Устройство токарного станка – Устройство токарного станка: конструкция оборудования
alexxlab | 17.02.2020 | 0 | Разное
Устройство токарного станка: конструкция оборудования
Оборудование для токарной обработки металлических заготовок используется на различных предприятиях. С его помощью изготавливаются детали конусовидной, цилиндрической и сложных форм. Нарезается внутренняя и наружная резьба. Чтобы работать с таким оборудованием, чинить его при поломках и ухаживать за подвижными механизмами, нужно знать устройство токарного станка.

Устройство токарного станка
Предназначение и разновидности токарных станков
В производстве токарное оборудование считается наиболее популярным. По статистике с помощью таких станков изготавливается более 50% продукции поступающей в продажу или деталей использующихся в дальнейшем производстве.
Характеристики, на которые необходимо обращать внимание при выборе покупной модели токарного станка:
- Система управления — ручная или ЧПУ.
- Возможность установки одного или нескольких резцов.
- Габариты оборудования.
- Максимальный радиус обтачиваемой заготовки.
- Размер рабочего пространства.
При обработке детали она закрепляется в патроне вращающегося шпинделя. С помощью резцов, которые фиксируются в суппортах, происходит обработка заготовки. Оснастка снимает требуемый слой стали или нарезает резьбу.
Существует несколько разновидностей токарных станков. Они различаются по конструкции и функциональности:
- Винторезные — универсальные машины, используемые для создания конусов, цилиндров и разных видов нарезок.
- Револьверные — работают такие станки с калиброванным прутком. С помощью такого оборудования выполняют точение, сверление, развертку и зенкеровку.
- Карусельные — промышленные машины, с помощью которых обрабатывают крупные заготовки.
- Оборудование для продольного точения. С его помощью подвергаются точению, сверлению, зенкеровке и расточке заготовки из стали и меди.
- Универсальные станки для проведения токарных и фрезеровочных работ.
- Многошпиндельные — многофункциональное оборудование, которое позволяет выполнять несколько технологических операций одновременно.
В большинстве случаев универсальное оборудование считается менее точным в сравнении со специализированным. Из-за этого на больших предприятиях устанавливаются различные станки. Наиболее популярными считаются машины с системами ЧПУ. Связано это с их производительностью и точностью.
Устройство токарного станка
Устройство токарного станка включает несколько основных механизмов, которые связаны между собой соединительными элементами, проводами, приводами, шестернями, ремнями, направляющими. Зная конструкцию «токарника» можно правильно ухаживать за ним и разбираться в возникающих поломках.
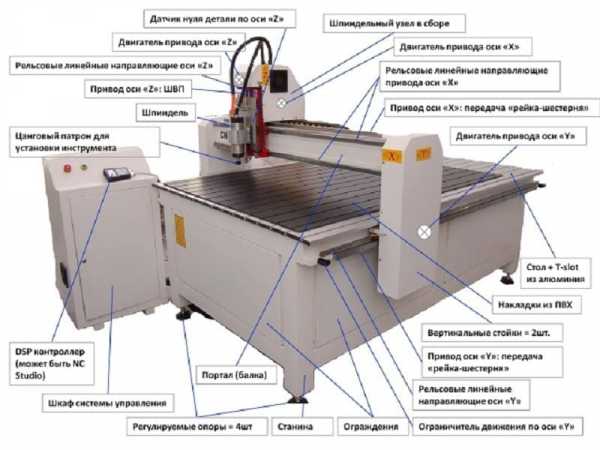
Конструктивные элементы
Основные элементы токарного оборудования:
- Станина. Представляет собой массивное и литое основание, на котором закрепляются направляющие профиля для перемещения бабок. Станина должна удерживать остальные элементы оборудования и гасить вибрации, возникающие при работе электродвигателя.
- Передняя бабка. Она представляет собой шпиндель, подшипники, коробку скоростей и шкив. Ключевым элементом передней бабки считается вращающийся шпиндель. В нём закрепляется обрабатываемая заготовка. Это передний центр оборудования, от которого зависит вращение детали при обработке.
- Задняя бабка. Элемент, который перемещается по направляющим, закреплённым на станине. Закреплён под углом в 90 градусов. Предназначен для точения конусов обрабатывающей головкой.
- Суппорт. Подвижный элемент, который предназначен для закрепления режущей оснастки. Существуют продольные и поперечные суппорта. Они передвигаются по двум разным плоскостям. На них устанавливаются резцедержатели с резцами.
Другими элементами токарного оборудования являются коробка передач, гитара (набор сменных шестерней), фартук (приводит в движение механизмы и подвижные бабки).

Станина токарного станка
Электрическое оснащение
Токарное оборудование оснащается специальными приводами, которые приводят в движение подвижные механизмы. В плане управления станками, существуют ручные модели и машины с ЧПУ. Второй вариант представляет собой установку, которая требует предварительной настройки через компьютер. Когда программа задана, рабочий запускает подвижные приводы и станок работает самостоятельно.
Рекомендации по выбору
При выборе токарного станка нужно уделять внимание некоторым моментам:
- Габаритам оборудования.
- Массе станка.
- Скорости вращения шпинделя (в зависимости от обрабатываемого материала).
- Точности станка (модели с ЧПУ выполняют более качественные резы и снятие металлического слоя).
Чтобы управлять оборудованием с системой ЧПУ, человек должен уметь создавать алгоритмы и задавать их для подвижных механизмов конструкции.
Несколько советов по обслуживанию
Зная, как обслуживать станок, можно продлить срок его эксплуатации. Советы:
- После обработки заготовок требуется выполнять очистку оборудования от остатков материала.
- Работать только с цельными и острыми резцами.
- Проверять работоспособность отдельных элементов станка перед его запуском.
- Использовать охлаждающую жидкость при длительном процессе работы.
Нельзя забывать про использование защитных очков, которые помогут уберечь глаза от попадания металлической стружки.
1-3 Техническое обслуживание токарного станка — Перезагрузка с улучшениями
Watch this video on YouTube
Токарные станки используются для проведения различных технологических операций. Зная устройство этого оборудования, можно чинить поломки, правильно ухаживать за механизмами, проводить очистку.
metalloy.ru
Шпиндель токарного станка: устройство, назначение, ремонт
Шпиндель – составная часть токарного станка, играющая важнейшую роль в процессе обработки заготовок. Он выполнен в виде вала с проделанным отверстием в виде конуса, предназначенного для установки инструментов. Шпиндель токарного станка изготавливается из высокопрочной стали, что необходимо для безопасной эксплуатации станка, долговечности детали и высокой точности выполняемых работ. Он считается главным элементом станка, так как остальные узлы и детали предназначены для обеспечения его работы.

Устройство
Шпиндель представляет собой стальной вал, впереди которого установлено крепление для рабочего инструмента. В классическом образе шпиндель установлен на высокоточных подшипниках качения. Для обеспечения необходимой точности работы в процессе эксплуатации на опоре шпинделя установлено специальное кольцо. Регулировка кольца происходит с помощью регулировочной гайки, Затягивание которой смещает гайку по шпинделю, что обеспечивает устранение образовавшихся в процессе работы зазоров
Конструкция шпинделя зависит от множества факторов, обычно от сферы назначения, типа и устройства станка, размеров и скорости работы. Раньше основой этого узла выступали подшипники, отклонение на которых достигало 1 мкм. На сегодняшний день требования к шпинделям усилились, поэтому современные образцы изготавливаются с применением магнитных или воздушных опор. Подобное решение позволяет добиться минимального отклонения, не превышающего 0,2 мкм.
Для более высокой точности, при которой погрешность обработки ниже 0,03 мкм, применяется особый способ привода. Шпиндель приводиться в движение и разгоняется с помощью маховика, но работы выполняется после отключения маховика и работе шпинделя за счет инерции.
Конструкция узла должна соответствовать следующим требованиям:
- Точность. Подбирается исходя из модели станка, обрабатываемого материала и технологических требований.
- Быстроходность. Разные типы шпинделей вращаются на разных скоростях, чем быстрее скорость обработки заготовки, тем выше качество выполненной работы.
- Жесткость. Определяется соотношением величины прогиба шпинделя и уровня радиального биения. Чем данный показатель ниже, тем выше качество работы.
- Долговечность. Срок эксплуатации узла, в первую очередь, зависит от качества используемого подшипника.
- Виброустойчивость. Шпиндель должен быть толерантным к вибрации к внешней вибрации станка, что обеспечивает высокую точность работы инструмента.
- Допустимый нагрев. Определяется максимальной температурой нагрева узла, при котором не изменяются эксплуатационные характеристики шпинделя.
- Несущая способность. Характеризует рекомендуемые вес и размеры рабочего инструмента.
Обычно шпиндель не рассматривается как отдельная конструкция. Чаще всего рассматривается весь комплекс токарно-винторезного станка, включающий электродвигатель, привод, переднюю бабку и шпиндель. Электродвигатель можно менять, использовать даже силовые установки, работающие от постоянного тока. Главное, чтобы все составные части соответствовали электрической схеме станка.
Скачать ГОСТ 12593-93
Назначение шпинделя
Основным назначением шпиндельной бабки является фиксация рабочих инструментов (сверл, разверток, метчиков и других деталей). Обычно в конструкции используется вращающийся шпиндель, который применяется для снятия стружки, вырезания пазов и придания формы заготовкам. Через него происходит передача крутящего момента з электродвигателя на деталь, а также изоляция рабочего инструмента от вибрационных нагрузок, который принимает на себя подшипник. Фиксация инструмента происходит с помощью зажимного патрона, установленного на конце шпинделя.

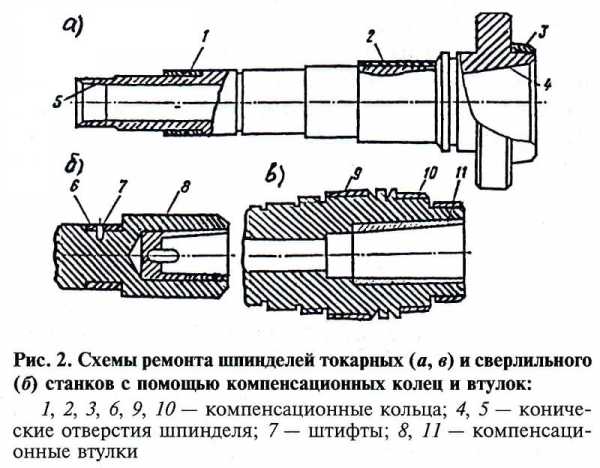
Сборка и ремонт
Изначально настройка и сборка шпиндельной бабки производиться в заводских условиях, поэтому вмешиваться конструкцию узла не нужно. Все работы выполняют согласно ремонтной документации узла бабки шпиндельной. Дополнительную регулировку можно проводить после определенного срока эксплуатации, когда заметно ухудшение точности. Настройка проводится с помощью регулировочной шайбы.
На срок эксплуатации сильно влияет система электроторможения, схема устройства и настройки которой предоставляется производителем.
Ремонт шпинделя должен выполняться квалифицированным мастером, его сложность зависит от типа износа:
- Износ шейки. Во время эксплуатации шейка покрывается большим количеством задирок. Избавиться от них можно проточив шейку, с последующей шлифовкой и полировкой. Полировку можно выполнять мелкой наждачной или пастой ГОИ. При работе со шлифовальной машиной нужно смазывать деталь маслом.
Главное, чтобы после ремонта не уменьшился диаметр шейки, если достичь того невозможно, шейка обтачивается и на нее надевается посадочная втулка из стали той же марки.
- Износ конуса. Наиболее часто встречающаяся проблема, которая возникает из-за небрежного обращения со станком. Износ происходит из-за провертывания хвостовика инструмента и забивания металлической пылью. Степень износа определяется с помощью калибра. На него наносят несколько полосок мелом, вставляют калибр в конус, и по стертому мелу определяют проблемные места. Перед проверкой конус обязательно чистится и шлифуется. В случае обнаружения проблем, конус пришлифовывается или растачивается.
- Износ посадочного места. Посадочное место часто ослабляется в местах установки подшипников. Для исправления проблемы его хромируют или металлизирует. В некоторых случаях можно установить кольцо и обточить его до необходимого диаметра.
- Износ шпоночных пазов. Шпоночный паз обычно подгоняется под необходимую шпонку. В некоторых случаях нарезается новый паз в другом месте.
- Износ подшипников. В случае сильного износа подшипников лучше всего полностью их изменить, так как выполнять самостоятельный ремонт без специального инструмента невозможно. При использовании подшипников скольжения есть возможность постепенной регулировки зазоров, что значительно увеличивает срок эксплуатации.
Качественная шпиндельная бабка токарного станка при правильной эксплуатации и уходе будет качественно выполнять свою работу весь эксплуатационный срок. Главное, периодически проверять износ узла и точность обработки заготовок.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
определение, виды, устройство, назначение, ремонт
У самого маленького настольного станка и огромного прокатного стана есть общая деталь — это станина. На нее крепятся все его подвижные и неподвижные узлы и детали. Станины изготавливают из прочных сплавов, ведь они выдерживать не только вес танка, но и усилия, возникающие в процессе его работы. Со временем станины изнашиваются, для продления жизни станка их подвергают обновляющему ремонту.
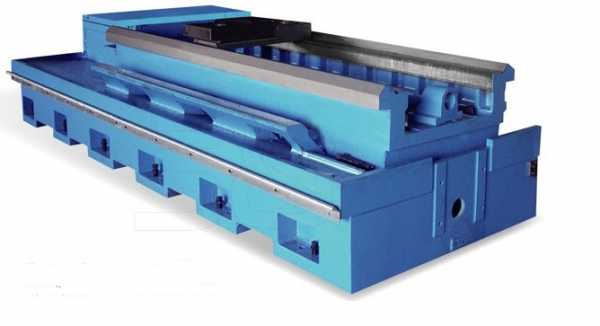
Что такое станина
Станина — это основа конструкции станка. На нее крепятся все остальные подвижные и неподвижные детали и узлы. Через нее механизм опирается на фундамент. Станина воспринимает на себя все усилия, возникающие при воздействии инструмента на заготовку. От определенных точек на станине, выбранных началом координат, отсчитываются перемещения движущихся частей станка. В нее входят такие компоненты, как:
- корпусные элементы;
- поперечные, продольные и вертикальные крепления и ребра жесткости;
- направляющие.
Станина – наиболее долгоживущая часть станка, рассчитанная на все время его эксплуатации. Двигатели, привода и рабочие органы могут много кратно заменяться по мере износа, направляющие лишь подвергается периодическому ремонту. Направляющие служат для продольного, поперечного или вертикального перемещения подвижных узлов механизма.
Направляющие бывают двух видов:
- незамкнуты, применяемые при обработке деталей большой и средней массы и небольших опрокидывающих моментах;
- замкнутые, используются при средних массах деталей и значительных опрокидывающих моментах.
Подвижные узлы могут перемещаться, скользя по направляющим, либо использовать роликовые или шариковые опоры.
Кроме передачи, распределения и компенсации усилий, станина также должна быть способной гасить колебания различной частоты, возбуждающиеся в механизме во время его работы.
Виды станин станков
Различают два основных вида изделия:
- горизонтальные опоры;
- вертикальные стойки.

Для горизонтальных их форма и сечение выбираются исходя из следующих факторов:
- оптимальное размещение узлов и деталей;
- автоматизированное или ручное удаление стружки и других отходов производства;
- минимальные помехи для подведения передач и коммуникаций к двигателям, приводам, рабочим органам;
- отведение охлаждающей жидкости и стружки;
- обеспечение расчетных показателей прочности, жесткости, вибропоглощения и шумоподавления;
При проектировании вертикальных стоек максимальное внимание уделяют их жесткости. Для этого выбирают наилучшую форму сечения, комбинируя полые объемы со сплошным литьем, вводя дополнительные стенки, перегородки и ребра жесткости.
При проектировании люков и ревизий, через которые осуществляется диагностика и техническое обслуживание механизмов, приходится достигать компромисса между удобством сервисных работ и требованиями сохранения жесткости.
При выборе сечения станин для фрезерного станка предпочтения отдают трапециевидным формам, наилучшим образом передающим и распределяющим как весовые, так и рабочие нагрузки от деталей и узлов крупных и тяжелых механизмов.
Для станин более легких станков становятся доступны и прямоугольные, и даже треугольные сечения.

Станины также разделяются на монолитные и сборные, состоящие из нескольких отдельно отливаемых и обрабатываемых деталей, которые соединяются в единое целое разъемными либо неразъемными соединениями.
Технические требования к станинам
Технические требования формируются с целью достижения соответствия фактических эксплуатационных качеств станка и проектных требований. Требуется также обеспечить баланс между показателями производительности и себестоимостью изготовления изделия.
Отдельный важный раздел технических требований- это требования к материалам, из которых должна быть изготовлена одна из самых важных деталей станка. Регламентируются:
- марка сплава;
- физико-механические и химические свойства;
- однородность структуры, прочность и упругость как в общем, как и отдельно в наиболее важных и нагруженных местах;
- твердость материала направляющих.
Еще один раздел требований — геометрия конструкции. От точности соблюдения размеров, особенно направляющих, зависит точность работы всего станка. Они служат для перемещения рабочих органов, непосредственно обрабатывающих изготовляемое изделие. Не менее важно соблюдение точности изготовления рабочих столов, разметочных плит и других видов оснастки для размещения, закрепления и перемещения заготовок.
Станина станка является точкой (или точками) отсчета координат при разметке и обработке изделия.
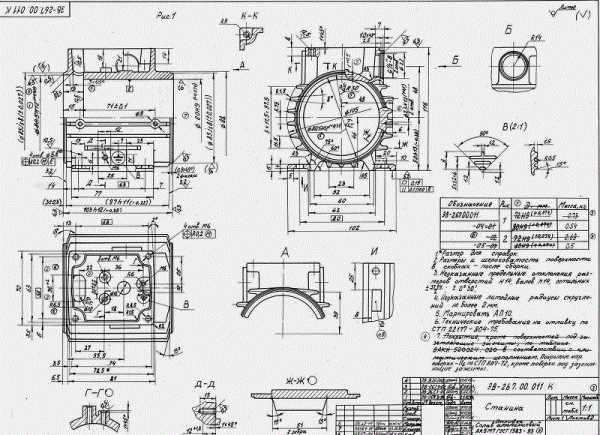
Геометрическими требованиями регламентируются как сами размеры, так и их предельные отклонения, параллельности поверхностей, предельно допустимые показатели изогнутости направляющих, углы уклона и радиусы сопряжения.
Немаловажный раздел требований относится к вибропоглощению и шумоизоляции. В нем описываются предельно допустимые показатели по механическим колебаниям конструкций станка на различных частотах, уровни передаваемых на фундамент вибраций. Для шумопоглощения используются специальные покрытия, наносимые как на наружные, так и на внутренние поверхности корпуса и ребер.
Металлы для производства станины и их основные свойства
Из какого материала делают станины станков? Традиционно основными материалами для изготовления станин различного оборудования служили металлы и их сплавы.
В XVII-XX веках наибольшей популярностью пользовался чугун. Он и сегодня сохраняет лидирующее положение, но постепенно отступает под натиском различных сортов стали, сплавов легких металлов, пластиков и композитных материалов.
Учитывая общую тенденцию к снижению массы и габаритов оборудования и повышению их эффективности, перед прогрессивными материалами открываются широкие перспективы.
Для станин легких и средних станков такая замена проходит опережающими темпами. Для тяжелого оборудования значительная часть функций станин переходит к армированному современными материалами железобетону фундамента.
Однако для высоконагруженных станков и производственных комплексов, таких, как прокатные станы, тяжелые прессы, кузнечные станки и сталелитейное оборудование, специальные марки чугуна по-прежнему вне конкуренции.
Его уникальная способность выдерживать большие статические нагрузки, высокая прочность направляющих и коррозионная стойкость выгодно отличают чугун от конкурирующих материалов. Чугунные сплавы с шаровидным графитом, модифицированные с помощью цериевых присадок, обладают такими же эксплуатационными характеристиками, как сталь и существенно дешевле в производстве.
Устройство станины
Основные компоненты конструкции станины токарного станка видны из чертежа станины в разрезе:
- опорная поверхность;
- продольные ребра;
- поперечные ребра, связывающие между собой продольные;
- направляющие, имеющие форму призмы;
- плоские направляющие, предназначенные для крепления бабок и перемещения суппортов.
Ребра формируются в процессе отливки заготовки под станину станка
Сечение призматических направляющих может принимать различные формы, исходя из направлений возникающих в процессе работы усилий и их величины. Обе направляющих обязательно должны быть строго параллельны в пространстве и иметь идеально гладкую и ровную опорную поверхность. В противном случае о точности обработки деталей на станке не может быть и речи.
Для достижения такого результата их подвергают высокоточной фрезеровке либо обрабатывают на строгальном станке. Далее проводится шлифовка и шабрение. В ходе этой обработки осуществляется неоднократный контроль геометрических показателей на соответствие требованиям технических условий. Окончательная проверка осуществляется после сборки станка и установки на него подвижных деталей и узлов.
Основное назначение
Назначение станины определяется ее ролью среди компонентов станка.
Она является одной из основных деталей и предназначена для выполнения следующих функций:
- крепление и размещение в определенном пространственном порядке всех остальных деталей и узлов изделия;
- восприятие, распределение и передача на фундамент статических и динамических нагрузок, вызываемых весом деталей и возникающих в процессе работы станка;
- создание условий для перемещения рабочих органов станка и заготовок с необходимой точностью по направляющим и рабочим столам.
Кроме того, она выполняет и вспомогательные функции — защиту элементов конструкции от воздействия внешней среды.
Ремонт станины
Несмотря на высокое качество материалов и точность изготовления, во время работы станина испытывает значительные нагрузки и неминуемо изнашивается. Наиболее заметны эти процессы на поверхности направляющих, теряющей свои геометрические и прочностные свойства.

Для восстановления рабочих свойств проводится периодический или внеплановый ремонт направляющих. Для выполнения операции шабрения со станка снимаются движущиеся части, а сама станина закрепляется на жестком массивном фундаменте. Далее операция проводится в следующей последовательности:
- проверяется линейность продольного и поперечного профиля с использованием рамного уровня;
- если отклонение превышает 0,02 мм на погонный метр, проводят шабрение одной из направляющих с применением линейки и краски для поверки;
- параллельно контролируется степень извернутости;
- после доведения отклонения до заданных значений переходят ко второй направляющей.
После шабрения проводят шлифовку поверхности.
Шлифовка направляющих
В ходе шлифовки выполняют операции в такой последовательности:
- запиливают и зачищают поверхностные забоины и задиры;
- станину закрепляют на плите продольно — строгальной установки;
- уложенным на уровне задней бабки уровнем измеряют степень извернутости направляющих;
- при необходимости корректируют провисание конструкции с помощью компенсирующих прокладок и клиньев;
- повторно измеряется извернутость, результаты измерений должны совпасть с первоначальными;
- поверхность направляющих шлифуется мелокоабразивной шлифовальной чашей.
После восстановления поверхности направляющих станок монтируется на собственный фундамент и на него крепятся ранее снятые подвижные части.

За срок службы станка такую операцию выполняют несколько раз, возвращая его к активному производственному применению
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите
stankiexpert.ru