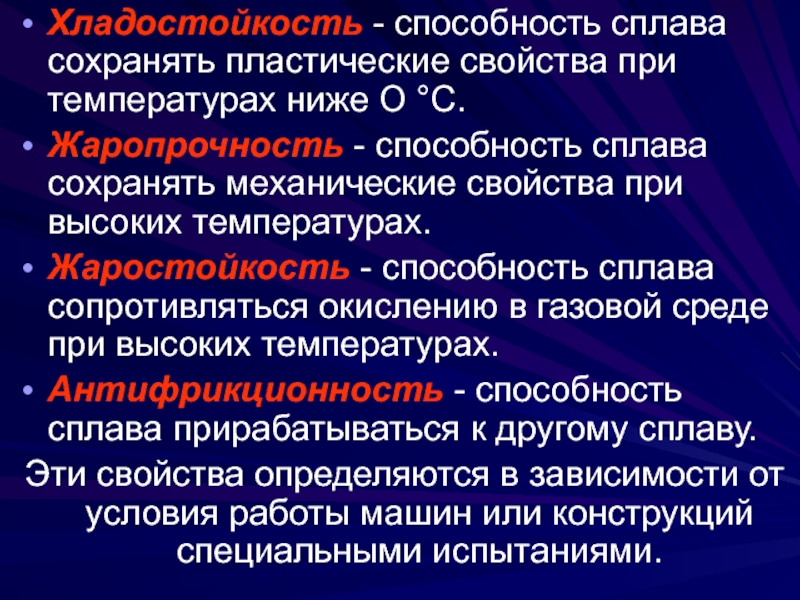
Жаростойкость металла это: Жаростойкость. Жаростойкая сталь. Жаростойкие сплавы.
alexxlab | 17.02.2021 | 0 | Разное
Жаростойкость – Справочник химика 21
Большой интерес представляют сплавы на основе карбидов, нитридов, боридов и силицидов ниобия и тантала, отличающиеся исключительной твердостью, химической инертностью и жаростойкостью. [c.542]Для изготовления аппаратов, предназначенных для работы с коррозионными средами н для работы при высоких температурах, применяют высоколегированные стали. На стали высоколегированные и сплавы коррозионностойкие, жаростойкие и жаропрочные разработан ГОСТ 5632—72. Стандарт распространяется иа высоколегированные стали н сплавы иа железной, железоникелевой и никелевой основах. Согласно ГОСТу, в зависимости от основных свойств эти стали и сплавы подразделяют иа трн группы [c.59]
Стекло. Стекло по своему составу бывает различным. Не всякое стекло пригодно для химических работ. Лучшим сортом является жаростойкое стекло (так называемое пирекс), отличающееся сравнительно малым коэффициентом расширения, высокой температурой размягчения и большой химической устойчивостью.
Некоторые металлы и сплавы подвергаются значительному разрушению под действием растворов кислот и щелочей, применяемых при очистке газа. Щелочи низкой и средней концентрации не вызывают коррозии обыкновенной стали. При повышении концентрации щелочи начинается выщелачивание с поверхности металла сульфидов, силикатов и окислов. Это явление приводит к снижению механической прочности и жаростойкости металлов. На детали, находящиеся под повышенными механическими нагрузками, например вращающиеся части центробежных насосов, коррозионное действие щелочей усиливается. [c.32]
Основным компонентом, входящим в состав жаростойких сплавов и сталей, из которых изготавливаются камера сгорания, газовая турбина и реактивное сопло, является никель. При сгорании всех сернистых соединений топлива образуется сернистый газ. В условиях температур выше 1000° С может образоваться сернистый никель, ЧТО приводит к образованию эвтектики никель—сернистый никель. Так как температура плавления этой эвтектики равна приблизительно 650° С, она выгорает и вызывает разрушение деталей. [c.57]
При сгорании всех сернистых соединений топлива образуется сернистый газ. В условиях температур выше 1000° С может образоваться сернистый никель, ЧТО приводит к образованию эвтектики никель—сернистый никель. Так как температура плавления этой эвтектики равна приблизительно 650° С, она выгорает и вызывает разрушение деталей. [c.57]
NI зРе—N i зМп—N i зСг—N1 зУ—N i дТ I—NI зА1. Интерметаллические соединения никеля часто отличаются высокой жаростойкостью и жаропрочностью, являются основой ряда конструкционных материалов для ракетной, газотурбинной и атомной техники. Интерметаллиды входят в состав сплавов никеля, придавая им ценные физико-химические и механические свойства.
Основное оборудование. Реактор с аксиальным вводом сырья сверху вниз футерован изнутри жаростойким цементным покрытием [c.53]
Основное оборудование. Реактор футерован изнутри жаростойким цементным покрытием с повышенными теплоизоляционными свойствами. Диаметр реактора 3000 мм. [c.52]
Диаметр реактора 3000 мм. [c.52]
С соответствующими металлами кобальт, родий и иридий образуют твердые растворы и интерметаллические соединения, что определяет физико-химические и механические свойства их сплавов. Особо широко используются кобальтовые сплавы. Многие из них жаропрочны и жаростойки. Например, сплав виталлиум (65% Со, i8% Сг, 3% Ni и 4% Мо), применяемый для изготовления деталей реактивных двигателей и газовых турбин, сохраняет высокую проч-I ость и практически не подвергается газовой коррозии вплоть до 800—900°С. Имеются также кислотоупорные сплавы, не уступающие платине. Кобальтовые сплавы типа алнико (например, 50% Fe, 24% Со, 14% Ni, 9% А п 3% Си) применяются для изготовления постоянных магнитов. Для изготовления режущего инструмента важное значение имеют так называемые сверхтвердые сплавы, представляющие собой сцементированные кобальтом карбиды вольфрама (сплавы ВК) и титана (сплавы ТК). Большое значение имеет кобальт как легирующая добавка к сталям.
Схема установки для конверсии метана водяным паром представлена на рис. V-1. Метан вместе с водяным паром поступает в трубы (из жаростойкой стали), заполненные зернистым никелевым катализатором. Снаружи трубы обогреваются сгорающими газами (в балансе не нужно учитывать эти газы.) [c.109]
Стали высоколегированные, сплавы коррозионностойкие, жаростойкие и жаропрочные стандартизованы (ГОСТ 5632—72).
Многоподовые печи получили большое распространение для сжигания осадков сточных вод в некоторых странах, в первую очередь в США. Многоподовая печь состоит из стального цилиндрического жаростойкого корпуса, внутри которого размещены одна над другой топки, число которых колеблется от 4 до 8. В центре печи находится вращающаяся ось, к которой крепятся лопасти для перемешивания осадка. Влажный осадок перемешивается лопастями из топки в топку навстречу выходящим дымовым газам, в результате чего осадок подсушивается. Печи такого типа в комбинации с камерой дополнительного выжигания золы для обезвреживания осадков сточных вод применяют и в Японии (рис. 45). [c.121]
Печи такого типа в комбинации с камерой дополнительного выжигания золы для обезвреживания осадков сточных вод применяют и в Японии (рис. 45). [c.121]
Листовая сталь. При заказе углеродистых сталей обыкновенного качества и двухслойных сталей с основным слоем из стали обыкновенного качества по ГОСТ 380—71 указывается, что сталь предназначена для сварных конструкций, степень раскисления (сп, кп, пс). При заказе высоколегированной коррозионно-стойкой и жаростойкой листовой стали по ГОСТ 7350—66 глубина зачистки не должна выводить листы за пределы минусовых отклонений по толщине. [c.11]
Верхнюю часть факельного ствола (факельную головку) длиной 2—5 м рекомендуется выполнять из жаростойкой стали и футеровать жаростойким бетоном. Для защиты факельной горелки от термического воздействия пламени следует предусматривать экраны, футерованные шамотным кирпичом. [c.230]
Гомополимер поступает в продажу под названием Гидрин 100, а сополимер с окисью этилена — под названием Гидрин 200 (с недавних пор Херклор X и Херклор Ц). По данным фирмы, эти типы гид-ринов должны обладать такой комбинацией свойств, какой до сих пор не было ни у одного из синтетических каучуков. По жаростойкости п сопротивлению действию озона и других окислителей Гидрин 100 и Гидрин 200 равны этилен-пропиленовым сополимерам. По мас-лостойкости они приближаются к нитрильному, каучуку, а по газопроницаемости соответствуют бутилкаучуку.
По данным фирмы, эти типы гид-ринов должны обладать такой комбинацией свойств, какой до сих пор не было ни у одного из синтетических каучуков. По жаростойкости п сопротивлению действию озона и других окислителей Гидрин 100 и Гидрин 200 равны этилен-пропиленовым сополимерам. По мас-лостойкости они приближаются к нитрильному, каучуку, а по газопроницаемости соответствуют бутилкаучуку.
Карбиды состава M (Ti , V , Nb ) и М С (Mog , Wg ) наряду с исключительной жаростойкостью и тугоплавкостью (2000—3500°С) характеризуются высокой коррозионной стойкостью. [c.398]
Остаток а) вместе с песком применялся как связывающий реагент для отливок б) применялся в производстве жаростойкого лака в) в качестве смазки. [c.282]
Первичную паровую конверсию метана проводят на катализаторе, помещенном в металлические трубы, изготовленные из специальных жаростойких материалов. Тем не менее в производственных условиях не редки случаи, когда такие трубы перегорают.
Никелевый катализатор. Проведение процесса в две стадии предотвращает отложение углерода на катализаторе. На стадии вторичного риформинга метана применяют жаростойкий катализатор [c.97]
Катализатор поступает из регенератора в нижний узел ствола, где предварительно аэрируется водяным паром и затем смешивается с сырьем. Смесь катализатора с сырьем и водяным паром поднимается по стволу п, пройдя конус с газораспределительной решеткой, поступает в зону форсированного кипящего слоя. От эрозии ствол и конус защищены слоем жаростойкого бетона, нанесенного па панцирную сетку. Ствол приварен к коническому днищу де-сорбера и имеет вверху распорное устройство. Нижняя часть ствола воспринимает горизонтальное усилие катализаторопровода и передает его через скользящую опору на фундамент.
Корпус аппарата многослойный в рулонированном исполнении, изнутри изолирован слоем жаростойкого торкрет-бетона толщиной 100 мм, В кольцевое пространство между корпусом н стаканом снизу подают холодный водород. [c.234]
С точки зрения технологии изготовления, свариваемость, зональные свойства сварного соединения должны находиться на уровне свойств основного материала – пластичность (85 5 18% ат/ 0,6), В целом к аппаратостроительным относятся пластичные хорошо свариваемые стали, отвечающие требованиям коррозионной и жаростойкости и жаропрочности. [c.205]
Корпус аппарата обычно изготовляют из углеродистых сталей. Для теплоизоляции и предотвращения абразивного износа корпуса регенератора со стороны постоянно движущихся значительных масс катализатора его изнутри покрывают слоем жаростойкого торкрет-бетона толщиной 150—200 мм, нанесенного на панцирную сетку (рис. 20). Применение торкретбетона позволяет снизить температуру и толщину стенок корпуса.
Силициды применяют для получения жаростойких и кислотоупорных сплавов и в качестве высокотемпературных полупроводниковых материалов. Из дисилицида молибдена Мо312, выдерживающего нагрев до 1600—1700 С в агрессивной атмосфере, изготовляют нагреватели электропечей. Ряд силицидов /-элементов применяется в атомной энергетике в качестве поглотителя нейтронов и т. д, [c.412]
Бс Льшинство боридов d- и /-элементов очень тверды, жаростойки 2000 —3000°С) и химически устойчивы. Бориды s-элементов химически а действием кислот, образуя смеси бороводородов. [c.437]
Жаропрочные и жаростойкие бориды d-элемевтов (Сг, Zr, Ti, Nb, Та) и их сплавы применяются для изготовления деталей реактивных двигателей, лопаток газовых турбин и пр. Некоторые бориды используются как катализаторы, в качестве материалов для катодов электронных приборов и т, д.
Котел служил для получения пара давлением 10,5 МПа (105 кгс/см ) и представлял собой вертикальный кожухотрубный теплообменник. Корпус котла изнутри был футерован жаростойким бетоном и снабжен защитным стаканом, а снаружи заключен в водяную рубашку. Темяература газа на выходе из котла составляла 482 °С, на входе в котел 1002 °С. Давление в межтрубном пространстве было равно 3,2 МПа (32 кгс/ом ). Установка работала в нормальном технологическом режиме с нагрузкой 97% от проектной. [c.20]
Корпус котла изнутри был футерован жаростойким бетоном и снабжен защитным стаканом, а снаружи заключен в водяную рубашку. Темяература газа на выходе из котла составляла 482 °С, на входе в котел 1002 °С. Давление в межтрубном пространстве было равно 3,2 МПа (32 кгс/ом ). Установка работала в нормальном технологическом режиме с нагрузкой 97% от проектной. [c.20]
Основная масса выплавляемого никеля (около 80%) используется для получения никелевых сплавов и легированных сталей (нержавеющих, бронебойных, жаростойких и др.). Из никеля изготавливают специальную аппаратуру химических производств. Он применяется также для декоративно-защитных покрытий на других л еталлах. Палладий и платина используются для изготовления коррозионностойкой лабораторной посуды, аппаратов и приборов хи-л ических производств, для термометров сопротивления и термопар, i также электрических контактов. Из платины изготавливают нерастворимые аноды, например, для электрического производства Iадсерной кислоты и перборатов. Палладий и платина применяются Е ювелирном деле. [c.608]
Палладий и платина применяются Е ювелирном деле. [c.608]
Основные требования к аппаратостроительным сталям – это эксплуатационные – механическая прочность, коррозионная стойкость, жаропрочность и жаростойкость, [c.205]
Применительно к оборудованию, работающему в условиях окисления при высоких температурах, разработана хорошо свариваемая сгаль ЭП904-ВИ. Сталь отличается высокой жаростойкостью до 1300 С. Применение ее весьма эффективно для элементов крепления поверхностей нагрева энергетических котлоагрегатов, особенно в случаях работы на высокосернистом топливе. [c.244]
Для обеспечения надежности узла электровводов колонны и исключения нагрева вихревыми токами необходимы тщательное наложение изоляции на конус токовво-да, применение качественной жаростойкой слюды и немагнитных сталей для деталей токовводов. Несоблюдение этих требований может привести к пожарам и авариям. [c.63]
Жаростойкие или окалиностойкие стали, химически стойкие к Д. ЫМОВЫМ газам. Окалииостойкость сталям придают главным образом хром (табл. 5), кремний, алюминий. Эти элементы способствуют образованию на поверхности стали заш,итиой нленки из окислов, прочно и плотно прилегающих к основному металлу. [c.16]
ЫМОВЫМ газам. Окалииостойкость сталям придают главным образом хром (табл. 5), кремний, алюминий. Эти элементы способствуют образованию на поверхности стали заш,итиой нленки из окислов, прочно и плотно прилегающих к основному металлу. [c.16]
Реактор установки средней производительности (рис. 189) имеет впутреппий диаметр верхней части 8000 мм, средней (десор-бера) 4500 мм и нижней (ствола) 1600 мм. Общая высота аппарата 55 м. Корпус аппарата изготовлен из стали 16ГС, внутренние устройства — из стали 08X13. Корпус аппарата изнутри футерован слоем жаростойкого торкрет-бетона толщиной 150 мм. [c.222]
Внутренний диаметр верхней части (зона сепарации) регенератора (рис. 190) той же установки 11 ООО мм, нижпей части (зона выжигания) 9000 мм. Общая высота аппарата 27,2 м. Корпус аппарата выполнен из стали 16ГС и изнутри теплоизолирован слоем жаростойкого торкрет-бетона толщиной 200 мм с панцирной сеткой. Внутренние устройства изготовлены из сталей 12Х18Н10Т и 08X13. [c.223]
[c.223]
Изнутри корпус заслонки изолирован жаростойкой футеровкой 10. Вал п лопасти выполнены из стали 12Х18Н9Т. [c.313]
Химия (1986) — [ c.511 ]
Физика и химия твердого состояния (1978) — [ c.206 ]
Коррозия и защита от коррозии (2002) — [ c.21 , c.54 , c.59 , c.60 , c.61 , c.62 , c.63 , c.170 , c.192 , c.193 , c.277 ]
Физика и химия в переработке нефти (1955) — [
c. 173
]
173
]
Охрана труда в химической промышленности (0) — [ c.352 ]
Энциклопедия полимеров Том 3 (1977) — [ c.0 ]
Энциклопедия полимеров том 1 (1972) — [ c.0 ]
Защита от коррозии старения и биоповреждений машин оборудования и сооружений Т2 (1987) — [ c.400 , c.430 ]
Энциклопедия полимеров Том 1 (1974) — [ c.0 ]
Энциклопедия полимеров Том 3 (1977) — [ c.0 ]
Химия (1975) — [ c.514 ]
Охрана труда в нефтеперерабатывающей и нефтехимической промышленности (1983) — [ c.275 ]
Неметаллические химически стойкие материалы (1952) — [
c. 182
]
182
]
Общая химия Изд2 (2000) — [ c.328 ]
Коррозия и защита от коррозии Изд2 (2006) — [ c.21 , c.54 , c.59 , c.60 , c.61 , c.62 , c.63 , c.170 , c.192 , c.193 , c.277 ]
Краткая химическая энциклопедия Том 2 (1963) — [ c.15 ]
Свойства химических волокон и методы их определения (1973) — [ c.163 , c.166 ]
Курс физиологии растений Издание 3 (1971) — [
c. 369
]
369
]
Курс общей химии (0) — [ c.235 ]
Курс общей химии (0) — [ c.235 ]
Предмет химии (0) — [ c.235 ]
Физиология растений (1980) — [ c.285 ]
Жаростойкость – это… Что такое Жаростойкость?
- Жаростойкость
- окалиностойкость, способность металлических материалов противостоять химическому разрушению поверхности под воздействием воздушной или иных газообразных сред при высоких температурах. Ж. металла (сплава) в окислительной атмосфере определяется свойствами образующегося на поверхности металла слоя окислов — окалины, затрудняющей диффузию газа в глубь металла и тем самым препятствующей развитию газовой коррозии.
 Количественными характеристиками Ж. являются: увеличение массы испытуемого образца за счёт поглощения металлом кислорода либо убыль массы после удаления окалины с поверхности образца, отнесённые к единице поверхности и ко времени испытания. Одновременно учитывается состояние поверхности образца (изделия), которое при одинаковых количественных характеристиках может быть качественно различным. Ж. наряду с Жаропрочностью является основным критерием пригодности данного материала для высокотемпературной службы.
Количественными характеристиками Ж. являются: увеличение массы испытуемого образца за счёт поглощения металлом кислорода либо убыль массы после удаления окалины с поверхности образца, отнесённые к единице поверхности и ко времени испытания. Одновременно учитывается состояние поверхности образца (изделия), которое при одинаковых количественных характеристиках может быть качественно различным. Ж. наряду с Жаропрочностью является основным критерием пригодности данного материала для высокотемпературной службы.
 Количественными характеристиками Ж. являются: увеличение массы испытуемого образца за счёт поглощения металлом кислорода либо убыль массы после удаления окалины с поверхности образца, отнесённые к единице поверхности и ко времени испытания. Одновременно учитывается состояние поверхности образца (изделия), которое при одинаковых количественных характеристиках может быть качественно различным. Ж. наряду с Жаропрочностью является основным критерием пригодности данного материала для высокотемпературной службы.
Количественными характеристиками Ж. являются: увеличение массы испытуемого образца за счёт поглощения металлом кислорода либо убыль массы после удаления окалины с поверхности образца, отнесённые к единице поверхности и ко времени испытания. Одновременно учитывается состояние поверхности образца (изделия), которое при одинаковых количественных характеристиках может быть качественно различным. Ж. наряду с Жаропрочностью является основным критерием пригодности данного материала для высокотемпературной службы.Большая советская энциклопедия. — М.: Советская энциклопедия. 1969—1978.
- Жаростойкий бетон
- Жаротрубный котёл
Смотреть что такое “Жаростойкость” в других словарях:
жаростойкость — жаростойкость … Орфографический словарь-справочник
Жаростойкость — – способность металла сопротивляться окислению при высоких температурах.
[Блюм Э. Э. Словарь основных металловедческих терминов. Екатеринбург, 2002 г.] Жаростойкость – способность металла сопротивляться коррозионному воздействию газов при… … Энциклопедия терминов, определений и пояснений строительных материаловЖАРОСТОЙКОСТЬ — 1) для металлических материалов то же, что жароупорность, окалиностойкость.2) Для других конструкционных материалов (напр., бетона) способность противостоять химическому и механическому разрушению при высоких температурах … Большой Энциклопедический словарь
Жаростойкость — (окалиностойкость) сопротивление металла окислению при высоких температурах. Начальная стадия окисления чисто химический процесс, однако, дальнейшее течение окисления уже сложный процесс, заключающийся не только в химическом… … Википедия
жаростойкость — сущ., кол во синонимов: 5 • жаровыносливость (4) • жаропрочность (4) • жароупорность … Словарь синонимов
жаростойкость — Способность металла сопротивляться коррозионному воздействию газов при высоких температурах.
[ГОСТ 5272 68] Тематики коррозия металлов … Справочник технического переводчикаЖАРОСТОЙКОСТЬ — способность металлов и сплавов противостоять хим. разрушению под действием окислительной среды при высоких температурах … Большая политехническая энциклопедия
Жаростойкость — [resistance to scaling] (окалиностойкость) способность материала противостоять химическому разрушению поверхности под действием воздуха или другой окислительной среды при высоких температураx. Жаростойкость металла (сплава) в окислительной… … Энциклопедический словарь по металлургии
ЖАРОСТОЙКОСТЬ — [resistance to scaling] (окалиностойкость) способность материала противостоять химическому разрушению поверхности под действием воздуха или другой окислительной среды при высоких температурax. Жаростойкость металла (сплава) в окислительной… … Металлургический словарь
жаростойкость — (окалиностойкость), способность металлических материалов противостоять при высоких температурах химическому воздействию, в частности окислению в газовой среде и последующему разрушению изделия.
Жаростойкость металла (сплава) в окислительной… … Энциклопедия техникижаростойкость — 1) для металлических материалов то же, что жароупорность, окалиностойкость. 2) Для других конструкционных материалов (например, бетона) способность противостоять химическому и механическому разрушению при высоких температурах. * * *… … Энциклопедический словарь
 [Блюм Э. Э. Словарь основных металловедческих терминов. Екатеринбург, 2002 г.] Жаростойкость – способность металла сопротивляться коррозионному воздействию газов при… … Энциклопедия терминов, определений и пояснений строительных материалов
[Блюм Э. Э. Словарь основных металловедческих терминов. Екатеринбург, 2002 г.] Жаростойкость – способность металла сопротивляться коррозионному воздействию газов при… … Энциклопедия терминов, определений и пояснений строительных материалов [ГОСТ 5272 68] Тематики коррозия металлов … Справочник технического переводчика
[ГОСТ 5272 68] Тематики коррозия металлов … Справочник технического переводчика Жаростойкость металла (сплава) в окислительной… … Энциклопедия техники
Жаростойкость металла (сплава) в окислительной… … Энциклопедия техникиВлияние величины зерна на жаропрочность сплавов
На складе компании ООО “Новьсталь” представлен большой выбор нержавеющего проката. Это продукция из “пищевой” нержавейки (например, труба 12х18н10т), так и “жаропрочка” 20х23н18 . О последнем типе нержавейки мы и поговорим.
Жаропрочные свойства сталей и сплавов тесно связаны с величиной зерна. Влияние величины зерна нельзя рассматривать в отрыве от процессов, протекающих в приграничных объемах, имея в виду преимущественное распределение примесей в областях кристалла, обладающих повышенными искажениями. Скопления некоторых примесей в приграничных объемах, ослабляющих прочность связей между кристаллами при высоких температурах, в ряде случаев могут служить причиной резкого снижения жаропрочности.
Скопления некоторых примесей в приграничных объемах, ослабляющих прочность связей между кристаллами при высоких температурах, в ряде случаев могут служить причиной резкого снижения жаропрочности.
Рис. 1. Влияние величины зерна на 100ч длительную прочность (а) п пластичность при кратковременных испытаниях (б) хромоникелевой стали типа 20х23н18
Впервые влияние величины зерна на сопротивление ползучести было установлено на стали 12х18н10т . Сталь с крупным зерном (закалка с 1150° С) имела более высокое сопротивление ползучести, чем горячекатаная с мелким зерном. Было отмечено, что при температурах испытания несколько выше температуры начала рекристаллизации в случае крупнозернистой стали наклон линий на двойной логарифмической диаграмме менее крутой, что свидетельствует о лучшем сопротивлении ползучести.
Аналогичные результаты были получены на хромоникелевой стали 20х23н18 после закалки ее на крупное и мелкое зерно (рис. 1). Сталь 20х23н18 с крупным зерном, имеющая более высокую жаропрочность, при испытаниях на длительную прочность обнаруживает малую пластичность.
1). Сталь 20х23н18 с крупным зерном, имеющая более высокую жаропрочность, при испытаниях на длительную прочность обнаруживает малую пластичность.
Многочисленный экспериментальный материал о влиянии величины зерна на прочностные свойства позволяет сделать следующие обобщения.
При комнатных и пониженных температурах испытания прочностные характеристики сталей и сплавов более высокие у сплавов с более мелким зерном. При более высоких температурах сплавы с крупнозернистой структурой показывают лучшую жаропрочность, но при одновременном ухудшении пластических свойств. Это общее положение действительно как для сплавов с аустенитной структурой, так и для сталей с ферритной структурой. В присутствии примесей влияние величины зерна сказывается еще сильнее.
Хотя механизм поведения вредных примесей в пограничных областях еще недостаточно изучен, установлено, что ничтожные доли примесей (S, Pb, Sn, Sb, Bi) могут очень сильно понижать жаропрочные характеристики. Достаточно указать, что в присутствии десятитысячных долей свинца в никельхромотитанистом сплаве 75-20-2,5 Ti с 0,7% Аl жаропрочность сплава резко уменьшается.
Достаточно указать, что в присутствии десятитысячных долей свинца в никельхромотитанистом сплаве 75-20-2,5 Ti с 0,7% Аl жаропрочность сплава резко уменьшается.
При затвердевании сплава в первую очередь кристаллизуются порции основного, более тугоплавкого вещества, а легкоплавкие примеси, особенно нерастворимые, скапливаются в пограничных зонах. В литых материалах эта разница в концентрации примесей, а также в свойствах материала в пограничном слое и в самих зернах более значительна, чем в деформированных.
Однако опыт работы с жаропрочными сплавами показывает, что и у деформированных материалов ослабление прочности по границам зерен при повышенных температурах может быть значительным, особенно если металл загрязнен вредными легкоплавкими примесями .
Не все примеси, выделяющиеся по границам зерен, оказывают вредное воздействие. Имеется группа элементов (например, молибден, вольфрам, ниобий и бор), присадка которых в небольших количествах действует положительно, увеличивая прочность пограничных слоев при высоких температурах.
Необходимо учитывать нежелательные и возможные изменения концентрации легирующих элементов в пограничном слое вследствие диффузии или образования новых фаз, которые могут привести к понижению жаропрочности, часто сопровождающемуся снижением пластичности.
Разница в величине зерна хромоникелевой стали 12х18н10т сказывается на процессах выделения карбидов хрома по границам зерен и на склонности стали к межкристаллитной коррозии. Хотя это не имеет прямого отношения к процессам разупрочнения, однако особая чувствительность стали типа 12х18н10т к меж- кристаллитной коррозии позволила установить обеднение твердого раствора хромом в межкристаллических слоях.
Аналогичные изменения в концентрации твердого раствора на границах зерен по сравнению с самими зернами происходят у других материалов. Это очень хорошо выявляется различной травимостью зерен после гомогенизации сплава при высокой температуре и последующих длительных нагревов в интервале рабочих температур. Это также хорошо обнаруживается методом радиографии , широко используемой в последнее время.
Отмечено, что процессы дисперсионного твердения, связанные с образованием карбидных и интерметаллидных фаз, протекают в зависимости от величины зерна. Особенно отчетливо это наблюдается в аустенитных сталях, закаленных с высоких температур,
т. е. в сталях с грубозернистой структурой. Процессы протекают гораздо интенсивнее при одновременном действии напряжений и температур, чем при воздействии только одних температур.
Рис. 2. Влияние неравномерности деформации при растяжении на величину зерна стали ЭИ696 (а) и вид рабочей лопатки из стали ЭИ388 с разнозернистой структурой (б)
Наличие большого количества примесей, в том числе и легкоплавких (Sn, Pb и др.), понижающих температуру плавления приграничных объемов, приводит к общему ослаблению последних при высоких температурах и служит основной причиной межкрметаллитного разрушения.
Жаропрочные характеристики высоколегированных сталей и сплавов в сильной степени снижаются и при разнозернистости материала, т. е. когда в изделии или образце одновременно присутствуют кристаллы с мелким и очень крупным зерном (рис. 2, а). Такого рода смесь кристаллов возникает в изделиях при горячей обработке давлением, когда часть металла попадает в зону критических степеней деформации (рис. 2, б).
Грубозернистая структура образуется в тех частях изделия, где пластическая деформация была затруднена по конструктивным причинам, связанным с течением металла в штампе, а также вследствие неравномерного охлаждения металла в процессе деформации.
Сопоставление длительной прочности материалов с различной структурой показывает, что образцы с однородной структурой обладают более постоянной и более высокой жаропрочностью, чем образцы с разнозернистой структурой. Например, у сплава ЭИ437 с однородной структурой при 700° С и а = 36 кГ/мм2 минимальная продолжительность до разрушения 72 ч, а большинство образцов разрушается только через 150—200 ч. При наличии в материале разнозернистой структуры ряд образцов разрушается через б—30 ч. У этих образцов наблюдается и наибольшая ползучесть.
Когда изделие или образцы с разнозернистой структурой подвергаются воздействию напряжений при высоких температурах, мелкозернистый материал как менее жаропрочный и более пластичный легко удлиняется под действием напряжений. Вследствие этого на крупнозернистый и малопластичный материал приходится большая локальная нагрузка, что приводит к преждевременному его растрескиванию по границам зерен. Установлено, что трещины во время работы появляются на стыке более крупных зерен у изделия с разнозернистой структурой. По этой причине изделия с однородной структурой работают
дольше, чём с разнозернистой (грубозернистой или мелкозернистой).
Точно соблюдая режим штамповки в отношении температуры и степени деформации, можно предотвратить появление в детали разнозернистости.
Главная опасность разнозернистости — отсутствие постоянства свойств и пониженная жаропрочность.
Исследование материала, испытанного на длительную прочность, показало, что на большинстве образцов возникают мелкие надрывы по границам зерен. У образцов с однородной структурой надрывы располагаются у места разрыва и в некоторых случаях по всему образцу. У образцов с разнозернистой структурой надрывы почти всегда в зоне крупных зерен, при этом вследствие строчечного расположения крупнозернистой зоны они идут вдоль всего образца.
Исследование процесса образования надрывов при испытании на длительную прочность при 700 и 800° С и напряжениях 36 и 15 кГ/мм2 соответственно позволило установить, что надрывы в обоих случаях появляются задолго до разрушения образцов.
Жизнеспособность материала после возникновения первых надрывов при 700° С и о = 36 кГ/мм2 составляет в среднем 70% от исходной, а при 800° С и а = 16 кГ/мм2 колеблется в пределах 35—80%.
Прямой связи между появлением первых надрывов и стойкостью образцов установить не удается. Процесс образования надрывов протекает следующим образом. Вначале возникают очень неглубокие надрывы на поверхности металла, по мере увеличения продолжительности испытания глубина и число надрывов постепенно возрастают, но при 700° С их меньше, чем при 800° С.
Перед разрушением появляются также надрывы внутри материала, не выходящие на поверхность образца. Наибольшее количество их сосредоточено вблизи места его разрушения. Место разрушения, как правило, не совпадает с местом образования первых надрывов, т. е. первая зародившаяся в материале трещина не является еще источником разрушения.
Исследование микроструктуры образцов после испытания на длительную прочность в течение различного времени показало, что зарождение надрывов в материале не связано с появлением видимых выделений второй фазы внутри зерен твердого раствора. Оно совпадает с первыми заметными изменениями на границах зерен, а именно с выделением и коагуляцией второй фазы.
По-видимому, выделяющаяся в первую очередь по границам зерен вторая фаза сильно понижает пластичность и без того хрупких приграничных объемов, вследствие чего в процессе ползучести материала под воздействием внешне приложенных напряжений и происходит растрескивание по границам зерен. Существовало предположение, что образование надрывов по границам зерен в сплаве ЭИ437 является не следствием ползучести материала, а результатом воздействия газовой среды на поверхность металла. В связи с этим большой интерес представляло исследование Е. Ф. Трусовой, В. П. Строганова, Р. С. Рабинович процесса образования надрывов в условиях изоляции от газовой среды. С этой целью поверхность образцов защищали слоем никеля толщиной примерно 10 мкм. Никелирование образцов производили гальваническим методом.
При испытании никелированных образцов при 800 С и 16 кГ/мм2 было обнаружено, что надрывы на этих образцах по своему характеру не отличаются от надрывов на образцах, не защищенных никелем, и появляются они при той же продолжительности испытаний.
Чистота обработки поверхности образцов оказывает большое влияние, что подтверждено испытаниями на длительную прочность. На образцах с грубо обработанной поверхностью (непосредственно из-под резца) надрывы образуются раньше, чем на образцах с полированной поверхностью, из-за местной концентрации напряжений. Установлено, что надрывы образуются в результате ползучести материала и связаны, очевидно, не только с недостаточной пластичностью приграничных объемов, но и со следами наклепа, возникшего в результате механической обработки.
Величина зерна оказывает влияние и на другие характеристики сплавов (термостойкость, сопротивление усталости и эксплуатационную стойкость). Эти данные приведены в соответствующих разделах при описании свойств сплавов.
Как известно, макро- и микроструктуры формируются в результате действия деформирующих сил при горячей обработке давлением и последующей термической обработке Отмечено, что из-за перегрева поковок турбинных дисков из стали ЭИ481 выше 1160° С и сплава ЭИ437Б более 1170° С перед штамповкой характеристики жаропрочности резко снижались.
Перегревы в обоих случаях вызывали не только некоторое укрупнение структуры, но и межкристаллическое окисление, трудно различимое под микроскопом. Аналогичное отрицательное влияние оказывают перегревы при термической обработке сложнолегированных жаропрочных сплавов, не говоря о возможном обеднении легирующими элементами (Cr, Ti, А1) поверхностных слоев детали. Поэтому необходимо строго соблюдать температурные режимы обработки, так как отклонения от них отрицательно сказываются на жаропрочности и эксплуатационной стойкости сплавов.
При горячей обработке давлением измельчается структура, причем тем больше, чем ниже температура конца этой обработки. Одновременно при этом происходит раздробление первичных скоплений карбидных и интерметаллидных фаз.
Как правило, горячекатаный и горячештампованный материал имеет мелкозернистую структуру и напряженное состояние. Если такого рода материал подвергнуть только старению, то он приобретает высокие механические свойства при комнатных и умеренных температурах, но более низкую жаропрочность при высоких температурах.
Для изделий, работающих при умеренных температурах, этот эффект в настоящее время используют для получения сплавов с высокими механическими свойствами (своеобразная термомеханическая обработка).
Смотри так же: Металлургический калькулятор. Расчет массы и раскроя металлопроката
Справочник нержавеющего металлопроката- Stalprokats.ru
СТАЛЬ СОРТОВАЯ И КАЛИБРОВАННАЯ
КОРРОЗИОННОСТОЙКАЯ, ЖАРОСТОЙКАЯ И ЖАРОПРОЧНАЯ
ГОСТ 5949-75. Настоящий стандарт распространяется на горячекатаную и кованую сталь диаметром, стороной квадрата или толщиной до 200 мм; калиброванную сталь диаметром или стороной квадрата до 70 мм; со специальной отделкой поверхности коррозионностойкую, жаростойкую и жаропрочную. Сортамент, форма и размеры стали должны соответствовать требованиям: горячекатаной круглой ГОСТ 2590-88; горячекатаной квадратной, ГОСТ 2591-88; кованой круглой и квадратной ГОСТ 1133-71; горячекатаной и кованой полосовой ГОСТ 4405-75; горячекатаной полосовой ГОСТ 103-76; горячекатаной шестигранной ГОСТ 2879-88; калиброванной круглой ГОСТ 7417-75; калиброванной квадратной ГОСТ 8559-75; калиброванной шестигранной ГОСТ 8560-78; со специальной отделкой поверхности ГОСТ 14955-77.
СТАЛИ ВЫСОКОЛЕГИРОВАННЫЕ И СПЛАВЫ
КОРРОЗИОННОСТОЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ
ГОСТ 5632-72. Настоящий стандарт распространяется на деформируемые стали и сплавы на железоникелевой и никелевых основах, предназначенные для работы в коррозионно-активных средах и при высоких температурах. К высоколегированным сталям условно отнесены сплавы, массовая доля железа в которых более 45 %, а суммарная массовая доля легирующих элементов не менее 10 %, считая по верхнему пределу, при массовой доле одного из элементов не менее 8 % по нижнему пределу. К сплавам на железоникелевой основе отнесены сплавы, основная структура которых является твердым раствором хрома и других легирующих элементов в железоникелевой основе (сумма никеля и железа более 65 % при приблизительном отношении никеля к железу 1:1,5). К сплавам на никелевой основе отнесены сплавы, основная структура которых является твердым раствором хрома и других легирующих элементов в никелевой основе (содержания никеля не менее 50 %).
ЛИСТ
СТАЛЬ ТОЛСТОЛИСТОВАЯ
КОРРОЗИОННОСТОЙКАЯ, ЖАРОСТОЙКАЯ И ЖАРОПРОЧНАЯ.
ГОСТ 7350. Толстолистовая, горячекатаная и холоднокатаная коррозионно-стойкая, жаростойкая и жаропрочная сталь, изготовляемая в листах. Горячекатаную толстолистовую сталь изготовляют толщиной от 4 до 50 мм, холоднокатаную от 4 до 5 мм. Толстолистовую сталь изготовляют следующих марок: 20Х13, 09Х16Н4Б, 12Х13, 14Х17Н2, 08Х13, 12Х17, 08Х17Т, 15Х25Т, 07Х16Н6, 09Х17Н7Ю, 08Х22Н6Т, 12Х21Н5Т, 08Х21Н6М2Т, 20Х23Н13, 08Х18Г8Н2Т, 15Х18Н12С4ТЮ, 10Х14Г14Н4Т, l2X17Г9АН4, 08Х17Н13М2Т, 10Х17Н13М2Т, 10X17h23М3Т, 08Х17Н15М3Т, 12Х18Н9, 17Х18Н9, 12Х18Н9Т, 04Х18Н10, 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т, 08Х18Н12Т, 12Х18Н12Т, 08Х18Н12Б, 03Х21Н21М4ГБ, 03Х22Н6М2, 03Х23Н6, 20Х23Н18, 12Х25Н16Г7АР, 06ХН28МДТ, 03ХН28МДТ, 15Х5М.
СТАЛЬ ТОНКОЛИСТОВАЯ
КОРРОЗИОННОСТОЙКАЯ, ЖАРОСТОЙКАЯ И ЖАРОПРОЧНАЯ.
ГОСТ 5582. Тонколистовая, горячекатаная и холоднокатаная коррозионностойкая, жаростойкая и жаропрочная сталь, изготовляемая в листах. Горячекатаную тонколистовую сталь изготовляют толщиной от 1,5 до 3,9 мм, холоднокатаную от 0,7 до 3,9 мм. Тонколистовую сталь изготовляют следующих марок: 11Х11Н2В2МФ, 16Х11Н2В2МФ, 20Х13, 30Х13, 40Х13, 09Х16Н4Б, 12Х13, 14Х17Н2, 08Х13, 12Х17, 08Х17Т, 08Х18Тч, 08Х18Т1, 15Х25Т, 15Х28, 20Х13Н4Г9, 09Х15Н8Ю, 07Х16Н6, 08Х17Н5М3, 20Х20Н14С2, 08Х22Н6Т, 12Х21Н5Т, 08Х21Н6М2Т, 20Х23Н13, 15Х18Н12С4ТЮ, 10Х11Н20Т2Р, 10Х13Г18Д, 10Х14Г14Н4Т, 10Х14АГ15, 12Х17Г9АН4, 03Х17Н14М3, 10Х17Н13М2Т, 10Х17Н13М3Т, 08Х17Н15М3Т, 12Х18Н9, 17Х18Н9, 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т, 12Х18Н10Е, 03Х18Н11, 03Х18Н12-ВИ, 08Х18Н12Т, 08Х18Н12Б, 03Х21Н21М4ГБ, 20Х23Н18, 20Х25Н20С2, 12Х25Н16Г7АР, 06ХН28МТ, 06ХН28МДТ
СТАЛЬ ЛИСТОВАЯ ГОРЯЧЕКАТАНАЯ
ДВУХСЛОЙНАЯ КОРРОЗИОННОСТОЙКАЯ.
ГОСТ 10885. Горячекатаные двухслойные коррозионностойкие листы с основным слоем из углеродистой или низколегированной стали и плакирующим слоем из коррозионно-стойких сталей и сплавов, никеля и монель-металла.
ТРУБЫ
ТРУБЫ БЕСШОВНЫЕ ХОЛОДНО И ТЕПЛОДЕФОРМИРОВАННЫЕ
ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА
ГОСТ 9940-81. По длине трубы изготавливаются мерной и кратной от 1.5м до 8.5 м. Немерная длина: от 1.5 до 8 м для диаметров 76 – 114 мм от 1.5 до 9 м для диаметров 121 – 159 мм. Трубы могу быть изготовлены из стали марок: 15Х25Т, 08Х22Н6Т, 08Х17Н15М3Т, 08Х13, 12Х13, 12Х17, 04Х18Н10, 08Х18Н10, 17Х18Н9, 15Х28, 08Х20Н14С2, 08Х18Н12Б, 12Х18Н9.
ГОСТ 9941-81. Трубы изготавливаются из марок стали 08Х18Н10Т, 12Х18Н10Т, 10Х17Н13М2Т, по согласованию потребителя с поставщиком трубы могут изготовляться из других сталей, марок, оговоренных ГОСТ 9941-81. Трубы изготовляются термически обработанными. По требованию потребителя трубы поставляются без термической обработки и осветления поверхности. Трубы подвергаются механическим испытаниям: на растяжение, раздачу и сплющивание.
ГОСТ 24030. Трубы изготовляются по ГОСТ 24030 из стали марки 08Х18Н10Т холодно- и теплодеформированные. По требованию заказчика поверхность труб может быть: электрохимполированная наружная; электрохимполированная наружная и внутренняя; электрохимполированная внутренняя; шлифованная наружная; светлая после травления; светлая после термической обработки в безокисленной атмосфере.
ГОСТ 10498. Трубы бесшовные, особотонкостенные из коррозионностойкой стали 4 – 60 мм, толщиной стенки 0,12-1,0 мм, мерной длины от 0,5 до 4м (по требованию потребителя до 7 м), кратной в пределах немерной, из стали марок 06Х18Н10Т 08Х18Н10Т,09Х18Н10Т. Поверхность труб должна быть травленой. По требованию потребителя поверхность труб должна быть: наружная – шлифованной или электрохимически полированной. Внутренняя – электрохимически полированной.
ГОСТ 14162-79. Трубки стальные малых размеров (капиллярные). Применяются для трубопроводов и деталей конструкций разного назначения. Размер трубок от диаметра 1,2 мм с толщиной стенки 0,12 мм до диаметра 5 мм, толщина стенки 1,6 мм. По длине трубки изготовляются немерные не менее 0,3 м, кратные и мерные не более 4 м, в буртах не более 160 м, по требованию потребителя кратные и мерные не более 7 м. Трубки изготовляются из стали марок 08Х18Н10Т, 12Х18Н10Т, 48НХ.
ГОСТ 19227-73. Трубы стальные бесшовные для маслопроводов и топливопроводов применяются в авиационной технике. Трубы изготовляются от диаметра 4 мм, толщиной стенки 0,5 мм до диаметра 70 мм толщиной стенки 3 мм из сталей 08Х18Н10Т, 12Х18Н10Т, 08Х18Н10Т-ВД, 12Х18Н10Т-ВД, немерные длиной 1,5-7 м мерной и кратной в пределах немерной. Трубы изготовляются из предварительно обточенной заготовки со шлифованной наружной и пассированной внутренней поверхностями. По требованию потребителя с электрополированной наружной и внутренней поверхностями.
ТУ 14-3-197-89. Трубы бесшовные из коррозионностойких марок стали с повышенным качеством поверхности. Трубы изготовляются размерами от диаметра 6 мм, толщиной стенки до 1 мм, до диаметра 57 мм, толщиной стенки 3,5 мм. Длиной: немерные 1,6-8 м; мерной от 1,5 – 7 м, кратной в пределах немерной; по соглашению сторон не длиннее 10 м, а с внутренней полировкой не длиннее 7 м из предварительно обточенной и расточенной заготовки. Трубы, применяемые, в энергомашиностроении могут быть поднадзорны Госатомэнергонадзору, по требованию потребителя соответствовать “Условиям поставки” 01-1874-72. Каждая трубка подвергается ультразвуковому контролю. В зависимости от требований потребителя трубы изготовляются: без специальной обработки наружной или внутренней поверхности; со шлифованной наружной поверхностью с электрохимически изолированной наружной и внутренней поверхностью. Марки стали 08Х18Н10Т, 08Х18Н12Т.
ТУ 14-4-489-76, ТУ 14-3-1318-85. Трубы многослойные особотонкостенные из нержавеющей стали 08Х1810Т, 09Х18Н10Т. Многослойные трубы заказываются по наружному диаметру, толщине стенки и количеству слоев. Трубы изготавливаются размерами диаметра от 16 мм, толщиной стенки от 0,39 мм минимум, 0,57 мм максимум – трехслойная до диаметра 28 мм, толщиной стенки 1,08 минимум, 1,44 максимум – шестислойная. Технология изготовления обеспечивает плотное прилегание слоев. Трубы удовлетворяют условиям поставки 01-1874-72.
ТУ 14-3-219-89. Трубы холодно-и теплодеформированные бесшовные особотонкостенные высокой и особовысокой точности из коррозионностойких сталей. Трубы изготавливаются из металла, выплавленного из особочистых шихтовых материалов. Трубы должны удовлетворять “Условиям поставки” 01-1784-72 и подлежат приемке заказчика. Трубы изготавливают размерами от диаметра 4 мм, толщиной 0,2 мм, до диаметра ; 60 мм, толщиной стенки 1 мм, немерной длины 1,5-8м, мерной 0,5-7,5м, кратной в пределах немерной. Трубы изготавливаются из сталей 06Х18Н10Т, 03Х18Н10Т, 09Х18Н10Т По согласованию сторон изготавливаются трубы из других специальных сталей. Каждая труба подвергается ультразвковому контролю. Трубы поставляются с электрополированной наружной и внутренней поверхностью. Допускается поставка труб с травленной, шлифованной или полированной наружной и с травленной внутренней поверхностью, а также поверхностью после термообработки в вакууме, что оговаривается в заказе.
ТУ 14-3-796-79. Трубы холоднодеформированные из коррозионной стали 12Х18Н10Т предназначенные для паровых котлов и трубопроводов, установок с высокими и сверхвысокими параметрами пара. Трубы изготовляются размерами диаметром от 10 мм, толщины стенки 2 мм, до диаметра 57 мм, толщины стенки 6 мм, немерной длины 3-10 м, мерной длины до 10 м. Все трубы подвергаются ультразвуковому контролю.
ТУ 14-3-411-75. Трубы холоднодеформированные из коррозионностойкой стали 08Х15НД2Т (ЭЛ41ОУ-Ш) изготавливаются из обточенной и расточенной заготовки. Трубы размерами диаметра от 5 мм, толщиной стенки 0,2 мм, до диаметра 57 мм, толщиной стенки 4 мм, длиной 1,5-7м, кратной в пределах мерной и немерной 1,5-10м. Трубы могут иметь матовую поверхность, обусловленную способом производства и марки стали.
ТУ 14-3-843-79. Трубы бесшовные особотонкостенные из сплавов ПТ-1М. Трубы изготавливаются из обточенной и расточенной заготовки. Трубы удовлетворяют “Условиям поставки” 01-18-74-72. Изготавливаются длиной 0,8 – 8м, кратной мерной и немерной длины, диаметром 18 – 56 мм, с толщиной стенки от 1 до 6 мм. Трубы поставляются травленными в термически обработанном состоянии. Содержание водорода не превышает 0,008% отсутствие альфированного слоя в трубах гарантируется изготовителем. Каждая труба подвергается ультразвуковому контролю.
ТУ 14-3-820-79. Трубы бесшовные хоподнодеформированные из сплавов ПТ-1 М и ПТ-7М. Трубы изготавливаются из обточенной и расточенной заготовки. Трубы удовлетворяют “Условиям поставки” 01-1874-72. Изготавливаются длиной 1 – 8 м, диаметром 18 – 56 мм, с толщиной стенки от 1 до 6 мм. Трубы поставляются травлеными в термически обработанном состоянии, допускается поставка труб со шлифованной поверхностью или термически обработанной в вакууме без травления. Все трубы подвергаются ультразвуковому контролю. Отсутствие альфирированного слоя в трубах гарантируется изготовителем. Обязательным является испытание на содержание водорода, которого не должно превышать 0,07%.
Согласно Европейскому стандарту EN 10020, сталь – железо-углеродистый сплав, содержащий в составе менее 2 % углерода, материалы с более высоким углеродистым содержанием – названы чугуном (Табл. ниже).
Чугун | Fe + C > 2% |
Углеродистая сталь | Fe + C < 2% |
Спецсталь | Fe + C < 2% + (Cr, Ni, Mo, и т.д.,)>5% |
Нержавеющая сталь | Fe + C<1.2% + Cr>10.5% |
Нержавеющие стали – эту группу коррозиестойких сталей объединяет общая черта – содержание минимум 10.5 % хрома. Также могут присутствовать другие легирующие элементы – Никель, Молибден, Титан, Ниобий и др., так же определяющие свойства стали. Механические свойства и поведение в обслуживании различных типов зависят в первую очередь от их состава. Правильный выбор марки – гарантирует длительный и успешный срок службы стали. Постоянное увеличение использования нержавеющей стали в многих отраслях промышленности связано с ее выдающимися качествами: превосходного сопротивления коррозии, высокой прочности, хорошей свариваемости и легкости при холодной формовке.
Типы нержавеющих сталей
Cотношения между Ni и Cr для различных типов нержавеющих сталей. [PH steels -дисперсионно-упрочненные (закаленные) стали]
Есть пять основных категорий нержавеющей стали, основанных на их микроструктурах – Аустенитные (Austenitic), Ферритные (Ferritic), Дуплексные, Мартенситные (Martensitic), Жаропрочные – (Рис1). Сорта Аустенические – не магнитные и в дополнение к хрому, обычно на уровне на 18 %, содержат никель, который увеличивает сопротивление коррозии. Аустенитные нержавеющие стали – наиболее широко используемая группа нержавеющих сталей. С повышенным содержанием хрома, 20 % – 25 % и никеля, 10 % – 20 %, аустенитные нержавеющие стали – лучше сопротивляются окислению при высоких температурах и могут использоваться в частях печей, топках, муфельных печах: они называются жаропрочными сталями. Ферритные сорта -магнитные, имеют низкое углеродистое содержание и Хром как главный элемент, обычно на и уровне 13 % – 17 %. Дуплексные нержавеющие стали имеют смешанную, ферритно/аустенитную структуру. Содержание хрома изменяется от 18 % до 28 % и никеля от 4.5 % до 8 %. Дуплексные сорта находят свое применение в средах, где высокое содержание хлорида. Мартенситные сорта магнитные, содержат обычно 12 % хрома и умеренный уровень углерода. Они – упрочняются, закалкой и отпуском подобно простым углеродистым сталям, и находят поэтому применение главным образом в изготовлении столовых приборов, режущих инструментов и общем машиностроении. Упрочненные стали (Рис. 2) имеют содержание хрома обычно в 17 % с дополнениями никеля, меди и ниобия. Поскольку эти стали могут быть укреплены и хорошо сопротивляются процессу старения, они идеальны для шахтных насосов, шпинделей клапанов и космических компонентов.
Аустенитные и ферритные сорта составляют приблизительно 95 % среди используемых нержавеющих сталей.
Определение Марок
400 Мартенситные марки – Типичный сорт: 410
Хром (12-18 %), магнитный и может быть укреплен обработкой высокой температурой. Типичное использование: крепеж, соединительные детали, промышленные насосы
400 Ферритные марки – Типичный сорт: 430
Хром (12-18 %), “низкий” углерод, магнитный, но не высокая температура обработки. Типичное использование: бытовые приборы, отделка, кухонная утварь
200/300 Ряд Austenitic – Типичный сорт: 304
Хром (17-25 %)/Никель (8-25 %), немагнитный, не укрепленный высокой температурой. Имеет высокую прочность при холодной работе. Дополнения молибдена (до 7 %) могут увеличивать сопротивление коррозии. Типичное использование: пищевое оборудование, химическое оборудование, архитектурные применения
Дисперсионно укрепленные (закаленные) марки – Типичный сорт: 17-4
Хром (12-28 %)/ Никель (3-9 %), с добавлением Меди (3-4%) и Ниобия или Кобальта. Имеют мартенситную или аустенитную структуру. Укрепляются дисперсионным твердением в течение термообработки. Типичное использование: Клапаны, приводы, нефтехимическое оборудование
Дуплексные марки – Типичный сорт: 2205
Хром (18-25 %)/ Никель (4-7 %) и до 4 % молибдена. Более стойкие коррозии под давлением (напряжением), чем аустенитные, и все же достаточно жесткие, чем полностью ферритные сплавы. Типичное использование: Трубопроводы, камеры давления, котлы, силовые передачи, валы
Выгоды от Нержавеющей стали
Срок службы
Когда рассматриваются полные затраты цикла жизни, нержавеющая сталь – часто наименее дорогой выбор
Низкие Затраты Обслуживания
Нержавеющая сталь обычно лишь требует периодической очистки, с использованием домашних моющих средств и воды. Поверхности должны быть вымыты повторно водой и протерты. Следует использовать мягкую губку, не применяя абразивных паст.
Простота Изготовления
Современные методы металлообработки подразумевают, что Нержавеющая сталь может быть порезана, сварена, сформована и обработана так же как традиционные стали и другие материалы.
Сопротивление Коррозии
Более низкие сорта сопротивляются коррозии в нормальных атмосферных и водных средах, в то время как более высокие сорта могут сопротивляться коррозии во многих кислотах и щелочах, и некоторых хлористых растворах, присущих окружающим средам, типичных для многих обрабатывающих заводов.
Прочность
Механические свойства Нержавеющих сталей позволяют снизить толщины используемых материалов, таким образом сокращая вес без риска снижения прочностных характеристик. Аустенитные и Дуплексные сорта не теряют прочности и при низких температурах, при учете меньших толщин по сравнению с традиционными сортами. Таким образом достигается существенная экономия по отношению к альтернативным материалам.
Гигиена
Нержавеющая сталь признанна как наиболее гигиеническая поверхность для подготовки пищевых продуктов. Уникальность поверхности Нержавеющей стали в том, что она не имеет пор или трещин для проникновения грязи или бактерий. Это свойство простой очищаемости по отношению к другим поверхностям, делает Нержавеющая сталь первым выбором в строгих гигиенических условиях, например, больницах, общественных кухонь, скотобойнях, пищевого оборудования, перерабатывающих предприятиях АПК.
Эстетический внешний вид
Яркая, легко обслуживаемая поверхность нержавеющей стали обеспечивает привлекательный и современный внешний вид изделий, является идеальной для широкого и растущего диапазона архитектурных и декоративных приложений
Сварка высоколегированных сталей и сплавов на железоникелевой и никелевой основах осуществляется двумя видами электродов: электродами для сварки коррозионно-стойких материалов и электродами для сварки жаростойких и жаропрочных сталей и сплавов.
Согласно действующей классификации к высоколегированным сталям относят сплавы, содержание железа в которых более 45%, а суммарное содержание легирующих элементов не менее 10%, считая по верхнему пределу при онцентрации одного из элементов не менее 8% по нижнему пределу. К сплавам на никелевой основе относят сплавы с содержанием не менее 55% никеля. Промежуточное положение занимают сплавы на железоникелевой основе.
В соответствии с ГОСТ 10052-75 электроды для сварки высоколегированных коррозионно-стойких, жаростойких и жаропрочных сталей и сплавов по химическому составу наплавленного металла и механическим свойствам металла шва и наплавленного металла классифицированы на 49 типов (например, электроды типа Э-07Х20Н9, Э-10Х20Н70Г2М2Б2В, Э-28Х24Н16Г6). Наплавленный металл значительной части электродов, регламентируется техническими условиями предприятий – изготовителей.
Химический состав и структура наплавленного металла электродов для сварки высоколегированных сталей и сплавов отличаются – и иногда весьма существенно – от состава и структуры свариваемых материалов. Основными показателями, решающими вопрос выбора таких электродов, является обеспечение: основных эксплуатационных характеристик сварных соединений (механических свойств, коррозионной стойкости, жаростойкости, жаропрочности), стойкости металла шва против образования трещин, требуемого комплекса сварочно-технологических свойств.
Электроды для сварки высоколегированных сталей и сплавов имеют покрытия основного, рутилового и рутилово-основного видов. Из-за низкой теплопроводности и высокого электросопротивления скорость плавления, а следовательно и коэффициент наплавки электродов со стержнями из высоколегированных сталей и сплавов существенно выше, чем у электродов для сварки углеродистых, низколегированных и легированных сталей. Вместе с тем повышенное электросопротивление металла электродного стержня обуславливает необходимость применения при сварке пониженных значений тока и уменьшения длины самих стержней (электродов). В противном случае из-за чрезмерного нагрева стержня возможен перегрев покрытия и изменение характера его плавления, вплоть до отваливания отдельных кусков.
Сварка, как правило, производится постоянным током обратной полярности.
Электроды для сварки коррозионно-стойких сталей и сплавов
Электроды этой группы обеспечивают получение сварных соединений, обладающих требуемой стойкостью против коррозии в атмосферной, кислотной, щелочной и других агрессивных средах.
Некоторые марки электродов данной группы имеют более широкую область применения и их можно использовать не только для получения соединений с требуемыми коррозионной стойкостью, но и в качестве электродов, беспечивающих высокую жаростойкость и жаропрочность металла шва.
Марка электрода | Тип электрода по ГОСТ 10052-75 или тип наплавленного металла | Диаметр, мм | Основное назначение | Дополнительная или сопутствующая области применения |
1 | 2 | 3 | 4 | 5 |
УОНИ-13/НЖ 12Х13 | Э-12Х13 | 2,0; 2,5; 3,0; 4,0; 5,0 | Сварка хромистых сталей типа 08Х13 и 12Х13 | Наплавка уплотнительных поверхностей стальной арматуры |
ОЗЛ-22 | Э-02Х21Н10Г2 | 3,0; 4,0 | Сварка оборудования из сталей типа 04Х18Н10, 03Х18Н12, 03Х18Н11, работающего в окислительных средах, подобных азотной кислоте |
|
ОЗЛ-8 | Э-07Х20Н9 | 2,0; 2,5; 3,0; 4,0; 5,0 | Сварка сталей типа 08Х18Н10, 12Х18Н9 и 08Х18Н10Т, когда к металлу шва не предъявляют жесткие требования стойкости к МКК |
|
ОЗЛ-8С | 08Х20Н9КМВ | 2,5; 3,0; 4,0 | Сварка сталей типа 08Х18Н10, 12Х18Н9 и 08Х18Н10Т, когда к металлу шва не предъявляют жесткие требования стойкости к МКК | Сварка с повышенной производительностью |
ОЗЛ-14 | Э-07Х20Н9 | 3,0; 4,0 | Сварка сталей типа 08Х18Н10, 12Х18Н9 и 08Х18Н10Т, когда к металлу шва не предъявляют жесткие требования стойкости к МКК | Возможна сварка переменным током |
ОЗЛ-14А | Э-04Х20Н9 | 3,0; 4,0; 5,0 | Сварка сталей типа 08Х18Н10, 08Х18Н10Т, 06Х18Н11 и 08Х18Н12Т, когда к металлу шва предъявляют требования стойкости к МКК |
|
ОЗЛ-36 | Э-04Х20Н9 | 3,0; 4,0; 5,0 | Сварка сталей типа 08Х18Н10, 06Х18Н11, 08Х18Н12Т и 08Х18Н10Т, когда к металлу шва предъявляют требования стойкости к МКК |
|
ЦЛ-11 | Э-08Х20Н9Г2Б | 2,0; 2,5; 3,0; 4,0; 5,0 | Сварка сталей типа 12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т и 08Х18Н12Б, когда к металлу шва предъявляют жесткие требования стойкости к МКК | Сварка оборудования из сталей типа 12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т и 08Х18Н12Б для пищевой промышленности |
ЦЛ-11С/Ч | Э-08Х20Н9Г2Б | 2,5; 3,0; 4,0 | Сварка сталей типа 08Х18Н10, 08Х18Н12Б и 08Х18Н10Т, когда к металлу шва предъявляют требования стойкости к МКК | Сварка с повышенной производительностью |
ОЗЛ-7 | Э-08Х20Н9Г2Б | 2,0; 2,5; 3,0; 4,0; 5,0 | Сварка сталей типа 08Х18Н10, 08Х18Н12Б и 08Х18Н10Т, когда к металлу шва предъявляют жесткие требования стойкости к МКК | Сварка оборудования из сталей типа 08Х18Н10, 08Х18Н12Б и 08Х18Н10Т для пищевой промышленности |
ЦТ-15 | Э-08Х19Н10Г2Б | 2,0; 2,5; 3,0; 4,0; 5,0 | См. группу электродов для сварки жаростойких и жаропрочных сталей и сплавов | Сварка сталей типа 12Х18Н9Т, 12Х18Н12Т, Х20Н12Т-Л и Х16Н13Б, когда к металлу шва предъявляют жесткие требования стойкости к МКК |
ЦЛ-9 | Э-10Х25Н13Г2Б | 3,0; 4,0; 5,0 | Сварка двухслойных сталей со стороны легированного слоя из сталей типа 12Х18Н10Т, 12Х18Н9Т и 08Х13, когда к металлу шва предъявляют требования стойкости к МКК |
|
ОЗЛ-40 | 08Х22Н7Г2Б | 3,0; 4,0 | Сварка сталей марок 08Х22Н6Т и 12Х21Н5Т |
|
ОЗЛ-41 | 08Х22Н7Г2М2Б | 3,0; 4,0 | Сварка стали марки 08Х21Н6М2Т | Возможна сварка стали марки 03Х24Н6АМ3 |
ОЗЛ-20 | Э-02Х20Н14Г2М2 | 3,0; 4,0 | Сварка оборудования из сталей типа 03Х16Н15М3 и 03Х17Н14М2, работающего в средах высокой агрессивности | Возможна сварка оборудования из стали марки 08Х17Н15М3Т, работающего в средах высокой агрессивности |
ЭА-400/10У ЭА-400/10Т | 08Х18Н11М3Г2Ф | 2,0; 2,5; 3,0; 4,0; 5,0 | Сварка оборудования из сталей типа 08Х18Н10Т и 10Х17Н13М2Т, работающего в агрессивных средах при температуре до 350 С, когда к металлу шва предъявляют требования стойкости к МКК |
|
НЖ-13 | Э-09Х19Н10Г2М2Б | 3,0; 4,0; 5,0 | Сварка оборудования из сталей типа 10Х17Н13М3Т, 08Х21Н6М2Т и 10Х17Н13М2Т, работающего при температуре до 350 С, когда к металлу шва предъявляют требования к стойкости к МКК |
|
НЖ-13С | Э-09Х19Н10Г2М2Б | 3,0; 4,0 | Сварка оборудования из сталей типа 10Х17Н13М2Т, 10Х17Н13М3Т и 08Х21Н6М2Т, работающего при температуре до 3500С, когда к металлу шва предъявляют требования стойкости к МКК | Сварка с высокой производительностью |
НИАТ-1 | Э-08Х17Н8М2 | 2,0; 2,5; 3,0; 4,0; 5,0 | Сварка сталей типа 08Х18Н10, 12Х18Н10Т и 10Х17Н13М2Т, когда к металлу шва предъявляют требования стойкости к МКК |
|
ОЗЛ-3 | 14Х17Н13С4Г | 3,0; 4,0; 5,0 | Сварка оборудования из стали 15Х18Н12С4ТЮ, работающего в средах повышенной агрессивности, когда к металлу шва не предъявляют требования стойкости к МКК |
|
ОЗЛ-24 | 02Х17Н14С5 | 3,0; 4,0 | Сварка оборудования из сталей типа 02Х8Н20С6, работающего в условиях производства 98%-ной азотной кислоты |
|
ОЗЛ-17У | 03Х23Н27М3Д3Г2Б | 3,0; 4,0 | Сварка оборудования из сплавов марок 06ХН28МДТ и 03ХН28МДТ и стали марки 03Х21Н21М4ГБ преимущественно толщиной до 12 мм, работающего в средах серной и фосфорной кислот с примесями фтористых соединений |
|
ОЗЛ-37-2 | 03Х24Н26М3Д3Г2Б | 3,0; 4,0 | Сварка оборудования из сплавов марок 03Х23Н25М3Д3Б, 06ХН28МДТ и 03ХН28МДТ и стали марки 03Х21Н21М4ГБ преимущественно толщиной до 12 мм, работающего в средах серной и фосфорной кислот с примесями фтористых соединений |
|
ОЗЛ-21 | Э-02Х20Н60М15В3 | 3,0 | Сварка оборудования из сплавов типа ХН65МВ и ХН60МБ, работающего в высокоагрессивных средах, когда к металлу шва предъявляют требования стойкости к МКК |
|
ОЗЛ-25Б | Э-10Х20Н70Г2М2Б2В | 3,0; 4,0 | См. группу электродов для сварки жаростойких и жаропрочных сталей и сплавов | Сварка коррозионно-стойких конструкций и оборудования из сплава марки ХН78Т |
Электроды для сварки жаростойких и жаропрочных сталей и сплавов
Общая краткая характеристика
Электроды этой группы обеспечивают получение сварных соединений с требуемой жаростойкостью и/или жаропрочностью. Жаростойкими сварными соединениями являются соединения, обладающие высокой стойкостью против химического разрушения поверхности в газовых средах при температурах свыше 550-6000С. Жаропрочными сварными соединениями являются соединения, работающие при этих температурах в нагруженном состоянии в течение определенного времени (жаропрочные соединения должны обладать при этом достаточной жаростойкостью).
Некоторые марки электродов, предназначенные для сварки жаростойких и/или жаропрочных материалов, используются для сварки коррозионно-стойких и разнородных сталей и сплавов
Марка электрода | Тип электрода по ГОСТ 10052-75 или тип наплавленного металла | Диаметр, мм | Основное назначение | Дополнительная или сопутствующая области применения |
1 | 2 | 3 | 4 | 5 |
ОЗЛ-25Б | Э-10Х20Н70Г2М2Б2В | 3,0; 4,0 | Сварка жаростойкого и жаропрочного сплава марки ХН78Т | Сварка коррозионно-стойких конструкций и оборудования из сплава марки ХН78Т. Сварка разнородных сталей. Сварка чугуна. |
ЦТ-15 | Э-08Х19Н10Г2Б | 2,0; 2,5; 3,0; 4,0; 5,0 | Сварка жаропрочных конструкций и оборудования из сталей типа 12Х18Н9Т, 12Х18Н12Т, Х20Н12Т-Л и Х16Н13Б, работающих при температуре 570-6500С. | Сварка сталей типа 12Х18Н9Т, 12Х18Н12Т, Х20Н12Т-Л и Х16Н13Б, когда к металлу шва предъявляют жесткие требования стойкости к МКК. |
ОЗЛ-6 | Э-10Х25Н13Г2 | 3,0; 4,0; 5,0 | Сварка жаростойких сталей типа 20Х23Н13 и 20Х23Н18, работающих в окислительных средах при температуре до 10000С | Сварка сталей типа 15Х25Т и стали марки 25Х25Н20С2. Сварка разнородных сталей. |
КТИ-7А | Э-27Х15Н35В3Г2Б2Т | 3,0; 4,0 | Сварка реакционных труб из жаростойких сталей марок 45Х25Н20С2, 45Х20Н35С и 25Х20Н35, работающих при температуре до 9000С в печах конверсии метана |
|
ОЗЛ-9А | Э-28Х24Н16Г6 | 2,5; 3,0; 4,0 | Сварка жаростойких сталей типа 12Х25Н16Г7АР, 45Х25Н20С2 и Х18Н35С2, работающих в окислительных средах при температуре до 10500С и в науглероживающих средах при температуре до 10000С | Сварка сталей марок 20Х23Н13 и 20Х23Н18. |
ОЗЛ-38 | 30Х24Н23ГБ | 3,0; 4,0 | Сварка жаростойких хромоникелевых сталей, преимущественно марки 30Х24Н24Б, работающих при температуре до 9500С |
|
ВИ-ИМ-1 | 06Х20Н60М14В | 2,0; 2,5; 3,0; 4,0 | Сварка жаропрочных сталей и сплавов типа ХН67МВТЮЛ, ХН64МТЮР, ХН78Т, ХН77ТЮР и ХН56МТЮ | Сварка разнородных сталей и сплавов. |
ЦТ-28 | Э-08Х14Н65М15В4Г2 | 3,0; 4,0 | Сварка жаростойких и жаропрочных сплавов на никелевой основе типа ХН78Т и ХН70ВМЮТ | Сварка перлитных и хромистых сталей со сплавами на никелевой основе. |
ИМЕТ-10 | Э-04Х10Н60М24 | 2,5; 3,0 | Сварка жаростойких и жаропрочных сталей и сплавов на никелевой основе типа 37Х12Н8Г8МФБ, ХН67ВМТЮ, ХН75МБТЮ, ХН78Т и ХН77ТЮ | Сварка разнородных сталей и сплавов. |
ОЗЛ-2 | 11Х21Н14М2Г2 | 3,0; 4,0; 5,0 | Сварка жаростойких сталей типа 20Х23Н13, работающих при температуре до 9000С в газовых средах, содержащих сернистые соединения |
|
ОЗЛ-39 | 06Х17Н14Г3С3Ф | 3,0; 4,0 | Сварка жаростойких сталей типа 20Х20Н14С2, 20Х23Н18, 20Х25Н20С2 и 45Х25Н20С2, работающих в науглероживающих средах при температуре до 10500С |
|
ОЗЛ-46 | 06Х11Н2М2ГФ | 3,0; 4,0 | Сварка жаропрочных сталей мартенситного типа 1Х12Н2ВМФ и Х12НМБФ-Ш |
|
ОЗЛ/ЦТ-31М | 18Х18Н34В3Б2Г | 3,0; 4,0 | Сварка жаростойких сталей марок 20Х25Н20С2, 45Х25Н20С2 и Х18Н35С2, работающих в науглероживающих средах с температурой до 10500С, в том числе при повышенных статических нагрузках на швы |
|
ГС-1 | 09Х23Н9Г6С2 | 3,0; 4,0 | Сварка тонколистовых жаростойких сталей типа 20Х20Н14С2, 20Х25Н20С2 и 45Х25Н20С2, работающих в науглероживающих средах при температуре до 10000С | Сварка корневого и облицовочного слоев шва, обращенных в сторону рабочей науглероживающей среды, в конструкциях из сталей типа 20Х20Н14С2, 20Х25Н20С2 и 45Х25Н20С2 больших толщин |
ОЗЛ-5 | Э-12Х24Н14С2 | 3,0; 4,0; 5,0 | Сварка жаростойких сталей типа 20Х25Н20С2 и 20Х20Н14С2, работающих в окислительных средах при температуре до 10500С | Заварка дефектов литья из сталей типа 20Х25Н20С2 и 20Х20Н14С2. |
ОЗЛ-25 | Э-10Х20Н70Г2М2В | 3,0 | Сварка тонколистовых (толщиной до 6 мм) конструкций и нагревательных элементов из жаростойких сплавов типа ХН78Т | Наплавка облицовочных слоев швов при сварке конструкций из сплавов типа ХН78Т большой толщины. |
ОЗЛ-35 | 10Х27Н70Г2М | 3,0; 4,0 | Сварка жаростойких сплавов марок ХН70Ю и ХН45Юи других сплавов на никелевой основе, работающих при температуре до 12000С | Сварка облицовочных слоев швов, выполненных электродами других марок. |
ОЗЛ-28 | 20Х27Н8Г2М | 2,5; 3,0 | См. группу электродов для сварки разнородных сталей и сплавов | Сварка корневых слоев швов жестких конструкций из жаростойкой стали марки 45Х25Н20С2. |
Термообработкой называется тепловое воздействие на металл с целью направленного изменения его структуры и свойств.
Классификация видов термообработки:
Отжиг.
Отжигом называют термообработку, направленную на получение в металлах равновесной структуры. Любой отжиг включает в себя нагрев до определенной температуры, выдержку при этой температуре и последующее медленное охлаждение. Цель отжига – уменьшить внутренние напряжения в металле, уменьшить прочностные свойства и увеличить пластичность. Отжиг делят на отжиг 1 рода и 2 рода.
Отжиг 1 рода – это такой вид отжига, при котором не происходит структурных изменений, связанных с фазовыми превращениями.
Отжиг 1 рода в свою очередь разделяют на 4 группы:
1. Гомогенизация– отжиг, направленный на уменьшение химической неоднородности металлов, образующейся в результате рекристаллизации. В отличие от чистых металлов, все сплавы после кристаллизации характеризуются неравновесной структурой, т.е. их химический состав является переменным как в пределах одного зерна, так и в пределах всего слитка.
Химическая неоднородность обусловлена различной температурой плавления исходных компонентов. Чем меньше это различие, тем более заметна химическая неоднородность, получающаяся в слитке. Избавится от нее невозможно, можно только уменьшить. Для этого применяют высокотемпературный отжиг с длительными выдержками (от 2 до 48 часов). При высокой температуре подвижность атомов в кристаллической решетке высокая и с течением времени за счет процессов диффузии происходит постепенное выравнивание химического состава. Однако усреднение химического состава происходит в пределах одного зерна, т.е. устраняется в основном дендритная ликвация. Чтобы устранить зональную ликвацию (химическую неоднородность в пределах части слитка), необходимо выдерживать слитки при данной температуре в течение нескольких лет. А это практически невозможно.
В процессе отжига на гомогенизацию происходит постепенное растворение неравновесных интерметаллидных фаз, которые могут образоваться в результате кристаллизации с большой скоростью. При последующем медленном охлаждении после отжига такие неравновесные фазы больше не выделяются. Поэтому после гомогенизации металл обладает повышенной пластичностью и легко поддается пластической деформации.
2. Рекристаллизационный отжиг. Холодная пластическая деформация вызывает изменение структуры металла и его свойств. Сдвиговая деформация вызывает увеличение плотности дефектов кристаллической решетки, таких как вакансии, дислокации. Образование ячеистой структуры происходит с изменением формы зерен, они плющиваются, вытягиваются в направлении главной деформации. Все эти процессы ведут к тому, что прочность металла постепенно увеличивается, пластичность падает, т.е. возникает наклеп или нагартовка. Дальнейшая деформация такого металла невозможна, т.к. происходит его разрушение. Для снятия эффекта упрочнения применяют рекристаллизационный отжиг, т.е. нагрев металла до температур выше начала кристаллизации, выдержку с оследующим медленным охлаждением. Температура нагрева зависит от состава сплава. Для чистых металлов температура начала рекристаллизации tp=0,4Тпл, ºК, для обычных сплавов порядка 0,6Тпл, для сложных термопрочных сплавов 0,8Тпл. Продолжительность такого отжига зависит от размеров детали и в среднем составляет от 0,5 до 2 часов. В процессе рекристаллизационного отжига происходит образование зародышей новых зерен и последующий рост этих зародышей. Постепенно старые деформированные зерна исчезают. Количество дефектов в кристаллической решетке уменьшается, наклеп устраняется, и металл возвращается в исходное состояние.
Степень деформации определяет размер зерна после отжига. Если она близка к критической (eкр=5-15%), то в результате после отжига в металле возникают крупные зерна, что обычно нежелательно. Поэтому перед рекристаллизационным отжигом деформацию металлов производят со степенью 30-60%. В результате получается мелкозернистая однофазная структура, обеспечивающая хорошее сочетание прочности и пластичности. Увеличение степени деформации до 80-90% вызывает появление в металле текстуры деформации. После рекристаллизационного отжига текстура деформации меняется на текстуру рекристаллизации. Как правило, это сопровождается резким направленным ростом зерна. Увеличение размеров зерна, т.е. снижение механических свойств, может вызвать также слишком большая температура отжига или большая выдержка. Поэтому при назначении режимов отжига необходимо использовать диаграмму рекристаллизации.
Рекристаллизационный отжиг может применяться как предварительная, промежуточная, так и как окончательная термообработка. Как предварительная термообработка он применяется перед холодной деформацией, если исходное состояние металла неравновесное и имеет какую-то степень упрочнения. Как промежуточная операция рекристаллизационный отжиг применяется между операциями холодной деформации, если суммарная степень деформации слишком велика и запасов пластичности металла не хватает. Как окончательный вид отжига его применяют в том случае, если потребитель требует поставки полуфабрикатов в максимально пластичном состоянии. В некоторых случаях потребителю требуется полуфабрикат, сочетающий определенный уровень прочности с необходимым запасом пластичности. В этом случае вместо рекристаллизационного отжига используют его разновидность – отжиг на полигонизацию. Отжиг на полигонизацию проводят при температуре, которая ниже температуры начала рекристаллизации. Соответственно при такой температуре происходит лишь частичное устранение наклепа за счет процессов возврата второго рода, т.е. происходит уменьшение плотности дефектов кристаллической решетки, образование ячеистой дислокационной структуры без изменения формы зерен. Степень уменьшения наклепа зависит, прежде всего, от температуры. Чем ближе температура к порогу рекристаллизации, тем меньше наклеп, тем больше пластичность и наоборот.
3. Отжиг для снятия внутренних напряжений. Внутренние напряжения в металле могут возникать в результате различных видов обработки. Это могут быть термические напряжения, образовавшиеся в результате неравномерного нагрева, различной скорости охлаждения отдельных частей детали после горячей деформации, литья, сварки, шлифовки и резания. Могут быть структурными, т.е. появившиеся в результате структурных превращений, происходящих внутри детали в различных местах с различной скоростью. Внутренние напряжения в металле могут достигать большой величины и, складываясь с рабочими, т.е. возникающими при работе, могут неожиданно превышать предел прочности и приводить к разрушению. Устранение внутренних напряжений производится с помощью специальных видов отжига. Этот отжиг проводится при температурах ниже температуры рекристаллизации: tотж=0,2-0,3Тпл º К. Повышенная температура облегчает скольжение дислокаций и, под действием внутренних напряжений, происходит их перераспределение, т.е. из мест с повышенным уровнем внутренних напряжений дислокации перемещаются в области с пониженным уровнем. Происходит как бы разрядка внутренних напряжений. При нормальной температуре этот процесс будет длиться в течение нескольких лет. Увеличение температуры резко увеличивает скорость разрядки, и продолжительность такого отжига составляет несколько часов.
4. Патентирование. Смотреть термообработку стали.
Отжиг второго рода– термообработка, направленная на получение равновесной структуры в металлах и сплавах, испытывающих фазовые превращения.
При отжиге второго рода нагрев и последующее охлаждение может вызвать как частичную, так и полную замену исходной структуры. Полная замена (aRbRa) в результате двойной перекристаллизации позволяет кардинально изменить строение сплава, уменьшить размер зерна, снять наклеп, устранить внутренние напряжения, т.е. полностью изменить структуру и свойства детали. Отжиг второго рода может быть полным и неполным.
Полный отжиг сопровождается полной перекристаллизацией. При неполном отжиге структурные превращения происходят не полностью, с частичным сохранением исходной фазы. Неполный отжиг применяется в тех случаях, когда можно изменить строение второй фазы, исчезающей и вновь появляющейся при этом виде отжига.
Закалка
Закалка – это термообработка, направленная на получение в сплаве максимально неравновесной структуры и соответственно аномального уровня свойств. Любая закалка включает в себя нагрев до заданной температуры, выдержку и последующее быстрое резкое охлаждение. В зависимости от вида фазовых превращений, происходящих в сплаве при закалке, различают закалку с полиморфным превращением и закалку без полиморфного превращения.
Закалка с полиморфным превращением. Этот вид закалки применяется для сплавов, в которых один из компонентов имеет полиморфные превращения.
При закалке с полиморфным превращением нагрев металла производится до температуры, при которой происходит смена типа кристаллической решетки в основном компоненте. Образование высокотемпературной полиморфной структуры сопровождается увеличением растворимости легирующих элементов. Последующее резкое охлаждение ведет к обратному изменению типа кристаллической решетки, однако из-за быстрого охлаждения в твердом растворе остается избыточное содержание атомов других компонентов, поэтому после такого охлаждения образуется неравновесная структура. В металле сохраняются внутренние напряжения. Они вызывают резкое изменение свойств, увеличивается прочность, уменьшается пластичность. При быстром охлаждении перестройка кристаллической решетки происходит за счет одновременного смещения целы групп атомов. В результате вместо обычных зерен в металле появляется игольчатая структура, которая называется мартенситом. Неравновесное состояние металла после такого типа закалки является термодинамически неустойчивым. Поэтому, чтобы перевести металл в более устойчивое состояние, получить необходимый уровень внутренних напряжений, а соответственно и необходимые механические свойства, применяют дополнительную термообработку, которую называют отжиг.
Закалка без полиморфного превращения.
Применяется для сплавов, не испытывающих полиморфных превращений, но имеющих ограниченную растворимость одного компонента в другом.
Если сплав, содержащий вторичные фазы, нагреть до температуры выше линии солидус, то увеличение растворимости приведет к растворению вторичных фаз. Если теперь такой твердый раствор быстро охладить, то выделение вторичных фаз образоваться не успеет, т.к. для этого требуется время на прохождение процесса диффузии, образование другой кристаллической решетки, границ раздела между фазами. В результате, при нормальной температуре пересыщенный метастабильный твердый раствор содержит избыток второго компонента. Такое изменение структуры изменяет свойства сплава, прочность может, как увеличиться, так и уменьшиться, а пластичность, как правило, увеличивается. Состояние металла после такой закалки является термодинамически неустойчивым. Самопроизвольно или под влиянием предварительного нагрева метастабильный твердый раствор начинает распадаться с выделением вторичной фазы, т.е. αмRα+βII. Этот процесс называется старением.
Таким образом, старение – это термообработка, которая проводится после закалки без полиморфного превращения, направленная на получение в сплаве более равновесной структуры и заданного уровня свойств.
Отпуск.
Отпуск – термообработка, направленная на уменьшение внутренних напряжений в сплавах после закалки с полиморфным превращением. Образование вторичных фаз после закалки с полиморфным превращением всегда опровождается резким увеличением внутренних. Соответственно максимально увеличиваются прочность и твердость, до минимума падает пластичность. Чтобы получить необходимое соотношение прочности и пластичности, такой сплав после закалки подвергают дополнительной термообработке: отпуску. Нагрев вызывает уменьшение концентрации легирующих элементов в твердом растворе и выделение вторичных фаз.
После закалки без полиморфного превращения сплав имеет структуру пересыщенного твердого раствора. Такое состояние сплава – нестабильное и с течением времени начинает меняться. Пересыщенный твердый раствор распадается с выделением из него мелких включений вторичной фазы. Этот процесс проходит в несколько стадий:
На первой стадии в кристаллической решетке твердого раствора появляются зоны, обогащенные атомами второго компонента. С течением времени эти зоны увеличиваются.
На второй стадии концентрация атомов второго компонента достигает величины, соответствующей по концентрации выделения вторичной фазы.
Наступает третья стадия, т.е. формирование в этих зонах промежуточной кристаллической решетки, которая отличается то решетки твердого раствора и от решетки вторичной фазы.
На четвертой стадии увеличение концентрации второго компонента приводит кобразованию окончательной кристаллической решетки вторичной фазы и образованию границы раздела между твердым раствором и вторичной фазой. Так как процесс распада твердого раствора основан, прежде всего, на диффузионных процессах, то он в значительной степени зависти от температуры. Чем выше температура, тем быстрее идет процесс распада. Если температура нормальная, то процесс распада называется естественным старением, а если температура повышенная, то – искусственным старением. В результате, после старения структура сплава представляет собой зерна твердого раствора равновесного химического состава, с равномерно распределенным по объему, огромным количеством мелких выделений вторичной фазы. Эти выделения, располагаясь на плоскостях скольжения, препятствуют перемещению дислокаций, требуют увеличение скалывающего напряжения. Соответственно, прочность и твердость сплава увеличиваются.
Химико-термическая обработка (ХТО).
Это одновременное воздействие на металл химической среды, тепла с целью направленного изменения состава и свойств поверхности детали. Различные виды ХТО направлены либо на повышение коррозионной стойкости, либо прочности и твердости, износостойких, антифрикционных свойств. Изменяя состав химической среды, можно в одних и тех же деталях получать различные свойства.
Термомеханическая обработка.
Это сочетание пластической деформации, упрочняющей термообработки, причем образующийся в результате деформации наклеп сохраняется и влияет на фазовые превращения, происходящие при термообработке.
Такое комплексное воздействие на металл позволяет получить уровень свойств в металле более высокий, чем можно получить после деформации или после термообработки в отдельности.
Коррозионностойкие стали
Коррозией называют разрушение металла под действием химического или электрохимического воздействия под действием окружаемой среды. Основные факторы воздействия коррозии и ее влияние на экономику:
- Экономический фактор – экономические потери промышленности в результате коррозии.
- Надежность эксплуатации объектов или машин.
- Экологический фактор.
Виды коррозии:
- Равномерная (поверхностная).
- Местная (точечная).
- Межкристаллитная (по границам зерен).
- Коррозия под напряжением (ножевая).
- Электрохимическая коррозия.
Межкристаллитная коррозия (МКК).
Железо не является коррозионностойким металлом. Чистое железо активно взаимодействует со всеми элементами. Повысить коррозионностойкость можно введением легирующих элементов, которые вызывают его пассивацию. Пассивация – эффект создания на поверхности стальной детали тонкой защитной пленки, подслоем которой является кислород. Результат – электронный потенциал становится положительным и поверхность становится менее склонной к коррозии. Усиливают пассивацию Cr, Ni, Cu, Mo, Pt, Pd. Особенно сильно влияет Cr.
Химический состав: Cr13-30%, Ni4-25%, Moдо 5%, Cuдо 1%. В зависимости от
содержания легирующих элементов структура и свойства сталей могут быть различными. Если сталь содержит в основном Cr, который стабилизирует феррит, то сталь будет ферритной (низкая твердость, низкая прочность, высокая пластичность). Если сталь содержит в себе кроме Cr C, то ее структура будет мартенситной. Зная структуру стали, можно прогнозировать ее свойства и назначать режимы термообработки. Для определения, к какому структурному классу относится сталь, разработана диаграмма Шеффлера.
Экв. Ni=%Ni + 30(%C) + 0,5(%Mn).
Экв. Cr=%Cr + %Mo + 1,5(%Si) + 0,5(%Nb).
Cr повышает коррозионную стойкость только в том случае, когда его количество в растворе превышает 13%. Если количество Cr не слишком высоко и при этом сталь содержит много углерода, то происходит взаимодействие Cr и С с образованием карбидов. Особенно энергично образование карбидов наблюдается на границах зерен. При этом количество Cr в твердом растворе снижается. И если Cr менее 13%, то границы зерен становятся незащищенными. В результате коррозия легко может пересылаться по границам, не затрагивая центров зерен. Если скорость охлаждения велика, то карбиды по границам зерен образовываться не успевают. Количество Cr не снижается меньше 13%. Если скорость охлаждения очень мала, то при этом сначала образуются карбиды по границам зерен. При этом количество Cr снижается, но за счет диффузии из центра зерна происходит увеличение содержания Cr и стойкость восстанавливается. Если охлаждение идет таким образом, что содержание Cr на границах не успевает увеличиться и остается меньше 13%, то такая сталь склонна к межкристаллитной коррозии. Чтобы сделать сталь нечувствительной к межкристаллитной коррозии, нужно:
- Понизить содержание углерода и азота.
- Вводить в сталь другие карбидообразующие элементы более сильные, чем Cr (Ti, Nb).
- Увеличить скорость охлаждения при термообработке.
- Делать отжиг.
Хромистые нержавеющие стали.
Хромистые нержавеющие стали являются самыми дешевыми и поэтому самыми распространенными. Минимальное содержание Cr 13%. При содержании Cr больше 13% стабилизируется α – фаза (феррит) и никаких полиморфных превращений в таких сталях не происходит. Нагрев вызывает только увеличение зерна. Длительная выдержка при температуре около 600-650º С вызывает появление в сталях интерметаллидной фазы. Образование такой фазы сильно охрупчивает сталь, поэтому является нежелательной. Медленное охлаждение или длительная выдержка при 500º С вызывает образование упорядоченного твердого раствора, что также вызывает хрупкость стали. Такую хрупкость называют 475ºной хрупкостью. Увеличение температуры выше 1000º С вызывает бурный рост зерна и как следствие снижение вязкости, т.е. сталь тоже становится хрупкой. Поэтому при всех вариантах изготовления деталей из этих сталей и их термообработки необходимо избегать температурных интервалов, при которых возможно охрупчивание и потеря вязкости.
Термообработка хромистых сталей.
Термообработка сталей в зависимости от необходимости может быть смягчающей, т.е. отжиг или упрочняющей, т.е. закалка + отпуск. Отжиг проводится либо для устранения хрупкости, либо для снятия наклепа, либо для стабилизации химического состава и устранения склонности стали к межкристаллитной коррозии. Для устранения хрупкости, вызванной появлением упорядоченного твердого раствора, применяют отжиг с нагревом 500-550º С. Время выдержки должно быть меньше, чем τminпри появлении хрупкости 475º. Скорость охлаждения 10º С в минуту. Для устранения наклепа, а так же σ-фазы применяют второй вариант отжига с температурой 850-900º С. Скорость охлаждения 10º С в минуту. Третий вариант отжига применяется для массивных деталей, когда требуется стабилизировать содержание Cr по сечению детали, чтобы избежать склонности стали к межкристаллитной коррозии. Выдержка от 2 до 4 часов. Для хромистых сталей мартенситного класса применяют упрочняющую термообработку: закалка + отпуск. Возможно применение одной закалки без отпуска, если деталь небольших размеров или охлаждение идет на воздухе. Для хромистых сталей мартенситного класса охлаждение в любом случае дает мартенситную структуру. Поэтому применение охлаждающих сред (вода, масло) не требуется. Лишь охлаждение печью вызывает ферритно-карбидную структуру. Такой же структуры можно добиться после закалки и отпуска при температуре 650º С.
Наибольшая твердость достигается после закалки. В этом состоянии сталь обладает наивысшей коррозионной стойкостью, т.к. Cr находится в твердом растворе. Если требуется сохранить твердость и коррозионную стойкость, то отпуск стали проводят при температуре 250-350º С. А если требуется повышенная вязкость, то проводят высокий отпуск (650º С).
Состав, структура и свойства хромистых сталей.
Основные легирующие элементы:
- Cr- 13-28%.
- С – 0,05-1%.
- Ti, Nb< 1% – вводятся для стабилизации стали.
- Ni, Cu, Mo- вводятся для повышения коррозионной стойкости и вязкости.
Хромистые стали делят на:
- Cr 13%.
- Cr 17%.
- Cr 25-27%.
Увеличение содержания углерода вызывает в хромистых сталях мартенситное превращение, так же появление карбидов. Чем больше карбидов и С, тем
По содержанию углерода стали делят на:
- Стали ферритного класса (08Х13, 08Х17, 05Х27).
- Стали ферритно-мартенситного класса (12Х13).
- Стали мартенситного класса (20Х13, 30Х13, 40Х13).
- Стали с мартенситом + карбиды (65Х16, 95Х18Ш).
В зависимости от структуры стали изменяются ее свойства и назначение. Стали ферритного класса из всех хромистых отличаются наилучшей пластичностью. Из них изготавливают листы и другие полуфабрикаты для изготовления деталей с применением сварки. Из всех хромистых стали ферритного класса хорошо поддаются сварке. При использовании стали следует помнить, что она может охрупчиваться при медленном охлаждении, а так же при увеличении зерна. Поэтому в эти стали добавляют Tiи Nb, которые образуют карбиды. Такие стали называют стабилизированными. Для сталей ферритного класса применяют отжиг в разных вариантах – 1, 2, иногда 3.
Стали мартенситного класса отличаются высокой твердостью и прочностью, поэтому их используют для изготовления деталей, которые должны сохранять высокую прочность и твердость при работе в агрессивных средах. Для таких сталей проводят закалку + низкий отпуск.
Стали со структурой мартенсит + карбиды имеют большое количество карбидов хрома. Они используются для изготовления деталей, которые работают в агрессивных средах при температуре от -150 до +250º С. Твердость 57 HRC. Термообработка: закалка (1000-1150º С – воздух) + отжиг (250-350º С).
Хромоникелевые стали.
Если сталь кроме Cr содержит еще Ni, Mn, Mo, то ее структура из ферритной может измениться на ферритно-аустенитную или даже на чистую аустенитную. Т.е. после охлаждения на воздухе сталь сохраняет аустенитную структуру, которая не меняется ни при каких вариантах термообработки. При содержании Ni>10% сталь становится аустенитной. Аустенит позволяет получить не только коррозионную стойкость, но так же и высокие технические свойства. Сталь хорошо поддается обработке давлением, сварке, сохраняет свойства до 600-700º С, не охрупчивается, не чувствительна к хладноломкости, но сталь склонна к межкристаллитной коррозии и ее невозможно упрочнять закалкой. Термообработка: закалка + отжиг.
И после закалки и после отжига структура одинаковая, одинаковые и свойства. Закалке подвергают тонкостенные изделия простой формы и небольшого размера. Температура и закалки, и отжига одинакова и зависит от состава стали. Если сталь содержит только Cr, Ni, то температура не должна превышать 950-1000º С. Увеличение температуры вызывает резкий рост зерна и снижение характеристик. Охлаждение при закалке должно быть таким, чтобы не попасть в область выделения карбидов Cr. Уменьшения стоимости хромоникелевых сталей можно добиться, если вместо Niвводить Mn.
Для того, чтобы стабилизировать структуру, необходимо, чтобы Cr<15%, Mn>15%. Если условие не выполняется, то мы получаем сталь с неустойчивым структурным состоянием. Для получения стабильной аустенитной структуры Niзаменяют частично (10Х14Г14Н4Т, 20Х13Н4Г9). Термообработка принципиально не отличается от термообработки хромоникелевых сталей. Такой недостаток хромоникелевых сталей, как склонность к росту зерна, можно устранить, используя для сварных деталей стали ферритно-аустенитного класса (15Х22Н5М5Т) или аустенитно-мартенситного класса (08Х15Н5Д2Т). Стали аустенитно-мартенситного класса обладают повышенной твердостью. Чисто аустенитные стали склонны к коррозии под напряжением. Даже самые лучшие аустенитные стали оказываются недостаточно стойкими при контакте с кислотами. Поэтому разработаны коррозионно-стойкие сплавы:
Fe – Ni – Cr (04ХН40МДТЮ).
Ni- Cr (ХН45В).
Ni- Mo (Н70МФ).
Cr – Ni – Mo (ХН65МВ).
Мы не ставим своей задачей просмотреть все виды (марки) нержавеющих сталей. В этом нет никакой необходимости. Когда “производственники” говорят о нержавейке, лишь с некоторыми исключениями, они ссылаются на марки стали одной из серий – 300 или 400-ю. Наиболее часто используемые марки этих серий приведены в следующей таблице. Там же указаны типичные приложения (области применения) для каждой из них.
300 серия Аустенитная
| Аустенитная сталь |
AISI 304 | Много-целевая (напр. конструкции оборудования для пищевой промышленности, кухонная утварь, профильная сталь, детали интерьеров и т.п. ) |
AISI 304L | Оборудование, находящееся под воздействием органических кислот, атомная промышленность, трубы, котлы. Элементы конструкций для пищевой и химической промышленности |
AISI 321 | Pulp and Paper Processing Equipment |
| Аустенитная сталь с молибденом |
AISI 316 | Элементы конструкций для текстильной промышленности, химическая промышленность |
AISI 316L | Конструкции и механизмы для химической и целлюлозной промышленности, трубы, котлы |
AISI 316Ti | Элементы конструкций для пищевой и химической промышленности |
| Жаропрочная сталь |
AISI 310s | Конструкции для производственных печей, паровых котлов и нефтеперерабатывающих заводов |
400 серия Ферритная
| Ферритная сталь |
AISI 430 | Арматура, фитинги, режущие инструменты, столовые приборы, пустотелая сталь, декор для интерьеров |
AISI 430Ti | Сварные конструкции, стиральные машины, ванны |
Литейные и механические свойства жаростойких сталей Текст научной статьи по специальности «Технологии материалов»
/гггтт* г: кгтшлтгта /17
-2 (79), 2015 /II
УДК 621.745.55 Поступила 22.04.2015
ЛИТЕЙНЫЕ И МЕХАНИЧЕСКИЕ СВОЙСТВА ЖАРОСТОЙКИХ СТАЛЕЙ CASTING AND MECHANICAL PROPERTIES OF HEAT-RESISTANT STEELS
М. М. ЯМШИНСКИЙ, Г. Е. ФЕДОРОВ, Национальный технический университет Украины «КПИ», г. Киев, Украина
M. М. YAMSHINSKIY, G. Е. FEDOROV, National Technical University of Ukraine «KPI», Kiev, Ukraine
Изучено влияние хрома и алюминия на литейные и механические свойства хромистых жаростойких сталей для изготовления литых деталей, работающих в агрессивных средах до 1250 °С. Установлено, что при оптимальном соотношении основных компонентов стали имеют удовлетворительные литейные и механические свойства, позволяющие изготавливать отливки различных массы, геометрии и габаритных размеров.
Influence of chrome and aluminums on casting and mechanical properties of chromic heat-resistant steels for making poured details, working in aggressive environments to 1250 °С is studied. It is determined that under optimum relationship of basic components steels have satisfactory casting and mechanical characteristics, allowing to make foundings of different mass, geometry and overall sizes. It becomes obvious that better oxidation resistance at different temperatures can be reached by various contents of chromium and aluminum. Experimental findings have proved that adding aluminum to chromium steel improves the oxidation resistance of steels investigated. To get steels with more than 25% chromium with addition of 2-3% aluminum are aims for further investigation.
Ключевые слова. Жаростойкая сталь, литейные свойства, механические свойства, жаростойкость, жидкотекучесть,
линейная усадка, твердость, термостойкость. Keywords. Heat resistant steel casting properties, mechanical properties, heat resistance, flowability, linear shrinkage, hardness, heat resistance.
Жаростойкие стали для изготовления литых деталей, работающих в агрессивных средах при температурах до 1300 °С, должны иметь не только высокие эксплуатационные характеристики (окалиностой-кость, термостойкость и ростоустойчивость), но и удовлетворительные технологические свойства.
Многочисленными работами И. И. Корнилова, Ф. Ф. Химушина, К. И. Ващенко, Ю. А. Нехендзи и других выдающихся ученых-специалистов сталелитейного производства [1-9] доказана возможность разработки сплавов с высокой жаростойкостью легированием железа недорогими химическими элементами – хромом, алюминием, кремнием, титаном и др. В этом случае железо приобретает не только высокие эксплуатационные свойства, но и может использоваться как литейный материал для изготовления высококачественных фасонных изделий для работы в экстремальных условиях.
Существуют три наиболее обоснованные и проверенные на практике теории легирования [10-12] с целью повышения жаростойкости сплавов в зависимости от механизма действия легирующих добавок:
• ионы легирующего компонента должны входить в кристаллическую решетку оксида основного металла, уменьшая его дефектность и скорость диффузионных процессов;
• легирующий компонент должен образовывать на поверхности сплава свой защитный оксид, который препятствует окислению основного металла;
• легирующий компонент должен образовывать с основным компонентом двойственные оксиды типа шпинелей, которые имеют повышенные защитные свойства.штптг_
/ 2 (79), 2015-
Известно [13-17], что процесс изготовления отливок из высоколегированных сталей сопровождается определенными трудностями, поскольку эти стали менее технологичны, чем обычные углеродистые стали. Вследствие низкой теплопроводности сталей и неравномерного характера их кристаллизации, связанного с природой элементов, входящих в состав сплава, наличия сопутствующих примесей, условий охлаждения отливок и других факторов, в металле возникают химическая и физическая неоднородности. Перечисленные явления содействуют развитию значительных структурных напряжений и получению неравномерных механических, физических и других свойств металла как во всем объеме, так и в пределах одного зерна.
Технологичность литейных сплавов, в том числе и сталей, определяют поведением металла в условиях изготовления из них качественных изделий.
В комплексе технологических свойств жаростойких сталей важное место занимают их литейные характеристики: жидкотекучесть, линейная и объемная усадки, трещиностойкость, поверхностное натяжение, плотность в расплавленном состоянии, пленкообразование и др. Литейные свойства сталей зависят от физико-химических особенностей металла и технологических характеристик литейной формы: они проявляются в жидком состоянии, во время кристаллизации и в твердом состоянии.
Высокая склонность жаростойких сталей с высоким содержанием хрома и алюминия к вторичному окислению, особенно в атмосфере воздуха при их разливке в литейные формы, создает определенные трудности в изготовлении качественных отливок, поскольку расплав покрывается плотными пленками оксидов хрома и алюминия. Эти пленки попадают в струю жидкого металла, снижают его жидкотекучесть, препятствуют получению отливки необходимой геометрии, а, оставшись в теле литой детали, нарушают сплошность металла изделия и снижают его механические и эксплуатационные свойства. Для достижения необходимой жидкотекучести стали перегревают. Это также негативно влияет на структуру металла и существенно снижает возможности литых деталей.
Жаростойкие стали с высоким содержанием хрома, кремния и алюминия относят к ферритным. Во время охлаждения они не имеют фазовых превращений, размеры зерен первичной кристаллизации в отливке остаются неизменными даже после любых режимов термической обработки.
Перегрев металла существенно способствует развитию столбчатых кристаллов, образованию большого количества дефектов газового происхождения и горячих трещин.
Повышенные скорости заполнения литейной формы расплавом влияют на качество отливок в таком же направлении, как и перегревание металла перед его разливкой.
Литейные дефекты в сочетании с крупнозернистой структурой снижают эксплуатационные свойства отливок, изготовленных из таких сталей: способствуют развитию межкристаллитной коррозии, образованию концентраторов напряжений и деформаций, а также резкому снижению термостойкости отливок.
Добиться мелкого зерна в отливках из жаростойкой стали заливкой форм металлом со сниженной температурой практически невозможно, поскольку при этом интенсивно проявляются другие недостатки: замедляется скорость всплытия пленок, неметаллических включений, частиц шлака, затрудняются условия удаления газов из металла, а также ухудшаются условия питания отливок. При заливке форм с низких температур металла в отливках образуются недоливы, спаи, раковины разного происхождения, которые часто являются причинами брака литых заготовок. Своеобразие технологических свойств таких жаростойких сталей является значительным тормозом широкого внедрения их в производство, несмотря на высокие эксплуатационные характеристики.
Таким образом, важнейшей задачей при изготовлении качественных отливок из жаростойких сталей является выбор оптимального соотношения основных компонентов – хрома и алюминия, которые обеспечили бы наилучший комплекс литейных, механических и эксплуатационных характеристик.
Изучено влияние хрома на литейные и механические свойства жаростойких сталей в диапазоне концентраций 13-36% и алюминия – до 7,0%. Исследованиями установлено, что практическая жидкотеку-честь хромистых сталей с разным содержанием алюминия значительно улучшается с повышением концентрации хрома (рис. 1, а) в результате снижения температуры плавления сталей. Однако повышение концентрации алюминия до 2,0-3,0% снижает жидкотекучесть хромистых сталей вследствие образования большого количества оксидов, увеличивающих вязкость стали.
Некоторое повышение практической жидкотекучести после добавок алюминия свыше 3,0% можно объяснить значительным снижением теплопроводности жидкого металла, более медленным охлаждением движущейся струи расплава, образованием плотной «рубашки» из оксидов, препятствующей проникновению жидкого металла в межзерновые пространства формовочной смеси и обеспечивающей оптимальное поступление металла в полость формы.штптг /10
-2 (79), 2015 I ШЧМ
Увеличение содержания хрома в сталях существенно снижает линейную усадку исследованных сталей (рис. 1, б). Например, увеличение содержания хрома в стали с 13 до 35% при 1% алюминия снижает линейную усадку с 2,64 до 1,66%, что можно объяснить увеличением ферритной составляющей в структуре стали.
Небольшие добавки алюминия в хромистые стали заметно снижают их усадку вследствие дальнейшего повышения ферритизации стали, уменьшения общего количества газов в металле переводом их в тугоплавкие соединения (оксиды, нитриды алюминия), которые являются дополнительными центрами кристаллизации, способствуют измельчению зерна и ликвидации легкоплавких межзерновых прослоек. С повышением в стали содержания хрома перегиб кривых усадки сдвигается влево. Это позволяет определить соотношение хрома и алюминия в стали для реальной отливки с конкретными геометрией и габаритными размерами, ориентируясь на одну из основных литейных характеристик сплавов – литейную усадку.
Общепризнанно, что причина возникновения горячих трещин – механическое или термическое торможение, вызванное усадкой. Известно также, что горячие трещины образуются при температурах, близких к температурам окончательной кристаллизации, т. е. в период, когда между зернами еще есть жидкая фаза, наличие которой обусловливает низкие прочность и пластичность металла. Здесь особенно проявляется вредное влияние широкого интервала кристаллизации, когда увеличиваются период пребывания металла в двухфазном состоянии и время существования межкристаллических жидких пленок, что способствует уменьшению сопротивления образованию горячих трещин.
Вообще трещиностойкость стали представляет собой разницу между допустимым темпом деформации и темпом нарастания усадки.
В отливках из сталей с низкой теплопроводностью, к которым относят и стали с высоким содержанием хрома и алюминия, всегда существует большая разница температур между внешними и внутренними зонами. Во внешних зонах, имеющих более низкую температуру, а поэтому более прочных, процессы усадки развиваются интенсивнее, что способствует отрыву от них средних зон (центральные зоны находятся в это время еще в жидком состоянии).
Заметное влияние на процессы образования горячих трещин оказывают адсорбционные явления, связанные с наличием в металле примесей, имеющих поверхностно-активные свойства. На эти процессы также влияют теплофизические характеристики формовочных материалов, возможные заливы металла по разъему формы, местные перегревы стенок литейной формы, расположенных напротив подведения металла в полость формы и др.
Все изложенные факторы обязательно необходимо учитывать при изготовлении отливок из жаростойких хромоалюминиевых сталей.
Снижение коэффициента термического сжатия вследствие увеличения ферритной составляющей в структуре после повышения содержания хрома и при оптимальных добавках алюминия положительно сказывается на трещиностойкости хромоалюминиевых сталей (рис. 2, а). Известно, что трещиностой-
Рис.1. Влияние хрома и алюминия на практическую жидкотекучесть (а) и линейную усадку (б) жаростойких сталей: 1
13,68% Сг; 2 – 17,72; 3 – 22,28; 4 – 25,68; 5 – 29,80; 6- 35,83% Сг
И//;г:тт:г г г/;<тшггтгг
I 2 (79), 2015-
Г:
Рис. 2. Влияние хрома и алюминия на трещиностойкость (а) и полную объемную усадку (б) жаростойких сталей: 1 – 13,68% Сг;
2 – 17,72; 3 – 22,28; 4 – 25,68; 5 – 29,80; 6- 35,83% Сг
кость сталей во многом зависит от их линейной усадки, поэтому характер кривых сохраняется таким же, как и для линейной усадки.
На качество отливок из высоколегированных сталей существенное влияние оказывает объемная усадка, зависящая от многих факторов: температуры и скорости заливки металла в формы, выделения газов, скорости и направленности охлаждения металла в форме, теплофизических свойств формовочных материалов и др.
Увеличение содержания хрома в сталях расширяет интервал кристаллизации, что в значительной мере ухудшает условия формирования качественных отливок.
Поскольку формы заливают расплавом преимущественно при одинаковых температурах, то время пребывания его в жидком состоянии с повышением содержания хрома увеличивается, а вместе с этим увеличивается и усадка металла в жидком состоянии и при кристаллизации. Увеличивается при этом и полная объемная усадка стали (рис. 2, б).
Расширение интервала кристаллизации и снижение теплопроводности сталей после повышения содержания в них хрома способствуют увеличению усадочных пор и концентрированной усадочной раковины (рис. 3).
-‘С
О
–1—-1–г
1 4 (1
Содержание алюминия, %
2
а.
с
а 2
о
“1—-т–1-р—Т
2 4 Л
Содержание алюминия. %
а
б
Рис.штптг I oí
-2 (79), 2015 I Ш I
Повышение содержания алюминия в хромистых сталях сопровождается значительным снижением их плотности. Алюминий имеет меньшую плотность (2,71 г/см3) в сравнении с железом (7,86 г/см3) и хромом (7,16 г/см3), растворяется в a-Fe до 30,0% и этим уменьшает плотность хромоалюминиевой стали. Например, увеличение содержания алюминия в 30%-ной хромистой стали от 0,01 до 7,10% снижает ее плотность с 7,57 до 6,80 г/см3.
Прочность сталей при высоких температурах зависит от величины зерна и состояния межзерновых прослоек. Границы зерен в литейном сплаве являются зонами накопления вредных примесей, в первую очередь легкоплавких, которые катастрофически ослабляют прочность связей между кристаллами при высоких температурах.
В тех случаях, когда границы зерен будут иметь высокую чистоту, а структура будет однородной, жаропрочность и жаростойкость стали будут максимальными.
Характеристики прочности высоколегированных сталей существенно зависят от неоднородности размеров зерен, т. е. от наличия в изделии одновременно мелких и крупных зерен. При высоких температурах в изделиях с разнозернистой структурой возможно образование трещин на стыке крупных и мелких зерен.
Очевидно, что длительность эксплуатации жаростойких изделий будет тем выше, чем меньшая разница в размерах зерен.
Добавки алюминия в хромистую сталь существенно изменяют ее структуру. С увеличением в стали алюминия уменьшается количество мелких зерен, имеющих высокую микротвердость, и при добавках около 1,0% алюминия структура стали становится более однородной. На границах зерен наблюдаются лишь мелкие железохромистые карбиды. Количество неметаллических включений в стали вследствие раскисляющего действия алюминия уменьшается до минимума.
Увеличение содержания алюминия до 3,0% несколько укрупняет зерно феррита и повышает количество разной формы неметаллических включений в металле. Чрезмерные добавки алюминия (до 7,0%) снижают растворимость углерода в твердом растворе и способствуют образованию карбидов при более высоких температурах, что приводит к выделению их в виде цепочек на границах зерен.
Кроме того, такие добавки алюминия увеличивают количество неметаллических включений, также располагающихся на границах зерен, и повышают разнозернистость стали вследствие неодинакового распределения нитридной фазы в объеме металла. Нитриды являются дополнительными центрами кристаллизации, поэтому их рассредоточение в расплаве обусловливает структуру стали.
Хром и алюминий вследствие управления структурой стали значительно изменяют ее механические свойства. Повышение концентрации хрома резко снижает прочность хромоалюминиевых сталей (рис.7Шглтг:п
2 (79), 2015-
Рис. 5. Карбидные колонии в хромоалюминиевой стали (0,4% С; 30,7% Сг; 0,97% А1). х100
4(111 •
350-
се
= 300 ■
250-
200-
130 ■
6
Гх\ >
0 2 4 6 В
Содержание алюминия, %
Рис. 6. Изменение твердости жаростойких сталей в зависимости от содержания в них хрома и алюминия: 1 – 13,68% Сг; 2 – 17,72; 3 – 22,28; 4 – 25,68; 5 – 29,80; 6 – 35,83% Сг
Во время определения временного сопротивления разрыву и ударной вязкости имеет место хрупкое разрушение образцов практически без признаков пластической деформации. Наилучшая ударная вязкость сталей с содержанием около 13,0% хрома и 2,5% алюминия, имеющих в зависимости от содержания в них углерода мартенситную или мартенситно-ферритную структуру.
Повышение концентрации хрома значительно снижает ударную вязкость сталей (рис. 4, б) из-за крупнозернистой структуры, увеличения вредных примесей, карбидов и их коагуляции (рис. 5).
Стали с 13,0-14,0% хрома склонны к самозакалке, имеют мартенситную структуру и наивысшую твердость. Для улучшения обрабатываемости отливок из таких сталей на металлорежущих станках необходимо добавлять в металл алюминий, который резко уменьшает твердость (рис. 6).
Таким образом, на основании анализа изложенных выше свойств хромоалюминиевых сталей можно сделать вывод: наилучшего комплекса литейных и механических характеристик хромоалюминиевой жаростойкой стали можно достичь при содержании 25,0-32,0% хрома и 1,0-2,0% алюминия.1000 °С).
Выводы
Содержание алюминия в хромистой стали определяется тем минимумом, при котором сохраняется достаточно высокая и длительная жаростойкость и тем максимумом, выше которого резко снижаются пластические свойства стали и температура ее плавления.
Очевидно, что изложенные результаты исследований были бы неполными без изучения влияния на свойства жаростойких сталей углерода и других химических элементов, улучшающих структуру и свойства металла, например, титана, редкоземельных металлов и др.
Литература
1. К о р н и л о в И. И., М и х е е в В. С. Основные свойства и применение жароупорного железохромоалюминиевого сплава № 2. М.: Изд-во АН СССР, 1968. 8 с.
2. Х и м у ш и н Ф. Ф. Нержавеющие стали. М.: Металлургиздат, 1963. 600 с.
3. Х и м у ш и н Ф. Ф. Жаропрочные стали и сплавы. М.: Металлургия, 1964. 672 с.
4. В а щ е н к о К. И., Ж у к В. Я., Л ю т ы й В. А. Безникелевая жаростойкая сталь для отливок, работающих при переменных температурах до 1200 °С // Литейное производство. 1970. № 4. С. 28-32.
5. Н е х е н д з и Ю. А. Стальное литье. М.: Металлургиздат, 1948. 766 с.
6. Специальные стали: Учеб. для вузов / М. И Гольдштейн, С. В. Грачев, Ю. Г. Векслер. М.: МИСИС, 1999. 408 с.
7. М е с ь к и н В. С. Основы легирования стали. М.: Металлургия, 1964. 684 с.
8. Г у д р е м о н Э. Специальные стали. В 2-х т., 2-е изд. М.: Металлургия, 1966. Т. 1. 736 с.
_дтгггг г: err gym: г /оо
-2 (79), 2015 / fcU
9. Ш у л ь т е Ю. А. Производство отливок из стали. Киев; Донецк: Вища шк., 1983. 184 с.
10. Ж у к Н. П. Курс теории коррозии и защиты металлов. М.: Металлургия, 1976. 472 с.
11. К у б а ш е в с к и й О., Ч о п к и н с Б. Окисление металлов и сплавов. М.: Металлургия, 1965. 315 с.
12. А р х а р о в В. И. Окисление металлов. М.; Свердловск: Металлургиздат, 1945. 171 с.
13. Л ю т ы й В. А. Хромоалюминиевая сталь для отливок, работающих при переменных температурах до 1200 °С. Дис. … канд. техн. наук. Киев: КПИ, 1969. 320 с.
14. Ф е д о р о в Г. Е. Технологические свойства литейных жаростойких хромоалюминиевых сталей. Дис. … канд. техн. наук. Киев: КПИ, 1977. 208 с.
15. Б а б а с к и н Ю. З., Ш и п и ц и н С. Я., К и р ч у И. Ф. Конструкционные и специальные стали с нитридной фазой. Киев: Наукова думка, 2005. 372 с.
16. К и н ц е л А. Б., Р у с е л Ф р е н к с. Высокохромистые нержавеющие и жароупорные стали. М.: Металлургиздат, 1945. 473 с.
17. Э м и н г е р Э., В е б е р К. Производство отливок из специальных сталей. М.: Машгиз, 1960. 160 с.
References
1. K o г n i l o v I. I., M i h e e v V. S. Osnovnye svojstva i primenenie zharoupornogo zhelezohromoaljuminievogo splava № 2 [Basic properties and application of heat resistant iron chromium aluminum alloy № 2.] Moscow, Publisher USSR Academy of Sciences Publ., 1968. 8 p.
2. H i m u s h i n F. F. Nerzhavejushhie stali [Stainless steels]. Moscow, Metallurgy Publ., 1963. 600 p.
3. H i m u s h i n F. F. Zharoprochnye stali i splavy [Heat-resistant steels and alloys]. Moscow, Metallurgy Publ., 1964. 672 p.
4. V a s h h e n k o K. I., Z h u k V. J a., L j u t y j V. A. Beznikelevaja zharostojkaja stal’ dlja otlivok, rabotajushhih pri peremen-nyh temperaturah do 1200 °C. [Nickel-free heat-resistant steel castings for working at various temperatures up to 1200 °C]. Litejnoe proizvodstvo – Foundry, 1970, no. 4, pp. 28-32.
5. N e h e n d z i J u. A. Stal’noe lit’e [Steel castings]. Moscow, Metallurgy Publ., 1948. 766 p.
6. G o l ‘ d s h t e j n M. I., G r a c h e v S. V., V e k s l e r J u. G. Special’nye stali: Uchebnikdlja vuzov [Special steels]. Moscow, MISSIS Publ., 1999. 408 p.
7. M e s ‘ k i n V. S. Osnovy legirovanija stali [Fundamentals of steel alloying]. Moscow, Metallurgy Publ., 1964. 684 p.
8. G u d r e m o n J e. Special’nye stali. V 2-h tomah, 2-e izd [Special steels]. Moscow, Metallurgy Publ., 1966. Kn.1. 736 p.
9. S h u l ‘ t e J u. A. Proizvodstvo otlivok iz stali [Special steels]. Kiev-Donetsk, High School Publ., 1983. 184 p.
10. Z h u k N. P. Kurs teorii korrozii i zashhity metallov [Course in corrosion theory and protection of metals]. Moscow, Metallurgy Publ., 1976. 472 p.
11. K u b a s h e v s k i j O., C h o p k i n s B. Okislenie metallov i splavov [Oxidation of metals and alloys]. Moscow, Metallurgy Publ., 1965. 315 p.
12. A r h a r o v V. I. Okislenie metallov [Oxidation of metals]. Moscow-Sverdlovsk, Metallurgy Publ., 1945. 171 p.
13. L j u t y j V. A. Hromoaljuminievaja stal’dlja otlivok, rabotajushhih pri peremennyh temperaturah do 1200 °C. Diss. kand. tehn. nauk [Hromoalyuminievaya steel castings operating at various temperatures up to 1200 °C. Candidate of Technical Sciences diss.]. Kiev, 1969. 320 p.
14. F e d o r o v G. E. Tehnologicheskie svojstva litejnyh zharostojkih hromoaljuminievyh stalej. Diss. kand. tehn. nauk [Technological properties of heat-resistant cast aluminum chrome steels. Candidate of Technical Sciences diss.]. Kiev, 1977. 208 p.
15. B a b a s k i n J u. Z., S h i p i c i n S. J a., K i r c h u I. F. Konstrukcionnye i special’nye stali s nitridnoj fazoj [Structural and special steels with nitrite phase]. Kiev, Naukova dumka Publ., 2005. 372 p.
16. K i n c e l A. B., R u s e l F r e n k s. Vysokohromistye nerzhavejushhie i zharoupornye stali [High-chromium stainless and heat resisting steels]. Moscow, Metallurgizdat Publ., 1945. 473 p.
17. J e m i n g e r J e., V e b e r K. Proizvodstvo otlivok iz special’nyh stalej [Casting of special steels]. Moscow, Mashgiz Publ., 1960. 160 p.
Сведения об авторах
Ямшинский Михаил Михайлович, канд. техн. наук, доцент, Национальный технический университет Украины «КПИ», пр. Победы, 37, 03056 Киев, Украина, [email protected], тел. + 380505460683.
Федоров Григорий Егорович, канд. техн. наук, доцент, Национальный технический университет Украины «КПИ», пр. Победы, 37, 03056 Киев, Украина, [email protected], тел. + 380679935601.
Information about the authors
Yamshinskiy Mikhail, Ph. D in Engineering, National Technical University of Ukraine «Kyiv Polytechnic Institute», Prospect Peremohy, 37, 03056 Kiev, Ukraine, [email protected], tel. + 380505460683.
Fedorov Grigory, Ph. D in Engineering, National Technical University of Ukraine «Kyiv Polytechnic Institute», Prospect Peremohy, 37, 03056 Kiev, Ukraine, [email protected], tel. + 380679935601.
Жаропрочные нержавеющие стали: маркировка, область применения
Жаропрочные стали
Жаропрочные нержавеющие стали и сплавы применяются в машиностроении, электроэнергетике, химической и пищевой промышленности – на производствах, где есть особые требования к надёжности работы в агрессивных средах и при повышенных температурах.
Их используют в машиностроении для производства отдельных деталей машин и механизмов: подшипников, электродов, деталей компрессоров, теплообменников, труб различного назначения.
Основные свойства жаропрочной стали
- Повышенная термостойкость (выдерживают температуры свыше 1000 градусов).
- Механическая и коррозионная стойкость.
- Износостойкость.
- Высокий предел ползучести.
Марки жаропрочной стали определяются их химическим составом. Стойкость к высоким температурам обеспечивают легирующие добавки – хром, никель, титан. Содержание примесей можно определить по маркировке. Например, жаропрочная сталь 20х23н18 содержит 0,20% углерода, 0,23% хрома и 0,18% никеля. Химический состав и маркировка жаропрочных сталей регламентированы ГОСТ 5632-72.
Жаростойкие и жаропрочные стали
Выделяют два типа нержавеющих материалов, стойких к высоким температурам: жаростойкие и жаропрочные. Жаростойкость (окалиностойкость) – способность противостоять газовой коррозии и образованию окалины в условиях повышенных температур. В жаростойких материалах легирующие примеси связывают атомы железа и не дают распространяться процессу окисления.
Жаропрочность – способность не разрушаться и не деформироваться под длительным постоянным воздействием высоких температур. Это свойство определяет ползучесть материала – предел, при котором сталь начинает деформироваться от постоянной нагрузки.
Продажа жаропрочной нержавеющей стали
Купить жаропрочные стали с доставкой по Удмуртии и России вы можете в компании «Карат». В каталоге представлен широкий ассортимент продукции ведущих производителей, выполненные в соответствии с ГОСТ. Самые востребованные позиции всегда есть на складе, в том числе листы из жаропрочной стали. Мы гарантируем быструю поставку необходимых марок нержавеющей жаропрочной стали в любом объёме.
Получить консультацию и оформить заказ вы можете по телефонам +7 (3412) 790-720, +7 (912) 450-11-60.
Жаростойкие и жаропрочные стали и сплавы
К жаростойким (окалиностойким) относят стали и сплавы, обладающие стойкостью против химического разрушения поверхности в газовых средах при температурах выше 550ºС и работающие в ненагруженном или слабонагруженном состоянии.
При высокой температуре в условиях эксплуатации в среде нагретого воздуха, в продуктах сгорания топлива происходит окисление стали (газовая коррозия). На поверхности стали образуется сначала тонкая пленка окислов, которая с течением времени увеличивается и образуется окалина.
Жаростойкость принято характеризовать температурой начала интенсивного окалинообразования в воздушной среде.
На интенсивность окисления влияет состав и строение окисной пленки. Если она пористая, окисление происходит интенсивно. Если плотная–окисление замедляется или даже совершенно прекращается.
Для получения плотной (защитной) окисной пленки сталь легируют хромом, также кремнием или алюминием. Степень жаростойкости зависит от количества находящегося в стали легирующего элемента. Так, например, сталь 15Х5 с содержанием 4,5-6,0% хрома жаростойка до температуры 700ºС, сталь 12Х17 (17% Сr )—до 900ºС, сталь 15Х28 (28% Сr)–до 1100-1150ºС (стали 12Х17 и 15Х28 являются также и нержавеющими). Еще более высокой жаростойкостью (1200ºС) обладают сплавы на никелевой основе с хромом и алюминием, например, сплав ХН7ОЮ (26-29 % хрома;2,8-3,5% алюминия).
Структура стали на жаростойкость не влияет.
К жаропрочным относят стали и сплавы, способные работать в нагруженном состоянии при высоких температурах в течение определенного времени и обладающие при этом достаточной жаростойкостью.
В отличие от прочности при нормальной (комнатной) температуре, прочность при высоких температурах, т.е. сопротивлении механическим нагрузкам при высоких температурах, называют жаропрочностью.
Характерным является, не только уменьшение прочности стали при высоких температурах, но и влияние на прочность стали при высоких температурах длительности действия приложенной нагрузки. В последнем случае под действием постоянной нагрузки сталь «ползет», поэтому данное явление названо ползучестью. Итак, ползучесть–это деформация, непрерывно увеличивающаяся и завершающаяся разрушением под действием постоянной нагрузки при длительном воздействии температуры. Для углеродистых и легированних конструкционных сталей ползучесть наблюдается при температурах выше 350ºС.
Ползучесть характеризуется пределом ползучести. Предел ползучести–это напряжение, вызывающее деформацию заданной величины (обачно от 0,1 до 1%) за определенный промежуток времени (100, 300, 500, 1000ч.) при заданной температуре.
Предел ползучести обозначает σ с тремя числовими индексами: двумя нижними и одним верхним. Первый нижний индекс означает заданное удлинение в процентах ,второй нижний индекс–заданное время испытания в часах, верхний індекс—температуру в Сº. Например σ/ 600 300—предел ползучести при допуске на деформацию 0,2% за 300 ч испытания при температуре 600º С.
Кроме того, жаропрочность характеризуют пределом длительной прочности σ- напряжением, вызывающим разрушение при данной температуре за данный интервал времени. Например, σ 700 100 –предел длительной прочности при сточасовом нагружении при 700ºС.
Факторами, способствующими жаропрочности, являються: высокая температура плавления основного металла; наличие в сплаве твердого раствора и мелкодисперстных частиц упрочняющей фазы; пластическая деформация, вызывающая наклеп; высокая температура рекристаллизации; рациональное легирование; термическая и термомеханическая обработка; введение в жаропрочные стали таких элементов, как бор, церий, ниобий, церковний, в десятих, сотых и даже тысячных долях процента.
Жаропрочные стали и сплавы классифицируют по основному признаку–температуре эксплуатации. В таблице приведен химический состав некоторых жаропрочные сталей и сплавов
Для работы при температурах до 350-400ºСприменяют обычные конструкционные стали (углеродистые и малолегированные )
Для работы при температуре 400-550ºС применяют стали перлитного класса 15ХМ1МФ. Для этих сталей основной характеристикой является предел ползучести, так они предназначены главным образом для изготовления деталей котлов и турбин (например, трубы паропроводов и пароперегревателей), нагруженных сравнительно мало, но работающих длительное время (до 100000ч).
Детали из сталей перлитного класса подвергают нормализации с температуры 950-1050ºС и от пуску при 650-750ºС с получением структуры сорбита с пластической формой карбидов.
Эти стали содержат мало хрома и потому обладают невысокой жаростойкостью (до 550-600ºС).
Для работы при температуре 500-600ºС применяют стали мартенситного класса: высокохромистые, например 15Х11МФ для лопаток парових турбин: хромокремнистые (называемые сильхромами), например 40Х9С2 для клапанов моторов: сложнолегированные, например 20Х12ВНМФ для дисков, роторов, валов.
Для получения оптимальной жаропрочности детали из этих сталей подвергают закалке в масле с температуры 100-150ºС и от пуску при 700-800ºС (в зависимости от стали). Сталь 40Х9С2 после закалеи имеет структуру мартенсита и твердость НRС
60, а после отпуска–структуру сорбита, твердость НRC
30. Жаростойкость сталей мартенситного класса до температуры 750-850ºС.
Для работы при температуре 600-750 о С применяют стали аустенитного класса, разделяемые на неупрочняемые (нестареющие) и упрочняемые (стареющие). Нестареющие стали—это, например, сталь 09Х14Н16Б, предназначаемоя для труб пароперегревателей и трубопроводов установок сверхвысокого давления и применяемая посте закалки с 1100-1150 о С (охлаждение в воде или на воздухе).
Стареющие стали—это сложнолегированные стали, например 45Х4Н14В2М, применяемая для клапанов моторов, деталей трубопроводов, сталь 40Х15Н7Г7Ф2МС—для лопаток газовых турбин.
Химический состав (%) некоторых жаропрочных сталей и сплавов
| Марка и класс стали | Элементы | Прочие элементы | ||||
| C | Cr | Ni | Mo | V | ||
| 15ХМ Перлитный | 0,11-0,18 | 0,8-1,1 | — | 0,4-0,55 | — | — |
| 12Х1МФ | 0,08-0,15 | 0,9-1,2 | — | 0,25-0,35 | 0,15-0,3 | — |
| 15Х11МФ Мартенситный | 0,12-0,19 | 10-11,5 | — | 0,6-0,8 | 0,25-0,4 | — |
| 40Х9С2 | 0,35-0,45 | 8-10 | — | — | — | 2-3 Si |
| 20Х12ВНМФ | 0,17-0,23 | 10,5-12,5 | 0,5-0,9 | 0,5-0,7 | 0,15-0,3 | 0,5-0,9Mn 0,7-1,1 W |
| 09Х14Н16Б Аустенитный | 0,07-0,12 | 13-15 | 14-17 | — | — | 1-2 Mn 0,9-1,3Nb |
| 45Х14Р14В2М | 0,4-0,5 | 13-15 | 13-15 | 0,25-0,4 | — | 2-2,8% W |
| 40Х15Н7Г7Ф2МС | 0,38-0,47 | 14-16 | 6-8 | 0,65-0,95 | 1,5-1,9 | 0,9-1,4 Si 6-8 Mn |
| ХН77ТЮР Сплав | ≤0,07 | 19-22 | Осн. | — | — | 2,4-2,8 Ti 0,6-1 Al ≤0.01B |
| ХН55ВМТФКЮ | ≤0,12 | 9-12 | > | 4-6, | 0,2-0,8 | 1,4-2 Ti 12-16 Co 4.5-6.5 W 3.6-4.5 Al ≤0.02 B |
Детали из стареющих сталей подвергают закалке в воде, масле или на воздухе с температуры 1050-1200 о С с последующим длительным (8-24ч) старением при температуре 600-800 о С. При нагреве под закалку происходит растворение в твёрдом растворе (аустените) карбидов и других фаз, а после охлаждения получается однородный, пересыщенный твёрдый раствор (аустенит). При старении из пересыщенного твёрдого раствора (аустенита) выделяются высокодисперсные частицы карбидов и других фаз, упрочняющие сталь.
Жаростойкость сталей аустенитного класса 800-850 о С.
Для работы при 800-1100 о С применяют жаропрочные сплавы на никелевой основе, например ХН77ТЮР, ХН55ВМТФКЮ для лопаток турбин. Эти сплавы стареющие и подвергаются такой же термической обработке (закалке и старению), как и стареющие стали аустенитного класса. Жаростойкость сплавов на никелевой основе до 1200ºС.
Высокомарганцовистая износостойкая сталь Г13Л
Автоматные стали.
Автоматные стали отличаются от обыкновенных углеродистых конструкционных сталей повышенным содержанием серы и фосфора.
Химический состав (%) некоторых автоматных сталей
| Марка стали | Элементы | ||||
| C | Mn | Si | S | P | |
| А12 | 0,08-0,16 | 0,60-0,90 | 0,15-0,35 | 0,08-0,20 | 0,08-0,15 |
| А20 | 0,15-0,25 | 0,60-0,90 | 0,15-0,35 | 0,08-0,15 | ≤0,06 |
| А30 | 0,25-0,35 | 0,70-1,00 | 0,15-0,35 | 0,08-0,15 | ≤0,06 |
| А40Г | 0,35-0,45 | 1,20-1,55 | 0,15-0,35 | 0,18-0,30 | ≤0,06 |
Характерной особенностью автоматных сталей является хорошая обрабатываемость резанием на металлорежущих станках. Это объясняется повышенным содержанием серы, которая образует большое количество включений сернистого марганца МnS, нарушающих сплошность металла, а также тем, что фосфор, растворяясь в феррите, сильно снижает его вязкость. При механической обработке автоматных сталей образуется короткая, ломкая стружка,
что особенно важно при работе на быстроходных станках-автоматах. Поверхность обработанных деталей получается чистой и ровной. Стойкость режещего инструмента при обработке автоматных сталей повышается, а скорость резания допускается больше, чем при обработке обыкновенных углеродистых сталей.
Недостаток автоматных сталей – пониженная пластичность, особенно в поперечном направлении. Это связано с тем, что большое количество сернистых включений образует полосчатую структуру. Поэтому автоматные стали применяют для изготовления малоответственных деталей, от которых не требуется высоких механических свойств (крепежные детали, пальцы, втулки и т.п.).
Обрабатываемость улучшают также присадкой к стали небольшого количества свинца.
Эта сталь, содержащая 1-1,4% С и 11–14 % Мn и относящаяся к аустенитному классу, имеет высокое сопротивление износу. Характерным для нее является то, что высокая износостойкость сочетается с высокой прочностью и низкой твердостью [σ
1000 МН /м 2 (100 кгс/мм 2 ), НВ
210] в противоположность закаленным инструментальным сталям, в которых сопротивление износу обусловлено высокой твердостью. Высокая износостойкость стали Г13Л объясняется упрочнением (наклепом) аустенита при пластической деформации в процессе работы, в результате которого он в поверхностном слое превращается в мартенсит. По мере износа этого слоя, мартенсит образуется в следующем слое и т.д. При повышенных давлений, например при абразивном износе, эта сталь не имеет достаточно высокой износостойкости. Сталь Г13Л применяют для трамвайных стрелок, щек камнедробилок, козырьков ковшей, черпаков и т.п.
К жаростойким (окалиностойким) относят стали и сплавы, обладающие стойкостью против химического разрушения поверхности в газовых средах при температурах выше 550ºС и работающие в ненагруженном или слабонагруженном состоянии.
При высокой температуре в условиях эксплуатации в среде нагретого воздуха, в продуктах сгорания топлива происходит окисление стали (газовая коррозия). На поверхности стали образуется сначала тонкая пленка окислов, которая с течением времени увеличивается и образуется окалина.
Способность стали сопротивляться окислению при высокой температуре называется жаростойкостью (окалиностойкость).
Жаростойкость принято характеризовать температурой начала интенсивного окалинообразования в воздушной среде.
На интенсивность окисления влияет состав и строение окисной пленки. Если она пористая, окисление происходит интенсивно. Если плотная–окисление замедляется или даже совершенно прекращается.
Для получения плотной (защитной) окисной пленки сталь легируют хромом, также кремнием или алюминием. Степень жаростойкости зависит от количества находящегося в стали легирующего элемента. Так, например, сталь 15х5 с содержанием 4,5-6,0% хрома жаростойка до температуры 700ºС, сталь 12х17 (17% Сr )—до 900ºС, сталь 15х28 (28% Сr)–до 1100-1150ºС (стали 12х17 и 15х28 являются также и нержавеющими). Еще более высокой жаростойкостью (1200ºС) обладают сплавы на никелевой основе с хромом и алюминием, например, сплав ХН7ОЮ (26-29 % хроиа;2,8-3,5% алюминия).
Структура стали на жаростойкость не влияет.
К жаропрочным относят стали и сплавы, способные работать в нагруженном состоянии при высоких температурах в течение определенного времени и обладающие при этом достаточной жаростойкостью.
В отличие от прочности при нормальной (комнатной) температуре, прочность при высоких температурах, т.е. сопротивлении механическим нагрузкам при высоких температурах, называют жаропрочностью.
Характерным является не только уменьшение прочности стали при высоких температурах, но и влияние на прочность стали при высоких температурах длительности действия приложенной нагрузки. В последнем случае под действием постоянной нагрузки сталь «ползет», поэтому данное явление названо ползучестью. Итак, ползучесть–это деформация, непрерывно увеличивающаяся и завершающаяся разрушением под действием постоянной нагрузки при длительном воздействии температуры. Для углеродистых и легированних конструкционных сталей ползучесть наблюдается при температурах выше 350ºС.
Ползучесть характеризуется пределом ползучести. Предел ползучести–это напряжение, вызывающее деформацию заданной величины (обачно от 0,1 до 1%) за определенный промежуток времени (100, 300, 500, 1000ч.) при заданной температуре.
Предел ползучести обозначает σ с тремя числовими индексами: двумя нижними и одним верхним. Первый нижний индекс означает заданное удлинение в процентах ,второй нижний индекс–заданное время испытания в часах, верхний індекс—температуру в Сº. Например σ/ 600 300—предел ползучести при допуске на деформацию 0,2% за 300 ч испытания при температуре 600º С.
Кроме того, жаропрочность характеризуют пределом длительной прочности σ- напряжением , вызывающим разрушение при данной температуре за данный интервал времени. Например, σ 700 100 –предел длительной прочности при сточасовом нагружении при 700ºС.
Факторами, способствующими жаропрочности, являются: высокая температура плавления основного металла; наличие в сплаве твердого раствора и мелкодисперсных частиц упрочняющей фазы; пластическая деформация, вызывающая наклеп; высокая температура рекристаллизации; рациональное легирование; термическая и термомеханическая обработка; введение в жаропрочные стали таких элементов, как бор, церий, ниобий, цирконий, в десятых, сотых и даже тысячных долях процента.
Жаропрочные стали и сплавы классифицируют по основному признаку – температуре эксплуатации. В таблице приведен химический состав некоторых жаропрочные сталей и сплавов
Для работы при температурах до 350-400ºС применяют обычные конструкционные стали (углеродистые и малолегированные )
Для работы при температуре 400-550ºС применяют стали перлитного класса 15ХМ1МФ. Для этих сталей основной характеристикой является предел ползучести, так они предназначены главным образом для изготовления деталей котлов и турбин (например, трубы паропроводов и пароперегревателей), нагруженных сравнительно мало, но работающих длительное время (до 100000ч).
Детали из сталей перлитного класса подвергают нормализации с температуры 950-1050ºС и от пуску при 650-750ºС с получением структуры сорбита с пластической формой карбидов.
Эти стали содержат мало хрома и потому обладают невысокой жаростойкостью (до 550-600ºС).
Для работы при температуре 500-600ºС применяют стали мартенситного класса: высокохромистые, например 15Х11МФ для лопаток паровых турбин: хромокремнистые (называемые сильхромами), например 40Х9С2 для клапанов моторов: сложнолегированные, например 20Х12ВНМФ для дисков, роторов, валов.
Для получения оптимальной жаропрочности детали из этих сталей подвергают закалке в масле с температуры 100-150ºС и от пуску при 700-800ºС (в зависимости от стали). Сталь 40Х9С2 после закалки имеет структуру мартенсита и твердость НRС
60, а после отпуска–структуру сорбита, твердость НRC
30. Жаростойкость сталей мартенситного класса до температуры 750-850ºС.
Для работы при температуре 600-750 о С применяют стали аустенитного класса, разделяемые на неупрочняемые (нестареющие) и упрочняемые (стареющие). Нестареющие стали—это, например, сталь 09Х14Н16Б, предназначаемоя для труб пароперегревателей и трубопроводов установок сверхвысокого давления и применяемая посте закалки с 1100-1150 о С (охлаждение в воде или на воздухе).
Стареющие стали—это сложнолегированные стали, например 45Х4Н14В2М, применяемая для клапанов моторов, деталей трубопроводов, сталь 40Х15Н7Г7Ф2МС—для лопаток газовых турбин.
Химический состав (%) некоторых
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: Только сон приблежает студента к концу лекции. А чужой храп его отдаляет. 8588 – | 7405 – или читать все.
91.146.8.87 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
Развитие новых промышленных технологий, ракетной техники, сложного турбинного оборудования в середине пятидесятых годов прошлого века, повлекло за собой модернизацию металлургической отрасли в целом. В отдельное направление выделились работы по созданию жаропрочных сплавов. С течением времени они нашли применение в атомном машиностроении, энергетике, химической промышленности и заняли место в цепочке высокотехнологических производств.
Жаропрочные и жаростойкие материалы
Жаропрочные и жаростойкие сплавы — это большая группа легированных материалов с присадками молибдена, титана, хрома и ряда других элементов. Все эти сплавы изготавливаются на железной, никелевой и кобальтовой основах. Их главной особенностью является сохранение повышенной прочности при высоких температурах.
Основные типы
Наиболее распространены сплавы на основе железа. Это хромистые, хромоникелевые, а также хромомарганцевые стали с молибденовыми, титановыми и вольфрамовыми присадками. Также производят сплавы с такими легирующими элементами, как алюминий, ниобий, ванадий, бор, но в меньших количествах.
В большинстве случаев процент добавления присадок в сталь достигает от 15 до 50%
Вторая, весьма востребованная группа — сплавы на никелевой основе. В качестве присадки используется хром. Жаропрочность также повышают добавки титана, церия, кальция, бора и сходных по составу элементов. В отдельных технологических комплексах востребованы сплавы на основе никеля с молибденом.
К третьей группе относятся термостойкие сплавы на кобальтовой основе. Легирующими элементами для них служат углерод, вольфрам, ниобий, молибден.
В металлургии существует целый ряд материалов, который используется при легировании сталей:
Широко используются редкоземельные элементы.
Химический состав
Определение химического состава жаростойких материалов — сложный процесс. Необходимо учитывать не только основные легирующие элементы, но и то, что попадает в продукцию как примеси или остаётся в результате химических реакций, протекающих во время плавки.
Специально добавленные легирующие элементы вводятся для получения необходимых технологических, физических и механических свойств. А примеси и образовавшиеся при плавке химические элементы могут ухудшать свойства высоколегированного металла.
Для хромоникелевых сплавов и огнеупорных материалов на основе кобальта опасно присутствие серы более 0,005%, следов олова, свинца, сурьмы и других легкоплавких металлов.
Структура и свойства
Жаропрочность определяется не только химическим составом металлов, но и формой, в которой примеси находятся в сплаве. Например, сера в виде сульфидов никеля снижает температуру плавления. А та же сера, соединённая с цирконием, церием, магнием образует тугоплавкие структуры. Большое влияние на жаропрочность оказывает чистота никеля или хрома. Однако следует учитывать, что свойства сплавов варьируются в зависимости от применяемой технологии.
Главное свойство, по которому определяют жаростойкость материала — ползучесть. Это явление постоянной деформации под непрерывным напряжением. Сопротивляемость материала разрушению под действием температуры
Классификация сплавов
Первый параметр классификации сплавов — это жаропрочность, то есть способность материала выдерживать механические деформации при высоких температурах, без деформации.
Во-вторых, это жаростойкость (окалиностойкость). Способность материала противостоять газовой коррозии при высоких температурах. При описании процессов до шестисот градусов Цельсия используется термин «теплоустойчивость».
Одной из основных характеристик является предел ползучести. Это напряжение, при котором деформация материала за определённый период достигает заданной величины. Время деформации является сроком службы детали или конструкции.
Для каждого материала установлена максимальная величина пластической деформации. К примеру, у лопаток паровых турбин эти деформации должны быть не больше 1% за 10 лет. Лопатки газовых турбин — не больше 1−2% за 500 часов. Трубы паровых котлов, работающих под давлением не должны деформироваться больше чем на 1% за 100 000 часов работы.
По способу получения материала жаропрочные марки классифицируют следующим образом.
- Хромистые стали мартенситного класса: Х5, Х5М, Х5ВФ, 1Х8ВФ, 4Х8С2,1Х12Н2ВМФ.
- Хромистые стали мартенситно-ферритного класса: Х6СЮ, 1Х11МФ, 1Х12ВНМФ, 15Х12ВМФ, 18Х11МФБ, 1Х12В2МФ.
- Хромистые стали ферритного класса:1х12СЮ, 0Х13, Х14, Х17, Х18СЮ, Х25Е, Х28.
- Стали аустенито-мартенситного и аустенито-ферритного класса: 2Х13Н4Г9, Х15Н9Ю, Х17Н7Ю, 2Х17Н2, 0Х20Н14С2, Х20Н14С2.
- Стали аустенитного класса: 0Х18Н10, 0Х18Н11, 1Х18Н9, 0Х18Н12Т, 1Х18Н12Т.
Маркировка сталей разнится по ГОСТам и техническим условиям. В вышеприведённом списке применяется классификация ГОСТ 5632–61 , в которой легко проследить наличие легирующего элемента по буквам. Х — хром, В — ванадий, М — молибден. Например, шифр 09Г2С означает, что в сплаве присутствует 0,09% углерода, 2% марганца и кремний, которого меньше 1%. Цифра впереди показывает содержание углерода (без цифры — до одного процента). Цифра после буквы показывает содержание определённого легирующего элемента в процентах. При содержании какого-либо элемента менее одного процента цифры не ставятся.
Ещё одним нормативным документом служит ГОСТ 5632–61 , с применением специальных обозначений. Для того чтобы быстро соотносить разные ГОСТы и Технические Условия можно воспользоваться соответствующим справочником или сортаментом отдельных выпусков.
По ГОСТ 5632–61 сплавы классифицируются следющим образом:
- Стали аустенитного класса с высоким содержание хрома: ЭИ813 (1Х25Н25ТР), ЭИ835, ЭИ417.
- Стали с карбидным уплотнением: ЭИ69, ЭИ481, ЭИ590, ЭИ388, ЭИ572.
- Стали сложнолегированные повышенной жаропрочности аустенитного класса: ЭИ694Р, ЭИ695, ЭП17, ЭИ726, ЭИ680, ЭП184.
- Стали с интерметаллидным упрочнением аустенитного класса: ЭИ696, ЭП33, ЭИ786, ЭИ 612, ЭИ787, ЭП192, ЭП105, ЭП284.
За рубежом применяется своя классификация материалов. Например, AISI 309, AISI 310S.
Технология и применение
По структуре и способу получения специальные стали подразделяются на следующие: аустенитные, мартенситные, перлитные, мартенсито-ферритные. Мартенситные и аустенитные стали применяются, если температура достигает 450−700 о С и по объёму плавки занимают первое место.
С повышением температуры до 700−1000 о С используются никелевые сплавы, при ещё более высоких температурах необходимо включать в технологический процесс кобальтовые сплавы, графит, тугоплавкие металлы и термическую керамику.
Аустенитные — самые жаропрочные стали, которые используются, если температура среды достигает 600 о С. Основа легирования — хром и никель. Присадки Ti, Nb, Cr, Mo, W, Al.
Стали мартенситного класса предназначены для производства изделий, работающих при температуре в диапазоне 450−600 о С. Повышенная жаропрочность у мартенситных сталей достигается уменьшением (до 0.10−0.15%) содержания углерода и легированием хромом 10−12%, молибденом, ниобием, вольфрамом, либо средним (0,4%) содержанием углерода и легированием кремнием (до 2−3%) и хромом (в пределах 5−10%).
Применение специальных сталей и сплавов узконаправленное и наиболее эффективно в сложных областях производства. К примеру, жаропрочные стали марки 30Х12Н7С2 и 30Х13Н7С2С нашли широкое применение в современном двигателестроении. Марки 15ХМ и 12Х12ВНМФ — в производстве котлов и сосудов под давлением. Марка стали ХН70ВМТЮ идёт на производство лопаток газовых турбин, а 08Х17Т используется при изготовлении топочных элементов печей. К жаропрочным также относится нержавеющая сталь.
Марки нержавеющей стали
Прежде всего это ЭИ417 или 20Х23Н18 по ГОСТ 5632–61 . Аналог западноевропейских и американских производителей — известная AISI 310. Аустенитная сталь, изделия из которой востребованы для работы в среде с температурой, достигающей 1000 °C.
20Х25Н20С2, она же ЭИ283 — аустенитный сплав, устойчивый к температурам в 1200 о С и выше.
Низкоуглеродистые сплавы с содержанием хрома от 4 до 20% используется для производства листовой нержавеющей стали. Жаропрочная нержавейка по сортаменту выпускается холоднокатаной и горячекатаной, толстолистовой и тонколистовой.
Достоинства и недостатки
Свойства жаропрочных сталей делают незаменимым этот материал в таких сферах, как ракетостроение и космическая отрасль, сложное двигателестроение, авиапромышленность, производство ключевых элементов газовых турбин и многих других. Их доля в прокате высокотехнологичной стали достигает 50%. Некоторые сплавы способны работать при температуре свыше 7000° С.
Этот сложный в производстве материал, изготовление которого невозможно без специального оборудования и квалифицированного персонала, имеет высокую себестоимость. Использование подобных сталей не может быть универсальным, поэтому для его эффективного применения необходимо наличие развитой научно-технической базы.
Применение материалов: термостойкость | MetalTek
По определению, термостойкие приложения обычно возникают при температуре выше 1200 ° F / 670 ° C и требуют использования материалов, которые обладают повышенной стойкостью к окислению и другим газам, специфичным для окружающей среды, и ухудшению механических свойств. Рабочие характеристики в этих высокотемпературных средах обозначаются приемлемыми уровнями прочности на растяжение, долговечности до разрушения и прочности на ползучесть, которые соответствуют требуемому времени эксплуатации.
Обычно свойства материала ухудшаются при повышении температуры. Особенно это заметно в углеродистой стали. За прошедшие годы металлургические компании разработали легированные стали, содержащие никель и хром, которые, помимо прочего, значительно улучшили прочность и пластичность. Исторически наиболее часто используемые материалы в этих приложениях – это сплавы, соответствующие литым нержавеющим сталям ASTM A297 «серии H», хотя в последние годы пользуется популярностью многие запатентованные сплавы.
Основными группами жаропрочных сплавов являются аустенитные сплавы с высоким содержанием хрома и никеля, также известные как жаропрочная нержавеющая сталь, сплавы на основе никеля, сплавы на основе кобальта, хрома и никеля и сплавы на основе молибдена и титана.
В случае высоких требований к прочности при повышенной температуре, циклическом термическом воздействии или агрессивной углеродистой атмосфере (а углерод является врагом в некоторых высокотемпературных применениях, таких как нефтехимические печи), обычно выбираются сплавы на основе никеля.Однако также можно использовать сплавы на основе кобальта. Первичный компромисс обычно экономический. Сравнение высокой начальной стоимости со стоимостью жизненного цикла обычного жаропрочного сплава поможет определить наилучшую долгосрочную стоимость.
В промышленности часто встречаются высокотемпературные применения, требующие применения термостойких материалов. Эти области применения включают электростанции, пиропереработку минералов (например, цемента, извести и железной руды), сжигание отходов, нефтехимическую обработку, сталелитейные и цветные металлургические комбинаты, обработку металлов, включая термическую обработку, и производство / формовку стекла.
Часто первым соображением при выборе сплава для высокотемпературного применения является его прочность при повышенных температурах. Однако прочность – не единственный ключевой фактор, поскольку многие приложения при высоких температурах происходят в жестких коррозионных средах, таких как химические заводы. (По этой причине модуль коррозии в этой серии информационных бюллетеней может быть ценным ресурсом при оценке выбора материалов, работающих при повышенной температуре.)
Относительная прочность сплавов демонстрируется на краткосрочной основе обычными испытаниями на растяжение при повышенных температурах.Для долговременных характеристик сплава проектировщик должен учитывать дополнительные свойства, включая прочность на разрыв, сопротивление ползучести и / или сопротивление термической усталости.
Замена жаропрочных сплавов
При обсуждении применения жаропрочных отливок существует очевидный компромисс между стоимостью жизненного цикла более дорогих запатентованных сплавов и более традиционных сплавов, которые могут встречаться в этой области. Может оказаться полезным классифицировать сплавы по пяти часто используемым категориям.Следующее введение представляет некоторые перспективы и общие рамки, которые могут использоваться для классификации сплавов, рассматриваемых для применения.
Разрыв напряжения
Обычно при выборе сплава в первую очередь следует учитывать прочность на разрыв. Прочность на разрыв – это минимальное напряжение, которое вызовет отказ в течение расчетного срока службы оборудования. Например, в нефтехимической отрасли это 100 000 часов (11,4 года). Эти значения обычно экстраполируются из тестов меньшей продолжительности.
Ползучесть
Ползучесть – это деформация, определяемая за единицу времени, которая возникает при напряжении при повышенных температурах. Ползучесть во многих случаях применения жаропрочных отливок при рабочих температурах. Со временем ползучесть может привести к чрезмерной деформации, которая в дальнейшем может привести к разрушению при напряжениях, значительно меньших тех, которые могли бы вызвать разрушение при испытании на растяжение при той же температуре.
Термическая усталость
Компоненты, которые будут подвергаться термоциклированию или тепловому удару во время эксплуатации, требуют учета термической усталости.Усталость – это состояние, при котором переменные нагрузки приводят к отказу за более короткое время и при меньших напряжениях, чем можно было бы ожидать при постоянной нагрузке. Термическая усталость – это состояние, при котором напряжения в основном возникают из-за затрудненного расширения или сжатия. Это может быть вызвано либо внешними ограничениями, либо температурными градиентами внутри компонента. Выбор сплавов для этого типа услуг по-прежнему основывается в первую очередь на опыте и является одной из областей, в которой консультации по металлургии будут полезны для пользователей.
Тепловое расширение
Еще одним важным фактором выбора является тепловое расширение. Например, соседние части должны расширяться и сжиматься с одинаковой скоростью, иначе одна из них может треснуть. Инвар, например, испытывает очень низкое тепловое расширение и поэтому используется в штампах для высокоточного формования. Есть много других примеров соответствия материалов друг другу или спецификациям приложения. Ваш консультант по металлургии тоже может помочь в этом.
Сварка
Не во всех приложениях требуется, чтобы компонент был свариваемым, но особое внимание следует уделять, когда приложение является таким, в котором требуется сварная сборка.Например, некоторые никелевые сплавы и кобальтовые сплавы очень трудно сваривать, поэтому компромисс между свойствами, которые могут обеспечить эти материалы, и возможностью создания конечного продукта имеет первостепенное значение.
Желаемые характеристики жаропрочных сплавов
- Низкие затраты на материалы и обработку при приемлемом сроке службы при высоких температурах.
- Низкое содержание кислорода, азота и водорода.
- Высокая пластичность, усталостная прочность и вязкость при комнатной температуре.
- Высокая стойкость к окислению в приложениях, требующих воздействия воздуха или пара при повышенных температурах.
- Небольшое снижение прочности при повышенной температуре.
- Высокая стойкость к продуктам сгорания или газообразным химическим продуктам при повышенных температурах.
- Высокая стойкость к тепловому удару при нагревании или охлаждении.
- Высокая усталостная прочность при повышенных температурах.
- Высокая прочность на ползучесть при динамической нагрузке при повышенных температурах.
- Высокий модуль упругости при температуре нанесения и / или низкое тепловое расширение.
- Достаточная свариваемость.
- Умеренно крупный размер зерна для повышения прочности на разрыв.
Заключение
Высокотемпературные области применения и условия различны. Понимание нагрузок, с которыми будут сталкиваться компоненты, и уравновешивание их со свойствами материалов из различных сплавов обеспечит рентабельную работу.
| Высокотемпературные коррозионно-стойкие сплавы из национальных электронных сплавов Молибден, 302, 304, нержавеющая сталь 316, никель 600, 625, 718, 750, вольфрам, тантал и титанВысокотемпературные коррозионно-стойкие сплавы представляют собой смесь различных металлов, включая нержавеющую сталь, хром, никель, железо, медь, кобальт, молибден, вольфрам и титан, которые могут противостоять высоким температурам и коррозии более эффективно, чем стандартная углеродистая сталь. Эти сплавы широко используются в химической обрабатывающей промышленности, предлагая высокую стойкость к равномерному воздействию, исключительную стойкость к локальной коррозии и коррозионному растрескиванию под напряжением, а также простоту сварки и изготовления. Устойчивые к высоким температурам и коррозионно-стойкие сплавы исключают необходимость в дорогостоящем ремонте, обеспечивая ценные преимущества по стоимости жизненного цикла. Молибден: Молибден – тугоплавкий металлический элемент, который легко образует твердые, стабильные карбиды, улучшая прокаливаемость, прочность, ударную вязкость и устойчивость к износу и коррозии.Молибден чаще всего используется в военной и оборонной промышленности, цехах полупроводников и специальных станков. 302, 304, 316 Нержавеющая сталь: Сплавы нержавеющей стали устойчивы к коррозии, сохраняют свою прочность при высоких температурах и просты в обслуживании. Чаще всего они включают хром, никель и молибден. Сплавы из нержавеющей стали используются в автомобильной, авиакосмической и строительной отраслях. Никель 600, 625, 718, 750: Никелевые сплавы – это стойкие к окислению и коррозии материалы, хорошо подходящие для экстремальных условий окружающей среды, демонстрирующие превосходную механическую прочность и сопротивление ползучести, а также высокие температуры и хорошую стабильность поверхности.Никелевые сплавы обычно используются в авиационной и космической промышленности, а также в пружинах и электрических компонентах. Вольфрам: Вольфрам обладает твердостью и высокой плотностью, что делает его идеальным для использования в военных целях, в соплах ракет, лопатках турбин, а также в износостойких деталях и покрытиях. Вольфрам имеет самый низкий коэффициент теплового расширения, самую высокую температуру плавления, самое низкое давление пара и самый высокий предел прочности на разрыв среди всех металлов в чистом виде. Тантал: Тантал используется для производства различных сплавов с высокими температурами плавления и хорошей пластичностью.Его химическая инертность делает тантал ценным заменителем платины. Танталовые сплавы часто используются для изготовления твердосплавных инструментов для металлообрабатывающего оборудования, компонентов реактивных двигателей, химического технологического оборудования, ядерных реакторов и деталей ракет. Титан: Титан имеет самое высокое отношение прочности к весу среди всех металлов. Его высокая коррозионная стойкость, сопротивление усталости, высокая трещиностойкость и способность противостоять высоким температурам без сползания делают титан идеальным для аэрокосмической, военной и морской промышленности, от кораблей и ракет до шасси и гидравлических систем. |
Самые полезные металлы для высокотемпературных применений – Блог материалов
Ниобий, также известный как колумбий, менее плотен, чем все другие металлы в этом списке. Это пластичный металл, который в основном используется в стальных сплавах, поскольку он значительно улучшает жаропрочные свойства стали. Он обычно легируется вольфрамом (упомянутым ниже) для использования в теплоемких устройствах, таких как авиационные турбины, ядерные реакторы и реактивные двигатели.Однако, благодаря легкости и надежности, он используется в основном в медицине и хирургии.
Молибден – это недорогой металл, имеющийся в изобилии, известный своей прочностью и стабильностью при высоких температурах. Более мягкий и пластичный, чем вольфрам, он часто легируется другими соединениями, чаще всего сталью, для улучшения коррозионной стойкости и прочности при высоких температурах. Молибден чаще всего используется в военной промышленности и специализированных мастерских.
Подобно ниобию, тантал является жаропрочным тугоплавким металлом с превосходной коррозионной стойкостью.Часто сплавленный с другими металлами тантал используется для изготовления суперсплавов – материалов, используемых в экстремальных условиях, таких как химические заводы, реактивные двигатели и ядерные реакторы. Его окислительные свойства также делают его отличным выбором для многих термочувствительных электронных устройств, включая электролитические конденсаторы и мощные резисторы.
Вольфрам имеет самую высокую температуру плавления среди всех металлов и, при температурах выше 1650 ° C, самый высокий предел прочности на разрыв. Скорость его теплового расширения аналогична таковой у боросиликатного стекла и кремния.Его твердость и высокая плотность делают его идеальным для военных применений, ракетных сопел и лопаток турбин, а также он используется в эмиттерах электронов, катушках нагревателя, электронно-лучевых трубках и в различных высокотемпературных приложениях. Наряду с самой высокой температурой плавления вольфрам также имеет самый низкий коэффициент теплового расширения, самое низкое давление пара и самый высокий предел прочности на разрыв среди всех металлов в чистом виде.
Вольфрам сам по себе не лучший материал, так как он более хрупкий, чем стекло, даже с его чрезвычайно высокой температурой плавления.Его необходимо сплавить с другими материалами, чтобы воспользоваться присущими ему термостойкими свойствами.
| Макс. использовать темп. атмосфера / ° C | Непрерывная рабочая темп. атмосфера / ° C | |||
|---|---|---|---|---|
| Пластмассы | Технические пластмассы | Полиимид (PI) | – | 300 |
| Полибенз имидазол (PBI) | – | 310 | ||
| Полимид-имид (PAI) | – | 250 | ||
| Полиэфир имид (PEI) | – | 170 | ||
| Полиацеталь (ПОМ) | – | 80 | ||
| Полифениленсульфид (PPS) | – | 220 | ||
| Полиэфирный эфир кетон (PEEK) | – | 250 | ||
| Поли Тетра Фторэтилен (ПТФЭ) | – | 260 | ||
| Полимид 6 (PA6) | – | 110 ~ 120 | ||
| Полиэтилен сверхвысокой молекулярной массы (СВМПЭ) | – | 80 | ||
| Обычные пластмассы. | Полиэтилен (PE) | – | 80 ~ 90 | |
| Полипропилен (ПП) | – | 100 ~ 140 | ||
| Винилхлоридная смола (ВК) | – | 60 ~ 80 | ||
| Полистирол (ПС) | – | 80 ~ 90 | ||
| Полиэтилен-телефталат (ПЭТ) | – | 85 ~ 100 | ||
| Акрилонитрилбутадиен (ABS) | – | 70 ~ 100 | ||
Выбор нержавеющей стали для высокотемпературных применений
Многие современные производственные приложения включают использование горячих печей для завершения обработки металлических деталей.Независимо от того, подвергаются ли детали отжигу, нанесению горячего покрытия или стерилизации, длительное воздействие температур, подобных печным, слишком распространено. Проблема в том, что любой контейнер, используемый для удержания деталей в этих перегретых печах, конечно же, сам будет подвергаться воздействию этих температур.
Корзины, предназначенные для хранения деталей в условиях печи, должны быть изготовлены из материалов, способных выдерживать экстремальные температуры. Нержавеющая сталь часто допускает высокие температуры, но какая нержавеющая сталь лучше всего подходит для высокотемпературных применений?
Ответ зависит не только от точной температуры, которой будет достигнуто приложение, но и от продолжительности времени, в течение которого корзина будет подвергаться воздействию высоких температур – вот почему многие металлические сплавы определяют как кратковременную, так и постоянную температуру использования.
Температуры непрерывной и периодической эксплуатации сплавов нержавеющей сталиПри указании металла для конкретной области применения печи часто необходимо знать, будет ли сплав подвергаться воздействию температур в течение нескольких секунд, нескольких минут или часа или более. Кратковременное периодическое воздействие, прерываемое удалением из печи для охлаждения, называется периодическим воздействием, а длительное погружение в печь называется непрерывным воздействием.
Дело в том, что металлический сплав может иметь разные допуски на воздействие высоких температур в зависимости от того, является ли указанное воздействие непрерывным или периодическим.Вот несколько примеров непрерывных и прерывистых температурных ограничений нержавеющей стали:
- Марка 304
- Непрерывно: 1700 ° F (925 ° C)
- Прерывистый: 870 ° C (1600 ° F)
- Марка 309
- Непрерывно: 2,000 ° F (1095 ° C)
- Прерывистый: 1800 ° F (980 ° C)
- Марка 310
- Непрерывно: 2100 ° F (1150 ° C)
- Прерывистый: 1,900 ° F (1025 ° C)
- Марка 316
- Непрерывно: 1700 ° F (925 ° C)
- Прерывистый: 870 ° C (1600 ° F)
- Марка 410
- Непрерывно: 1300 ° F (705 ° C)
- Прерывистый: 1500 ° F (815 ° C)
- Марка 420
- Непрерывно: 1150 ° F (620 ° C)
- Прерывистый: 1350 ° F (735 ° C)
- Марка 430
- Непрерывно: 1500 ° F (815 ° C)
- Прерывистый: 870 ° C (1600 ° F)
Возможно, вы заметили странную и потенциально противоречащую интуиции тенденцию для перечисленных здесь сплавов нержавеющей стали серии 300.В частности, их рекомендуемая максимальная температура непрерывного использования выше, чем их предельные температуры периодического, периодического использования. Естественно предположить, что воздействие на металл высоких температур в течение более короткого времени вызовет меньшую нагрузку на него, чем более длительное воздействие.
Тем не менее, периодическое воздействие печи приводит к другому механическому напряжению, нежели само тепло, – явление, известное как «термоциклирование». Когда кусок металла быстро переключается между крайними значениями температуры, может произойти несколько вещей.
Когда металл нагревается, он может расширяться, а затем может сжиматься при охлаждении. Кроме того, стальные сплавы в условиях печи могут образовывать накипь на своей поверхности – своего рода чешуйчатое вещество, сделанное из железа и оксида железа, – которое заменяет внешний слой металла.
При многократном переключении между высокими и низкими температурами окалина может начать трескаться и раскалываться, ослабляя металлическую форму. Это может происходить из-за различий в коэффициенте расширения между сердечником металла из нержавеющей стали и его поверхностью окалины.Проще говоря, внутренняя часть металла расширяется или сжимается с одной скоростью, а шкала на поверхности – с другой. Эта разница приводит к тому, что металл начинает разламываться слой за слоем, пока наконец не разрушится.
Какой металл лучше всего подходит для моей печи?Выбор лучшего сплава для использования в конкретных технологических задачах, связанных с печью, будет зависеть не только от температуры, которую сплав может выдерживать при прерывистом и / или непрерывном использовании, но и от стоимости этого сплава по сравнению с его характеристиками.
Например, рассмотрим Inconel 600®. Это сплав, специально созданный для использования в экстремальных температурных условиях. Этот сплав имеет постоянную рабочую температуру около 2 000 ° F (1093 ° C), что делает его сопоставимым с нержавеющей сталью марки 309.
Однако может существовать значительная разница в стоимости между фирменным сплавом Inconel® и более обычной нержавеющей сталью, что может серьезно повлиять на стоимость приобретения корзины, сделанной из металла, без значительного влияния на срок службы или универсальность корзины.
В других случаях вам может потребоваться учитывать химическую стойкость металла в дополнение к его рабочей температуре, чтобы создать специальную проволочную корзину, которая сможет удерживать ваши детали в нескольких процессах за пределами печи.
Если вам нужна помощь в выборе металлического сплава для вашей следующей проволочной корзины, свяжитесь с экспертами Marlin Steel сегодня! Команда инженеров Marlin имеет многолетний опыт оказания помощи производителям в решении бесчисленных проблем, связанных с экстремальными температурами и химической коррозией, и может использовать этот опыт, чтобы помочь вам создать лучшую корзину печи!
Термостойкий материал – обзор
16.5 Огнестойкие композиты, активируемые щелочами
Огнестойкие связующие, активируемые щелочами, разрабатывались с 1970 года, когда Дж. Давидовиц провел исследование новых жаростойких материалов после различных катастрофических пожаров во Франции. С тех пор было проведено множество исследований с целью разработки огнестойких геополимеров, а также геополимерных бетонов и композитов (www.geopolymer.org).
Высокотемпературный композит под названием GPMC был разработан Géopolymère SA и используется в качестве каркаса фильтра для фильтрации воздуха в стерилизационных туннелях (Buchler, 1999).Композит включал ткань из кварцевого волокна, пропитанную фторполи (сиалат-дисилоксо) геополимерной смолой. Композит имел прочность на изгиб 25 МПа, был негорючим, не выделял дыма при воздействии высоких температур и был огнестойким при температурах до 600 ° C. Теплозащитный экран из геополимерного углеродного композита для производства гоночных автомобилей был разработан Géopolymère SA в 1994 году. Этот композит был способен выдерживать тепловую нагрузку 600 ° C в течение 2–3 часов (Davidovits, 2011).Позже, в 1999 году, более сложный огнестойкий и жаропрочный геополимер-углеродный ламинат был внедрен на American All Racers CART, который можно было использовать в течение всего сезона (10 гонок) без повреждений (Давидович, 2011).
В 1996 году Федеральное управление гражданской авиации (FAA) инициировало исследовательскую программу по разработке недорогих, экологически чистых, огнестойких материалов для использования в композитных материалах самолетов и в интерьерах салонов. Целью программы было исключить возгорание кабины как причину смерти в авиакатастрофах.Было доказано, что армированная углеродной тканью алюмосиликатная смола калия (с эмпирической формулой Si 32 O 99 H 24 K 7 Al) не воспламеняется, не горит и не выделяет тепла или дыма даже после длительного воздействия. воздействие сильного теплового потока (50 кВт / м 2 ), в то время как геополимерные композиты имели значительную остаточную прочность после испытания на имитацию огня (Lyon, et al. , 1997). Было доказано, что многослойный материал из геополимера и углеродной ткани имеет максимальную температурную стойкость выше 800 ° C.Производство огнестойких биокомпозитных многослойных плит с использованием опилок в качестве наполнителя и связующего неорганического алюмосиликата калия было изучено Giancaspro et al. (2008). Биокомпозитные пластины содержали 29% и 34% мас. / Мас. Неорганического связующего, и некоторые из них были усилены углеродным и стекловолокном для создания более прочной многослойной структуры. Все образцы соответствовали требованиям FAA по тепловыделению и дымовыделению и показали превосходные показатели тепловыделения в течение 5 минут воздействия огня.Тонкий слой огнестойкой пасты, состоящей из геополимера и полых стеклянных микросфер, был нанесен на облицовку из высокопрочного волокна для создания композитного материала, который служит защитным противопожарным барьером, улучшающим огнестойкость сэндвич-панелей из бальзы (Giancaspro et al. , 2006). Была проведена оценка огнестойкости этого материала, и результаты показали, что слой огнезащиты толщиной 1,8 мм удовлетворяет требованиям FAA как по тепловыделению, так и по дымовыделению.
Два различных типа синтаксической пены, полученные путем встраивания случайно распределенных сфер (керамических, а также шариков из пенополистирола) в огнестойкую полисиалатную матрицу были разработаны Papakonstantinou et al. (2008). Пенопласт с керамическими сферами не подвергался воздействию огня во время испытаний, продемонстрировал замечательную стабильность и соответствовал требованиям FAA как по тепловыделению, так и по дымовыделению. Пена со сферами из пенополистирола показала горение пламенем во время испытаний на огнестойкость, но тепловыделение оставалось ниже приемлемых уровней FAA. Был сделан вывод, что полисиалатная матрица служит изолятором, ограничивая тепловыделение и дымовыделение до приемлемых уровней FAA.
Термические К-геополимеры на основе диоксида кремния, армированные 45, 53 или 60 об.% Однонаправленными углеродными волокнами, базальтовыми ровинтами или Е-стеклом, были изготовлены Hung et al. (2011). Композиты, армированные геополимером K, обладают очень хорошими термомеханическими свойствами, сохраняя почти 50% прочности на изгиб даже после сильного термического воздействия в течение 1 часа в окислительной среде до 600 ° C для базальта и E-стекла и 1000 ° C для углеродного волокна. армированные композиты. Геополимерные смолы в целом могут защищать углеродные волокна от окисления, хотя приблизительно 14 мас.% Углеродных волокон окислялись при температурах выше 800 ° C.Кроме того, композиты обладали очень хорошей термической стабильностью размеров, а при тепловом воздействии образовывались нетоксичные пары и дым.
Были разработаны вспененные и невспененные геополимеры на основе метакаолина, армированные полипролиленовыми волокнами, и их тепловые характеристики были исследованы в соответствии со стандартной кривой воспламенения ISO 834 (Rickard et al. , 2013), чтобы оценить их пригодность для высокотемпературных применений, таких как термобарьеры и огнестойкие панели.Огневые испытания проводились на панелях толщиной 50 мм с размером экспозиции 200 × 200 мм. Результаты показали, что огнестойкость образцов составляла не менее 60 мин (время, необходимое для того, чтобы средняя температура холодной стороны образцов превысила 165 ° C). Лучшим образцом оказался невспененный геополимер с огнестойкостью 97 мин. Хотя вспененные образцы имели пониженную теплопроводность, их способность изолировать во время пожара не улучшилась из-за более низкого содержания воды.Образец из вспененного материала с наилучшими характеристиками достиг огнестойкости 82 мин, что всего на 15 минут меньше, чем у образца из вспененного материала, при этом он демонстрирует желаемые свойства материала с низкой плотностью.
Высокотемпературное нанесение гальванического покрытия
Гальваническое покрытие компонентов – процесс нанесения тонкого металлического покрытия на внешнюю поверхность подложки – дает множество преимуществ. Он может улучшить различные характеристики детали, такие как твердость или коррозионную стойкость, или даже ввести новые, такие как электропроводность или магнетизм.Одной из востребованных характеристик, которые может улучшить покрытие, является устойчивость к высоким температурам.
Во многих областях применения неизбежно воздействие высоких температур. Эти ситуации требуют понимания того, каким температурам будет подвергаться компонент, чтобы вы могли выбрать покрытие и основные материалы, которые могут выдержать эти условия.
В компании Sharretts Plating Company мы можем помочь вам выбрать подходящие материалы для вашего проекта и предложить необходимые вам услуги по нанесению покрытий и другие отделочные услуги.Ниже вы найдете дополнительную информацию о гальванических покрытиях для высокотемпературных применений.
Как металлы реагируют на высокие температуры
Различные металлы по-разному реагируют на высокие температуры. Другие условия, такие как давление, также могут повлиять на реакцию материала на тепло. Если вы не используете элементы с достаточной термостойкостью или не примете надлежащих мер предосторожности, вы можете столкнуться с нежелательными ударами по вашему изделию. В крайних случаях повреждение от тепла может даже привести к выходу из строя.
Повышение температуры может вызвать расширение металлов. Когда температура падает, металлы сжимаются. Хотя это изменение не является радикальным, оно может иметь серьезные последствия. Например, жаропрочный сплав может расширяться на четверть дюйма на каждый фут материала, когда температура повышается от комнатной до 1000 градусов по Цельсию или 1832 градуса по Фаренгейту. Это расширение и сжатие может вызвать растрескивание и деформацию материала.
Повторяющиеся изменения температуры могут вызвать механизм усталостного разрушения, называемый термической усталостью, который вызывает трещины, которые могут распространяться и приводить к отказу, если не устранить их.Чем более резкие и частые колебания температуры, тем выше вероятность возникновения термической усталости.
Другой проблемой при использовании металлов в высокотемпературных средах является коррозия. Для высокотемпературной коррозии не требуется жидкий электролит. Вместо этого металлы вступают в реакцию с атомами окружающей их атмосферы. Эта реакция может происходить при температуре выше примерно 1200 градусов по Фаренгейту.
Различные типы высокотемпературной коррозии могут повлиять на металлы, в том числе:
- Окисление с участием оксидов
- Сульфидирование с участием сульфидов
- Галогенирование с участием галогенов
- Науглероживание с наличием карбидов
- Азотирование с участием нитридов
Некоторые материалы обладают повышенной устойчивостью к коррозии, и покрытие компонентов этими материалами может помочь предотвратить повреждение, вызванное коррозией.Многие сплавы образуют защитную окалину, вызванную окислением, которая может предотвратить дальнейшую высокотемпературную коррозию.
Металлы, выдерживающие высокие температуры
Для высокотемпературных применений крайне важно использовать металлы с соответствующей термостойкостью. Металлы имеют разную температуру плавления, что указывает на самую высокую температуру, которую они могут выдерживать.
Теплостойкость – не единственный фактор, который следует учитывать даже в высокотемпературных средах.Также важны износостойкость, коррозионная стойкость и другие факторы. По этой причине производители часто используют сплавы, в которых сочетаются несколько металлов и другие элементы, чтобы получить требуемые характеристики. Жаропрочные сплавы часто имеют основу из железа, никеля или кобальта. Они также обычно содержат от 20 до 30 процентов хрома, а также другие элементы, такие как алюминий, кремний и тугоплавкие металлы, группа металлов, характеризующихся высокими температурами плавления.
Тугоплавкие металлы – самые жаропрочные из всех металлов, но они также окисляются при относительно низких температурах.Из-за этого вам необходимо нанести на них защитное покрытие, прежде чем использовать их в высокотемпературных средах.
К промышленным тугоплавким металлам относятся:
- Вольфрам с температурой плавления 6170 градусов по Фаренгейту
- Рений, температура плавления которого составляет 5756 градусов по Фаренгейту
- Тантал с температурой плавления 5425 градусов по Фаренгейту
- Молибден с температурой плавления 4742 градуса по Фаренгейту
- Ниобий, температура плавления которого составляет 4474 градуса по Фаренгейту
Многие компоненты никогда не выдерживают таких высоких температур, которые могут выдержать тугоплавкие металлы.Многие отрасли считают, что температура выше 300 градусов по Фаренгейту является высокой.
К металлам, способным выдерживать высокие температуры, относятся:
- Рутений, имеющий температуру плавления 4082 градуса по Фаренгейту
- Родий с температурой плавления 3571 градус по Фаренгейту
- Платина с температурой плавления 3222 градуса по Фаренгейту
- Титан с температурой плавления 3020 градусов по Фаренгейту
- Палладий с температурой плавления 2826 градусов по Фаренгейту
- Нержавеющая сталь с температурой плавления 2750 градусов по Фаренгейту
- Никель с температурой плавления 2647 градусов по Фаренгейту
- Медь с температурой плавления 1981 градус по Фаренгейту
- Золото с температурой плавления 1947 градусов по Фаренгейту
- Серебро с температурой плавления 1764 градуса по Фаренгейту
- Алюминий с температурой плавления 1220 градусов по Фаренгейту
- Магний с температурой плавления 1182 градуса по Фаренгейту
- Цинк с температурой плавления 787 градусов по Фаренгейту
- Олово с температурой плавления 494 градуса по Фаренгейту
Часто производители комбинируют металлы из этого списка или добавляют к ним другие материалы, чтобы повысить их термостойкость или другие характеристики, особенно при использовании гальванических покрытий.
Типы покрытий для высоких температур
Различные типы покрытия позволяют использовать в высокотемпературных средах. Тот, который подходит для вашего компонента, зависит от условий, в которых он будет находиться. Вот несколько типов покрытия, которые идеально подходят для высоких температур. Помимо чистых металлов, обработка металлов часто включает использование сплавов для получения необходимых характеристик.
- Рутений – редкий переходный металл, входящий в состав металлов платиновой группы.Однако, несмотря на свою редкость, он рентабелен. Он обладает высокой термостойкостью, прочностью и долговечностью, а также химически инертен, что означает, что он не вступает в реакцию с химическими веществами. Он также действует как катализатор расщепления соединений сероводорода. Поскольку некоторые соединения рутения могут поглощать свет, вы можете найти его в технологиях солнечной энергетики. Это также распространено в электронике и хранилищах данных.
- Родий – один из самых редких металлов, поступающих из земной коры. Как и рутений, он также является одним из шести металлов платиновой группы, что означает, что он химически инертен.Он известен своей чрезвычайной прочностью, отличной коррозионной стойкостью, высокой плотностью и высокой температурой плавления. Производители часто легируют родий палладием или платиной.
- Платина – драгоценный металл, имеет высокую температуру плавления и устойчив к коррозии даже при высоких температурах. Это один из наименее реактивных металлов, обладающий исключительной износостойкостью. Поскольку он поглощает избыток водорода, его часто используют в автомобильной промышленности. Его биосовместимость делает его полезным в области медицины.Около 20 процентов всех потребительских товаров содержат платину или требуют ее на каком-то этапе производственного процесса.
- Палладий имеет общие характеристики со многими драгоценными и тугоплавкими металлами, но он менее плотный, чем металлы платиновой группы. Ценится за коррозионную стойкость, паяемость и износостойкость. Как и платина, он также может поглощать водород. Этот недорогой металл типичен для бытовой электроники. Палладий-никель снижает склонность к растрескиванию по сравнению с чистым палладием.Наш сплав палладий-никель состоит примерно на 80 процентов из палладия и на 20 процентов из никеля. Он имеет отличную коррозионную стойкость, низкую пористость и высокую термостойкость благодаря высокой плотности. Он часто находит применение в электронной промышленности. Палладий также легируют кобальтом с аналогичным эффектом.
- Никелирование и химическое никелирование обеспечивает отличную коррозионную стойкость, износостойкость, твердость и устойчивость к элементам. Гальванический никель имеет более высокую температуру плавления и меньшее напряжение осаждения, в то время как никелирование, нанесенное методом химического восстановления, имеет превосходную стойкость к коррозии и износу.SPC предлагает гальваническое покрытие сульфаматом и сульфатом никеля. Никелевые покрытия иногда легируют вольфрамом, оловом, бором и марганцем для дальнейшего повышения устойчивости к коррозии, твердости и проводимости. В автомобильной, аэрокосмической, коммуникационной и текстильной промышленности часто используется никелирование.
- Медь обладает превосходными тепловыми и электрическими свойствами, а также обеспечивает защиту от коррозии. Он также очень податлив, поэтому не ломается при сгибании. Эти характеристики делают его полезным в электрическом, отопительном и промышленном секторах.Медь допускает избирательную термообработку, что позволяет ей выполнять функцию остановки термообработки для маскировки. Медь очень активна, что влияет на то, как вы можете ее использовать.
- Золото может защитить подложки от тепла, коррозии и износа. Также из него получается отличный дирижер. Он играет жизненно важную роль в производстве электрических компонентов, а также часто находит применение в аэрокосмической и медицинской областях. Хотя золото стоит заранее, оно невероятно эффективно и может привести к снижению затрат в долгосрочной перспективе.
- Серебро , благородный металл, обеспечивает превосходную теплопроводность и электрическую проводимость, а также низкое контактное сопротивление и защиту от коррозии. Он также хорошо противостоит химическим веществам и кислотам. Из-за этих характеристик в телекоммуникационной отрасли широко используется серебро, а также в автомобильной, электронной и солнечной энергетике. Он также ценен в медицине благодаря своим антимикробным свойствам. Вы можете легко сплавить серебро с большим количеством металлов.
- Цинк исключительно хорошо сопротивляется коррозии, и эту защиту от коррозии можно усилить путем легирования его другими металлами, такими как никель, кобальт и железо. По сравнению с цинкованием, никелирование цинком имеет в 10 раз большую коррозионную стойкость. Цинк-никелевые сплавы обычно содержат от 6 до 20 процентов никеля и от 80 до 94 процентов цинка. Высокотемпературный предел цинкования дает еще одно преимущество. Он часто используется для наклеивания гаек, болтов и других мелких деталей и может выступать в качестве грунтовочного покрытия на поверхности перед покраской.Его также часто используют в автомобильной и оборонной промышленности.
Применение высокотемпературного гальванического покрытия
Высокие температуры – необходимая часть работы во многих отраслях промышленности. Обеспечение того, чтобы компоненты могли выдерживать любые экстремальные температуры, с которыми они могут столкнуться, имеет решающее значение для успеха бизнеса, безопасности персонала и повседневной жизни потребителей. В SPC у нас есть опыт работы с различными секторами и мы понимаем, что необходимо разным предприятиям для достижения успеха.Ниже приведены некоторые из отраслей, с которыми мы работаем, в которых требуется покрытие для высокотемпературных применений.
Автомобильная промышленность
Металлы, используемые в автомобильных двигателях, должны выдерживать высокие температуры, а также коррозию. С этой целью автомобильные компании часто используют палладий, платину и цинк и их сплавы при производстве двигателей, тормозов, рулевого управления с усилителем и других компонентов.
Аэрокосмическая промышленность
Компоненты, используемые в аэрокосмической промышленности, должны выдерживать суровые условия, включая экстремальные температуры и давления.Металлическое покрытие помогает сделать эти детали более устойчивыми к нагреву, коррозии, износу и другим угрозам, улучшая при этом электрическую проводимость. В целях безопасности крайне важно, чтобы эти материалы были надежными. В аэрокосмическом секторе часто используются титан, никель-цинк и цинк-медь.
Оборона
Оборонные приложения – еще одна область, в которой долговечность и надежность имеют решающее значение даже в экстремальных условиях. Оборудование, используемое вооруженными силами, может подвергаться воздействию высоких температур во время работы, включая компоненты, используемые в транспортных средствах, самолетах, системах связи, оптических системах, ракетных системах, огнестрельном оружии и многом другом.Из-за их термостойкости цинк-никелирование, покрытие палладием, никелирование и другие виды отделки являются обычным явлением для оборонного оборудования.
Энергия
Термостойкое покрытие играет решающую роль в различных сферах энергетики, включая производство электроэнергии и разведку нефти и газа. В источниках энергии от природного газа до ядерной и солнечной энергии используются компоненты, которые должны выдерживать значительную тепловую нагрузку. Благодаря своей прочности, устойчивости к нагреванию и способности поглощать свет рутений часто появляется в компонентах солнечной энергии.Вы также можете найти никель, медь, серебро, олово, цинк-никель и другие виды покрытий на энергетическом оборудовании.
Электроника
Хотя условия обычно не такие суровые, как в аэрокосмической, оборонной или других отраслях, компоненты, используемые для изготовления электронных продуктов, по-прежнему должны работать при высоких температурах. В этой отрасли широко распространены золото, серебро, медь и платина. Родий также часто используется в электронике, поскольку он может выдерживать высокие температуры без коррозии.
Выбор решения для отделки металла
Когда вам нужно выбрать материалы для компонента, очень важно знать условия, которым он будет подвергаться. Затем вы можете сравнить требования к окружающей среде и условиям эксплуатации с характеристиками различных металлов и металлических сплавов, которые вам доступны.
Хотя это не единственное соображение, важно знать максимальную температуру, которую может достичь компонент. Вы также должны иметь представление о том, как часто он будет достигать этой температуры и насколько резкими будут изменения температуры с точки зрения температуры и скорости.
Как только вы это узнаете, вы можете искать варианты покрытия, которые имеют температурный предел, превышающий вашу максимальную температуру. Не используйте материал, выдерживающий только верхний предел. Оставьте некоторую свободу действий на случай непредвиденного развития событий. Недооценка может привести к повреждению вашего оборудования, угрозам безопасности или даже к катастрофическому отказу оборудования.
Вы также должны принять во внимание, может ли материал подвергнуться коррозии из-за сильного нагрева, как тугоплавкие металлы.Если это так, вам придется добавить вещество для защиты от этого повреждения.
Конечно, вам нужно будет рассмотреть любые другие атрибуты, которые вам нужны для вашего компонента, например:
- Теплопроводность
- Электропроводность
- Способность выдерживать высокие давления
- Свойства поглощения света и энергии
- Свойства абсорбции водорода
- Твердость, прочность и износостойкость
- Повышенный допуск крутящего момента
- Магнетизм
- Снижение трения
- Повышение адгезии
- Увеличенная толщина поверхности
- Степень паяемости
- Предотвращение потускнения
Есть также различные методы нанесения покрытия на выбор, в том числе гальваническое покрытие, нанесение покрытия химическим способом, покрытие цилиндра и металлизация стойки.Вы также можете рассмотреть другие процессы отделки металла, такие как пассивация, анодирование, вакуумная пропитка, абразивоструйная очистка, дробеструйная обработка, механическая обработка поверхности и гальваническое покрытие. Эффект, который вы хотите получить от процесса отделки, время, которое у вас есть, и стоимость каждого метода – это основные факторы, влияющие на то, какие варианты подходят для вашего проекта.
Начни сегодня
Когда дело доходит до финишной обработки металла, нужно о многом учитывать, особенно при высоких температурах.В SPC мы работаем с вами, чтобы определить материалы и процессы, которые принесут вам желаемые результаты. Наши опытные сотрудники помогут вам спланировать проект по нанесению покрытия, изучив ваши технические характеристики, рассмотрев возможные варианты и предложив экспертные рекомендации без давления. Мы также проведем серию тестов, чтобы убедиться в качестве результата.
Помимо выбора правильных процессов и материалов, работа с правильной компанией также жизненно важна для успеха вашего проекта.