Флюс паяльный фппу25 состав – Флюс для пайки
alexxlab | 24.12.2019 | 0 | Вопросы и ответы
какие виды бывают, состав и процесс применения
Процесс пайки заключается в соединении различных металлических деталей методом заполнения пространства между ними расплавленным металлом. Это сопровождается нанесением флюса на сопрягаемые поверхности. Удаление оксидной плёнки, лучшее растекание припоя по поверхности сопрягаемых деталей и более качественное их соединение — вот для чего при пайке нужен вспомогательный материал флюс.
Назначение материала
Задача флюсов — подготовить детали к пайке, очистить поверхности от жиров и солей, предохранить припой от окисления в процессе пайки и способствовать его лучшему растеканию по поверхности. Флюс при пайке продлевает срок службы соединений, так как защищает места пайки от окисления и разрушения. Флюс должен характеризоваться невысокой температурой плавления и малым удельным весом. Тогда он успеет растворить окислы, но не проникнет вглубь пайки. Хорошие флюсы не должны испаряться при нагреве и вызывать коррозию. Их можно легко удалять с деталей.

Классификация флюсов
Флюсы различаются по степени их воздействия на обрабатываемые детали. При пайке применяются следующие виды вспомогательных материалов:
Активные флюсы. Эти вспомогательные вещества активно взаимодействуют с соединяемыми металлами. В зависимости от соединяемых материалов и их свойств применяются следующие виды:
- Содержащие разбавленную соляную кислоту. Используются при пайке цинка и оцинкованных металлов. После пайки детали необходимо очистить, чтобы избежать коррозии. Можно промыть в тёплой воде.
- Раствор хлористого цинка (травленая соляная кислота). Используется при спаивании меди, медных сплавов и стали.
- Хлористый цинк-аммоний. Получается при добавлении аммония в раствор хлористого цинка. Аммоний способствует повышению активности вспомогательного материала и понижает его температуру плавления.
Кислотные составы обладают химической активностью. После их применения требуется нейтрализация. Ещё одним свойством этих составов является высокая электропроводность, и поэтому они непригодны для применения в электротехнике.
 Бескислотные. Их ещё называют неактивными. Они взаимодействуют только с припоем, а не с соединяемыми деталями. К ним можно отнести канифоль. Это прошедшая специальную обработку смола хвойных деревьев. Имеет вид стекловидных кусков жёлтого цвета, напоминающих янтарь. Содержит малое количество жирных кислот и не разъедает контакты, если не полностью удалена после пайки. Применяется для спаивания меди, серебра, латуни, золота. К неактивным флюсам можно отнести и вещества, изготовленные на основе канифоли с добавлением спирта, глицерина, скипидара.
Бескислотные. Их ещё называют неактивными. Они взаимодействуют только с припоем, а не с соединяемыми деталями. К ним можно отнести канифоль. Это прошедшая специальную обработку смола хвойных деревьев. Имеет вид стекловидных кусков жёлтого цвета, напоминающих янтарь. Содержит малое количество жирных кислот и не разъедает контакты, если не полностью удалена после пайки. Применяется для спаивания меди, серебра, латуни, золота. К неактивным флюсам можно отнести и вещества, изготовленные на основе канифоли с добавлением спирта, глицерина, скипидара.
Антикоррозионные. Применяются для очистки поверхностей соединяемых деталей от коррозии. Впоследствии на деталях должен образовываться защитный слой, препятствующий окислению. В состав этих соединений обязательно входит ортофосфорная кислота.
Защитные. Сюда относятся вещества, предназначенные только для защиты соединения. Это может быть вазелин, воск или минеральные масла. Наносить жидкий флюс можно ватной палочкой или кисточкой. Для удобства можно приобрести «флюс-аппликатор».
Вспомогательные вещества характеризуются разницей в консистенции. Они бывают:
- жидкие;
- твёрдые;
- пастообразные.
Жидкие используются в труднодоступных местах. Пастообразные наиболее удобны в применении. Их легко наносить.
Ещё одним отличительным признаком разных типов флюсов является температура плавления. Низкотемпературные плавятся при температуре меньше 450 °C, а высокотемпературные имеют температуру плавления выше 450 °C.
Требования к вспомогательным материалам
Существуют общие требования, которые относятся ко всем видам вспомогательных веществ. Какими основные свойствами они должны обладать:
-
 Текучесть и вязкость состава должны находиться в таком соотношении, чтобы имелась возможность смочить всю обрабатываемую поверхность без растекания за границы обработки.
Текучесть и вязкость состава должны находиться в таком соотношении, чтобы имелась возможность смочить всю обрабатываемую поверхность без растекания за границы обработки. - Флюсы должны реагировать только с окисленными плёнками, а не с соединяемыми деталями и припоем.
- Флюс должен обладать меньшей адгезией, чем припой.
- Вещество не должно испаряться или выгорать.
- Флюс должен легко удаляться после окончания работ.
 Текучесть и вязкость состава должны находиться в таком соотношении, чтобы имелась возможность смочить всю обрабатываемую поверхность без растекания за границы обработки.
Текучесть и вязкость состава должны находиться в таком соотношении, чтобы имелась возможность смочить всю обрабатываемую поверхность без растекания за границы обработки.Как паять флюсом: сначала нужно подготовить детали, потом обработать их материалом, далее разогреть детали до нужной температуры и внести припой в обрабатываемую зону.
Применение для различных металлов
Ортофосфорная и паяльная кислоты применяются для пайки деталей из нержавеющей и легированной стали. Бура используется при пайке чугуна, драгоценных металлов, никель-кобальтовых сплавов. Часто бура находит применение при ремонте водопроводных систем. Паяльный жир используется при пайке свинцовых муфт к свинцовой оболочке кабеля. Он состоит из канифоли, животного жира и стеарина.
Флюс марки ФППУ25 применяется для лужения и пайки токоведущих частей из меди и её сплавов. Для пайки чёрных металлов используется активный вспомогательный материал хлорид цинка.

Если нет готового флюса под рукой, то можно использовать вместо него раствор таблетки аспирина в одеколоне, фруктовый сок или оливковое масло.
Оцените статью: Поделитесь с друзьями!Для создания прочного паяльного соединения необходим хороший паяльник с правильно подобранным жалом, а также припой и флюс, которые подходят для этого типа работ. Только при выполнении этих условий можно обеспечить необходимое качество соединения.
remoskop.ru
какие виды бывают, состав и процесс применения
Процесс пайки заключается в соединении различных металлических деталей методом заполнения пространства между ними расплавленным металлом. Это сопровождается нанесением флюса на сопрягаемые поверхности. Удаление оксидной плёнки, лучшее растекание припоя по поверхности сопрягаемых деталей и более качественное их соединение — вот для чего при пайке нужен вспомогательный материал флюс.
Назначение материала
Задача флюсов — подготовить детали к пайке, очистить поверхности от жиров и солей, предохранить припой от окисления в процессе пайки и способствовать его лучшему растеканию по поверхности. Флюс при пайке продлевает срок службы соединений, так как защищает места пайки от окисления и разрушения. Флюс должен характеризоваться невысокой температурой плавления и малым удельным весом. Тогда он успеет растворить окислы, но не проникнет вглубь пайки. Хорошие флюсы не должны испаряться при нагреве и вызывать коррозию. Их можно легко удалять с деталей.

Классификация флюсов
Флюсы различаются по степени их воздействия на обрабатываемые детали. При пайке применяются следующие виды вспомогательных материалов:
Активные флюсы. Эти вспомогательные вещества активно взаимодействуют с соединяемыми металлами. В зависимости от соединяемых материалов и их свойств применяются следующие виды:
- Содержащие разбавленную соляную кислоту. Используются при пайке цинка и оцинкованных металлов. После пайки детали необходимо очистить, чтобы избежать коррозии. Можно промыть в тёплой воде.
- Раствор хлористого цинка (травленая соляная кислота). Используется при спаивании меди, медных сплавов и стали.
- Хлористый цинк-аммоний. Получается при добавлении аммония в раствор хлористого цинка. Аммоний способствует повышению активности вспомогательного материала и понижает его температуру плавления.
Кислотные составы обладают химической активностью. После их применения требуется нейтрализация. Ещё одним свойством этих составов является высокая электропроводность, и поэтому они непригодны для применения в электротехнике.
 Бескислотные. Их ещё называют неактивными. Они взаимодействуют только с припоем, а не с соединяемыми деталями. К ним можно отнести канифоль. Это прошедшая специальную обработку смола хвойных деревьев. Имеет вид стекловидных кусков жёлтого цвета, напоминающих янтарь. Содержит малое количество жирных кислот и не разъедает контакты, если не полностью удалена после пайки. Применяется для спаивания меди, серебра, латуни, золота. К неактивным флюсам можно отнести и вещества, изготовленные на основе канифоли с добавлением спирта, глицерина, скипидара.
Бескислотные. Их ещё называют неактивными. Они взаимодействуют только с припоем, а не с соединяемыми деталями. К ним можно отнести канифоль. Это прошедшая специальную обработку смола хвойных деревьев. Имеет вид стекловидных кусков жёлтого цвета, напоминающих янтарь. Содержит малое количество жирных кислот и не разъедает контакты, если не полностью удалена после пайки. Применяется для спаивания меди, серебра, латуни, золота. К неактивным флюсам можно отнести и вещества, изготовленные на основе канифоли с добавлением спирта, глицерина, скипидара.
Антикоррозионные. Применяются для очистки поверхностей соединяемых деталей от коррозии. Впоследствии на деталях должен образовываться защитный слой, препятствующий окислению. В состав этих соединений обязательно входит ортофосфорная кислота.
Защитные. Сюда относятся вещества, предназначенные только для защиты соединения. Это может быть вазелин, воск или минеральные масла. Наносить жидкий флюс можно ватной палочкой или кисточкой. Для удобства можно приобрести «флюс-аппликатор».
Вспомогательные вещества характеризуются разницей в консистенции. Они бывают:
- жидкие;
- твёрдые;
- пастообразные.
Жидкие используются в труднодоступных местах. Пастообразные наиболее удобны в применении. Их легко наносить.
Ещё одним отличительным признаком разных типов флюсов является температура плавления. Низкотемпературные плавятся при температуре меньше 450 °C, а высокотемпературные имеют температуру плавления выше 450 °C.
Требования к вспомогательным материалам
Существуют общие требования, которые относятся ко всем видам вспомогательных веществ. Какими основные свойствами они должны обладать:
- Текучесть и вязкость состава должны находиться в таком соотношении, чтобы имелась возможность смочить всю обрабатываемую поверхность без растекания за границы обработки.
- Флюсы должны реагировать только с окисленными плёнками, а не с соединяемыми деталями и припоем.
- Флюс должен обладать меньшей адгезией, чем припой.
- Вещество не должно испаряться или выгорать.
- Флюс должен легко удаляться после окончания работ.
 Текучесть и вязкость состава должны находиться в таком соотношении, чтобы имелась возможность смочить всю обрабатываемую поверхность без растекания за границы обработки.
Текучесть и вязкость состава должны находиться в таком соотношении, чтобы имелась возможность смочить всю обрабатываемую поверхность без растекания за границы обработки.Как паять флюсом: сначала нужно подготовить детали, потом обработать их материалом, далее разогреть детали до нужной температуры и внести припой в обрабатываемую зону.
Применение для различных металлов
Ортофосфорная и паяльная кислоты применяются для пайки деталей из нержавеющей и легированной стали. Бура используется при пайке чугуна, драгоценных металлов, никель-кобальтовых сплавов. Часто бура находит применение при ремонте водопроводных систем. Паяльный жир используется при пайке свинцовых муфт к свинцовой оболочке кабеля. Он состоит из канифоли, животного жира и стеарина.
Флюс марки ФППУ25 применяется для лужения и пайки токоведущих частей из меди и её сплавов. Для пайки чёрных металлов используется активный вспомогательный материал хлорид цинка.

Если нет готового флюса под рукой, то можно использовать вместо него раствор таблетки аспирина в одеколоне, фруктовый сок или оливковое масло.
Для создания прочного паяльного соединения необходим хороший паяльник с правильно подобранным жалом, а также припой и флюс, которые подходят для этого типа работ. Только при выполнении этих условий можно обеспечить необходимое качество соединения.
obrabotkametalla.info
| Марка | Внешний вид | Паяемый металл или металлическое покрытие | Применяемые припои | Назначение |
| Канифоль марки А | Медь; серебряное, оловянное, цинковое, оловянно-свинцовое, оловянно-висмутовое, золотое покрытия | Оловянно-свинцовые, оловянно-свинцово-кадмиевые (при температуре пайки выше 220°С), серебряные ПСр1,5 и ПСр2 | Ручная и механизированная пайки и лужение монтажных элементов и других поверхностей. Консервация изделия для сохранения паяемости в условиях складского хранения. | |
| ФКСп (ФКЭт) | Жидкость светло-коричневого цвета | То же | То же | То же, а также пайка проводников, имеющих изоляцию в виде трубок или эмалевую изоляцию, изделий с повышенными требованиями по сопротивлению изоляции |
| ФКДТ | Жидкость тёмно-коричневого цвета | Медь; серебряное, оловянное, оловянно-свинцовое, оловянно-висмутовое, золотое покрытия | Оловянно-кадмиево-индиевые, оловянно-свинцовые, оловянно-свинцово-висмутовые, оловянно-свинцово-кадмиевые, индиевые | Ручная и механизированная пайки и лужение монтажных элементов и других поверхностей. |
| ЛТИ-120 | Жидкость тёмно-коричневого цвета с незначительным осадком | Сталь углеродистая, медь и её сплавы, никель и его сплавы; оловянное, серебряное, кадмиевое, цинковое, оловянно-свинцовое, оловянно-висмутовое покрытия | Оловянно-свинцовые, серебряные ПСр1,5 и ПСр2 | Ручная и механизированная пайки и лужение монтажных элементов, не имеющих на выводах изоляции в виде трубок, и других поверхностей в изделиях широкого применения. |
| ФГСп, ФСкСп, ФСкПс | ФГСп, ФСкСп – бесцветная жидкость; ФСкПс – однородная паста светло-жёлтого цвета | Медь и её сплавы, никель и его сплавы; оловянное, серебряное, кадмиевое, цинковое, оловянно-свинцовое, оловянно-висмутовое покрытия | Оловянно-свинцовые, оловянно-свинцово-висмутовые, оловянно-свинцово-кадмиевые | Ручная (ФСкПс и ФСкСп) и механизированная пайки и лужение монтажных элементов, не имеющих на выводах изоляции в виде трубок и других металлических поверхностей в изделиях широкого применения |
| ФТС | Жидкость жёлтого цвета | Медь; оловянное, серебряное, кадмиевое, цинковое, оловянно-свинцовое, оловянно-висмутовое покрытия | Оловянно-свинцовые, оловянно-свинцово-висмутовые, оловянно-свинцово-кадмиевые | Ручная и механизированная пайки и лужение монтажных элементов и других металлических поверхностей в изделиях широкого потребления |
| ФДГл | Бесцветная густая жидкость. При температуре пайки – коричневого цвета | То же | Оловянно-свинцовые | Ручная и механизированная пайки и лужение изделий широкого потребления. Групповая пайка методом погружения в паяльный флюс при температуре 220–250°С и оплавление электролитически оловянированных деталей перед пайкой |
| ФЦА | Бесцветная жидкость | Медь и её сплавы (в том числе БрБ), углеродистые и нержавеющие стали, никель и его сплавы | Оловянно-свинцовые и низкотемпературные серебряные | Предварительное лужение (механизированное и ручное) и пайка изделий при условии полного удаления (с применением нейтрализующих растворов) остатков флюса после пайки, кроме монтажных соединений |
| ФДФс | Бесцветная жидкость | Сталь, хромоникелевые сплавы (нихром, пермаллой, суперинвар, ковар, инвар), медь и её сплавы | Оловянно-свинцовые | Ручная и механизированная пайки и лужение изделий, кроме монтажных соединений |
|
ЖЗ-1-АП, ЖЗ-2-АП |
Вязкая жидкость тёмно-коричневого цвета | Оловянно-свинцовые | Защита зеркала расплавленного припоя от окисления в механизированных установках пайки | |
| 284, 209 | Белый порошок | Медь и её сплавы, нержавеющие и конструкционные стали, жаропрочные сплавы | Серебряные | Пайка узлов РЭА и различных конструкций с применением газопламенного нагрева и в печах |
| 200 | Белый порошок | Нержавеющие и конструкционные стали, жаропрочные сплавы | Латунь и припои с температурой плавления 850–1000°С | Пайка узлов РЭА и различных конструкций с применением газопламенного нагрева и в печах |
| 34А, Ф370А | Белый порошок | Алюминий и его сплавы, кроме сплавов с содержанием магния выше 3% | Алюминиевые | Пайка узлов РЭА |
| 16ВК | Алюминий и его сплавы | Алюминиевые | Пайка узлов РЭА. Групповая пайка узлов методом погружения в соляную ванну |
hard-wired.ru
мягкими и полутвердыми припоями; меди и ее сплавов; пайки и сварки алюминия
- Флюсы для пайки мягкими и полутвердыми припоями
- Флюс марки К применяется для лужения и пайки токоведущих частей из меди и ее сплавов.
Компоненты, входящие в состав флюса: канифоль сосновая 100 %. Отмывка после пайки не требуется. - Флюс марки КСП применяется для лужения и пайки токоведущих частей из меди и ее сплавов.
Компоненты, входящие в состав флюса: канифоль сосновая 25 %; спирт этиловый технический марки Б 75 %. Отмывка после пайки не требуется. - Флюс марки ФПП применяется для лужения и пайки токоведущих частей из меди и ее сплавов.
Компоненты, входящие в состав флюса: смола полиэфирная марки ПА9 20-30 %; метилэтилкетон или этилацетат 80-70 %. Отмывка после пайки не требуется. - Флюс марки СТУЗО-12224-61 применяется для лужения и пайки деталей из меди, никеля и их сплавов и деталей с покрытиями медью, оловом, кадмием, серебром и цинком.
Компоненты, входящие в состав флюса: канифоль сосновая 20-35 %; диэтиламин солянокислый 3-5 %; триэтаноламин 1-2 %; спирт этиловый технический марки Б 76-68 %. Отмывка после пайки тампоном или кистью, смоченными в растворителе или спирте. - Флюс марки Ф59АОАА. 614.017-67 применяется для лужения и пайки алюминия и сплава АМц между собой и с медью и ее сплавами.
Компоненты, входящие в состав флюса: кадмий борфторид 10 %; цинк борфторид 3 %; аммоний борфторид 5 %; триэтаноламин 82 %. Отмывка после пайки проточной горячей водой или спиртом. - Флюс марки 34АОАА. 614.017-67 применяется для пайки алюминия и его сплавов (температура плавления 420 °С).
Компоненты, входящие в состав флюса: кадмий фтористый 50±6 %; литий хлористый 32±6 %; цинк хлористый 8±2 %; натрий фтористый 10±1 %. Отмывка после пайки горячей, затем холодной проточной водой. - Флюс марки ЛМ1 применяется для лужения и пайки железоникелевых сплавов и нержавеющих сталей.
Компоненты, входящие в состав флюса: канифоль сосновая 20-35 %; диэтиламин солянокислый 3-5 %; триэтаноламин 1-2 %; спирт технический марки Б 76-78 %. Отмывка после пайки тампоном или кистью, смоченными в растворителе или спирте. - Флюс марки Ф38Н применяется для лужения и пайки нихрома между собой и с медью.
Компоненты, входящие в состав флюса: диэтиламин солянокислый 25-30 %; этиленгликоль 60-50 %; кислота ортофосфорная 29-25 %. Отмывка после пайки горячей водой или кистью, смоченной в спирте.
Флюсы для пайки меди и ее сплавов: ФКСп, ФКТС, КСп, ЛТИ-120.
При пайке медных жил, а также проводников заземления к броне и свинцовой оболочке кабелей используют паяльную пасту, состоящую из следующих компонентов (в массовых частях): канифоль — 10, жир животный — 3, аммоний хлористый — 2, цинк хлористый — 1, вода или этиловый спирт (ректификат) — 1. В качестве флюса часто используется паяльная паста по следующему рецепту: канифоль — 2,5 %, сало — 5 %, цинк хлористый — 20 %, аммоний хлористый — 2%, вазелин технический — 65,5 %, вода дистиллированная — 5 %.
Флюсы для пайки и сварки алюминия: ВАМИ, АФ-4А, ХП
Источник: С. Л. Корякин-Черняк и др. Электротехнический справочник
electrichelp.ru
| Фотография флюса | Название и описание | Состав |
| Канифоль сосновая Этот самый простой и дешевый нейтральный флюс стал уже подлинной «классикой жанра»! Дешев, имеет низкий ток утечки и низкую коррозионную активность. | ||
| Ортофосфорная кислота Используется при пайке в качестве флюса (по окисленой меди, по чёрному металлу, по нержавеющей стали), для исследований в области молекулярной биологии. Применяется также для очищения от ржавчины металлических поверхностей. Образует на обработанной поверхности защитную плёнку, предотвращая дальнейшую коррозию. | ||
| Паяльная кислота Для пайки углеродистых и низколегированных сталей, меди, никеля и их сплавов. Активен в температурном интервале 290-350 °С. Рекомендована отмывка 5% раствором кальцинированной соды. | ||
| Паяльная кислота ПЭТ Применение: пайка углеродистых сталей, меди, никеля и их сплавов легкоплавкими припоями при температуре 150 – 320°C.
| ||
| Паяльный жир активный Применяется для пайки сильно окисленных деталей из черных и цветных металлов Вазелиновая основа | Состав: хлориды цинка, аммония, соляная кислота, смачивающая присадка “SOLINS” вода деионизированная. | |
| Паяльный жир нейтральный Рекомендуется для качественной пайки радиотехнических устройств. | ||
| Спирт “Изопропанол Изопропиловый спирт (изопропанол) абсолютированный применяется в: полиграфии, химической, нефтяной, мебельной, лесохимической, парфюмерной промышленности. Изопропиловый спирт (изопропанол) абсолютированный является хорошим растворителем для различных эфирных масел, при промывке высокотехнологичных узлов и агрегатов, как обезвоживающее и обезжиривающее средство. | ||
| БУРА Используется для высокотемпературной пайки углеродистых сталей чугуна, меди, твердых сплавов медными и серебряными паяльными сплавами. | ||
| Флюс глицериновый ТАГС Этот глицериновый флюс применяется для пайки элементов радиомонтажа. При пайке печатных плат имеет остаточное сопротивление и требует обязательной промывки водой или спиртом. | ||
| ЗИЛ-2 Предназначен для пайки стали, чугуна, меди малооловянистыми припоями или припоями на основе висмута. | ||
| ЗИЛ-2 ПЭТ Применяется для пайки латуни, меди и ее сплавов | ||
| ЛТИ-120 Флюс ЛТИ-120 – для пайки нержавеющей стали, цинка, серебра, меди и ее сплавов. Нейтрален, после окончания пайки отмывки не требуется. Растворяется спиртом, ацетоном. | Канифоль – 25Диэтиламин солянокислый – 5Триэтаноламин – 1Спирт этиловый – 69 | |
| ЛТИ-120 ПЭТ Применение: пайка элементов радиомонтажа, печатных плат, углеродистых сталей, цинка легкоплавкими припоями при температурах 200 – 300°C. Состав: канифоль сосновая, cпирт, активаторы. | ||
| Паяльная кислота Для пайки углеродистых и низколегированных сталей, меди, никеля и их сплавов. Активен в температурном интервале 290-350 °С. Рекомендована отмывка 5% раствором кальцинированной соды. | ||
| СКФ (ФКСп) Спиртоканифольный флюс СКФ с кисточкой (он же КЭ, ФКЭт, ФКСп). Применение: пайка элементов радиомонтажа и печатных плат легкоплавкими припоями при температурах 250-280°C. Состав: канифоль сосновая- 20-30%, одноатомный cпирт (этиловый или изопропиловый, или из смеси)-80-70%. | ||
| СКФ (ФКЭТ) Для пайки меди и ее сплавов. Температурный интервал активности 250-280 °С. Отмывка: спирт, бензин, ацетон. | ||
| ТАГС ПЭТ Применение: пайка углеродистых сталей, меди, никеля и их сплавов легкоплавкими припоями при температуре 150 – 320°C. | ||
| Ф-38Н ПЭТ Самый активный паяльный флюс, из представленных на рынке. Если активность флюса слишком велика, разбавьте его с равным количеством этилового или изопропилового спирта. Применение: пайка нихрома, константана, манганина, бериллиевой и алюминиевой бронз, коррозионо-стойких сталей легкоплавкими припоями при температуре 300°C. содержит фосфорную кислоту, гликоли и органические гидрохлориды. | ||
| ФИМ Для пайки меди, константана, серебра, платины, нержавеющей стали и черных металлов. Требует отмывки водой. Химически активен в интервале температур 290-350 °С. | ||
| ФИМ ПЭТ Высокоактивный паяльный флюс. Применение: пайка нержавеющих сталей и бронз (в особенности алюминиевых и бериллиевых) легкоплавкими припоями при температуре 150 – 300°C. Флюс содержит фосфорную кислоту. | ||
| ФИМ (активный) Для пайки меди, константана, серебра, платины, нержавеющей стали и черных металлов. Требует отмывки водой. Химически активен в интервале температур 290-350 °С. | ||
| ФКДТ. Предназначен для ручной и механизированной пайки и лужения электромонтажных элементов и других металлических поверхностей печатных плат и выводов ЭРЭ в изделиях РЭА. Нейтрален, остатки флюса после пайки не влияют на сопротивление изоляции диэлектриков. | ||
| ФКТ ПЭТ. Предназначен для ручной и механизированной пайки и лужения электромонтажных элементов и других металлических поверхностей печатных плат и выводов элементов радио электроники в изделиях радио электронной аппаратуры. Нейтрален, остатки флюса после пайки не влияют на сопротивление изоляции диэлектриков. Остатки флюса после пайки не оказывают коррозионное. | Изготовлен на основе экстракционной канифоли “А” или “Б” (ГОСТ 19113-84), спирта и нейтральной смачивающей присадки-тетрабромида дипентена (по ТУ 13-0281078-140-93). | |
| ФТС Для пайки деталей радиоэлектронной аппаратуры. Нейтрален, не содержит канифоли, хорошо смывается водой. Имеет слабую коррозийную активность, термостоек, не дымит. | ||
| ФТС ПЭТ. Ручная и механизированная пайка печатного монтажа БРА. Лужение электромонтажных элементов и других металлических поверхностей печатных плат и выводов ЭРЭ в изделиях РЭА и БРА легкоплавкими припоями при температуре 150 – 300°C. Требуется удаление остатков флюса. | ||
| Ортофосфорная кислота Применяется как флюс или в качестве 5% водного раствора как преобразователь ржавчины. | ||
| Паяльная паста “Тиноль” Применяется для пайки горячим воздухом SMD компонентов. Обеспечивает качественную пайку. Остатки флюса после пайки не гигроскопичны, не электропроводны и не вызывают коррозии. Температура полного расплавления припоя 200 °С. | ||
| Для алюминия. Безотмывочный. При необходимости излишки флюса можно стереть тряпкой. Кроме пайки алюминия может применяться для пайки нержавеющих сталей, никеля, меди и других металлов. | ||
| Флюс-гель радиомонтажный нейтральный Применяется для пайки электронных узлов. Коррозионно пассивен. Незасыхающий. Отмывается спиртом, ацетоном. Флакон с крышкой-дозатором. 10 мл. | ||
| Флюс-гель ТТ. Применяется для высококачественной пайки электронных компонентов. В состав флюса входит индикатор активности. После монтажа красный флюс обесцвечивается, что свидетельствует об отсутствии активного компонента в месте пайки, в связи с чем отпадает необходимость в отмывке. | ||
| ФТС (водосмываемый) Применяется для пайки деталей радиоэлектронной аппаратуры. Нейтрален, не содержит канифоли, хорошо смывается водой. Имеет слабую коррозийную активность, термостоек, не дымит. | ||
| CT-61A паяльная паста без кислотная Обеспечивает качественную пайку. Остатки флюса после пайки не гигроскопичны, не электропроводны и не вызывают коррозии. Температура полного расплавления припоя 200 °С. CT-61B паяльная паста CT-61C паяльная паста (канифоль) | ||
| IF 9007 Interflux BGA паста паяльная. Припой IF 9007´ рекомендуется использовать в свинцовых пайках. Его формула позволяет наносить третий тип зернистости пасты (25-45µ) с помощью шприца. Обладает свойсвами No-clean с минимальной вместимостью галогена. Оставляет тонкий незаметный слой флюса. | ||
| FMKANC32-005. Флюс-крем высококачественный, на канифольной основе, безотмывочный, слабоактивированный FSW32, DIN8511, шприц-картридж 5 мл с поршнем и иглой. Наилучшие результаты при пайке BGA, а также QFP микроволной. | ||
| Паста паяльная BS-10 (активная). Высокая активность позволяет паять даже окисленные поверхности из черных и цветных металлов. Не подходит для пайки печатных плат ! Остатки легко смываются бензином “Калоша” или изопропанолом. | Состав: – Вазелин (основа) 80-90% – Парафин 6-9% – Цинк хлорид 4-6% – Аммоний хлорид 1-3% – Вода 2-4% | |
| IF 8001 Interflux Флюс паяльный жидкий для бессвинцовой пайки SMD. IF 8001 – не требующий отмывки высококачественный синтетический флюс на спиртовой основе. Не содержит в своем составе галогены. Наносится при помощи ручки, заправляемой флюсом, или кисточки. Не требует отмывки. При необходимости легко удаляется при помощи смывок на основе растворителя. Гарантийный срок хранения в плотно закрытой емкости при температуре 5-35°С 1 год. Цвет: желтый | ||
| Pacific 2008 Interflux Флюс паяльный жидкий Pacific 2008 – это безвредный флюс, специально разработан для ручной и селективной пайки плохо смачиваемых, не смачиваемых и теплоемких SMD-компонентов, т.к. сохраняет активность в течение дополнительного времени, необходимого при пайке таких компонентов. Не содержит в своем составе галогены. Водосмываемый. Не требует отмывки. Плотность при 20°C: 1.006 г/мл Цвет: бесцветный Запах: сладкий | ||
| Флюс-гель IF 8300 BGA Interflux (30cc) Флюс-гель BGA IF 8300-4 применяется в бессвинцовой пайке для монтажа элементов в корпусах BGA. Флюс обладает канифольными реологическими свойствами. Без галогена, что обеспечивает надежное удержание элементов на печатной плате. |
elwo.ru
Паяльные флюсы, их состав и применение
Паяльные флюсы, их состав и применение. [21, стр. 20]
Б.А. Максимихин.
В качестве паяльных флюсов используются неметаллические вещества различного химического состава, предназначенные для удаления с паяемых металлов и припоя окисных пленок, предотвращения образования их в процессе нагрева, для снижения поверхностного натяжения жидкого припоя и для защиты подготовленных к пайке поверхностей от воздействия внешней среды с целью сохранения их паяемости. Из многочисленных рецептур паяльных флюсов, рекомендуемых для пайки металлов низкотемпературными припоями, в производстве РЭА* применяется ограниченный ряд стандартизованных флюсов, которые в наибольшей степени удовлетворяют ранее рассмотренным особенностям электромонтажных соединений и возрастающим требованиям к их качеству и надежности. При лужении, консервации и пайке наряду с канифолью марок А и В (ГОСТ 19113-73) используются жидкие паяльные флюсы, марки, состав и свойства которых приведены в табл. 3. Выбор флюсов для лужения и пайки следует произ-водить с учетом заданных в чертежах марок припоев, металлов и металлопокрытий монтажных элементов, их паяемости, наличия в зоне действия флюса электроизоляционных и антикоррозионных покрытий, совершенств применяемых методов и средств последующей отмывки остатков флюса и контроля над качеством отмывки. Из приведенных в табл. 3 данных видно, что по своему составу и свойствам флюсы подразделяются на две группы. К первой группе относятся смолосодержащие, не вызывающие коррозии флюсы, в состав которых входят канифоль или полиэфирные смолы марок ПН-9, ПН-56. Эти флюсы и их остатки не снижают электрического сопротивления подложек печатных плат и электроизоляционных покрытий на проводах и не вызывают коррозии меди и покрытий из других металлов.
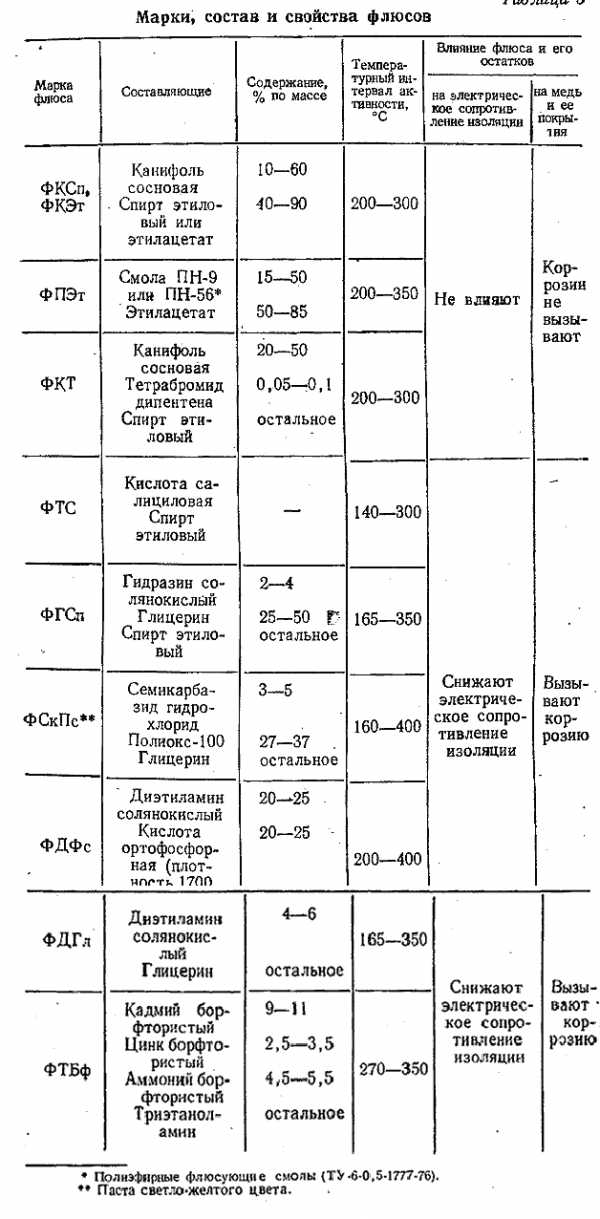
Однако флюсы этой группы обладают слабой флюсующей активностью и преимущественно
предназначены для пайки монтажных элементов, выполненных из меди, серебра,
золота или других, неметаллических, материалов, покрытых медью, серебром,
золотом или оловянно-свинцовыми, оловянно-висмутовыми и другими сплавами
с высокой паяемостью. С применением этих флюсов процесс пайки выполняется
лишь такими припоями, у которых температура пайки лежит в интервале
200-300°С. Наряду с использованием в процессах пайки флюсы марок ФКСп,
ФКЭт и ФПЭт широко применяются в качестве консервирующих покрытий, которые
сохраняют паяемость печатных плат и выводов ЭРЭ**
при длительных сроках складского хранения. Вторую группу составляют
коррозионно-активные флюсы, которые не содержат смол, обладают высокой
флюсующей активностью в большом интервале (140-400°С) температур пайки.
Но эти флюсы в исходном состоянии и их остатки после пайки вызывают
коррозию металлов, снижают электрическое сопротивление изоляции и тем
самым исключают возможность широкого применения их для пайки электромонтажных
соединений в узлах РЭА. Основное применение коррозионно-активные флюсы
нашли в процессах лужения и восстановления паяемости монтажных элементов
перед последующей их консервацией или пайкой с помощью флюсов, имеющих
слабую флюсующую активность. Кроме того, флюс марки ФДФс предназначен
для лужения оловянно-свинцовыми, оловянно-висмутовыми и серебряными
припоями монтажных элементов, выполненных из стали, никеля, ковара,
нихрома, пермаллоя и других металлов с пониженной паяемостью. Флюс ФДГл
эффективен при лужении, пайке и оплавлении оловянно-свинцовых металлопокрытий
мето-дом погружения в нагретый флюс. Флюс марки ФТБф в отличие от всех
остальных эффективен при лужении и пайке монтажных элементов, выполненных
из алюминия или сплава АМц.
| ** РЭА — радиоэлектронная аппаратура. |
| ** ЭРЭ — электрорадиоэлемент. |
anytech.narod.ru
Фото | Название, описание | Примечание |
Канифоль сосновая Этот самый простой и дешевый нейтральный флюс стал уже подлинной «классикой жанра»! Дешев, имеет низкий ток утечки и низкую коррозионную активность. | ||
| | Ортофосфорная кислота Используется при пайке в качестве флюса (по окисленой меди, по чёрному металлу, по нержавеющей стали), для исследований в области молекулярной биологии. Применяется также для очищения от ржавчины металлических поверхностей. Образует на обработанной поверхности защитную плёнку, предотвращая дальнейшую коррозию. | |
| | Паяльная кислота Для пайки углеродистых и низколегированных сталей, меди, никеля и их сплавов. Активен в температурном интервале 290-350 °С. Рекомендована отмывка 5% раствором кальцинированной соды. | |
| | Паяльная кислота ПЭТ Применение: пайка углеродистых сталей, меди, никеля и их сплавов легкоплавкими припоями при температуре 150 – 320°C. | Состав: |
| | Паяльный жир активный Применяется для пайки сильно окисленных деталей из черных и цветных металлов Вазелиновая основа Паяльный жир нейтральный Рекомендуется для качественной пайки радиотехнических устройств. | |
| | Спирт “Изопропанол” Изопропиловый спирт (изопропанол) абсолютированный применяется в: полиграфии, химической, нефтяной, мебельной, лесохимической, парфюмерной промышленности. Изопропиловый спирт (изопропанол) абсолютированный является хорошим растворителем для различных эфирных масел, при промывке высокотехнологичных узлов и агрегатов, как обезвоживающее и обезжиривающее средство. | |
| | БУРА Используется для высокотемпературной пайки углеродистых сталей чугуна, меди, твердых сплавов медными и серебряными паяльными сплавами. | |
| | Флюс глицериновый ТАГС Этот глицериновый флюс применяется для пайки элементов радиомонтажа. При пайке печатных плат имеет остаточное сопротивление и требует обязательной промывки водой или спиртом. | |
| | ЗИЛ-2 Предназначен для пайки стали, чугуна, меди малооловянистыми припоями или припоями на основе висмута. | |
| | ЗИЛ-2 ПЭТ Применяется для пайки латуни, меди и ее сплавов | |
| | ЛТИ-120 Флюс ЛТИ-120 – для пайки нержавеющей стали, цинка, серебра, меди и ее сплавов. Нейтрален, после окончания пайки отмывки не требуется. Растворяется спиртом, ацетоном. | Состав: Канифоль – 25 |
| | ЛТИ-120 ПЭТ Применение: пайка элементов радиомонтажа, печатных плат, углеродистых сталей, цинка легкоплавкими припоями при температурах 200 – 300°C. Состав: канифоль сосновая, cпирт, активаторы. | |
| | Паяльная кислота Для пайки углеродистых и низколегированных сталей, меди, никеля и их сплавов. Активен в температурном интервале 290-350 °С. Рекомендована отмывка 5% раствором кальцинированной соды. | |
| | СКФ (ФКСп) Спиртоканифольный флюс СКФ с кисточкой (он же КЭ, ФКЭт, ФКСп). Применение: пайка элементов радиомонтажа и печатных плат легкоплавкими припоями при температурах 250-280°C. Состав: канифоль сосновая- 20-30%, одноатомный спирт (этиловый или изопропиловый, или из смеси)-80-70%. | |
| | СКФ (ФКЭТ) Для пайки меди и ее сплавов. Температурный интервал активности 250-280 °С. Отмывка: спирт, бензин, ацетон. | |
| | ТАГС ПЭТ Применение: пайка углеродистых сталей, меди, никеля и их сплавов легкоплавкими припоями при температуре 150 – 320°C. | |
| | Ф-38Н ПЭТ Самый активный паяльный флюс, из представленных на Российском рынке Если для кого то активность флюса слишком велика, разбавьте его с равным количеством этилового или изопропилового спирта. Применение: пайка нихрома, константана, манганина, бериллиевой и алюминиевой бронз, коррозионно-стойких сталей легкоплавкими припоями при температуре 300°C. Флюс содержит фосфорную кислоту, гликоли и органические гидрохлориды. | |
| | ФИМ Для пайки меди, константана, серебра, платины, нержавеющей стали и черных металлов. Требует отмывки водой. Химически активен в интервале температур 290-350 °С. | |
| | ФИМ ПЭТ Высокоактивный паяльный флюс. Применение: пайка нержавеющих сталей и бронз (в особенности алюминиевых и бериллиевых) легкоплавкими припоями при температуре 150 – 300°C. Флюс содержит фосфорную кислоту. | |
| | ФИМ (активный) Для пайки меди, константана, серебра, платины, нержавеющей стали и черных металлов. Требует отмывки водой. Химически активен в интервале температур 290-350 °С. | |
| | ФКДТ Предназначен для ручной и механизированной пайки и лужения электромонтажных элементов и других металлических поверхностей печатных плат и выводов ЭРЭ в изделиях РЭА. Флюс нейтрален, остатки флюса после пайки не влияют на сопротивление изоляции диэлектриков. Остатки флюса после пайки не оказывают коррозионное действие на медь, серебряное, оловянно-свинцовое и никелевое покрытие. | |
| | ФКТ ПЭТ Применение: Предназначен для ручной и механизированной пайки и лужения электромонтажных элементов и других металлических поверхностей печатных плат и выводов элементов радио электроники в изделиях радио электронной аппаратуры. Флюс нейтрален, остатки флюса после пайки не влияют на сопротивление изоляции диэлектриков. Остатки флюса после пайки не оказывают коррозионное действие на медь, серебряное, оловянно-свинцовое и никелевое. | Изготовлен на основе экстракционной канифоли “А” или “Б” (ГОСТ 19113-84), спирта и нейтральной смачивающей присадки-тетрабромида дипентена (по ТУ 13-0281078-140-93). Характеристики: Внешний вид – Прозрачная жидкость желтого цвета Массовая доля сухого остатка, %, в пределах 18-22 Плотность, г/см³, не менее 0,845 Коэффициент растекания припоя ПОССу 61-05 или ПОС-61, отн. ед., не менее 2,0 Удельная электрическая проводимость, см/м, не более (мкА) 4,1*10-4 |
| | ФТС Для пайки деталей радиоэлектронной аппаратуры. Нейтрален, не содержит канифоли, хорошо смывается водой. Имеет слабую коррозийную активность, термостоек, не дымит | |
| | ФТС ПЭТ Применение: Ручная и механизированная пайка печатного монтажа БРА. Лужение электромонтажных элементов и других металлических поверхностей печатных плат и выводов ЭРЭ в изделиях РЭА и БРА легкоплавкими припоями при температуре 150 – 300°C. Требуется удаление остатков флюса. | |
| | Ортофосфорная кислота Применяется как флюс или в качестве 5% водного раствора как преобразователь ржавчины. | |
| | Паяльная паста “Тиноль” Применяется для пайки горячим воздухом SMD компонентов. Обеспечивает качественную пайку. Остатки флюса после пайки не гигроскопичны, не электропроводны и не вызывают коррозии. Температура полного расплавления припоя 200 °С. | |
| | Для алюминия Безотмывочный. При необходимости излишки флюса можно стереть тряпкой. Кроме пайки алюминия может применяться для пайки нержавеющих сталей, никеля, меди и других металлов. | |
| | Флюс-гель радиомонтажный нейтральный Применяется для пайки электронных узлов. Коррозионно пассивен. Незасыхающий. Отмывается спиртом, ацетоном. Флакон с крышкой-дозатором. 10 мл. | |
| | Флюс-гель ТТ Применяется для высококачественной пайки электронных компонентов. В состав флюса входит индикатор активности. После монтажа красный флюс обесцвечивается, что свидетельствует об отсутствии активного компонента в месте пайки, в связи с чем отпадает необходимость в отмывке. | |
| | ФТС (водосмываемый) Применяется для пайки деталей радиоэлектронной аппаратуры. Нейтрален, не содержит канифоли, хорошо смывается водой. Имеет слабую коррозийную активность, термостоек, не дымит. | |
| | CT-61A паяльная паста без кислотная Обеспечивает качественную пайку. Остатки флюса после пайки не гигроскопичны, не электропроводны и не вызывают коррозии. Температура полного расплавления припоя 200 °С. CT-61B паяльная паста Паяльная паста для пайки электронных элементов, схем в компьютерной и мобильной технике. CT-61C паяльная паста (канифоль) Обеспечивает качественную пайку. Остатки флюса после пайки не гигроскопичны, не электропроводны и не вызывают коррозии. Температура полного расплавления припоя 200 °С. Баночка 10 г. | |
| | BON-PEN Флюс-аппликатор Инструмент размером с авторучку представляет собой резервуар емкостью 7 мл из упругого пластика с эластичной кисточкой на конце. Многократно заправляется любым жидким флюсом, а также отмывочными жидкостями на спиртовой основе. Наиболее популярной заправкой является ремонтный флюс IF8001. Легким сжатием рукоятки вы можете экономично дозировать флюс, а через полупрозрачные стенки резервуара отслеживать, сколько его осталось. | |
| | FMKANC32-005 Флюс-крем высококачественный. Флюс-крем высшего качества на канифольной основе, безотмывочный, слабоактивированный FSW32, DIN8511, шприц-картридж 5мл с поршнем и иглой. Наилучшие результаты при пайке BGA, а также QFP микроволной | |
| | Паста паяльная BS-10 (активная) Высокая активность позволяет паять даже окисленные поверхности из черных и цветных металлов. Не подходит для пайки печатных плат ! Остатки легко смываются бензином “Калоша” или изопропанолом. | Состав: – Вазелин (основа) 80-90% – Парафин 6-9% – Цинк хлорид 4-6% – Аммоний хлорид 1-3% – Вода 2-4% |
| | IF 8001 Interflux Флюс паяльный жидкий для бессвинцовой пайки SMD IF 8001 – не требующий отмывки высококачественный синтетический флюс на спиртовой основе. Не содержит в своем составе галогены. Наносится при помощи ручки, заправляемой флюсом, или кисточки. Не требует отмывки. При необходимости легко удаляется при помощи смывок на основе растворителя. Гарантийный срок хранения в плотно закрытой емкости при температуре 5-35°С 1 год. Цвет: желтый | |
| | Pacific 2008 Interflux Флюс паяльный жидкий Pacific 2008 – это безвредный флюс, специально разработан для ручной и селективной пайки плохо смачиваемых, не смачиваемых и теплоемких SMD-компонентов, т.к. сохраняет активность в течение дополнительного времени, необходимого при пайке таких компонентов. Не содержит в своем составе галогены. Водосмываемый. Не требует отмывки. Плотность при 20°C: 1.006 г/мл Цвет: бесцветный Запах: сладкий | |
| | Флюс-гель IF 8300 BGA Interflux (30cc) Флюс-гель BGA IF 8300-4 применяется в безсвинцовой пайке для монтажа элементов в корпусах BGA. Флюс обладает канифольными реологическими свойствами. Без галогена, что обеспечивает надежное удержание элементов на печатной плате. | |
| | IF 9007 Interflux BGA паста паяльная Припой IF 9007´ рекомендуется использовать в свинцовых пайках. Его формула позволяет наносить третий тип зернистости пасты (25-45µ) с помощью шприца. Обладает свойствами No-clean с минимальной вместимостью галогена. Оставляет тонкий незаметный слой флюса. | |
| | IF 9009LT Interflux BGA паста паяльная Паяльную пасту IF 9009lt рекомендуется использовать в безсвинцовой пайке. Обладает отличными свойствами сцепления с поверхностью. Химический состав этой пасты делает ее оптимальной для пайки поверхностей с недостаточной смачивающей способностью. Оснащена формулой No-Clean с минимальной вместимостью галогена. Оставляет тонкий незаметный слой остатков. | |
| | NX 9900i Interflux BGA паста паяльная INTERFLUX® NX 9900i BGA паста- это новая паста для сплавов типа: SnPb и SnPbAg . Имеет чрезвычайно высокую степень стойкости и длительный срок службы трафарета. Высокое качество и легкость в использовании делают эту пасту №1 среди BGA паст. Оставляет минимально допустимый осадок на штифте. |
very-useful-information.blogspot.com