Зернистость кругов шлифовальных – Как выбрать зернистость шлифовального круга?
alexxlab | 23.02.2020 | 0 | Разное
Как выбрать зернистость шлифовального круга? Маркировка и фото
Вся поверхность шлифовального круга покрыта большим количеством твердых частиц. Если говорить просто, то это и есть зернистость шлифовального круга. Эти частицы обычно распределяются равномерно по всей площади круга. Прежде чем приступать к выбору круга для обработки материала, обязательно нужно разобраться с этой характеристикой.
Шлифовальные круги
Начать разбор следует с того, что нужно понять, что представляет собой круг. Это режущий абразивный инструмент. Стоит сказать, что есть круги, которые используются для ручной обработки, а также для работы на станках. Естественно, что зернистость шлифовальных кругов у профессиональных приспособлений подобрана максимально точно, чтобы обеспечивать возможность наиболее эффективной обработки.
Существует достаточно много критериев, по которым круги делятся на несколько категорий, однако важнее всего – это абразивные материалы и связующие элементы. По этому параметру бывают следующие круги:
- зерна из карбида кремния;
- эльбора;
- электрокорунда;
- искусственный или природный алмаз.
Здесь важно понимать, что именно зернистость шлифовального круга определяет его основное функциональное предназначение. Именно абразивный материал срезает микроскопический слой материала. Для его связки существуют самые разные вещества, которые могут быть как искусственными, так и природными. Еще одна особенность кругов для шлифовки – это наличие пористой структуры, которая и обеспечивает шероховатость покрытия.
Общие сведения о зернистости
Выбор зернистости шлифовального круга зависит от того, какие требования предъявляются к чистоте обрабатываемой поверхности. Для того чтобы не ошибиться, каждый круг имеет специальное обозначение (маркировку).
Если знать маркировку, то выбрать подходящий круг, в принципе, не составит труда. Очень важно знать, что зернистость шлифовальных кругов для металлических и деревянных покрытий значительно отличается, а потому нужно обратить внимание на этот факт при выборе инструмента. Если после проведения работ или же во время работы на поверхности круга появляются зазубрины, трещины и прочие дефекты, то была допущена ошибка на стадии выбора зернистости рабочего инструмента. Как определить этот параметр верно? Нужно опираться на два следующих фактора: требуемая чистота обработки, а также режим работы, который играет важную роль.
В настоящее время чаще всего приобретаются инструменты с такой зернистостью, как 60, 100 и 120.
Выбор круга и рекомендации
Если необходимо выполнить плоское шлифование, которое проводится фактически торцом круга, то зернистость должна быть от 16 до 36. Круглое обдирочное шлифование выполняется при использовании круга с показателем зернистости 24-36. Зернистость шлифовального абразивного круга для круглого чистового шлифования должна быть от 60 до 100. Есть такая операция, которая называется доводкой многолезвийного инструмента, которая выполняется кругом с зернистостью 170-220. Отделочное шлифование проводится с характеристикой круга от 180 до 320. Существует процедура, которая называется резьбошлифованием. Суть процесса понятна из названия, а для выполнения операции требуется зернистость круга от 100 до 280.

Есть более простой способ определить зернистость. Получистовая или же чистовая обработка материала требует наличия мелких фракций зерен. Черновая же обработка, наоборот, проводится с зернами крупной фракции.
Маркировка
У описываемого инструмента существует достаточно много параметров, которые обычно указываются в его наименовании. Маркировка зернистости шлифовальных кругов не указывается отдельно, она всегда входит в полную маркировку круга.
- Сначала всегда указывается тип круга.
- Второй важный параметр – это габариты приспособления.
- Далее обозначается тип абразивного материала, который использовался для создания покрытия круга.
- Сразу после этого указывается обозначение зернистости шлифовального круга.
- В маркировке всегда называется твердость материала.
- Структура связей.
- Вид связки.
- Максимальная рабочая скорость круга.
- Класс точности.
- Класс неуравновешенности.
В перечисленные 10 пунктов входит как маркировка зернистости шлифовального круга, так и указание других параметров.
Распределение кругов на группы по зернистости
Есть несколько групп инструментов, которые отличаются между собой зернистостью. К группе крупных приспособлений относятся те инструменты, у которых маркировка 320 б, 250 б, 200 б, 160 б, 125 б и несколько других. Следующая группа – средняя, в которую входят такие обозначения, как 50 к,б, 40 к,б, 32 к,б и др. Мелкая группа зернистости включает в себя такие марки, как 12 к,б, 10 к,б, 8 к,б и 3 к,б. В последнюю группу входят круги с обозначениями 5, 4, 3, а также М63, М50, М40, М28.

Применение инструмента по степени зернистости
При выборе подходящей зернистости важно знать то, что разная степень этого параметра влияет на количество снимаемого материала. К примеру, высокая зернистость лепестковых шлифовальных кругов позволит успешно обрабатывать даже большие металлические трубы. А если говорить об обработке древесины, то придется приобрести круг с гораздо меньшим количеством абразивного материала.
Разная степень этой характеристики необходима для того, чтобы была возможность проведения предварительных операций, когда требуется обдирание с большой глубиной срезки. Круги с другой степенью хорошо подойдут для обтирочных операций, а отдельная группа требуется для работы с медью, латунью и алюминием.

Крупная зернистость круга чаще всего требуется в том случае, когда шлифовка проводится торцом круга. Кроме этого, они же используются и при необходимости проведения внутренней шлифовки. Чаще всего такие приспособления используются на станках, которые отличаются повышенной жесткостью и мощностью обработки.
Круги со средней и мелкой зернистостью применяются для таких операций, как:
- шлифование твердых металлических сплавов;
- обработка сталей, прошедших закалку;
- финишная обработка поверхности;
- заточка других инструментов.
Среднезернистые и мелкозернистые круги используются и в том случае, если от работы требуется очень высокая точность. В настоящее время указанная характеристика должна соответствовать ГОСТу Р 52381-2005. Этот ГОСТ зернистости шлифовальных кругов пришел на смену предыдущему документу с номером 3647.
Отличие обозначений по ГОСТу
Стоит сказать, что знать маркировку следует по обоим документам, так как на многих старых образцах она все еще осталась. В соответствии с ГОСТ 3647-80, зернистость круга обозначается в единицах, которые равны 10 мкм, к примеру, 20=200 мкм. Если в составе имеется микропорошок, то к мкм добавляется буква М. Что касается нового образца, то зернистость круга указывается буквой F с числом.

Допустим, по старому нормативу зернистость круга обозначается цифрой 200, что в среднем равняется 2500-2000 мкм. По новому ГОСТу этот же круг будет обозначаться как F8 или F10. Примерный размер первого круга равен 2460 мкм, а второго – 2085 мкм.
Типы инструмента
Как уже стало понятно, от зернистости абразивного материала зависит чистота поверхности, которая будет шлифоваться. Однако стоит сказать, что существуют еще и разные зерна по своей форме. Они могут быть представлены в виде сростков или же мелких кристаллических осколков с произвольной формой. Есть качественные шлифовальные круги, у которых не только хороший показатель зернистости, но и само зерно представлено в виде полноценного кристалла. Если говорить о параметре самого зерна для шлифовального круга, то стоит выделить три основных параметра: толщина, ширина и длина зерна.
Однако здесь сразу стоит отметить, что специалисты в этой области чаще всего используют в качестве основной и единственной характеристики ширину. В зависимости от габаритов зерна будет зависеть, какое количество материала может снять круг за один проход, а значит, и общую производительность шлифовального круга.

Если говорить о расшифровке маркировки материала, то она достаточно проста. Суть маркировки зернистости состоит в следующем: в префиксе указывается численный показатель характеристики. Чем выше будет указанное число, тем выше будет качестве шлифующего материала.
Алмазные приспособления
Наиболее дорогие и качественные круги для шлифовки материала – алмазные. У этих приспособлений есть такое понятие, как концентрация алмазного слоя, которая выражается в количестве алмазов на один кубический миллиметр порошка абразивного слоя. Этот параметр считается одним из основных, так как он влияет на эффективность и экономичность. Стоит сказать, что указанная концентрация напрямую зависит от зернистости алмазных шлифовальных кругов. Другими словами, чем выше будет показатель зернистости, а также чем тверже будет материал, который нужно обработать, увеличиваться будет и количество именно алмазных кристаллов в абразивном слое.
На сегодняшний день выпускается несколько групп алмазных кругов. Они могут иметь 150-, 100-, 75-, 50- и 25-процентную концентрацию алмазов. В настоящее время 100-процентной концентрацией считается наличие 4,39 карат. Один карат равен 0,2 г, содержащихся в 1 кубическом сантиметре.
Зернистость для алмазных кругов
Зернистость для алмазных шлифовальных кругов – это величина самих алмазных зерен в абразивном слое или же сростков кристаллов. Тремя основными показателями являются те же три показателя, что и для обычных зерен, но и тут тоже учитывается лишь ширина. Зернистость для алмазных кругов подбирается исходя из того, какая именно шероховатость должна быть в итоге, от вида материала и от величины припуска.
Ранее говорилось о том, что с уменьшением величины зерен растет качество шлифования. Это действительно так, однако мелкой зернистости не всегда отдается предпочтение. Дело в том, что применение таких инструментов приводит к их сильному засаливанию, а обрабатываемое покрытие может прижигаться в процессе шлифовки. Если говорить о производительности, то мелкие зерна также негативно сказываются на этом параметре.

На сегодняшний день имеется четыре основных категории, на которые делятся алмазные шлифовальные круги, в зависимости от своей зернистости. Мелкая зернистость 100/80, средняя – 125/100, крупная – 160/125, более крупные зерна – 200/165.
Круги с мелкой зернистостью применяются для доводки других инструментов, к примеру, лезвий ножей, резцов или других приборов. Средняя группа хорошо подходит для придания максимальной остроты любой режущей поверхности, а более крупные круги уже применяются непосредственно для снятия верхнего слоя.
Круги для дерева
В качестве материала для обработки древесины наиболее подходящей считается наждачная бумага. Однако круги вполне могут иметь и полимерные и металлические щетки. Кроме этого, можно использовать традиционные инструменты с зернами. Если необходимо провести крупную обдирку древесины, то потребуется зернистость от 40 до 60, для средней зачистки показатель увеличивается на 20 и составляет от 60 до 80. Наиболее мелкая зернистость составляет от 100 до 120 и применяется для финишного шлифования поверхности.

Кроме того, как и в случае с металлом, нужно правильно подобрать зернистость шлифовального круга для дерева, в зависимости от того, какая будет выполняться операция.
fb.ru
Маркировка шлифовальных кругов. Статьи компании «Инструментальные решения OOO»
Как выбрать абразивный инструмент? Как понять маркировку шлифовальных кругов?
Зернистость
1 | 150x16x32 | 25А | F46 | L | 6 | V | 35 | Б | 3 |
Зернистость абразива ― характеристика шлифовальных кругов определяющая чистоту получаемой поверхности. Зерно представляет собой либо сростки кристаллов, либо отдельный кристалл, либо его осколки. Как и все твердые тела, оно характеризуется тремя размерами (длиной, шириной и толщиной), однако для простоты оперируют одним ― шириной. От величины зерна зависит множество параметров ― количество снимаемого за один проход металла, чистота обработки, производительность шлифования, изнашиваемость круга и пр.
По ГОСТ 3647-80 в обозначении зернистости шлифовальных кругов размер зерна обозначается в единицах, равных 10 мкм (20=200мкм), для микропорошков ― в мкм с добавление буквы М.
В новом ГОСТ Р 52381-2005, в основном соответствующем международному стандарту FEPA, зернистость шлифпорошков обозначается буквой F с числом. Чем больше число, тем мельче зерно и наоборот.
Алмазные и эльборовые круги имеют свои обозначения размера зерна. Их зернистость обозначают дробью, значение числителя которой соответствует величине стороны верхнего сита в мкм, а знаменателя ― нижнего сита.
В таблице ниже приведены соотношения зернистости шлифовальных кругов по старым и действующим стандартам.
Обозначение по ГОСТ 3647-80 | Обозначение по ГОСТ | Размер, мкм | FEPA | |
Обозначение для абразивных материалов, исключая материалы на гибкой основе | Средний размер, мкм | |||
|
|
| F 4 | 4890 |
|
|
| F 5 | 4125 |
|
|
| F 6 | 3460 |
|
|
| F 7 | 2900 |
200 | 2500/2000 | 2500-2000 | F 8 | 2460 |
F 10 | 2085 | |||
160 | 2000/1600 | 2000-1600 | F 12 | 1765 |
125 | 1600/1250 | 1600-1250 | F 14 | 1470 |
100 | 1250/1000 | 1250-1000 | F 16 | 1230 |
F 20 | 1040 | |||
| 80 | 1000/800 | 1000-800 | F 22 | 885 |
63 | 800/630 | 800-630 | F 24 | 745 |
50 | 630/500 | 630-500 | F 30 | 625 |
F 36 | 525 | |||
40 | 500/400 | 500-400 | F 40 | 438 |
32 | 400-315 | F 46 | 370 | |
25 | 315/250 | 315-250 | F 54 | 310 |
F 60 | 260 | |||
20 | 250/200 | 250-200 | F 70 | 218 |
16 | 200/160 | 200-160 | F 80 | 185 |
12 | 160/125 | 160-125 | F 90 | 154 |
F 100 | 129 | |||
10 | 125/100 | 125-100 | F 120 | 109 |
8 | 100/80 | 100-80 | F 150 | 82 |
|
| |||
6 | 80/63 | 80-63 | F 180 | 69 |
5, М63 | 63/50 | 63-50 | F 220 | 58 |
F 230 | 53 | |||
4, М50 | 50/40 | 50-40 | F 240 | 44,5 |
|
| |||
М40 | 40/28 | 40-28 | F 280 | 36,5 |
F 320 | 29,2 | |||
М28 | 28/20 | 28-20 | F 360 | 22,8 |
|
| |||
М20 | 20/14 | 20-14 | F 400 | 17,3 |
|
| |||
М14 | 14/10 | 14-10 | F 500 | 12,8 |
|
| |||
М7 | 10/7 | F 600 | 9,3 | |
М5 | 7/5 | 7-5 | F 800 | 6,5 |
|
| |||
М3 | 5/3 | 5-3 | F 1000 | 4,5 |
| 3/2 | 3-2 | F 1200 | 3,0 |
| 2/1 | 2-1 | F 1500 | 2,0 |
F 2000 | 1,2 | |||
| 1/0 | 1 и < |
|
|
| 1/0,5 | 1-0,5 |
|
|
| 0,5/0,1 | 0,5-0,1 |
|
|
| 0,5/0 | 0,5 и < |
|
|
| 0,3 и < |
|
| |
| 0,1/0 | 0,1 и < |
|
|
Выбор зернистости круга должен обуславливаться целым рядом факторов ― видом обрабатываемого материала, требуемой шероховатостью поверхности, величиной снимаемого припуска и пр.
Чем меньше размер зерна, тем чище получается обрабатываемая поверхность. Однако это не означает, что во всех случаях предпочтение следует отдавать меньшей зернистости. Нужно выбирать величину зерна, оптимальную для конкретной обработки. Мелкое зерно дает более высокую чистоту поверхности, но одновременно может приводить к прижогу обрабатываемого материала, засаливанию круга. При использовании мелкого зерна снижается производительность шлифования. В общем случае целесообразно выбирать наибольшую зернистость при условии обеспечения требуемой чистоты обрабатываемой поверхности.
При необходимости уменьшить шероховатость поверхности зернистость нужно снижать. Большие припуски и повышение производительности требуют увеличения зернистости.
В общем случае, чем тверже обрабатываемый материал и меньше его вязкость, тем выше может быть зернистость круга.
Номера зернистости по ГОСТ 3647-80 | Номера зернистости по ГОСТ Р 52381-2005 | Назначение |
125; 100; 80 | F14; F16; F20; F22 | Правка шлифовальных кругов; ручные обдирочные операции, зачистка заготовок, поковок, сварных швов, литья и проката. |
63; 50 | F24; F30; F36 | Предварительное круглое наружное, внутреннее, бесцентровое и плоское шлифование с шероховатостью поверхности 5-7-го классов чистоты; отделка металлов и неметаллических материалов. |
40; 32 | F40; F46 | Предварительное и окончательное шлифование деталей с шероховатостью поверхностей 7-9-го классов чистоты; заточка режущих инструментов. |
25; 20; 16 | F54; F60; F70; F80 | Чистовое шлифование деталей, заточка режущих инструментов, предварительное алмазное шлифование, шлифование фасонных поверхностей. |
12; 10 | F90; F100; F120 | Алмазное шлифование чистовое, заточка режущих инструментов, отделочное шлифование деталей. |
8; 6; 5; 4 | F150; F180; F220; F230; F240 | Доводка режущего инструмента, резьбошлифование с мелким шагом резьбы, отделочное шлифование деталей из твердых сплавов, металлов, стекла и других неметаллических материалов, чистовое хонингование. |
М40-М5 | F280; F320; F360; F400; F500; F600; F800 | Окончательная доводка деталей с точностью 3-5 мкм и менее, шероховатостью 10-14-го классов чистоты, суперфиниширование, окончательное хонингование. |
Твердость шлифовальных кругов
1 | 150x16x32 | 25А | F46 | L | 6 | V | 35 | Б | 3 |
Твердость шлифовального круга нельзя путать с твердостью абразивного материала. Это разные понятия. Твердость шлифовального круга характеризует способность связки удерживать абразивные зерна от их вырывания под воздействием обрабатываемого материала. Она зависит от многих факторов ― качества связки, вида и формы абразива, технологии изготовления круга.
Твердость круга тесно связана с самозатачиваемостью ― способностью абразивного круга восстанавливать свою режущую способность за счет разрушения или удаления затупившихся зерен. Круги в процессе работы интенсивно самозатачиваются за счет раскалывания режущих зерен и частичного выкрашивания их из связки. Это обеспечивает вступление в работу новых зерен, предотвращая тем самым появление прижогов и трещин в обрабатываемом материале. Чем меньше твердость круга, тем выше самозатачиваемость. По твердости круги подразделяют на 8 групп.
Наименование | Обозначение по ГОСТ 19202-80 | Обозначение по ГОСТ Р 52587-2006 |
Весьма мягкий | ВМ1, ВМ2 | F, G |
Мягкий | М1, М2, М3 | H, I, J |
Среднемягкий | СМ1, СМ2 | K, L |
Средний | С1, С2 | M, N |
Среднетвердый | СТ1, СТ2, СТ3 | O, P, Q |
Твердый | Т1, Т2 | R, S |
Весьма твердый | ВТ | T, U |
Чрезвычайно твердый | ЧТ | V, W, X, Y, Z |
Выбор твердости шлифовального круга зависит от вида шлифования, точности и формы шлифуемых деталей, физико-механических свойств обрабатываемого материала, типа инструмента и оборудования. На практике в большинстве случаев используют круги средней твердости, обладающие сочетанием относительно высокой производительности и достаточной стойкости.
Незначительное отклонение характеристики кругов от оптимальной приводит либо к прижогам и трещинам затачиваемой поверхности, когда твердость круга выше, чем требуется, либо к интенсивному износу круга и искажению геометрической формы затачиваемого инструмента, когда твердость круга недостаточна. Особенно точно по твердости должны быть выбраны круги для заточки инструментов с пластинами из твердых сплавов.
Вот некоторые рекомендации, которые могут быть полезными при выборе шлифовальных кругов по твердости. При заточке инструментов с твердосплавными резцами круг должен обладать высокой самозатачиваемостью. Поэтому при их заточке применяют круги невысоких степеней твердости ― H, I, J (мягкий), реже K. Чем больше в твердом сплаве карбидов вольфрама или титана, тем мягче должен быть шлифовальный круг.
Когда требуется выдерживать высокую точность формы, размеров, отдают предпочтение тем видам шлифовальных кругов, которые имеют повышенную твердость.
С использованием смазочно-охлаждающих жидкостей, при шлифовании применяют более твердые круги, чем при шлифовке без охлаждения.
Круги на бакелитовой связке должны иметь твердость на 1-2 ступени выше, чем круги на керамической связке.
Для предотвращения появления прижогов и трещин следует применять более мягкие круги.
Структура
1 | 150x16x32 | 25А | F46 | L | 6 | V | 35 | Б | 3 |
Под структурой инструмента обычно понимается процентное соотношение объема абразивного материала в единице объема инструмента. Чем больше абразивного зерна в единице объема круга, тем плотнее структура инструмента. Структура абразивного инструмента влияет на величину свободного пространства между зернами.
Структура | Обозначение |
Плотная | 1, 2, 3, 4 |
Средняя | 5, 6, 7 |
Открытая | 8, 9, 10 |
Высокопористая | 11, 12 |
При заточке режущих инструментов желательно применять круги с более свободным пространством между зернами, так как это облегчает удаление стружки из зоны резания, уменьшает возможность появления прижогов и трещин, облегчает охлаждение затачиваемого инструмента. Для заточки режущих инструментов применяются круги на керамической связке 7-8-й структуры, на бакелитовой связке ― 4-5-й структуры.
Связка
1 | 150x16x32 | 25А | F46 | L | 6 | V | 35 | Б | 3 |
При изготовлении шлифовальных кругов, абразивные зерна скрепляются с основой и друг другом при помощи связки. Наиболее широко применяемые связки: керамическая, бакелитовая и вулканитовая.
Керамическая связка изготавливается из неорганических веществ ― глины, кварца, полевого шпата и ряда других путем их измельчения и смешивания в определенных пропорциях. Маркировка шлифовальных кругов с керамической связкой содержит букву (V). Старое обозначение ― (К)
Керамическая связка придает абразивному инструменту жесткость, теплостойкость, устойчивость формы, но одновременно и повышенную хрупкость, вследствие чего круги с керамической связкой нежелательно применять при ударной нагрузке, например при обдирочном шлифовании.
Бакелитовая связка в основном состоит из искусственной смолы ― бакелита. Маркировка кругов с бакелитом имеет в обозначении латинскую букву (B). Старое обозначение ― (Б). В сравнении с керамической, бакелитовая связка обладает большей упругостью и эластичностью, меньше нагревает обрабатываемый металл, однако имеет меньшую химическую и температурную стойкость, худшую кромкостойкость.
Бакелитовая связка может быть с упрочняющими элементами (BF, старое обозначение ― БУ), с графитовым наполнителем (B4, старое обозначение ― Б4).
Вулканитовая связка ― это подвергнутый вулканизации синтетический каучук. Маркировка абразивного круга имеет букву (R). Старое обозначение ― (В).
В большинстве случаев применяются абразивные круги на керамической или бакелитовой связках. И та и другая имеет свои особенности, которые и определяют их выбор для конкретной работы.
К достоинствам керамической связки относится прочное закрепление зерна в связке, высокая термо- и износостойкость, хорошее сохранение профиля рабочей кромки, химическая стойкость. К недостаткам ― повышенная хрупкость, пониженная прочность на изгиб, высокое теплообразование в зоне резания, а, следовательно, и склонность к прижогам обрабатываемого материала.
Достоинствами бакелитовой связки являются эластичность, хорошая самозатачиваемость круга вследствие пониженной прочности закрепления зерна в связке, сниженное теплообразование. Недостатками ― более интенсивный износ в сравнении с керамической связкой, пониженная кромкостойкость, низкая стойкость против охлаждающих жидкостей, содержащих щелочи, невысокая теплостойкость (бакелит начинает приобретать хрупкость и выгорать при температуре выше 200°C).
Класс точности
1 | 150x16x32 | 25А | F46 | L | 6 | V | 35 | Б | 3 |
Точность размеров и геометрической формы абразивных инструментов обусловливается тремя классами АА, А и Б. Для менее ответственных операций абразивной обработки применяют инструмент класса Б. Более точным и качественным является инструмент класса А. Для работы в автоматических линиях, на высокоточных и многокруговых станках применяется высокоточный инструмент АА. Он отличается более высокой точностью геометрических параметров, однородностью зернового состава, уравновешенностью абразивной массы, изготовляется из лучших сортов шлифовальных материалов.
Класс неуравновешенности
1 | 150x16x32 | 25А | F46 | L | 6 | V | 35 | Б | 3 |
Класс неуравновешенности шлифовального круга характеризует неуравновешенность массы круга, которая зависит от точности геометрической формы, равномерности размешивания абразивной массы, качества прессования и термообработки инструмента в процессе его изготовления. Установлено четыре класса допускаемой неуравновешенности массы кругов (1, 2, 3, 4). Классы неуравновешенности не имеют отношения к точности балансировки кругов в сборе с фланцами перед установкой их на шлифовальный станок.
instrresh.tiu.ru
Зернистость шлифовальных кругов таблица
Шлифовальные и отрезные круги широко применяются для различных подготовительных работ как на производстве, так и в домашних условиях.
Важнейшей характеристикой при выборе инструмента является зернистость, правильно выбрать которую поможет специальная таблица зернистости кругов. Она позволяет точно расшифровать обозначение в соответствии с группой абразива.
Зернистость абразивных кругов
В зависимости от группы используемого материала, зернистость обозначается по разному:
- Шлифзерно, шлифпорошки – число означает наименьший размер зерен взятого в сотых долях мм.
- Группа «Микрошлифпорошки». Зернистость абразивных кругов этой группы состоит из литеры М с добавлением максимального размера зёрен в мкм.
- Шлифпорошки из алмаза – число представлено дробью, где числитель означает размер ячейки верхнего сита, а знаменатель – соответственно нижнего, взятого в мкм.
- Микропорошки из алмаза – обозначение зернистости в виде дроби, где в числителе указан максимальный размер зёрен, в знаменателе – минимальный.
- Группа глифзерно и шлифпорошки эльбора – обозначаются в зависимости от методов контроля.
Зернистость отрезных кругов
Выбирая зернистость отрезных кругов, следует учитывать, что чем крупнее зерно, тем выше режущая способность инструмента. При выборе инструмента следует оценивать соответствие толщины инструмента и размера зёрен. Более мелкие придают кругу стойкость, но снижают его режущую способность.
Зернистость отрезных кругов имеет свою классификацию:
- Крупная (F12-F16-F20-F22),
- Средняя (F30-F36-F40-F60),
- Мелкая (F70-F80-F100-F120).
Ниже представлены обобщённые данные обозначающие различную. Зернистость шлифовальных кругов. Таблица представляет собой информацию о зернистости групп материала по ГОСТ 3647-80 и стандарту ИСО 8486.
Зернистость шлифовальных кругов таблица
| Группа абразивного материала | Обозначение зернистости(ГОСТ 3647-80) | Размер зерен, мкм | Обозначение постандарту ISO 8486 |
| Шлифзерно | 200 | 2500…2000 | 10 |
| 160 | 2000…1600 | 12 | |
| 125 | 1600…1250 | 16(14) | |
| 100 | 1250…1000 | 20 | |
| 80 | 1000…800 | 22 | |
| 63 | 800…630 | 30 | |
| 50 | 630…500 | 36 | |
| 40 | 500…400 | 40 | |
| 32 | 400…315 | 54(46) | |
| 25 | 315…250 | 60 | |
| 20 | 250….200 | 70 | |
| 16 | 200…160 | 80 | |
| Шлифпорошки | 12 | 160…125 | 100 |
| 10 | 125…100 | 120 | |
| 8 | 100…80 | 150(180) | |
| 6 | 80…63 | 220 | |
| 5 | 63…50 | ||
| 4 | 50…40 | ||
| Микрошлифпорошки | М63 | 63…50 | 230 |
| М50 | 50…40 | 240 | |
| М40 | 40…28 | 280 | |
| М28 | 28…20 | 360 | |
| М20 | 20…14 | 400 | |
| М14 | 14…10 | 500 | |
| Тонкие микрошлифпорошки | М10 | 10….7 | 600 |
| M7 | 7….5 | 800 | |
| М5 | 5….3 | 1000 | |
| М3 | 3….2 | 1200 |
ukrabraziv.com.ua
Зернистость шлифовального круга
Абразивные круги изготавливают из отдельных зерен, для соединения которых используют несколько видов связки: бакелитовую, керамическую, вулканитовую, силикатную. Наиболее часто используется неорганическая (керамическая) связка. Она характеризуется высокой прочностью, а ее механические свойства не ухудшаются от перепада температур.
Круги с бакелитовой и керамической связкой подходят для черновых работ. Для отделочных операций часто применяются изделия с вулканитовой связкой. Сырьем для их зерен служат измельченные твердые минералы природного и искусственного происхождения.
Среди материалов естественного происхождения предпочтение отдается алмазу, корунду, кварцу. Искусственно получают алмаз и электрокорунд. Абразивные круги обладают высокой твердостью и теплостойкостью. По этим параметрам они превосходят инструментальные стали, поэтому подходят для работ с любыми материалами.
Сфера использования:
- черновое и чистовое шлифование;
- резьбошлифование;
- полирование;
- доводка.
При выборе круга учитываются его форма, размер гранул (зернистость) и прочность их связки. Номер абразивного материала отражает размеры зерна. В зависимости от этого показателя круги подразделяют на три группы:
- от № 200 до № 16,
- от № 12 до № 3,
- от М40 до М5.
К первой группе относятся материалы с размерами зерна 2500–160 мкм, ко второй группе — шлифовальные порошки (160–28 мкм). Третью группу составляют микропорошки с размером частиц от 40 до 3,5 мкм. Зернистость влияет на качество обработки поверхности — чем мельче размер гранул, тем чище поверхность.
Для выполнения черновых работ используются круги с размером зерна до 80 мкм, для чистовых — до 25 мкм. Микропорошки используются для таких видов отделки, как полирование и доводка. Работа с твердосплавными и закаленными металлами требует применения мелкозернистых кругов. Для шлифования материалов с невысокой твердостью используется более крупное зерно. Материал зерна подбирается в зависимости от состава обрабатываемой поверхности.
Твердость связки варьируется от мягкой (М) до чрезвычайно твердой (ЧТ). Этот параметр отражает, насколько прочно связаны зерна. От него также зависит степень износа круга. Если прочность связующих компонентов ниже, чем у абразивных, то зерна раскрашиваются, а инструмент самозатачивается.
Еще по теме:
Шлифовальные круги на выгодных условиях от «СовИнструментСервис»
www.sovis.ru
инженер поможет – Шлифовальный круг для круглошлифовального станка
Если у вас на шлифовальном круге написано 1A1 250x40x34 24А F30 L 5 V 35 Б 3, то думаю после прочтения сами сможете с легкостью расшифровать
Формы шлифовально круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Для круглого шлифования круг должен иметь профиль А1А или 1V1. На советских кругах было обозначение ПП или 1.
Геометрия шлифовального круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
250-это диаметр шлифовального круга
40- это толщина шлифовального круга
34-диаметр отверстия в шлифовальном круге
Абразив и зерно шлифовального круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Все шлифовальные круги состоят из двух основных компонентов – это шлифовальные зерна, которые собственно режут и связка, скрепляющая и удерживающая их в процессе резания. Соотношение зерна к свободному пространству и связки в круге характеризует структуру шлифовального круга.
Идеальный абразив должен оставаться острым имея минимальное число острых кромок, а при затуплении абразив шлифовального круга должен скалыватся, обновляя свежие режущие кромки.
Оксид алюминия – этот абразив используется для шлифования углеродистой стали и сплавов, быстрорежущей стали, отожженного ковкого чугуна, изделий из кованного железа, бронзы. Бывает белый – 22А, 23А,24А, 25А (чем больше число, тем выше качество) и нормальный – 12А,13А, 14А, 15А, 16А; хромистый – 32А, 33А, 34А; титанистый – 37А. У иностранных производителей шлифовальных кругов обозначение следующее
А коричневый оксид алюминия, WA белый оксид алюминия
WAB белый оксид алюминия + голубая связка
WA белый оксид алюминия + специальная связка
WAR белый оксид алюминия + красная связка
WAY белый оксид алюминия + желтая связка
PA розовый оксид алюминия
RA рубиновый оксид алюминия
DA белый и коричневый оксид алюминия
SA полуломкий оксид алюминия
HA монокристаллический оксид алюминия
С черный карбид кремния
Циркониевый оксид алюминия – этот абразив используется для шлифования при черновом шлифовании, обозначается 38А или Z.
Карбид кремния – этот абразив используется для шлифования серого и отбеленного чугуна, мягкой бронзы, латуни и алюминия и неметаллических материалов, обозначается 64С-62С или GC.
Керамический оксид алюминия – этот абразив используется для прецизионного шлифования труднообрабатываемых сталей и сплавов, обозначается AS1-5, чем выше число тем больше содержание оксида алюминия, например 1-это 10%.
Размер зерна – это количество линейно расположенных отверстий на одном дюйме сита, используемого для окончательного рассева зерна. Чем больше размер зерен, тем грубее зерно. Чем меньше размер зерен, тем больше круг подходит для чистового шлифования.
Размер зерна шлифовального круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Крупное от 8 до 24 (F 180-80)
Среднее от 30 до 60 (F 56-24)
Мелкое от 80 до 180 (F 24-12)
Очень мелкое от 220 до 600 (F 10-4)
Твердость шлифовальных кругов
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Твердость связки измеряется в степени твердости шлифовального круга. Например, связка имеет твердую степень в случае если скрепление связкой абразивных зерен шлифовального круга очень сильное, и она хорошо удерживает зерна от вырывания под действием сил резания при шлифовании. И наоборот, связка имеет мягкую степень если достаточно приложения малой силы для вырывания зерен из круга.
Твердые круги применяются для работ для обработки с небольшой площадью контакта. Мягкие шлифовальные круги используются для быстрого и грубого съема материала, и для обработки твердых материалов.
| Наименование | Обозначение по ГОСТ 19202-80 | Обозначение по ГОСТ Р 52587-2006 |
| Весьма мягкий | ВМ1, ВМ2 | F, G |
| Мягкий | М1, М2, М3 | H, I, J |
| Среднемягкий | СМ1, СМ2 | K, L |
| Средний | С1, С2 | M, N |
| Среднетвердый | СТ1, СТ2, СТ3 | O, P, Q |
| Твердый | Т1, Т2 | R, S |
| Весьма твердый | ВТ | T, U |
| Чрезвычайно твердый | ЧТ | V, W, X, Y, Z |
Структура шлифовального круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Под структурой инструмента обычно понимается процентное соотношение объема абразивного материала в единице объема инструмента. Чем больше абразивного зерна в единице объема круга, тем плотнее структура инструмента. Структура абразивного инструмента влияет на величину свободного пространства между зернами.
| Структура | Обозначение |
| Плотная | 1, 2, 3, 4 |
| Средняя | 5, 6, 7 |
| Открытая | 8, 9, 10 |
| Высокопористая | 11, 12 |
Связка шлифовального круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Связка в шлифовальном круге предназначена для удержания абразивных зерен вместе и должна способствовать процессу самозатачивания зерен.
Выбор типа связки шлифовального круга влияет на скорость обработки, ее вид и точность.
Керамическая связка изготавливается из неорганических веществ – глины, кварца, полевого шпата и ряда других путем их измельчения и смешивания в определенных пропорциях. Маркировка шлифовальных кругов с керамической связкой содержит букву (V). Старое обозначение – (К)
Керамическая связка придает абразивному инструменту жесткость, теплостойкость, устойчивость формы, но одновременно и повышенную хрупкость, вследствие чего круги с керамической связкой нежелательно применять при ударной нагрузке, например при обдирочном шлифовании.
Бакелитовая связка в основном состоит из искусственной смолы – бакелита. Маркировка кругов с бакелитом имеет в обозначении латинскую букву (B). Старое обозначение – (Б). В сравнении с керамической, круги с бакелитовая связкой обладают большей упругостью и эластичностью, меньше нагревают обрабатываемый металл, однако имеют меньшую химическую и температурную стойкость.
Бакелитовая связка может быть с упрочняющими элементами (BF, старое обозначение – БУ), с графитовым наполнителем (B4, старое обозначение – Б4).
Вулканитовая связка – это подвергнутый вулканизации синтетический каучук. Маркировка абразивного круга имеет букву (R). Старое обозначение – (В)

Класс точности шлифовального круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Точность размеров и геометрической формы абразивных инструментов обусловливается тремя классами АА, А и Б. Для менее ответственных операций абразивной обработки применяют инструмент класса Б. Более точным и качественным является инструмент класса А. Для работы в автоматических линиях, на высокоточных и многокруговых станках применяется высокоточный инструмент АА. Он отличается более высокой точностью геометрических параметров, однородностью зернового состава, уравновешенностью абразивной массы, изготовляется из лучших сортов шлифовальных материалов.
Зернистость шлифовального круга
Зернистость шлифовального круга влияет на качество получаемой поверхностипри шлифовании поверхности, например чем мельче зерно круга, тем выше класс шероховатости поверхности.
Зернистость шлифовального круга выбирают в зависимости от типа шлифовальной операции: черновой, получистовой или чистовой, а также необходимых требований к чистоте и точности обработки. При операции чернового шлифования используют круги, изготовленные из более крупных зерен, чем при чистовом. Высокие требования к чистоте полученной поверхности и точности обработки в большинстве случаев обеспечиваются путем применения кругов с более мелким зерном. Закаленные детали и твердые сплавы шлифуют более мелкозернистыми кругами, чем незакаленные. Для шлифования деталей из материалов, склонных к большему засаливанию ( латунь, медь и многоие др.), используют круги с более крупным зерном. При больших контактных поверхностях шлифовального круга с обрабатываемой деталью ( например шлифование торцом круга) применяют круги с более крупным зерном.
Зернистость шлифовального круга характеризует размеры зерен круга в поперечнике. От величины зерен зависят чистота поверхности и точность обработки; определяется зернистость просеиванием абразивных зерен через ряд сит с различным числом отверстий.
Зернистость шлифовальных кругов выбирают в зависимости от вида выполняемой работы и требований к шероховатости обрабатываемой поверхности.
Зернистость шлифовального круга оказывает влияние на качество шлифуемой поверхности; чем мельче зерно круга, тем более чистой получается поверхность. Зернистость шлифовальных кругов характеризуется размером его абразивных зерен и обозначается соответствующим номером.
Класс неуравновешенности шлифовального круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Класс неуравновешенности шлифовального круга характеризует неуравновешенность массы круга, которая зависит от точности геометрической формы, равномерности размешивания абразивной массы, качества прессования и термообработки инструмента в процессе его изготовления. Установлено четыре класса допускаемой неуравновешенности массы кругов (1, 2, 3, 4). Классы неуравновешенности не имеют отношения к точности балансировки кругов в сборе с фланцами перед установкой их на круглошлифовальный станок.

engcrafts.com
Зернистость абразивных инструментов шлифовальных кругов
Абразивный инструмент (шлифовальные круги, головки, сегменты, бруски, шкурки) состоит из зерен абразивного материала, сцементированных связкой. Абразивный инструмент характеризуется материалом зерен, зернистостью, связкой, твердостью, структурой, формой и размерами. [c.400]После определения типа и размера станка выбирают приспособление, необходимое для данной операции. Если требуется нормальное приспособление, являющееся принадлежностью станка (тиски, люнет и т. д.), то в карте указывается его наименование. Если же требуется специальное приспособление, то в карте пишут специальное приспособление и указывают его номер. Технолог дает схему приспособлений, исходя из условий и требований обработки, а конструктор выполняет чертеж, по которому изготовляется приспособление. При выборе станка и приспособления одновре.менно указывается, какой режущий и измерительный инструмент необходим для выполнения данной операции. Для режущего инструмента (шлифовального круга) следует указать его характеристику (размеры, твердость, зернистость, связку, абразивный материал). [c.198]
Выбор величины зерна, или зернистости абразивного инструмента, зависит от того, какой материал подвергается обработке и какая требуется чистота обработанной поверхности. Так, для обдирки чугунных отливок выбирают круги с зернистостью 100—125, для предварительного шлифования стальных заготовок — 80—100, для чистового шлифования и заточки мелких инструментов— 16—20, для предварительных доводочных работ, а такл[c.101]
На шлифовальные круги наносят обозначения, называемые маркировкой. Маркировка необходима для правильного выбора инструмента при проведении конкретной работы. Условные обозначения располагают в определенной последовательности абразивный материал и его марка, номер зернистости, степень твердости, номер структуры, вид связки. [c.412]
В качестве абразивных инструментов используются шлифовальные круги, сегменты, шлифовальные ленты, бруски, шкурки и притирочные порошки. Кроме формы и размеров они характеризуются маркой абразивного материала, зернистостью, твердостью, материалом связки, структурой, классом точности инструмента и классом дисбаланса. [c.530]
Абразивные инструменты. К абразивным инструментам относят шлифовальные круги, бруски, сегменты, шлифовальные головки, шкурки, порошки и пасты. Важнейшим абразивным инструментом являются шлифовальные круги. Их различают по абразивным материалам, связке, зернистости, твердости, структуре и форме. [c.377]
Для абразивной очистки поковок инструментом служат абразивные круги, которые выбирают в зависимости от материала обрабатываемой поковки и скорости обработки. Абразивные круги характеризуются геометрической формой и размерами, видом абразивного материала, твердостью, зернистостью и связующим материалом. Круги для обработки должны быть крупнозернистыми (W 16—25 по ГОСТ 3647—80) средней и выше средней твердости. Форма абразивных кругов ПП (плоские прямого профиля) по ГОСТ 2424—75. Нормальная окружная скорость 25 м/с. Способы Крепления абразивных шлифовальных кругов приведены в ГОСТ 2270—78. [c.543]
Из всех инструментов для безалмазной правки наибольшее распространение получили абразивные диски. Зернистость их берется на три-пять степеней крупнее. а твердость на пять-шесть степеней выше по сравнению с шлифовальным кругом, подвергающимся правке. При правке по методу круглого наружного шлифования скорость вращения абразивных дисков приравнивается к скорости вращения заготовки, а шлифовальный круг вращается со скоростью, соответствующей его характеристике. Число проходов при правке 3—5 продольная подача [c.424]
Для качественного и производительного шлифования шлифовальный круг должен быть выбран в зависимости от конкретных условий обработки. Абразивный материал зерен круга назначают в зависимости от материала заготовки. Так, электрокорунды применяют при шлифовании сталей (незакаленных и закаленных), ковкого чугуна и мягких бронз. Зеленый карбид кремния применяют при заточке инструмента, оснащенного твердым сплавом. Зернистость круга выбирают в зависимости от требуемого качества обработанной поверхности и величины поверхности соприкосновения круга с заготовкой. При черновом шлифовании применяют круги с более крупным зерном, чем при чистовом шлифовании. При шлифовании вязких и мягких металлов во избежание быстрого засаливания круга используют более крупнозернистые круги при шлифовании хрупких и твер.дых металлов — мелкозернистые. Чем [c.434]
Механическая обработка керамических изделий всеми видами шлифования осуществляется абразивными инструментами из карбида кремния и алмаза различной зернистости. Для шлифовки применяют шлифовальные круги (ГОСТ 2424-75), головки (ГОСТ 2447-82), бруски (ГОСТ 2456-82) и сегменты соответственно шлифуемой поверхности. [c.254]
Инструментом при резьбошлифовании является абразивный мелкозернистый круг, профиль которого соответствует профилю нарезаемой резьбы. Так, например, для шлифования резьбы с шагом з = 1,5— 1,75 мм применяется абразивный круг с зернистостью 220—240 и твердостью СМ2 — для предварительной обработки и зернистостью 240—280 и твердостью С1 — для окончательной обработки. Применяются два типа шлифовальных кругов однониточные и многониточные. Первые применяются для шлифования точных резьб и шлифования резьб с большой высотой профиля — трапецеидальных. [c.219]
Твердость и зернистость 331, 332 Абразивный инструмент 332, 333, 334— см. также Шлифовальные, круги Абразивы — Режущие свойства 309 Авто.матизация и механизация технологических процессов 141—184 Автоматизация обработки на вертикально-сверлильных станках 176 [c.566]
Высокие режущие свойства и производительность труда можно обеспечить, работая хорошо заточенным инструментом с определенными геометрическими параметрами, точными размерами, высоким качеством поверхностей режущей части. Большое влияние на качество заточки оказывает выбор шлифовального круга. Шлифовальный круг и режим заточки должны быть выбраны так, чтобы на затачиваемом инструменте в процессе заточки не создавались чрезмерные местные нагревы, которые снижают режущую способность инструмента. На инструментах из углеродистых и быстрорежущих сталей местный нагрев приводит к изменению микроструктуры пограничных слоев, снижению твердости на отдельных участках, заметных по цветам побежалости. На инструментах с пластинками из твердого сплава местный нагрев создает повышенные внутренние напряжения, что приводит к образованию трещин и повышенной склонности к выкрашиванию режущих кромок. Шлифовальные круги для заточки инструмента характеризуются материалом абразивных зерен, зернистостью, веществом связки, твердостью, структурой, формой и размерами. При заточке инструментов из быстрорежущей стали в качестве абразивного материала используется электрокорунд, а для твердосплавных инструментов — карбид кремния зеленый. Для изготовления шлифовальных кругов абразивные материалы применяются в виде зерен. Размеры зерен характеризуются зернистостью. Номер зернистости определяется размерами сторон ячеек контрольных сит. Величина зерна оказывает большое влияние на чистоту поверхности и производительность заточки. Черновая заточка инструмента производится кругами с но- [c.212]
Шлифовальные круги (рис. 8) классифицируются по химическому составу (твердости), величине зерен (зернистости) и геометрической форме. Твердость абразивных инструментов обозначают буквами и цифрами, например М — круги мягкие (М1, М2, М3), СМ— средне мягкие (СМ1, СМ2), С — средние (С1, С2), СТ — среднетвердые (СТ1, СТ2, СТЗ), Т — твердые (Т1, Т2), ВТ — весьма твердые (ВТ 1, ВТ2), ЧТ — чрезвычайно твердые (ЧТ1, ЧТ2). [c.45]
Шлифовальные круги так же, как и другие типы абразивных инструментов, характеризуются абразивным материалом, материалом связки, зернистостью, твердостью, структурой, формой и размером. [c.577]
Основные эксплуатационные свойства шлифовальных кругов и других типов абразивного инструмента характеризуются следующими признаками абразивным материалом, из которого изготовлен инструмент, его зернистостью, материалом связки, твердостью, структурой, формой и размерами инструмента. [c.13]
Зернистость шлифовального круга, так же как и других типов абразивного инструмента, определяют номером основной фракции [c.13]
Шлифовальные круги характеризуются маркой абразивного материала, зернистостью, материалом связки, твердостью, структурой, формой, размером, классом инструмента и классом дисбаланса. [c.588]
Основным абразивным инструментом для шлифования, заточки и доводки режущих инструментов является шлифовальный круг, характеристикой которого являются форма и геометрические размеры абразивный материал и его зернистость связка, твердость и структура. [c.13]
Твердость абразивного инструмента — это сопротивляемость связки вырыванию абразивных зерен и удержание их до того момента, пока они не потеряют своей режущей способности. Твердость шлифовального круга при одних и тех же номерах зернистости определяется изменением количественного состава связки (табл. 5 и 9). [c.26]
Твердость абразивного инструмента — это сопротивляемость связки вырыванию абразивных зерен с поверхности инструмента под влиянием внешних сил. Чем тверже круги, тем труднее вырвать зерно из связки. Твердость шлифовального круга при одних и тех же номерах зернистости определяется изменением количественного состава связки. Шкала твердости приведена в табл. 21. [c.28]
Шлифовальные круги для заточки режущих инструментов изготовляются преимущественно из искусственных абразивных материалов, что позволяет в более широких пределах устанавливать твердость, структуру и зернистость шлифовальных кругов. [c.213]
Выбор характеристики шлифовального круга зависит от конструкции и назначения режущего инструмента, материала его режущей части, конструкции станка и режимов заточки. Характеристика шлифовального круга определяется 1) абразивным материалом 2) связкой круга 3) твердостью круга 4) структурой круга 5) зернистостью (размер зерна) 6) максимально допустимой окружной скоростью круга. [c.274]
Материалы для доводки. Для доводки режущих инструментов применяются различные абразивные материалы в разных видах. К ним относятся алмазная пыль, карбид бора, зеленый карбид кремния и электрокорунд. Для доводки инструмента из быстрорежущей, легированной и углеродистой сталей щироко применяются пасты ГОИ. Для доводки инструмента применяются шлифовальные круги на бакелитовой связке зернистостью 8, 6, 5, 4, 3, М28, М20 и М14. [c.279]
При доводке шлифовальными кругами выбирают следующую характеристику абразивный материал — карбид кремния зеленый, зернистость — 8—6, твердость— М3—СМ2, связка — бакелитовая, форма — ЧК (чашка коническая). В зависимости от вида режущего инструмента и материала его рабочей части по табл. 60 можно выбрать характеристики шлифовальных кругов и абразивных материалов для доводки. [c.285]
Износ шлифовального круга зависит от обрабатываемого материала, характеристики круга (материала абразивных зерен, зернистости, твердости), режима резания. При работе происходит износ круга, затупление зерен, а также заполнение пространства между зернами металлической пылью (стружкой). Поэтому даже при правильном выборе абразивного инструмента и наличии явления самозатачивания приходится периодически править круг для придания ему правильной формы. Износ шлифовального круга по его ширине происходит неравномерно наиболее интенсивно изнашивается та часть круга, которая встречается с обрабатываемой деталью, — эта часть округляется и выполняет роль заборной части. Затупление круга характеризуется увеличением шероховатости обработанной поверхности, снижением точности обработки, появлением прижогов, уменьшением производительности, появлением дополнительного шума. [c.205]
С уменьшением зернистости шлифовальных кругов в силовой контакт с абразивными инструментами вступает большее число частиц механических примесей, которые не могут разместиться в межзерновом пространстве круга. Уменьшаются расход СОЖ через зону шлифования и количество частиц, попадающих в зону контакта. Эти два фактора противодействуют, причем более твердые круги изнашиваются менее интенсивно. [c.358]
Зернистость, связка, степень твердости и другие параметры маркируют на каждом абразивном инструменте, которые составляют его характеристику. Например, на шлифовальном круге может быть приведе- [c.15]
Зернистость круга соответствует номеру зернистости шлифзерна, из которого сделан шлифовальный круг. Твердость шлифовального круга определяется твердостью не абразивного матёриала, а способностью связки удерживать зерна в круге в процессе работы. Если связка очень прочно удерживает зерна, то круг считается твердым, если связка удерживает зерна слабо — мягким. Твердость абразивных инструментов обозначают буквами и цифрами, например, круги Ml, М2, и М3 — мягкие СМ1 и СМ2 — среднемягкие С1 и С2 — средние СТ1, СТ2 и СТЗ — среднетвердые Т1 и Т2 — твердые ВТ1 и ВТ2 – весьма твердые и ЧТ1, ЧТ2 – чрезвычайно твердые. [c.379]
Из всех инструментов для безалмазной правки наибольшее распространение имеют абразивные диски. Зернистость их берется на три — пять ступеней крупнее, а твердость на нять-шесть степеней выше (по сравнению со шлифовальным кругом, подвер-гаюш,емуся правке). При правке по методу шлифования при круглом наружном шлифовании скорость враш,ения абразивных дисков приравнивается к скорости вращения заготовки, а шлифовальный круг вращается со скоростью, соответствующей его характеристике. Число проходов при правке — три — пять, продольная подача 0,5—0,9 м/мин, поперечная 0,01—0,03 мм последние (чистовые) проходы ведут без поперечной подачи и с уменьшенной продольной подачей (0,4—0,5 м/мин). Безалмазная правка сопровождается обильным охлаждением. [c.518]
Применяемый при обработке ВКПМ алмазно-абразивный инструмент обладает также рядом специфических особенностей. Если речь идет об отрезных и шлифовальных кругах, то, как отмечалось выше (см. гл. 7), они должны иметь большую зернистость и открытую структуру, чтобы уменьшить возможность их засаливания. Конструкции и параметры специального алмазного инструмента приведены в соответствующих главах книги. В этой главе остановимся на наиболее производительном методе сверления ВКПМ — алмазном сверлении, приведя ряд практических рекомендйций в первую очередь по проблеме охлаждения зоны резания. [c.166]
Шлифование пластмасс применяют для получения заданной точности и чистоты поверхностей деталей. Режущим инструментом при этом служат корундовые и карборундовые круги для обработки фенопластов, текстолитов, стеклотекстолитов и гетинакса или наждачные диски с зернистостью № 60—80 и полотна при обработке поливинилхлорида, волокнита, полистирола и др. При обработке полиамидов, полиметилакрилата и полистирола применяют хлопчатобумажные или суконные круги и шлифовальные круги, покрытые специальными пастами. Глубина резания при шлифовании текстолитов, гетинаксов и других слоистых материалов составляет 0,10— 0,15 мм, подача 3—5 м/мин, скорость вращения изделия 3—5 м/мин и скорость резания до 1500—1700 м/мин. При шлифовании волокнита,поливинилхлорида и текстолита абразивные круги и обрабатываемые изделия охлаждают сжатым воздухом при шлифовании полиэтилена, полистирола, полиметилметакрилата — водой, фенопластов, гетинаксов и стеклотекстолитов охлаждение не применяют. [c.682]
Маркировка абразивных инструментов производится на заво-де-изготовителе путем условного обозначения на нерабочей поверхности инструмента материала зерна, зернистости, твердости, материала связки, структуры, формы и размера. Для шлифовальных кругов, кроме того, указывается наибольшая гарантируемая окружная скорость. Например, для круга Э40СМ1К7 ПП400 X X 60 X 100 35 м/сек (рис. 376, е). [c.579]
Маркировка шлифовальных кругов. Маркировка отражает полную характеристику круга абразивные зерна, зернистость, твердость, связку, структуру. Пример маркировки ЭБ.40.СМ2.К4 ПП200Х50×65 30—35 м сек. Это означает, что абразивный инструмент сделан из электрокорунда белого, зернистостью 40, среднемягкий 2, на керамической связке, структура № 4 форма круга плоская прямого профиля диаметром 200 мм, шириной 50 мм и диаметром отверстия под оправку 65 мм-, допускаемая скорость вращения 30—35 м/сек. [c.423]
Для обработки металла шлифованием применяются специальные режушие инструменты, изготовленные из абразивных мапе-риалов. Такие инструменты могут быть выполнены в виде кругов или же в виде сегментов и брусков различной формы и размеров, порошков, паст и шкурок. Шлифовальные круги, сегменты и бруски характеризуются видом абразивного материала, его зернистостью, видом связки, твердостью, структурой и, наконец, формой и равмером инструмента. [c.209]
Маркировка иишфовальных кругов. На торцовой поверхности круга наносится товарный знак предприятия-изготовителя, марка шлифовального материала, зернистость, степень твердости, структура, марка связки, допускаемая окружная скорость. Для кругов диаметром менее 40 мм маркировка наносится на упаковочную коробку. Все характеристики абразивных инструментов обозначаются условными знаками в определенной последовательности. [c.59]
На шлифовальных кругах наносят условные обозначения, называемые маркировкой. Маркировка необходима для правильного выбора инструмента при проведении конкретной работы. Условные обозначения располагают в определенной последовательности абразивный материал и его марка, цомер зернистости, степень твердости, номер структуры, вид связки. Например, условные обозначения сокращешюй маркировки 44А40С26К5 расшифровывают следующим образом монокорунд 44А, зернистость 40, твердость С2, структура 6, связка керамическая разновидности К5. Используют также более полную маркировку кругов. [c.549]
Алмазный круг характеризуется формой и размерами, маркой алмаза как абразивного материала, зернистостью и концентрацией алмазов в алмазоносном с.пое. Типаж алмазных кругов для заточных и шлифовально-доводочных работ приведен в табл. 24. Алмазные шлифовальные круги изготовляют по ГОСТ 16167—80— ГОСТ 16180—81. В соответствии с этими стандартами круги помимо буквенного обозначения и формы (АПП, АЧК, AIT и т. д.) имеют еще цифровое обозначение каждого типоразмера инструмента. Ал.мазные круги всех форм и размеров (кроме АШП) состоят из корпуса, который изготовляют из стали, алюминиевого сплава или пластмасс. В корпусе имеются базовые отверстия, диаметр которых соответствует диаметру посадочных шеек оправок заточных станков. Алмазоносный слой (кольцо) состоит из алмазного порошка, связки и в ряде случаев наполнителя. [c.31]
Маркировка кругов. Шлифовальные круги и другие абразивные инструменты принято маркировать обозначениями, характеризующими абразивный материал, связку, зернистость, твердость. По этим данным выбирают круг для той или иной технологической операции. Маркировка проставляется краской на абразивном инструменте. Так, например, ПП450х50х 1273АЗЭ50С1Б, что [c.104]
Для конкретных условий обработки требуется абразивный инструмент с определенными физико-механическими данными. В связи с этим, круги подвергаются маркировке, в которой кратко дана полная характеристика круга. Например, маркировка ЧАЗ, Э46СМ25К, ПП 500 X 150 X 305, 35 м сек означает, что шлифовальный круг имеет следующую характеристику ЧАЗ — завод-изготовитель, Э — электрокорунд нормальный, зернистостью 46 СМ2 — средней мягкости 2 структура № 5 К — на керамической связке ПП — форма плоская прямого профиля с наружным диаметром — 500 мм шириной (высотой) 150 ММ, диаметром отверстия 305 мм окружная скорость вращения не более 35 м/сек. Практически в маркировке упускается номер структуры. Выбор круга является важным фактором при наладке станка. Доброкачественный шлифовальный круг может оказаться непригодным, если его характеристика не соответствует условиям работы. Только при правильно установленном режиме обработки и правильном выборе характеристики шлифовального круга можно обеспечить производительную работу и высокое качество шлифования. Правильно выбранный круг способен длительно работать без правки, что экономит время и сокращает затраты на обработку. Не следует выбирать круги разных характеристик для выполнения работ, близких по условиям, так как перестановка круга занимает много времени. На качество поверхности и точность размеров детали при шлифовании оказывает значительное влияние уравновешенность шлифовального круга. Если шлифовальный круг недостаточно уравновешен, то наблюдается неравномерное шлифование (выхваты), быстрое изнашивание подшипников шпинделя и преждевременный выход из строя станка. Причинами неуравновешенности шлифовального круга являются неодинаковая плотность материала круга, неточная рма наружной его поверхности расположение отверстия в круге и установка круга на фланцах шпинделя с эксцентрицитетом. Неуравновешенность круга носит название дисбаланс, а операция уравновешивания называется балансировкой. На заводе-изготовителе к балансировке кругов предъявляются требования в соответствии с ГОСТом 3060—55. Наладчик перед установкой круга на фланцах внимательно проверяет нет ли в круге трещин. Иногда для этой цели круг подвешивают и простукивают [c.245]
Шлифовальный круг 24А40СТ9Б5 диаметром 300 мм и зернистостью 40 снимает припуск 0,1 мм. Измерения круга, работавшего 10 мин после правки, позволили установить, что наиболее часто повторяющееся расстояние между абразивными зернами равно / ср = 0,75 do, где do – средний наиболее вероятный размер абразивного зерна в поперечнике. Шаг режущих зерен, составляющих примерно 50 % от всех зерен на рабочей поверхности инструмента, равен Pj = 3,5й о. Для зернистости 40 do = 0,4 мм и [c.132]
mash-xxl.info
Зернистость шлифовальных кругов – Энциклопедия по машиностроению XXL
Зернистость шлифовальных кругов характеризуется размером зерен абразивного материала и обычно обозначается номерами от 200 до 3 и дальше от М40 до М5. [c.387]Зернистость шлифовальных кругов 569 Золотники 729, 730 [c.441]
Выбор зернистости шлифовального круга обусловлен требованиями к чистоте обработанной поверхности. [c.233]
Зернистость шлифовальных кругов из эльбора, их применение [c.40]
Виды обработки резцами, фрезами и зенкерами определяются в зависимости от принятых подач. Виды шлифования определяются в зависимости от зернистости шлифовальных кругов тонкое шлифование применяется для получения соответствующего допуска на размер или для получения чистоты поверхности [c.761]
При шлифовании подача мало влияет на чистоту обрабатываемой поверхности. Поэтому виды шлифования определяются не по величине подачи, а по зернистости шлифовального круга. [c.319]
Зернистость шлифовальных кругов из электрокорундов и карбида [c.768]
Зернистость шлифовального круга оказывает влияние на качество получаемой поверхности чем меньше зерно круга, тем более чистой получается поверхность. Зернистость шлифовальных кругов характеризуется размером зерен и обозначается соответствующим номером. Согласно ГОСТ 3647—59 абразивные материалы разделяют на три группы 1) шлифовальное зерно от № 200 (2500— 2000 мкм) до № 16 (200—160 мкм), 2) шлифовальные порошки от № 12 (1Ш— 25 мкм) до № 3 (40 мкм), 3) микропорошки от М40 до М5 (4,0—3,5 мкм). [c.602]
Зернистость. Зернистость шлифовальных кругов определяется размером зерен абразивного материала и по ГОСТ 3647-47 обозначается номерами от 10 до 320 и дальше от М28 до М5. Чем выше но-мер зернистости круга, тем меньше размеры зерна. Например, при зернистости № 10 размеры зерен находятся в пределах от 2000 до 2300 мк, при зернистости № 320 от 28 до 42 мк. [c.11]
Выбор зернистости круга. Выбор зернистости шлифовального круга зависит от вида шлифования заданной степени чистоты поверхности, точности обработки и режима шлифования. Для отдельных видов шлифования необходимая зернистость указана в табл. 8. [c.121]
Выбор зернистости шлифовального круга [c.121]
Зернистость шлифовального круга влияет на качество получаемой поверхности чем мельче зерно круга, тем чище поверхность. Зернистость шлифовальных кругов характеризуется размером зерен и обозна- [c.433]
В табл. 8 указаны твердость и зернистость шлифовальных кругов при плоском шлифовании периферией круга и в табл. 9— при плоском шлифовании торцом круга, в зависимости от шлифуемого металла и материала абразива. [c.83]
Выбор зернистости шлифовальных кругов для заточки инструмента [c.25]
С увеличением номера зернистости шлифовального круга от 36 до 180 микротвердость шлифованной поверхности увеличивается почти на 10%, а пористость уменьшается примерно в 4 раза (рис. 16). [c.139]
| Рис. 16. Влияние зернистости шлифовального круга на мнкротвердость и пористость хрома |  |
Зернистость шлифовального круга, так же как и других типов абразивного инструмента, определяют номером основной фракции [c.13]
Выбор зернистости круга. Зернистость шлифовального круга выбирают главным образом в зависимости от вида шлифовальной операции черновой, получистовой или чистовой, а также в зависимости от требований к чистоте и точности обработки. При черновом шлифовании используют круги, изготовленные из более крупных зерен, чем при чистовом. Высокие требования к чистоте и точности обработки в большинстве случаев обеспечиваются путем применения кругов с более мелким зерном. Закаленные детали и твердые сплавы шлифуют более мелкозернистыми кругами, чем незакаленные. Для шлифования деталей из материалов, склонных к большему засаливанию (латунь, медь и др.), используют круги с более крупным зерном. При больших контактных поверхностях шлифовального круга с обрабатываемой деталью (шлифование торцом круга и др.) применяют круги с более крупным зерном. [c.20]
Для шлифовки чугунных и стальных валков применяют шлифовальные круги различной твердости мягкие (М), среднемягкие (СМ), средние (С), среднетвердые (СТ). Зернистость шлифовальных кругов обозначается номерами от 10 до 250 (чем больше номер, тем мельче зерно). Для шлифовки валков применяют кру- [c.403]
Зернистостью шлифовального круга называется число, определяющее величину абразивных зерен, входящих в состав данного круга. [c.646]
Влияние зернистости шлифовального круга. Увеличению размера зерна в шлифовальных кругах из черного, карборунда соответствует увеличение Яск, т. е. ухудшение микрогеометрии поверхности. [c.73]
Сравнивая эти формулы с предыдущими, установили, что на чистоту поверхности зернистость шлифовального круга оказывает большее влияние, чем его твердость. [c.73]
Зависимость усилия подачи от зернистости шлифовального круга можно представить в виде формулы [c.87]
Зернистость шлифовальных кругов для заточки [c.23]
При шлифовании наиболее существенное влияние на чистоту поверхности оказывают зернистость шлифовального круга — чем выше номер зернистости, тем выше чистота поверхности окружная скорость круга — чем выше скорость, тем чище поверхность скорость вращения (перемещения) обрабатываемой заготовки — чем выше [c.155]
Зернистость шлифовального круга Допуск на диаметральный размер 6 в мк……….. [c.160]
Зернистость шлифовального круга 24-30 46-100 [c.161]
Зернистость шлифовального круга. ….. Допуск Ь в мк….. 45 24- 45 -36 45 45 50 24 зе 50 50 24- 60 -36 60 [c.168]
Шлифовальные круги для заточки режущих инструментов изготовляются преимущественно из искусственных абразивных материалов, что позволяет в более широких пределах устанавливать твердость, структуру и зернистость шлифовальных кругов. [c.213]
Зернистость круга. Величина зерна абразивного материала оказывает существенное влияние на производительность заточки и чистоту обработанной поверхности. Зернистость шлифовальных кругов определяется размером зерен абразивного материала и обозначается номерами. Чем выше номер зернистости круга, тем меньше размеры зерна. [c.217]
Величина зерна абразивного материала оказывает существенное влияние на производительность заточки и чистоту обработанной поверхности. Зернистость шлифовальных кругов определяется размером зерен абразивного материала и обозначается номерами. По зерни- [c.274]
Зернистость шлифовального круга характеризует размеры зерен круга в поперечнике. От величины зерен зависят чистота поверхности и точность обработки определяется зернистость просеиванием абразивных зерен через ряд сит с различным числом отверстий, приходящихся на 1 сл 2 или на 1 пог. дюйм сита. [c.101]
Уменьшение номера зернистости шлифовального круга повышает чистоту обработанной поверхности и стойкость круга по профилю, гга увеличивает опасность появления прижогов. Повышение твердости шлифовального круга также способствует сохранению профиля круга, но в еще большей степени увеличивает опасность появления прижогов на обрабатываемой поверхиости. [c.214]
Время в мин при зернистости шлифовального круга [c.570]
Зернистость шлифовального круга выбирают в зависимости от свойств обрабатываемого материала и технологических требований (шероховатости поверхности, точности). При черновом шлифовании применяют шлифовальные круги с относительно более крупным зерном. При обработке вязких металлов выбирают шлифовальные круги также более крупнозернистые, чем при обработке твердых и хрупких металлов, во избежание засаливания абразивного круга. При применении крупнозернистых кругов достигается и большая производительность работы, однако необходимость получения более [c.199]
В первом случае соединяемые участки поверхностей перед формованием деталей покрывают одним слоем стеклянной ткани так, чтобы исключить ее сквозную пропитку. Непосредственно перед приформовкой этот слой удаляют. Если этот способ подготовки не приемлем из-за экономических соображений, поверхности зачищают машинками, снабженными шлифовальными кругами, до полного удаления с них лаковой пленки связующего [3]. При этом прочность при растяжении соединения встык с накладками тем выше, чем меньше зернистость шлифовальных кругов (рис. 8.13), поскольку при более гладкой поверхности (при меньшей зернистости) обеспечивается более равномерная толщина слоя связующего в зоне контакта приформовочной массы с соединяемой деталью и, как представляется, образуется менее дефектная граница контакта накладки и детали. Такое объяснение согласуется с результатами исследования влияния обработки поверхностей стеклопластиков перед их склеиванием [15]. [c.556]
| Рис. 8.13. Зависимость разрушающего напряжения т при растяжении стыкового формованого соединения стеклотекстолита на основе полиэфирной смолы ПН-3 и стеклоткани АСТТ(Б)-С2 0 от величины зернистости шлифовального круга, с помощью которого обрабатывали соединяемые поверхности | 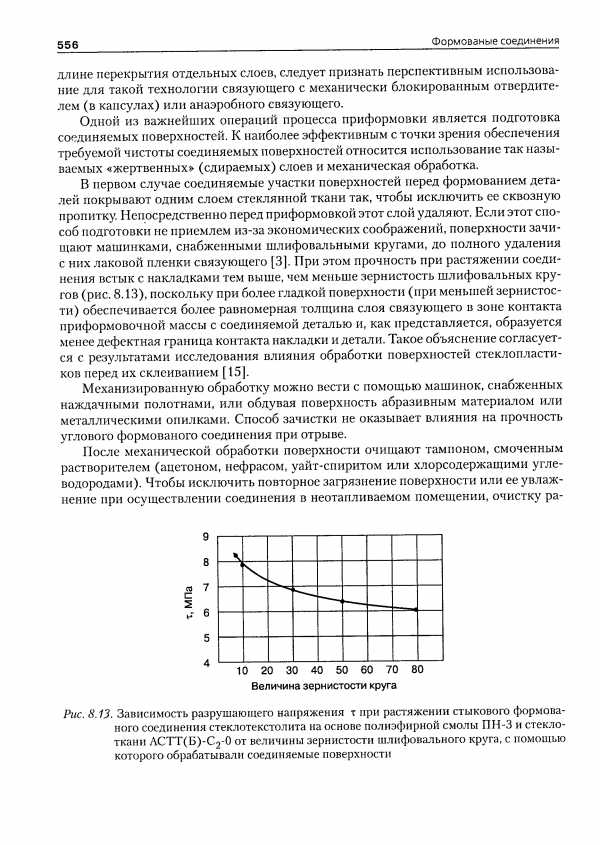 |
Фрезсрование………. Подача 5 мя зуб Зернистость шлифовального круга Обработка отверстий. 0,12-0,20 24-36 0,08-0,12 46-100 0,04-0,08 120—180 [c.761]
Величина неровностей обработанной поверхности зависит от формы лезвия режущего инструмента, подачи, зернистости шлифовального круга и т. д. Профилограмма поверхностных неровностей (фиг. 7) наглядно показывает в увеличенном виде микрогеометрию (рельеф микроповерхности), которая и служит средством для оцен- [c.19]
При рассмотрении в микроскоп даже чисто шлифованной поверхности можно увидеть, что она имеет неровности (рис. 63) в виде гребешков различной высоты. Высота Л этих гребешков и расстояние L между ними зависят от зернистости шлифовального круга, размеров снимаемой стружки, обрабатываемого материала, способности круга самозатачиваться, правильности враш ения [c.100]
Зернистость шлифовальных кругов и шлифпорошков [c.899]
Правящий инструмент Продольная подача, м1мин Номер зернистости шлифовальных кругов [c.235]
Зернистость шлифовальных кругов выбирают в зависимости от вида выполняемой работы и требований к шероховатости обрабатываелюй поверхности. Для обдирочного плоского шлифования применяют шлифовальные сегменты (ГОСТ 2564—67) с зернистостью 125—80 и шлифовальные круги с зернистостью 125—50. Предварительное круглое и плоское шлифование производят кругами с зернистостью 50—25. При окончательно.м шлифовании поверхностей, в том числе и фасонных поверхностей, применяют круги с зернистостью 25—12, а для шлифования резьбы 80—3. [c.129]
Зернистость шлифовального круга оказывает влияние на качество шлифуемой поверхности чем мельче зерно круга, тем более чистой получается поверхность. Зернистость шлифовальных кругов характеризуется размером его абразивных зерен и обозначается соответствующим номером. По ГОСТ 3647—59 абразивные ыатериа.лы в СССР по размерам подразделяются на три группы [c.401]
mash-xxl.info