Цинкование стали – назначение, виды, оцинковка в домашних условиях
alexxlab | 04.02.2019 | 0 | Вопросы и ответы
Цинкование металла своими руками и технологии оцинковки
Оцинковка металла — один из распространенных способов его защиты от появления и развития коррозии, повышающих его эксплуатационные качества и значительно увеличивающих срок эксплуатации.
Под оцинковкой понимается нанесение на поверхность металла покрытия, на 95 процентов состоящего из цинка. Цинкование выполняется различными способами, каждая технология имеет свои преимущества и недостатки.
Общие сведения и назначение
Стальные изделия подвержены коррозии, особенно если речь идет о применении в условиях высокой влажности. Оцинкованная стальная деталь надежно защищена от коррозии. Покрытие вместе с металлом образует гальваническую пару, где цинк по сравнению со сталью имеет большую степень электроотрицательного заряда. Соответственно, коррозии подвергается цинк, а реакции стали практически отсутствуют. Антикоррозийная защита металла будет держаться, пока цинковое покрытие не разрушится.
Существует несколько технологий цинкования. Некоторые технологии допускают оцинковку своими руками с получением приемлемого по качеству результата.
Способы цинкования металла
Существуют следующие способы цинкования металла:
- холодный;
- горячий;
- гальванический;
- термодиффузионный;
- газотермический.
Выбирать тот или иной метод для цинкования стальных деталей или конструкций нужно в зависимости от условий применения и характеристик защитного слоя. Независимо от применяемой технологии оцинковки нужно определиться с толщиной защитного слоя. Она зависит от таких параметров, как период воздействия рабочей среды на металл и температура обработки.
При применении стальных конструкций, на поверхность которых нанесен слой цинка, нужно помнить, что их нельзя подвергать сильным механическим воздействиям, поскольку защитное покрытие из металла отличается высокой хрупкостью и может разрушиться.
Рассмотрим разные виды цинкования металла.
Способ горячей оцинковки
Горячее цинкование металла позволяет добиться максимального качества изделий и обеспечить их долговечность. Этот метод имеет ключевой недостаток — его реализация подразумевает использование химических реагентов для обработки поверхности, а процедура выполняется в расплавленном цинке.
Горячий метод оцинковки стали включает подготовку поверхности изделия и собственно процедуру покрытия металла цинком.
Шаги для подготовки обрабатываемой поверхности:
- очищение;
- обезжиривание;
- нанесение кислотных растворов;
- промывка и флюсование;
- просушивание поверхности.
Когда поверхность проходит все этапы подготовки и просыхает, изделие помещается в специальную ванну с расплавленным цинком. На поверхности стали формируется тонкий слой цинка и железа, надежно обеспечивающий антикоррозийную защиту. Когда изделие извлекается из ванны, его обдувают сжатым воздухом для просушки и удаления излишков цинка с поверхности.
Недостаток этого способа: размеры изделий ограничиваются габаритами ванны с расплавленным цинком. Такой способ практикуется на крупных производственных мощностях при работе с опорами ЛЭП, строительными лесами или мачтами освещения.
Способ подразумевает большие трудозатраты и использование сложного оборудования, поэтому для домашних условий не подходит.
Холодное цинкование стали
Данный способ обработки цинком металла приобрел широкую популярность в последние годы. Главная причина — высокая технологичность и простота метода вкупе с высокими защитными свойствами слоя на поверхности металла. Вариант подходит для цинкования металла своими руками, поскольку не требуется специальное оборудование для работы.
Технология холодного цинкования заключается в нанесении на поверхность изделия цинкосодержащей смеси, например, цинконола. Наносить ее нужно валиком или кисточкой. Если нужно покрыть конструкции сложной формы или труднодоступные места, то можно использовать краскопульт. Благодаря специальным составам на поверхности образуется защитный слой, состоящий более чем на 90 процентов из цинка.
Этот способ оцинковки единственно приемлем для обеспечения антикоррозийной защиты конструкций, которые иным способом оцинковать невозможно. Например:
- смонтированные трубы;
- элементы ж/д путей;
- опоры линий электропередач и прочие конструкции в стационарном или смонтированном варианте.
Цинконол и прочие составы для холодного цинкования применяются во время ремонтов, если есть необходимость восстановления поврежденного цинкового слоя на металлических конструкциях. Например, это актуально с целью восстановления оцинковки автомобильного кузова.
Оцинковка изделий из стали холодным методом выполняется в широком температурном диапазоне, сформированное покрытие имеет высокую защиту, эластичность, устойчивость к механическим воздействиям и температурным перепадам.
Холодное цинкование имеет свои минусы. Например, сформированное покрытие имеет недостаточно высокую устойчивость к механическим воздействиям, также нужно строго соблюдать технику безопасности, если процедура предусматривает применение органических растворителей.
Гальванический метод оцинковки
При гальваническом цинковании на поверхность изделия оказывается электрохимическое воздействие. Покрытия в итоге имеют высокую точность по толщине и исключительную гладкость. Также на поверхности металла формируется защитный слой толщиной порядка 20−30 мкм.
С помощью такого цинкования можно регулировать толщину защитного слоя, при этом слой равномерный и обладает высокими декоративными качествами. Металл и цинк во время оцинковки соединяются на молекулярном уровне, покрытие обладает высокой адгезией с основным материалом. На степень адгезии влияет наличие на поверхности окисных и жировых пленок, которые удалить практически невозможно.
Гальваническое цинкование проводится следующим образом:
- конструкция и цинковые пластины помещаются в электролитический раствор, затем к стенке ванны и пластинам подключаются положительный и отрицательный контакты источника тока;
- благодаря разности потенциалов пластины растворяются в электролите, а молекулы цинка оседают на поверхности изделия и образуют однородный защитный слой.
Ключевым преимуществом данного метода является то, что таким способом на поверхности формируется защитный слой, имеющий особые декоративные характеристики. Толщину слоя можно регулировать. Но имеет метод и свои недостатки. В частности, это высокая себестоимость.
Технология термодиффузионного цинкования
Данную технологию также называют шерардизацией. Она была разработана в 20-е годы прошлого века, однако длительное время не находила широкого применения. И только в 90-е годы метод приобрел популярность.
Суть метода в том, что деталь вместе с сухой смесью на основе цинка помещается в герметичный контейнер, где создается температура около 2600 градусов. При такой температуре цинк переходит в газообразное состояние, соответственно, процесс диффузного проникновения атомов цинка в поверхностный слой изделия ускоряется. Данная технология цинкования применяется в случаях, когда на поверхности металла нужно сформировать защитный слой толщиной от 15 мкм.
Подготовка металлических изделий для термодиффузионного покрытия цинком не отличается от горячего способа. Преимущества этого способа:
- процесс проходит в герметичном контейнере, соответственно, отличается экологичностью;
- почти целиком отсутствуют поры на защитном покрытии, имеющем высокую адгезию по отношению к поверхности;
- покрытие получает высокую степень защиты;
- сохраняются сложные геометрические формы и параметры изделий, покрытых цинком;
- полученные отходы не нуждаются в специальной утилизации.
Недостатки термодиффузионного способа:
- готовое покрытие не имеет металлического блеска и обладает грязно-серым оттенком;
- низкая производительность;
- цинковая пыль в воздухе во время работы может нанести вред организму;
- цинковое покрытие по толщине неоднородное.
Газотермическое напыление
Газотермический способ цинкования подходит для покрытия цинком объемной детали или листа металла. Его суть в том, что цинк, находящийся в виде сухой смеси либо проволоки, напыляется в составе газовой среды на поверхность обрабатываемого изделия. Технология применяется для нанесения слоя цинка на крупногабаритные изделия, которые иначе обработать невозможно.
Процесс покрытия цинком:
- частицы расплавленного металла наносятся на обрабатываемую поверхность, формируя тонкий слой с чешуйчатой структурой;
- на пористое покрытие наносятся лакокрасочные материалы. Созданный за счет комбинирования слой защищает изделие и позволяет ему долгое время использоваться в условиях высокой влажности, постоянного воздействия пресной или морской воды и других агрессивных средах.
Параметры покрытий из цинка, наносимых перечисленными выше способами, устанавливаются соответствующим ГОСТом.
Оцинковка своими руками
Как уже говорилось, некоторые виды цинкования можно проводить самостоятельно в домашних условиях. Это касается технологии холодного цинкования или электрохимического способа.
Чтобы самостоятельно выполнить оцинковку электротехническим способом, нужно тщательно подготовить поверхность обрабатываемого изделия. Подготовка включает:
- очистку;
- обезжиривание;
- кислотное протравливание;
- промывку под проточной водой.
Аппарат для гальванического цинкования можно сделать самому на основе источника постоянного тока с напряжением 6−12 В при силе тока в 2−6 А и емкости на основе диэлектрического прибора и прибора для фиксации изделия и электрода. В качестве электролита выступает любой солевой цинкосодержащий раствор. Для приготовления раствора цинк помещается в аккумуляторный электролизер и растворяется в нем. Перед применением состав процеживают.
При выполнении оцинковки своими руками нужно учесть, что на качество и толщину покрытия влияют следующие факторы:
- плотность тока на единицу площади изделия;
- температура электролитического раствора;
- температура электролита;
- геометрия и сложность формы изделия.
Оцинковка металлов позволяет замедлить процесс коррозии изделий. Способы цинкования зависят от условий эксплуатации изделий. Оцинковать материалы можно в домашних условиях.
tokar.guru
Разновидности и процесс цинкования металла

Цинкование железа – это процесс покрытия железного изделия тоненьком слоем цинка. Делается это для того, чтобы надежно защитить железо от коррозии.
Защита железа от коррозии методом цинкования основана на следующем принципе: некоторые металлы, в числе которых имеется и цинк подвержены окислению на воздухе. То есть, при химической реакции с кислородом на поверхности металла образуется защитная пленочка, которая состоит из оксида самого металла. Пленочка в данном случае является довольно плотной, и она, как нельзя лучше препятствует дальнейшему окислению металла и служит своеобразным барьером.
С железом дело обстоит совершенно по-другому. Оксид железа не обладает такими же свойствами. Он менее плотный, менее прочный, рыхлый, и не защищает остальную часть от окисления. В результате чего и образуется ржавчина.
Чтобы защитить железную часть от коррозии современная наука придумала виды цинкования железа. То есть, если покрыть железо тоненьким слоем цинка, то процесс окисления будет выглядеть совершенно иначе. Окислится верхних слой цинка, на поверхности образуется пленочка, которая по своей фактуре будет очень прочной и сможет защитить изделие от дальнейшего окисления на долгие годы.
Виды цинкования
Существует немало видов цинкования, среди них можно выделить такие как:
- Гальванический. Его суть заключается в электрохимическом осаждении молекул цинка на поверхности железа в электролитном растворе, содержащем цинк;
- Горячее цинкование;
- Диффузионное цинкование;
- Шоопирование;
- Холодное цинкование;
- Газодинамическое цинкование.
Это основные виды цинкования. Однако, самыми востребованными и удобными считаются такие виды цинкования как: горячее цинкование и гальваническое цинкование. На них мы и заострим наше с вами внимание.
Горячее цинкование
Процесс горячего цинкования – это погружение обрабатываемой железной детали в расплавленный горячий цинк пи температуре 460 градусов по Цельсию.
В ходе этого происходят следующие химические реакции:
- Расплавленный цинк вступает в реакцию с кислородом, образуя при этом оксид цинка.
- Следующим этапом идет реагирование оксида цинка с диоксидом углерода. В результате реакции, и образуется карбонат цинка, который является достаточно твердым материалом, способным остановить коррозию.
Горячее цинкование на сегодняшний момент является самым распространенным и востребованным видом покрытия металла для защиты его от коррозии. При этом толщина цинкового слоя колеблется в таких пределах как 30-100 мкм, в зависимости от интенсивности цинкования и обрабатываемой поверхности.
Как правило, детали, оцинкованные горячим методом, находятся под защитой от коррозии от 60 до 130 и более лет, в зависимости от толщины слоя и от условий хранения и эксплуатации.
Гальваническое цинкование
Гальваническое цинкование или, как его еще называют, нанесение гальванического покрытия – это, наряду с горячим цинкованием один из самых распространенных способов защиты металла от коррозии.
Нанесение гальванического слоя повышает основные характеристики металла, в частности такие как: проводимость электричества, устойчивость к коррозии, прочность верхнего слоя и многие другие.
Гальваническая оцинковка, это процесс, при котором под действием электрического тока выделяется металл из солевого раствора.
В этом процессе анод играет роль вспомогательного электрода, он подключается к плюсу. В качестве катода выступает основная деталь, на которую и наносится таким вот образом гальваническое покрытие.
Доставка товара
Наша компания занимается производством оцинкованных деталей, а также осуществляет доставку товара, в такие российские города как:
- Екатеринбург,
- Пермь,
- Челябинск,
- Курган,
- Нижний Тагил,
- Тюмень,
- Уфа.
ecm-zink.ru
технология и метод по ГОСТ
Изделия, изготавливаемые из стали, подвергаются агрессивным воздействиям окружающей среды. Образование коррозии невозможно предупредить без обработки после производства изделия. Наиболее действенным, долговечным способом является горячее цинкование. Популярность появилась после проверки временем обработанных изделий и экономичности производства.
 Горячее цинкование стали
Горячее цинкование сталиДля каких целей металлоконструкции подвергают оцинковке
Процесс подразумевает наложение тонкого слоя цинка, перед нанесением поверхность обрабатывается механическими и химическими способами. Покрытие обеспечивает защиту не только барьерную, но и электрохимическую реакцию. Горячее цинкование используется в большинстве случаев при работе с металлами, так как оно наиболее подвержено градирующим процессам. Способ горячего цинкования является наиболее приемлемым, так как имеет сбалансированную стоимость процесса, высокий результат.

Способ горячего цинкования на производстве
Основное назначение цинкования – повышение прочности металлоконструкции. Оцинкованную деталь не нужно окрашивать для защиты от коррозии, в совокупности процесс приближен к стоимости окраски, но имеет больше преимуществ.
Происхождение метода
В конце 17 века проводились первые опыты по погружению металлической детали в горячий цинк. Французский химик отметил появление защитного слоя после процедуры – оцинковка металла. В 1836 году во Франции отдается патент на применение горячего цинка с целью использования для антикоррозийных свойств металлоконструкций. Метод горячего цинкования был налажен уже через 10 лет после открытого патента, а широкое распространение получил в середине прошлого века.

Применение оцинкованных изделий
Изделия, обработанные цинком возможно использовать при любых условиях, кроме щелочной среды. Изготовление представлено некоторыми сложностями во время производства, однако они перевешиваются плюсами.
Достоинства и недостатки метода
Основными преимуществами метода является стоимость при долгосрочном использовании. Уход после процедуры горячего цинкования за деталью не требуется при отсутствии механических воздействий. Цинкование металлоконструкций имеет ряд преимуществ:
- Обработка может производится к деталям любой формы и сложности, так как подразумевает опускание изделия целиком в ванны с цинком.
- При незначительных механических повреждениях, покрытие имеет свойства к самовосстановлению, при некоторых случаях без вмешательства человека.
- Горячее цинкование осуществляется при обработке емкостей и труб, так как стойкость к коррозии и другим воздействиям повышается более, чем в 5 раз.
- В процесс обработки забиваются все мелкие недостатки изделий.
- Эксплуатация не требует дальнейшего ухода за поверхностями, так как защищена слоем цинка.
Оцинкованные листы
Недостатки существуют абсолютно при каждой работе, обработка цинковым слоем происходит неравномерно. Повышенный расход материала при выполнении работ, обусловленность формой ванны, детали большего размера обработать не получится. Изделия, обработанные слоем цинка получаются габаритнее, обработанные изделия могут доставить трудностей при монтаже или сварке.
Технология горячего цинкования
Обработка происходит в соответствие с ГОСТ, выполняется в множество этапов, которые требуют подготовки. Технология горячего цинкования применяется только после соблюдения всех условий по производству. Перед работами обезжириваются детали, происходит удаление масла, других составов. Горячая оцинковка требует нескольких ванн и печей для сушки, печей для процесса, а также зоны, в которой детали подвергаются охлаждению.
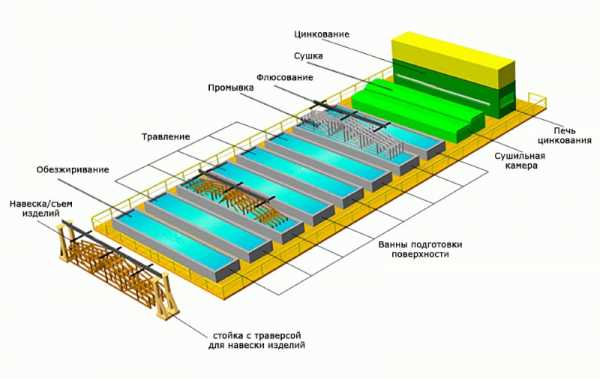
Технология горячего цинкования
Общими правилами установлена, что процесс разбит на этапы. Подготовка поверхности происходит в несколько раз, осуществляются различные работы. Цинкование, процесс состоящий их трёх фаз, которые тщательно соблюдаются. После завершения основных процессов происходит аспирация и транспортировка, действия происходят автоматически.
Подготовка поверхности
Особо важный этап – подготовка, включает множество подтипов:
- Обезжиривание происходит при средней температуре +70 ⁰С, происходит для равномерно расположенного слоя цинка. Если не удалится масляное загрязнение, оцинкованный кусок может обвалиться.
- После происходит промывание, в процессе которого удаляются средства, используемые при обезжиривании.
- Соляной кислотой производится травление, слой окалины удаляется с поверхности металла, под воздействие попадает и коррозия.
- После каждого воздействия определенного средства необходимо осуществлять промывку детали.
- Флюсование обеспечивает хорошее прилегании цинка к поверхности в последующем, противостоит окислению в процессе производства.
- Сушка детали производится в специально отведенной для этого печи.
Наиболее важным процессом отмечается флюсование. Флюс, благодаря химическим свойствам, окончательно удаляет серную кислоту, влагу. Горячее цинкование использует своеобразный флюсовой слой.
Оборудование
Процесс горячего цинкование требует большого помещения и видов оборудования. Основные станки и приборы для обработки:
- Сушильная и цинковальная печи.
- Теплообменник.
- Цинковальные ванны, их количество определяется разновидностью производимых частей.
- Ванна для охлаждения.
- Грейфер, предназначенный для удаления гарт цинка.

Завод горячего цинкования
Перечисленное оборудование не включает в себя автоматизированную линию для транспортировки детали, подготовке к процессу и очистных сооружений, которые обязательно понадобятся для массового производства.
Цинкование
Определенная технология цинкования и ее соблюдение позволяют добиться прочности, надежности детали. Для получения результата необходимо следовать последовательности, которая описана в технологии горячего цинкования металлоконструкций:
- На этапе погружения детали, при повышении температуры, разрушается флюсовая пленка, которая служит для соединения цинка с металлом. Скорость процесса погружения подбирается оптимальной, нельзя допустить полное разрушение пленки, но и остаточный толстый слой.
- Продолжительность операции подбирается от сложности конструкции, время цинкования определено не более 10 минутами.
- Регулируется скорость вынимания для контроля остаточного слоя горячего цинка на металле.

Сушка оцинкованных изделий
Качественная сталь, соблюдение температурного режима обработки (450 ⁰С), степень охлаждения полностью зависят на готовый результат. Сушка изделия зачастую происходит на открытом воздухе.
Контроль качества покрытий по ГОСТ 9-307
Важные моменты при процедуре описаны контролем Госстандарта. Требований к обработке существует множество, основные из них:
- Требования к металлу, при данном разделе описаны категории изделий из стали, которые можно обрабатывать.
- Внешний вид и качество покрытия, а также толщина готового изделия определены согласно ГОСТу.
- Методы контроля качества определяются способами определения качества готовой продукции.

Процесс горячего цинкования труб
Контроль и его методы подразумевают проверку готовой продукции путем нанесения механических повреждений или специальных меток. Горячее цинкование металлоконструкций определяется также температурным воздействием, изделие нагревается до 200 ⁰С, визуально проверяется на наличие повреждений либо отслаивания металла.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Оцинкование металлоконструкций, горячее оцинкование изделий из металла
Горячая оцинковка применяется более 250 лет, и по-прежнему это наиболее дешевый и эффективный способ защиты металлических изделий от коррозии. Известно, что изделия из черных металлов ржавеют очень быстро, из-за чего толщина их несущего каркаса становится гораздо меньше расчетной, что нередко является причиной разрушения всей конструкции, порой влекущее трагичные последствия.
Горячее оцинкование защитит изделия из черных металлов и оборудование от коррозии и позволит эксплуатировать их в течение положенного срока. Обычно оцинкованные изделия служат 25−30 лет.
Преимущества горячего цинкования
При горячем цинковании металлоконструкций поверхность металлического изделия покрываются слоем цинка, и по популярности метод уступает лишь гальванической технологии. По стоимости выполнения и долговечности формируемых покрытий этот способ превосходит электрохимический.
Метод предполагает нанесение на поверхность металлоизделия слоя цинка толщиной 40−65 мкм. Это покрытие обеспечивает барьерную и электрохимическую защиту от коррозии. Главным образом цинкуется сталь.
Горячая оцинковка, в сравнении с другими технологиями, отличается оптимальным сочетанием стоимости процесса и обеспечения высоких защитных свойств слоя цинка. Обработанное изделие даже в очень неблагоприятных условиях может прослужить 65−70 лет, сохраняя эти свойства.
Плюсы метода следующие:
- Данная технология применяется даже для обработки изделий сложной геометрической формы. В частности, так обрабатываются трубы.
- Поврежденные механическим воздействием участки цинкового покрытия могут восстанавливаться сами без постороннего вмешательства.
- Устойчивость покрытия при взаимодействии с жидкими средами в 6 раз выше, чем в случае с другими методами оцинковки. Поэтому к данной технологии прибегают при обработке труб и емкостей.
- Эффективно устраняются многие дефекты: поры, раковины и пр.
- Эксплуатация труб и метизов, покрытых цинком по этой технологии, требует минимум финансовых затрат. Поверхности не требуется регулярная окраска, так как уже имеется защита от негативного воздействия внешней среды. Это весьма актуально для труб, эксплуатирующихся в труднодоступных местах (под землей, в стенах).
Этапы оцинковки металлоконструкций
Два этапа:
- Обрабатываемая поверхность тщательно подготавливается.
- Изделие погружается в расплавленный цинк и в результате буквально обволакивается им.
Нюансы горячей оцинковки металла регламентирует ГОСТ 9 .307−89.
Подготовка изделия к процедуре
Согласно ГОСТ, поверхность, подлежащая обработке, должна тщательно подготовиться. Подготовка включает:
- механическую обработку;
- обезжиривание;
- промывку;
- травление;
- промывку после травления;
- флюсование;
- просушку.
Механическая обработка удаляет загрязнения, следы ржавчины, продукты окисления, шлаковые включения. ГОСТ предписывает скруглять острые кромки и углы на изделии, и это тоже делается путем механической обработки. На производстве используют пескоструйные установки.
Обезжиривание выполняется примерно при 75 °C перед основной процедурой для улучшения адгезии защитного слоя с обрабатываемым изделием. Присутствие на поверхности изделия пятен жира и масла может привести к формированию на этих участках неравномерной толщины или отслаивания. Обезжиривание выполняется с помощью химических реагентов, список которых регламентирует соответствующий ГОСТ. Остатки веществ впоследствии должны удалиться промывкой.
Согласно тому же ГОСТ, на трубах и прочих цинкуемых изделиях не должно быть окисленных участков и старого покрытия. Для выполнения этих требований поверхность протравливается обычно соляной кислотой. Процедура выполняется при температуре 22−24 °C, а концентрация раствора кислоты выбирается в зависимости от степени загрязнения поверхности следами коррозии и окислами.
Как правило, для травления используются растворы, где в 1 л воды растворяется 140−200 г кислоты. При травлении раствор может сильно повредить поверхность. Во избежание этого и для минимизации выделения водорода из раствора в состав его вводятся ингибиторы. После травления изделие тщательно промывается для удаления остатков использованных химических веществ.
Флюсование перед цинкованием
Технология предусматривает тщательную подготовку обрабатываемого изделия, позволяет предотвратить окисления и улучшить адгезию покрытия с металлом.
При флюсовании, выполняемом при 60 °C, обрабатываемая поверхность покрывается тонким слоем флюса, который содержится в специальном растворе. Обычно в качестве флюса используются хлориды цинка и аммония, которые смешиваются с водой в соотношении 500 г на 1 л для приготовления раствора для процедуры. При флюсовании крайне важно следить за следующими параметрами раствора:
- кислотность;
- плотность;
- содержание железа.
Когда концентрация железа превышена, в раствор вводится перекись водорода, способствующая образованию солей железа, которые выпадают в осадок.
В любом цехе горячей оцинковки непременно должны иметься термические печи, в которых обрабатываемое изделие после флюсования просушивается. Благодаря подобной термической обработке удаляются остатки жидкости, ухудшающей качество готового цинкового покрытия, деталь нагревается до 100 °C, что позволяет сократить затраты на основную технологическую операцию.
Технология нанесения слоя цинка
Нанесения защитного цинкового слоя может производиться с помощью линии горячей оцинковки или более простого оборудования. Процесс предполагает погружение детали в расплавленный цинк. Температуру, при которой расплав находится в емкостях, определяет ряд факторов, в числе которых геометрические параметры изделия. В среднем температура составляет 420−455 °C .
Если оборудование не АНГЦ (агрегат для непрерывного горячего цинкования), а более простые технические устройства, на производственном участке обеспечивается выполнение таких условий:
- Наличие мощной вытяжки, удаляющей из воздуха пары, которые интенсивно образуются в процессе цинкования.
- Оборудование должно обеспечивать соблюдение скорости погружения в расплав детали и времени выдержки ее в нем.
- После извлечения из емкости обработанная деталь качественно охлаждается.
Метизы оцинковываются так:
- Изделия погружаются в емкость с расплавленным цинком.
- Детали выдерживаются 4−10 мин.
- Извлечение детали из расплава, скорость выполнения которого во многом определяет толщину формируемого покрытия.
- Принудительное или естественное охлаждение.
Представленная технология отличается сравнительно невысокой сложностью. Для осуществления процедуры отсутствует необходимость готовить сложные электролитические растворы, какие делает на производстве гальваник.
У этого метода есть и недостатки. Наиболее серьезный из них в том, что размеры обрабатываемых деталей, ограничиваются размерами емкости с расплавленным цинком. На крупных производственных предприятиях обработка габаритных изделий осуществляется путем применения АНГЦ.
tokar.guru
№ п/п | ЦИНКОВАНИЕ СТАЛИ | цена за 1 кг (без НДС), | |
1 | Труба профильная от 40х40* (4 мм и больше), труба круглая от д-40мм (4 мм и больше) L до 6, 1 м. п. | 21, 89 | |
2 | Уголок от 40Х40, швеллер, двутавр (4мм и более) L до 6, 1 м. п. | 21, 95 | |
3 | Сетка размер 6х1. 5 м. | 21, 91 | |
4 | Круг стальной, арматура 6 м диаметр от 12 мм, бухты до 100 кг. от 8 мм | 20, 04 | |
5 | Полоса стальная 6 м. Толщина от 4мм | 20, 9 | |
6 | Полоса стальная 6 м. Толщина менее 4мм | 21, 56 | |
7 | Чугунные изделия | 24, 2 | |
8 | Лист рифленый, лист просечно-вытяжной 6х1, 5 м. п. от 4 мм | 21, 91 | |
| ЦИНКОВАНИЕ СТАЛЬНЫХ ИЗДЕЛИЙ |
| |
9 | Детали весом до 600 грамм | 26, 1 | |
10 | Мелкие детали до 3кг | 24, 2 | |
11 | Негабаритные м/конструкции и изделия до 6 м, в том числе дорожные ограждения и уличные кронштейны освещения, буры, сваи | 23, 31 | |
12 | Тонкостенные изделия толщина менее 3 мм | 37, 95 | |
13 | Тонкостенные изделия толщина от 3 мм до 4 мм | 27, 5 |
allms.ru
Цинкование металла (стали) – Слесарное дело

Цинкование стали – это целый ряд технологий нанесения на сталь тонкого слоя цинка для её защиты от коррозии.
Для покрытия стальной детали слоем цинка или цинкового сплава применяются различные технологии:
1) горячее цинкование (цинкование погружением)
2) шерардизация (диффузионное цинкование)
3) гальваническое (электролитическое) цинкование
4) механическое цинкование
5) ламельное цинкование
6) цинкование напылением.
В связи с большими различиями, существующими между различными технологиями, сам по себе термин «цинкование» является лишь ограниченно информативным.
1) Горячее цинкование
Под горячим цинкованием понимается нанесение на сталь металлического цинкового покрытия методом её погружения в жидкий расплав цинка, температура которого составляет около 450 °C. При этом следует различать штучное горячее цинкование, при котором чаще всего оцинковываются предварительно изготовленные стальные детали, например, элементы лестниц или поручни (перила), и непрерывное горячее цинкование (другие названия: конвейерное цинкование, цинкование по методу Сендзимира), при котором оцинковываются полуфабрикаты, например, стальные листы. Кроме того, технологии штучного и конвейерного горячего цинкования различаются между собой по толщине цинкового покрытия. Так, толщина слоя цинка при штучном цинковании, как правило, составляет 50 … 150 микрон, а при конвейерном цинковании – от 5 до 40 микрон. Срок службы деталей, оцинкованных методом штучного горячего цинкования, выше благодаря большей толщине защитного слоя цинка и может достигать более 50 лет.
2) Шерардизация
При шерардизации оцинковываемые стальные детали партиями нагреваются до высоких температур в закрытых вращающихся барабанах с цинковым порошком. При температурах от 320 °C до 500 °C цинк в результате диффузии соединяется с материалом основы. При этом образуются очень равномерные жаропрочные, твердые и износостойкие слои сплава цинка с железом, обладающие высокой антикоррозионной защитой.
3) Гальваническое цинкование
Суть этой технологии состоит в том, что заготовки погружаются не в расплав цинка, а в электролит цинкования, при этом оцинковываемая заготовка, подвешенная в растворе, служит катодом. В качестве анода используется электрод из как можно более чистого цинка. При гальваническом цинковании наносимый слой цинка пропорционален силе тока и продолжительности его протекания, при этом толщина слоя распределяется по всей поверхности заготовки в зависимости от её геометрии. Стальные листы, покрытые методом гальванического цинкования, особенно хорошо поддаются нанесению порошковых покрытий, так как практически не имеют поверхностной структуры (т.е. разводов, или так называемых «цветов»).
Оцинкованные стальные детали очень хорошо защищены слоем цинка от коррозии (красной ржавчины). Однако сам слой цинка подвержен воздействию коррозии, и особенно в условиях морского климата на его поверхности может относительно быстро происходить коррозия цинка (образование белой ржавчины). Однако с помощью соответствующих методов последующей обработки можно сильно отсрочить и замедлить коррозию цинка, благодаря чему действие всего комплекса антикоррозионной защиты дополнительно продлевается до начала коррозии стальной основы. К таким методам последующей обработки относятся технологии пассивации, которые могут применяться к деталям, покрытым методом как гальванического, так и горячего цинкования. Специально для деталей, оцинкованных гальваническим методом, были разработаны различные технологии хроматирования, различающиеся по степени антикоррозионной защиты и по цвету. Однако некоторые из таких слоев хромата содержат токсичный VI-валентный хром. Поэтому в последнее время были разработаны новые технологии без использования VI-валентного хрома.
Дуплексная система антикоррозионной защиты
Под дуплексной системой согласно стандарту EN ISO 12944-5 понимается система антикоррозионной защиты, состоящая из цинкового покрытия в сочетании с одним или несколькими последующими покрытиями. Таким образом, технология нанесения дуплексной системы антикоррозионной защиты представляет собой комбинацию цинкования и нанесения дополнительного покрытия, при этом слои цинка и дополнительного покрытия дополняют антикоррозионное действие друг друга. Слой цинка защищен расположенным над ним дополнительным слоем от атмосферных и химических воздействий. Благодаря этому увеличивается срок службы цинкового покрытия. И наоборот, благодаря своей высокой сопротивляемости к внешним воздействиям и износостойкости слой цинка защищает снизу поврежденные внешние покрытия, препятствуя образованию типичной для них подповерхностной коррозии. Благодаря так называемому эффекту синергии между слоем цинка и дополнительного покрытия общая продолжительность защитного действия дуплексной системы в 1,2 … 2,5 раза превышает простую сумму индивидуальных продолжительностей защитного действия слоя цинка и дополнительного покрытия.
4) Механическое цинкование
Для защиты закаленных деталей, чрезвычайно чувствительных к водородному охрупчиванию, в некоторых технических спецификациях предписывается механическое цинкование. При механическом цинковании покрываемые детали помещаются в смеситель, в котором цинковая пыль без термического воздействия «вбивается» в поверхность деталей под действием стеклянных шариков. Поскольку это не электролитический метод цинкования, не происходит выделение водорода, который мог бы проникнуть в стальную деталь.
При этом в зависимости от геометрии детали (например, внутренний шестигранник в головке винта) износостойкость цинкового покрытия может быть несколько ограничена. Кроме того, при механическом цинковании не может быть достигнут высокий глянец поверхности деталей, характерный для технологии гальванического цинкования. Методом механического цинкования можно получать цинковое покрытие толщиной приблизительно до 50 микрон.
Эта технология цинкования часто применяется для обработки тарельчатых пружин или клипс крепления обивки салона автомобиля.
5) Ламельное цинкование
Эта технология уже несколько лет существует в качестве альтернативы механическому цинкованию стали. Её суть состоит в том, что для нанесения покрытия на деталь используется суспензия из мелких хлопьев цинка и частично алюминия. Эти хлопья наносятся на погруженную в суспензию деталь методом центрифугирования, затем высушиваются и в зависимости от технической спецификации обжигаются при температурах от 250 до 350 °C. В процессе нанесения покрытия этим методом достигается толщина слоя около 4-5 микрон, к тому же полученный слой цинка является пористым. Поэтому при использовании метода ламельного цинкования покрытие обычно наносится дважды, а в последнее время стали дополнительно применяться силикаты для заполнения пор.
6) Цинкование напылением
Это – вариант газопламенного напыления. При цинковании напылением цинковая проволока расплавляется под действием пламени или электрической дуги и под напором сжатого воздуха напыляется на заготовку. При этом всё ещё жидкий цинк образует на поверхности заготовки, предварительно подвергнутой пескоструйной обработке, пористый слой цинка, который обладает хорошими антикоррозионными свойствами, сопоставимыми со свойствами слоя цинка, нанесенного методом горячего цинкования. Однако из-за большой удельной внутренней поверхности этот слой очень хорошо впитывает влагу. Поэтому при последующем окрашивании поверхности, оцинкованной этим методом, требуется очень большое количество грунтовки или заполнителя пор.
Преимущества цинкования напылением перед горячим цинкованием состоят в том, что заготовка подвергается очень слабой термической нагрузке, благодаря чему удается исключить деформацию даже при очень большой площади заготовки. Недостатком является то, что полости или труднодоступные места заготовки (например, внутренние полости резервуаров, места сгиба) недоступны для напыляемого цинка.
| < Предыдущая | Следующая > |
|---|
slesario.ru
Холодное цинкование металла: технология и применяемые составы
С помощью холодного цинкования поверхности металлических изделий эффективно защищают от коррозии. Технология холодного цинкования металла заключается в нанесении на металл специальной смеси, в химическом составе которой много цинка. Железо ржавеет, взаимодействуя с кислородом. Для предотвращения этого и продления срока службы изделия принимаются защитные меры. Обычно используют состав для холодного цинкования. Методы нанесения цинка существуют разные.
Большинство специалистов считает оцинковку одним из наилучших способов защиты металлических конструкций от коррозии. Применяются гальваническое и горячее цинкование, на десятилетия обеспечивающие металлу антикоррозионную защиту (до 50 лет). Между тем не всегда можно применить эти методы, поскольку требуются значительные финансовые вложения в технологическую оснастку и специальное оборудование.
Преимущества холодного цинкования
Когда традиционные способы покрытия слоем цинка металла сопряжены с трудностями, прекрасной альтернативой станет холодное цинкование — покрытие металла цинксодержащим составом. Подобная обработка формирует слой, антикоррозионные свойства которого почти не уступают характеристикам покрытий, полученных другими способами.
Наиболее значимые преимущества:
 Используемая краска имеет хорошую адгезию и в отношении к поверхности обрабатываемого изделия, и в отношении покрытия иного типа.
Используемая краска имеет хорошую адгезию и в отношении к поверхности обрабатываемого изделия, и в отношении покрытия иного типа.- Холодным методом оцинковываются конструкции с любой геометрией.
- Не требуется серьезных финансовых затрат при подготовке к обработке.
- Металлические детали, оцинкованные по данной технологии, хорошо свариваются.
- Состав может наноситься в домашних условиях краскопультом, малярным валиком или даже обычной кистью.
- При таком покрытии не требуется демонтаж подлежащей обработке конструкции и транспортировка ее к месту выполнения работ.
 Используемая краска имеет хорошую адгезию и в отношении к поверхности обрабатываемого изделия, и в отношении покрытия иного типа.
Используемая краска имеет хорошую адгезию и в отношении к поверхности обрабатываемого изделия, и в отношении покрытия иного типа.Еще одно значимое преимущество — в возможности осуществления процесса в довольно широком температурном интервале: от -20 до +40 °C .
Защитный цинковый слой получается недостаточно устойчивым к механическим повреждениям, и это можно отнести к недостаткам метода. Однако с учетом того, что поврежденное покрытие всегда можно восстановить с помощью состава для цинкования, этот минус можно считать незначительным.
Особенности технологии
 Используемые краски — это цинксодержащие смеси. Их, как и любые цинковые покрытия различных технологий, регламентирует ГОСТ 9 .305−84. В документе говорится, что холодной оцинковке могут подвергаться любые металлические изделия и конструкции, кроме магниевых сплавов или изготовленных из сталей повышенной прочности. Чтобы получился слой с высокими защитными свойствами, поверхность перед обработкой должна тщательно подготовиться.
Используемые краски — это цинксодержащие смеси. Их, как и любые цинковые покрытия различных технологий, регламентирует ГОСТ 9 .305−84. В документе говорится, что холодной оцинковке могут подвергаться любые металлические изделия и конструкции, кроме магниевых сплавов или изготовленных из сталей повышенной прочности. Чтобы получился слой с высокими защитными свойствами, поверхность перед обработкой должна тщательно подготовиться.
ГОСТ регламентирует следующие процедуры:
- Удаление закоксованных участков, загрязнений, остатков солей, повреждения из-за природных факторов.
- Придание металлу требуемой шероховатости абразивно-струйной, гидроабразивной или гидродинамической обработкой. Таким способом с изделия удаляются также ржавчина и продукты окисления.
- Финишная ручная очистка для удаления сварочных брызг, заусенцев и острых кромок.
- Удаление с изделия остатков пыли сжатым воздухом.
Подготовительные действия
Чтобы оцинкованный слой имел хорошую адгезию с обрабатываемой поверхностью, на ней не должно быть масляных и жирных пятен. При наличии последних их удаление производится перед холодным цинкованием с помощью растворителей углеводородной группы.
ГОСТ оговаривает такие требования к подготовке поверхности:
- Количество и размеры пылинок, оставшихся на поверхности, должны соответствовать стандарту ISO 8502−3.
- Уровень обезжиривания поверхности, проверяющийся люминесцентной методикой, должен соответствовать ГОСТ 12 .2.052.
- Шероховатость, проверяемая профилометром или компаратором, должна отвечать стандарту ISO 8503−1.
Процесс нанесения состава
После проверки качества подготовки на поверхность можно наносить жидкий цинк. При использовании цинксодержащих красок или смесей обращайте внимание на то, при какой температуре воздуха производители рекомендуют это делать. Также имейте в виду, что температура обрабатываемой поверхности должна быть минимум на 3 °C выше точки росы. Пренебрежение этим требованием может привести к тому, что на поверхности обрабатываемого изделия сконденсируется влага, которая серьезно ухудшит характеристики покрытия.
Точка росы определяется с помощью разных измерительных приборов, в частности гигрометром, термометром, психрометром или специальными измерительными устройствами. Показания приборов сверяются со значениями в справочных таблицах.
Цинковая краска может наноситься несколькими слоями. Важно, чтобы новый слой наносился после высыхания предыдущего до степени, указанной производителем состава. Слои должны наноситься максимально равномерно.
Валики или кисти для нанесения покрытия используются, когда нужно покрыть не всю поверхность, а отдельные участки изделия.
Толщину сформированного слоя и степень его адгезии с поверхностью проверяют специальными измерительными устройствами. Вдобавок осуществляется визуальный контроль, позволяющий оценить декоративные характеристики, выявить плохо обработанные участки и дефекты.
Используемые составы
Для холодной оцинковки применяются различные составы, выбор которых зависит от ряда факторов. Смеси используются и на производстве, и в домашних условиях.
 Одним из самых популярных цинксодержащих составов для обработки металлоконструкций является «Гальванол», которым обрабатываются и наружные, и внутренние части конструкций и элементы оборудования. Он относится к однокомпонентным смесям и представляет собой жидкий раствор с электролитическим цинком высокой чистоты в составе, а также связующими компонентами и летучими соединениями. Средство обеспечивает высокую защиту.
Одним из самых популярных цинксодержащих составов для обработки металлоконструкций является «Гальванол», которым обрабатываются и наружные, и внутренние части конструкций и элементы оборудования. Он относится к однокомпонентным смесям и представляет собой жидкий раствор с электролитическим цинком высокой чистоты в составе, а также связующими компонентами и летучими соединениями. Средство обеспечивает высокую защиту.
Значимые достоинства «Гальванола»:
- Хорошая адгезия с поверхностями изделий из черных металлов.
- Легкость и быстрота нанесения.
- Возможность использования в температурном интервале: -30 до +50 °C.
- Возможность нанесения на ржавые поверхности, если ржавчина держится достаточно крепко.
- Возможность использования при повышенном уровне влажности окружающего воздуха.
Покрытие «Гальванолом» сохраняет защитные свойства, взаимодействуя с парами этилового спирта, пресной и морской водой, растворами солей. Этот состав обеспечивает двойную защиту от коррозии — катодную (активную) и барьерную (пассивную).
Еще один распространенный состав — это «Цинотан». Он используется и в комплексных защитных системах, где играет роль грунтовочного слоя, и как отдельное защитное покрытие. Покрытия, нанесенные с использованием этого цинксодержащего состава, сохраняют защитные свойства, даже постоянно контактируя с соленой водой и сильнозагрязненной атмосферой.
Чаще «Цинотаном» покрывают:
- Элементы гидросооружений.
- Емкости для хранения продуктов нефтепереработки.
- Элементы ограждающих конструкций.
- Резервуары и трубы горячего и холодного водоснабжения.
- Опоры ЛЭП.
- Промышленные конструкции.
- Авто- и железнодорожные сооружения.
Важное достоинство средства в том, что оно может использоваться практически в любой климатической зоне России. Данный состав выбрали РЖД, Газпром и другие солидные компании.
Другие популярные составы для холодного цинкования:
- «Мастер АК-100». Им обрабатываются детали автотранспортных средств, в частности кузов автомобилей, различные строительные конструкции, мосты и элементы ЛЭП.
- «ЦВЭС». Компоненты: этилсиликат и цинковый порошок. Применяется для обработки высоколегированных сталей.
- «Цинотерм». Кремнийорганический раствор, может использоваться вместе с лакокрасочными материалами.
- «Цинконол». Полиуретановая грунтовка, в составе которой содержится цинк и которая позволяет получать покрытия с хорошими защитными свойствами, с повышенной эластичностью и термической стойкостью.
 «Мастер АК-100». Им обрабатываются детали автотранспортных средств, в частности кузов автомобилей, различные строительные конструкции, мосты и элементы ЛЭП.
«Мастер АК-100». Им обрабатываются детали автотранспортных средств, в частности кузов автомобилей, различные строительные конструкции, мосты и элементы ЛЭП.Делая выбор между горячим и холодным методом, имейте в виду, что конструкция, на которой защитный слой сформирован холодным методом, может прослужить дольше, чем обработанная иным способом. Стоимость холодной оцинковки ниже, а провести процедуру гораздо проще, чем гальваническое или горячее цинкование.
tokar.guru