Делительные и поворотные устройства – Dividing and rotators – grease monkey
alexxlab | 09.09.2019 | 0 | Вопросы и ответы
Dividing and rotators – grease monkey
Dividing and turning devices in multi-position devices are used to change the position of the workpiece relative to the working tool.
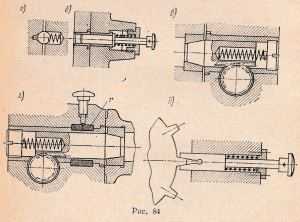
Dividing device consists of a disc, fixed on the rotary part device, and lock. Structures shown in Fig fixatives. 84. ball retainer (rice. 84, α) the simplest, but it does not provide a high precision angle and does not perceive the moment of cutting force. The turning of the set to a predetermined position by hand until it clicks into place when ceasing the ball in the socket. Lock with pull cylindrical finger (rice. 84, б) It may take time, but it does not provide a high accuracy of division because of clearances in movable joints.
Several more precision gives retainer with a conical grinding exhaust finger (rice. 84, at). To eliminate the radial clearance is introduced gidroplastovuyu sleeve T (rice. 84, g), used as wedge clamps and clamps with a slot (rice. 84, д). Manage locking via suction button, arm, Rack and pinion fixed on the wheel, or the pedal device.
In a separating device for the milling machine (rice. 85) clamp 4 interlocked with turning dog 2. When the reciprocating motion of the table, they are driven by fixed stops 3. stop 1 warns dividing disc rotation 5 reversed.
 To reduce the torque in devices such as a horizontal swivel center of gravity (including procurement) must lie on the axis of rotation. This is achieved by appropriate arrangement of devices and the installation of corrective counterbalances. In devices with a vertical axis of the weight of the heavy rotary system perceives the thrust roller bearing.
To reduce the torque in devices such as a horizontal swivel center of gravity (including procurement) must lie on the axis of rotation. This is achieved by appropriate arrangement of devices and the installation of corrective counterbalances. In devices with a vertical axis of the weight of the heavy rotary system perceives the thrust roller bearing.
На рис. 86 shows a table structure, the upper part of which is rotated to the desired angle with the rise in the Thrust Ball Bearings. Lifting is carried out by various mechanical devices or (как показано на рисунке) pneumatic cylinder. When lowering the table “sits” on the end ground plane and tightly pressed against him. Applying contact ball bearings, It can be several times to reduce the friction torque while rotating device rotating part.
На рис. 87 table shows the mechanical clamping device, interlocked with a lock. Rotate the handle 4 clockwise administered rack retainer 5, simultaneously compressing the split conical ring 1, and a rotating part 2 attracted to the substrate table 3. When the reverse rotation of the handle latch output from the nest, tightening ring is weakened and the table can be rotated.
Делительные и поворотные элементы приспособлений
Делительные и поворотные устройства применяются в многопозиционных приспособлениях для придания обрабатываемой заготовке различных положений относительно рабочего инструмента (делительные головки).
Корпус приспособлений
Корпус приспособлений является базовой деталью, на которой монтируются установочные элементы, зажимные устройства, направляющие элементы, а также вспомогательные детали и механизмы. Корпус воспринимает все силы, которые возникают при обработке, и зажим заготовок.
Корпус приспособления должен быть прочным и жестким, конструкция его должна быть удобной для быстрой установки и съема заготовок, он должен быть простым и дешевым в изготовлении и обеспечивать соблюдение требований техники безопасности. Корпуса изготавливают из стали Ст.3 и из серого чугуна СЧ 12-28 литьем и сваркой. Литье применяют для корпусов сложной конфигурации. На рис.7.15 представлены некоторые виды корпусов приспособлений
Рис.7.15. Виды корпусов приспособлений, выполненных разными способами:
а – литой; б – сварной; в – сборный; г – кованый.
Механизированные приводы приспособлений
Предназначены для сокращения вспомогательного времени, расходуемое на установку, зажим и раскрепление заготовки в приспособлении.
Виды механизированных приводов:
1. Механические. 2. Пневматические. 3. Гидравлические. 4.. Пневмогидравлические. 5. Электромеханические.
Механические приводы с ручным управлением имеют наибольшие зажимные силы, требуют больших затрат времени на зажим и отжатие в единичном и мелкосерийном производстве.
Наибольшее применение в промышленности при механической обработке заготовок и сборке машин нашли
Принцип работы: сжатый воздух давит на поршень или диафрагму и заставляет совершать поступательные движение поршня или штока, необходимое для зажатия деталей. В качестве привода используются пневмоцилиндры, которые бывают одностороннего или двухстороннего действия. Возвращение в исходное положение в первом случае обеспечивается пружиной, во втором – сжатым воздухом.
Гидравлические и пневмогидравлические приводы.
При механизации и автоматизации производственных процессов, когда требуются большие зажимные усилия с постоянным давлением и надежностью зажимных устройств, применяют гидравлические приводы, что обеспечивает также точное перемещение рабочих органов станка и подвижных частей приспособлений.
Масляная среда в системе обеспечивает надежную смазку силовых узлов, что исключает неполадки, присущие пневматическим системам(ржавчина и засорение). Кроме того, гидроприводы при больших усилиях имеют значительно меньшие габариты.
Гидропривод состоит из электродвигателя, насоса масляного, резервуара для масла, гидроцилиндра, аппаратуры управления и регулирования.
Проектирование приспособлений
Исходные данные для проектирования:
1. Рабочие чертежи заготовок и готовой детали и техусловия ее приемки.
2. Операционный эскиз на предшествующую и выполняемую операцию.
3. Карта техпроцесса обработки данной заготовки с указанием последовательности и содержания операций, схемы базирования используемого оборудования и инструмента, режимов резания и т.д.
4. Госты и нормали на детали и узлы станочных приспособлений.
1. Выбирают конструкцию и размеры установочных элементов приспособления.
2. Определяют величину силы зажима, схемы и размеры зажимного устройства.
3. Определяют размеры направляющих элементов.
4. Производят общую компоновку приспособления.
5. Устанавливают допуски на изготовление деталей и сборку приспособления.
Конструирование приспособления увязывают с разработкой техпроцесса изготовления детали.
Необходимо знать основные размеры, связанные с установкой приспособления.
Зная принятое базирование, точность и чистоту базовых поверхностей, определяют тип и размер установочных элементов, их количество и взаимное положение.
Определив силы резания, устанавливают место приложения зажимных сил и их величину, затем выбирают тип и основные размеры зажимного устройства. Одновременно устанавливают тип и размер направляющих элементов и элементов контроля положения режущего инструмента. Разработку общего вида приспособления начинают с нанесения на лист контура заготовки, затем наносят отдельные элементы приспособления вокруг контуров заготовки (сначала вычерчивают установочные элементы, затем зажимные устройства, направляющие элементы инструмента и вспомогательные устройства и затем определяют контуры приспособления.
Рекомендуемые страницы:
lektsia.com
Конструкции делительных и поворотных устройств.
Делительные и поворотные устройства приспособлений придают заготовке требуемые положения относительно инструмента. Перемещаются эти устройства по направляющим. Точность позиционирования поворотных частей приспособлений обеспечивают фиксаторы.
По использованию на станках делительные и поворотные устройства разделяются на накладные (съемные), устанавливаемые на стол станка, и стационарные, встроенные в станок и являющиеся одновременно его узлом. Особую группу образуют делительные и поворотные устройства станков с ЧПУ.
Поворотные устройства позволяют обрабатывать заготовки в полярной системе координат, что во многих случаях значительно удобнее, чем пересчитывать положения осей обрабатываемых отверстий в прямоугольных системах координат. Поворотные устройства иногда оформляются в виде столов, допускающих поворот планшайбы в пределах 360 ° и се наклон к плоскости основания на угол 0…90″, что обеспечивает пространственную обработку заготовок.
Делительные и поворотные устройства в многопозиционных приспособлениях служат для изменения положения обрабатываемой заготовки относительно рабочего инструмента.
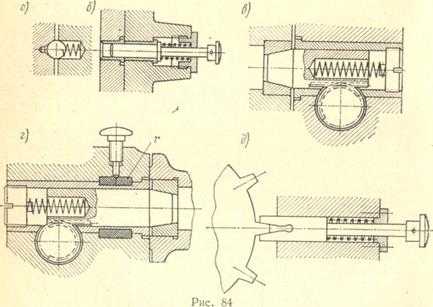
Делительное устройство состоит из диска, закрепляемого на поворотной части приспособления, и фиксатора. Конструкции фиксаторов показаны на рис. 84. Шариковый фиксатор (рис. 84, а) наиболее прост, но не обеспечивает высокой точности угла поворота и не воспринимает момента от силы резания. Поворотную часть устанавливают в заданное положение вручную до щелчка при западании шарика в гнездо. Фиксатор с вытяжным цилиндрическим пальцем (рис. 84, б) может воспринимать момент но он не обеспечивает деления с высокой точностью за зазоров в подвижных соединениях. Несколько большую точность дает фиксатор с конической заточкой вытяжного пальца (рис. 84, в). Для устранения радиального зазора вводят гидропластовую втулку Г (рис. 84, г), применяют также клиновые фиксаторы и фиксаторы с прорезью (рис. 84, д). Управляют фиксатором с помощью вытяжной кнопки, рукоятки, закрепленной на реечном колесе, или педального устройства.
В делительном приспособлении для фрезерного станка (рис. 85) фиксатор 4 сблокирован с поворачивающей собачкой 2. При возвратно-поступательном движении стола они приводятся в действие от неподвижного упора 3. Упор 1 предупреждает; поворот делительного диска 5 в обратную сторону.
Для уменьшения вращательного момента в приспособлениях горизонтального типа центр тяжести поворотной системы (включая заготовку) должен лежать на оси вращения. Этого достигают соответствующей компоновкой приспособления и установкой корректирующих противовесов. В приспособлениях с вертикальной осью вес тяжелой поворотной системы воспринимает упорный подшипник качения.
На рис. 86 показана конструкция стола, верхняя часть которого поворачивается на требуемый угол при подъеме на упорном шарикоподшипнике. Подъем “осуществляют различными механическими устройствами или (как показано на рисунке) пневмоцилиндром. При опускании стол «садится» на торцевую плоскость основания и плотно к нему прижимается. Применяя упорные шарикоподшипники, можно в несколько раз уменьшить момент трения при вращении поворотной части приспособления.
На рис. 87 показано механическое прижимное устройство стола, сблокированное с фиксатором. Вращением рукоятки 4 по часовой стрелке вводят реечный фиксатор 5, одновременно сжимая разрезное коническое кольцо 1, и поворотная часть 2 стола притягивается к основанию 3. При обратном вращении рукоятки фиксатор выводится из гнезда, затяжка кольца ослабляется и стол можно повернуть.
infopedia.su
ДЕЛИТЕЛЬНЫЕ И ПОВОРОТНЫЕ УСТРОЙСТВА Дисциплина ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА 2008
 ДЕЛИТЕЛЬНЫЕ И ПОВОРОТНЫЕ УСТРОЙСТВА Дисциплина: ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА 2008 год
ДЕЛИТЕЛЬНЫЕ И ПОВОРОТНЫЕ УСТРОЙСТВА Дисциплина: ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА 2008 год
 ПОВОРОТНЫЕ И ДЕЛИТЕЛЬНЫЕ УСТРОЙСТВА ¡ Поворотные и делительные устройства применяют в многопозиционных приспособлениях для придания обрабатываемой заготовке различных положений относительно инструмента.
ПОВОРОТНЫЕ И ДЕЛИТЕЛЬНЫЕ УСТРОЙСТВА ¡ Поворотные и делительные устройства применяют в многопозиционных приспособлениях для придания обрабатываемой заготовке различных положений относительно инструмента.
 Вытяжной конусный фиксатор делительного устройства ¡ При фиксировании детали нужно повернуть головку 3 и ввести штифт 2 в пазы направляющей втулки 1. При этом конический фиксатор 6 под действием пружины 4 переместится влево в направляющей втулке 1, установленной в неподвижной части приспособления, и заскочит в одну из втулок 5, установленных в поворотной части приспособления. Из втулки 5 фиксатор 6 выводится головкой 3; при этом штифт 2 перемещается вправо по продольному пазу направляющей втулки 1. Выйдя из втулки 5, фиксатор 6 головкой 3 поворачивается на угол 90° и удерживается штифтом 2 в этом положении.
Вытяжной конусный фиксатор делительного устройства ¡ При фиксировании детали нужно повернуть головку 3 и ввести штифт 2 в пазы направляющей втулки 1. При этом конический фиксатор 6 под действием пружины 4 переместится влево в направляющей втулке 1, установленной в неподвижной части приспособления, и заскочит в одну из втулок 5, установленных в поворотной части приспособления. Из втулки 5 фиксатор 6 выводится головкой 3; при этом штифт 2 перемещается вправо по продольному пазу направляющей втулки 1. Выйдя из втулки 5, фиксатор 6 головкой 3 поворачивается на угол 90° и удерживается штифтом 2 в этом положении.
 ШАРИКОВЫЙ ФИКСАТОР ¡ шариковый фиксатор не обеспечивает точное деление и не воспринимает момент сил обработки. Его поворотная часть на следующее деление переводится вручную до характерного щелчка при западании шарика в новое углубление.
ШАРИКОВЫЙ ФИКСАТОР ¡ шариковый фиксатор не обеспечивает точное деление и не воспринимает момент сил обработки. Его поворотная часть на следующее деление переводится вручную до характерного щелчка при западании шарика в новое углубление.
 Фиксатор с вытяжным цилиндрическим пальцем ¡ Может воспринимать момент от сил обработки, но не обеспечивает высокую точность деления из-за наличия зазоров в подвижных соединениях.
Фиксатор с вытяжным цилиндрическим пальцем ¡ Может воспринимать момент от сил обработки, но не обеспечивает высокую точность деления из-за наличия зазоров в подвижных соединениях.
 ФИКСАТОР С КОНИЧЕСКОЙ ЧАСТЬЮ ВЫТЯЖНОГО ПАЛЬЦА ¡ Обеспечивает большую точность
ФИКСАТОР С КОНИЧЕСКОЙ ЧАСТЬЮ ВЫТЯЖНОГО ПАЛЬЦА ¡ Обеспечивает большую точность
 Схема делительного устройства приспособления для заточки сверл ¡ ¡ ¡ ¡ 1 2 3 4 5 6 7 8 – сверло; откидной упор; шпиндель; втулка фиксатора; фиксатор; пружина фиксатора; штурвал; корпус Управление фиксатором в простейших приспособлениях осуществляется вытяжной кнопкой или рукояткой.
Схема делительного устройства приспособления для заточки сверл ¡ ¡ ¡ ¡ 1 2 3 4 5 6 7 8 – сверло; откидной упор; шпиндель; втулка фиксатора; фиксатор; пружина фиксатора; штурвал; корпус Управление фиксатором в простейших приспособлениях осуществляется вытяжной кнопкой или рукояткой.
 АВТОМАТИЧЕСКИЕ ПРИСПОСОБЛЕНИЯ ¡ ¡ В автоматических приспособлениях вращение и фиксация их поворотной части происходит без участия рабочего. Устройства поворота выполняют механическими, пневматическими, гидравлическими, пневмогидравлическими. Механические устройства имеют мальтийские (с внешним или внутренним зацеплением), кулачковые, червячные или реечные механизмы.
АВТОМАТИЧЕСКИЕ ПРИСПОСОБЛЕНИЯ ¡ ¡ В автоматических приспособлениях вращение и фиксация их поворотной части происходит без участия рабочего. Устройства поворота выполняют механическими, пневматическими, гидравлическими, пневмогидравлическими. Механические устройства имеют мальтийские (с внешним или внутренним зацеплением), кулачковые, червячные или реечные механизмы.
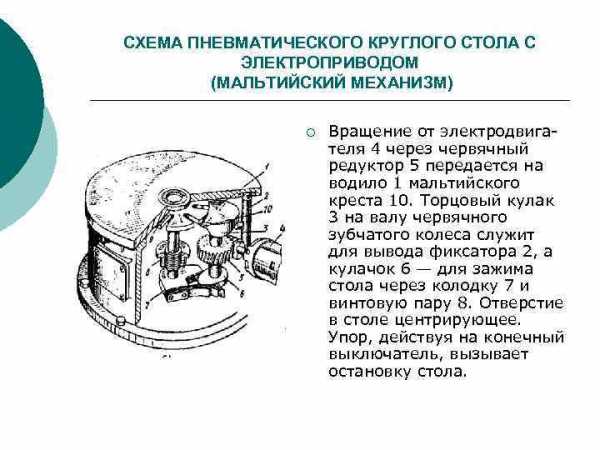 СХЕМА ПНЕВМАТИЧЕСКОГО КРУГЛОГО СТОЛА С ЭЛЕКТРОПРИВОДОМ (МАЛЬТИЙСКИЙ МЕХАНИЗМ) ¡ Вращение от электродвигателя 4 через червячный редуктор 5 передается на водило 1 мальтийского креста 10. Торцовый кулак 3 на валу червячного зубчатого колеса служит для вывода фиксатора 2, а кулачок 6 — для зажима стола через колодку 7 и винтовую пару 8. Отверстие в столе центрирующее. Упор, действуя на конечный выключатель, вызывает остановку стола.
СХЕМА ПНЕВМАТИЧЕСКОГО КРУГЛОГО СТОЛА С ЭЛЕКТРОПРИВОДОМ (МАЛЬТИЙСКИЙ МЕХАНИЗМ) ¡ Вращение от электродвигателя 4 через червячный редуктор 5 передается на водило 1 мальтийского креста 10. Торцовый кулак 3 на валу червячного зубчатого колеса служит для вывода фиксатора 2, а кулачок 6 — для зажима стола через колодку 7 и винтовую пару 8. Отверстие в столе центрирующее. Упор, действуя на конечный выключатель, вызывает остановку стола.
 СХЕМА ПНЕВМАТИЧЕСКОГО МЕХАНИЗМА ДЛЯ АВТОМАТИЧЕСКОГО ПОВОРОТА И ФИКСАЦИИ СТОЛА С НАСТРОЙКОЙ НА РАЗЛИЧНЫЕ УГЛЫ ПОВОРОТА ¡ При пуске сжатого воздуха в канал 20 происходит опускание поршня 18 и вывод фиксатора 15 из паза делительного диска 14. Далее происходит подъем поршня 17 со штоком 21 с зубьями, входящими в зацепление с храповым колесом 12. Выдвижной упор 11 ограничивает ход поршня углом деления поворотной части, сидящей на валу 3. После отсечки и выпуска сжатого воздуха поршни 18 и 17 под действием пружин 19 и 16 занимают исходное положение, а фиксатор входит в очередной паз делительного диска. Шарнирно закрепленный шток при движении вниз отклоняется влево, отжимая подпружиненный палец 22.
СХЕМА ПНЕВМАТИЧЕСКОГО МЕХАНИЗМА ДЛЯ АВТОМАТИЧЕСКОГО ПОВОРОТА И ФИКСАЦИИ СТОЛА С НАСТРОЙКОЙ НА РАЗЛИЧНЫЕ УГЛЫ ПОВОРОТА ¡ При пуске сжатого воздуха в канал 20 происходит опускание поршня 18 и вывод фиксатора 15 из паза делительного диска 14. Далее происходит подъем поршня 17 со штоком 21 с зубьями, входящими в зацепление с храповым колесом 12. Выдвижной упор 11 ограничивает ход поршня углом деления поворотной части, сидящей на валу 3. После отсечки и выпуска сжатого воздуха поршни 18 и 17 под действием пружин 19 и 16 занимают исходное положение, а фиксатор входит в очередной паз делительного диска. Шарнирно закрепленный шток при движении вниз отклоняется влево, отжимая подпружиненный палец 22.
 КОРРЕКТИРУЮЩИЕ ПРОТИВОВЕСЫ ¡ Для уменьшения крутящего момента в приспособлениях с горизонтальной осью центр тяжести поворотной части (включая заготовку) должен лежать на оси вращения. ¡ Это достигается соответствующей компоновкой приспособления и использованием корректирующих противовесов. ¡ В приспособлениях с вертикальной осью и тяжелой поворотной частью применяют упорные подшипники качения.
КОРРЕКТИРУЮЩИЕ ПРОТИВОВЕСЫ ¡ Для уменьшения крутящего момента в приспособлениях с горизонтальной осью центр тяжести поворотной части (включая заготовку) должен лежать на оси вращения. ¡ Это достигается соответствующей компоновкой приспособления и использованием корректирующих противовесов. ¡ В приспособлениях с вертикальной осью и тяжелой поворотной частью применяют упорные подшипники качения.
 КОНСТРУКЦИЯ СТОЛА НА УПОРНОМ ШАРИКОПОДШИПНИКЕ ( 1 вариант ) ¡ ¡ ¡ Конструкция стола, у которого верхняя часть вращается на угол, нужный при ее подъеме, на обычном упорном шарикоподшипнике. Подъем осуществляется пневмоцилиндром. При опускании стол садится на торцовую плоскость основания и плотно к нему прижимается.
КОНСТРУКЦИЯ СТОЛА НА УПОРНОМ ШАРИКОПОДШИПНИКЕ ( 1 вариант ) ¡ ¡ ¡ Конструкция стола, у которого верхняя часть вращается на угол, нужный при ее подъеме, на обычном упорном шарикоподшипнике. Подъем осуществляется пневмоцилиндром. При опускании стол садится на торцовую плоскость основания и плотно к нему прижимается.
 КОНСТРУКЦИЯ СТОЛА НА УПОРНОМ ШАРИКОПОДШИПНИКЕ (2 вариант ) ¡ ¡ Верхняя поворотная часть не имеет подъема и покоится на упорном подшипнике больших размеров. Подшипник обеспечивает достаточную устойчивость поворотной части и, обладая значительной грузоподъемностью, позволяет выполнять обработку с большими осевыми силами. Используя упорные шарикоподшипники, значительно уменьшают момент трения при вращении поворотной части, что очень важно при ручном обслуживании приспособления
КОНСТРУКЦИЯ СТОЛА НА УПОРНОМ ШАРИКОПОДШИПНИКЕ (2 вариант ) ¡ ¡ Верхняя поворотная часть не имеет подъема и покоится на упорном подшипнике больших размеров. Подшипник обеспечивает достаточную устойчивость поворотной части и, обладая значительной грузоподъемностью, позволяет выполнять обработку с большими осевыми силами. Используя упорные шарикоподшипники, значительно уменьшают момент трения при вращении поворотной части, что очень важно при ручном обслуживании приспособления
 КОНСТРУКЦИЯ СТОЛА НА РАЗРЕЗНОМ КОЛЬЦЕ Механическое прижимное устройство, сблокированное с фиксатором ¡ При правом вращении рукоятки 1 вводится реечный фиксатор 2 и одновременно сжимается разрезное кольцо 3, притягивая шток 4 к основанию 5. ¡ При вращении в обратном направлении фиксатор выводится из гнезда и ослабляется затяжка разрезного кольца.
КОНСТРУКЦИЯ СТОЛА НА РАЗРЕЗНОМ КОЛЬЦЕ Механическое прижимное устройство, сблокированное с фиксатором ¡ При правом вращении рукоятки 1 вводится реечный фиксатор 2 и одновременно сжимается разрезное кольцо 3, притягивая шток 4 к основанию 5. ¡ При вращении в обратном направлении фиксатор выводится из гнезда и ослабляется затяжка разрезного кольца.
 Требования, предъявляемые к делительным механизмам ¡ Точность ¡ Безотказность ¡ Долговечность ¡ Быстродействие
Требования, предъявляемые к делительным механизмам ¡ Точность ¡ Безотказность ¡ Долговечность ¡ Быстродействие
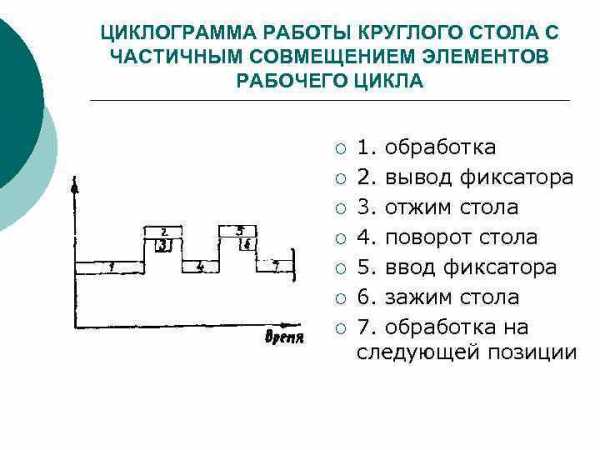 ЦИКЛОГРАММА РАБОТЫ КРУГЛОГО СТОЛА С ЧАСТИЧНЫМ СОВМЕЩЕНИЕМ ЭЛЕМЕНТОВ РАБОЧЕГО ЦИКЛА ¡ ¡ ¡ ¡ 1. обработка 2. вывод фиксатора 3. отжим стола 4. поворот стола 5. ввод фиксатора 6. зажим стола 7. обработка на следующей позиции
ЦИКЛОГРАММА РАБОТЫ КРУГЛОГО СТОЛА С ЧАСТИЧНЫМ СОВМЕЩЕНИЕМ ЭЛЕМЕНТОВ РАБОЧЕГО ЦИКЛА ¡ ¡ ¡ ¡ 1. обработка 2. вывод фиксатора 3. отжим стола 4. поворот стола 5. ввод фиксатора 6. зажим стола 7. обработка на следующей позиции
present5.com
Делительное устройство – Большая Энциклопедия Нефти и Газа, статья, страница 1
Делительное устройство
Cтраница 1
Делительное устройство позволяет снимать отсчет на весах с точностью до 0 05 мг. Оно состоит из редуктора с отсчетным диском, соединенного параллелограммом с качающейся плоскопараллельной стеклянной пластиной. Диск делительного устройства разделен на 20 частей, которые обозначены оцифровкой от 00 до 95 через 5 единиц. На экране снимаются отсчеты по лимбу гиревого механизма, по шкале и диску делительного устройства. [1]
Делительные устройства выполняются с применением постоянных или сменных делительных дисков с фиксаторными устройствами. [2]
Делительные устройства служат для правильного углового или линейного перемещения деталей. Основными элементами делительных устройств являются диски или линейки ( плиты) фиксаторы, червячные пары, зубчатые рейки с шестернями и наборы зубчатых колес. Делительные диски изготовляют в виде круглой плиты с делениями, пазами или втулками, расположенными по окружности. Делительные линейки представляют собой призматические плиты, на одной из граней которых на определенном расстоянии расположены пазы или втулки. В качестве делительных дисков могут быть использованы корпуса поворотной или передвижной части приспособлений. [3]
Делительное устройство состоит из диска, закрепляемого на поворотной части приспособления, и фиксатора. [5]
Делительное устройство состоит из диска, закрепляемого на поворотной части приспособления, и фиксатора. Шариковый фиксатор ( рис. 84, а) наиболее прост, но не обеспечивает высокой точности угла поворота и не воспринимает момента от силы резания. Поворотную часть устанавливают в заданное положение вручную до щелчка при западании шарика в гнездо. [6]
Делительные устройства применяют для точной фиксации поворотных деталей приспособления с закрепленными в них обрабатываемыми деталями или заготовками в различных положениях относительно режущего инструмента. [7]
Делительные устройства с отдельными силовыми приводами находят применение также и на универсальных станках, главным образом на горизонтально-и вертикально-фрезерных. [8]
Делительные устройства применяются в приспособлениях, имеющих поворотные или передвижные части для установки закрепленной на них заготовки в различных положениях. Различные типы фиксаторов показаны на q – иг. [9]
Делительные устройства, применяемые в многопозиционных приспособлениях, служат для придания обрабатываемой детали различных угловых положений или перемещений на заданное расстояние и являются основным узлом, обеспечивающим при одном установе и одном закреплении различные положения детали относительно режущего инструмента. [11]
Делительные устройства применяются главным образом для периодического поворота детали на различные углы. [13]
Делительные устройства служат для фиксации в требуемом положении относительно режущего инструмента поворотной части приспособления вместе с обрабатываемой деталью. [14]
Страницы: 1 2 3 4
www.ngpedia.ru
Элементы делительных устройств. Разновидности и особенности конструкции.
Поиск ЛекцийДелительные устройства применяют в многопозиционных приспособлениях для придания обрабатываемой заготовке различных положений относительно инструмента.
Делительное устройство состоит из диска, закрепляемого на поворотной части приспособления, и фиксатора.
Фиксаторы обычно представляют собой стержни различной формы, которые монтируются на корпусе приспособления. В процессе обработки стержень заводится в одно из отверстий, предусмотренных в подвижной (поворотной) части, и жестко фиксирует ее относительно корпуса. Перед делениями или индексацией фиксатор выводится из отверстия, после чего осуществляется последующая фиксация. Количество делений (позиций) определяется количеством отверстий в подвижной части приспособления. Управление фиксаторами осуществляется вручную или автоматически.
Рис. 4.131. Примеры конструкции фиксаторов, применяемых в делительных устройствах: а – с погруженным пустотелым пальцем; б – с погруженным шариком; в – с вытяжным цилиндрическим пальцем: 1 – втулка; 2 – штифт; 3 – вытяжная кнопка;
4 – цилиндрический фиксатор.
Фиксаторы выполняются с цилиндрической, призматической и конической рабочей частью. Кроме того используются и шариковые фиксаторы. Однако они не обеспечивают точного деления и не воспринимают моментов сил обработки.
Фиксатор с вытяжным цилиндрическим пальцем может воспринимать момент от сил резания, но не обеспечивает высокую точность деления из-за наличия зазоров в подвижных соединениях. В фиксаторах обычного типа сопряжение пальца со втулкой осуществляется по посадке H7/g6, а в фиксаторах повышенной точности – по посадке H6/n5.
Суммарная погрешность шага, получаемая при делении и переносимая на обработанные детали, зависит от допуска δ1 на расстояние между осями двух соседних фиксирующих втулок, от зазоров S1 и S2 в сопряжениях фиксатора со втулками и от возможного эксцентриситета А втулок.
∆S = S1 + S2 + δ1 + A.
Уменьшение погрешности достигается назначением соответствующих допусков и посадок.
Для уменьшения влияния зазоров и повышения точности применяют фиксаторы с конической или призматической частью. В этом случае S1=1, однако, следует иметь в виду, что при малейшем загрязнении фиксирующего гнезда механизм не обеспечивает необходимой точности деления.
Угол конической или призматической части выбирают 150.
Управление фиксаторами в простейших приспособлениях осуществляется вытяжной кнопкой, рукояткой, закрепленной на реечном зубчатом колесе или посредством педали. Фиксаторы основных конструкций выполняют по ГОСТ 13160-67, 13161-67, 13162-67, конструкции и основные размеры – по ГОСТ 12214-66 и 12215-66.
Кроме простых фиксаторов используются относительно сложные делительные механизмы типа делительных головок мальтийского креста (в тяжелых приспособлениях), с использованием храповых, кулачковых, червячных и реечных механизмов. Они имеют механический, пневматический или гидравлический привод.
В точных делительных устройствах фиксаторы разгружают (что повышает их срок службы) и подвижную (поворотную) часть приспособления прижимают к неподвижной специальными устройствами, повышая тем самым жесткость системы. Особенно это важно для фрезерных приспособлений, испытывающих большие нагрузки. Для этой цели используют эксцентриковые валики, применяют блокировку фиксирующего и зажимного механизма или фиксирующего и подъемного механизмов (сблокированные механизмы приводятся в действие одной рукояткой), и ряд других устройств (хомутики, конусные детали и т.п.).
В приспособлениях для обработки тяжелых заготовок поворотная часть вращается с помощью различных приводов (электро-, пневмо- или гидро-двигателей), и поэтому для гашения больших моментов в конце деления снабжены тормозными устройствами, сблокированными с системой привода и с фиксатором.
Таким образом, делительные механизмы достаточно сложны по конструкции. Они включают поворотные механизмы с приводом, делительные устройства с фиксатором, прижимы, тормозы и систему автоматического управления рабочим циклом. К этим механизмам предъявляются высокие требования точности, безотказности, долговечности и быстродействия в работе.
Рекомендуемые страницы:
poisk-ru.ru
Делительные устройства для станков | PRO-TechInfo
Головка делительная вертикальная с пневматическим приводом
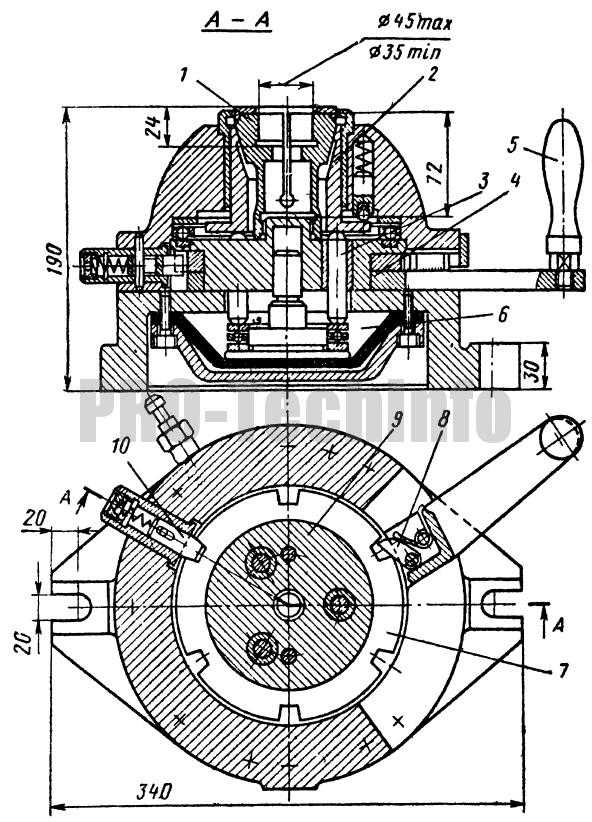
Головка делительная вертикальная с пневматическим приводом предназначена для установки и закрепления деталей, подлежащих обработке на фрезерных и сверлильных станках, требующих поворота. Деталь зажимается цангой 1, воспринимающей давление втулки 2, передающей усилие плунжеров 3, действующих от камерного пневматического привода 6. Для поворота цанги служит рукоятка 5, вращающая эксцентриковый диск 4. При его вращении происходит отжим фиксирующего пальца 10 и его вывод из гнезда делительного диска 7. Одновременно с этим собачка 8, установленная на основании рукоятки, входит в сцепление с гнездом делительного диска и поворачивает последний вместе с закрепленной на нем промежуточной шайбой 9 и цангой.
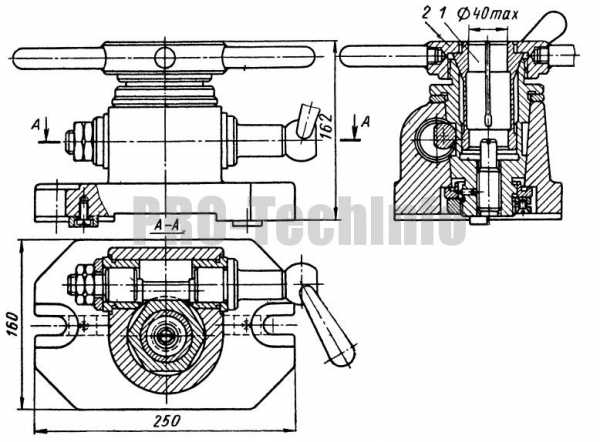
Головка делительная горизонтальная с пневматическим приводом

Установка, закрепление обрабатываемой детали и поворот аналогичны с вертикальной делительной головкой с пневматическим приводом. Зажим цанги 5 производится втулкой 3, действующей от штока 2, с которым она связана штифтом 4. Поворот и фиксирование делительного диска 1 осуществляются рукояткой 6.
Головки делительные универсальные пневматические
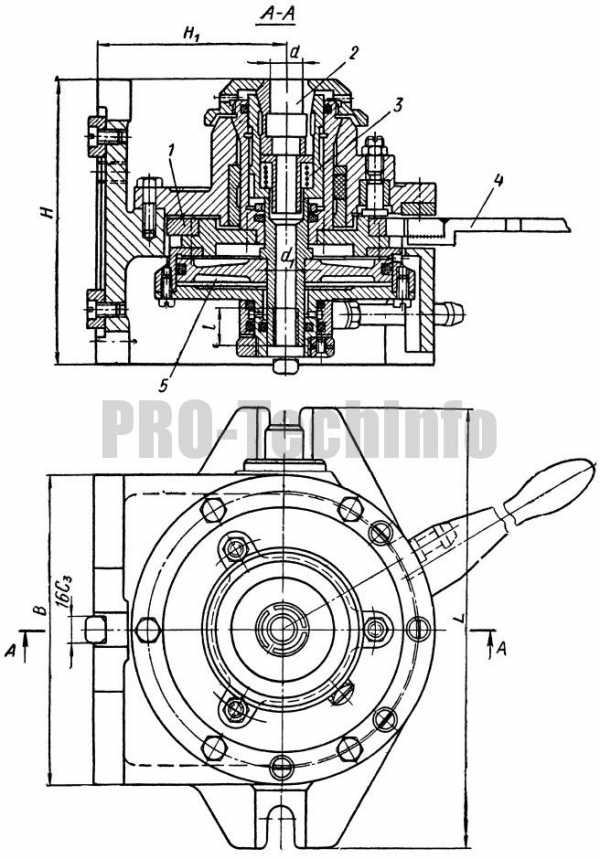
Головки делительные универсальные пневматические могут устанавливаться по двум взаимно перпендикулярным плоскостям, обеспечивая заготовкам вертикальное или горизонтальное положение относительно плоскости стола.
Делительный диск 1 имеет шесть (восемь) делений. Заготовку устанавливают в цанге 2; зажим — от пневматического цилиндра 5. Для раскрепления служит пружина 3. Поворот делительного диска с цангой производят рукояткой 4.
Размеры в мм
d (доп. откл. по А3) | В | Н | Н1 | L | d1 | l | Диаметр поршня | Усилие на штоке в кгс при давлении воздуха в сети pиз=4 кгс/см2 |
25 | 205 | 190 | 128 | 290 | 20,4 | 30 | 160 | 830 |
35 | 260 | 200 | 160 | 345 | 30,8 | 35 | 210 | 1450 |
Головка делительная горизонтальная с задней бабкой
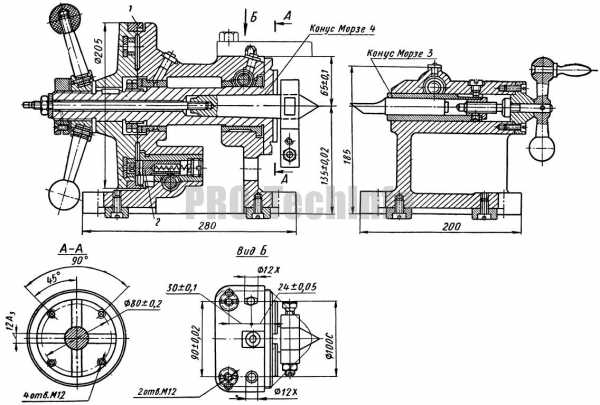
Головка делительная горизонтальная с задней бабкой предназначена для установки заготовки при фрезеровании шлицев и лысок, для сверления и других работ, требующих деления.
Настройку на заданное деление осуществляют поворотом делительного диска 1. Фиксатор 2 выключают от руки через реечно-зубчатое сцепление.
Головка делительная горизонтальная механическая

Заготовку устанавливают на специальной оправке с конусом Морзе, соответствующим конусу втулки 1. Деление и закрепление осуществляют эксцентриковым пальцем 2. Число делительных лысок на втулке выбирают в зависимости от условий деления.
Головка делительная вертикальная механическая
Заготовку устанавливают в сменной цанге 1, которую закрепляют гайкой 2. Способ деления тот же, что и в предыдущем случае.
Соседние страницы
pro-techinfo.ru