Двухстоечный пресс – Двухстоечный винтовой пресс | Детали машин
alexxlab | 07.10.2019 | 0 | Вопросы и ответы
Двухстоечная пресса – Большая Энциклопедия Нефти и Газа, статья, страница 1
Двухстоечная пресса
Cтраница 1
Двухстоечные прессы выпускают как открытого, так и закрытого типа. В закрытых прессах доступ к межштамповому пространству ( столу) возможен с двух сторон: спереди и сзади. В современных закрытых прессах на стойках станины делаются окна, которые также улучшают доступ к столу. Сторона пресса, обращенная к рабочему месту, называется фронтом. [2]
На двухстоечных прессах ( см. рис. 18, в) главный вал называется коленчатым. Колено вала часто называют кривошипом, отсюда происходит название кривошипные прессы. Число колен ( кривошипов) на главном валу – от одного до четырех, в зависимости от конструкции и развиваемого усилия пресса. [3]
На двухстоечных прессах механизм регулировки хода ползуна расположен в середине коленчатого вала, около шатуна и принципиально не отличается от конструкции механизма регулировки одностоечного пресса. На многих двухстоечных прессах ход ползуна не регулируется. В крупносерийном и массовом производствах штампы изготовляют с учетом наибольшего постоянного хода ползуна пресса. Это облегчает наладку штампов и повышает работоспособность пресса. Кроме того, наибольший ход ползуна пресса позволяет изготавливать штампы с выдвижной матрицей, действующей механически от хода ползуна, что обеспечивает безопасность загрузки штампов штучными изделиями. [4]
Штамповка производится на кривошипных двухстоечных прессах или на кривошипных коленных прессах. Производительность при работе на кривошипных прессах с магазинной подачей составляет 3500 – 4000 штук, в час. [5]
При прошивке шламовых пазов используют однокривошипные двухстоечные прессы простого действия и специальные приспособления. Последние представляют собой матрицу с отверстием по диаметру корпуса коронки. Внутри приспособления устанавливают резцы по числу шламовых пазов в коронке. Резцы выступают внутрь приспособления на глубину 1 5 мм. [6]
Обычно кнопочное включение устанавливают на двухстоечных прессах. В случае одновременной штамповки в нескольких штампах на одном прессе пусковые кнопки монтируют на стойках ( на обоих фронтах) или на поперечных планках для одновременного включения пресса всеми рабочими. Иногда при штамповке крупногабаритных деталей необходимо для удобства и безопасности работы пусковые кнопки располагать за пределами пресса. Для этого их устанавливают на специальных переносных подставках, которые могут быть размещены в различных местах в зависимости ют размеров и формы штампуемой детали. [7]
Для крупногабаритных штампов и манипулирования громоздкими деталями применяют и
Из числа кривошипных прессов наиболее приемлемы для операции объемной штамповки двухстоечные прессы закрытого типа. Одностоечные прессы в силу присущих им больших упругих деформаций для операций объемной штамповки и особенно точной непригодны. [10]
Узлы соединения ползуна с шатуном ( рис. 63, а, б) устанавливаются на двухстоечные прессы. [12]
Роликовое, цанговое и тарелочное питающие устройства к прессам с С-образной станиной и роликовое или цанговое устройства к двухстоечным прессам. [13]
На одностоечных прессах ( рис. 15, а) опоры кривошипного вала расположены по одну сторону шатуна, а на двухстоечных прессах ( рис. 15, б, в, г) шатун расположен в середине опор коленчатого вала. Одностоечные прессы изготавливаются открытого типа с С-образной станиной ( рис. 16), позволяющей обслуживать рабочее межштамповое пространство с трех сторон. [15]
Страницы: 1 2
www.ngpedia.ru
Пресс двухстоечный закрытый усилием 10 МН | Обработка металлов давлением
Факультет новых технологий и автоматизации производства
Курсовой проект по дисциплине “Технологическое оборудование отрасли”
Тема “Расчет пресса двухстоечного закрытого”
2013
Пресс листоштамповочный однокривошипный двухстоечный простого действия силой 10 МН (операция обрезка)
В курсовом проекте спроектирован пресс двухстоечный закрытый однокривошипный усилием 10 МН.
С этой целью определены основные параметры пресса, произведен кинематический расчет кривошипно-ползунного механизма, спроектирован и рассчитан на прочность главный вал, выбран электродвигатель, спроектирован маховик и произведена его проверка. Кроме того, в курсовом проекте рассчитаны параметры клиноременной передачи, спроектированы муфта – тормоз, рассчитаны на прочность станина и шатун и спроектирован уравновешиватель ползуна.
Задачи курсового проекта. Основными задачами курсового проекта по дисциплине ” КШО ” являются: углуб¬ление знаний студентов в области расчета и конструирования кузнечно-прессовых машин; развитие навыков самостоятельной разработки технических решений, их графического оформления и инженерных расче¬тов; умения пользоваться специальной литературой, в том числе пери¬одической и патентной, составлять литературно грамотный технический отчет (расчетно-пояснительную записку) о проделанной работе.
Аналитическая часть содержит, необходимые для решения задачи расчеты.
Пояснительная записка содержит 50 листов формата А4.
Графическая часть выполнена на листах формата А1.
1) Общий вид.
2) Шестерне-эксцентриковый привод..
3) Тормоз.
Рабочие чертежи деталей
Состав: Пресс двухстоечный закрытый, Тормоз, Деталировка (тормозной диск, корпус тормоза, фрикционная вставка, нажимной диск), Спецификация на пресс, Спецификация на тормоз, Пояснительная записка
Софт: КОМПАС-3D 15
vmasshtabe.ru
Пресс гидравлический двухстоечный рамный вытяжной П7832
Если Вам необходимо купить Пресс гидравлический двухстоечный рамный вытяжной П7832 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04;
в Абакане, Альметьевске, Архангельске,
Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Пресс гидравлический двухстоечный рамный вытяжной П7832 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
stanok-kpo.ru
Пресс гидравлический двухстоечный рамный вытяжной П7830А
Если Вам необходимо купить Пресс гидравлический двухстоечный рамный вытяжной П7830А звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04;
в Абакане, Альметьевске, Архангельске,
Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Пресс гидравлический двухстоечный рамный вытяжной П7830А звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
stanok-kpo.ru
двухстоечный пресс — с английского на русский
Все языкиАбхазскийАдыгейскийАзербайджанскийАймараАйнский языкАканАлбанскийАлтайскийАнглийскийАрабскийАрагонскийАрмянскийАрумынскийАстурийскийАфрикаансБагобоБаскскийБашкирскийБелорусскийБолгарскийБурятскийВаллийскийВарайскийВенгерскийВепсскийВерхнелужицкийВьетнамскийГаитянскийГреческийГрузинскийГуараниГэльскийДатскийДолганскийДревнерусский языкИвритИдишИнгушскийИндонезийскийИнупиакИрландскийИсландскийИспанскийИтальянскийЙорубаКазахскийКарачаевскийКаталанскийКвеньяКечуаКиргизскийКитайскийКлингонскийКомиКорейскийКриКрымскотатарскийКумыкскийКурдскийКхмерскийЛатинскийЛатышскийЛингалаЛитовскийЛюксембургскийМайяМакедонскийМалайскийМаньчжурскийМаориМарийскийМикенскийМокшанскийМонгольскийНауатльНемецкийНидерландскийНогайскийНорвежскийОрокскийОсетинскийОсманскийПалиПапьяментоПенджабскийПерсидскийПольскийПортугальскийРумынский, МолдавскийРусскийСанскритСеверносаамскийСербскийСефардскийСилезскийСловацкийСловенскийСуахилиТагальскийТаджикскийТайскийТатарскийТвиТибетскийТофаларскийТувинскийТурецкийТуркменскийУдмурдскийУзбекскийУйгурскийУкраинскийУрдуУрумскийФарерскийФинскийФранцузскийХиндиХорватскийЦерковнославянский (Старославянский)ЧеркесскийЧерокиЧеченскийЧешскийЧувашскийШайенскогоШведскийШорскийШумерскийЭвенкийскийЭльзасскийЭрзянскийЭсперантоЭстонскийЮпийскийЯкутскийЯпонский
Все языкиАзербайджанскийАлбанскийАнглийскийАрабскийАрмянскийАфрикаансБаскскийБолгарскийВенгерскийВьетнамскийГаитянскийГреческийГрузинскийДатскийДревнерусский языкИвритИндонезийскийИрландскийИсландскийИспанскийИтальянскийЙорубаКазахскийКаталанскийКвеньяКитайскийКлингонскийКорейскийКурдскийЛатинскийЛатышскийЛитовскийМакедонскийМалайскийМальтийскийМаориМарийскийМокшанскийМонгольскийНемецкийНидерландскийНорвежскийПалиПапьяментоПерсидскийПольскийПортугальскийРумынский, МолдавскийРусскийСербскийСловацкийСловенскийСуахилиТагальскийТайскийТамильскийТатарскийТурецкийУдмурдскийУйгурскийУкраинскийУрдуФарерскийФинскийФранцузскийХиндиХорватскийЦерковнославянский (Старославянский)ЧаморроЧерокиЧешскийЧувашскийШведскийЭрзянскийЭстонскийЯпонский
translate.academic.ru
Открытый однокривошипный пресс | мтомд.инфо
Открытые кривошипные прессы бывают одно- и двухстоечными , наклоняемыми и ненаклоняемыми. Различие между одностоечными и двухстоечными кривошипными прессами связано с расположением главного исполнительного механизма относительно опор главного вала. У двухстоечных прессов головка шатуна исполнительного механизма располагается между опорами главного вала, у одностоечных – по одну сторону на консольно-выступающем кривошипе главного вала.
Кривошипные прессы называются открытыми, если имеется свободный доступ к штамповому пространству спереди и с боков станины. Но такие прессы отличаются сравнительно низкой жёсткостью. Это существенный недостаток открытых прессов.
Основными составными частями кривошипного пресса являются: станина, привод, главный вал, маховик, муфта, тормоз, ползун с шатуном, командоаппарат, механизм наклона станины (у наклоняемых прессов).
Изучаемый открытый однокривошипный двухстоечный пресс простого действия модели К2322 усилием 160 кН (рисунок) относится к универсальным прессам и предназначается для выполнения операций холоднолистовой штамповки: вырезки, вырубки, просечки, гибки, неглубокой вытяжки, отбортовки и др.
Открытый однокривошипный пресс
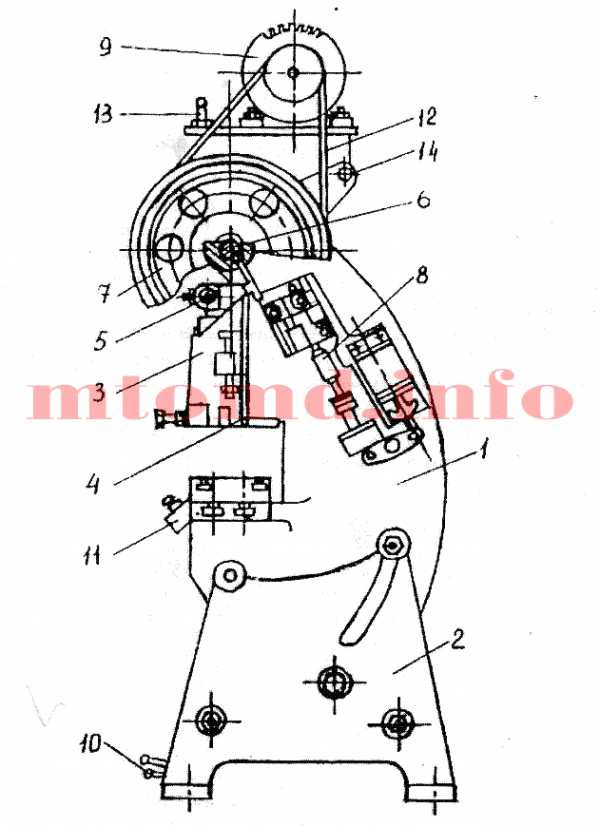
1 — станина; 2 — стойки; 3 — ползун; 4 — направляющие ползуна; 5 — шатун; 6 — коленчатый вал; 7 — маховик; 8 — автомат включения; 9 — электродвигатель; 10 — педальное управление; 11 — двухкнопочное управление; 12 — клиноременная передача; 13 — подмоторная плита; 14 — винт
Для облегчения удаления с пресса отходов или изделий станине пресса может придаваться наклонное положение.
Станина пресса 1 (см. рисунок) установлена на стойках 2. Ползун пресса 3 перемещается в направляющих 4 и соединён с коленчатым валом 6 при помощи шатуна 5. Пресс оснащён автоматом включения 8, позволяющим производить работу одиночными и непрерывными ходами.
Педальное управление 10 используется для включения и выключения пресса при штамповке из длинных заготовок, двухкнопочное управление 11 – для штамповки из штучных заготовок.
Электродвигатель 9, установленный на подмоторной плите 13, передаёт движение маховику 7 через клиноременную передачу 12. Регулировка натяжения ремней производится с помощью винта 14.
www.mtomd.info
Общие сведения о кривошипных прессах
Общие сведения о кривошипных прессах
Категория:
Кузнечные работы
Общие сведения о кривошипных прессах
В кузнечно-прессовых цехах для горячей и холодной штамповки, вытяжки, гибки, чеканки, прошивки и других технологических процессов широко применяются кривошипные машины. Это общее название объединяет в одну группу разнообразное по технологическому назначению и конструкции оборудование. Однако несмотря на многообразие этих машин, для них характерно наличие в приводе кривошипных механизмов, преобразующих вращательное движение электродвигателей в возвратно-поступательное перемещение инструмента.
Кривошипные прессы имеют ряд преимуществ по сравнению с молотами и гидравлическими прессами. Работа кривошипных прессов не сопровождается ударами, поэтому не приводит к сотрясениям почвы и не расшатывает здания; кривошипные прессы не требуют дорогих, громоздких и трудоемких в изготовлении фундаментов. Они производят меньший шум, чем молоты; КПД у них выше, чем у паровоздушных молотов. Кривошипные прессы позволяют получать точные изделия с небольшими припусками на дальнейшую обработку. Гидравлические прессы бесшумны и не вызывают сильных сотрясений, однако весьма тихоходны и сравнительно дороги.
Вместе с тем у кривошипных прессов есть и недостатки. Стоимость их значительно выше стоимости молотов, они менее универсальны. При работе кривошипных прессов нередки случаи заклинивания (распора), а вывести пресс из состояния распора не всегда бывает легко. Однако даже с учетом этих недостатков кривошипные прессы благодаря своей производительности и удобству в работе применяются все шире.
Кривошипные прессы, предназначенные для обработки давлением, весьма разнообразны по назначению, особенностям конструкции, развиваемым усилиям и т. д. По важнейшему технологическому принципу — основным операциям, для которых они предназначаются, — кривошипные прессы разделяются на следующие группы: горячештамповочные, листоштамповочные, чеканочные (калибровочные), кривошипные горизонтальные (горизонтально-ковочные), кузнечные автоматы (прессы-автоматы), ножницы. Кроме этих основных групп выпускаются также обрезные прессы (бульдозеры) и другие виды кривошипных машин.
На горячештамповочных кривошипных прессах выполняют горячую штамповку поковок в открытых и закрытых штампах (в частности, штамповку выдавливанием). Листоштамповочные прессы предназначены для обработки листового материала: гибки, вытяжки, вырубки и т. д. Чеканочные (калибровочные) прессы служат для выполнения чеканки: нанесения на поверхность заготовки неглубокого рельефа. На чеканочных прессах штампуют монеты и медали, выбивают узоры и надписи, выполняют чистовую обработку — калибровку поковок.
На горизонтально-ковочных машинах получают из заготовок (прутков) различные изделия осадкой, прошивкой, гибкой и отрезанием. На кузнечно-штамповочных автоматах изготовляют давлением мелкие детали в несколько переходов, следующих друг за другом, без участия рабочего. На ножницах режут как листовой, так и сортовой металл. Существуют ножницы только для листа, только для сорта, а также комбинированные — приспособленные для резки листа и сорта.
По конструкции станины прессы делятся на одностоечные и двухстоечные. У одностоечных прессов кривошипно-шатунный механизм размещается по одну сторону от станины. У двухстоечных прессов кривошипно-шатунный механизм расположен между стойками станины, ось рабочего вала обычно параллельна передней плоскости (фронту) пресса.

Рис. 1. Двухстоечный кривошипный пресс закрытого типа:
1 — станина, 2 — ползун, 3— муфта-маховик
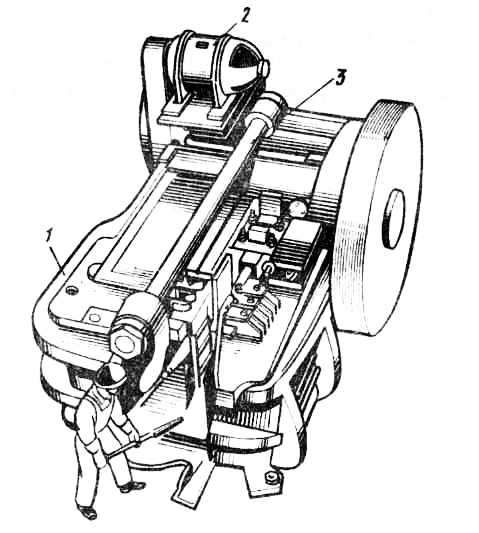
Рис. 2. Кривошипная горизонтальная машина:
1 — станина, 2 —привод, 3 — стяжка
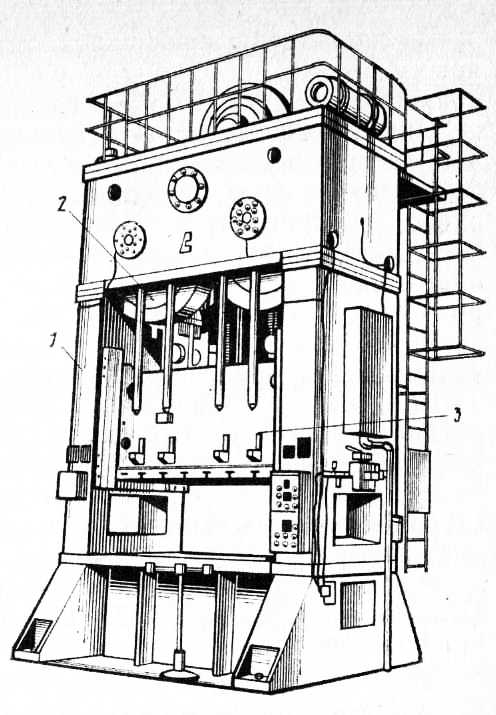
Рис. 3. Двухкривошипный закрытый пресс КА-3539А усилием 8 МН (800 тс):
1 — станина, 2 — привод. 3 — ползун
Если конструкция станины обеспечивает свободный доступ к столу пресса, то такой пресс называется открытым. Его станина (обычно одностоечная) имеет С-образную форму, поэтому к столу удобно подходить и спереди и сбоку. Однако открытые прессы имеют серьезные недостатки. Под нагрузкой С-образная станина стремится разогнуться, поэтому линия перемещения ползуна отклоняется от вертикали. Зазоры между верхней и нижней частями штампа, установленные при сборке без нагрузки, нарушаются, что отрицательно влияет на точность обработки и снижает стойкость инструмента. Так, при вырубке отверстия зазор между пуансоном и матрицей спереди уменьшается, а сзади увеличивается. Это может привести к браку, а также поломке инструмента. Чтобы уменьшить деформацию станины, ее иногда усиливают специальными стяжными болтами, закрепляемыми в приливах станины.
Для повышения жесткости станины в ущерб удобству подхода к столу приходится делать станину рамного (арочного) типа. Такие прессы называются прессами закрытого типа, поскольку доступ к рабочему пространству с боков ограничен.

Рис. 4. Одностоечный кривошипный пресс с наклоняемой станиной:
1 — станина, 2 — маховик. 3—стол, 4 — кнопки управления
По количеству кривошипов, приводящих в движение ползун, прессы делятся на одно, двух- и четырех-кривошипные.
При штамповке деталей больших размеров, в особенности при несимметричных деталях, центр давления практически невозможно совместить с осью пресса, поэтому ползун нагружается эксцентрично. Это приводит к перекосу его и быстрому износу направляющих. Для предотвращения такого перекоса в ряде новых прессов применяется подвеска ползуна на четырех шатунах, расположенных в вершинах прямоугольника. Центр давления при такой подвеске ползуна всегда остается внутри этого прямоугольника и перекос ползуна практически исключается.
Как видно из приведенных рисунков, обычно привод пресса располагается в верхней части; однако встречаются и прессы с нижним приводом. Некоторое преимущество такой конструкции заключается в уменьшении высоты машины. Кроме того, в этом случае уменьшаются колебания пресса при вибрациях, что позволяет повысить его быстроходность (до 700 ходов в мин).
У прессов последних моделён привод закрыт специальными кожухами, что повышает безопасность при работе и улучшает внешний вид пресса.
Реклама:
Читать далее:
Типовая схема кривошипного пресса
Статьи по теме:
pereosnastka.ru