеете право на бесплатную доставку в пределах континентальной части США. Нужно подобрать аксессуары для газовой резки или сварки? Это было бы хорошее время, чтобы сделать это.
Чтобы получить лучшие цены на оборудование и расходные материалы для газовой сварки известных брендов, покупайте Welders Supply Company в Интернете или в Берлингтоне, Белойте, Биг-Бенде, Кристал-Лейк, Рокфорде. По вопросам звоните по телефону 1-800-236-8825.
Избранное
Устойчивая к порезам перчатка Tillman для механиков
Просмотр продукта
Защитные очки Jackson Nemesis, дымчатые/зеркальные #25688
Посмотреть товар
Jackson Safety, наушники VIBE
Посмотреть продукт
Классическая серия Miller VS Black с ClearLight
Посмотреть продукт
Зеленые рукава Tillman
Просмотр продукта
Противопожарная куртка Tillman
Просмотр продукта
Сопло Hypertherm Powermax 65/85/105 65A (5 шт. )
Посмотреть продукт
ECONOMY MESH – ПЕРЕДНИЙ ЗАЩИТНЫЙ ЖИЛЕТ НА КРЮЧКАХ И ПЕТЛЯХ
Просмотр продукта
Накладка для удара слева Tillman
Посмотреть продукт
Наконечники Miller Fastip Contact 2061(86,87,88,89,90)
Просмотр товара
Для просмотра полной функциональности сайта требуется JavaScript!Магазин оборудования для сварочных горелок
Кислородно-топливные горелки марки Miller-Smith и Victor лидируют в отрасли по производству сварочных горелок. Вы не пожалеете, если приобретете факел любого из этих брендов. У нас одни из самых низких цен на продукцию Miller и Victor. Итак, теперь вам просто нужно выбрать, синий или зеленый? Миллер или Виктор?
Сортировать по
Рекомендованная цена, от низкой к высокойЦена, от высокой к низкойПо алфавиту, от A до ZПо алфавиту, от Z до ADДата, от старой к новойДата, от новой к старойЛучшие продажи
Сделать выбор
Быстрый просмотр
Сделать выбор
Быстрый просмотр
Сделать выбор
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Распродажа
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Распродажа
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Распродажа
Быстрый просмотр
Распродажа
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Сделать выбор
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Некоторые рабочие места в тяжелой промышленности остаются простыми с точки зрения требований. Чтобы сбить вещи вместе, нужны молоток, гвоздь и мастерство мастеров. Однако сварка — это гармония различных навыков, компонентов и даже газов, которые должны работать вместе в определенной смеси, чтобы выполнить работу.
Из-за этого сварка требует большого мастерства и здорового соблюдения технических требований к использованию оборудования. Дело не только в том, чтобы убедиться, что детали находятся в хорошем рабочем состоянии, мастера должны знать, как правильно использовать эти детали, чтобы работа не просто выполнялась, а выполнялась безопасно, не подвергая опасности продавца или других лиц, находящихся в процессе эксплуатации. область.
Безопасность и эффективность
При сварке использование качественного оборудования в равной степени касается безопасности рабочих, а также обеспечения качественной работы в разумные сроки. Это означает, что для торговцев важно быть в курсе состояния оборудования и либо тратить время на надлежащее обслуживание текущего оборудования, либо иметь опыт, чтобы знать, когда конкретная часть больше не надежна и нуждается в замене. Это далеко не простая и не легкая задача, так как в горелке есть много деталей, которые либо облегчают работу, либо необходимы для работы. Обеспечение оптимального баланса газовой смеси имеет решающее значение для качественной и безопасной работы, но другие аксессуары могут служить направляющими для аккуратного вырезания фигур или обеспечения движения газа к горелке без утечек. Даже в самой горелке есть детали, которые необходимо обслуживать или заменять для повышения производительности.
Оборудование, которое поможет вам двигаться вперед
Если вы ищете факельное оборудование, оно у нас есть. У нас есть конкретные детали, которые вы, возможно, ищете, такие как регуляторы водорода или кислорода или наконечники для резки, но у нас также есть полные комплекты для резки для людей, которым нужен полный пакет. Если вы ищете аксессуары, у нас они тоже есть: газовые клапаны, шланги и даже направляющие для круговой резки для получения идеальной формы. Мы знаем, что вы ищете имена и бренды, которым доверяете, и они прямо здесь. В наш ассортимент входят Miller, Miller-Smith, Weldmark, Harris и многие другие. Мы также обслуживаем различные типы газа, которые могут вам понадобиться, поэтому оборудование для ацетилена, пропилена и пропана включено в наш ассортимент. Все, что вам нужно, чтобы начать работу со сварочной горелкой или продолжить работу с той, которая у вас есть, уже готово и ждет вас.
Отличные цены, быстрая доставка
Когда вы сделали свой выбор и знаете, что вы хотите удовлетворить свои потребности в горелке, мы можем отправить ваш заказ в любую дверь в континентальной части Соединенных Штатов. Состояние вашей покупки будет отличным, а время ожидания будет коротким благодаря всем альянсам, которые у нас есть с уважаемыми, признанными партнерами по доставке. Если вы хотите получить больше отдачи от своих денег, то любой заказ, который вы делаете на общую сумму 100 долларов США или более, не требует платы за доставку и обработку. Мы доставим его вам абсолютно бесплатно в качестве благодарности за вашу постоянную поддержку.
Резаки Harris | Принадлежности для сварки Harris
Добавить в корзину
Удалить из сравнения
Сравнить товары
Добавить в корзину
Удалить из сравнения
Сравнить товары
Добавить в корзину
Удалить из сравнения
Сравнить товары
Добавить в корзину
Удалить из сравнения
Сравнить товары
Добавить в корзину
Удалить из сравнения
Сравнить товары
Добавить в корзину
Удалить из сравнения
Сравнить товары
Добавить в корзину
Удалить из сравнения
Сравнить товары
Добавить в корзину
Удалить из сравнения
Сравнить товары
Добавить в корзину
Удалить из сравнения
Сравнить товары
Добавить в корзину
Удалить из сравнения
Сравнить товары
Добавить в корзину
Удалить из сравнения
Сравнить товары
Добавить в корзину
Удалить из сравнения
Сравнить товары
Добавить в корзину
Удалить из сравнения
Сравнить товары
Добавить в корзину
Удалить из сравнения
Сравнить товары
Добавить в корзину
Удалить из сравнения
Сравнить товары
Добавить в корзину
Удалить из сравнения
Сравнить товары
Добавить в корзину
Удалить из сравнения
Сравнить товары
Добавить в корзину
Удалить из сравнения
Сравнить товары
Добавить в корзину
Удалить из сравнения
Сравнить товары
Добавить в корзину
Удалить из сравнения
Сравнить товары
Добавить в корзину
Удалить из сравнения
Сравнить товары
Добавить в корзину
Удалить из сравнения
Сравнить товары
Добавить в корзину
Удалить из сравнения
Сравнить товары
Добавить в корзину
Удалить из сравнения
Сравнить товары
1910.
253 – Газокислородная сварка и резка.- По стандартному номеру
- 1910.253 – Газокислородная сварка и резка.
1910.253 (а)
Общие требования. –
1910.253(а)(1)
Легковоспламеняющаяся смесь . Смеси топливных газов с воздухом или кислородом могут быть взрывоопасными и должны быть защищены от этого. Никакие устройства или приспособления, облегчающие или позволяющие смешивать воздух или кислород с горючими газами перед потреблением, за исключением горелки или стандартной горелки, не допускаются, если они не одобрены для этой цели.
1910. 253(а)(2)
Максимальное давление . Ни при каких условиях ацетилен не должен производиться, перекачиваться по трубопроводу (за исключением утвержденных коллекторов баллонов) или использоваться под давлением, превышающим 15 фунтов на кв. дюйм (манометрическое давление 103 кПа) или 30 фунтов на кв. дюйм (абс. давление 206 кПа). Предел 30 фунтов на квадратный дюйм (206 кПа абсолютный) предназначен для предотвращения небезопасного использования ацетилена в камерах под давлением, таких как кессоны, подземные выемки или строительство туннелей.) Это требование не предназначено для хранения ацетилена, растворенного в подходящем растворителе, в изготовленных баллонах. и поддерживается в соответствии с требованиями Министерства транспорта США или ацетиленом для использования в химикатах. Использование жидкого ацетилена запрещается.
1910.253(а)(3)
Аппаратура . Должны использоваться только утвержденные устройства, такие как горелки, регуляторы или редукционные клапаны, ацетиленовые генераторы и коллекторы.
1910.253(а)(4)
Персонал . Рабочие, ответственные за оборудование для подачи кислорода или топливного газа, включая генераторы, и системы трубопроводов распределения кислорода или топливного газа, должны быть проинструктированы и признаны их работодателями компетентными для выполнения этой важной работы, прежде чем они останутся ответственными. Должны быть легко доступны правила и инструкции по эксплуатации и техническому обслуживанию оборудования подачи кислорода или топливного газа, включая генераторы, и систем трубопроводов распределения кислорода или топливного газа.
1910.253(б)
Баллоны и контейнеры —
1910. 253(б)(1)
Одобрение и маркировка .
1910.253(б)(1)(и)
Все переносные баллоны, используемые для хранения и перевозки сжатых газов, должны быть изготовлены и обслуживаться в соответствии с правилами Министерства транспорта США, 49CFR части 171-179.
1910.253(б)(1)(ii)
Баллоны со сжатым газом должны иметь четкую маркировку для целей определения содержания газа либо химическим, либо торговым наименованием газа. Такая маркировка должна быть нанесена посредством трафарета, штампа или ярлыка и не должна быть легко удаляемой. По возможности маркировка должна быть расположена на буртике баллона.
1910.253(б)(1)(iii)
Баллоны со сжатым газом должны быть оборудованы соединениями, соответствующими Американскому национальному стандарту для выпускных и впускных соединений клапана баллона со сжатым газом, ANSI B57. 1—1965, который включен посредством ссылки, как указано в §1910.6.
1910.253(б)(1)(iv)
Все баллоны с грузоподъемностью более 30 фунтов (13,6 кг) должны быть оборудованы средствами присоединения защитного колпачка клапана или манжетой или углублением для защиты клапана.
1910.253(б)(2)
Хранение баллонов – общее .
1910.253(б)(2)(и)
Баллоны следует хранить вдали от радиаторов и других источников тепла.
1910.253(б)(2)(ii)
Внутри зданий баллоны должны храниться в хорошо защищенном, хорошо проветриваемом, сухом месте, на расстоянии не менее 20 футов (6,1 м) от легковоспламеняющихся материалов, таких как масло или эксельсиор. Баллоны следует хранить в специально отведенных местах вдали от лифтов, лестниц и проходов. Выделенные складские помещения должны располагаться в местах, где баллоны не будут опрокинуты или повреждены проходящими или падающими предметами, а также не будут подвергаться несанкционированному вмешательству. Баллоны нельзя хранить в непроветриваемых помещениях, таких как шкафчики и шкафы.
1910.253(б)(2)(iii)
Клапаны пустых баллонов должны быть закрыты.
1910.253(б)(2)(iv)
Защитные колпачки клапанов, если баллон рассчитан на установку колпачка, всегда должны быть на месте и затянуты от руки, за исключением случаев, когда баллоны используются или подсоединяются для использования.
1910.253(б)(3)
Хранение баллонов с топливным газом . Внутри здания баллоны, за исключением тех, которые фактически используются или готовы к использованию, должны быть ограничены общей вместимостью газа 2000 кубических футов (56 м 3 ) или 300 фунтов (135,9 кг) сжиженного нефтяного газа.
1910.253(б)(3)(и)
Для хранения свыше 2 000 кубических футов (56 м 3 ) общей газовой емкости баллонов или 300 (135,9 кг) фунтов сжиженного нефтяного газа отдельное помещение или отсек, отвечающие требованиям, указанным в пунктах (f)( 6)(i)(H) и (f)(6)(i)(I) данного раздела, или баллоны должны храниться снаружи или в специальном здании. Специальные здания, помещения или отсеки не должны иметь открытого огня для отопления или освещения и должны хорошо проветриваться. Они также могут использоваться для хранения карбида кальция в количествах, не превышающих 600 (271,8 кг) фунтов, если они содержатся в металлических контейнерах, соответствующих пунктам (g)(1)(i) и (g)(1)(ii) эта секция.
1910.253(б)(3)(ii)
Баллоны с ацетиленом должны храниться клапаном вверх.
1910.253(б)(4)
Хранение кислорода .
1910.253(б)(4)(и)
Баллоны с кислородом не должны храниться вблизи легковоспламеняющихся материалов, особенно масел и смазок; или вблизи запасов карбида и ацетилена или других баллонов с горючим газом, или рядом с любым другим веществом, которое может вызвать или ускорить возгорание; или в отсеке ацетиленового генератора.
1910.253(б)(4)(ii)
Баллоны с кислородом, хранящиеся вне помещений для генераторов, должны быть отделены от помещений для хранения генераторов или карбида негорючей перегородкой с пределом огнестойкости не менее 1 часа. Эта перегородка не должна иметь отверстий и должна быть газонепроницаемой.
1910.253(б)(4)(iii)
Баллоны с кислородом при хранении должны быть отделены от баллонов с топливным газом или горючими материалами (особенно маслом или смазкой) на расстоянии не менее 20 футов (6,1 м) или негорючим барьером высотой не менее 5 футов (1,5 м), имеющим предел огнестойкости не менее получаса.
1910.253(б)(4)(iv)
Если система с жидким кислородом должна использоваться для подачи газообразного кислорода для сварки или резки, и система имеет вместимость более 13 000 кубических футов (364 м3 3 ) кислорода (измерено при 14,7 фунтов на квадратный дюйм (101 кПа) и 70 ° F (21,1 ° C)), подключенных к работе или готовых к работе, или более 25 000 кубических футов (700 м 3 ) кислорода (измерено при 14,7 фунтов на квадратный дюйм (101 кПа) и 70 ° F (21,1 °). C)), включая несвязанные резервы, имеющиеся в наличии на объекте, он должен соответствовать положениям Стандарта для кислородных систем на объектах потребителей, NFPA № 566—19.65, который включен посредством ссылки, как указано в §1910.6.
1910.253(б)(5)
Операционные процедуры .
1910.253(б)(5)(и)
Баллоны, клапаны баллонов, муфты, регуляторы, шланги и аппараты не должны содержать маслянистых или жирных веществ. Кислородные баллоны или аппараты нельзя брать в замасленных руках или в перчатках. Ни в коем случае нельзя допускать, чтобы струя кислорода попадала на замасленную поверхность, замасленную одежду или попадала в топливный бак или другой резервуар для хранения.
1910.253(б)(5)(ii)(А)
При транспортировке баллонов краном или вышкой следует использовать люльку, лодку или подходящую платформу. Для этой цели нельзя использовать стропы или электрические магниты. Колпачки для защиты клапанов, если цилиндр рассчитан на установку колпачка, всегда должны быть на месте.
1910.253(б)(5)(ii)(Б)
Цилиндры нельзя ронять или ударять или допускать их сильного удара друг о друга.
1910.253(б)(5)(ii)(С)
Защитные колпачки клапанов не должны использоваться для подъема баллонов из одного вертикального положения в другое. Стержни не должны использоваться под клапанами или защитными колпачками клапанов для извлечения баллонов, когда они примерзли к земле или закреплены иным образом; рекомендуется употребление теплой (не кипящей) воды. Колпачки для защиты клапанов предназначены для защиты клапанов баллонов от повреждений.
1910.253(б)(5)(ii)(D)
Если баллоны не закреплены на специальном грузовике, перед перемещением баллонов необходимо снять регуляторы и, если это предусмотрено, установить защитные колпачки клапанов.
1910.253(б)(5)(ii)(Е)
Цилиндры, не имеющие фиксированных маховиков, должны иметь ключи, ручки или нерегулируемые ключи на штоках клапанов, пока эти цилиндры находятся в эксплуатации. В установках с несколькими цилиндрами для каждого коллектора требуется только один ключ или ручка.
1910.253(б)(5)(ii)(F)
Клапаны баллонов должны быть закрыты перед перемещением баллонов.
1910.253(б)(5)(ii)(Г)
Клапаны баллонов должны быть закрыты после окончания работы.
1910.253(б)(5)(ii)(Н)
Клапаны пустых баллонов должны быть закрыты.
1910. 253(б)(5)(ii)(I)
Цилиндры должны храниться на достаточном расстоянии от фактической сварки или резки, чтобы на них не могли попасть искры, горячий шлак или пламя, или должны быть предусмотрены огнеупорные экраны.
1910.253(б)(5)(ii)(Дж)
Цилиндры не должны размещаться там, где они могут стать частью электрической цепи. Следует избегать контакта с третьими рельсами, контактными проводами и т. д. Цилиндры должны храниться вдали от радиаторов, систем трубопроводов, компоновочных столов и т. д., которые могут использоваться для заземления электрических цепей, таких как аппараты для дуговой сварки. Любая практика, такая как постукивание электродом по цилиндру для зажигания дуги, запрещена.
1910.253(б)(5)(ii)(К)
Цилиндры никогда не должны использоваться в качестве роликов или опор, как полные, так и пустые.
1910.253(б)(5)(ii)(Л)
Номера и маркировка, выбитые на баллонах, не должны быть изменены.
1910.253(б)(5)(ii)(М)
Никто, кроме поставщика газа, не должен пытаться смешивать газы в баллоне. Никто, кроме владельца баллона или уполномоченного им лица, не может заправлять баллон.
1910.253(б)(5)(ii)(Н)
Никто не должен вмешиваться в предохранительные устройства в баллонах или клапанах.
1910.253(б)(5)(ii)(О)
Баллоны нельзя ронять или обращаться с ними грубо.
1910.253(б)(5)(ii)(П)
Кислород из баллона, если он не подключен к коллектору, не должен использоваться без предварительного присоединения кислородного регулятора к клапану баллона. Перед подключением регулятора к вентилю баллона вентиль следует на мгновение приоткрыть, а затем закрыть. Всегда стойте сбоку от выпускного отверстия при открытии вентиля баллона.
1910.253(б)(5)(ii)(Q)
Молоток или гаечный ключ не должны использоваться для открытия вентилей баллонов. Если клапаны невозможно открыть вручную, поставщик должен быть уведомлен об этом.
1910.253(б)(5)(ii)(Р)
–
1910.253(б)(5)(ii)(R)(1)
Клапаны баллонов не должны подвергаться несанкционированному вскрытию и не должны предприниматься попытки их ремонта. В случае возникновения неисправности поставщику следует незамедлительно отправить отчет с указанием характера неисправности и серийного номера баллона. Должны соблюдаться инструкции поставщика относительно его распоряжения.
1910.253(б)(5)(ii)(R)(2)
Следует избегать полного удаления штока из клапана цилиндра диафрагменного типа.
1910.253(б)(5)(iii)
–
1910.253(б)(5)(iii)(А)
Баллоны с топливным газом должны располагаться клапаном вверх во время их использования. Сжиженные газы должны храниться и транспортироваться концом клапана вверх.
1910.253(б)(5)(iii)(Б)
С баллонами следует обращаться осторожно. Неосторожное обращение, удары или падения могут привести к повреждению цилиндра, клапана или предохранительных устройств и вызвать утечку.
1910. 253(б)(5)(iii)(С)
Перед подсоединением регулятора к клапану баллона клапан должен быть слегка приоткрыт и немедленно закрыт. Клапан должен открываться, стоя по одну сторону от выпускного отверстия; никогда перед ним. Никогда не открывайте вентиль баллона с топливным газом вблизи других сварочных работ или поблизости от искр, пламени или других возможных источников воспламенения.
1910.253(б)(5)(iii)(D)
Перед снятием регулятора с клапана баллона клапан баллона должен быть закрыт, а газ выпущен из регулятора.
1910.253(б)(5)(iii)(Е)
На верхнюю часть баллона с ацетиленом во время его использования нельзя класть ничего, что может повредить предохранительное устройство или помешать быстрому закрытию клапана.
1910. 253(б)(5)(iii)(Ф)
Если в баллонах обнаружены негерметичные клапаны или фитинги, которые нельзя остановить путем закрытия клапана, баллоны должны быть вынесены на улицу вдали от источников воспламенения и медленно опорожнены.
1910.253(б)(5)(iii)(Г)
Рядом с баллонами с протекающими пробками предохранителей или другими протекающими предохранительными устройствами должно быть размещено предупреждение о том, что нельзя приближаться к ним с зажженной сигаретой или другим источником воспламенения. Такие баллоны должны иметь четкую бирку; следует незамедлительно уведомить поставщика и выполнить его инструкции относительно их возврата.
1910.253(б)(5)(iii)(Н)
Защитные устройства не должны подвергаться взлому.
1910. 253(б)(5)(iii)(I)
Топливный газ никогда не должен использоваться из баллонов через горелки или другие устройства, оборудованные запорными клапанами, без снижения давления с помощью подходящего регулятора, прикрепленного к клапану или коллектору баллона.
1910,253(б)(5)(iii)(Дж)
Клапан баллона всегда должен открываться медленно.
1910.253(б)(5)(iii)(К)
Клапан ацетиленового баллона не должен открываться более чем на полтора оборота шпинделя, предпочтительно не более чем на три четверти оборота.
1910.253(б)(5)(iii)(Л)
Если требуется специальный ключ, его следует оставить на штоке клапана во время использования баллона, чтобы можно было быстро перекрыть подачу топливного газа в случае аварии. В случае коллекторных или соединенных баллонов по крайней мере один такой ключ всегда должен быть доступен для немедленного использования.
1910.253(с)
Коллектор цилиндров —
1910.253(с)(1)
Коллекторы топливного газа .
1910.253(с)(1)(и)
Коллекторы должны быть утверждены либо отдельно для каждой составной части, либо как сборочный узел.
1910.253(с)(1)(ii)
За исключением случаев, предусмотренных в параграфе (c)(1)(iii) настоящего раздела, баллоны с топливным газом, подсоединенные к одному коллектору внутри здания, должны иметь ограниченную общую вместимость, не превышающую 300 фунтов (135,9 кг) сжиженного нефтяного газа или 3000 кубических футов (84 м 3 ) другого топливного газа. В одном помещении может быть расположено более одного такого коллектора с подсоединенными баллонами при условии, что коллекторы находятся на расстоянии не менее 50 футов (15 м) друг от друга или разделены негорючим барьером высотой не менее 5 футов (1,5 м) с классом огнестойкости не менее получаса.
1910.253(с)(1)(iii)
Баллоны с топливным газом, соединенные с одним коллектором, общей емкостью более 300 фунтов (135,9 кг) сжиженного нефтяного газа или 3 000 кубических футов (84 м3 3 ) другого топливного газа, должны располагаться на открытом воздухе или в отдельном здание или помещение, построенное в соответствии с пунктами (f)(6)(i)(H) и (f)(6)(i)(I) настоящего раздела.
1910.253(с)(1)(iv)
Отдельные коллекторные здания или помещения могут также использоваться для хранения бочек с карбидом кальция и баллонов с топливными газами, как это предусмотрено в пункте (b)(3) настоящего раздела. В таких зданиях или помещениях не должно быть открытого огня для отопления или освещения, и они должны хорошо вентилироваться.
1910.253(с)(1)(в)
Коллекторы топливного газа высокого давления должны быть снабжены утвержденными устройствами регулирования давления.
1910.253(с)(2)
Кислородные коллекторы высокого давления (для использования с баллонами, имеющими рабочее давление Министерства транспорта выше 200 фунтов на кв. дюйм (1,36 МПа)).
1910.253(с)(2)(и)
Коллекторы должны быть утверждены либо отдельно для каждой составной части, либо как сборочный узел.
1910.253(с)(2)(ii)
Кислородные коллекторы не должны располагаться в помещении генератора ацетилена. Кислородные коллекторы должны быть отделены от баллонов с топливным газом или горючими материалами (особенно маслом или смазкой) на расстоянии не менее 20 футов (6,1 м) или негорючим барьером высотой не менее 5 футов (1,5 м), имеющим класс огнестойкости. не менее получаса.
1910.253(с)(2)(iii)
За исключением случаев, предусмотренных в параграфе (c)(2)(iv) данного раздела, кислородные баллоны, подсоединенные к одному коллектору, должны иметь ограниченную общую емкость по газу 6 000 кубических футов (168 м 3 ). В одном помещении может быть расположено более одного такого коллектора с подсоединенными баллонами при условии, что коллекторы находятся на расстоянии не менее 50 футов (15 м) друг от друга или разделены негорючим барьером высотой не менее 5 футов (1,5 м) с классом огнестойкости не менее получаса.
1910. 253(с)(2)(iv)
Кислородный коллектор, к которому подключаются баллоны общей емкостью более 6 000 кубических футов (168 м 3 ) кислорода подключены, должны располагаться на открытом воздухе или в отдельном негорючем здании. Такой коллектор, если он расположен внутри здания, предназначенного для других лиц, должен располагаться в отдельном помещении из негорючего материала с классом огнестойкости не менее получаса или в зоне без горючих материалов в пределах 20 футов (6,1 м). ) многообразия.
1910.253(с)(2)(в)
Кислородный коллектор или система подачи кислорода вместимостью более 13 000 кубических футов (364 м 3 ) кислорода (измеренное при 14,7 фунта на кв. дюйм (101 кПа) и 70 °F (21,1 °C)), подсоединенных в эксплуатации или готовых к эксплуатации, или более 25 000 кубических футов (700 м 3 ) кислорода ( измеренное при 14,7 фунта на кв. дюйм (101 кПа) и 70 °F (21,1 °C)), включая несвязанные резервы, имеющиеся на объекте, должны соответствовать положениям Стандарта для кислородных систем на объектах потребителей, NFPA № 566-1965. .
1910.253(с)(2)(vi)
Кислородные коллекторы высокого давления должны быть снабжены одобренными устройствами регулирования давления.
1910.253(с)(3)
Кислородные коллекторы низкого давления (для использования с баллонами с рабочим давлением Департамента транспорта, не превышающим 200 фунтов на кв. дюйм (1,36 МПа)).
1910.253(с)(3)(и)
Коллекторы должны иметь прочную конструкцию, пригодную для использования с кислородом под давлением 250 фунтов на кв. дюйм (1,7 МПа). Они должны иметь минимальное разрывное давление 1000 фунтов на кв. дюйм (6,8 МПа) и должны быть защищены предохранительным устройством, которое срабатывает при максимальном давлении 500 фунтов на кв. дюйм (3,4 МПа). Цилиндры DOT-4L200 имеют предохранительные устройства, которые сбрасывают давление при максимальном давлении 250 фунтов на кв. дюйм (1,7 МПа) (или 235 фунтов на кв. дюйм (1,6 МПа), если используется вакуумная изоляция).
1910.253(с)(3)(ii)
Шланги и шланговые соединения, находящиеся под давлением в баллоне, должны соответствовать параграфу (e)(5) настоящего раздела. Шланг должен иметь минимальное разрывное давление 1000 фунтов на кв. дюйм (6,8 МПа).
1910.253(с)(3)(iii)
Собранный коллектор, включая выводы, должен быть испытан и подтвержден на газонепроницаемость при давлении 300 фунтов на кв. дюйм (2,04 МПа). Жидкость, используемая для испытания кислородных коллекторов, должна быть безмасляной и негорючей.
1910.253(с)(3)(iv)
Расположение коллекторов должно соответствовать пунктам (c)(2)(ii), (c)(2)(iii), (c)(2)(iv) и (c)(2)(v) этого раздела.
1910.253(с)(3)(в)
На каждом коллекторе должен быть хорошо виден следующий знак:
Коллектор низкого давления
Не подсоединять баллоны высокого давления
Максимальное давление — 250 фунтов на кв. дюйм (1,7 МПа)
1910.253(с)(4)
Переносные розетки.
1910.253(с)(4)(и)
Переносные выпускные коллекторы не должны использоваться внутри помещений, за исключением временных работ, когда условия исключают прямую подачу от выпусков, расположенных в системе служебных трубопроводов.
1910.253(с)(4)(ii)
Каждый выход на служебном трубопроводе, из которого отбирается кислород или топливный газ для снабжения переносного выпускного коллектора, должен быть оборудован легкодоступным запорным клапаном.
1910.253(с)(4)(iii)
Шланги и шланговые соединения, используемые для соединения переносного выпускного коллектора с служебным трубопроводом, должны соответствовать параграфу (e)(5) настоящего раздела.
1910.253(с)(4)(iv)
Главные запорные клапаны как для кислорода, так и для топливного газа должны быть установлены на входном конце переносного выпускного коллектора.
1910.253(с)(4)(в)
Переносные выпускные коллекторы для работы с топливным газом должны быть снабжены утвержденным гидравлическим обратным клапаном, установленным на входе и предшествующим выходным отверстиям, за исключением утвержденного редукционного регулятора давления, утвержденного обратного клапана или одобренного на каждом выходе установлен гидравлический обратный клапан. Выходные отверстия, предусмотренные на коллекторах для работы с кислородом, могут быть приспособлены для использования с редукционными регуляторами или для прямого подсоединения шланга.
1910.253(с)(4)(vi)
Каждое выходное отверстие на переносных выпускных коллекторах должно быть снабжено узлом клапана, включающим съемный выпускной уплотнительный колпачок, прикрепленный цепочкой или иным образом к корпусу клапана.
1910.253(с)(4)(vii)
Материалы и процедуры изготовления переносных выпускных коллекторов должны соответствовать параграфам (d)(1), (d)(2) и (d)(5) настоящего раздела.
1910.253(с)(4)(viii)
Переносные выпускные коллекторы должны быть снабжены рамами, которые будут надежно поддерживать оборудование в правильном рабочем положении и защищать его от повреждений во время погрузочно-разгрузочных работ и эксплуатации.
1910.253(с)(5)
Операционные процедуры коллектора .
1910.253(с)(5)(и)
Коллекторы баллонов должны устанавливаться под наблюдением лица, знакомого с надлежащей практикой в отношении их конструкции и использования.
1910.253(с)(5)(ii)
Все коллекторы и детали, используемые в методах коллекторов, должны использоваться только для газа или газов, для которых они одобрены.
1910.253(с)(5)(iii)
При соединении баллонов с ацетиленом утвержденные пламегасители должны быть установлены между каждым баллоном и соединительным блоком. Только для использования на открытом воздухе и когда количество соединенных цилиндров не превышает трех, допускается установка одного пламегасителя между соединительным блоком и регулятором.
1910.253(с)(5)(iv)
Совокупная вместимость баллонов с топливным газом, подсоединенных к переносному коллектору внутри здания, не должна превышать 3 000 кубических футов (84 м 3 ) газа.
1910.253(с)(5)(в)
Баллоны с ацетиленом и сжиженным топливным газом должны располагаться вертикально.
1910.253(с)(5)(vi)
Давление в газовых баллонах, подсоединяемых к общему коллектору и выпускаемых одновременно через него, должно быть примерно одинаковым.
1910.253(г)
Системы сервисных трубопроводов —
1910. 253(д)(1)
Материалы и конструкция .
1910.253(г)(1)(и)
–
1910.253(г)(1)(и)(А)
Трубопроводы и фитинги должны соответствовать разделу 2 «Промышленные газо- и воздухопроводные системы» Американского национального стандарта для трубопроводов под давлением ANSI B31.1, 1967 г., который включен посредством ссылки, как указано в §1910.6, в той мере, в какой он не противоречит пунктам (d)(1)(i)(A)(1) и (d)(1)(i)(A)(2) данного раздела:
1910.253(г)(1)(и)(А)(1)
Труба должна быть не ниже сортамента 40, а фитинги должны иметь вес не менее стандартного для размеров до номинального размера 6 дюймов включительно.
1910. 253(г)(1)(я)(А)(2)
Медные трубы должны быть типа K или L в соответствии со Стандартными техническими условиями на бесшовные медные водопроводные трубы, ASTM B88-66a, которые включены посредством ссылки, как указано в §1910.6.
1910.253(г)(1)(и)(В)
Трубопровод должен быть стальным, кованым, латунным или медным или бесшовным из меди, латуни или нержавеющей стали, за исключением случаев, предусмотренных в пунктах (d)(1)(ii) и (d)(1)(iii) эта секция.
1910.253(г)(1)(ii)(А)
Кислородные трубопроводы и фитинги для давления свыше 700 фунтов на кв. дюйм (4,8 МПа) должны быть изготовлены из нержавеющей стали или медных сплавов.
1910.253(г)(1)(ii)(В)
Соединения шлангов и шланги, соответствующие параграфу (e)(5) настоящего раздела, могут использоваться для соединения выхода регулятора давления коллектора с трубопроводом при условии, что рабочее давление трубопровода составляет 250 фунтов на кв. дюйм (1,7 МПа) или менее и длина шланга не превышает 5 футов (1,5 м). Шланг должен иметь минимальное разрывное давление 1000 фунтов на кв. дюйм (6,8 МПа).
1910.253(г)(1)(ii)(С)
Когда кислород подается в систему сервисных трубопроводов из кислородного коллектора низкого давления без промежуточного устройства регулирования давления, трубопроводная система должна иметь минимальное расчетное давление 250 фунтов на кв. дюйм (1,7 МПа). Устройство регулирования давления должно использоваться на выходе каждой станции, если подсоединенное оборудование предназначено для использования при давлении менее 250 фунтов на кв. дюйм (1,7 МПа).
1910.253(г)(1)(iii)(А)
Трубопроводы для ацетилена или ацетиленовых соединений должны быть стальными или коваными.
1910. 253(г)(1)(iii)(В)
Нелегированная медь не должна использоваться для ацетилена или ацетиленовых соединений, за исключением перечисленных видов оборудования.
1910.253(д)(2)
Трубные соединения .
1910.253(г)(2)(и)
Соединения стальных или кованых труб должны быть сварными, резьбовыми или фланцевыми. Фитинги, такие как колена, тройники, муфты и соединения, могут быть из катаной, кованой или литой стали, ковкого чугуна или чугуна с шаровидным графитом. Фитинги из серого или белого чугуна запрещены.
1910.253(г)(2)(ii)
Соединения латунных или медных труб должны быть сварными, паяными, резьбовыми или фланцевыми. В случае раструбного типа они должны быть припаяны серебряным припоем или аналогичным присадочным металлом с высокой температурой плавления (не менее 800 °F (427 °C)).
1910.253(г)(2)(iii)
Соединения бесшовных труб из меди, латуни или нержавеющей стали должны быть утвержденными фитингами для газовых труб, или соединения должны выполняться пайкой. В случае раструбного типа они должны быть припаяны серебряным припоем или аналогичным присадочным металлом с высокой температурой плавления (не менее 800 °F (427 °C)).
1910.253(г)(3)
Установка.
1910.253(д)(3)(я)
Распределительные линии должны быть установлены и поддерживаться в безопасном рабочем состоянии.
1910.253(г)(3)(ii)
Все трубопроводы должны быть проложены как можно более прямым образом, защищены от физического повреждения, должны быть сделаны соответствующие допуски на расширение и сжатие, сотрясение и вибрацию. Труба, проложенная под землей, должна быть расположена ниже линии промерзания и защищена от коррозии. После сборки трубопровод необходимо тщательно продуть воздухом, азотом или углекислым газом для удаления посторонних материалов. Для кислородных трубопроводов следует использовать только безмасляный воздух, безмасляный азот или безмасляный диоксид углерода.
1910.253(г)(3)(iii)
В туннелях, траншеях или каналах должны устанавливаться только трубы, сваренные или спаянные. Запорная арматура должна располагаться вне таких трубопроводов. Кислородные трубопроводы могут располагаться в одном туннеле, траншее или канале с трубопроводами топливного газа при наличии хорошей естественной или принудительной вентиляции.
1910.253(г)(3)(iv)
Нижние точки трубопровода, по которому проходит влажный газ, должны быть слиты в капельницы, конструкция которых позволяет откачивать или сливать конденсат через необходимые промежутки времени. Для этой цели должны быть установлены дренажные клапаны, выпускные отверстия которых обычно закрыты навинчивающимися крышками или пробками. Запрещается использовать какие-либо открытые торцевые клапаны или краны, за исключением случаев, когда в капельницах, расположенных вне помещений, под землей и в труднодоступных местах, в таких местах могут использоваться клапаны, если они оборудованы средствами, фиксирующими их в закрытом положении. Трубы, ведущие к поверхности земли, должны быть защищены кожухом или кожухом, где это необходимо, для предотвращения ослабления или разрыва.
1910.253(д)(3)(в)
Газовые краны или клапаны должны быть предусмотрены для всех зданий в местах, где они будут легко доступны, для перекрытия подачи газа в эти здания в любой чрезвычайной ситуации. Также должен быть предусмотрен запорный вентиль на линии нагнетания от генератора, газгольдера, коллектора или другого источника питания.
1910.253(г)(3)(vi)
Запорные клапаны не должны устанавливаться в линиях предохранительного сброса таким образом, чтобы предохранительное предохранительное устройство могло стать неэффективным.
1910.253(д)(3)(vii)
Фитинги и отрезки труб должны быть осмотрены изнутри перед сборкой и, при необходимости, очищены от окалины или грязи. Кислородные трубопроводы и фитинги необходимо промыть подходящим раствором, который эффективно удаляет жир и грязь, но не вступает в реакцию с кислородом. Горячие водные растворы каустической соды или тринатрийфосфата являются эффективными чистящими средствами для этой цели.
1910.253(д)(3)(viii)
Трубопроводы должны быть тщательно продуты после сборки для удаления посторонних материалов. Для кислородных трубопроводов следует использовать безмасляный воздух, безмасляный азот или безмасляный диоксид углерода. Для других трубопроводов можно использовать воздух или инертный газ.
1910.253(д)(3)(икс)
При продувке трубопроводов легковоспламеняющихся газов или других частей оборудования воздухом или газом нельзя допускать открытого освещения или других источников воспламенения вблизи незакрытых отверстий.
1910.253(д)(3)(х)
Запрещается производить сварку или резку ацетиленового или кислородного трубопровода, включая крепление подвесок или опор, до тех пор, пока трубопровод не будет очищен. Для продувки кислородных линий следует использовать только безмасляный воздух, безмасляный азот или безмасляный диоксид углерода.
1910. 253(д)(4)
Живопись и вывески.
1910.253(г)(4)(и)
Подземные трубы и трубки и наружные железные трубы и трубки должны быть покрыты или окрашены подходящим материалом для защиты от коррозии.
1910.253(г)(4)(ii)
Надземные трубопроводные системы должны быть маркированы в соответствии с Американской национальной стандартной схемой идентификации трубопроводных систем, ANSI A13.1−19.56, который включен посредством ссылки, как указано в §1910.6.
1910.253(г)(4)(iii)
Выходы станций должны быть маркированы с указанием наименования газа.
1910.253(д)(5)
Испытания.
1910.253(д)(5)(я)
Системы трубопроводов должны быть испытаны и подтверждены газонепроницаемостью при давлении, в 1,5 раза превышающем максимальное рабочее давление, и перед вводом в эксплуатацию они должны быть тщательно продуты воздухом. Материал, используемый для испытания кислородных линий, должен быть безмасляным и негорючим. Пламя не должно использоваться для обнаружения утечек.
1910.253(г)(5)(ii)
При продувке газопроводов или других частей оборудования воздухом или газом источники возгорания не должны располагаться вблизи незакрытых отверстий.
1910.253 (е)
Средства защиты, шланги и регуляторы —
1910. 253 (д) (1)
Общий . Оборудование должно устанавливаться и использоваться только в тех целях, для которых оно одобрено и рекомендовано изготовителем.
1910.253 (е) (2)
Устройства сброса давления . Системы служебных трубопроводов должны быть защищены устройствами сброса давления, настроенными на функционирование при давлении не выше расчетного давления систем и с выпуском вверх в безопасное место.
1910.253(д)(3)
Средства защиты трубопроводов .
1910.253(д)(3)(я)
Системы трубопроводов топливного газа и кислорода, включая переносные выпускные коллекторы, должны включать защитное оборудование, показанное на рисунках Q-1, Q-2 и Q-3. Когда только часть системы топливного газа должна использоваться с кислородом, только эта часть должна соответствовать этому параграфу (e)(3)(i).
Условные обозначения: P F — Защитное оборудование в трубопроводах топливного газа. V F –Выпускной клапан АЗС. V O Выпускной клапан кислородной станции. S F — Устройство (устройства) предотвращения обратного потока на выходе из заправочной станции. S O — Устройство (устройства) предотвращения обратного потока на выходе кислородной станции.
1910.253(е)(3)(ii)
Утвержденное защитное оборудование (обозначенное P F на рисунках Q-1, Q-2 и Q-3) должно быть установлено в трубопроводе топливного газа для предотвращения:
1910.253(е)(3)(ii)(А)
Обратка кислорода в систему газоснабжения;
1910. 253(е)(3)(ii)(В)
Проход вспышки обратно в систему подачи топливного газа; и
1910.253(е)(3)(ii)(С)
Избыточное противодавление кислорода в системе газоснабжения. Три функции защитного оборудования могут быть объединены в одном устройстве или могут выполняться отдельными устройствами.
1910.253(е)(3)(ii)(С)(1)
Защитное оборудование должно быть расположено на основной линии подачи, как показано на рисунке Q-1, или в начале каждого ответвления, как на рисунке Q-2, или в каждом месте отбора топливного газа, как показано на рисунке Q -3. Если ответвления имеют размер трубы 2 дюйма или больше или значительную длину, защитное оборудование (обозначенное как P F ) должно быть расположено, как показано в Q-2 и Q-3.
1910. 253(е)(3)(ii)(С)(2)
Защита от обратного потока должна быть обеспечена утвержденным устройством, которое предотвращает поступление кислорода в систему топливного газа или топлива в кислородную систему (см. S F , рисунки Q-1 и Q-2).
1910.253(е)(3)(ii)(С)(3)
Защита от обратного воспламенения должна быть обеспечена утвержденным устройством, предотвращающим попадание пламени в систему топливного газа.
1910.253(е)(3)(ii)(С)(4)
Защита от обратного давления должна быть обеспечена утвержденным устройством сброса давления, настроенным на давление, не превышающее номинальное давление обратного потока или устройства защиты от обратного потока, в зависимости от того, что ниже. Устройство сброса давления должно быть расположено на стороне выхода обратного потока и устройств защиты от обратного потока. Вентиляционное отверстие устройства для сброса давления должно быть не меньше входного отверстия устройства для сброса давления и должно быть установлено без углублений, в которых может собираться влага. Если низкие точки неизбежны, в нижних точках должны быть установлены капельницы с дренажными отверстиями, закрытыми резьбовыми пробками или крышками. Вентиляционное окончание не должно подвергать опасности персонал или имущество из-за выброса газа; располагаться вдали от источников воспламенения; и должен заканчиваться капюшоном или изгибом.
1910.253(е)(3)(iii)
Если в защитное оборудование трубопровода входит жидкость, уровень жидкости должен поддерживаться, и для предотвращения замерзания можно использовать подходящий антифриз.
1910.253(е)(3)(iv)
Топливный газ для использования в оборудовании, не требующем кислорода, должен отводиться перед защитными устройствами трубопроводов.
1910.253(д)(4)
Средства защиты выхода станции .
1910.253(д)(4)(я)
Обратный клапан, регулятор давления, гидравлическое уплотнение или комбинация этих устройств должны быть предусмотрены на выходе каждой станции, в том числе на переносных коллекторах, для предотвращения обратного потока, как показано на рисунках Q-1, Q-2 и Q- 3 и обозначены как S F и S O .
1910.253(д)(4)(ii)
Если утвержденное защитное оборудование трубопровода (обозначенное P F ) расположено на выходе из станции, как показано на рис. Q-3, дополнительный обратный клапан, регулятор давления или гидравлическое уплотнение не требуется.
1910. 253(е)(4)(iii)
Запорный вентиль (обозначенный V F и V O ) должен быть установлен на выходе каждой станции и должен располагаться перед другим выпускным оборудованием станции.
1910.253(е)(4)(iv)
Если выход станции оборудован съемным регулятором, выход должен заканчиваться штуцерным соединением, которое соответствует Стандартам соединения регуляторов, 1958 г., Ассоциации сжатых газов, которые включены посредством ссылки, как указано в §1910.6.
1910.253(д)(4)(в)
Если выходное отверстие станции соединяется непосредственно со шлангом, выходное отверстие должно заканчиваться муфтовым соединением, соответствующим Спецификациям стандартных шланговых соединений, 1957, Compressed Gas Association, которая включена посредством ссылки, как указано в §1910. 6.
1910.253(е)(4)(vi)
Выходы станций могут заканчиваться резьбой трубы, к которой должны быть выполнены постоянные соединения, например, к машине.
1910.253(е)(4)(vii)
Выпускные патрубки станции должны быть оснащены съемной заглушкой выпускного отверстия, закрепленной на месте. Эта крышка должна использоваться для герметизации выпускного отверстия, за исключением случаев, когда присоединен шланг, регулятор или трубопровод.
1910.253(е)(4)(viii)
Если выходы станции оборудованы утвержденными устройствами защиты от обратного и обратного потока, то от одного выхода станции по жесткому трубопроводу может подаваться до четырех горелок при условии, что каждый выход из такого трубопровода оборудован запорной арматурой и обеспечена пропускная способность по топливному газу производительность любой горелки не превышает 15 кубических футов (0,42 м 3 ) в час. Этот параграф (e)(4)(viii) не применяется к машинам.
1910.253(д)(5)
Шланги и шланговые соединения .
1910.253(е)(5)(я)
Шланг для работы с кислородным топливом должен соответствовать Спецификации на резиновый сварочный шланг, 1958, Ассоциации производителей сжатого газа и Ассоциации производителей резины, которая включена посредством ссылки, как указано в §1910.6.
1910.253(д)(5)(ii)
Когда параллельные длины кислородного и ацетиленового шлангов склеены вместе для удобства и предотвращения спутывания, не более 4 дюймов (10,2 см) из 12 дюймов (30,5 см) должны быть закрыты лентой.
1910.253(е)(5)(iii)
Шланговые соединения должны соответствовать Стандартным спецификациям на шланговые соединения, 1957 г. , Ассоциация сжатых газов.
1910.253(д)(5)(iv)
Соединения шлангов должны быть зажаты или иным образом надежно закреплены таким образом, чтобы выдерживать без утечек двойное давление, которому они обычно подвергаются при эксплуатации, но ни в коем случае не менее 300 фунтов на квадратный дюйм (2,04 МПа). Для испытания следует использовать безмасляный воздух или безмасляный инертный газ.
1910.253(д)(5)(в)
Шланг с протечками, прожогами, изношенными местами или другими дефектами, делающими его непригодным для эксплуатации, подлежит ремонту или замене.
1910.253(д)(6)
Регуляторы давления.
1910.253(д)(6)(я)
Регуляторы давления должны использоваться только для газа и давления, для которых они предназначены. Входные соединения регулятора должны соответствовать Стандартам соединений регулятора, 1958 г., Ассоциация сжатых газов.
1910.253(д)(6)(ii)
Когда регуляторы или части регуляторов, включая датчики, нуждаются в ремонте, работа должна выполняться квалифицированными механиками, прошедшими надлежащий инструктаж.
1910.253(е)(6)(iii)
Манометры кислородных регуляторов должны иметь маркировку «НЕ ИСПОЛЬЗОВАТЬ МАСЛО».
1910.253(е)(6)(iv)
Накидные гайки и соединения на регуляторах должны быть проверены перед использованием для выявления дефектных посадок, которые могут вызвать утечку газа, когда регуляторы прикреплены к клапанам баллона.
1910. 253(ф)
Генераторы ацетилена —
1910.253(ф)(1)
Одобрение и маркировка.
1910.253(ф)(1)(и)
Генераторы должны быть утвержденной конструкции и иметь четкую маркировку максимального расхода ацетилена в кубических футах в час, на который они рассчитаны; вес и размер твердого сплава, необходимый для одной загрузки; наименование и адрес производителя; и название или номер типа генератора.
1910.253(е)(1)(ii)
Карбид должен иметь размер, указанный на паспортной табличке генератора.
1910.253 (ф) (2)
Ограничения по номиналу и давлению.
1910.253(ф)(2)(и)
Общая часовая производительность генератора не должна превышать норму, для которой он одобрен и отмечен. Если специально не одобрено более высокое значение, генераторы с подачей карбида должны иметь мощность 1 куб. фут (0,028 м 9 ).0581 3 ) в час на фунт карбида, необходимый для одной полной загрузки.
1910.253(е)(2)(ii)
Предохранительные клапаны должны регулярно приводиться в действие для обеспечения надлежащего функционирования. Предохранительные клапаны генераторных камер должны открываться при давлении не выше 15 фунтов на кв. дюйм (манометрическое давление 103 кПа). Предохранительные клапаны для гидравлических обратных клапанов должны открываться при давлении, не превышающем манометрическое давление 20 фунтов на кв. дюйм (манометрическое давление 137 кПа).
1910.253(е)(2)(iii)
Неавтоматические генераторы не должны использоваться для производства ацетилена при давлении, превышающем 1 фунт/кв. дюйм изб. (манометрическое давление 7 кПа), и все переливы воды должны быть видны.
1910.253 (ф) (3)
Местоположение . Пространство вокруг генератора должно быть достаточным для свободной, беспрепятственной работы и обслуживания, а также должно обеспечивать возможность быстрой регулировки и зарядки.
1910.253(ф)(4)
Генераторы ацетиленовые стационарные (автоматические и неавтоматические).
1910.253(е)(4)(я)(А)
Фундамент должен быть устроен таким образом, чтобы генератор располагался горизонтально и чтобы генератор или его соединения не подвергались чрезмерной нагрузке. Ацетиленовые генераторы должны быть заземлены.
1910.253(е)(4)(и)(В)
Генераторы должны быть размещены там, где вода не замерзнет. Использование поваренной соли (хлорида натрия) или других агрессивных химикатов для защиты от замерзания не допускается. (Для систем отопления см. параграф (f)(6)(iii) данного раздела.)
1910.253(е)(4)(я)(С)
За исключением случаев, когда генераторы подготовлены в соответствии с параграфом (f)(7)(v) настоящего раздела, запрещается использование источников воспламенения снаружи генераторных или внутри генераторных помещений.
1910.253(е)(4)(я)(Д)
Вода не должна подаваться к генератору через непрерывное соединение, за исключением случаев, когда генератор снабжен соответствующим открытым переливом или автоматическим перекрытием воды, которые эффективно предотвращают переполнение генератора. Если используется прерывистое соединение, линия подачи должна заканчиваться в точке не менее чем на 2 дюйма (5 см) выше регулярно предусмотренного отверстия для заполнения, чтобы можно было наблюдать за водой, поступающей в генератор.
1910.253(е)(4)(я)(Е)
Если не указано иное, генераторы не должны быть оборудованы непрерывными сливными патрубками, ведущими в канализацию, а должны сбрасываться через открытый патрубок в надлежащим образом вентилируемую наружную емкость или яму для остатков, которые могут иметь такие патрубки. Открытое соединение для отвода шлама желательно, чтобы оператор генератора мог наблюдать утечку генерирующей воды из сливного клапана или шламового крана.
1910.253(е)(4)(ii)(А)
Каждый генератор должен быть снабжен вентиляционной трубой.
1910. 253(е)(4)(ii)(В)
Сливная или разгрузочная труба должна быть установлена жестко, без ловушек и таким образом, чтобы любой конденсат мог стекать обратно в генератор.
1910.253(е)(4)(ii)(С)
Сбросная или разгрузочная труба должна быть выведена в натуральную величину в подходящую точку за пределами здания. Он должен заканчиваться навесом или изгибом, расположенным на высоте не менее 12 футов (3,7 м) над землей, предпочтительно над крышей, и как можно дальше от окон или других отверстий в зданиях и как можно дальше от источников воспламенения, таких как в качестве дымоходов или дымоходов и путей, используемых локомотивами. Разгрузочные трубы генераторной камеры не должны быть соединены между собой, а должны быть отдельно выведены на наружный воздух. Капот или изгиб должны быть сконструированы таким образом, чтобы дождь, снег, лед, насекомые или птицы не мешали им. Выходное отверстие должно быть не менее 3 футов (0,9м) из сгораемой конструкции.
1910.253(е)(4)(iii)
–
1910.253(е)(4)(iii)(А)
Газгольдеры должны быть сконструированы по принципу газометра с соответствующим направлением раструба. Газовый колпак должен двигаться свободно, без тенденции к заеданию, и должен иметь зазор не менее 2 дюймов (5 см) от корпуса.
1910.253(е)(4)(iii)(В)
Газгольдер может располагаться в генераторной, в отдельном помещении или на открытом воздухе. Чтобы предотвратить разрушение газового колпака или просачивание воздуха из-за вакуума, создаваемого компрессором или бустерным насосом, или охлаждением газа, отсечка компрессора или бустера должна быть предусмотрена в точке на высоте 12 дюймов (0,3 м) или более над уровнем моря. место посадки колокола. Если газгольдер находится в помещении, помещение должно вентилироваться в соответствии с пунктом (f)(6)(ii) настоящего раздела, а также обогреваться и освещаться в соответствии с пунктами (f)(6)(iii) и (f). (6)(iv) настоящего раздела.
1910.253(е)(4)(iii)(С)
При размещении газгольдера не в отапливаемом помещении уплотнители газгольдера должны быть защищены от замерзания.
1910.253(е)(4)(iii)(D)
Должны быть предусмотрены средства для остановки механизма питания генератора до того, как газгольдер достигнет верхнего предела своего хода.
1910,253(е)(4)(iii)(Е)
Когда газгольдер подключен только к одному генератору, емкость газгольдера должна быть не менее одной трети часовой мощности генератора.
1910.253(ф)(4)(iii)(ф)
При использовании ацетилена из газгольдера без повышения давления в одних точках, но с повышением давления компрессором или бустерным насосом в других точках, на каждой линии подачи должны быть установлены утвержденные защитные устройства трубопроводов. Защитное устройство низкого давления должно быть расположено между газгольдером и цеховым трубопроводом, а защитное устройство среднего давления должно быть расположено между компрессором или бустерным насосом и цеховым трубопроводом (см. рис. Q-4). Утвержденное защитное оборудование (обозначенное P F ) используется для предотвращения: обратного потока кислорода в систему подачи топливного газа; прохождение воспламенения в систему газоснабжения; избыточное противодавление кислорода в системе газоснабжения. Три функции защитного оборудования могут быть объединены в одном устройстве или могут выполняться отдельными устройствами.
1910.253(е)(4)(iv)(А)
Компрессор или система повышения давления должны быть утвержденного типа.
1910.253(е)(4)(iv)(В)
Электропроводка и электрооборудование в компрессорных или дожимных насосных отделениях или корпусах должны соответствовать положениям подраздела S настоящей части для помещений Класса I, Раздела 2.
1910.253(е)(4)(iv)(С)
Компрессоры и бустерные насосы должны располагаться в хорошо проветриваемых помещениях вдали от открытого огня, электрических или механических искр или других источников воспламенения.
1910.253(е)(4)(iv)(D)
Компрессорные или бустерные насосы должны быть снабжены предохранительными клапанами, которые будут сбрасывать давление, превышающее 15 фунтов на кв. дюйм (манометрическое давление 103 кПа), в безопасное место вне помещения, как это предусмотрено в пункте (f)(4)(ii) настоящего раздела, или возврат газа на сторону впуска или к источнику подачи газа.
1910.253(е)(4)(iv)(Е)
Выпускные патрубки компрессора или бустерного насоса должны быть снабжены утвержденным защитным оборудованием. (См. параграф (e) этого раздела.)
1910.253 (ф) (5)
Переносные ацетиленовые генераторы .
1910.253(е)(5)(я)(А)
Все переносные генераторы должны быть одобрены для переносного использования.
1910.253(е)(5)(и)(В)
Переносные генераторы не должны использоваться на расстоянии менее 10 футов (3 м) от горючих материалов, кроме пола.
1910.253(е)(5)(я)(С)
Переносные генераторы не должны использоваться в помещениях, общий объем которых в 35 раз превышает общую газогенерирующую мощность на зарядку всех генераторов в помещении. Генераторы не должны использоваться в помещениях с высотой потолков менее 10 футов (3 м). (Чтобы получить производительность по выработке газа в кубических футах на загрузку, умножьте количество фунтов карбида на загрузку на 4,5.)
1910.253(е)(5)(я)(Д)
Переносные генераторы должны быть защищены от замерзания. Использование соли или других агрессивных химикатов для предотвращения замерзания запрещено.
1910.253(е)(5)(ii)(А)
Переносные генераторы должны очищаться и перезаряжаться, а воздушная смесь выдуваться за пределы зданий.
1910.253(е)(5)(ii)(В)
Переносные генераторы, загруженные карбидом, нельзя перемещать с помощью крана или вышки.
1910.253(е)(5)(ii)(С)
Неиспользуемые переносные генераторы не должны храниться в помещениях, в которых используется открытый огонь, за исключением случаев, когда генераторы не содержат карбида и не были тщательно очищены от ацетилена. Складские помещения должны хорошо проветриваться.
1910.253(е)(5)(ii)(D)
Если переносные ацетиленовые генераторы должны перевозиться и эксплуатироваться на транспортных средствах, они должны быть надежно закреплены на транспортных средствах. При транспортировке на грузовике двигатель должен быть выключен во время зарядки, очистки и периодов генерации.
1910.253(е)(5)(ii)(Е)
Переносные генераторы должны располагаться на безопасном расстоянии от места сварки, чтобы они не подвергались воздействию искр, шлака, неправильного направления пламени горелки или перегрева от горячих материалов или процессов.
1910.253 (ф) (6)
Наружные генераторные и внутренние генераторные для стационарных ацетиленовых генераторов.
1910.253(е)(6)(я)(А)
Никакое отверстие в любой внешней генераторной не должно быть расположено в пределах 5 футов (1,5 м) от любого отверстия в другом здании.
1910.253(е)(6)(я)(Б)
Стены, полы и крыши наружных генераторных должны быть выполнены из негорючего материала.
1910.253(е)(6)(я)(С)
Если часть помещения генератора предполагается использовать для хранения или разветвления кислородных баллонов, занимаемое таким образом пространство должно быть отделено от отсека для хранения генератора или карбида перегородками, непрерывными от пола до крыши или потолка, из тип конструкции, указанный в параграфе (f)(6)(i)(H) настоящего раздела. Такие разделительные стены должны быть без отверстий и должны быть соединены с полом, другими стенами и потолком или крышей таким образом, чтобы обеспечить постоянное газонепроницаемое соединение.
1910.253(е)(6)(я)(Д)
Выходные двери должны быть расположены таким образом, чтобы в случае чрезвычайной ситуации они были легко доступны.
1910.253(е)(6)(я)(Е)
Взрывозащитная вентиляция для генераторных установок снаружи и внутри машинных помещений должна быть предусмотрена во внешних стенах или крышах. Вентиляционные площади должны составлять не менее 1 квадратного фута (0,09 м 2 ) на 50 кубических футов (1,4 м 3 ) объема помещения и может состоять из любого одного или любой комбинации следующих элементов: стены из легкого негорючего материала, предпочтительно из стекла одинарной толщины и одинарной прочности; легко застегивающиеся крышки люков; легко запираемые распашные двери в наружных стенах, открывающиеся наружу; слегка закрепленные стены или крыша, предназначенные для сброса давления при максимальном давлении 25 фунтов на квадратный фут (0,001 МПа).
1910.253(ф)(6)(и)(ф)
Установка ацетиленовых генераторов внутри зданий должна быть ограничена зданиями, высота которых не превышает одного этажа; при условии, однако , что это не будет истолковано как запрещение такой установки на крыше или верхнем этаже здания, превышающего такую высоту.
1910. 253(е)(6)(я)(Г)
Генераторы, установленные внутри зданий, должны быть вынесены в отдельное помещение.
1910,253(е)(6)(и)(Н)
Стены, перегородки, полы и потолки внутри машинных помещений должны быть из негорючей конструкции с пределом огнестойкости не менее 1 часа. Стены или перегородки должны быть сплошными от пола до потолка и должны быть надежно закреплены. По крайней мере, одна стена помещения должна быть наружной стеной.
1910.253(е)(6)(я)(я)
Проемы, ведущие из машинного зала в другие части здания, должны быть защищены самозакрывающейся противопожарной дверью распашного типа для открытия класса В и сроком службы не менее 1 часа. Окна в перегородках должны быть из армированного стекла и утвержденных металлических рам с несъемной створкой. Установка должна осуществляться в соответствии со Стандартом по установке противопожарных дверей и окон, NFPA 80-19. 70, который включен посредством ссылки, как указано в §1910.6.
1910.253(е)(6)(ii)
Внутренние генераторные или снаружи генераторные должны хорошо проветриваться вентиляционными отверстиями, расположенными на уровне пола и потолка.
1910.253(е)(6)(iii)
Отопление должно осуществляться паром, горячей водой, закрытыми электрическими нагревательными элементами или другими косвенными средствами. Запрещается нагрев пламенем или огнем снаружи генераторных помещений или внутри генераторных помещений, а также в любом ограждении, сообщающемся с ними.
1910.253(е)(6)(iv)(А)
Генераторы или помещения должны иметь естественное освещение в светлое время суток. Там, где необходимо искусственное освещение, оно должно быть ограничено электрическими лампами, установленными в фиксированном положении. Если только эти лампы специально не одобрены для использования в атмосфере, содержащей ацетилен, такие лампы должны быть снабжены кожухами из стекла или другого негорючего материала, спроектированными и изготовленными таким образом, чтобы пары газа не попадали в лампу или патрон и чтобы они не ломались. Должен использоваться жесткий трубопровод с резьбовыми соединениями.
1910.253(е)(6)(iv)(Б)
Лампы, установленные снаружи армированных стеклянных панелей, установленных в газонепроницаемых рамах на наружных стенах или крыше генераторной или помещения, являются приемлемыми.
1910.253(ф)(6)(в)
Электрические выключатели, телефоны и все другое электрическое оборудование, которое может вызвать искрение, если только оно специально не одобрено для использования в помещениях с ацетиленовыми генераторами, должны располагаться вне машинного отделения или в комнате или пространстве, отделенном от генераторного газо- герметичная перегородка, за исключением случаев, когда система генератора сконструирована таким образом, что ни одно отверстие для заполнения карбидом или другая часть генератора не открыты в помещение или помещение генератора во время работы генератора, и чтобы остаток отводился по закрытым трубопроводам от остатка выпускной клапан в точку за пределами машинного зала или помещения, электрическое оборудование в генераторном помещении или помещении должно соответствовать положениям подраздела S настоящей части для помещений Класса I, Раздела 2.
1910.253 (ф) (7)
Техническое обслуживание и эксплуатация .
1910.253(ф)(7)(и)
Неуполномоченные лица не должны находиться снаружи генераторных или внутри генераторных помещений.
1910.253(е)(7)(я)(А)
Инструкции по эксплуатации должны быть вывешены на видном месте рядом с генератором или храниться в подходящем месте, доступном для быстрого доступа.
1910.253(е)(7)(я)(Б)
При перезарядке генераторов необходимо соблюдать порядок операций, указанный в инструкциях изготовителя.
1910.253(е)(7)(я)(С)
В случае генераторов периодического действия, при исчерпании заряда карбида и перед добавлением дополнительного карбида генераторную камеру всегда следует промывать водой, возобновляя подачу воды в соответствии с инструкцией, предоставленной изготовителем .
1910.253(е)(7)(я)(Д)
Смесь водно-карбидных остатков, слитая из генератора, не должна сбрасываться в канализационные трубы или храниться вблизи открытого огня. Чистая вода из ям-отстойников может сбрасываться в канализационные трубы.
1910.253(е)(7)(ii)
Количество карбида, добавляемого при каждой перезарядке генератора, должно быть достаточным для заполнения пространства, предусмотренного для карбида, без утрамбовки заряда. При распределении заряда запрещается использовать инструменты из стали или других черных металлов.
1910.253(е)(7)(iii)
Водяные камеры генератора всегда должны быть заполнены до надлежащего уровня, за исключением случаев слива во время операции перезарядки.
1910.253(ф)(7)(iv)
Всякий раз, когда необходимо произвести ремонт или зарядить генератор или удалить карбид, водяная камера должна быть заполнена до надлежащего уровня.
1910.253(е)(7)(в)
Перед выполнением ремонтных работ, связанных со сваркой, пайкой или другими огневыми работами или другими операциями, создающими источник воспламенения, необходимо полностью снять карбидный заряд и механизм подачи. Весь ацетилен должен быть удален путем полного залива корпуса генератора водой, а генератор должен быть отсоединен от системы трубопроводов. Генератор должен быть заполнен водой, если это возможно, или должен быть расположен так, чтобы вмещать как можно больше воды.
1910.253(е)(7)(vi)
Горячий ремонт не должен производиться в помещении, где есть другие генераторы, если все генераторы и трубопроводы не очищены от ацетилена.
1910.253(г)
Склад карбида кальция —
1910.253(г)(1)
Упаковка.
1910.253(г)(1)(я)
Карбид кальция должен содержаться в металлических упаковках достаточной прочности, чтобы предотвратить разрыв. Упаковки должны быть снабжены завинчивающейся крышкой или эквивалентной крышкой. Эти упаковки должны быть изготовлены водонепроницаемыми и воздухонепроницаемыми. Припой не должен использоваться таким образом, чтобы упаковка не выдержала воздействия огня.
1910.253(г)(1)(ii)
Упаковки, содержащие карбид кальция, должны иметь хорошо заметную маркировку «Карбид кальция — опасно, если не хранить в сухом состоянии» или аналогичное предупреждение.
1910.253(г)(1)(iii)
Осторожно: Металлические инструменты, даже так называемые искробезопасные, могут вызвать воспламенение ацетиленово-воздушной смеси при открывании карбидных контейнеров.
1910.253(г)(1)(iv)
Спринклерные системы не должны устанавливаться в помещениях для хранения карбида.
1910.253(г)(2)
Хранение в помещении .
1910.253(г)(2)(я)
Карбид кальция в количествах, не превышающих 600 фунтов (272,2 кг), можно хранить в сухих, водонепроницаемых и хорошо проветриваемых помещениях.
1910. 253(г)(2)(я)(А)
Карбид кальция, не превышающий 600 фунтов (272,2 кг), может храниться в помещении в том же помещении, что и баллоны с топливным газом.
1910.253(г)(2)(я)(Б)
Упаковки с карбидом кальция, за исключением одной упаковки каждого размера, должны быть запечатаны. Пломбы не должны нарушаться, если в помещении имеется карбид весом более 1 фунта (0,5 кг) в любой другой незапечатанной упаковке карбида того же размера.
1910,253(г)(2)(ii)
Карбид кальция массой более 600 фунтов (272,2 кг), но не более 5000 фунтов (2268 кг) должен храниться:
1910.253(г)(2)(ii)(А)
В соответствии с пунктом (g)(2)(iii) настоящего раздела.
1910. 253(г)(2)(ii)(В)
В генераторной или вне генераторной; или
1910.253(г)(2)(ii)(С)
В отдельном помещении в одноэтажном здании, в котором могут быть другие помещения, но без погреба или подвала под секцией хранения карбида. Такие помещения должны быть построены в соответствии с пунктами (f)(6)(i)(H) и (f)(6)(i)(I) настоящего раздела и вентилироваться в соответствии с пунктом (f)(6)( ii) настоящего раздела. Эти помещения не должны использоваться ни для каких других целей.
1910,253(г)(2)(iii)
Карбид кальция в количестве, превышающем 5 000 фунтов (2 268 кг), должен храниться в одноэтажных зданиях без подвала или подвала и не использоваться ни для каких других целей или вне генераторных установок. Если складское здание несгораемой конструкции, оно может примыкать к другим одноэтажным зданиям, если они отделены от них непроницаемыми брандмауэрами; если он отделен менее чем на 10 футов (3 м) от такого здания или строений, не должно быть отверстий ни на одной из взаимовыходящих сторон таких зданий в пределах 10 футов (3 м). Если складское здание имеет горючую конструкцию, оно должно находиться на расстоянии не менее 20 футов (6,1 м) от любого другого одно- или двухэтажного здания и не менее 30 футов (9.1 м) от любого другого здания выше двух этажей.
1910.253(г)(3)
Хранение на открытом воздухе .
1910.253(г)(3)(я)
Карбид кальция в невскрытой металлической таре может храниться на открытом воздухе.
1910.253(г)(3)(ii)
Контейнеры из карбида, предназначенные для хранения на открытом воздухе, должны быть осмотрены, чтобы убедиться, что они находятся в хорошем состоянии. Должны проводиться периодические повторные проверки на наличие ржавчины или других повреждений контейнера, которые могут повлиять на его водонепроницаемость или герметичность.
1910.253(г)(3)(iii)
Нижний ярус каждого ряда должен располагаться на деревянном настиле или аналогичном материале, чтобы контейнеры не соприкасались с землей или грунтовыми водами.
1910.253(г)(3)(iv)
Контейнеры из карбида, которые хранились дольше всех, должны быть использованы в первую очередь.
[55 FR 13696, 11 апреля 1990 г., в редакции 55 FR 32015, 6 и 19 августа.90; 55 FR 46053, 1 ноября 1990 г.; 61 FR 9241, 7 марта 1996 г.; 72 ФР 71070, 14 декабря 2007 г.]
История кислородно-ацетиленовой резки металлов
Истоки кислородно-ацетиленовой резки металлов.
Французские инженеры Эдмон Фуше и Шарль Пикард первыми разработали кислородно-ацетиленовую сварку в 1903 году. Этот новый процесс сварки быстро распространился по всему миру и навсегда изменил сварку.
Процесс газокислородной резки практически не изменился с момента его появления. Однако по прошествии более века это все еще жизненно важный процесс для резки толстой стали. Ни один другой процесс резки не может резать сталь толщиной 30 дюймов и более.
Многие компании по всему миру разработали собственные версии резака, режущих наконечников и газовых регуляторов. Многочисленные продукты привели к значительным улучшениям в области безопасности. Конструкции режущих наконечников для использования с альтернативными видами топлива обеспечивают повышенную скорость резки и снижение эксплуатационных расходов.
- Harris / Lincoln Electric (США)
- IHT Automation (Германия)
- Smith / Miller Electric (США)
- Victor / ESAB (США)
«Уолтер Робертс был одним из тех, кто отвечал в Linde за разработку использования оксиацетилена. Он эмигрировал из Англии, чтобы участвовать в предприятии по производству кислорода. Он сделал несколько подвигов, чтобы расширить кислородно-ацетиленовую горелку. Одна из его первых работ для Linde была связана с Квебекским мостом, который упал в реку Святого Лаврентия в начале 1908 года. Попытки взорвать мост динамитом для его удаления не увенчались успехом. Робертс убедил ответственных лиц позволить ему попробовать кислородно-ацетиленовую горелку. Большую часть вырезок он сделал сам и, конечно же, добился успеха.
Еще более убедительной демонстрацией режущей способности окси-ацетилена стал демонтаж котлов на линкоре «Кентукки». В 1910 году корабль находился в Норфолке на капитальном ремонте. Рабочие с холодными долотами и ножовками начали резать плиту котла толщиной 1-1 / 8 дюйма, чтобы снять котлы. Через три месяца они выполнили одну четверть работы.
Робертс предложил выполнить работу для ВМФ, и они отнеслись к этому скептически, но заявление Робертса о том, что он сделает это за 10 дней, дало ему работу. Они установили генератор на берегу и начали с факелами на одном конце, бросая вызов ручной бригаде, что не составляло конкуренции. Сняли котел менее чем за 10 дней. По запросу военно-морского флота компания Linde направила двух опытных факельщиков для обучения рабочих ВМФ использованию факелов.
Так родилась и стала коммерциализированной наша ацетиленовая промышленность. Начиная с освещения домов и улиц, приготовления пищи в домах, освещения автомобилей и металлообработки.
Пять компаний, образовавших Union Carbide and Carbon Corporation в 1917 г.: The Linde Air Products Co. (1907 г.), Union Carbide Company, Electro Metallurgical Company, National Carbon Company, Inc. и Prest-O-Lite Компания, Inc. (1912). Все они были вовлечены в развитие ацетиленовой промышленности в начале 19 века.00-х».
Приведенный выше текст был взят из «Истории ацетилена» Ральфа О. Триболета. в своем хобби-магазине производит синтетические рубины и сапфиры. Он случайно обнаружил, что часть свободного кислорода на самом деле порезала стальную пластину, которую он использовал в качестве основы для своих экспериментов. В 1905 году он основал Harris Calorific Company для производства и продажи оборудования для кислородно-ацетиленовой сварки и резки. Harris Group является частью Lincoln Electric с 1990 года.
Карл-Хайнц Шмалл основал IHT Automation GmbH & Co. KG в Баден-Бадене, Германия, в 1990 году. Компания стала мировым лидером в резки металла, специализируясь на высококачественных регуляторах высоты резака для плазменных и газокислородных процессов. Курт Нахбаргауэр, управляющий директор IHT с более чем 30-летним стажем, возглавил компанию в 2004 году, когда д-р Шмаль вышел на пенсию.
В 2017 году компания IHT объявила о выпуске революционно нового газокислородного резака под названием FIT + Three. Резак дает возможность полностью контролировать расстояние от резака до листа на протяжении всей последовательности резки. Кроме того, горелка включает в себя внутреннюю цепь, которая может воспламенять горючие газы по команде. Внешняя система зажигания не требуется.
Другие характеристики:
- Встроенная электроника горелки может быть легко подключена к системам ЧПУ
- Снятие наконечника без инструментов
- Встроенные газовые регулирующие клапаны
- Встроенный манометр для кислородной резки повышает качество резки
- Резка листов толщиной до 4 дюймов с активным датчиком высоты
- Резка листов толщиной до 12 дюймов с защитой от брызг
В 1916 году Элмер Смит из Миннеаполиса, штат Миннесота, основал компанию Smith Equipment Company для производства оборудования для кислородно-топливной сварки и резки. Продажи компании продолжали расти в течение многих лет. Компания Smith Equipment Co. переехала в Уотертаун, Южная Дакота, в 19 году.81. Компания Illinois Tool Works (ITW) приобрела компанию в 1998 году. Торговая марка Smith была объединена в торговую марку сварочного оборудования Miller Electric.
Автоматический резак Smith SC781a Компания Victor Equipment Co. была основана в Сан-Франциско в 1913 году Л.В. Штеттнер. Потеряв глаз во время несчастного случая при сварке, он решил разработать более безопасное сварочное оборудование и принадлежности. Л.В. Стеттнер и Фред В. Клиффорд, владельцы Great Western Welding and Cutting Company, назвали свою новую компанию Victor Oxy-Acetylene Welding Equipment Company. Они начали создавать сварочное оборудование, резаки и регуляторы. В 1928, они изменили название на Victor Welding Equipment Company. В 1960-х Виктор переехал из Сан-Франциско в Дентон, штат Техас. Компания Pacific Lumber’s создала компанию Palco Industries, которая приобрела Victor в конце 1970-х годов. В 1988 году Palco Industries была продана Thermadyne Industries. В 2014 году компания Victor и вся компания Thermadyne были проданы компании ESAB.
Решения для кислородной резки
Из всех компаний, с которыми мы работаем в сфере оборудования и инструментов, ответ и обслуживание Park Industries самые лучшие.
Грант Лейман
Производство и поставка Spraggins
г.Изучив множество плазменных столов, представленных на рынке, мы были рады нашему решению выбрать Park Industries®. Возможности KANO™ вселили в нас уверенность в том, что мы можем выполнять более разнообразные работы, чем раньше. Легкое общение со службой технической поддержки при возникновении каких-либо проблем делает работу с Kano без стресса, поэтому мы можем сосредоточиться на развитии нашего бизнеса. Мы постоянно ищем новые способы включения машины в нашу повседневную деятельность.
Майк Бренсеке
Сварка и производство Breseke
Служба поддержки клиентовPark была очень полезной, и мы очень довольны станком плазменной резки с ЧПУ KANO HD.
Макс Стек
Сварка и производство Breseke
Оборудование для кислородно-ацетиленовой резки
Итан Бэйл
Резак является важным компонентом оборудования для кислородно-ацетиленовой резки. В этой статье мы кратко рассмотрим конструкцию факела. Далее в статье очень кратко обсуждаются принципы операции резания.
Кислородно-ацетиленовый резак
Направляющие механизмы для резака
Получение качественной огранки
Эксплуатация оборудования для кислородно-ацетиленовой резки
Смотрите также:
Горелка для кислородно-ацетиленовой резки
Горелка для кислородно-ацетиленовой резки по конструкции похожа на ацетилено-кислородную сварочную горелку, см. рис. 1 ниже. Он имеет одну трубку для подачи ацетилена и одну трубку для подачи кислорода к горелке. Кроме того, на резаке имеется одна дополнительная трубка. Эта трубка предназначена для подачи режущего кислорода. Также на переднем конце предусмотрен режущий наконечник. В этом наконечнике имеется центральное отверстие, через которое выходит струя чистого кислорода.
Смесь ацетилена и кислорода, образующаяся в смесительной головке, выходит из отверстий, окружающих центральное отверстие. Эта смесь выполняет функцию предварительного нагрева металла перед резкой.
Количество отверстий для кислородно-ацетиленового пламени варьируется от 2 до 6 в зависимости от типа разрезаемого металла и его толщины. Наконечник с этим набором отверстий может быть заменен в зависимости от требований. Например, для резки стали толщиной ¼ дюйма (6,4 мм) потребуется наконечник, отличный от того, который требуется для резки стали толщиной 8 дюймов (200 мм).
На резаке имеется рычажный клапан или пусковая кнопка, которая запускает операцию резки. Это в дополнение к обычным игольчатым клапанам, предназначенным для регулирования потока ацетилена и кислорода. На следующем рисунке показана горелка, используемая для кислородно-ацетиленовой резки.
На следующем рисунке показана конструкция режущего наконечника, используемого для резки. Центральное отверстие предназначено для подачи режущего кислорода. Окружающие отверстия подают кислородно-ацетиленовую смесь, которая предварительно нагревает работу.
На рисунке ниже показан клапан с рычажным приводом, который можно увидеть только на резаках (и нельзя не увидеть на сварочных горелках). При нажатии на этот клапан начинается подача режущего кислорода.
Направляющие механизмы для резака
Большинство операций по резке в промышленности выполняются вручную, то есть оператором. Однако, когда желаемое качество реза высокое и когда требуется резка в больших масштабах, резак приводится в движение направляющими механизмами. Эти механизмы приводятся в действие двигателем, и они поддерживают и направляют резак по намеченному пути для получения равномерно чистых срезов.
Снятие кромок двух листов при подготовке к стыковому сварному шву можно выполнять, направляя горелку по стальным направляющим вдоль прямой линии. Заготовка располагается таким образом, чтобы можно было получить требуемый угол. Точно так же резку по дуге окружности можно выполнить, направляя машину с помощью радиусного стержня, который поворачивается вокруг центра дуги.
На следующих рисунках показаны такие операции резки, при которых резак управляется механизмом с приводом от двигателя.
Получение качественного резаНаконечники для резки и кислородно-ацетиленовые горелки бывают разных стилей и размеров для различных областей применения. Выбор наконечника зависит от типа разрезаемого материала. Для получения узких, гладких, параллельных боковых разрезов необходимо обеспечить правильное сочетание скорости резки, температуры пламени предварительного нагрева, давления режущего кислорода.
При неправильном сочетании этих параметров получаются срезы с неровными краями, налипшим шлаком и т. д. Такие разрезы называются неправильно сделанными. В таблице ниже приведены рекомендуемые значения некоторых из этих параметров для резки сталей толщиной до 12 дюймов (300 мм).
Присоедините режущий наконечник к горелке. Установите давление ацетилена и кислорода на значения, рекомендованные в таблице выше. Обратите внимание, что эти значения давления, показанные в таблице, являются только рекомендуемыми значениями для . Оператор должен провести испытания, чтобы получить наилучшие настройки давления.
Довести пламя предварительного нагрева до нейтрального пламени.
Держите факел в одной руке и зажгите пламя. Пламя нужно держать на 9Угол 0° к направлению движения. Кроме того, пламя следует постоянно держать над местом, где должна быть начата резка.
Внутренний конус пламени предварительного нагрева должен располагаться немного выше (около 1,5-2 мм) линии реза. Тепло пламени предварительного нагрева увеличивает температуру металла до красна.