Гост сварная балка – ТУ на изготовление сварной балки, сварка металлоконструкций
alexxlab | 06.09.2017 | 0 | Вопросы и ответы
Сварная балка
- Подробности
- Категория: Uncategorised
Сварная балка
Изготавливаемая сварная балка представляет собой сварную конструкцию из стальных листов с механическими параметрами не хуже, чем у горячекатаной по ГОСТ 26020-83 или по СТО АСЧМ 20-93. Сталепромышленная компания гарантирует расчетные механические свойства сварной балки не хуже, чем у соответствующего размера горячекатаной. Предельные отклонения по размерам и форме поперечного сечения соответствуют СТО АСЧМ 20-93 или ГОСТ 26020-83.
Сварная балка выпускается высотой (Н) от 200 до 2500 мм, толщина листа (t,s) от 8 до 40 мм
Сварные балки изготавливаются длиной от 3 до 12 м. Допускается изготовление балок длиной до 14.5 м.
Расчетный вес указывается с точностью +/- 3 %. Окончательный вес определяется по факту изготовления.
- При изготовлении сварной балки используется лист длинной 12 метров.
- Осуществляется УЗК (Ультра звуковой контроль) стыковочных и T-образного швов
- Производится грунтовая окраска.
- Сварная балка изготавливается по индивидуальным чертежам заказчика или взамен аналогичной горячекатаной длиной до 14,5 м.
- На складе постоянно имеется в наличии сварная балка размерами 60ш – 100ш и 70б-100б.
При изготовлении сварной балки используется лист марки стали
- 3СП,ПС
- 3СП5
- 09Г2С
- 09Г2С-12
Сварная балка изготавливается аналогично размерам гостов
- ГОСТ 26020-83
- ГОСТ 8239-105
- ГОСТ 23118-99
- СТО АСЧМ 20-9
- ГОСТ 23118-99 – х
Перечень типо-размеров изготавливаемой сварной балки
- Балка сварная 10Б1
- Балка сварная 12Б1, 12Б2
- Балка сварная 14Б1, 14Б2
- Балка сварная 16Б1, 16Б2
- Балка сварная 18Б1, 18Б2
- Балка сварная 20K1, 20K2, 20Б1, 20Ш1
- Балка сварная 23K1, 23K2, 23Б1, 23Ш1
- Балка сварная 24ДБ1
- Балка сварная 25K1, 25K2, 25K3, 25Б1, 25Б2, 25Ш1
- Балка сварная 26K1, 26K2, 26K3, 26Б1, 26Б2, 26Ш1, 26Ш2
- Балка сварная 27ДБ1
- Балка сварная 30K1, 30K2, 30К3, 30К4, 30Б1, 30Б2, 30ДШ1, 30Ш1, 30Ш2, 30Ш3
- Балка сварная 35Б1, 35Б2, 35ДБ1, 35К1, 35К2, 35K3, 35Ш1, 35Ш2, 35Ш3
- Балка сварная 36ДБ1
- Балка сварная 40Б1, 40Б2, 40ДБ1, 40ДШ1, 40К1, 40К2, 40K3, 40К4, 40К5, 40Ш1, 40Ш2, 40Ш3
- Балка сварная 45Б1, 45Б2, 45ДБ1, 45ДБ2, 45Ш1
- Балка сварная 50Б1, 50Б2, 50Б3, 50ДШ1, 50Ш1, 50Ш2, 50Ш3, 50Ш4
- Балка сварная 55Б1, 55Б2
- Балка сварная 60Б1, 60Б2, 60Ш1, 60Ш2, 60ШЗ, 60Ш4
- Балка сварная 70Б1, 70Б2, 70БС, 70Ш1, 70Ш2, 70Ш3, 70Ш4, 70Ш5
- Балка сварная 80Б1, 80Б2, 80Ш1, 80Ш2
- Балка сварная 90Б1, 90Б2, 90Ш1, 90Ш2
Типы сварных балков
- Сварная балка с уклоном внутренних граней – без буквы;
- Сварная балка для подвесных путей с уклоном внутренних граней – М;
- Сварная балка с параллельными гранями полок узкополочная – У;
- Сварная балка с параллельными гранями полок колонная – К;
- Сварная балка с параллельными гранями полок широкополочная – Ш;
- Сварная балка с параллельными гранями полок нормальная – Б;
- Сварная балка с параллельными гранями полок среднеполочная – Д;
- Сварная балка для армирования шахтных стволов с уклоном внутренних граней не более 16% – С

Технические требования для изготовления сварных балок
1. Двутавровая стальная сварная балка, изготавливается в соответствии с требованиями настоящей технологической инструкции, ГОСТ 23118, ТИ№1-2008 (балки сварные двутаврового сечения), по рабочим чертежам КМД, утвержденными в установленном порядке.
2. Сварная балка изготавливается из листового горячекатаного проката из углеродистых и низколегированных сталей по ГОСТ 27772, ГОСТ 19281.
Сборка производится только из выправленных листов, очищенных от заусениц, загрязнений, ржавчины, влаги, грата.
Марка, категория качества, класс прочности стали оговариваются в заказе и указывается в чертежах КМД.
3. Предельные отклонения по толщине стенки сварной балки и полок балки соответствуют предельным отклонениям по толщине исходной заготовки шириной свыше 1500 до 2000 мм точности прокатки Б по ГОСТ 19903.
4. Неперпендикулярность торцов балки не должна выводить ее длину за предельные отклонения. В качестве длины сварной балки принимается максимальная длина условно собранной сварной балки с торцами, перпендикулярными продольной оси.
5. По требованию заказчика производится резка торцов. Предельные отклонения косины реза соответствуют значению, указанному в таблице предельных отклонений сварной балки.
6. Предельные отклонения размеров, геометрической формы сварной балки и сварных швов не превышают значения приведенные в таблице предельных отклонений сварной балки;
7. Кромки поясов сварной балки после машинной кислородной резки не имеют неровностей, превышающие 0,3 мм.
8. Материалы для сварки (сварочная проволока, электроды, флюс, углекислый газ и/или газовые смеси) применяться в соответствии со СНиП II-23 и обеспечивают значения временного сопротивления металла шва не ниже чем у основного металла.
9. Тавровые (поясные) и стыковые (стыки листов полок и стенок) швы выполняются механизированной сваркой (автоматической под флюсом и /или полуавтоматической в среде защитного газа) с плавным переходом швов к основному металлу.
По требованию заказчика тавровые (поясные) швы выполняются с полным проваром.
10. Стыки листов полок и стенки, которые имеет двутавровая сварная балка, выполняются встык без накладок с применением двухсторонней сварки. При этом, стыки листов полок относительно стыка стенки двутавровой балки, находиться на расстоянии не менее 100 мм по обе стороны от стыка стенки.
Допускается односторонняя сварка при условии подварки корня шва двутавровой балки.
11. Все сварные швы являются непрерывными.
12. Поверхность стыкованных швов листов поясов в местах сопряжения со стенкой зачищается заподлицо с основным металлом. По требованию заказчика допускается снятие усиления стыкового шва листов поясов и стенки сварной балки с двух сторон
13. При выполнении стыковых швов обеспечивается полный провар. Временное сопротивление наплавленного металла равно временному сопротивлению основного металла.
14. Сварные швы соответствуют II категории и среднему уровню качества в соответствии с ГОСТ 23118. Другие категории и уровни качества сварных швов могут оговариваться при заказе.
15. Допускаются следующие дефекты в поясных швах:
- Непровары в корне шва в соединениях, доступных сварке с двух сторон сварной двутавровой балки, глубиной до 5% от толщины металла, но не более 50 мм при расстоянии между концами не менее 400 мм, (возможность установления более льготных требований, при производстве сварной двутавровой балки, может быть согласована с проектной организацией в зависимости от условий эксплуатации).
- Поры. Шлаковые включения. Допускаются скопления и цепочки дефектов на отдельных участках шва суммарной площадью не более 5% площади продольного сечения шва на участке длиной не более 50 мм, при этом расстояние между ближайшими концами цепочки должно быть не менее 400 мм.
- Допускаются единичные дефекты диаметром не более 2 мм в количестве не более шести на участке длиной не менее 400 мм при расстоянии между ними не менее 10 мм.
- Подрезы. Несплавления по кромкам не допускаются.
- Межваликовые впадины в многопроходных швах. Допускаются глубиной не более 1 мм.
- Трещины. Не допускаются трещины любой ориентации и длины.
- Временное сопротивление разрыву сварного соединения не должно быть ниже временного сопротивления металла сварной балки.
16. Виды испытаний, объем контроля сварных соединений выбираются в зависимости от установленного уровня качества в соответствии с ГОСТ 23118.
17. Швы сварных соединений и конструкции по окончании сварки очищаются от шлака, брызг и натеков металла.
18. Приваренные сборочные приспособления и выводные планки удаляются без применения ударных воздействий и повреждения основного металла, а места их приварки зачищаются до основного металла с удалением всех дефектов.
19. Около шва сварного соединения ставится номер или знак сварщика, выполнившего этот шов. Номер или знак проставляется на расстоянии не менее 40 мм от границы шва, если нет других указаний в чертежах КМД. При сварке сборочной единицы одним сварщиком ставится знак сварщика рядом с маркировкой.
20. Допускается производить ремонт сварных соединений, при этом исправленные участки швов подвергаются повторному контролю.
21. На поверхности сварной балки не должно быть трещин, расслоений, плен, закатов, рванин, раскатанных загрязнений.
22. Допускается наличие местных вмятин по толщине и ширине проката на глубину, не превышающую удвоенной величины минусового допуска проката, но не более 1 мм по толщине и 3 мм по габаритам сечения.
23. Разрешается удалять дефекты наружной поверхности пологой зачисткой или сплошной шлифовкой, при этом толщина стенки и/или полки после зачистки не выходит за минимальные допустимые значения.
24. По требованию заказчика производится противокоррозионная защита сварной балки.
25. Система защиты, марка материала, количество слоев, толщина каждого слоя, общая толщина покрытия, которыми обладает сварная двутавровая балка согласовывается с потребителем.
26. Покрытие не имеет пропусков, пузырей, трещин, сколов, кратеров и других дефектов, влияющих на защитные свойства, а по внешнему виду соответствует требованиям ГОСТ 9. 301.
Требования к сырью и материалам для производства сварных балок
1. Балка стальная сварная двутавровая изготавливаются из горячекатаного проката, поставляемого в листах по ГОСТ 19903-74, из стали:
- углеродистой общего назначения и низколегированной – по ГОСТ 27772-88;
- углеродистой обыкновенного качества – по ГОСТ 14637-89;
- низколегированной – по ГОСТ 19281-89.
Марка, категория качества, класс прочности стали указываются в заказе.
| Наименование стали | Марки по действующим стандартам | |
| Ммарка стали | Обозначение стандарта | |
| С235 | Ст3кп2 | ГОСТ 380-88 |
| С245 | Ст3пс5 | ГОСТ 380-88 |
| Ст3сп5 | ||
| С255 | Ст3Гпс, Ст3Гсп | ГОСТ 380-88 |
| С275 | Ст3пс | ГОСТ 380-88 |
| С285 | Ст3сп, Ст3Гпс | ГОСТ 380-88 |
| С345 | 09Г2С |
ГОСТ 19281-89
|
2. Сварочные материалы, применяемые для изготовления сварной двутавровой балки:
- Сварочная проволока Св08ГА; Св-10НМА, СВ08Г2С по ГОСТ 2246-70; S2, S2Мо, L61 по EN-756 для автоматической сварки под флюсом.
- Сварочный флюс АН-348-А по ГОСТ 9087, ОР-139, ОР-181, ОР-10U по EN-760.
- Сварочная проволока Св08Г2С по ГОСТ 2246-70, G3Si1 по EN-440 для п/автоматической сварки в защитной смеси газов 80%Ar +20 %СО2 по ГОСТ 10157-79.
- Электроды типа Э46 марки МР-3, АНО-4 по ГОСТ 9466-75
Сортамент сварных балок
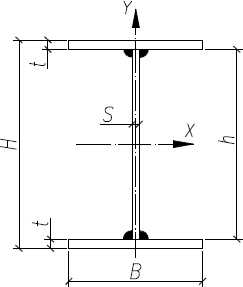
Поперечное сечение двутавровой сварной балки должно соответствовать указанному на рисунке.
Н – высота балки; h – высота стенки балки; s – толщина стенки; t – толщина полки; В – ширина полки
Размеры сварной балки, площадь поперечного сечения, масса 1 метра балки и геометрические значения для осей приведены в таблице
Двутавровая сварная балка в соответствии с заказом изготавливается длиной от 3 до 12 м. По требованию потребителя допускается изготовление сварной двутавровой балки длиной до 14.5 м.
| № п/п | Аналог прокатной балки | Размеры | Площадь поперечного сечения,см2 | Масаа 1 м,кг | Справочные значения для осей | Примечание ( аналог сечения по документу) | |||||||||
| Н | h | S | t | В | X – Х | Y – Y | |||||||||
| мм. | Iх,см4 | Wх,см3 | iх,см | Iy,см4 | Wy,см3 | iy,см | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 |
| 1 | 40Б1 | 396 | 372 | 8 | 12 | 200 | 77,76 | 61,61 | 21132,403 | 1067,293 | 16,485 | 1061,587 | 160,159 | 4,538 | СТО АСЧМ20-93 |
| 2 | 40Б2 | 400 | 372 | 8 | 14 | 200 | 85,76 | 67,89 | 24300,51 | 1215,025 | 16,833 | 1868,254 | 186,825 | 4,667 | СТО АСЧМ20-93 |
| 3 | 45Б1 | 446 | 422 | 8 | 12 | 200 | 81,76 | 64,75 | 27618,577 | 1238,501 | 18,379 | 1601,801 | 160,18 | 4,426 | СТО АСЧМ20-93 |
| 4 | 45Б2 | 450 | 422 | 10 | 14 | 200 | 98,2 | 77,66 | 32885,207 | 1461,565 | 18,3 | 1870,183 | 187,018 | 4,364 | СТО АСЧМ20-93 |
| 5 | 50Б1 | 492 | 468 | 10 | 12 | 200 | 94,8 | 74,99 | 36195,696 | 1471,37 | 19,54 | 1603,9 | 160,39 | 4,113 | СТО АСЧМ20-93 |
| 6 | 50Б2 | 496 | 468 | 10 | 14 | 200 | 102,8 | 81,26 | 41076,443 | 1656,308 | 19,989 | 1870,567 | 187,057 | 4,266 | СТО АСЧМ20-93 |
| 7 | 50Б3 | 500 | 468 | 10 | 16 | 200 | 110,8 | 87,54 | 46036,549 | 1841,462 | 20,384 | 2137,233 | 213,723 | 4,392 | СТО АСЧМ20-93 |
| 8 | 55Б1 | 543 | 515 | 10 | 14 | 200 | 113,1 | 89,35 | 54488,148 | 2006,93 | 21,949 | 2488,825 | 226,257 | 4,691 | СТО АСЧМ20-93 |
| 9 | 55Б2 | 547 | 515 | 10 | 16 | 200 | 121,9 | 91,23 | 61022,728 | 2231,178 | 22,374 | 2843,758 | 258,523 | 4,83 | СТО АСЧМ20-93 |
| 10 | 60Б1 | 596 | 564 | 10 | 16 | 200 | 120,4 | 95,08 | 68788,165 | 2308,328 | 23,903 | 2138,033 | 213,803 | 4,214 | СТО АСЧМ20-93 |
| 11 | 60Б2 | 600 | 564 | 12 | 18 | 200 | 139,68 | 110,65 | 78930,374 | 2631,012 | 23,771 | 2408,122 | 240,812 | 4,152 | СТО АСЧМ20-93 |
| 12 | 70БС | 693 | 661 | 12 | 16 | 230 | 152,92 | 120,61 | 113228,715 | 3267,784 | 27,211 | 3254,052 | 282,961 | 4,613 | СТО АСЧМ20-93 |
| 13 | 70Б1 | 691 | 659 | 12 | 16 | 260 | 162,28 | 127,96 | 123406,867 | 3571,834 | 27,576 | 4696,423 | 361,263 | 5,38 | СТО АСЧМ20-93 |
| 14 | 70Б2 | 697 | 657 | 14 | 20 | 260 | 195,98 | 154,85 | 152286,103 | 4396,759 | 27,876 | 5873,69 | 451,822 | 5,475 | СТО АСЧМ20-93 |
| 15 | 80Б1 | 791 | 755 | 14 | 18 | 280 | 206,5 | 163,11 | 200814,226 | 5077,477 | 31,184 | 6602,864 | 471,633 | 5,655 | ГОСТ 26020-93 |
| 16 | 80Б2 | 798 | 758 | 14 | 20 | 280 | 218,12 | 172,23 | 220327,463 | 5521,992 | 31,782 | 7334,666 | 523,905 | 5,799 | ГОСТ 26020-93 |
| 17 | 90Б1 | 893 | 853 | 16 | 20 | 300 | 256,48 | 202,34 | 311432,097 | 6974,963 | 34,846 | 9029,116 | 601,941 | 5,933 | ГОСТ 26020-93 |
| 18 | 90Б2 | 900 | 856 | 16 | 22 | 300 | 268,96 | 212,14 | 338074,562 | 7512,768 | 35,454 | 9929,218 | 661,948 | 6,076 | ГОСТ 26020-93 |
| 19 | 100Б1 | 990 | 946 | 16 | 22 | 320 | 292,16 | 230,35 | 442767,975 | 8944,808 | 38,929 | 12047,223 | 752,951 | 6,421 | ГОСТ 26020-93 |
| 20 | 100Б2 | 998 | 948 | 18 | 25 | 320 | 330,64 | 260,56 | 506570,642 | 10151,716 | 39,142 | 13699,406 | 856,213 | 6,437 | ГОСТ 26020-93 |
| 21 | 100Б3 | 1006 | 946 | 18 | 30 | 320 | 362,28 | 285,39 | 584369,06 | 11617,675 | 40,163 | 16429,976 | 1026,873 | 6,734 | ГОСТ 26020-93 |
| 22 | 100Б4 | 1013 | 949 | 20 | 32 | 320 | 394,6 | 310,77 | 635348,653 | 12543,902 | 40,126 | 17539,533 | 1096,221 | 6,667 | ГОСТ 26020-93 |
| 23 | 40Ш1 | 383 | 355 | 10 | 14 | 300 | 119,5 | 94,37 | 32335,77 | 1688,552 | 16,45 | 6302,958 | 420,197 | 7,623 | СТО АСЧМ20-93 |
| 24 | 40Ш2 | 390 | 358 | 10 | 16 | 300 | 131,8 | 104,03 | 37414,279 | 1918,681 | 16,848 | 7202,983 | 480,199 | 7,393 | СТО АСЧМ20-93 |
| 25 | 45Ш1 | 440 | 404 | 12 | 18 | 300 | 159,48 | 123,84 | 54705,766 | 2486,626 | 18,698 | 8105,818 | 540,388 | 7,197 | СТО АСЧМ20-93 |
| 26 | 50Ш1 | 482 | 450 | 12 | 16 | 300 | 150,0 | 118,32 | 61250,42 | 2541,511 | 20,207 | 7206,48 | 480,432 | 6,931 | СТО АСЧМ20-93 |
| 27 | 50Ш2 | 487 | 451 | 16 | 18 | 300 | 180,16 | 142,43 | 71649,81 | 2942,497 | 19,942 | 8115,394 | 541,026 | 6,712 | СТО АСЧМ20-93 |
| 28 | 50Ш3 | 493 | 453 | 16 | 20 | 300 | 192,48 | 152,10 | 79553,324 | 3227,315 | 20,33 | 9015,462 | 601,031 | 6,844 | СТО АСЧМ20-93 |
| 29 | 50Ш4 | 499 | 449 | 18 | 25 | 300 | 230,82 | 182,20 | 97909,452 | 3924,227 | 20,596 | 11271,821 | 751,455 | 6,988 | СТО АСЧМ20-93 |
| 30 | 60Ш1 | 582 | 546 | 12 | 18 | 300 | 173,52 | 137,22 | 102192,214 | 3511,76 | 24,268 | 8107,862 | 540,524 | 6,836 | СТО АСЧМ20-93 |
| 31 | 60Ш2 | 589 | 549 | 16 | 20 | 300 | 207,84 | 164,16 | 119230,853 | 4048,586 | 23,951 | 9018,739 | 601,249 | 6,587 | СТО АСЧМ20-93 |
| 32 | 60Ш3 | 597 | 547 | 18 | 25 | 300 | 248,46 | 196,05 | 147322,223 | 4935,418 | 24,35 | 11276,584 | 751,772 | 6,737 | СТО АСЧМ20-93 |
| 33 | 60Ш4 | 605 | 545 | 20 | 30 | 300 | 289,0 | 227,87 | 175896,021 | 5814,744 | 24,671 | 13536,333 | 902,422 | 6,844 | СТО АСЧМ20-93 |
| 34 | 70Ш1 | 692 | 652 | 14 | 20 | 300 | 211,28 | 166,86 | 167851,444 | 4851,198 | 28,186 | 9014,909 | 600,994 | 6,532 | СТО АСЧМ20-93 |
| 35 | 70Ш2 | 698 | 648 | 16 | 25 | 300 | 253,68 | 200,14 | 206206,206 | 5908,487 | 28,511 | 11272,118 | 751,475 | 6,666 | СТО АСЧМ20-93 |
| 36 | 70Ш3 | 707 | 647 | 18 | 28 | 300 | 284,46 | 224,31 | 232098,263 | 6603,08 | 28,564 | 12631,444 | 842,096 | 6,664 | СТО АСЧМ20-93 |
| 37 | 70Ш4 | 715 | 651 | 20 | 32 | 300 | 322,2 | 253,93 | 270060,968 | 7554,153 | 28,951 | 14443,4 | 962,893 | 6,695 | СТО АСЧМ20-93 |
| 38 | 70Ш5 | 725 | 653 | 25 | 36 | 300 | 379,25 | 299,28 | 314592,011 | 8678,4 | 28,801 | 16285,026 | 1085,668 | 6,553 | СТО АСЧМ20-93 |
| 39 | 80Ш1 | 782 | 746 | 14 | 18 | 300 | 212,44 | 167,77 | 206062,523 | 5270,141 | 31,144 | 8117,059 | 541,137 | 6,181 | СТО АСЧМ20-93 |
| 40 | 80Ш2 | 792 | 748 | 14 | 22 | 300 | 236,72 | 186,83 | 244536,289 | 6175,159 | 32,141 | 9917,104 | 661,14 | 6,473 | СТО АСЧМ20-93 |
| 41 | 90Ш1 | 881 | 841 | 16 | 20 | 300 | 254,56 | 200,83 | 301746,076 | 6850,081 | 34,429 | 9028,706 | 601,914 | 5,955 | СТО АСЧМ20-93 |
| 42 | 90Ш2 | 890 | 840 | 16 | 25 | 300 | 284,4 | 224,26 | 359689,7 | 8028,915 | 35,563 | 11278,672 | 751,911 | 6,297 | СТО АСЧМ20-93 |
| 43 | 100Ш1 | 990 | 946 | 16 | 22 | 320 | 292,16 | 230,35 | 442767,975 | 8944,808 | 38,929 | 12047,223 | 752,951 | 6,421 | СТО АСЧМ20-93 |
| 44 | 100Ш2 | 998 | 948 | 18 | 25 | 320 | 330,64 | 260,56 | 506570,642 | 10151,716 | 39,142 | 13699,406 | 856,213 | 6,437 | СТО АСЧМ20-93 |
| 45 | 100Ш3 | 1006 | 946 | 18 | 30 | 320 | 362,28 | 285,96 | 584369,06 | 11617,675 | 40,163 | 16429,976 | 1026,873 | 6,734 | СТО АСЧМ20-93 |
| 46 | 100Ш4 | 1013 | 949 | 20 | 32 | 320 | 394,6 | 311,33 | 635348,653 | 12543,902 | 40,126 | 17539,533 | 1096,221 | 6,667 | СТО АСЧМ20-93 |
| 47 | 40К1 | 394 | 358 | 12 | 18 | 398 | 186,24 | 147,20 | 55267,84 | 2805,474 | 17,227 | 18918,593 | 950,683 | 10,097 | СТО АСЧМ20-93 |
| 48 | 40К2 | 400 | 356 | 14 | 22 | 400 | 225,84 | 178,29 | 68203,715 | 3410,186 | 17,378 | 23474,807 | 1173,74 | 10,195 | СТО АСЧМ20-93 |
| 49 | 40К3 | 406 | 356 | 16 | 25 | 403 | 258,46 | 203,90 | 79245,537 | 3903,721 | 17,51 | 27283,329 | 1354,011 | 10,274 | СТО АСЧМ20-93 |
| 50 | 40К4 | 414 | 354 | 18 | 30 | 405 | 306,72 | 242,35 | 96416,05 | 4657,78 | 17,73 | 33232,267 | 1641,1 | 10,409 | СТО АСЧМ20-93 |
| 51 | 40К5 | 429 | 357 | 25 | 36 | 400 | 377,25 | 297,71 | 120993,339 | 5640,715 | 17,909 | 38446,484 | 1922,324 | 10,095 | СТО АСЧМ20-93 |
Примечания:
1. Площадь поперечного сечения и масса 1 м двутавровой сварной балки вычислены по номинальным размерам с учетом массы наплавленного металла тавровых (поясных) сварных швов; плотность стали принята равной 7,85 г/см3,. Увеличение массы 1 м балки за счет массы наплавленного металла стыковых сварных швов полок и стенки оговариваются чертежами КМД и согласовываются с заказчиком.
2. Сечения сварных балок даны без учета сохранения площади поперечных сечений аналогов прокатных, горячекатаных балок.
3. В таблице использованы следующие обозначения
I – момент инерции;
W – максимальный момент сопротивления;
i – радиус инерции.
4. Минимальное значение катета приведено ниже. Расчетное значение должно быть назначено главным конструктором, или оговорено заказчиком.
Кf = 6 мм для балок: 40Б1, 40Б2, 45Б1, 45Б2, 50Б1, 50Б2, 50Б3, 55Б1, 55Б2, 60Б1, 70БС, 70Б1, 40Ш1, 40Ш2, 50Ш1;
Кf = 8 мм для балок: 60Б2, 70Б2, 80Б1, 80Б2, 90Б1, 90Б2, 100Б1, 100Б2, 100Б3, 100Б4, 45Ш1, 50Ш2, 50Ш3, 50Ш4, 60Ш1, 60Ш2, 60Ш3, 60Ш4, 70Ш1, 70Ш2, 70Ш3, 70Ш4, 80Ш1, 80Ш2, 90Ш1, 90Ш2, 100Ш1, 100Ш2, 40К1, 40К2, 40К3;
Кf = 10 мм для балок: 70Ш5, 100Ш3, 100Ш4, 40К4, 40К5.
Кf – катет сварного шва.
Предельные отклонения сварной балки
Предельные отклонения сварной балки (таблица 2) [ скачать файл ]
Методы контроля и средства измерений качества сварных балок
1. Контроль отклонения формы и линейных размеров сечения сварной балки проводятся универсальными методами контроля и средствами измерений в соответствии с СП 53-101 и ГОСТ 23118. Проверка размеров проводится на расстоянии не менее 500 мм от торца балки. Высота сварной двутавровой балки измеряется по оси Y-Y.
2. Контроль качества швов сварных соединений и размеров их сечений производятся в соответствии с ГОСТ 23118.
3. Проверка комплектности производится сличением подготовленной к отправке партии сварной балки с нарядом – заказом.
4. Марка, химический состав и механические свойства материала двутавровой сварной балки удостоверяются документом о качестве предприятия – поставщика листового проката.
Маркировка, транспортирование и хранение сварных балок
1. Маркировка наносится на каждую двутавровую сварную балку (сварной двутавр). Маркировка содержит:
- номер заказа;
- номер чертежа КМД, по которому изготовлена балка;
- условное обозначение сварной балки по чертежу КМД с указанием порядкового номера изготовления.
Пример маркировки:
308-9- 50Б3св-5,где 308 – номер заказа;
9 – номер чертежа;
50Б3св- условное обозначение;
5 – порядковый номер изготовления.
2. Маркировку наносят с обеих сторон стенки сварной балки на расстоянии не менее 500 мм от торца.
3. На полках и на стенке двутавровой балки выбивается марка стали на расстоянии не менее 80 мм от края указанных деталей.
4. Маркировку наносят несмываемой краской.
5. Транспортирование сварных балок допускается любым видом транспорта при условии защиты от механических повреждений.
6. Погрузку, транспортирование, выгрузку и хранение балок необходимо производить соблюдая меры, исключающие возможность их повреждения.
Не допускается выгружать сварные балки сбрасыванием, а также перемещать их волоком.
7. Условия транспортирования и хранения сварных балок устанавливаются зависимости от климатических факторов внешней среды по ГОСТ 15150 и оговариваются в заказе.
8. Сварная двутавровая балка хранятся на специально оборудованных складах рассортированными по сечению и маркам стали.
При хранении сварная балка опирается на деревянные подкладки и прокладки. Толщина деревянных подкладок не менее 100 мм.
9. При хранении двутавровой сварной балки обеспечивается устойчивое положение балки, исключающее соприкосновение их с грунтом, а также предусмотренные меры против скапливания атмосферной влаги на сварных балках или внутри них.
10. Схемы складирования сварной балки исключают деформации балки и обеспечивать безопасность их расстроповки и строповки.
11. Сварная балка храниться в штабелях высотой не более чем 2,3 м.
Гарантии изготовителя
1. Гарантируется соответствие сварной двутавровой балки требованиям настоящей технологической инструкции при соблюдении потребителем условий транспортирования и хранения.
2. Гарантийный срок хранения сварной балки – 24 месяца с момента отгрузки с завода – изготовителя при соблюдении условий транспортировки и хранения.
Калькулятор расчёта сварной двутавровой балки
 |
www.rkk74.ru
Двутавр ГОСТ
Двутавр – профиль из металла, который изготавливается из низколегированной и углеродистой стали, дерева или стеклопластика. Сечение напоминает две буквы «Т», соединенные вместе и образует букву «Н». Двутавр используется в строительном деле для формирования жилых помещений.
Особенность двутавра в том, что он в 30 раз жестче и в 7 раз прочнее обычной квадратной балки. Даже швеллер не имеет такой прочности.
Минусом является его устойчивость к скручиванию. Сфера использования: монтаж балок потолочного перекрытия. Мы рассмотрим разновидности изделий, их характеристики, а также положения ГОСТ двутавра.
Виды двутавров и характеристики
В строительстве конструкций обойтись без двутавра нельзя. Ввиду этого профили делаются не только из стали, но и из следующих материалов:
- дерево;
- алюминий;
- железобетон;
- стеклопластик.
Для частного домостроения используются стальные двутавры, деревянные и сварные. Свои технические характеристики материал получил благодаря особому сечению. Все основные положения о двутаврах указаны в ГОСТ 8239-89. Согласно положению, поперечное сечение профиля должно выглядеть таким образом:
Где: h является высотой, b – шириной полки, S – толщиной стенки, t – средней толщиной полки, R – радиусом внутреннего закругления, r – радиусом закругления полки.
Горизонтальная поверхность, которых у него две, называется полкой. Она служит опорной площадкой и является несущей. Нагрузка распределяется по поверхности и не дает двутавру опрокинуться или перекоситься. Получается что перекрытия, сделанные из этих балок, получаются высокопрочными, что важно для дальнейших монтажных работ.
Обратите внимание! Прочность двутавров, расположенных рядом, суммируется. А прочность двутавров, которые укладываются друг на друга, умножается на 4.
Основные параметры изделий:
- площадь сечения и размеры;
- Справочные значения для осей;
- масса 1 м балки.
Чтобы правильно выбрать двутавровые балки из металла, важно проверить соответствие продукции нормативам, прописанных в ГОСТ.
Маркирование и габариты балок
Согласно ГОСТ двутавр широкополочный 8239-89, размер изделия определяется высотой его стенки. Как это понять? Например, если взять профиль номер 14, то его высота (расстояние между полкой) будет составлять 140 мм, значит, балка под номером 55 будет иметь высоту 550 мм. Но это далеко не все параметры, которые прописаны в ГОСТ и характеризуют материал. Каждый номер балки имеет свои размеры, площадь сечения, массу и величины для осей. Балки можно отличить по таким параметрам:
- расположение полок. Изделия бывают параллельными или имеют уклон внутренних граней;
- принцип изготовления. Балки делаются сварными из листов стали, и горячекатаными. Горячекатаные представляют собой монолитную конструкцию из металла;
- точность производства. Маркой «Б» обозначаются двутавры, выполнены с повышенной точностью, а марка «В» указывает на обычную точность.
Для начала рассмотрим параметры горячекатаного двутавра, его размеры и сечение указаны в таблице согласно ГОСТ 8239-72:
Дополнения:
- Вес 1 м балки и площадь ее поперечного сечения вычислялись по номинальным размерам, при плотности стали в 7850 кг/м3.
- Значения в таблице, предоставленной выше, определяются так: «І» обозначает момент инерции, «W» говорит о моменте сопротивления, «S» о статическом моменте полусечения. Что касается значения «і», то оно говорит о радиусе инерции.
В ГОСТ также указываются предельные отклонения массы и габаритов. Их можно увидеть на данном фото:
Обозначения расшифровываются так:
- b1 – ширина части, которая укорочена;
- b2 – ширина части, которая удлинена;
- ∆ – уровень перекоса;
- f – уровень прогиба у стенки двутавра.
Нормальными принято считать металлические двутавры, которые имеют уклон граней внутри от 6 до 12%. По своему назначению их можно разделить на два вида: обычные и специальные. Сортамент двутавров указан в ГОСТ 19425-74. Он подходит в качестве балок подвесных путей, а также может быть использован для армирования шахтного ствола. В первом случае это серия «М», во втором серия «С».
ГОСТ 26020-83 указывает на изготовление двутавров с расположением граней внутри параллельного типа. В зависимости от особенностей, можно отметить такие виды изделий:- Балочные, высота которых достигает 1 м, а ширина полок составляет 32 см. Обозначаются буквой «Б».
- Широкополочные изделия, высотой до 1 м, а шириной полок до 30 см. Обозначаются буквой «Ш».
- Колонные профили, ширина полки которой близка к его высоте. Обозначаются буквой «К».
Обратите внимание! Стандартный металлопрофиль имеет длину 4–12 м. В наличии есть изделия длиной 13 м. Но размер может быть обговорен согласно требованиям заказчика.
Если говорить о размерах и параметрах широкополочных двутавров, то можно обратить внимание на это фото. Двутавр широкополочный ГОСТ 26020-83 таблица.
Сварные двутавровые профили
Минус горячекатаных двутавров в том, что их размер не превышает 60Б. Если конструкция требует высокой несущей способности и высокого показателя жесткости, то применяется сварной двутавр. Они тоже маркируются по высоте стенки. Типоразмеры изделий начинаются от 45БС, высота которых 45 см, до 200БС, высотой 2,01 м.
Технология создания заключается в использовании листов стали. Она более экономичная, но процесс трудоемок и сложен. Надежность изделий сварного типа и их качество напрямую зависит от оборудования, которое используется для работы, а также от правильного выполнения работ:
- Выбираются заготовки нужной толщины, которые раскраиваются на станках с человеческим программным управлением (ЧПУ). Другой вариант раскройки – оборудование термической резки.
- Что касается сварных работ, то каждый элемент профиля формируется на современном заводе. Сваркой не занимается человек, все происходит на автоматизированной линии с использованием гидравлического прижимного элемента.
- Готовый двутавр следует подвергнуть работе по правке. Благодаря ей устранится термическая деформация изделия, и сама балка будет иметь четкую геометрию.
Причиной некачественного продукта и заниженных эксплуатационных характеристик являются такие факторы:
- создание будущего двутавра из малоуглеродистой стали;
- применение старого оборудования;
- низкий уровень квалификации сварщика;
- неправильное соблюдение технологического процесса.
Подобные кустарные методы неприемлемы. Это скажется на характеристиках материала. Вот почему рекомендуется выбирать те двутавры, которые сделаны надежными компаниями в согласии со всеми положениями ГОСТ.
При помощи метода сварки образуются разнополочные профили. Благодаря этому можно выбрать идеальную площадь сечения, уменьшая большой запас прочности конструкции. К тому же по заказу можно создать сварные двутавры, которые имеют вырезы и отверстия. Такая форма опор экономичная и технологичная.
Подробный процесс изготовления балки сварочным методом вы можете увидеть из этого материала.
Плюсы и минусы двутавровой балки
Вы удивитесь, но на территории России и других странах СНГ есть больше 20 металлургических заводов, производящих продукцию. При этом некоторые настолько большие, что выпускают миллионы прокатной продукции в год.
Большинство из продукции – именно балки Н-сечения. Это непросто, ведь профиль всегда используется в строительстве. Он имеет следующие преимущества:
- Идеальное сечение. Форма подобного балочного элемента самая рациональная, что касается расхода материала и его характеристик.
- Прекрасные показатели износоустойчивости, а также прочность конструкций, которые сделаны с использованием балок.
- Можно не переживать о качестве готовой продукции, так как существуют параметры ГОСТ о двутаврах, а также технические условия создания.
- Применения в строительстве больших многоэтажных конструкциях. И если постройка требует высокой прочности, то ее способны обеспечить монолитные горячекатаные балки, в которых нет сварных швов.
- Разнообразие характеристик и особенностей сварных двутавров. С ними можно облегчить балочную конструкцию, снизив нагрузку на фундамент и себестоимость возведения постройки.
Как видно, плюсов у изделий немало. Но, минусы тоже присутствуют. Их нужно знать и учитывать при строительстве:
- Н-образные профили имеют недостаточную устойчивость к скручиванию. Она в 400 раз меньше, чем у изделий с круглым сечением;
- так как горячекатаные двутавры большого типоразмера отсутствуют, то их приходится заменять балкой, сделанной методом сварки. А подобные изделия имеют другие характеристики;
- неоправданно большая металлоемкость и много отходов, если использовать изделия длинной и толщиной, которые прописаны в ГОСТ, а не указаны заказчиком для определенной цели.
Обратите внимание! Купить прокатную балку вы можете у посредников или же сразу у производителя продукции. А вот двутавры, сделанные методом сварки нужно заказать заранее.
Заключение
Двутавровые балки используются для создания металлического перекрытия, мостового сооружения, вагоностроении и т.д. Благодаря положениям ГОСТ и четкому следованию инструкции по изготовлению, на выходе получаются идеальные изделия, которые можно использовать в той или иной ситуации без страха. Мы рассмотрели особенности изделий, их разновидности, преимущества и недостатки и положения ГОСТ.
Что еще почитать по теме?
Автор статьи:Сергей Новожилов – эксперт по кровельным материалам с 9-летним опытом практической работы в области инженерных решений в строительстве.
Понравилась статья? Поделись с друзьями в социальных сетях:Вконтакте
Одноклассники
Google+
proroofer.ru
Двутавровая сварная балка по ГОСТ
номер сварной балки
размер сварной балки в мм
Примечание
(аналог сечения по документу)
Наличие
Балка сварная 30К1
Н=296 h=268 S=10 t=14 B=300
ГОСТ 26020
под заказ
Балка сварная 30К2
Н=300 h=268 S=10 t=16 B=300
ГОСТ 26020
под заказ
Балка сварная 30К3
Н=304 h=268 S=12 t=18 B=300
ГОСТ 26020
под заказ
Балка сварная 30Ш1
Н=291 h=267 S=8 t=12 B=200
ГОСТ 26020
под заказ
Балка сварная 30Ш2
Н=295 h=267 S=10 t=14 B=200
ГОСТ 26020
под заказ
Балка сварная 30Ш3
Н=299 h=267 S=10 t=16 B=200
ГОСТ 26020
под заказ
Балка сварная 35Б1
Н=346 h=362 S=8 t=10 B=155
ГОСТ 26020
под заказ
Балка сварная 35Б2
Н=349 h=329 S=8 t=10 B=155
ГОСТ 26020
под заказ
Балка сварная 35К1
Н=343 h=311 S=10 t=16 B=350
ГОСТ 26020
под заказ
Балка сварная 35К2
Н=348 h=312 S=12 t=18 B=350
ГОСТ 26020
под заказ
Балка сварная 35К3
Н=353 h=313 S=14 t=20 B=350
ГОСТ 26020
под заказ
Балка сварная 35Ш1
Н=338 h=310 S=10 t=14 B=250
ГОСТ 26020
под заказ
Балка сварная 35Ш2
Н=341 h=313 S=10 t=14 B=250
ГОСТ 26020
под заказ
Балка сварная 35Ш3
Н=345 h=313 S=12 t=16 B=250
ГОСТ 26020
под заказ
Балка сварная 40Б1
Н=396 h=472 S=8 t=12 B=200
СТО АСЧМ20
под заказ
Балка сварная 40Б2
Н=400 h=372 S=8 t=14 B=200
СТО АСЧМ20
под заказ
Балка сварная 40К1
Н=394 h=358 S=12 t=18 B=398
СТО АСЧМ20
под заказ
Балка сварная 40К2
Н=400 h=356 S=14 t=22 B=400
СТО АСЧМ20
под заказ
Балка сварная 40К3
Н=406 h=356 S=16 t=25 B=403
СТО АСЧМ20
под заказ
Балка сварная 40К4
Н=414 h=354 S=18 t=30 B=405
СТО АСЧМ20
под заказ
Балка сварная 40К5
Н=429 h=357 S=25 t=36 B=400
СТО АСЧМ20
под заказ
Балка сварная 40Ш1
Н=383 h=355 S=10 t=14 B=300
СТО АСЧМ20
под заказ
Балка сварная 40Ш2
Н=390 h=358 S=10 t=16 B=300
СТО АСЧМ20
под заказ
Балка сварная 40Ш3
Н=396 h=360 S=14 t=18 B=300
СТО АСЧМ20
под заказ
Балка сварная 45Б1
Н=446 h=422 S=8 t=12 B=200
СТО АСЧМ20
под заказ
Балка сварная 45Б2
Н=450 h=422 S=10 t=14 B=200
СТО АСЧМ20
под заказ
Балка сварная 45Ш1
Н=440 h=404 S=12 t=18 B=300
СТО АСЧМ20
под заказ
Балка сварная 50Б1
Н=492 h=468 S=10 t=12 B=200
СТО АСЧМ20
под заказ
Балка сварная 50Б2
Н=496 h=468 S=10 t=14 B=200
СТО АСЧМ20
под заказ
Балка сварная 50Б3
Н=500 h=468 S=10 t=16 B=200
СТО АСЧМ20
под заказ
Балка сварная 50Ш1
Н=482 h=450 S=12 t=16 B=300
СТО АСЧМ20
под заказ
Балка сварная 50Ш2
Н=487 h=451 S=16 t=18 B=300
СТО АСЧМ20
под заказ
Балка сварная 50Ш3
Н=493 h=453 S=16 t=20 B=300
СТО АСЧМ20
под заказ
Балка сварная 50Ш4
Н=499 h=449 S=18 t=25 B=300
СТО АСЧМ20
под заказ
Балка сварная 55Б1
Н=543 h=515 S=10 t=14 B=200
СТО АСЧМ20
под заказ
Балка сварная 55Б2
Н=547 h=515 S=10 t=16 B=200
СТО АСЧМ20
под заказ
Балка сварная 60Б1
Н=596 h=564 S=10 t=16 B=200
СТО АСЧМ20
под заказ
Балка сварная 60Б2
Н=600 h=564 S=12 t=18 B=200
СТО АСЧМ20
под заказ
Балка сварная 60Ш1
Н=582 h=546 S=12 t=18 B=300
СТО АСЧМ20
под заказ
Балка сварная 60Ш2
Н=589 h=549 S=16 t=20 B=300
СТО АСЧМ20
под заказ
Балка сварная 60Ш3
Н=597 h=547 S=18 t=25 B=300
СТО АСЧМ20
под заказ
Балка сварная 60Ш4
Н=605 h=545 S=20 t=30 B=300
СТО АСЧМ20
под заказ
Балка сварная 70Б0
Н=693 h=661 S=12 t=16 B=230
СТО АСЧМ20
под заказ
Балка сварная 70Б1
Н=691 h=659 S=12 t=16 B=260
СТО АСЧМ20
под заказ
Балка сварная 70Б2
Н=697 h=657 S=14 t=20 B=260
СТО АСЧМ20
под заказ
Балка сварная 70Ш1
Н=692 h=652 S=14 t=20 B=300
СТО АСЧМ20
под заказ
Балка сварная 70Ш2
Н=698 h=648 S=16 t=25 B=300
СТО АСЧМ20
под заказ
Балка сварная 70Ш3
Н=707 h=647 S=18 t=28 B=300
СТО АСЧМ20
под заказ
Балка сварная 70Ш4
Н=715 h=651 S=20 t=32 B=300
СТО АСЧМ20
под заказ
Балка сварная 70Ш5
Н=725 h=653 S=25 t=36 B=300
СТО АСЧМ20
под заказ
Балка сварная 70ШЗД
Н=707 h=647 S=18 t=30 B=300
СТО АСЧМ20
под заказ
Балка сварная 80Б1
Н=791 h=755 S=14 t=18 B=280
ГОСТ 26020
под заказ
Балка сварная 80Б2
Н=798 h=758 S=14 t=20 B=280
ГОСТ 26020
под заказ
Балка сварная 80Ш1
Н=782 h=746 S=14 t=18 B=300
ГОСТ 26020
под заказ
Балка сварная 80Ш2
Н=792 h=748 S=14 t=22 B=300
ГОСТ 26020
под заказ
Балка сварная 90Б1
Н=893 h=853 S=16 t=20 B=300
ГОСТ 26020
под заказ
Балка сварная 90Б2
Н=900 h=856 S=16 t=22 B=300
ГОСТ 26020
под заказ
Балка сварная 90Ш1
Н=881 h=841 S=16 t=20 B=300
СТО АСЧМ20
под заказ
Балка сварная 90Ш2
Н=890 h=840 S=16 t=25 B=300
СТО АСЧМ20
под заказ
Балка сварная 100Б1
Н=990 h=946 S=16 t=22 B=320
ГОСТ 26020
под заказ
Балка сварная 100Б2
Н=998 h=948 S=18 t=25 B=320
ГОСТ 26020
под заказ
Балка сварная 100Б3
Н=1006 h=946 S=18 t=30 B=320
ГОСТ 26020
под заказ
Балка сварная 100Б4
Н=1013 h=949 S=20 t=32 B=320
ГОСТ 26020
под заказ
Балка сварная 100Ш1
Н=990 h=946 S=16 t=22 B=320
ГОСТ 26020
под заказ
Балка сварная 100Ш2
Н=998 h=948 S=18 t=25 B=320
СТО АСЧМ20
под заказ
Балка сварная 100Ш3
Н=1006 h=946 S=18 t=30 B=320
СТО АСЧМ20
под заказ
Балка сварная 100Ш4
Н=1013 h=949 S=20 t=32 B=320
СТО АСЧМ20
под заказ
xn—-7sbabec1clej3cj.xn--p1ai
существует ли ГОСТ для сварной балки
Не вся продукции металлургических заводов выпускается в строгом соответствии с государственными стандартами. К примеру, сварная балка производится не на основе ГОСТа, так как он под нее не предусмотрен. Для данного рода продукции существует целый комплекс технических условий, затрагивающих каждый аспект создания данного типа сортамента металлопроката, так же в основу проекта могут закладываться технические характеристики и требования заказчика. Однако, сварная балка будет соответствовать по размерам и характеристикам ГОСТ 26020-83, если она была произведена из металлических листов этого стандарта. Та же ситуация обстоит с продукцией на основе СТО АСЧМ 20-93. Что касается отклонений по геометрии, то они вписываются в требования тех же нормативов. Рассмотрим некоторые из основополагающих норм сварной балки ГОСТ 26020-83 подробнее.
 Сварная балка
Сварная балкаКупить сварную балку можно самых различных размеров, включая соответствующие прокату, который завод уже не выпускает. Готовое изделие будет соответствовать по параметрам горячекатаным материалам. В числе схожих аспектов будет и цена сварной балки, так как трудоемкость изготовления компенсируется отсутствием дорогостоящих прокатных станов.
По высоте элементы могут насчитывать от 200 до 2500 мм, а толщина исходного стального листа варьируется в диапазоне 8-40 мм. Протяженность изделия доходит до 12-ти метров при минимуме в 3. При согласовании с производителем можно купить сварную балку в 14,5 метров длиной. Под сварную балку ГОСТ 26020-83 позволяет определить приблизительный вес, однако, в качестве расчетного параметра используют значение с допуском в три процента. Окончательный вес готового материала определяется практическими методами.
В форме сырья для производства выступает металлический лист длиной в 12 метров, при необходимости используют заготовки большей длины. Марки исходного материала чаще всего используются следующие: спокойные и полуспокойные Ст3, а так же 09Г2С нескольких модификаций.
Учитывая, что сварная балка ГОСТ 26020-83 имеет все соответствующие стандарту основные характеристики, то проводится аналогичный контроль всех этапов производства. В частности, готовый материал проверяется на наличие дефектов в стыковочных и Т-образных швах при помощи ультразвука.
На портале «Мониторинг цен» вы можете сравнить актуальные цены сварной балки от всех официальных поставщиков Москвы и Московской области в ежедневно обновляемой таблице и совершить заказ напрямую у понравившегося поставщика.
Помимо обширного разброса размерностей, маркировка сварной двутавровой балки показывает тип изделия. Соответствующая литера позволяет определить:
- без специальной отметки – с внутренними плоскостями, расположенными под углом друг к другу;
- М –опять-таки с уклоном, для подвесных путей;
- У – узкополочное изделие с гранями, расположенными параллельно;
- К – колонная;
- Ш – широкополочная;
- Б – нормальная;
- Д – среднеполочная;
- С – материал для армирования каналов шахт. В этом случае угол, под которым расположены внутренние плоскости, не превышает отметки в 16 процентов.
Подчеркнем, что цена сварной балки напрямую зависит от типа, так как он влияет на используемые сплавы и некоторые технические стороны самого процесса сварки.
Существует целый комплекс требований, которые позволяют произвести металлоконструкцию надлежащего качества. В первую очередь производители опираются на чертежи, которые были в установленном порядке утверждены, ТИ№1-2008, кроме того применяют под сварную балку ГОСТ 23118.
Марки сталей, используемых в процессе производства, соответствуют требованиям государственных стандартов под номерами 27772 и 19281. Подразумеваются горячекатаные низколегированные и углеродистые сплавы. Металлический лист должен быть предварительно выправлен и не иметь таких дефектов поверхности, как очаги коррозии и пятна загрязнений, а так же влажные участки и грат, кроме того, кромки заготовки обрабатываются шлифовкой.
Тем не менее, основным документом для сварной балки ГОСТ не является, так как конкретные требования к готовой продукции обсуждаются предварительно и указываются в заказе, а значит присутствуют в чертежах КМД. В их числе марка стали, класс прочности и категория качества.
Отклонения по толщине используемого сырья аналогичны для сварной балки ГОСТ 19903. Торцы, при отклонении их отношения от перпендикулярного, не должны приводить к серьезным отличиям длины от максимально разрешенных параметров.
Производители по требованию заказчика режут материал на отдельные элементы. В этом случае качество обработки определяется уклоном полученного среза, который должен соответствовать табличным допускам. Аналогичным образом оценивают несоответствия размерностей, геометрию и швы. На кромках порезанной кислородом продукции не должно быть выступов и впадин более 0,3 мм при машинном методе обработки.
При выборе сварочных материалов для сварной балки ГОСТ не руководствуются, а опираются на данные СНиП П-23. Важно обеспечить прочностные характеристики шва на уровне самого металла листовых заготовок.
Механизированная сварка используется для создания качественных тавровых и поясных швов. Допускается как односторонний метод соединения с учетом подварки основания, так и полный провар стыков. При этом, все соединения должны быть непрерывны. Стыки сварной двутавровой балки зачищаются до создания ровной поверхности.
Что касается допустимых дефектов шва, то возможны следующие:
- непроваренные участки на длине 400 мм менее 50 мм и глубиной до 5 процентов от толщины заготовки;
- поры, подрезы, впадины с ранее оговоренными параметрами.
Недопустимы несплавленные участки по кромкам, а так же трещины. После проведения всех этапов работ сварная балка ГОСТ зачищается от брызг, шлака и излишков расплавленного металла. Все дополнительные приспособления, используемые при сварке, удаляются без нанесения ударов тяжелым инструментом и участок зачищается до нетронутого металла.
При необходимости шов подвергается ремонту, а исправленные соединения – повторному контролю.
Сама поверхность изделия не должна иметь серьезных дефектов, к которым относят рванины и плены, кроме того расслоения и трещины. Нормой считаются небольшие вмятины на ограниченных участках. Все дефекты разрешается устранять путем шлифовки и других методов, но конечный продукт должен соответствовать заданному минимуму по толщине элементов.
eburg.mcena.ru
существует ли ГОСТ для сварной балки
Не вся продукции металлургических заводов выпускается в строгом соответствии с государственными стандартами. К примеру, сварная балка производится не на основе ГОСТа, так как он под нее не предусмотрен. Для данного рода продукции существует целый комплекс технических условий, затрагивающих каждый аспект создания данного типа сортамента металлопроката, так же в основу проекта могут закладываться технические характеристики и требования заказчика. Однако, сварная балка будет соответствовать по размерам и характеристикам ГОСТ 26020-83, если она была произведена из металлических листов этого стандарта. Та же ситуация обстоит с продукцией на основе СТО АСЧМ 20-93. Что касается отклонений по геометрии, то они вписываются в требования тех же нормативов. Рассмотрим некоторые из основополагающих норм сварной балки ГОСТ 26020-83 подробнее.
 Сварная балка
Сварная балкаКупить сварную балку можно самых различных размеров, включая соответствующие прокату, который завод уже не выпускает. Готовое изделие будет соответствовать по параметрам горячекатаным материалам. В числе схожих аспектов будет и цена сварной балки, так как трудоемкость изготовления компенсируется отсутствием дорогостоящих прокатных станов.
По высоте элементы могут насчитывать от 200 до 2500 мм, а толщина исходного стального листа варьируется в диапазоне 8-40 мм. Протяженность изделия доходит до 12-ти метров при минимуме в 3. При согласовании с производителем можно купить сварную балку в 14,5 метров длиной. Под сварную балку ГОСТ 26020-83 позволяет определить приблизительный вес, однако, в качестве расчетного параметра используют значение с допуском в три процента. Окончательный вес готового материала определяется практическими методами.
В форме сырья для производства выступает металлический лист длиной в 12 метров, при необходимости используют заготовки большей длины. Марки исходного материала чаще всего используются следующие: спокойные и полуспокойные Ст3, а так же 09Г2С нескольких модификаций.
Учитывая, что сварная балка ГОСТ 26020-83 имеет все соответствующие стандарту основные характеристики, то проводится аналогичный контроль всех этапов производства. В частности, готовый материал проверяется на наличие дефектов в стыковочных и Т-образных швах при помощи ультразвука.
На портале «Мониторинг цен» вы можете сравнить актуальные цены сварной балки от всех официальных поставщиков Москвы и Московской области в ежедневно обновляемой таблице и совершить заказ напрямую у понравившегося поставщика.
Помимо обширного разброса размерностей, маркировка сварной двутавровой балки показывает тип изделия. Соответствующая литера позволяет определить:
- без специальной отметки – с внутренними плоскостями, расположенными под углом друг к другу;
- М –опять-таки с уклоном, для подвесных путей;
- У – узкополочное изделие с гранями, расположенными параллельно;
- К – колонная;
- Ш – широкополочная;
- Б – нормальная;
- Д – среднеполочная;
- С – материал для армирования каналов шахт. В этом случае угол, под которым расположены внутренние плоскости, не превышает отметки в 16 процентов.
Подчеркнем, что цена сварной балки напрямую зависит от типа, так как он влияет на используемые сплавы и некоторые технические стороны самого процесса сварки.
Существует целый комплекс требований, которые позволяют произвести металлоконструкцию надлежащего качества. В первую очередь производители опираются на чертежи, которые были в установленном порядке утверждены, ТИ№1-2008, кроме того применяют под сварную балку ГОСТ 23118.
Марки сталей, используемых в процессе производства, соответствуют требованиям государственных стандартов под номерами 27772 и 19281. Подразумеваются горячекатаные низколегированные и углеродистые сплавы. Металлический лист должен быть предварительно выправлен и не иметь таких дефектов поверхности, как очаги коррозии и пятна загрязнений, а так же влажные участки и грат, кроме того, кромки заготовки обрабатываются шлифовкой.
Тем не менее, основным документом для сварной балки ГОСТ не является, так как конкретные требования к готовой продукции обсуждаются предварительно и указываются в заказе, а значит присутствуют в чертежах КМД. В их числе марка стали, класс прочности и категория качества.
Отклонения по толщине используемого сырья аналогичны для сварной балки ГОСТ 19903. Торцы, при отклонении их отношения от перпендикулярного, не должны приводить к серьезным отличиям длины от максимально разрешенных параметров.
Производители по требованию заказчика режут материал на отдельные элементы. В этом случае качество обработки определяется уклоном полученного среза, который должен соответствовать табличным допускам. Аналогичным образом оценивают несоответствия размерностей, геометрию и швы. На кромках порезанной кислородом продукции не должно быть выступов и впадин более 0,3 мм при машинном методе обработки.
При выборе сварочных материалов для сварной балки ГОСТ не руководствуются, а опираются на данные СНиП П-23. Важно обеспечить прочностные характеристики шва на уровне самого металла листовых заготовок.
Механизированная сварка используется для создания качественных тавровых и поясных швов. Допускается как односторонний метод соединения с учетом подварки основания, так и полный провар стыков. При этом, все соединения должны быть непрерывны. Стыки сварной двутавровой балки зачищаются до создания ровной поверхности.
Что касается допустимых дефектов шва, то возможны следующие:
- непроваренные участки на длине 400 мм менее 50 мм и глубиной до 5 процентов от толщины заготовки;
- поры, подрезы, впадины с ранее оговоренными параметрами.
Недопустимы несплавленные участки по кромкам, а так же трещины. После проведения всех этапов работ сварная балка ГОСТ зачищается от брызг, шлака и излишков расплавленного металла. Все дополнительные приспособления, используемые при сварке, удаляются без нанесения ударов тяжелым инструментом и участок зачищается до нетронутого металла.
При необходимости шов подвергается ремонту, а исправленные соединения – повторному контролю.
Сама поверхность изделия не должна иметь серьезных дефектов, к которым относят рванины и плены, кроме того расслоения и трещины. Нормой считаются небольшие вмятины на ограниченных участках. Все дефекты разрешается устранять путем шлифовки и других методов, но конечный продукт должен соответствовать заданному минимуму по толщине элементов.
voronezh.mcena.ru
существует ли ГОСТ для сварной балки
Не вся продукции металлургических заводов выпускается в строгом соответствии с государственными стандартами. К примеру, сварная балка производится не на основе ГОСТа, так как он под нее не предусмотрен. Для данного рода продукции существует целый комплекс технических условий, затрагивающих каждый аспект создания данного типа сортамента металлопроката, так же в основу проекта могут закладываться технические характеристики и требования заказчика. Однако, сварная балка будет соответствовать по размерам и характеристикам ГОСТ 26020-83, если она была произведена из металлических листов этого стандарта. Та же ситуация обстоит с продукцией на основе СТО АСЧМ 20-93. Что касается отклонений по геометрии, то они вписываются в требования тех же нормативов. Рассмотрим некоторые из основополагающих норм сварной балки ГОСТ 26020-83 подробнее.
 Сварная балка
Сварная балкаКупить сварную балку можно самых различных размеров, включая соответствующие прокату, который завод уже не выпускает. Готовое изделие будет соответствовать по параметрам горячекатаным материалам. В числе схожих аспектов будет и цена сварной балки, так как трудоемкость изготовления компенсируется отсутствием дорогостоящих прокатных станов.
По высоте элементы могут насчитывать от 200 до 2500 мм, а толщина исходного стального листа варьируется в диапазоне 8-40 мм. Протяженность изделия доходит до 12-ти метров при минимуме в 3. При согласовании с производителем можно купить сварную балку в 14,5 метров длиной. Под сварную балку ГОСТ 26020-83 позволяет определить приблизительный вес, однако, в качестве расчетного параметра используют значение с допуском в три процента. Окончательный вес готового материала определяется практическими методами.
В форме сырья для производства выступает металлический лист длиной в 12 метров, при необходимости используют заготовки большей длины. Марки исходного материала чаще всего используются следующие: спокойные и полуспокойные Ст3, а так же 09Г2С нескольких модификаций.
Учитывая, что сварная балка ГОСТ 26020-83 имеет все соответствующие стандарту основные характеристики, то проводится аналогичный контроль всех этапов производства. В частности, готовый материал проверяется на наличие дефектов в стыковочных и Т-образных швах при помощи ультразвука.
На портале «Мониторинг цен» вы можете сравнить актуальные цены сварной балки от всех официальных поставщиков Москвы и Московской области в ежедневно обновляемой таблице и совершить заказ напрямую у понравившегося поставщика.
Помимо обширного разброса размерностей, маркировка сварной двутавровой балки показывает тип изделия. Соответствующая литера позволяет определить:
- без специальной отметки – с внутренними плоскостями, расположенными под углом друг к другу;
- М –опять-таки с уклоном, для подвесных путей;
- У – узкополочное изделие с гранями, расположенными параллельно;
- К – колонная;
- Ш – широкополочная;
- Б – нормальная;
- Д – среднеполочная;
- С – материал для армирования каналов шахт. В этом случае угол, под которым расположены внутренние плоскости, не превышает отметки в 16 процентов.
Подчеркнем, что цена сварной балки напрямую зависит от типа, так как он влияет на используемые сплавы и некоторые технические стороны самого процесса сварки.
Существует целый комплекс требований, которые позволяют произвести металлоконструкцию надлежащего качества. В первую очередь производители опираются на чертежи, которые были в установленном порядке утверждены, ТИ№1-2008, кроме того применяют под сварную балку ГОСТ 23118.
Марки сталей, используемых в процессе производства, соответствуют требованиям государственных стандартов под номерами 27772 и 19281. Подразумеваются горячекатаные низколегированные и углеродистые сплавы. Металлический лист должен быть предварительно выправлен и не иметь таких дефектов поверхности, как очаги коррозии и пятна загрязнений, а так же влажные участки и грат, кроме того, кромки заготовки обрабатываются шлифовкой.
Тем не менее, основным документом для сварной балки ГОСТ не является, так как конкретные требования к готовой продукции обсуждаются предварительно и указываются в заказе, а значит присутствуют в чертежах КМД. В их числе марка стали, класс прочности и категория качества.
Отклонения по толщине используемого сырья аналогичны для сварной балки ГОСТ 19903. Торцы, при отклонении их отношения от перпендикулярного, не должны приводить к серьезным отличиям длины от максимально разрешенных параметров.
Производители по требованию заказчика режут материал на отдельные элементы. В этом случае качество обработки определяется уклоном полученного среза, который должен соответствовать табличным допускам. Аналогичным образом оценивают несоответствия размерностей, геометрию и швы. На кромках порезанной кислородом продукции не должно быть выступов и впадин более 0,3 мм при машинном методе обработки.
При выборе сварочных материалов для сварной балки ГОСТ не руководствуются, а опираются на данные СНиП П-23. Важно обеспечить прочностные характеристики шва на уровне самого металла листовых заготовок.
Механизированная сварка используется для создания качественных тавровых и поясных швов. Допускается как односторонний метод соединения с учетом подварки основания, так и полный провар стыков. При этом, все соединения должны быть непрерывны. Стыки сварной двутавровой балки зачищаются до создания ровной поверхности.
Что касается допустимых дефектов шва, то возможны следующие:
- непроваренные участки на длине 400 мм менее 50 мм и глубиной до 5 процентов от толщины заготовки;
- поры, подрезы, впадины с ранее оговоренными параметрами.
Недопустимы несплавленные участки по кромкам, а так же трещины. После проведения всех этапов работ сварная балка ГОСТ зачищается от брызг, шлака и излишков расплавленного металла. Все дополнительные приспособления, используемые при сварке, удаляются без нанесения ударов тяжелым инструментом и участок зачищается до нетронутого металла.
При необходимости шов подвергается ремонту, а исправленные соединения – повторному контролю.
Сама поверхность изделия не должна иметь серьезных дефектов, к которым относят рванины и плены, кроме того расслоения и трещины. Нормой считаются небольшие вмятины на ограниченных участках. Все дефекты разрешается устранять путем шлифовки и других методов, но конечный продукт должен соответствовать заданному минимуму по толщине элементов.
ujnii-okryg.mcena.ru
существует ли ГОСТ для сварной балки
Не вся продукции металлургических заводов выпускается в строгом соответствии с государственными стандартами. К примеру, сварная балка производится не на основе ГОСТа, так как он под нее не предусмотрен. Для данного рода продукции существует целый комплекс технических условий, затрагивающих каждый аспект создания данного типа сортамента металлопроката, так же в основу проекта могут закладываться технические характеристики и требования заказчика. Однако, сварная балка будет соответствовать по размерам и характеристикам ГОСТ 26020-83, если она была произведена из металлических листов этого стандарта. Та же ситуация обстоит с продукцией на основе СТО АСЧМ 20-93. Что касается отклонений по геометрии, то они вписываются в требования тех же нормативов. Рассмотрим некоторые из основополагающих норм сварной балки ГОСТ 26020-83 подробнее.
 Сварная балка
Сварная балкаКупить сварную балку можно самых различных размеров, включая соответствующие прокату, который завод уже не выпускает. Готовое изделие будет соответствовать по параметрам горячекатаным материалам. В числе схожих аспектов будет и цена сварной балки, так как трудоемкость изготовления компенсируется отсутствием дорогостоящих прокатных станов.
По высоте элементы могут насчитывать от 200 до 2500 мм, а толщина исходного стального листа варьируется в диапазоне 8-40 мм. Протяженность изделия доходит до 12-ти метров при минимуме в 3. При согласовании с производителем можно купить сварную балку в 14,5 метров длиной. Под сварную балку ГОСТ 26020-83 позволяет определить приблизительный вес, однако, в качестве расчетного параметра используют значение с допуском в три процента. Окончательный вес готового материала определяется практическими методами.
В форме сырья для производства выступает металлический лист длиной в 12 метров, при необходимости используют заготовки большей длины. Марки исходного материала чаще всего используются следующие: спокойные и полуспокойные Ст3, а так же 09Г2С нескольких модификаций.
Учитывая, что сварная балка ГОСТ 26020-83 имеет все соответствующие стандарту основные характеристики, то проводится аналогичный контроль всех этапов производства. В частности, готовый материал проверяется на наличие дефектов в стыковочных и Т-образных швах при помощи ультразвука.
На портале «Мониторинг цен» вы можете сравнить актуальные цены сварной балки от всех официальных поставщиков Москвы и Московской области в ежедневно обновляемой таблице и совершить заказ напрямую у понравившегося поставщика.
Помимо обширного разброса размерностей, маркировка сварной двутавровой балки показывает тип изделия. Соответствующая литера позволяет определить:
- без специальной отметки – с внутренними плоскостями, расположенными под углом друг к другу;
- М –опять-таки с уклоном, для подвесных путей;
- У – узкополочное изделие с гранями, расположенными параллельно;
- К – колонная;
- Ш – широкополочная;
- Б – нормальная;
- Д – среднеполочная;
- С – материал для армирования каналов шахт. В этом случае угол, под которым расположены внутренние плоскости, не превышает отметки в 16 процентов.
Подчеркнем, что цена сварной балки напрямую зависит от типа, так как он влияет на используемые сплавы и некоторые технические стороны самого процесса сварки.
Существует целый комплекс требований, которые позволяют произвести металлоконструкцию надлежащего качества. В первую очередь производители опираются на чертежи, которые были в установленном порядке утверждены, ТИ№1-2008, кроме того применяют под сварную балку ГОСТ 23118.
Марки сталей, используемых в процессе производства, соответствуют требованиям государственных стандартов под номерами 27772 и 19281. Подразумеваются горячекатаные низколегированные и углеродистые сплавы. Металлический лист должен быть предварительно выправлен и не иметь таких дефектов поверхности, как очаги коррозии и пятна загрязнений, а так же влажные участки и грат, кроме того, кромки заготовки обрабатываются шлифовкой.
Тем не менее, основным документом для сварной балки ГОСТ не является, так как конкретные требования к готовой продукции обсуждаются предварительно и указываются в заказе, а значит присутствуют в чертежах КМД. В их числе марка стали, класс прочности и категория качества.
Отклонения по толщине используемого сырья аналогичны для сварной балки ГОСТ 19903. Торцы, при отклонении их отношения от перпендикулярного, не должны приводить к серьезным отличиям длины от максимально разрешенных параметров.
Производители по требованию заказчика режут материал на отдельные элементы. В этом случае качество обработки определяется уклоном полученного среза, который должен соответствовать табличным допускам. Аналогичным образом оценивают несоответствия размерностей, геометрию и швы. На кромках порезанной кислородом продукции не должно быть выступов и впадин более 0,3 мм при машинном методе обработки.
При выборе сварочных материалов для сварной балки ГОСТ не руководствуются, а опираются на данные СНиП П-23. Важно обеспечить прочностные характеристики шва на уровне самого металла листовых заготовок.
Механизированная сварка используется для создания качественных тавровых и поясных швов. Допускается как односторонний метод соединения с учетом подварки основания, так и полный провар стыков. При этом, все соединения должны быть непрерывны. Стыки сварной двутавровой балки зачищаются до создания ровной поверхности.
Что касается допустимых дефектов шва, то возможны следующие:
- непроваренные участки на длине 400 мм менее 50 мм и глубиной до 5 процентов от толщины заготовки;
- поры, подрезы, впадины с ранее оговоренными параметрами.
Недопустимы несплавленные участки по кромкам, а так же трещины. После проведения всех этапов работ сварная балка ГОСТ зачищается от брызг, шлака и излишков расплавленного металла. Все дополнительные приспособления, используемые при сварке, удаляются без нанесения ударов тяжелым инструментом и участок зачищается до нетронутого металла.
При необходимости шов подвергается ремонту, а исправленные соединения – повторному контролю.
Сама поверхность изделия не должна иметь серьезных дефектов, к которым относят рванины и плены, кроме того расслоения и трещины. Нормой считаются небольшие вмятины на ограниченных участках. Все дефекты разрешается устранять путем шлифовки и других методов, но конечный продукт должен соответствовать заданному минимуму по толщине элементов.
samara.mcena.ru