Зенкер что это такое: Зенкер – что это такое?
alexxlab | 20.08.2019 | 0 | Разное
Зенкер, зенковка — что это такое и технология работы
Среди металлообрабатывающего инструментария, применяемого для создания отверстий, особое значение заслуживает зенковка и зенкер. С их помощью выполняют проемы с заданными характеристиками, например, стабильность важных геометрических параметров, шершавость, сужение цилиндрического отверстия. Рассмотрим, что такое зенкер и зенковка.
Терминология
Зенковка — является многолезвийным инструментом для резки, используемая при обрабатывании отверстий в металлических деталях. После обработки получаются углубления конического/цилиндрического типа, можно создать опорную плоскость около отверстий, снять фаску на центровом отверстии.
Раззенковка отверстий — это вторичная подготовка готовых отверстий для размещения головок метизов – болты, винты, заклепки
Зенкер – инструмент для резки с многолезвийной поверхностью. Применяется в обработке отверстий цилиндрического/конического типа в заготовках для расширения диаметра, улучшения характеристик поверхностей и точностей. Этот тип обработки называется зенкерованием. Это получистовая обработка резанием.
А — сверление сверлом В — растачивание на токарном станке С — зенкерование зенкером D — развёртывание развёрткой E,F — цекование цековкой G — зенкование зенковкой H — нарезка резьбы метчиком
Зенкование отверстий — процесс возделывания верхней части проема, чтобы, например, снять заусенцы с края отверстия или создать углубления, чтобы спрятать шляпку заклепок либо шурупа и сравнять с поверхностью детали. Приспособление, используемое для этой задачи, называется зенковкой.
Виды зенкеров и зенковок
Производство режущего инструментария по металлу подчиняется основной категории стандартов страны (ГОСТ) и техническими регламентами использования готового изделия. На агрегатах с частичным автоматизированным управлением используют следующие типы зенкеров:
- Цилиндрические, с диаметрами от 10 до 20 мм. Этот комплект с лезвиями производится с напылением из износостойких элементов.
 Регламентируется ГОСТ 12489-71.
Регламентируется ГОСТ 12489-71. - Неделимые конические, от 10 до 40 мм. Вырабатываются из легированной стали с устойчивым к износу напылением. Подчиняется ТУ 2-035-923-83.
- Целые, в виде насадок, с поперечником от 32 до 80 мм. Регламентируется ГОСТ 12489-71.
- Конический либо насадной, подчиняются ГОСТ 3231-71. Отмечаются присутствием специальных пластин, получаемых из твердых сплавов железа.
 Регламентируется ГОСТ 12489-71.
Регламентируется ГОСТ 12489-71.Зенковка – это также средство с многочисленными лезвиями, но обладает явными отличиями от зенкера по сфере использования. Эти приспособления подразделяются на некоторые типы:
- Коническая зенковка. Имеет эксплуатируемую головку с угловым коэффициентом конуса в 60,90, 120 градусов. В основном реализовывается для возделывания оснований под крепеж и удаления фасок, то есть затупить острые грани. Регламентируется ГОСТ 14953-80 Е.
- Округленная зенковка (цилиндрическая). Приспособление может обладать округленным либо коническим концом, имея износостойкое покрытие основания. В основном реализовывается в качестве обрабатывания опорных оснований.
Что такое зенкер, систематизация
Прорезывающий инструмент по металлу (зенкер) позволяет раззенковывать проем в детали до 5 группы меткости. Он массово используется для получистовой отделки деталей перед механическим развертыванием. По строению его разделяют на типы:
- целостные;
- насадочные;
- хвостовые;
- соединенные.
Внешне металлорежущие приспособления смахивают на простой небольшой бур, но обладают увеличенной численностью режущих краев. Правильность размеров проема обрабатываемой заготовки устанавливается за счет калибра. Крепеж инструментария в патроне агрегата выполняется с поддержкой хвостовика.
Для возделывания проемов, с поперечником до 10 см используются насадные приспособления с 4 остриями. Их главной особенностью считается крепеж через оправку. Достичь правильной регулировки реза позволило присутствие фаски на зубах элемента.
Конструкция конусного зенкера
Это приспособление предназначается для пропуска конусовидных проемов небольшой глубины. Главной особенностью в конструкции элемента считается присутствие зубьев прямого типа и абсолютно плоского внешнего основания. Численность элементов реза, в соответствии с калибровкой, может варьироваться в значении 6 — 12 единиц.
Зенкерование отверстий считается ручной процедурой, осуществляемой через токарный агрегат, на котором крепится зенкер. Возделываемая деталь зажимается в патронаже агрегата, проверяется верное ее расположение в углублении. Осевые центры электрошпинделя и заднего узла станка должны находиться на одном уровне. Это дает снизить риск вылета технически подвижной гильзе (пиноль). В отделываемое отверстие наконечник инструментария дается вручную.
Чтобы получить после операции зенкерования проем нужного поперечника, при сверлении производится припуск 2-3 мм. Точные значения припуска зависят от калибровки углубления в возделываемой заготовке. Труднее реализовать процесс зенкеровки выкованных и плотных изделий. Чтобы упростить себе задачу следует заблаговременно расточить раззенкованное отверстие на 5-9 мм.
Зенкеровка может выполняться в порядке резания. В этой ситуации подача инструментария увеличивается вдвое, чем при сверловке, а скорость хода остается прежней. Углубление резания зенкером закладывается примерно в 50 процентов припуска на поперечник. Раззенковка отверстий инструментом, реализовывается с применением охлаждающих материалов. Механизм из твердых сплавов не требует внесения вспомогательного хладоносителя.
Зенкер при обрабатывании проемов гарантирует высокую точность, но избежать брака совсем нельзя. Самыми распространенными пороками обработки считаются:
- Увеличенный поперечник проема. Главная причина возникновения подобного изъяна считается применение приспособления с неверной заточкой.
- Уменьшенный поперечник углубления. Случается, что для работы был выбран ошибочный инструментарий либо применялся испорченный зенкер.
- Вызывающая чистота. Этот изъян может быть вызван рядом причин. Обычно, уменьшение чистоты кроется в неважной заточке приспособления. На практике также причиной порока может служить чрезмерная вязкость материала изделия. Поэтому элемент налипает на ленты инструмента. Повреждение также вызывается погрешностью токаря, сделавшего неверную подачу и ускорение реза.
- Частичная обработка проема. Эта причина обычно возникает в результате неверной фиксации детали либо неправильным припуском под зенкеровку, сохраненным после сверления.

Разновидности и предназначение зенковок
Зенковка напоминает вид сверла, которая используется для зенкования. Операция схожа с зенкерованием, но отличаются конечной задачей. Процедура зенкования нужна в ситуациях, когда существует необходимость в формировании округленных углублений, чтобы скрыть следы головок крепежа.
Возделывание деталей зенковкой причисляется к получистовому методу, и осуществляется перед операцией развертывания.
По конструкции зенковки подразделяются:
- Округленные;
- Конические.
Под самостоятельной категорией выделяют зенковки, состоящие из твердых сплавов. Они используются в качестве шлифовальных действ. Для обрабатывания проемов и удаления фасок в трудных зонах используют еще один тип инструментария – оборотная зенковка. Чтобы обеспечить необходимую обработку металлических изделий и дерева рекомендуется покупать зенковочный комплект, а не индивидуальными приспособлениями.
В структуру зенковок конусного типа укладываются хвостовик и эксплуатируемый элемент, с угловым показателем 60, 75, 90 и 120 градусов. Число зубьев варьируется в пределе 6 — 12 единиц, это зависит от поперечника инструмента. Чтобы обеспечить соосность возделываемого проема используется цапфа.
Округленная зенковка обладает устойчивым к износу напылением. Используется этот механизм для подреза фаски. По конструкции оно смахивает на сверло, но обладает большим количеством лезвий – от 4 до 10, все зависит от поперечника устройства. На торцевой части элемента присутствует наводящая цапфа. С ее помощью фиксируется позиция инструментария в период эксплуатирования. Цапфа бывает разъемной либо целостной. На практике используются устройства с разъемными цапфами, из-за удобства использования. На зенковку также можно надеть насадный резак.
На торцевой части элемента присутствует наводящая цапфа. С ее помощью фиксируется позиция инструментария в период эксплуатирования. Цапфа бывает разъемной либо целостной. На практике используются устройства с разъемными цапфами, из-за удобства использования. На зенковку также можно надеть насадный резак.
Чтобы обработать несколько проемов на равное углубление следует применять зенковку с держателями, включающее в свой состав различные ограничители. При обрабатывании изделия элемент реза устанавливается в державке и выходит из упора на величину, равную углублению проема.
Зенковки производятся из различных сортов сталей, включая твердосплавную. Инструменты, выполненные из твердых сплавов, отлично подходят для обрабатывания деталей из металла, так как способны выдержать экстремальные нагрузки долгое время. Для обработки изделий из цветного металлического сплава либо дерева применяют устройства из быстрорежущей стали, так как она подвергается незначительным нагрузкам. Стоит отметить, что при обрабатывании, например, чугунных изделий, необходимо внести дополнительное охлаждение инструментария. Для этого используются специальные эмульсионные составы.
Принцип зенкерования металлических изделий
Во время обрабатывания проема, созданного в детали в период его литья, рекомендуется расточить его разом на несколько миллиметров вглубь, чтобы зенкер выбрал верную начальную направленность.
В период осуществления работ при обработке стальных заготовок рекомендуется использовать эмульсионные охлаждающие составы. Процедура зенкерования цветных металлов и чугуна дополнительного внесения хладоносителя не требуется. Очень важным этапом считается верный подбор инструментария для осуществления работ. В связи с этим концентрируют внимание на аспекты:
- Разновидность инструментария выбирается в соответствии с материалами заготовки и характера возделывания. Учитываются факторы расположения отверстия и численность процессов.
- Зенковки и устройство для зенкерования выбираются в зависимости от заданных параметров: величина углубления, диаметр, точность работы.
- Конструкцию металлорежущего инструмента устанавливают, исходя из метода его крепежа на станке.

Выбор зенкера производят по справочной литературе или пользуясь нормативным актом стандарта ГОСТ 12489-71:
- Заготовки, созданные из конструкционной стали, с проемами до 40 мм в поперечнике возделываются зенкером, произведенного из быстрорежущего железа, включающий 3-4 зубья и диаметр 10-40 мм. В отверстиях до 80 мм используются насадки диаметром 32-80 мм.
- Для закаленного железа при расточке предусмотрена оснастка с пластинами из твердых сплавов, с поперечником 14-50 мм и 3-4 зубьями.
- Для расточки глухих проемов чугунных изделий и деталей из цветного металла используют перовой зенкер.
Нужным условием при процедуре зенкерования считается соблюдение припусков. Поперечник выбранного инструментария в результате обязан совпасть с окончательным диаметром проема после обрабатывания. Если после зенкерования предусмотрено выполнение развертывания проема, то поперечник устройства снижают на 0,15-0,3 мм. Если же намечено растачивание черновым вариантом или сверловка под зенкерование, то следует сохранять припуск на край от 0,5 до 2 мм.
Скачать ГОСТ
ГОСТ 12489-71 Зенкеры цельные. Конструкция и размеры
ГОСТ 14953-80 Зенковки конические. Технические условия
тестируем сверло в работе по дереву
Всем привет.Сегодняшний обзор будет посвящен набору зенкеров для обработки древесины, приобретенных мною на eBay.
Товар не сильно популярный, но после того, как мне потребовалось «скрыть» несколько десятков саморезов в деревянных наличниках, я понял, что сперва сверлить отверстие, а затем менять сверло и рассверливать его — вариант не только медленный, но и не сильно практичный.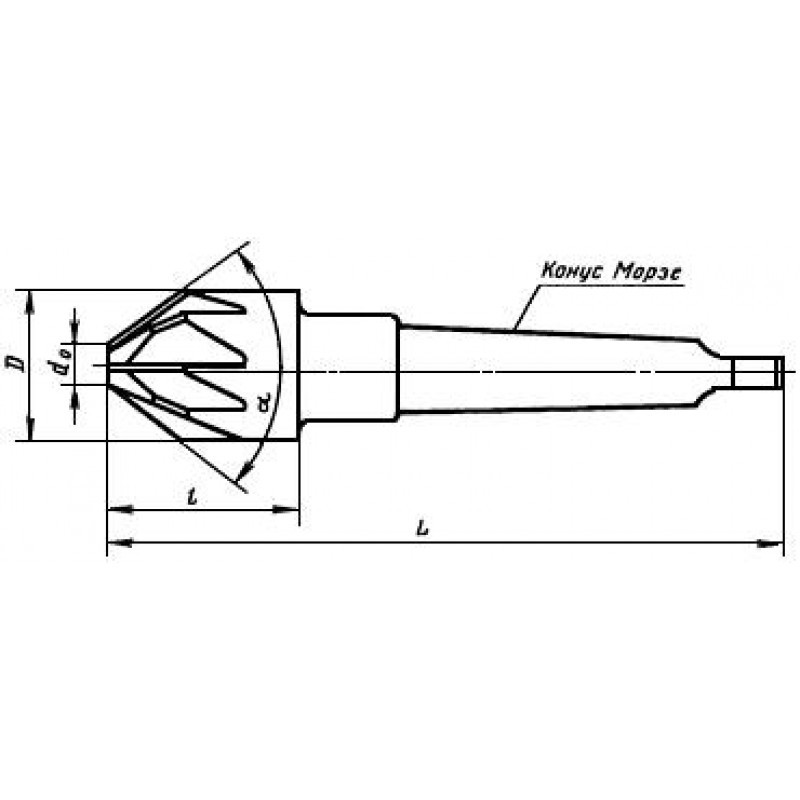 В общем, было принято решение о приобретении набора зенкеров для проделывания такой операции за один раз.
В общем, было принято решение о приобретении набора зенкеров для проделывания такой операции за один раз.
Да, можно было бы пойти в хозтовары или съездить на строительный рынок, но как говорится, это не наш метод. Поэтому местом покупки стал eBay. Продавец был выбран совершенно случайно, методом «научного математического тыка» 🙂 Но несмотря на это, он оказался сговорчивым и оперативным. После обмена несколькими сообщениями мы договорились, что посылка будет отправлена с полноценным треком, так что если кого-то интересует то, как она добиралась из Китая в Беларусь, то узнать всю информацию об этом можно здесь. К сожалению, на данный момент этого там, где его покупал я нет, но, думаю, его без проблем можно найти по той же цене у других продавцов.
Поставляются сверла без какой-либо оригинальной упаковки, мой экземпляр пришел в обычном полиэтиленовом пакете, запечатанном при помощи офисного степлера 🙂
В комплекте поставки были четыре сверла с закрепленными на них зенкерными насадками, а так же шестигранный ключ для их снятия/перемещения.
Как видно, все сверла имеют разный диаметр. Здесь они на 3, 4, 5 и 6 миллиметров. Для того, чтобы не было путаницы, на хвостовике каждого сверла есть соответствующая маркировка. Хвостовики у сверл цилиндрические, так что их можно использовать как в дрелях, так и в обычных шуруповертах.
Внешне к качеству изготовления сверл претензий нет. Вроде, все сделано как надо, серьезных бросающихся в глаза огрехов нет. Все сверла покрыты какой-то загадочной и очень клейкой смазкой, так что перед использованием пришлось их обезжирить, после чего окунуть в масло. Но это по желанию, если вам нравится когда все приклеивается к пальцам — можно работать и так 🙂
Итак, как я уже говорил, сами сверла имеют разный диаметр. А вот зенкера везде одинаковые. Что на сверле в 3 мм, что в 6мм. Диаметр насадки 16 миллиметров.
Или около того 🙂
Помимо одинакового наружного диаметра у всех четырех зенкеров одинаковый угол заточки, так что выбрать угол углубления не получится. Требуется это не так часто, но порой возникает необходимость сделать конус углубления более острым или наоборот — не получится.
Требуется это не так часто, но порой возникает необходимость сделать конус углубления более острым или наоборот — не получится.
Зенкера (иногда их называют корпусом зенкера) съемные. На сверлах они фиксируются при помощи специальных скрытых винтов. Именно для них завинчивания/отвинчивания и предусмотрен комплектный шестигранный ключ. К сожалению, в данном наборе отсутствуют ограничители глубины сверления, так что в этом плане придется полагаться на собственную наблюдательность.
У каждого корпуса 5 режущих кромок, изначальная заточка которых оставляет желать лучшего. 🙁
В принципе, больше ничего интересного во внешнем виде и устройстве сверл нет, а значит можно переходить к практическим испытаниям. Но перед этим, думаю, не будет лишним вскользь пробежаться о том, что же такое зенкер и зачем он вообще нужен.
Зенкер представляет собой многолезвенный, многозубый режущий инструмент, применяемый для доработки заранее выполненных круглых отверстий в деталях и заготовках из разных материалов. Обработка этим способом применяется для увеличения диаметра и получения более качественной поверхности отверстия методом резания. Такой процесс называется зенкерованием. Метод резания похож на процедуру сверления: наблюдается такое же вращение оснастки для зенкерования вокруг своей оси и одновременное поступательное движение инструмента вдоль оси.
Теперь, зная что это такое, как оно работает и зачем надо, можно проверить на что же они способны. Проделываем парочку отверстий в деревянной поверхности. Вот так они выглядят, если присмотреться. Видно, что поверхность углублений не ровная. Причинами этого были, во-первых, не очень качественная заточка зенкера, а, во-вторых, то, что в качестве инструмента использовался аккумуляторный шуруповерт. После переточки зенкеров и при использовании нормальной дрели такого безобразия больше не было 🙂 Но поскольку все это так или иначе будет скрыто от глаз, то даже такое качество является вполне приемлемым.
Вкручиваем саморез.
Можно установить его заподлицо с поверхностью при этом не раздавив ее шляпкой. А то ведь часто бывает, что при вкручивании древесина трескается вокруг шляпки из-за чрезмерного давления.
А можно спрятать шляпку глубже деревянной поверхности. Тут все по желанию и потребности.
Из-за того, что древесина — материал мягкий, после проведения как проверочных, так и уже полноценных работ, внешний вид сверл никак не изменился (то же касается и зенкеров).
Подводя итог всему, что тут было написано, могу сказать, что в целом, покупка оказалась удачной. Да, пришлось немного ее «доработать» (помыть и переточить), но в целом зенкера отлично справляются со своими функциями. В домашнем хозяйстве чаще всего такой инструмент может понадобится в случаях, если вам необходимо скрыть шляпки саморезов или другого крепежа (для мебельных шурупов-конфирматов нужны зенкера другой формы). Как вариант, можно сверлить отверстие сначала тонким, затем толстым сверлом, а можно использовать вариант, с зенкером, который выбирает углубление нужного размера. Причем их использование гарантированно сэкономит ваше время и ускорит проведение ремонтно-строительных работ. Данные зенкера отлично подойдут для скрытия шляпок винтов, болтов и крупных саморезов.
На этом, пожалуй, все. Спасибо за внимание и потраченное время.
Группы и типы зенкеров. Общая информация
Инструмент, с помощью которого можно увеличить диаметр отверстий, повышая их точность и чистоту поверхности и получая в итоге отверстия заданного профиля, а также обработать торцевые поверхности – это зенкер. При сверлении зенкер вертится вокруг своей оси, сохраняя поступательное движение подачи вдоль оси инструмента.
Зенкеры делятся на следующие группы по виду обработки:
– цилиндрические зенкеры
 Применяются с целью расширения цилиндрических отверстий на 1,0—8 мм;
Применяются с целью расширения цилиндрических отверстий на 1,0—8 мм;
– Цилиндрические зенкеры с направляющей цапфой применяются для обработки цилиндрических углублений под головки винтов.
– Конические зенкеры. С их помощью обрабатываются конические углубления под головки винтов или гнезда под клапаны.
– Торцовые зенкеры. Применяются в зачистке торцовых плоскостей бобышек или приливов.
Зенкеры делятся на следующие типы:
– Способ крепления: хвостовые и насадные.
– Бывают также цельные и сборные зенкеры, в изготовлении которых применяется инструментальная сталь или твердые сплавы.
Наибольшее распространение в промышленности получили цилиндрические зенкеры, позволяющие получать отверстия 4-го класса точности. Чистота обработанной поверхности варьируется от 3-го до 5-го классов.
Цилиндрический зенкер отличается от сверла большим числом зубьев и увеличенным диаметром сердцевины. Таким образом, это служит для повышения жесткости инструмента и обеспечения лучшего направления его в отверстии. Зенкер не имеет поперечной кромки, все его режущие кромки невелики и расположены на периферии, а глубина обработки при зенкеровании меньше, чем при сверлении.
Направляющая часть зенкера служит для удержания направления его при работе. Обрабатываемой поверхности придаются окончательные размеры и чистота. Она также обеспечивает запас на переточку и удаление стружки по канавкам из зоны резания.
Чтобы закрепить зенкер на станке используются хвостовики конической (наиболее распространенной) или цилиндрической формы.
описание, разновидности и советы по использованию
Довольно часто домашние мастера сталкиваются с необходимостью изготовить металлическую деталь с высококачественными отверстиями. Однако достичь хорошего качества или высокой точности удаётся далеко не всегда. В таких случаях следует воспользоваться специальным инструментом — зенкером по металлу.
Однако достичь хорошего качества или высокой точности удаётся далеко не всегда. В таких случаях следует воспользоваться специальным инструментом — зенкером по металлу.Описание и разновидности зенкеров
Зенкер — это многозубый (многолезвийный) инструмент, который используют для расширения или обработки отверстия в металле. Принцип аналогичен методу сверления, но здесь добавляется специальная насадка — зенкер. Поэтому данный процесс именуют зенкерованием — обработкой отверстия в металле с помощью зенкера.
Внешне зенкера (особенно цельные) напоминают обычное сверло. Главные отличия заключаются в большем количестве зубьев, режущих кромок и спиральных канавок. Использование зенкера по металлу позволяет:
- Расширить диаметр отверстия.
- Сгладить (зачистить) поверхность.
- Достичь максимальной точности отверстия.
- Сделать паз для болтов, шпилек, шурупов или других крепежных элементов.
В современном мире зенкерование в основном применяется в металлообрабатывающей промышленности. В ней по принципу назначения все зенкера по металлу разделяют на 2 большие группы:
- №1. Используется в виде промежуточной обработки с последующим развёртыванием и припуском.
- №2. Окончательная обработка с 4-5 классом точности (квалитет h21).
По типу конструкции различают следующие виды насадок по металлу:
- Цельные;
- Сборные;
- Сварные;
- Имеющие твердосплавные пластины.
Самая низкая цена у цельных изделий, однако, за это придётся расплачиваться более низкой производительностью. Соответственно, у насадок с твердосплавными пластинами скорость резки намного выше, но из-за этого возрастает стоимость самих изделий.
По форме и виду обработки устройства делятся на следующие группы:
- Цилиндрические — применяются для расширения отверстия (от 8 до 10 мм).
- Цилиндрические с направляющей цапфой — позволяют обработать углубление для крепёжных изделий (например, винтов).
- Конические — используются для придания углубления конической формы.
- Торцовые — зачищают торцовые плоскости бобышек, приливов и т. д.

Сравнение со смежными операциями
Так как зенкерование предназначено для работы с готовыми отверстиями, его можно сравнить с рассверливанием. Главное отличие заключается в итоговом результате — зенкерование направлено на исправление погрешностей сверления. Благодаря этому выравнивается соосность, повышается точность и чистота отверстия.При прохождении отверстий (особенно глубоких), из-за плохой жесткости сверло может отклониться от центра. В то же время за счёт большего числа режущих кромок, зенкера по металлу обладают более высокой жесткостью. В качестве примера можно провести сравнение этих двух операций:
- Сверление: квалитеты отверстия — 11-12, шероховатость поверхности — Rz 20 мкм.
- Зенкерование: квалитеты отверстия — 9-11, шероховатость — Ra 2,5 мкм.
Также зенкерование следует сравнить с зенковкой (развертыванием). Она может проводиться только после сверления и зенкерования. Предназначение зенковки заключается в ещё более точной обработки поверхности. Благодаря этому улучшаются квалитеты отверстия (до 6-9), а поверхность становится более чистой (Ra 1,25-0,25 мкм).
Работа с зенкерами по металлу
В домашних условиях для работы сгодится ручная или электрическая дрель. Но так как зенкерование — это операция, требующая точности, по возможности рекомендуется использовать специальное оборудование. Например:
- Токарные и сверлильные станки — применяются наиболее часто.
- Расточные аппараты — используются реже, как правило, для вторичных операций.
- Вертикальные или горизонтальные фрезерные устройства — редко, в основном на оборудовании с ЧПУ.
- Агрегатные станки — применяются сугубо на производстве, на линиях с узкоспециализированными автоматизированными операциями.
Для качественной обработки важно подобрать правильный металлорежущий инструмент. Для достижения этой цели учитывают следующие факторы:
Для достижения этой цели учитывают следующие факторы:
- Размер инструмента зависит от глубины, диаметра и необходимой точности обработки отверстия.
- Тип оснастки определяется расположением отверстия, материалом самой детали, а также типом обработки.
- Материал металлорежущей оснастки следует подбирать исходя из материала детали и режима работы.
Также при работе с зенкерами следует учитывать тип обрабатываемого металла:
- Отливные отверстия. Чтобы зенкер получил первоначальное направление, их рекомендуется расточить резцом примерно на 5-10 мм в глубину.
- Сталь — обязательное применение смазочно-охлаждающих жидкостей.
- Цветные металлы и чугун — особых требований нет, но для качественной работы также следует воспользоваться СОЖ.
Зенкера по металлу позволят достичь хорошей точности и чистоты поверхности обрабатываемого отверстия. Для зенкерования в большинстве случаев можно обойтись обычной дрелью, но чтобы изготовить высокоточные изделия, потребуется специальный станок по металлу. Также нелишним будет акцентировать внимание на типе обрабатываемого материала и подборе правильного металлорежущего инструмента.
Зенкеры по металлу
Оцените статью: Поделитесь с друзьями!Зенкер по дереву – для чего и как сделать самому
Введение
Раньше деревянными постройками без единого гвоздя могли похвастаться только небольшой процент древних народов, а с появлением саморезов, шурупов, других элементов, без гвоздей строиться стало все. С ростом технологий росли требования к качеству, новой ступенью стало создание зенкера по дереву.
Это приспособление создано для повышения качества соединений деревянных изделий. Благодаря этому инструменту в создании деревянных конструкций можно использовать крепежи с большими шляпками, которые не будут торчать или держаться ненадежно. Но для соответствующей работы нужно научиться различать виды насадок, уметь обращаться со столь сложным оборудованием.
Но для соответствующей работы нужно научиться различать виды насадок, уметь обращаться со столь сложным оборудованием.
Что это такое
Зенкер по дереву– это специальный инструмент, который может создавать, обрабатывать отверстия. По сути зенкер не что иное, как разновидность насадки по типу сверла. Ее тоже можно использовать для сверления, но первоочередное ее назначение — это создания углублений для широких креплений, увеличение диаметра, обработка просверленных участков.
Основное отличие от обычного сверла заключается в том, что зенкер имеет больше двух лезвий, шире в диаметре. Такую насадку чаще всего используют для специализированных станков на производстве, вроде сверлильного или токарного, но все чаще можно встретить в инструментарии обычного пользователя. Таким инструментом выполняют следующий спектр действий:
- Очищение или шлифовка готовых отверстий;
- Увеличение диаметра внешней части или всего углубления;
- Обрабатывание торца изделия.
Такими действиям скрываются неровности, улучшается внешний вид всей конструкции. Также подобная работа положительно влияет на качество, долговечность соединения. Кроме этого снижается давление на структуру дерева, что снижает риск появления трещин и изломов.
Распространённая область применения – это создание мебели и деревянных построек, но есть еще ряд других сфер, где применяется это приспособление. А спрос на этот инструмент дошел уже и до обычных покупателей. Зенкерования не стоит путать с зенковкой, ведь эти схожие по название процесс кардинально отличаются друг от друга.
Какие бывают виды
Зенкеров много представлено на рынке, неопытный пользователь может не понять зачем столько нужно, а ведь у каждого вида есть свое назначение и особенность в работе. Какие-то подойдут для увеличения диаметра отверстия, а какие-то будут наиболее эффективны в работе с торцевой частью детали.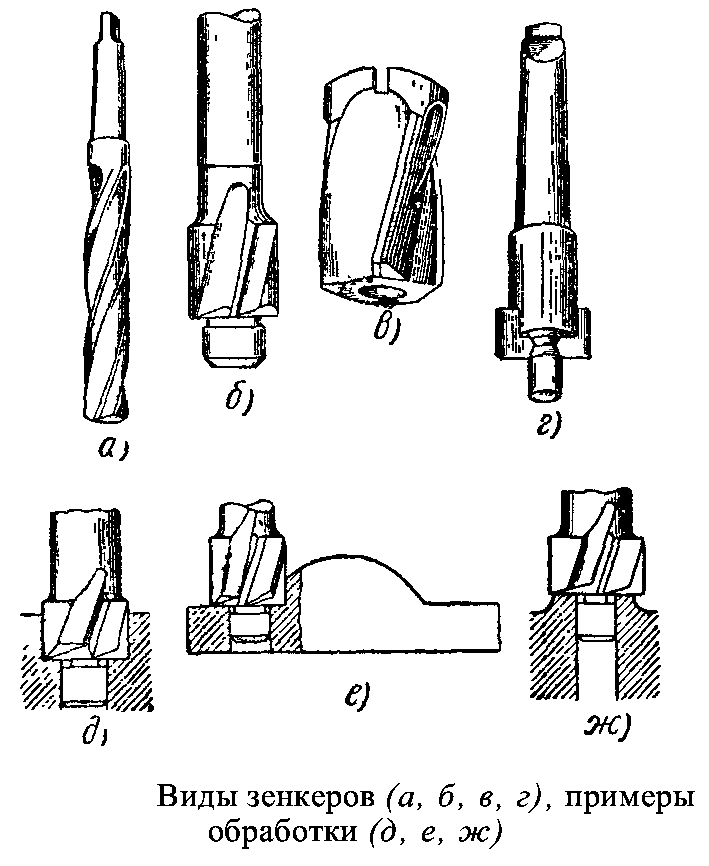 Чаще всего в работе с деревом используются базовый набор насадок:
Чаще всего в работе с деревом используются базовый набор насадок:
- цилиндрический;
- цельный конический,
- цельный насадной.
Каждый зенкер по дереву предназначен для работ соответствующих отверстий, указано в названии. Но в отдельных случаях, в особо трудоемких ситуациях, можно прибегнуть к использованию насадки на удлиненной оправке. У такого инструмента имеются специальные ножки, которые подрезают торец одновременно с процессом зенкерования. Поэтому лучше всего приобретать комплект, где будет сразу несколько моделей по типу и размеру, это буде выгоднее и эффективнее.
Зенкер своими руками
Зенкер по дереву довольно популярный инструмент на рынке, но в вашем магазине его может не быть, а вещь нужная. А в случае, когда все необходимые компоненты уже есть, в таком случае можно построить зенкерный станок своими руками. Оборудование будет далеко от профессиональных агрегатов, которые используют на предприятиях и фабриках, однако оно имеет преимущества перед дорогими аналогами. Для того, чтобы построить станок нужны следующие вещи:
- Основание ля станка из дерева или металла;
- Прочный угловой штатива, также из дерева или железа;
- Самодельная стойка для дополнительной устойчивости;
- Пружинный механизм, для обратного движения дрели.
Это базовые компоненты, из которых можно собрать станок, который обеспечит устойчивую и точную обработку. От выбора материала будет зависеть прочность, вес, долговечность, цена постройки. Сильно экономить в этом вопросе не стоит, потому что зенкерование – точный процесс, а любое отклонение или недочет может привести к плохим результатам.
Для создания самой насадки используйте саморез или сверло, которое нужно обрезать, добавив новые лезвия. Плюсов у такой конструкции много:
- Создается в домашних условиях из имеющихся компонентов;
- Не требуют больших вложений;
- Можно настраивать в любое время под индивидуальные конфигурации;
- Возможность проводить самые разные виды стационарных работ с дрелью;
Но даже с учетом всех преимуществ у кустарного зенкера есть ряд недостатков.![]() Некоторые минус незначительны и легко исправляются, однако они есть и по большей части связаны с просчетами во время моделирования и неправильной сборке конструкции. Вот эти минусы:
Некоторые минус незначительны и легко исправляются, однако они есть и по большей части связаны с просчетами во время моделирования и неправильной сборке конструкции. Вот эти минусы:
- Ошибка во время заточки может привести к завышенному значению диаметра;
- Быстрый износ насадок;
- Любой недочет и ошибка приводит к потери качества;
Поэтому нужно уделить внимание на просчитывание конструкции и тестировать станок до его прямого использования. И если сделать все правильно, то такой станок будет отличным помощником в работе с деревянными деталями. А при желании оборудование можно переоборудовать и для железных деталей.
Видеоролик, где описан последовательный процесс создания зенкера по дереву
Заключение
В случае соединения деревянных деталей обработка отверстий играет очень важную роль. Недооценивая этот этап, пользователи подвергают итоговый результат большому риску. К тому же зенкерование продлит срок службы всей конструкции и крепежам, что позволит без вреда для деревянной структуры разбирать и собирать. В свою очередь, умение пользоваться зенкером будет большим плюсом для ваших построек, ведь эта насадка большой помощник, как в сборке мебели, так и домов.
инженер поможет – Зенкер насадной по металлу
Зенкер – это инструмент для последующей обработки уже готовых отверстий в металлических заготовках, полученных в процессе литья, штамповки или предварительного рассверливания.
Конструкция зенкера предусматривает три или четыре режущих кромки, благодаря которым достигается хорошее качество и точность поверхности отверстия в детали. Зубья зенкеров могут быть прямыми или направленными по левой или правой спирали. По типу закрепления зенкеры делятся на два вида. Первые устанавливаются с помощью хвостовика, а вторые – насаживаются на оправку, которая сама закреплена на шпинделе станка коническим хвостовиком.
По типу закрепления зенкеры делятся на два вида. Первые устанавливаются с помощью хвостовика, а вторые – насаживаются на оправку, которая сама закреплена на шпинделе станка коническим хвостовиком.
Второй тип зенкеров называют насадными. В корпусе предусмотрено отверстие в виде конуса, которое надевается на оправку, закреплённую в револьверной головке. Соединение зенкера происходит с помощью прорези на торцевой поверхности инструмента и двух фиксирующих от поворота выступов на оправке. Крутящий момент передаётся торцевой шпонкой. Стружка благодаря полой конструкции легко удаляется из зоны резания. Погрешность соединения зенкера с оправкой даёт нам неточность, отклонение от соосности отверстия. Поэтому подвижное закрепление уплотняется с помощью внедрения мягкой набивки между оправкой и кольцом с фланцами. Точность внутреннего отверстия зенкера должна соответствовать седьмому классу, а наружная поверхность – шестому классу чистоты.
Число зубьев насадного зенкера может быть от четырёх до шести. Эти многогранные режущие пластины закрепляются на корпусе напаиванием или клиновым креплением. Вставные зубцы в сборных насадных зенкерах расположены наклонно в пазах инструмента, имеющего прямолинейную цилиндрическую форму, обеспечивая беспрепятственный выход стружки. Так как быстрее изнашиваются зубья, их можно менять несколько раз, оставляя основание зенкера, на которое они крепятся.
Осуществить замену режущих пластин можно прямо на станке, не снимая зенкер с оправки. Смещаем тягу, с помощью которой закреплены зубья, и меняем отработанную пластинку на новую. Или можно просто развернуть пластинку другой стороной и продолжить обработку после закрепления её тягой. Благодаря тому, что зубья зенкера могут быть изготовлены из разных сплавов, их можно использовать для выполнения отверстий в заготовках, полученных из нескольких разновидностей металлов. То есть насадными зенкерами рассверливают заготовки с различными значениями твёрдости, при этом получение качественного отверстия не займёт много времени.
Зенкеровать отверстия возможно не только в металле, но также в дереве, ДСП и других материалах. Первоначально зенкеры производились из обычной стали. Но потом режущие пластины стали делать из стали, обогащенной легированными добавками. Эта технология применяется по сегодняшний день. Зубья зенкера выполняют из твёрдых сплавов, содержащих титан или вольфрам, иногда более дешёвый молибден, но ненамного уступающий по качественным характеристикам первым двум элементам. Для обработки чугунов и некоторых сталей можно использовать зенкер из керамики. В настоящее время можно приобрести российские зенкеры по металлу «Сделано в СССР», материал которых – быстрорежущая сталь Р6М5 или Р18 с 5%-ным содержанием кобальта, пластины – из твёрдых сплавов.
Диаметры насадных зенкеров находятся в диапазоне от 32 до 80 миллиметров, длина инструмента 10-18 миллиметров, с твёрдосплавными пластинами – 40-65 миллиметров. Все зенкеры по точности обработки делятся на два вида – зенкер № 1 и зенкер № 2. Номер 1 используется для обработки предварительной, а номер 2 – для чистовой окончательной (допуск А4). В первом варианте после предварительного зенкерования отверстия с припуском 0,2-0,5 миллиметров проводится операция развёртывание, которая тоже может быть не завершающей. Это для случая, когда после развёртывания ещё необходимо нарезать резьбу. Для второго варианта диаметр зенкера выбирается равным диаметру отверстия, которое необходимо получить. Величина диаметров отверстий, получаемых зенкерованием насадными зенкерами, доходит до 100 миллиметров.
Главные углы режущих кромок варьируются, в зависимости от технологических особенностей, от 30 до 60 градусов, передний угол – 3-30 градусов для инструментов из легированной стали, от пяти до минус пяти градусов – для зенкеров с твёрдосплавными пластинами. Величина заднего угла равна 8-15 градусам. Для направляющих поверхностей спиралей определён 8 класс чистоты, внутренних канавок для стружки – 6 класс, все остальных элементов – 5 класс. В процессе износа на задней плоскости зенкера появляются участки с нулевым задним углом, спереди образуются круглые углубления, уголки принимают форму конуса или цилиндра. Режущие спирали могут быть поцарапаны в поперечном направлении. Зенкер считается изношенным, если углы его режущих кромок сточились на 1,2-1,5 миллиметра при обработке стали и на 0,8-1,5 миллиметра при резании чугуна. На производстве зубья зенкеров затачиваются или перетачиваются в заточных цехах с применением специальных приспособлений.
В процессе износа на задней плоскости зенкера появляются участки с нулевым задним углом, спереди образуются круглые углубления, уголки принимают форму конуса или цилиндра. Режущие спирали могут быть поцарапаны в поперечном направлении. Зенкер считается изношенным, если углы его режущих кромок сточились на 1,2-1,5 миллиметра при обработке стали и на 0,8-1,5 миллиметра при резании чугуна. На производстве зубья зенкеров затачиваются или перетачиваются в заточных цехах с применением специальных приспособлений.
Процесс зенкерования на производстве проходит обычно на сверлильном станке с соблюдением припусков на обработку: при диаметре зенкера меньше 25 миллиметров – это 1 миллиметр, свыше 25 и до 35 миллиметров – 1,5 миллиметра, для диаметров 35-45 миллиметров оставляем 2 миллиметра. Выбираем подачу для инструмента с зубьями из легированной стали, равную 0,2-026 миллиметров на каждую пластину при скорости 11,6-22,5 миллиметров/оборот в соответствии с диаметром зенкера. Применяется жидкость охлаждающая – раствор эмульсии в соотношении 1:20. Для зенкеров по чугуну подачу, соответствующую нужному диаметру, назначаем 0,20-0,35 миллиметров на одну режущую кромку. Для обработки стали подача будет 0,15-0,30 миллиметров на один зубец, скорость резания 30-35 метров/мин в зависимости от вида металла пластинок. Для охлаждения используем эмульсию.
На зенкеры по металлу действует ГОСТ 21585-76 под названием «Зенкеры насадные, оснащённые твёрдосплавными пластинами, для обработки деталей из лёгких сплавов». Это стандарт для насадных зенкеров, оснащенных пластинами из твёрдых сплавов, предназначенных для предварительной (зенкер № 1) и окончательной обработки отверстия по А4 (зенкер № 2) в деталях из лёгких сплавов. Каждому условному обозначению зенкера соответствует его наружный диаметр, длина и диаметр посадочного отверстия. Диаметр указан в трёх вариациях. Первый ряд (столбец) значений диаметра зенкера рекомендован в качестве предпочтительного. Диаметры по третьему ряду значений предназначаются для обработки посадочных отверстий под шарико- и роликоподшипники, изготавливаемые согласно ГОСТу 3478-79. Из условного обозначения зенкера 2320-2305 делаем вывод, что это насадной зенкер № 1 с диаметром 40 миллиметров, с твёрдосплавными пластинами, диаметром посадочного отверстия 16 миллиметров, числом зубьев z=3 и длиной 50 миллиметров.
Диаметры по третьему ряду значений предназначаются для обработки посадочных отверстий под шарико- и роликоподшипники, изготавливаемые согласно ГОСТу 3478-79. Из условного обозначения зенкера 2320-2305 делаем вывод, что это насадной зенкер № 1 с диаметром 40 миллиметров, с твёрдосплавными пластинами, диаметром посадочного отверстия 16 миллиметров, числом зубьев z=3 и длиной 50 миллиметров.
В современном машиностроении очень часто используется зенкерование комбинированным инструментом, выполняющим одновременно сверление и зенкерование, в целях экономии времени и производственных ресурсов.
IV. Зенкеры, их назначение, виды и конструкция.
Зенкеры предназначаются для обработки цилиндрических отверстий: необработанных (литых и штампованных) и предварительно просверленных с целью улучшения чистоты поверхности и повышения точности этихотверстий, а в ряде случаев и подготовки их к дальнейшему развертыванию. При обработке отверстий, полученных литьем, ковкой или штамповкой, применяют зенкеры, а не сверла, т.к. при работе по корке они более устойчивы. Среднее значение припуска под зенкерование после сверления составляет примерно 0,5…3 мм на сторону.
По форме режущей части зенкер напоминает спиральное сверло, но в отличие от сверла он имеет не две, а три или четыре главные режущие кромки, расположенные на режущей части; кроме того, зенкер не имеет поперечной кромки. По сравнению со сверлом зенкер обладает повышенной жесткостью и благодаря наличию нескольких режущих лезвий имеет хорошую ориентировку относительно уже сделанного отверстия, поэтомуэтот тип инструмента применяют часто для исправления геометрии отверстия (получение цилиндричности).
Цилиндрический
зенкер имеет следующие основные части
( см. рис.7):режущая (заборная)
часть, несущая режущие кромки. Эта часть
инструмента выполняет основную
работу резания;калибрующая
(направляющая) часть, имеющая узкие
фаски и служащая
для направления зенкера в отверстии в
процессе резания;хвостовик,
служащий для закрепления зенкера в
шпинделе станка.
Рис. 7. Элементы и части цилиндрического зенкера.
Рис. 8. Разновидности цельных зенкеров.
Для обработки цилиндрических поверхностей применяются цельные зенкеры: с прямыми канавками (рис.8,а), с винтовыми канавками (рис. 8,6), с напаянными твердосплавными пластинами (рис. 8,в). Эти три типа зенкеров можно использовать для обработки отверстий как ручным способом, так и с помощью металлорежущего оборудования. Зенкер, изображенный на рис. 8,г применяется только при обработке на станках (вследствие неразвитой направляющей части) и называется машинным
На рисунке 9 показаны различные виды насадных зенкеров, которые закрепляются на оправке станка и вручную не используются: с напаянными твердосплавными зубьями (рис.9,а), со вставными зубьями (рис. 9,6) и цельный (рис. 9, в.)
Для обработки входной или выходной части отверстия с целью снятия фаски или для изготовления углубления под головку болта, винта или заклепки используется операция зенкования, которая выполняется зенковками (см. рис. 10).
а) б) в)
.
Рис. 9. Насадные зенкера
Рис. 10. Разновидности зенковок
V. Развертки, их назначение, виды и конструкция.
Развертка (рис. 11) – многолезвийный инструмент, предназначенный для чистовой обработки отверстий обычно после зенкерования. Число лезвий составляет от 6 до 12. После операции развертывания получается низкая шероховатость поверхности (высокая чистота) и достаточно точный размер ( по 6…8 квалитету). Припуск под обработку составляет 0,05.. .0,3 мм на сторону.
Рис. 11. Элементы цилиндрической развертки.
Развертывание
отверстий можно выполнять на сверлильных
или токарных станках,
а также вручную. Развертки, применяемые
для станочного развертывания отверстий,
называются машинными (см. рис. 12).
Развертки, применяемые
для станочного развертывания отверстий,
называются машинными (см. рис. 12).
Рис. 12. Виды машинных разверток.
Машинные развертки отличаются от ручных более короткой рабочей частью. Они закрепляются в качающихся (плавающих) державках, установленных в патроне или непосредственно в шпинделе станка. Ручная развертка, не имеющая возможность быть сцентрированной на станке, имеет длинную заборную часть, благодаря которой инструмент имеет возможность самостоятельно центрироваться по отверстию. На рисунке 13,а показана ручная цилиндрическая развертка с прямым зубом, на рисунке 13,6 – с. винтовым зубом и на рисунке 13,в – ручная коническая развертка с прямым зубом
а) б) в)
Рис. 13. Разновидности ручных разверток.
Конические развертки применяются для предварительного и окончательного развертывания конических поверхностей. Обычно такие развертки состоят из комплекта (см. рис. 14), первая – черновая (рис. 14,а) – обращает цилиндрическое отверстие в ступенчатое. Промежуточная коническая развертка (рис. 14,6) предназначена для раздробления стружки и придания отверстию более правильной конической формы. Последняя – чистовая развертка (рис. 14,в) – снимает стружку по всей режущей кромке конуса.
Рис. 14. Комплект конических разверток.
По своему устройству развертки делятся на две больших группы: постоянные и регулируемые. На рисунке 15 показана цилиндрическая регулируемая развертка. Корпус такой развертки сделан полым коническим, с продольными канавками, прорезанными между зубьями на длине рабочей части. При завертывании винта, расположенном с торца развертки, шарик, расположенный внутри, продвигаясь по внутренней конической поверхности, “распирает” тело инструмента, тем самым изменяя наружный диаметр.
Рис. 15. Регулируемые
ручные развертки.
15. Регулируемые
ручные развертки.
Для получения отверстий идеальной цилиндрической формы с низкой шероховатостью поверхности применяется растачивание. В качестве инструмента используется обычно расточный резец (рис. 16). Операция растачивания может производиться на станках токарной группы, расточных станках и на координатно-расточных.
Для нарезания резьбы в отверстиях применяются метчики. Метчик – режущий инструмент, представляющий собой закаленный винт, на котором прорезано несколько продольных канавок (прямых или винтовых), образующих режущие кромки (рис. 16). Метчик имеет рабочую часть и хвостовик, заканчивающийся квадратом. Рабочая часть метчика состоит из заборной и калибрующей частей. Заборная часть – передняя конусная часть метчика, которая первой входит в отверстие и осуществляет всю основную работу резания. Калибрующая часть направляет метчик в отверстие и окончательно калибрует резьбу.
Ручные метчики – служат для нарезания резьбы вручную. Они обычно изготавливаются комплектами из двух или трех метчиков. В комплект, состоящий из трех метчиков, входят черновой, средний и чистовой метчики.
Машинно-ручные метчики применяются для нарезания цилиндрической и конической резьбы в сквозных и глухих отверстиях. Этими метчиками можно нарезать машинным способом резьбы всех размеров и вручную
Рис. 16. Ручной метчик и его элементы.
Как выбрать сверла с зенковкой для установки заподлицо и закрученных винтов
Биты с зенковкой бывают разных стилей и размеров в зависимости от проекта, используемых вами винтов и личных предпочтений. В случае мебели для хозяйственных магазинов или других быстрых и грязных вещей, особенно временных, мы часто не обращаем внимания на винты. Они могут быть видимыми или нет, гордиться поверхностью или нет; иногда это просто не имеет значения.
Но для большей части нашей работы, если винт будет виден, мы хотим, чтобы он выглядел хорошо, был ровно установлен и был на одном уровне с окружающей поверхностью, когда это возможно. Конечно, вы можете с силой закрутить винт с плоской головкой, но это почти всегда разрывает волокна поверхности дерева и выглядит ужасно. При работе с твердой древесиной вы даже не сможете установить винт заподлицо. Вот здесь-то и появляется зенковка (или ее близкий родственник, зенковка). Когда вы завершаете пилотное отверстие зенковкой, головка винта идеально садится: все ее поверхности соприкасаются с деревом с одинаковым усилием, обеспечивая прочное соединение и чистый вид.
Вы можете спрятать свои винты с плоской головкой деревянными заглушками, если просверлите зенковку достаточно глубоко, чтобы они могли приклеиваться к винту. Когда мы хотим, чтобы эти винты полностью исчезли, в углубленную зенковку надлежащего размера можно вставить деревянную пробку, которую затем можно вырезать и отшлифовать заподлицо для получения гладкой поверхности и акцентированного внешнего вида. Выполнение этих и других задач – задача специального зенковщика. Но их много: одна деталь или комбинация сверла и зенковки, с одной канавкой или с несколькими канавками (или вообще без них) и широкий диапазон углов фаски затрудняют выбор.Как и практически все работы по обработке дерева, зенковки работают лучше всего, если они правильно подобраны для выполняемой работы.
Типы сверл с зенковкой
Рифленые биты имеют одну или несколько режущих кромок, зенковки с поперечным отверстием имеют угловое отверстие в наконечнике, которое действует как режущая кромка. Цельные зенковки бывают двух основных видов, наиболее широко признанными являются зенковки с рифлением, у которых короткий стержень с удлиненным цилиндром, увенчанный коническим наконечником.(Форма всегда напоминает мне старый командный модуль Apollo.) Наиболее типичная рифленая зенковка раньше имела четыре режущих кромки на конусе, хотя цельные рифленые зенковки сегодня чаще имеют нечетное количество режущих кромок – обычно одну или пять. .
Рифленые зенковки бывают нескольких размеров, в них можно вырезать конические отверстия, предназначенные для винтов с различными размерами головок. Сначала просверливается пилотное отверстие для винта, а затем отверстие зенковывается, чтобы винт с плоской головкой вошел заподлицо с рабочей поверхностью.Всегда лучше использовать зенковку с диаметром корпуса, близким к диаметру головки винта; использование слишком узкого не приведет к созданию достаточно большой зенковки для головки винта, а использование слишком широкой создает риск образования зенковки размером с кратер, которая полностью поглотит винт.
Довольно новый тип цельной зенковки, называемый зенковкой с поперечным отверстием, не имеет канавок. Вместо заостренных режущих кромок сверло имеет отверстие, просверленное в конусе под углом. Когда бит вращается, задняя кромка отверстия делает рез.Используемые так же, как и долота с канавками (сначала пилотное отверстие, затем зенковка), зенковки с поперечным отверстием режут очень плавно и быстро удаляют материал, а также превосходно удаляют стружку при сверлении. Эти сверла обычно стоят немного дороже, чем их собратья с канавками.
Наиболее распространенные углы фаски – 82 ° и 90 °, но большинство винтов имеют угол 82 °, так что это угол, который следует использовать в большинстве проектов. Доступны зенковки с конусной формой для создания шести различных углов фаски – 60 °, 82 °, 90 °, 100 °, 110 ° и 120 °, предназначенных для соответствия определенному углу головки винта.
Винты с головкой 90 ° производятся в соответствии со стандартом ISO; они обычно метрические и гораздо более распространены за рубежом. Наиболее признанным в Северной Америке является унифицированный стандарт резьбы 82 °, который подходит практически ко всем винтам для обработки дерева, которые могут встретиться в США и Канаде. Однако оба стандарта зенковки здесь легко доступны.
Поскольку велики шансы, что вы будете использовать только винты с головкой 82 °, имеет ли значение, какую зенковку вы покупаете и используете? Ну, это зависит от обстоятельств.При зенковке на 90 ° из-за разницы в 8 ° самая нижняя часть головки винта сначала соприкасается с деревом, оставляя стороны и верх винта без опоры. Винт необходимо дополнительно затянуть, чтобы остальная часть головки соприкоснулась с зенковкой, создавая большее усилие на дереве внизу. По сути, то, что вы делаете, – это насильственно удлиняете зенковку, перетягивая винт. С зенковкой 82 ° все поверхности головки винта соприкасаются с деревом одновременно и с равным усилием.
Здравый смысл скажет вам, что соответствие винта зенковке – правильный путь. Это особенно верно в отношении древесины твердых пород, так как усилие затягивания винта с целью его правильной посадки в зенковке создает большую нагрузку на головку – попробуйте использовать латунный винт, и головка, скорее всего, отломится. Для древесины твердых пород лучше всего подходит зенковка. Для мягкой древесины, однако, не так много напряжения создается при установке винта 82 ° в зенковку 90 °, и разница может быть незаметной.
С битами, которые я описал до сих пор, зенковка представляет собой двухэтапный процесс: сначала пилотное отверстие, а затем зенковка. Это эффективно, но требует много времени. Однако широкий выбор комбинированных зенковок выполняет обе задачи одновременно. Имея несколько названий – сверла с зенковкой, зенковки для направляющих винтов и зенковки с пилотным управлением – это лишь некоторые из них – эти сверла оборачивают рифленую зенковку вокруг регулируемого сверла. (Зенковки с отверстиями для них не используются.)
Редко можно найти сверла старого образца с плоской стальной пилотируемой зенковкой, но они отлично подходят для быстрого сверления зенковок (если неэффективно).Первоначальная идея для них была примерно несколько лет назад с пилотируемыми зенковками, сделанными из цельного куска плоской стали с концами, скрученными в форме хвостовика.
Они были похожи на наконечники стрел. В них не было ничего регулируемого – либо у вас был нужный размер, либо нет – а отверстия и зенковки, которые они сделали, было не так много, чтобы смотреть, но они справились со своей работой быстро и за один шаг. Они продаются тысячами, и велика вероятность, что у любого, кто занимается деревообработкой несколько десятилетий, найдется парочка где-нибудь на дне ящика с инструментами.
ЗенковкиFlip-style имеют два конца: один для просверливания направляющего зажима и установки зенковки, а затем используйте другой конец для ввинчивания винта.Сегодняшние версии дают лучшие результаты и гораздо более универсальны. Стили различаются, но каждый работает в основном одинаково.
Каждая зенковка на самом деле представляет собой комбинированный инструмент и состоит из отдельного сверла, центрированного в сквозном отверстии в корпусе зенковки и удерживаемого на месте установочным винтом или цанговым зажимом корпуса зенковки. Сверла могут быть прямыми или коническими, длина их сверления регулируется простым ослаблением установочного винта или цанги, продвижением сверла на желаемую длину и повторной затяжкой.
Большинство этих зенковок можно использовать со стопорным кольцом, которое устанавливает глубину зенковки, и большинство из них поставляется в наборах, которые включают в себя согласованные зенковки и сверла различных размеров для установки используемых винтов.
Практически каждый крупный производитель инструмента, который предлагает сверла (а также некоторые, кто этого не делает), производит простые недорогие комбинированные зенковки этого типа. Многие из них выполнены в стиле «перевернутый» с двусторонним резаком. Когда он закреплен на приводном корпусе в режиме зенковки, вы можете просверлить как пилотное отверстие, так и зенковку.Снимите зенковку, переверните ее и защелкните, чтобы открыть соответствующую отвертку для установки винта.
Современные фрезы с зенковкой включают коническую зенковку Rockler Pro, зенковку CleanStop от Woodworker’s Supply и Jack Rabbit от Jack Rabbit Tool.
У каждого есть свои уникальные особенности. Pro Tapered поставляется в комплекте из трех полных комбинаций зенковок, рассчитанных на винты №6, №8 и №10.
Биты имеют красивый конус, соответствующий профилю традиционных шурупов для деревообработки, а каждое сверло имеет плоский хвостовик для надежной фиксации с помощью установочного винта.Ограничитель глубины с двумя установочными винтами прилагается к каждой бите, и эти зенковки имеют самый большой главный хвостовик 3/8 дюйма.
Для резания имеются две удлиненные канавки, которые выступают вверх по корпусу зенковки и помогают выталкивать стружку через ограничитель глубины. Набор из трех частей продается примерно за 60 долларов, но каждая зенковка также продается отдельно, также доступны зенковки №5 и №12.
CleanStop имеет аналогичную пару длинных канавок для выброса стружки, но использует прямые сверла вместо конических.В набор входят четыре комбинированных зенковки, рассчитанных на винты №6, №8, №10 и №12, но включены только два ограничителя глубины: они должны использоваться совместно с четырьмя зенковками. Ограничители глубины уникальны и состоят из двух частей с полимерным колпачком, прикрепленным к передней части металлического ограничителя. Колпачок вращается свободно, но останавливается при контакте с заготовкой, чтобы предотвратить повреждение или ожог рабочей поверхности. Основной стержень имеет шестигранную форму 1/4 дюйма. Набор из четырех частей продается примерно за 60 долларов, но зенковки также продаются по отдельности.
Набор Jack Rabbit включает те же четыре размера, что и CleanStop, но в нем используется один корпус. Каждая зенковка представляет собой отдельную цангу, которая ввинчивается в приводной корпус, затягивая сверло по мере его установки. Деловые концовки оснащены четырьмя короткими канавками, которые не выступают за ограничитель глубины при обычном использовании. Одиночный латунный ограничитель глубины прилагается к приводному корпусу.
Зенковка Jack Rabbit представляет собой комбинацию с «быстрой заменой», в которой используются отдельные ведущие хвостовики, имеющие как крестообразный, так и квадратный привод.При использовании вы просверливаете пилотное отверстие и зенковку, затем просто отрываете ведущее тело от хвостовика и быстро заводите винты в исходное положение. Набор, который включает пару гаечных ключей для затягивания фрез цангового типа, два хвостовика с двусторонним приводом и намагничивающее кольцо для приводов, по состоянию на 2010 год продается примерно за 50 долларов. Все три набора включают ящик для хранения, а также Гаечные ключи. Сменные сверла доступны для всех.
Другие стили сверл с зенковкой
Специальная зенковка в сочетании с фрезой и сверлом с закругленным шипом обеспечивает идеальную посадку шиповых соединений.Хотя во многих деревообрабатывающих цехах это не всегда востребовано, есть специализированная зенковка для изготовления деревянной мебели в деревенском стиле с круглыми врезными и шипованными столярными изделиями.
После того, как отверстие (паз) просверлено для приема круглого шипа мебельного компонента, эти клиновидные зенковки легко сужают верх паза, чтобы точно соответствовать конической форме типичных круглых шипов. Шип и шип идеально подходят для очень прочного соединения. Эти зенковки обычно используются с мощным сверлом.
Вы можете изготавливать базовые зенковки с помощью ручного инструмента, все они представляют собой удобную ручку с зенковкой, закрепленной на одном конце. Однако не для всех зенковок требуется сверло. Ручные зенковки состоят из ручки, аналогичной рукоятке отвертки, с отдельными зенковками, которые защелкиваются спереди. Сначала просверлите отверстие, а затем, сделав несколько поворотов, у вас будет простая зенковка без излишеств, готовая принять винт. Они отлично подходят, чтобы держать их под рукой или спрятать в ящике для инструментов, чтобы сделать одну или две быстрых зенковки, не тратя время на то, чтобы принести сверло и обычные зенковки.Однако этим парням требуется немного мышечной силы, и ваше запястье будет работать, если вы сделаете несколько десятков зенковок в дубе с помощью одной из них. Но для быстрой разовой зенковки их не победить.
Большинство современных пилотируемых раковин имеют регулируемую глубину и съемные насадки для легкой очистки, заточки и замены. Самая важная вещь, о которой следует помнить при использовании зенковки, – это правильно подбирать размер для используемого винта. Это касается всех аспектов как пилотного отверстия, так и самой зенковки.Слишком большая зенковка поглотит головку винта в кратере размером с луну; слишком маленькая зенковка не подойдет к головке винта, а принудительное ввинчивание винта может порвать волокна древесины вокруг зенковки.
Если вы не просверлите зенковку достаточно глубоко, винт будет по-прежнему выступать за поверхность; войдите слишком глубоко, и винт окажется слишком неглубоким. При использовании вы быстро почувствуете особые зенковки, но до тех пор разумно отрегулировать все свои настройки (глубину сверла, размер зенковки, положение ограничителя глубины) и сделать пробное сверло в куске лома перед сверлением настоящего заготовка.
При зенковке скорость не всегда твой друг. Слишком быстрое сверление может привести к получению слишком глубоких или слишком больших зенковок, особенно в мягкой древесине. Высокая скорость также является одной из основных причин «дребезга», зенковки с неровным краем и внутренней поверхности, которая пережевана волнообразно. Для традиционных конических саморезов по дереву лучше всего использовать зенковку с коническим сверлом. Прямые шурупы по дереву, такие как широко распространенные черные шурупы из домашнего центра, оптимально работают с прямыми сверлами.Однако в большинстве случаев, за исключением самых твердых пород древесины, типы сверл, используемых для зенковки, являются взаимозаменяемыми. В древесине хвойных пород разница незначительна.
Внимательно следите за сверлами в комбинированных зенковках. Как и любые биты, они плохо режут, когда затупятся. При необходимости удалите их и замените. Практически все производители зенковок производят сменные насадки, которые легко заменить. То же самое касается режущих кромок самой зенковки. При необходимости заточите их или замените.Опять же, все производители предлагают замену. (В некоторых случаях сменные фрезы продаются вместе с новыми сверлами.)
Другое применение зенковки
Одно из самых больших преимуществ хорошей зенковки – это возможность просверлить пилотное отверстие и нужную зенковку и одновременно поместить их на дно более глубокого отверстия, в которое можно вставить деревянную пробку. Эти глубокие зенковки иногда называют «зенковками», но это технически не совсем верно.
Вы можете легко выполнить глубокие зенковки, установив ограничитель глубины зенковки, чтобы зенковка могла глубже просверливать рабочую поверхность. Обязательно измерьте размер заглушки, чтобы убедиться, что в корпусе зенковки будет отверстие нужного размера. Точно так же осторожно установите ограничитель глубины. Как упоминалось ранее, быстрое испытание сверла в отходах всегда является хорошей идеей при корректировке наборов зенковок.
Говоря об ограничителях глубины, будьте осторожны с ними. Нет необходимости вбивать эту зенковку в заготовку, пока ограничитель глубины не упрется до упора.Все, что вы получите, – это испорченная поверхность. А если вы не прекратите сверление достаточно быстро, ограничитель глубины вращения может легко обжечь деревянную поверхность … еще одна причина избегать высокоскоростного зенкования. Самый эффективный способ сделать зенковку – расслабиться и уменьшить скорость сверления по мере приближения упора к поверхности. Когда он едва целует дерево, все готово. Вполне вероятно, что после того, как вы привыкнете к принципу работы той или иной зенковки, вы оставите ограничитель глубины в ее футляре.После знакомства вы сможете инстинктивно определять правильную глубину.
Есть еще одна задача, в которой зенковки лучше всего подходят, и она не имеет ничего общего с деревом: они являются самым быстрым и эффективным способом удаления заусенцев из недавно просверленного отверстия в металле. Возможно, вы не думаете, что в деревообрабатывающей мастерской к этому часто обращаются, но подумайте еще раз. Просверливание отверстий в шарнирах, металлических уголках, компонентах кондуктора, чугуне для столешниц, кронштейнах для полок и т. Д. – все это оставляет неприглядный и опасно острый заусенец по краю отверстия.Одно быстрое прикосновение зенковки удаляет этот заусенец. Однако лучше не использовать для этой задачи обычные столярные зенковки. Вместо этого возьмите пару дешевых цельнометаллических зенковок только для этой цели. (Они делают дорогие зенковки для сверления металла, но для периодического удаления заусенцев самое дешевое, что вы можете найти, поможет.) Держите их вместе со сверлами, которые вы обычно используете для сверления металла, и вы не ошибетесь.
Определение зенковки по Merriam-Webster
прилавок · раковина | \ ˈKau̇n-tər-ˌsiŋk \ потайной \ ˈKau̇n- tər- ˌsəŋk \; зенковкапереходный глагол
1 : для зенковки (отверстия)
2 : для установки головки (чего-либо, например, винта) на поверхности или под ней.
1 : сверло или сверло для воронкообразного расширения на внешнем конце просверленного отверстия
2 : увеличение путем зенковки
Что такое зенковка – Навыки для создателей
Многие люди используют термин зенкование при сверлении пилотных отверстий.Знание того, когда нужно зенковать и как правильно использовать этот метод заворачивания шурупов, может быть очень полезным.
Итак, что такое зенковка? Зенкование – это процесс высверливания конической или V-образной области наверху пилотного отверстия для головки винта, которое также имеет V-образную форму. Головка винта может располагаться заподлицо или ниже поверхности материала, в котором она просверливается, в зависимости от области применения.
Есть определенные причины, по которым вы захотите использовать зенковку при использовании винтов или болтов.Я объясню эти и некоторые другие советы и приемы ниже, так что продолжайте читать!
Когда использовать зенковку и почему
Основная причина, по которой вы захотите зенковать винт, заключается в том, чтобы головка винта находилась ниже поверхности дерева. Я знаю, о чем вы думаете … Вы можете добиться этого, просто просверлив пилотное отверстие и ввинчивая винт, пока он не войдет под поверхность. Хотя это может быть правдой, он часто раскалывает или пузырится вокруг головки винта, оставляя шероховатую поверхность, которую вам придется немного отшлифовать.
Вы также можете использовать зенковку, чтобы просверлить винт на достаточно большую глубину, на которую вы можете установить красивую деревянную пробку , придавая вашему проекту профессиональный вид. Если вы используете деревянную пробку, убедитесь, что текстура древесины пробки совпадает с направлением вашего проекта. Приятное прикосновение!
Кроме того, пилотные отверстия и зенковка могут быть очень полезны при работе с любыми типами твердой древесины. Иногда, , если древесина достаточно твердая, она на самом деле треснет или расколется, если вы попытаетесь вбить в нее винт, не просверлив должным образом и зенковав головку винта.
Предварительное просверливание и проделывание пилотных отверстий также значительно упрощает сверление шурупа в древесине. Уже одно это снижает вероятность ошибок при сверлении винта. Я много раз пропускал этот важный шаг и часто соскальзываю с винта с помощью дрели или просверливаю винт под неправильным углом. Я слишком часто учился на собственном горьком опыте, и теперь я почти всегда сверлил пилотное отверстие и зенковал все свои винты.
Что такое растачивание, когда использовать и почему
Зенковка – это процесс высверливания плоского участка пилотного отверстия шириной и шириной , чтобы оставалось место для крепежа (винта или болта), шайб и торцевого ключа. Отверстие с плоским дном соответствует шайбе и крепежу . Если вы утопили отверстие, вместо того, чтобы растачивать его, V-образное отверстие изогнет шайбу, когда вы затянете винт или болт.
Аналогично зенковке, если вы расточите крепежную деталь достаточно глубоко, вы также можете использовать пробку для заполнения материала. Следует учитывать, понадобится ли вам доступ к застежке; скажем болт. Вам, , не захочется растачивать болт и заклеивать его заглушкой, если вам придется разбирать болт по какой-либо причине.
Вытащить пробки из материалов может быть непросто и отнимать много времени. Подумайте заранее, прежде чем решать, насколько глубоко растачивать отверстие.
Различные типы сверл для зенковки
Существует множество различных типов сверл, которые можно использовать для зенковки винтов. Выбирая сверло с зенковкой, вы также должны убедиться, что угол вашего сверла соответствует типу винта или крепежа, который вы собираетесь использовать.Если он не совпадает должным образом, вы действительно немного потеряете прочность соединения между винтом и материалом.
Наиболее распространенные углы винта в США составляют 82 ° и 90 °. Другие степени зенковки – 60 °, 100 °, 110 ° и 120 °. Если вы зенковываете металл или твердую древесину, угол наклона более важен, чем если бы вы просто сверлили мягкую древесину, потому что головка винта не войдет должным образом в потайное отверстие.
Вот список наиболее распространенных сверл с зенковкой.
- Комбинация зенковки и сверла – я начну с этого, потому что это то, что я использую большую часть времени. Комбинированное сверло – это именно то, что вы думаете… два сверла в одном! Зенкованная часть сверла создает V-образный вырез для головки винта, а фактическая часть сверла просверливает пилотное отверстие. Наличие обоих сверл в одном экономит время, потому что вам не нужно сверлить пилотное отверстие, переходить на зенковку, сверлить зенковку и снова переключаться на сверло для пилотного отверстия.
- Насадка с зенковкой с одной канавкой – Эта насадка с зенковкой имеет одну режущую кромку и одну канавку для удаления отходов. Вы все равно захотите сначала просверлить пилотное отверстие обычным сверлом.
- Сверло с зенковкой с несколькими зубьями – Сверло с зенковкой с более чем одной канавкой. Дополнительные канавки по сравнению с коронкой с зенковкой с одной канавкой делают ее более эффективной при резке и удалении отходов. Опять же, как и в случае с коронкой с одной канавкой, вы все равно захотите просверлить пилотное отверстие.
- Комбинация зенковки с нулевой канавкой и удаления заусенцев – Эта коронка обычно используется для обработки металла, а функция удаления заусенцев помогает удалить острые заусенцы, оставшиеся после сверления отверстия. Обязательно используйте его после того, как в металле просверлите пилотное отверстие.
- Бита для установки шурупов для гипсокартона – Используется для ввинчивания шурупов для гипсокартона на нужную глубину, обеспечивая идеальную зенковку. Я расскажу подробнее ниже.
Кроме того, если вы хотите заполучить коронку для зенковки и планируете использовать деревянные заглушки, чтобы прикрыть винты с потайной головкой, есть отличные комбинированные наборы , в которых есть зенковки вместе с коронками для заглушек нужного размера .Обязательно ищите их во время покупок, чтобы облегчить себе жизнь!
Как установить глубину зенковки
Получить одинаковую глубину отверстий с потайной головкой может быть непросто, если у вас нет доступа к сверлильному станку. Сверлильные станки обычно имеют удобный ограничитель глубины сбоку, что позволяет вам всегда идеально сверлить.
Если вы используете стандартную ручную дрель, установка идеальной глубины зенкования может быть такой же простой, как и на сверлильном станке, если вы знаете правильный трюк… Обычные способы установки глубины зенкования имеют недостатки.Распространенные способы установки глубины и их недостатки:
| Метод | Нижняя сторона |
| Маркировка сверла маркером | Вы должны оставить постоянную отметку на сверле. Придется попробовать и увидеть, как он вращается с невероятно высокой скоростью через опилки или металл. |
| Маркировка сверла лентой | Я не хочу, чтобы клейкая лента на моем сверле. Лента скользит вверх при интенсивном использовании и снижает точность. |
| Использование стоп-воротник на вашем буровое долото | Они вращаются с буровым долотом, оставляя следы на поверхности материала. |
К счастью, вы можете легко сделать упор глубины из обрезков древесины , чтобы каждый раз идеально настраивать глубину зенкования. Просто следуйте этим простым шагам.
- Найдите небольшой кусок древесины для зенковки.
- Просверлите отверстие размером с хвостовик сверла (без зенковки) в блоке.
- Просверлите второе отверстие посередине деревянного бруска, размер которого совпадает с размером вашей зенковки.
- Проверьте глубину зенковки и при необходимости обрежьте деревянный брусок, пока не получите желаемую толщину.
Квадратная или прямоугольная форма вашего блока позволяет легко удерживать его, поэтому он не вращается и не оставляет следов на вашем материале.
Как зенковать шурупы для гипсокартона
При подвешивании гипсокартона вам нужно зенковать винты чуть ниже бумажной части гипсокартона.Если вы не просверлите винт достаточно глубоко, вам будет непросто замутить винт, потому что вам придется добавить много гипсокартона в окружающую область.
Затем вам придется отшлифовать и растушевать только что созданную большую неровность, чтобы сделать ее не такой заметной. Это любительская ошибка , которая убивает производительность, эффективность и, что хуже всего, заставляет ваш гипсокартон плохо выглядеть.
Грязь для гипсокартона намного проще, если все винты утоплены и расположены чуть ниже поверхности.Вы узнаете, когда это будет сделано правильно, потому что будет ощущаться плотно, а не протолкнуть сквозь бумагу и продолжать движение.
Если вы вешаете много гипсокартона, вы можете подумать о приобретении специальной отвертки для гипсокартона . В основном это сверла с буртиком вокруг насадки для отвертки. Он ударяется о гипсокартон в определенной точке (которую вы можете отрегулировать по своему вкусу) и не дает вам слишком сильно ввинтить шуруп. Они работают очень хорошо, и я настоятельно рекомендую их проверить, потому что они созданы специально для точного зенкования шурупов для гипсокартона и отлично справляются со своей задачей.
Способ бедняка зенковать шурупы для гипсокартона – использовать стандартную электрическую отвертку и заворачивать шуруп так, чтобы головка шурупа едва касалась гипсокартона. Затем вы можете немного повернуть винт, используя крошечные приращения, чтобы он располагался чуть ниже бумаги, а не слишком глубоко там, где он не будет удерживать гипсокартон должным образом.
Существует также несколько различных типов насадок для шурупов для гипсокартона , которые вы можете использовать вместо стандартной отвертки в своей дрели.Они работают очень хорошо и стоят довольно дешево. Если вы хотите купить один из них, у меня есть два совета.
- Совет № 1 – Убедитесь, что у вас нет слишком широкой биты для установки шурупов. Если у вас слишком широкое сверло, будет сложно зенковать шурупы на стыках гипсокартона, где вам придется сверлить под углом.
- Совет № 2 – Ищите намагниченные биты для установки шурупов для гипсокартона. Отличное крепление винта к сверлу – полезная функция, которая упрощает работу и экономит время.
Зенковка металла
Прежде всего, убедитесь, что вам нужно использовать зенкер, а не сверло для зенковки, прежде чем начинать сверление в вашем проекте. Если вы только что перешли к разделу, я объясню больше в разделе о растачивании выше, так что проверьте его, если вы еще этого не сделали.
Для зенковки крепежа в металле я предпочитаю использовать трехэтапный процесс. Последний шаг не обязателен. Мне также нравится использовать какой-нибудь тип масла для уменьшения нагрева и трения между металлом и сверлом.Tap Magic Cutting Fluid – это особый тип, который я использую, но если у меня закончится, я просто воспользуюсь WD-40.
- Сначала я просверлю фактическое пилотное отверстие с помощью сверла из черной оксидной или кобальтовой стали. Однако обычно подойдет любое сверло из быстрорежущей стали (HSS). HSS имеет тенденцию тускнеть и изнашиваться намного быстрее на металле, потому что он не такой мягкий, как дерево. Я буду время от времени останавливаться и добавлять немного масла.
- Затем я переключу биты на зенковку и комбинированное сверло для удаления заусенцев, добавлю немного больше масла на поверхность вокруг отверстия и просверлим мое зенкованное отверстие до нужной глубины .Я люблю дважды проверять глубину, вставляя винт или фиксатор в отверстие с потайной головкой и убедившись, что он находится там, где мне нужно.
- Третий шаг не обязателен. Если пилотное отверстие в металле проходит через весь кусок металла, я предпочитаю перевернуть металл и слегка зенковать и удалить заусенцы с другой стороны . Это помогает удалить все, что осталось от сверления первого отверстия в металле.
Вывод зенковки
Зенковка очень проста в выполнении и действительно улучшает внешний вид ваших проектов.Надеюсь, я ответил на все ваши вопросы о зенковании, а также о любой другой проблеме, которая могла возникнуть у вас в голове во время чтения. Если нет, спросите в разделе комментариев ниже … Я здесь, чтобы помочь!
как зенковать винты
Быстрое и простое руководство по зенковке шурупов
Если вы новичок в деревообработке, возможно, вы видели термин «винт с потайной головкой», используемый в столярных изделиях. Что такое винт с потайной головкой? Зачем использовать винт с потайной головкой? Я объясню этот метод и даже покажу вам, как зенковать винты!
Что такое винт с потайной головкой?
Винт с потайной головкой – это винт, который «вонзается» в кусок пиломатериала.Головка будет располагаться ниже поверхности материала, и ее можно легко заполнить деревянной пробкой или наполнителем. Болты и большие винты с шестигранной головкой также можно утопить. Для каждого из них требуется специальная зенковка для достижения наилучших результатов.
Почему следует использовать винт с потайной головкой?
Винт с потайной головкой – это один из многих способов соединения одного куска материала с другим. Он обеспечивает очень прочное и плотное соединение и используется там, где другие столярные изделия нецелесообразны. Другими словами, если вы не хотите заполнять миллиард карманных отверстий, можно использовать винт с потайной головкой.Отверстие меньше и его легче заполнить. Большинство чертежей на моем участке можно построить с помощью винтов с потайной головкой вместо столярных изделий с отверстиями с отверстиями с небольшими изменениями!
Как зенковать винты
Во-первых, вам понадобится зенковка. Я рекомендую приобрести набор бит для зенковки. Таким образом, у вас есть биты разного размера для винтов разного размера. (Ссылка ведет непосредственно на сайт, аффилированным лицом которого я являюсь. Если щелкнуть ссылку и совершить продажу, я получаю комиссию.У сверла с зенковкой на конце есть обычное сверло для просверливания пилотного отверстия, а также ступенька или два для создания отверстия большего размера для головки винта и заглушки, в которую можно вставить.
Отметьте на доске место для потайного отверстия. Просверлите отверстие, стараясь не двигать или покачивать сверло, так как оно может сломаться. Я знаю это по опыту и сломал много битов!
Вставьте винты и соедините доски вместе.
Заполните отверстия по желанию.Вот и все! Надеюсь, мой урок о том, как зенковать винты, прост! Как всегда, если у вас есть какие-либо вопросы, свяжитесь со мной по адресу cher {at} designsbystudioc {dot} com!
Заявление об отказе от ответственности:
Этот пост содержит ссылки на сайт, участником которого я являюсь. Это означает, что если щелкнуть ссылку и совершить покупку, я получу комиссию с этой продажи. Будьте уверены, я буду направлять своих читателей только на те сайты, на которых я делаю покупки!
Первоначально опубликовано 13 февраля 2014 г., 08:00:31.
Теги: изменить, построить, создать, украсить, дизайн, DIY, бесплатно, бесплатные планы мебели, ручная работа, улучшение дома, как, вдохновить, подделать, сделать, макияж, изменить, покрасить, планы, фанера, PureBond, переработка, перепрофилирование, шитье, морилка, обивка, дерево, обработка древесины
Что такое винт с потайной головкой?
Винты с внешними спиральными выступами являются одними из наиболее часто используемых крепежных изделий в мире. Внешние выступы или резьба позволяют винтам удалять материал с объекта или поверхности, в которую они вставлены.Например, когда вы вбиваете шуруп в стену, часть лишнего материала поднимается по гребням и выходит из отверстия. Однако существует много разных типов винтов, один из которых потайной. Итак, что такое винт с потайной головкой?
Обзор винтов с потайной головкой
Винт с потайной головкой, также известный как винт для плоского нагрева, представляет собой тип винта, который предназначен для прилегания заподлицо с объектом или поверхностью, в которую он вставлен. Их называют «винтами с потайной головкой», потому что они «проникают» в предметы и поверхности.Они имеют плоскую головку, сужающуюся вдоль вала. Поэтому, когда вы вбиваете винт с потайной головкой в объект или поверхность, головка погружается так, что оказывается на одном уровне с соответствующим материалом.
Большинство винтов, конечно же, имеют скругленную или полукруглую головку. Винты с потайной головкой отличаются тем, что имеют плоскую головку. У них все еще есть внешние спиральные гребни. Винты с потайной головкой просто характеризуются своей плоской головкой, которая позволяет им погружаться в предметы и материалы.
Почему используются винты с потайной головкой
Винты с потайной головкой используются в самых разных областях крепления.Например, часто можно встретить винты с потайной головкой, которыми дверь крепится к раме. У традиционных винтов головка винта будет выступать наружу. А если вы закроете дверь, которая закреплена торчащими головками винтов, это вызовет нагрузку как на дверь, так и на раму. Винты с потайной головкой решают эту проблему, позволяя двери плотно прилегать к раме. Головка винтов с потайной головкой полностью утоплена, поэтому между дверью и рамой имеется ровный и ровный контакт.
Винты с потайной головкой также используются во многих других деревообрабатывающих и столярных работах.Поскольку головки опускаются, их можно скрыть с помощью заглушки или наполнителя. После вбивания винта с потайной головкой в объект или поверхность рабочий может покрыть его колпачком или наполнителем. Это невозможно с другими типами винтов, так как головка будет выступать наружу.
В заключение
Винты с потайной головкой такие же, как и все остальные винты, за исключением того, что они сконструированы таким образом, чтобы прилегать к объекту или поверхности, в которую они вставлены. Они имеют плоскую головку с конической резьбой, которая погружается в материал.
Нет тегов для этого сообщения. Зенковка– определение и значение
Сверла должны быть приобретены у различных дилеров, но могут быть изготовлены из стальной проволоки, размягченной в огне и опиленной до острого трехугольного наконечника, а затем закаленной до твердости, для меньших яиц или подпилены для больших яиц. яйца по выкройке « зенковка » по дереву; действительно, самый маленький
Практическая таксидермия Пособие для любителя сбору, сохранению и хранению всех видов естествознания.К этому добавлена глава о художественном оформлении музеев. С дополнительными инструкциями по лепке и художественной таксидермии.
В качестве альтернативы, они могут быть дооснащены такими устройствами, как зенковки , калибры , в ситуациях, когда обычные индикаторы с соотношением 1: 1 будут бесполезны.
Manufacturingtalk – новости обрабатывающей промышленности
В качестве альтернативы, они могут быть дооснащены такими устройствами, как зенковки , калибры , в ситуациях, когда обычные индикаторы с соотношением 1: 1 будут бесполезны.
Manufacturingtalk – новости обрабатывающей промышленности
В качестве альтернативы, они могут быть дооснащены такими устройствами, как зенковки , калибры , в ситуациях, когда обычные индикаторы с соотношением 1: 1 будут бесполезны.
Manufacturingtalk – новости обрабатывающей промышленности
В качестве альтернативы, они могут быть дооснащены такими устройствами, как зенковки , калибры , в ситуациях, когда обычные индикаторы с соотношением 1: 1 будут бесполезны.
Manufacturingtalk – новости обрабатывающей промышленности
В качестве альтернативы, они могут быть дооснащены такими устройствами, как зенковки , калибры , в ситуациях, когда обычные индикаторы с соотношением 1: 1 будут бесполезны.
Manufacturingtalk – новости обрабатывающей промышленности
В качестве альтернативы, они могут быть дооснащены такими устройствами, как зенковки , калибры , в ситуациях, когда обычные индикаторы с соотношением 1: 1 будут бесполезны.
Manufacturingtalk – новости обрабатывающей промышленности
В качестве альтернативы, они могут быть дооснащены такими устройствами, как зенковки , калибры , в ситуациях, когда обычные индикаторы с соотношением 1: 1 будут бесполезны.
Manufacturingtalk – новости обрабатывающей промышленности
В качестве альтернативы, они могут быть дооснащены такими устройствами, как зенковки , калибры , в ситуациях, когда обычные индикаторы с соотношением 1: 1 будут бесполезны.
Manufacturingtalk – новости обрабатывающей промышленности
В качестве альтернативы, они могут быть дооснащены такими устройствами, как зенковки , калибры , в ситуациях, когда обычные индикаторы с соотношением 1: 1 будут бесполезны.
Manufacturingtalk – новости обрабатывающей промышленности
Винты с потайной головкой и зенковкой
Зенковка
Protocase Tech Tip Видео
Краткое видео о зенковке
При зенковке используется сверлильный станок для создания конического отверстия в детали или корпусе, которое соответствует углу и размеру головки конкретного винта с плоской головкой.
Зенковка идеально подходит для обеспечения того, чтобы винты с плоской головкой прилегали заподлицо с металлом вашего индивидуального корпуса или детали.
Щелкните здесь, чтобы просмотреть нашу подборку винтов с плоской головкой.
Преимущества зенковки
Расположение винтов с плоской головкой заподлицо с металлом детали или корпуса может быть выгодным по нескольким причинам:
Предотвращение помех: это особенно важно для полноразмерных стоечных шкафов.