Диаметр вала под резьбу таблица – ГОСТ 19258-73 Стержни под нарезание метрической резьбы. Диаметры
alexxlab | 12.06.2020 | 0 | Вопросы и ответы
ГОСТ 19258-73 Стержни под нарезание метрической резьбы. Диаметры
ГОСТ 19258-73
Группа Г13
Дата введения 1974-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 6 декабря 1973 г. N 2663 срок введения установлен с 01.01.74
Проверен в 1983 г. Постановлением Госстандарта СССР от 04.08.83 N 3618 снято ограничение срока действия
ВЗАМЕН MH 5597-64
ПЕРЕИЗДАНИЕ. Сентябрь 1991 г.
1. Настоящий стандарт устанавливает диаметры стержней, обеспечивающих нарезание метрической резьбы по ГОСТ 9150-81* с допусками по ГОСТ 16093-81**, изготовляемых из сталей по ГОСТ 380-71, ГОСТ 4543-71, ГОСТ 1050-88, ГОСТ 10702-78, ГОСТ 5632-72 и ГОСТ 20072-74 (кроме сплавов на никелевой основе), меди по ГОСТ 859-78****.
________________
* На территории Российской Федерации действует ГОСТ 9150-2002, здесь и далее по тексту.
** На территории Российской Федерации действует ГОСТ 16093-2004, здесь и далее по тексту.
2. Размеры и предельные отклонения диаметров стержней для резьб с крупным шагом должны соответствовать указанным в табл.1, для резьб с мелким шагом – указанным в табл.2.
Таблица 1
мм
Номинальный диаметр резьбы | Шаг | Диаметр стержня под резьбу с полем допуска | |||||||||
4h | 6h | 6g | 6e | 6d | 6h; 6g; 6e; 6d | 8h | 8g | 8h; 8g | |||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||
1 | 0,25 | 0,97 | -0,03 | 0,97 | 0,95 | – | – | -0,04 | – | – | – |
1,1 | 1,07 | 1,07 | 1,05 | ||||||||
1,2 | 1,17 | 1,17 | 1,15 | ||||||||
1,4 | 0,3 | 1,36 | 1,36 | 1,34 | |||||||
1,6 | 0,35 | 1,55 | 1,55 | 1,53 | |||||||
1,8 | 1,75 | 1,75 | 1,73 | ||||||||
2 | 0,4 | 1,95 | -0,04 | 1,95 | 1,93 | -0,05 | |||||
2,2 | 0,45 | 2,15 | 2,15 | 2,13 | -0,06 | ||||||
2,5 | 2,45 | 2,45 | 2,43 | ||||||||
3 | 0,5 | 2,94 | 2,94 | 2,92 | 2,89 | ||||||
3,5 | 0,6 | 3,44 | -0,05 | 3,44 | 3,42 | -0,07 | |||||
4 | 0,7 | 3,94 | -0,06 | 3,94 | 3,92 | 3,89 | -0,08 | ||||
4,5 | 0,75 | 4,44 | 4,44 | 4,42 | 4,38 | -0,09 | |||||
5 | 0,8 | 4,94 | -0,07 | 4,94 | 4,92 | 4,88 | -0,10 | 4,94 | 4,92 | -0,18 | |
6 | 1 | 5,92 | 5,92 | 5,89 | 5,86 | 5,83 | 5,92 | 5,89 | -0,20 | ||
7 | 6,92 | 6,92 | 6,89 | 6,86 | 6,83 | 6,92 | 6,89 | ||||
8 | 1,25 | 7,90 | -0,08 | 7,90 | 7,87 | 7,84 | 7,80 | -0,11 | 7,90 | 7,87 | -0,24 |
9 | 8,90 | 8,90 | 8,87 | 8,84 | 8,80 | 8,90 | 8,87 | ||||
10 | 1,5 | 9,88 | -0,09 | 9,88 | 9,81 | 9,78 | -0,12 | 9,88 | 9,85 | -0,26 | |
11 | 10,88 | 10,88 | 10,85 | 10,81 | 10,78 | 10,88 | 10,85 | ||||
12 | 1,75 | 11,86 | -0,10 | 11,86 | 11,83 | 11,80 | 11,76 | -0,13 | 11,84 | 11,83 | -0,29 |
14 | 2 | 13,84 | 13,84 | 13,80 | 13,77 | 13,74 | 13,84 | 13,80 | |||
16 | 15,84 | 15,84 | 15,80 | 15,77 | 15,74 | 15,84 | 15,80 | ||||
18 | 2,5 | 17,84 | -0,13 | 17,84 | 17,80 | 17,76 | 17,73 | -0,18 | 17,84 | 17,80 | -0,37 |
20 | 19,84 | 19,84 | 19,80 | 19,76 | 19,73 | 19,84 | 19,80 | ||||
22 | 21,84 | 21,84 | 21,80 | 21,76 | 21,73 | 21,84 | 21,80 | ||||
24 | 3 | 23,84 | -0,16 | 23,84 | 23,79 | 23,75 | 23,73 | -0,22 | 23,84 | 23,79 | -0,44 |
27 | 26,84 | 26,84 | 26,79 | 26,75 | 26,73 | 26,84 | 26,79 | ||||
30 | 3,5 | 29,84 | -0,18 | 29,84 | 29,79 | 29,75 | 29,72 | -0,27 | 29,84 | 29,79 | -0,51 |
33 | 32,84 | 32,84 | 32,79 | 32,75 | 32,72 | 32,84 | 32,79 | ||||
36 | 4 | 35,84 | -0,22 | 35,84 | 35,78 | 35,74 | 35,71 | -0,32 | 35,84 | 35,78 | -0,59 |
39 | 38,84 | 38,84 | 38,78 | 38,74 | 38,71 | 38,84 | 38,78 | ||||
42 | 4,5 | 41,84 | -0,24 | 41,84 | 41,78 | 41,74 | 41,71 | -0,34 | 41,84 | 41,78 | -0,64 |
45 | 44,84 | 44,84 | 44,78 | 44,74 | 44,71 | 44,84 | 44,78 | ||||
48 | 5 | 47,84 | -0,26 | 47,84 | 47,77 | 47,73 | 47,71 | -0,37 | 47,84 | 47,77 | -0,69 |
52 | 51,84 | 51,84 | 51,77 | 51,73 | 51,71 | 51,84 | 51,77 | ||||
56 | 5,5 | 55,84 | -0,28 | 55,84 | 55,76 | 55,73 | 55,70 | -0,40 | 55,84 | 55,76 | -0,74 |
60 | 59,84 | 59,84 | 59,76 | 59,73 | 59,70 | 59,84 | 59,76 | ||||
64 | 6 | 63,84 | -0,30 | 63,84 | 63,76 | 63,72 | 63,69 | -0,44 | 63,84 | 63,76 | -0,79 |
68 | 67,84 | 67,84 | 67,76 | 67,72 | 67,69 | 67,84 | 67,76 | ||||
Таблица 2
мм
Номи- | Шаг | Диаметр стержня под резьбу с полем допуска | |||||||||
4h | 6h | 6g | 6e | 6d | 6h; 6g; 6e; 6d | 8h | 8g | 8h; 8g | |||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||
1 | 0,2 | 0,98 | -0,03 | 0,98 | 0,96 | – | – | -0,04 | – | – | – |
1,1 | 1,08 | 1,08 | 1,06 | ||||||||
1,2 | 1,18 | 1,18 | 1,16 | ||||||||
1,4 | 1,38 | 1,38 | 1,36 | ||||||||
1,6 | 1,58 | 1,58 | 1,56 | ||||||||
1,8 | 1,78 | 1,78 | 1,76 | ||||||||
2 | 0,25 | 1,97 | 1,97 | 1,95 | |||||||
2,2 | 2,17 | 2,17 | 2,15 | ||||||||
2,5 | 0,35 | 2,45 | 2,45 | 2,43 | |||||||
3 | 2,95 | 2,95 | 2,93 | ||||||||
3,5 | 3,45 | 3,45 | 3,43 | ||||||||
4 | 0,5 | 3,94 | -0,04 | 3,94 | 3,92 | 3,89 | -0,06 | ||||
4,5 | 4,44 | 4,44 | 4,42 | 4,39 | |||||||
5 | 4,94 | 4,94 | 4,92 | 4,89 | |||||||
5,5 | 5,44 | 5,44 | 5,42 | 5,39 | |||||||
6 | 5,94 | 5,94 | 5,92 | 5,89 | |||||||
0,75 | -0,06 | 5,88 | -0,09 | ||||||||
7 | 0,5 | 6,94 | -0,04 | 6,94 | 6,92 | 6,89 | -0,06 | ||||
0,75 | -0,06 | 6,88 | -0,09 | ||||||||
8 | 0,5 | 7,94 | -0,04 | 7,94 | 7,92 | 7,89 | -0,06 | ||||
0,75 | -0,06 | 7,88 | -0,09 | ||||||||
1 | 7,92 | -0,07 | 7,92 | 7,89 | 7,86 | 7,83 | -0,10 | 7,92 | 7,89 | -0,20 | |
9 | 0,5 | 8,94 | -0,04 | 8,94 | 8,92 | 8,89 | – | -0,06 | – | – | – |
0,75 | -0,06 | 8,88 | -0,09 | ||||||||
1 | 8,92 | -0,07 | 8,92 | 8,89 | 8,86 | 8,83 | -0,10 | 8,92 | 8,89 | -0,20 | |
10 | 0,5 | 9,94 | -0,04 | 9,94 | 9,92 | 9,89 | – | -0,06 | – | – | – |
0,75 | -0,06 | 9,88 | -0,09 | ||||||||
1 | 9,92 | -0,07 | 9,92 | 9,89 | 9,86 | 9,83 | -0,10 | 9,92 | 9,89 | -0,20 | |
1,25 | 9,90 | -0,08 | 9,90 | 9,87 | 9,84 | 9,80 | -0,11 | 9,90 | 9,87 | -0,24 | |
11 | 0,5 | 10,94 | -0,04 | 10,94 | 10,92 | 10,89 | – | ||||
docs.cntd.ru
| ПОЛЕЗНЫЕ ССЫЛКИ: БОНУСЫ ИНЖЕНЕРАМ!: МЫ В СОЦ.СЕТЯХ: | Навигация по справочнику TehTab.ru: главная страница / / Техническая информация / / Оборудование – стандарты, размеры / / Элементы трубопроводов. Фланцы, резьбы, трубы, фитинги…. / / Резьбы. Метрическая резьба – размеры, таблицы. Дюймовые резьбы – размеры, таблицы. Таблицы соответствия резьб. / / Метрические резьбы. Диаметры стержней и допуски на них под метрическую резьбу М3-М50, выполняемую плашками. Диаметры сверл М1-М10 для высверливания отверстий под метрическую резьбу. Нарезание резьб плашками и метчиками.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
tehtab.ru
Диаметры стержней под нарезание резьбы
Диаметры стержней под нарезание резьбы
Главная / Вело / Диаметры стержней под нарезание резьбы
|
|||||||||
vic-smi.narod.ru
Метрические резьбы. Диаметры стержней и допуски на них под метрическую резьбу М3-М50, выполняемую плашками. Диаметры сверл М1-М10 для высверливания отверстий под метрическую резьбу. Нарезание резьб плашками и метчиками.
Таблица 1. Диаметры стержней под метрическую резьбу, выполняемую плашками
Таблица 2. Диаметры сверл для высверливания отверстий под метрическую резьбу
|
|||||
www.dpva.ru
Резьбы Стержни под резьбу — Диаметры
Стержни под резьбу. Диаметры стержней под резьбу назначаются с учетом подъема заготовки и допусков на наружный диаметр резьбы. [c.89]Диаметр резьбы (в дюймах) Диаметр стержня под резьбу Допуск Диаметр резьбы (в дюймах) Диаметр стержня под резьбу Допуск [c.316]
Высота гаек (рис. 6) делается равной (0,6 1,2) d (d — номинальный диаметр резьбы). Практика показывает, что при высоте И = О,Id гайка получается равнопрочной с нарезной частью болта. Болтовые соединения с h> О,Id рвутся под растягивающей нагрузкой всегда по резьбе стержня (под гайкой). Высота головок болтов (рис. 7) делается равной (0,6 0,8) d. [c.10]
Прогонка клуппа по готовой нарезке. Проверка диаметра стержня под резьбу. [c.644]
Назначение резьбы. Винтовая нарезка и ее элементы. Профили резьбы. Система резьб. Инструмент для нарезания резьбы. Конструкция и виды слесарных метчиков. Воротки. Процесс нарезания внутренних резьб. Определение диаметра сверла под резьбу по шаблону. Плашки, их конструкция. Клуппы. Процесс нарезания наружной резьбы. Определение диаметра стержня под резьбу по таблицам. [c.648]
Номинальный размер резьбы, дюйм Число ниток на 1″ Шаг р, мм Диаметр стержня под резьбу, мм [c.261]
Диаметры стержней под резьбу при нарезании резьбы плашками [c.265]
Неполная резьба получается тогда, когда диаметр отверстия под резьбу больше, чем это требуется для данных условий работы (материала детали и размера резьбы), а также, когда диаметр стержня под резьбу меньше установленного по чертежу. Правильно выбранный и выполненный диаметр отверстия для внутренней резьбы и диаметр стержня для наружной резьбы исключают этот вид брака. [c.272]
Если сила Р постоянна, то погрешность А/с 2 может быть отнесена к числу систематических и исключена соответствующей поднастройкой станка. Погрешности формы стержня под резьбу в процессе накатывания вызывают колебание силы радиального давления в пределах Ртах—Ртш- Поэтому при накатывании погрешности формы стержня копируются по среднему диаметру резьбы изделия, вызывая тем самым овальность, огранку, конусность величина погрешности формы детали определяется из выражения [c.125]
В табл. 22 приведены рекомендуемые диаметры стержней под резьбу, нарезаемую плашками. [c.202]
| Таблица 22 Диаметр стержней под резьбу, нарезаемую плашками | 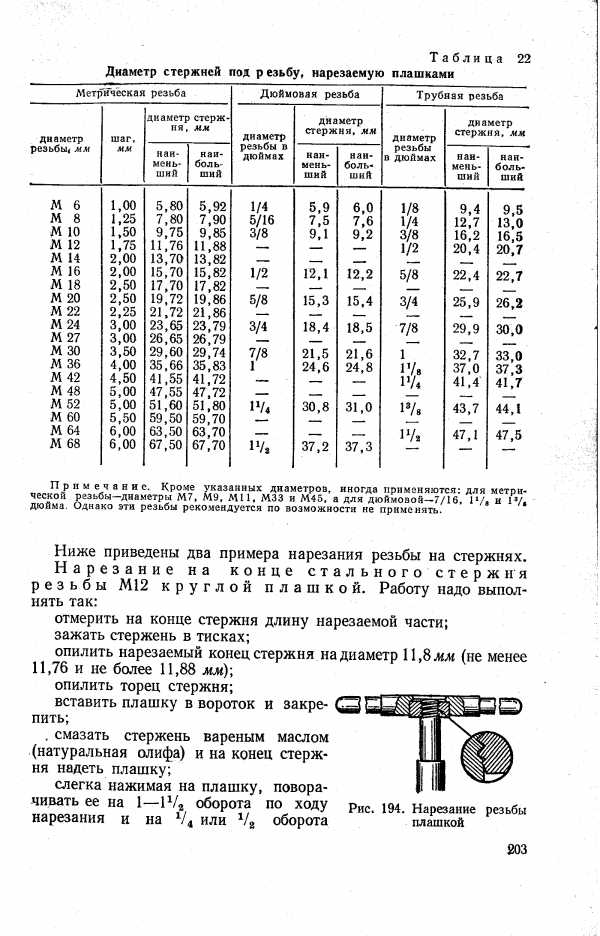 |
Диаметр стержня под резьбу. Диаметр стержня под резьбу выбирают в зависимости от способа изготовления резьбы резанием или пластической деформацией. [c.47]
Диаметр стержня под резьбу при нарезании приближенно равен [c.48]
К числу доминирующих факторов, вызывающих рассеивание среднего диаметра резьбы, относится точность изготовления заготовок под резьбу. Поскольку при накатывании резьбы происходит пластическое изменение формы заготовки при постоянном объеме, то погрешность диаметра стержня оказывает прямое воздействие на точность резьбы по среднему диаметру. При накатывании между погрешностями среднего диаметра метрической резьбы и диаметра стержня под резьбу установлена приближенная связь [c.59]
Диаметры стержней под резьбу 219, 220 [c.319]
Номинальный диаметр Шаг резьбы Диаметр стержня под резьбу с полем допуска [c.146]
Шаг резьбы Диаметр стержня под резьбу с полем допуска [c.150]
Диаметр стержня под резьбу с полем допуска [c.152]
Номи- Диаметр стержня под резьбу Диаметр сверла [c.168]
Номи- Число Диаметр стержня под резьбу Диаметр сверла для отверстия [c.169]
Заготовки (стержни) под резьбу — Диаметры и их отклонения 820—822 [c.1131]
Стержни под резьбу — Диаметры 821, 822 [c.1131]
Допуски и отклонения предельные 369, 377 — Отверстия и стержни под резьбу — Диаметры 819, 820 [c.1131]
Поверхность наружной резьбы дробленая неполная наружная резьба конусность резьбы Плохая заточка плашек. Диаметр стержня под резьбу больше требующегося. Диаметр стержня под резьбу меньше требуемого. Плашки изношены и неверно установлены [c.290]
Диаметры отверстий и стержней под резьбу и размеры резьбы [c.231]
В нижеприводимой таблице S — шаг резьбы в мм d — наружный диаметр резьбы в мм dem — диаметр стержня под резьбу в мм Д — допуск на диаметр стержня в мм. [c.399]
Для определения диаметра стержней под резьбу при нарезании плашками можно рекомендовать табл. 27. [c.142]
Если стержень под резьбу имеет размер, равный наружному диаметру резьбы, материал, выдавливаемый при нарезании, давит на зубья плашки, вследствие чего они нагреваются, и к ним прилипают частицы нарезаемого металла. Резьба при этом условии может получиться с рваными нитками, а иногда возможно выкрашивание зубьев плашки. При обточке стержня под резьбу слишком малого диаметра резьба получается неполной. [c.215]
| Таблица 12.27. Размеры и предельные отклоиеиия диаметров стержней под резьбу с крупным шагом по ГОСТ 19258—73 | 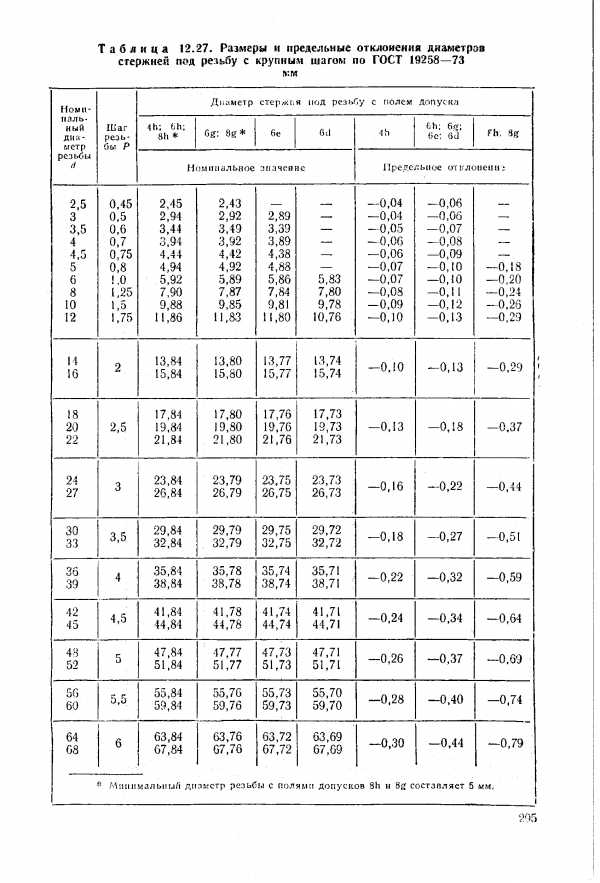 |
Перед нарезанием резьбы конец стержня на всю длину нарезки обтачивают или опиливают до соответствующего диаметра и на самом конце снимают фаску. Стержни под резьбу должны иметь чис-стую поверхность нельзя нарезать стержни, покрытые окалиной или ржавчиной, так как при этом сильно изнашиваются плашки. [c.202]
Для получения резьбы болта заданной точности диаметр стержня под резьбу нужно занижать на величину подъема витка в противном случае металл поднимаюш,егося витка заполнит всю впадину резьбы инструмента по наружному диаметру, что приведет к порче поверхности резьбы, нарушению свинчиваемости деталей и выходу из строя самого инструмента. [c.48]
Ша1 Диаметр стержня под резьбу с прлем допуск а [c.160]
mash-xxl.info
Таблица г 12 диаметры отверстий под нарезание метрической резьбы (по гост 19257 — 73)
*При обработке многоступенчатых валов припуск принимают на каждую ступень отдельно, исходя из диаметра ступени и общей длины вала.
Таблица Г 12 Диаметры отверстий под нарезание метрической резьбы (по ГОСТ 19257 — 73)
Размеры, мм | |||||||
Номи- нальный диаметр резьбы | Шаг резьбы Р | Поле допуска | Диаметр сверла под резьбу | ||||
4Н5Н; 5Н; 5Н6Н; 6Н; 7Н | 6G; 7G | 4Н5Н; 5Н | 5Н6Н; 6Н; 6G | 7Н; 7G | |||
Номин. | Пред. откл. | ||||||
С крупным шагом | |||||||
5 | 0,8 | 4,20 | 4,23 | + 0,09 | + 0,13 | + 0,18 | 4,2 |
6 | 1 | 4,95 | 5,0 | + 0,17 | + 0,20 | + 0,26 | 5,0 |
8 | 1,25 | 6,7 | 6,75 | + 0,17 | + 0,20 | + 0,26 | 6,8 |
10 | 1,5 | 8,43 | 8,5 | + 0J9 | + 0,22 | + 0,3 | 8,5 |
12 | 1,75 | 10,2 | 10,25 | + 0,21 | + 0,27 | + 0,56 | 10,2 |
14 | 2 | 11,9 | 11,95 | + 0,24 | + 0,30 | + 0,40 | 12,0 |
16 | 2 | 13,9 | 13,95 | + 0,24 | + 0,30 | + 0,40 | 14,0 |
18 | 2,5 | 15,35 | 15,40 | + 0,30 | + 0,40 | + 0,53 | 15,5 |
20 | 2,5 | 17,35 | 17,40 | + 0,30 | + 0,40 | + 0,53 | 17,5 |
22 | 2,5 | 19,35 | 19,40 | + 0,30 | + 0,40 | + 0,53 | 19,5 |
24 | 3 | 20,85 | 20,90 | + 0,30 | + 0,40 | + 0,53 | 21,0 |
27 | 3 | 23,85 | 23,90 | + 0,30 | + 0,40 | + 0,53 | 24,0 |
30 | 3,5 | 26,30 | 26,35 | + 0,36 | + 0,48 | + 0,62 | 26,5 |
33 | 3,5 | 29,30 | 29,35 | + 0,36 | + 0,48 | + 0,62 | 29,5 |
36 | 4 | 31,80 | 31,85 | + 0,36 | + 0,48 | + 0,62 | 32,0 |
39 | 4 | 34,80 | 34,85 | + 0,36 | + 0,48 | + 0,62 | 35,0 |
42 | 4,5 | 37,25 | 37,30 | + 0,41 | + 0,55 | + 0,73 | 37,5 |
45 | 4,5 | 40,25 | 40,30 | + 0,41 | + 0,55 | + 0,73 | 40,5 |
48 | 5 | 42,70 | 42,80 | + 0,45 | + 0,60 | + 0,80 | 43,0 |
52 | 5 | 46,70 | 46,80 | + 0,45 | + 0,60 | + 0,80 | 47,0 |
Таблица Г 13 Диаметры стержней под нарезание метрической резьбы (по ГОСТ 19258 — 73)
Номинальный диаметр резьбы | Шаг резьбы | Поле допуска | ||||||||
4h; 6h | 6g | 6e | 6d | 4h | 6h; 6g; 6e; 6d | 8h | 8g | 8h;8g | ||
Номин. | Предельное отклонение | Номин. | Предельное отклонение | |||||||
5 | 0,8 | 4,94 | 4,92 | 4,88 | _ | -0,07 | -0,1 | 4,94 | 4,92 | -0,18 -0,20 -0,24 -0,26 -0,29 -0,29 -0,29 -0,37 -0,37 |
6 | 1 | 5,92 | 5,89 | 5,86 | 5,83 | -0,07 | -0,1 | 5,92 | 5,89 | -0,20 0,44 |
8 | 1,25 | 7,9 | 7,87 | 7,84 | 7,8 | -0,08 | -0,11 | 7,90 . | 7,87 | -0,24 0,51 |
10 | 1,5 | 9,88 | 9,85 | 9,81 | 9,78 | -0,09 | -0,12 | 9,88 | 9,85 | -0,26 0,59 |
12 | 1,75 | 11,86 | 11,83 | 11,8 | 11,76 | -0,1 | -0,13 | 11,86 | 11,83 | -0,29 0,64 |
14 | 2 | 13,84 | 13,8 | 13,77 | 13,74 | -0,1 | -0,13 | 13,84 | 13,8 | -0,29 0,69 -0,69 -0,74 |
16 | 2 | 15,84 | 15,8 | 15,77 | 15,74 | -0,1 | -0,13 | 15,84 | 15,8 | 0,29 |
18 | 2,5 | 17,84 | 17,8 | 17,76 | 17,73 | -0,13 | -0,18 | 17,84 | 17,8 | -0,37 |
20 | 2,5 | 19,84 | 19,8 | 19,76 | 19,73 | -0,13 | -0,18 | 19,84 | 19,8 | -0,37 0,44 |
22 | 2,5 | 21,84 | 21,8 | 21,76 | 21,73 | -0,13 | -0,18 | 21,84 | 21,8 | 0,37 0,51 |
24 | 3 | 23,84 | 23,79 | 23,75 | 23,73 | -0,16 | -0,22 | 23,84 | 23,79 | -0,44 0,59 |
24 | 1,5 | 23,88 | 23,85 | 23,81 | 23,78 | -0,09 | -0,12 | 23,88 | 23,85 | -0,26 |
27 | 3 | 26,84 | 26,79 | 26,75 | 26,73 | -0,16 | 0,22 | 26,84 | 26,79 | 0,44 0,64 |
30 | 3,5 | 29,84 | 29,79 | 29,75 | 29,72 | -0,18 | -0,27 | 29,84 | 29,79 | -0,51 0,69 -0,69 -0,74 |
33 | 3,5 | 32,84 | 32,79 | 32,75 | 32,72 | -0,18 | 0,27 | 32,84 | 32,79 | 0,51 |
36 | 4 | 35,84 | 35,78 | 35,74 | 35,71 | -0,22 | -0,32 | 35,84 | 35,78 | -0,59 |
39 | 4 | 38,84 | 38,78 | 38,74 | 38,71 | -0,22 | 0,32 | 38,84 | 38,78 | 0,59 0,44 |
42 | 4,5 | 41,84 | 41,78 | 41,74 | 41,71 | -0,24 | -0,34 | 41,84 | 41,78 | -0,64 |
45 | 4,5 | 44,84 | 44,78 | 44,74 | 44,71 | -0,24 | 0,34 | 44,84 | 44,78 | 0,64 0,59 |
48 | 5 | 47,84 | 47,77 | 47,73 | 47,71 | -0,26 | -0,37 | 47,84 | 47,77 | -0,69 0,64 |
52 | 5 | 51,84 | 51,77 | 51,73 | 51,71 | -0,26 | 0,37 | 51,84 | 51,77 | -0,69 0,69 -0,69 -0,74 |
56 | 5,5 | 55,84 | 55,76 | 55,73 | 55,7 | -0,28 | -0,4 | 55,84 | 55,76 | -0,74 |
60 | 5,5 | 59,84 59,84 | 59,76 | 59,73 | 59,7 | -0,28 | 0,4 | 59,84 | 59,76 | -0,74 |
refdb.ru
Нарезание Диаметры стержней под резьб
Назначение резьбы. Винтовая нарезка и ее элементы. Профили резьбы. Система резьб. Инструмент для нарезания резьбы. Конструкция и виды слесарных метчиков. Воротки. Процесс нарезания внутренних резьб. Определение диаметра сверла под резьбу по шаблону. Плашки, их конструкция. Клуппы. Процесс нарезания наружной резьбы. Определение диаметра стержня под резьбу по таблицам. [c.648]Диаметры стержней под резьбу при нарезании резьбы плашками [c.265]
Диаметр стержня под резьбу при нарезании приближенно равен [c.48]
Для определения диаметра стержней под резьбу при нарезании плашками можно рекомендовать табл. 27. [c.142]
Подготовка заготовки (детали) к нарезанию резьбы. При обточке заготовки под последующее нарезание резьбы учитывают, что при нарезании происходит некоторое выдавливание металла из впадин. Поэтому диаметр стержня под резьбу должен иметь допуск на минус , а диаметр отверстия — допуск на плюс . Выбор диаметра стержня и отверстия под [c.174]
Ответ. Диаметр отверстия под нарезание резьбы МЗО должен составлять 26,15 мм. Диаметры, “отверстий под резьбу, а также диаметры стержней под резьбу даны в табл. 16 и 17. [c.85]
Диаметры стержней под накатывание и нарезание резьб, диаметры отверстий под нарезание резьб, а также выход резьбы (сбеги, недорезы, проточки и фаски) стандартизованы. Кроме того, стандартизованы метки (в виде прорезей) на деталях с левой резьбой. [c.32]
Диаметры стержней под нарезание метрической резьбы по ГОСТ 9150—81 с допусками по ГОСТ 16093—81, изготовляемых из стали по ГОСТ 380—71, ГОСТ 4543—71, ГОСТ 1050—74, ГОСТ 10702—78, ГОСТ 5632—72, а также ГОСТ 20072—74 (кроме сплавов на никелевой основе) и меди по ГОСТ 858—78 (СТ СЭВ 226—75), стандартизованы для резьб с крупным шагом с номинальными диаметрами 1—68 мм и для резьб с мелким шагом с номинальными диаметрами 1—200 мм [125]. [c.289]
Ниже приводятся диаметры заготовок (стержней) под нарезание трубных цилиндрических резьб и отклонения диаметров стержней под нарезание метрических резьб. [c.89]
Отклонения диаметра стержней под нарезание метрических резьб [c.90]
Справочные таблицы диаметров заготовок, диаметров сверл и диаметров отверстий под нарезание резьбы разработаны с учетом изложенного выше, а также на основании практических данных машиностроительных заводов, В табл. 192 приведены диаметры стержней под нарезание метрических резьб плашками. [c.311]Диаметры стержней под нарезание резцом или фрезой метрических резьб с крупным шагом [c.312]
| Таблица 197 Диаметры стержней под нарезание резцом трапецеидальной резьбы | 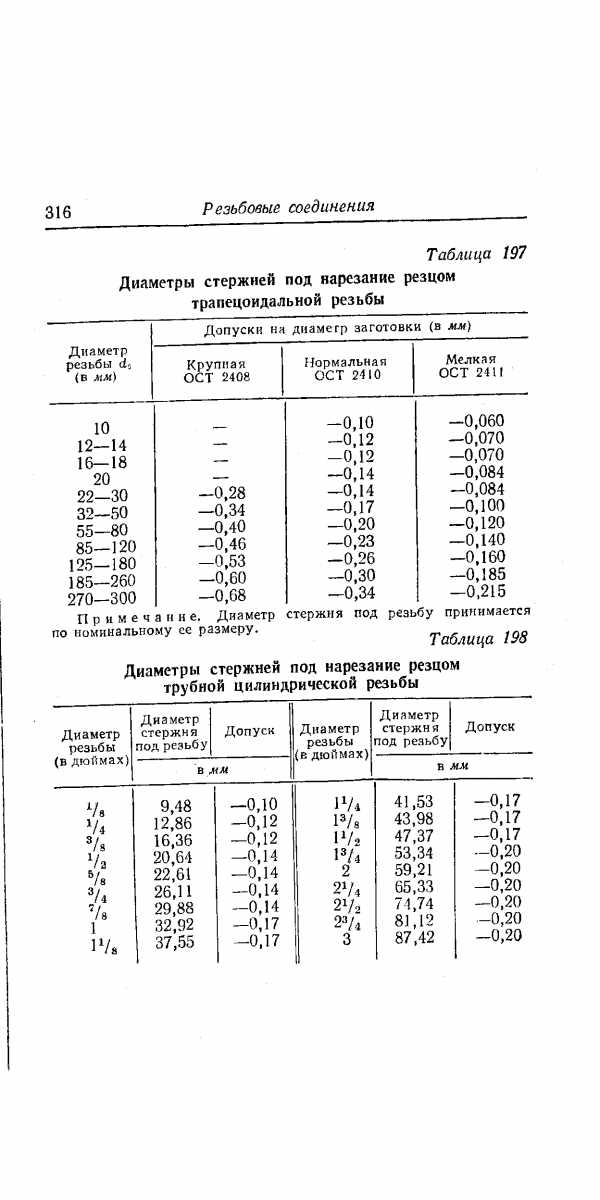 |
Отклонения диаметров стержней под нарезание трапецеидальных резьб [c.403]
Припуск при нарезании резьбы плашками равен разности между наружным диаметром стержня, подготовленного под резьбу (см. табл. 6.3 и 6.4), и внутренним диаметром резьбы припуск снимается плашкой за один проход. Диаметры стержней под накатывание приведены в табл. 6.9. [c.252]
Примечание. В таблице указаны диаметры стержней под нарезание трубной цилиндрической резьбы по ГОСТ 6357—81, изготовляемых из сталей по ГОСТ 380-71, ГОСТ 4543-71, ГОСТ 1050-74, ГОСТ 5632-72 (кроме сплавов на никелевой основе) и меди по ГОСТ 859—78. [c.262]
Диаметры стержней под нарезание метрической резьбы выбирают по ГОСТ 19258-73, трубной цилиндрической резьбы – по ГОСТ 21347-75, а трубной конической резьбы – по ГОСТ 21349-75. [c.539]
Диаметры стержней под нарезание наружной резьбы назначаются с учетом подъема металла, и допусков на наружный диаметр резьбы по ГОСТ 19268—73. [c.477]
При нарезании наружной резьбы (так же, как и внутренней) на заготовках из вязких металлов происходит поднятие нитки (вспучивание металла), т. е. наружный диаметр резьбы получает некоторое приращение по сравнению с первоначальным диаметром стержня перед нарезанием резьбы. Поэтому диаметр стержня под нарезаемую резьбу делают на 0,1—0,2 жж меньше наружного диаметра резьбы. [c.218]Диаметры стержней под нарезание метрической резьбы по ГОСТ 9150 — 81 даны в табл. 11. В табл. 12 указаны диаметры сверл и отверстий под нарезание метрической резьбы. [c.219]
Диаметры стержней под нарезание дюймовой и трубной цилиндрических резьб (МН 5598—64 и МН 5600—64) [c.276]
Резьба неполного профиля Малый диаметр стержня под нарезание резьбы Увеличить диаметр стержня [c.150]
При подготовке стержней или труб для нарезания резьбы необходимо очистить их от грязи и окалины и обработать торец. Диаметр стержня под нарезку выбирается по справочным таблицам несколько меньшим наружного диаметра (практически на 0,3 высоты резьбы) из-за выдавливания металла при нарезании. При увеличенном диаметре стержня возрастает давление на зубья плашки, увеличивается сила трения, зубья нагреваются, срывается резьба или ломаются зубья плашки. При уменьшенном диаметре стержня резьба получается неполной. [c.42]
Диаметры стержней под нарезание метрической резьбы плашкой, мм [c.233]
Диаметры сверл под нарезание метчиками метрической, дюймовой и трубной резьбы приведены в табл. 24—27, диаметры расточки под нарезание резьбы резцом или фрезой — в табл. 28 и 29, а диаметры стержней под нарезание резьбы — в табл. 30—34. [c.67]
Диаметры стержней под нарезание метрической резьбы плашкой (по ГОСТ 8724-58 и ГОСТ 9150-59) [c.72]
Раздвижные плашки состоят из двух половинок — полуплашек. На боковых сторонах полуплашек имеются угловые пазы, которыми они устанавливаются в направляющие выступы клуппа (воротка) и поджимаются винтом. Этим же винтом можно изменять расстояние между полу-плашками и обеспечивать диаметр резьбы в нужных пределах. Нарезать резьбу двумя полуплашками можно в несколько переходов, что облегчает резание. Диаметр стержня под резьбу выбирают по табл. 8—10. Нарезание наружной резьбы вручную осуществляют следующим образом. На воротке (плашкодержателе) отворачивают все винты, плашку вставляют маркировкой наружу в гнездо воротка, а углубления располагают против стопорных винтов. Плашку закрепляют в воротке стопорными винтами. Для разрезной плашки крайние регулировочные винты воротка отвертывают, а средний винт плотно завертывают, разжав плашку. Штангенциркулем проверяют диаметр стержня и наличие на его конце фаски для облегчения врезания плашки. При отсутствии фаски стержень опиливают напильником. Приступая к нарезанию наружной резьбы плашками, необходимо закрепить стержень в тисках вертикально так, чтобы его конец выступал над губками тисков на 15—20 мм больше длины нарезаемой части. Конец стержня смазывают смазочно-охлаждающей жидкостью. Плашку накладывают на конец стержня так, чтобы маркировка была снизу. Нажимая на корпус воротка ладонью правой руки, левой рукой вращают его за рукоятку по часовой стрелке до полного врезания плашки. Взяв вороток двумя руками, плавно вращают его по часовой стрелке. [c.434]
Стержни под наружную резьбу. Диаметры стержней под нарезание наружной резьбы назначаются с учетом подъема заготовки и допусков на наружный диаметр резьбы d = Tlj где — диаметр заготовки [c.364]
Перед нарезанием резьбы конец стержня на всю длину нарезки обтачивают или опиливают до соответствующего диаметра и на самом конце снимают фаску. Стержни под резьбу должны иметь чис-стую поверхность нельзя нарезать стержни, покрытые окалиной или ржавчиной, так как при этом сильно изнашиваются плашки. [c.202]
mash-xxl.info