К3878 в сварочном acr200 – Ремонт сварочных инверторов своими руками: чиним сварочный аппарат
alexxlab | 02.01.2021 | 0 | Вопросы и ответы
AIKEN WELD WARRIOR 200 ремонт
Ремонт сварочного инвертора AIKEN WELD WARRIOR 200. Инвертор включался как положено, напряжение на выходе присутствовало, ничего не моргало, не дымилось, но тока не было, так… искорки сыпались.

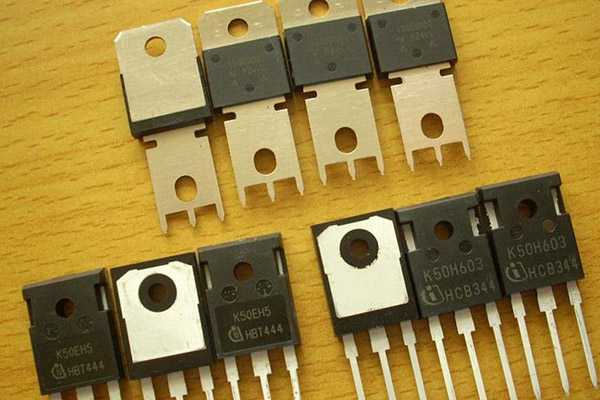
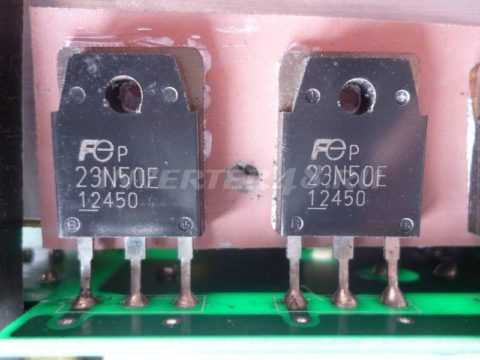 В силовой части инвертора применяются MOSFET транзисторы Fuji Electric — FMh33N50E.
В силовой части инвертора применяются MOSFET транзисторы Fuji Electric — FMh33N50E.
 В выпрямителе используются диоды — FMX4202S (X4202S) или D92-02.
В выпрямителе используются диоды — FMX4202S (X4202S) или D92-02.
 Субмодуль управления построен на микросхемах: шим-контроллер — KA3525A и CA3140EZ — операционный усилитель с полевым входом, выходной каскад на биполярных транзисторах.
Субмодуль управления построен на микросхемах: шим-контроллер — KA3525A и CA3140EZ — операционный усилитель с полевым входом, выходной каскад на биполярных транзисторах.
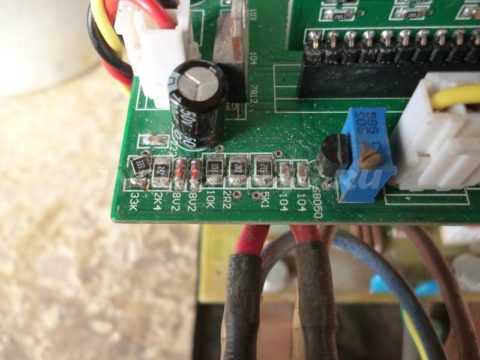
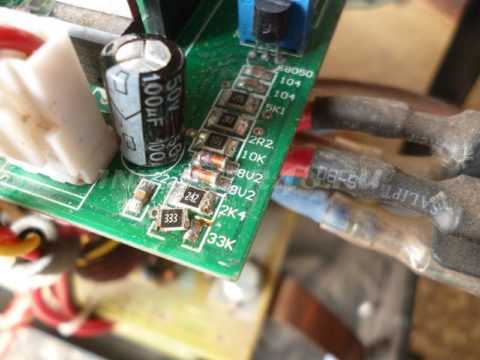 Виновником неправильной работы оказался SMD резистор неизвестного номера сопротивлением 33 килоома. Причем он не сгорел, не оборвался, а уменьшил свое сопротивление в сто раз, звонился примерно на 300 Ом.
Виновником неправильной работы оказался SMD резистор неизвестного номера сопротивлением 33 килоома. Причем он не сгорел, не оборвался, а уменьшил свое сопротивление в сто раз, звонился примерно на 300 Ом.
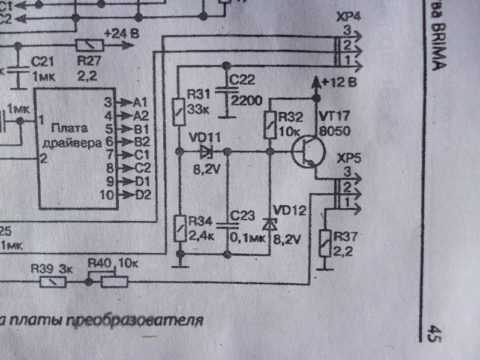 Резистор этот стоит в схеме узла форсирования дуги (Arc Force), в книге Володина «Как отремонтировать сварочные аппараты своими руками» эту схему можно найти на 45 странице, неисправный резистор под номером R31.
Резистор этот стоит в схеме узла форсирования дуги (Arc Force), в книге Володина «Как отремонтировать сварочные аппараты своими руками» эту схему можно найти на 45 странице, неисправный резистор под номером R31.
Кроме резистора, пришлось установить синий подстроечник на ПУ, его там не было, хотя выводы от него торчали. Клиент клялся «никто не лазил, ничего не трогал»… может китайцы оторвали. И заменить CA3140EZ, со старой напряжение на 6-ом выводе в ноль почему-то не устанавливалось.
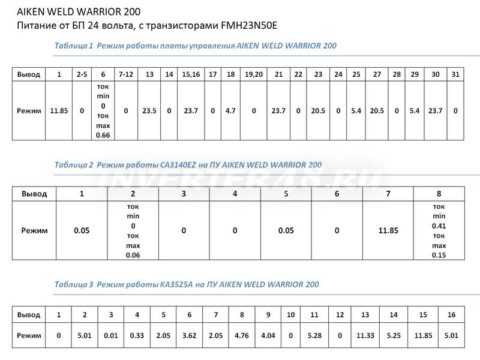 Режим работы платы управления сварочного инвертора AIKEN WELD WARRIOR 200.
Режим работы платы управления сварочного инвертора AIKEN WELD WARRIOR 200.
inverter48.ru
Тест сварочного аппарата ПРОФИ ARC-200 RILON
В комплект данной машины входит
. 
Тест у нас будет состоять из 3-х частей:
1. сварка;
2. сравнение паспортных данных с реальными значениями;
3. анализ конструктивных особенностей.
Для теста мы использовали электрод ОЗС-12 д.4 мм, производства ESAB. Аппарат хорошо и уверено разжег электрод. Процесс сварки стабильный. Хорошее проплавление. Шов получился однородный, без пор (см. фото).

В паспорте данного изделия указаны следующие параметры:
Из паспорта: сварочный ток регулируется от 30 до 200 А. ПВ 60% на 200 А, цикл сварки 10 минут.
На шильде аппарата указаны следующие значения (см. фото ниже), то есть при сварочном токе 200 А и напряжении 28 В (указано на шильде) или 27 В (указано в паспорте) ПВ должно составлять 60%.

Для теста мы использовали следующее оборудование: балластный реостат, вольтметр, токовые клещи.
Во время сварки мы подключили токовые клещи, выставили значение 200 А, произвели замеры. Значение с паспортными данными совпало.

Далее мы провели тест под нагрузкой: для этого подключили сварочный аппарат к балластному реостату РБ-306, вытсавили значение тока 200 А. Регулировка реостата не позволила выставить точное значение напряжения, поэтому было выставлено значение выше почти 29 В и значение сварочного тока при этом максимальным было 187 А. Аппарат простоял под нагрузкой боле 15 минут и не ушел в защиту. При этом показатели сварочного тока снизились до 170 А, но аппарат продолжал работать. Это означает, что значение ПВ сварочного аппарата ПРОФИ ARC 200 (RILON) на поверку оказалось выше заявленных значений паспорта 60%.
Циклы в данном тесте не выдерживали.
Аппарат сделан в жестком двойном металлическом корпусе, все платы и узлы крепятся к металлическом скелету, который сверху защищен металлическим корпусом. Органы управления закрыты козырьком, защищающим от повреждений.
На аппарате стоят «большие» кабельные вставки 35-50;
Имеется цифровая индикация сварочного тока;
Наличие регулируемой функции «форсаж дуги»;
В комплекте с аппаратом идут электрододержатель и клемма заземления хорошего качества с медными проводами длиной 3 метра.
Силовые транзисторы в аппарате стоят фирмы Toshiba.

Охлаждение в данном аппарате построено по принципу «пылевой трубы» (поток воздуха проходит внутри радиатора), что защищает электронику от внешнего воздействия.

Силовые разъемы закреплены медной шиной.
Платы покрыты лаком.

Купить сварочный инвертор ПРОФИ ARC-200
xn--80aaeoxurebr5b.xn--p1ai
Транзисторы для сварочных инверторов: какие используются?
Сварочная технология прочно и уверенно вошла в нашу жизнь, и без качественного соединения поверхности металлических изделий невозможно представить себе нашу жизнь. Обилие сварочных технологий позволяет на первое место выдвинуть инверторную технологию, где можно добиться высокого качества сварных швов и соединений. Силовые транзисторы для сварочных инверторов по праву называют сердцем прибора. Правильный выбор устройства зависит от эффективного расчёта мощности и прочих технических характеристик сварочного прибора.
Что такое инвертор, и правильный выбор основных узлов и компонентов
Чтобы понять, какие транзисторы используются в сварочных инверторах, необходимо знать строение и принцип работы инверторного оборудования. Инвертор в широком понимании, это универсальный источник постоянного тока, который обеспечивает процесс зажигания дуги и поддержания оптимального режима работы. Сварка осуществляется при помощи подачи значительной силы тока на прибор, за счёт внедрённого в конструкции высокочастотного трансформатора. В данном случае можно использовать уменьшенный вариант трансформатора, и увеличить стабильность и эффективный режим регулировки силы тока, который обеспечивается за счёт внедрения IGBT транзистора для сварочного инвертора.
IGBT транзисторы для сварочного инвертора
На сегодняшний день, рынок сварочного оборудования представлен различными вариантами техники, которые имеют уникальные свойства и принцип работы, который определяет в конечном итоге, почему горят транзисторы в сварочном инверторе. В настоящее время варианты сварочного инвертора представлены следующими агрегатами:
- Сварка ручного типа с плавящимися электродами, серийный ряд manual metal arc, ММА. Ручная сварочная аппаратура, работающая в среде защитных газов tungsten inert gas, TIG. Полуавтоматическая технология сварки с использованием инертных газов, типовое исполнение- metal inertgas, MIG. Сварочные приборы на основе работы активных газов типа metal active gas, MAG.
- Сварочные агрегаты с инверторным принципом функционирования — трансформаторные приборы, а также полностью инверторное оборудование.
- Агрегаты с постоянным режимом выходного тока подачи, например для сварки металлов стали, а также с переменным режимом работы, например для пайки алюминия, или чугуна.
Как видно, для каждого типа оборудования предъявляются свои условия эксплуатации и, следовательно, необходимо выбирать импортные и отечественные марки транзисторов для сварочных инверторов, и иногда в соответствующей комбинации.
«Обратите внимание!Чаще всего в работе используются инверторные установки, которые работают по принципу ММА.»
Такие типы устройства неприхотливы и отлично зарекомендовали себя как в частном домашнем хозяйстве, так и на производственном участке.
Технические компоненты
Общая структура работы такого устройства простая, и включает в себя основной источник тока, опциональный элемент выпрямителя для выходного тока, общий блок управления.
Качественный источник тока может быть полностью реализован на базе трансформаторной технологии или исключительно на базе инверторной системы, где силовые транзисторы для сварочных инверторов играют важную роль качественной работоспособности устройства.
Для трансформаторных установок допускается самостоятельное ручное регулирование работы прибора, но среди недостатков выделяется грубый режим регулировки, низкий уровень качества сварного шва. Инверторные установки, наоборот, имея самый простой сварочный инвертор на одном транзисторе обеспечивают высокое качество образования шва, которые сочетаются с силовыми полупроводниковыми элементами.
Транзисторы для инверторов
Основными техническими компонентами, обеспечивающие высокое качество сварочных работ, является наличие IGBT-транзисторов, а также универсальных быстродействующих диодов. В этом случае возникает резонный вопрос, как проверить IGBT транзистор сварочного инвертора. Укажем основные данные транзисторных компонентов для сварки версии IGBT
Тип | Характеристика |
V | Сверхнизкая энергия осуществления выключения, работа до 600 В, частота до 1200 кГц |
НВ | Малое напряжение насыщенного принципа воздействия. Низкая энергия выключения. Напряжение до 650 Вольт, частота до 50 кГц |
Н | Низкий эффект режима выключения. Напряжение подачи — до 1200 вольт, частота до 35 кГц. |
М | Низкое напряжение режима насыщения, напряжение сети до 1200 Вольт, частотный параметр — до 20 кГц |
W | Режим малого прямого падения напряжения, и минимальный режим эффекта восстановления работоспособности. |
Особенности работы транзисторных узлов
Наиболее частая схема применения внутри инверторов используется по технологии push-pull, мостовой принцип функционирования, полумостовой вариант рабочего инвертора, полумостовой комплексный несимметричный вариант исполнения инверторного прибора или косой полумост. Несмотря на достаточное обилие топологий, замена транзистора FGh50N60 в сварочном инверторе по общим требованиям является стандартным, куда включается следующее:
- Высокий режим напряжения. Для эффективной замены транзисторов в сварочных инверторах, общие данные сети напряжения должны быть выше 600 Вольт.
- Большие параметры коммутационных токов. Среднее значение показателя должен быть не менее десятков ампер, а максимальные параметры могут показывать отметку за сотни Амперов.
- Режим высокой частоты переключения. В зависимости от габаритов трансформатора внутри прибора, можно увеличить частоту прибора, а также индуктивность для модели выходного фильтра.
- Для режима минимизации потерь на включение и выключение агрегата, можно узнать, как проверить транзисторы сварочного инвертора, при помощи малого значения подачи энергии на режим включения (Евкл), а также на режим выключения (Евыкл). В данном случае будут минимизированы все потери.
- Для минимизации возможных потерь, используем низкое значение для напряжения режима насыщения, или Uкэ нас.
- Жесткий эффект коммутации, должен быть стойкий для транзисторов для сварочных инверторов Ресанта. Инверторное оборудование в данном случае работает только с индуктивным режимом нагрузки.
- Параметры короткого замыкания. Аппарат должен иметь режим стойкости для данного параметра, эти сведения являются исключительно критичными для мостовых и полумостовых вариантов инверторной техники.
Как рассчитать потерю мощности на IGBT?
Рекомендуем для детального расчёта правильного выбора транзисторных систем использовать ниже приведённую схему.
| Параметры | Значения |
| Суммарные потери | Pd = Pконд + Pперекл |
| Кондуктивные потери | Pконд = Uкэ нас (rms) × Iк × D, где D – коэффициент заполнения |
| Потери на переключение | Pперекл = Eперекл × f, где f – частота переключений, Eперекл = (Eвкл + Eвыкл) — суммарные потери на переключения (приводится в параметрах IGBT) |
| Максимальная мощность, ограничиваемая перегревом кристалла | Pd = (Tj – Tc)/Rth-jc, где Tc – температура корпуса, Tj – температура кристалла, Rth-jc – тепловое сопротивление «кристалл-корпус» (приводится в параметрах IGBT) |
Все эти данные помогут вам правильно рассчитать нужный тип транзистора для инверторного сварочного аппарата. При выборе транзистора учитываем обязательно параметр для высокого порога возможного напряжения работы устройства.
Видео: подбор сварочных транзисторов для инвертора
svarkaipayka.ru
Сварочный инвертор «MMA 200», устройство, ремонт. — Радиомастер инфо
 Основным элементом простейшего сварочного аппарата является трансформатор, работающий на частоте 50 Гц и имеющий мощность несколько кВт. Поэтому его вес десятки килограмм, что не совсем удобно.
Основным элементом простейшего сварочного аппарата является трансформатор, работающий на частоте 50 Гц и имеющий мощность несколько кВт. Поэтому его вес десятки килограмм, что не совсем удобно.
С появлением мощных высоковольтных транзисторов и диодов широкое распространение получили сварочные инверторы. Основные их достоинства: малые габариты, плавная регулировка сварочного тока, защита от перегрузки. Вес сварочного инвертора с током до 250 Ампер всего несколько килограмм.
Принцип работы сварочного инвертора понятен из ниже приведенной структурной схемы:
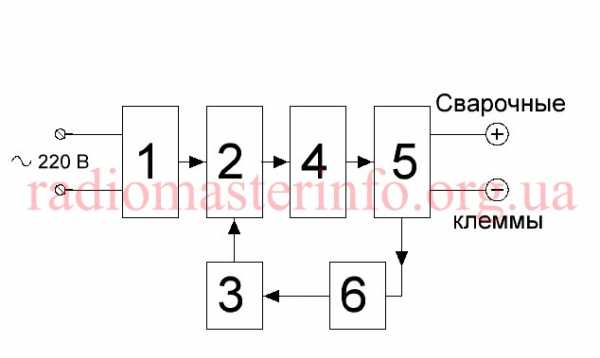
Переменное сетевое напряжение 220 В поступает на без трансформаторный выпрямитель и фильтр (1), который формирует постоянное напряжение 310 В. Это напряжение питает мощный выходной каскад (2). На вход этого мощного выходного каскада подаются импульсы частотой 40-70 кГц от генератора (3). Усиленные импульсы подаются на импульсный трансформатор (4) и далее на мощный выпрямитель (5) к которому подключены сварочные клеммы. Блок управления и защиты от перегрузки (6) осуществляет регулировку сварочного тока и защиту.
Так как инвертор
Рассмотрим конкретный пример.
Инвертор перестал варить. Вентилятор работает, индикатор светится, а дуга не появляется.
Такой тип инверторов довольно распространен. Эта модель называется «Gerrard MMA 200»

Удалось найти схему инвертора «ММА 250», которая оказалась очень похожа и существенно помогла в ремонте. Основное ее отличие от нужной схемы ММА 200:
- В выходном каскаде по 3 полевых транзистора , включенных параллельно, а у ММА 200 — по 2.
- Выходных импульсных трансформатора 3, а у ММА 200 — всего 2.
В остальном схема идентична.
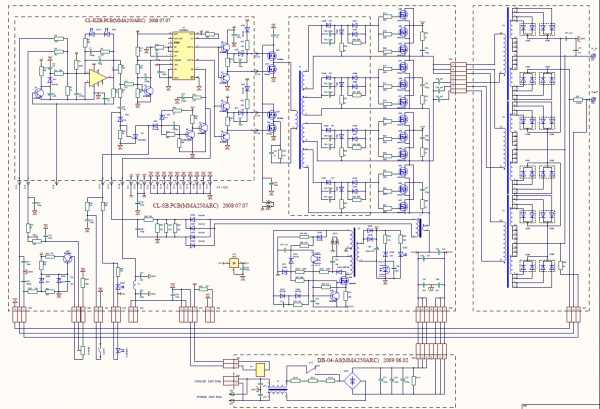
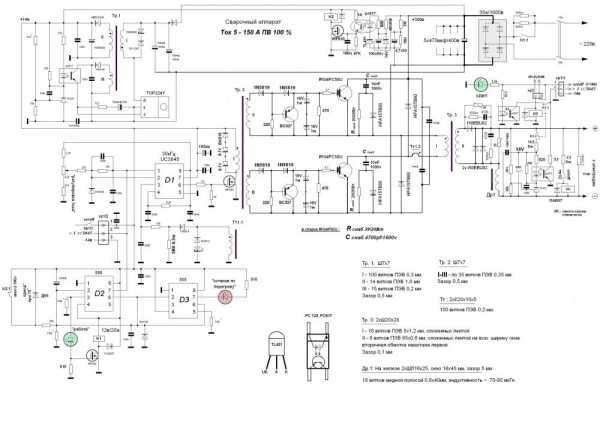
Коротко о самой схеме.
В начале статьи приводится описание структурной схемы сварочного инвертора. Из этого описания понятно, что сварочный инвертор, это мощный импульсный блок питания с напряжением холостого хода около 55 В, что необходимо для возникновения сварочной дуги, а также, регулируемым током сварки, в данном случае, до 200 А. Генератор импульсов выполнен на микросхеме U2 типа SG3525AN, которая имеет два выхода для управления последующими усилителями. Сам генератор U2 управляется через операционный усилитель U1 типа СА 3140. По этой цепи осуществляется регулировка скважности импульсов генератора и таким образом величина выходного тока, устанавливаемая резистором регулировки тока, выведенным на переднюю панель.
С выхода генератора импульсы поступают на предварительный усилитель выполненный на биполярных транзисторах Q6 — Q9 и полевиках Q22 – Q24 работающих на трансформатор Т3. Этот трансформатор имеет 4 выходные обмотки которые через формирователи подают импульсы на 4 плеча выходного каскада собранного по мостовой схеме. В каждом плече в параллель стоят по два или по три мощных полевика. В схеме ММА 200 – по два, в схеме ММА – 250 – по три. В моем случае ММА – 200 стоят по два полевых транзистора типа K2837 (2SK2837).
C выходного каскада через трансформаторы Т5, Т6 мощные импульсы поступают на выпрямитель. Выпрямитель состоит из двух (ММА 200) или трех (ММА 250) схем двухполупериодных выпрямителей со средней точкой. Их выходы соединены параллельно.
С выхода выпрямителя через разъемы Х35 и Х26 подается сигнал обратной связи.
Также сигнал обратной связи с выходного каскада через токовый трансформатор Т1 подается на схему защиты от перегрузок, выполненную на тиристоре Q3 и транзисторах Q4 и Q5.
Выходной каскад питается от выпрямителя сетевого напряжения, собранного на диодном мосте VD70, конденсаторах С77-С79 и формирующего напряжение 310 В.
Для питания низковольтных цепей используется отдельный импульсный блок питания, выполненный на транзисторах Q25, Q26 и трансформаторе Т2. Этот блок питания формирует напряжение +25 В, из которого дополнительно через U10 формируется +12 В.
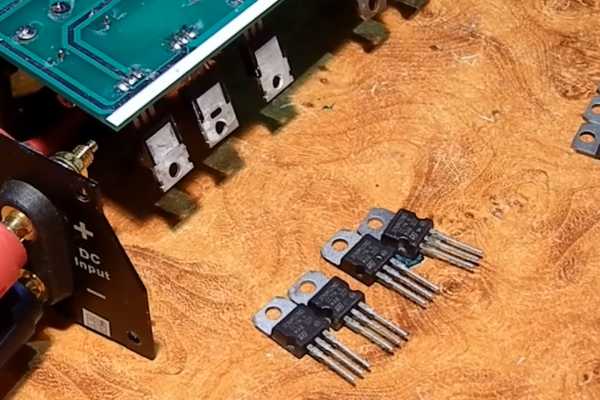
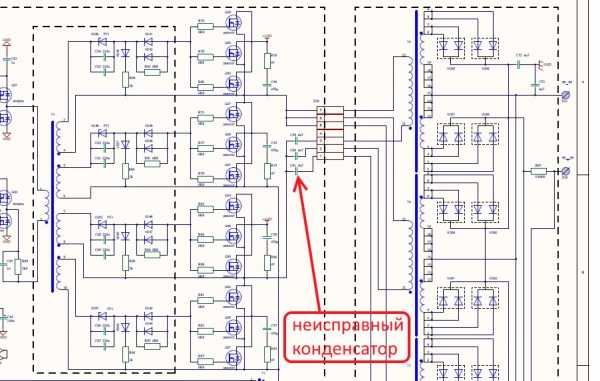
Вернемся к ремонту. После открывания корпуса визуальным осмотром был обнаружен подгоревший конденсатор 4,7 мкФ на 250 В.

Это один из конденсаторов, через которые подключаются выходные трансформаторы к выходному каскаду на полевиках.
Конденсатор был заменен, инвертор заработал. Все напряжения в норме. Через несколько дней инвертор снова перестал работать.
При детальном осмотре были обнаружены два разорванных резистора в цепи затворов выходных транзисторов. Их номинал 6,8 Ом, фактически они в обрыве.

Были проверены все восемь выходных полевых транзистора. Как упоминалось выше, они включены по два в каждом плече. Два плеча, т.е. четыре полевика, вышли из строя, их выводы накоротко соединены между собой. При таком дефекте высокое напряжение от цепей стока попадает в цепи затворов. Поэтому были проверены входные цепи. Там также обнаружены неисправные элементы. Это стабилитрон и диод в цепи формирования импульсов на входах выходных транзисторов.

Проверка производилась без выпаивания деталей путем сравнения сопротивлений между одинаковыми точками всех четырех формирователей импульсов.

Также были проверены все остальные цепи вплоть до выходных клемм.
При проверке выходных полевиков все они были выпаяны. Неисправных, как выше упоминалось, оказалось 4.
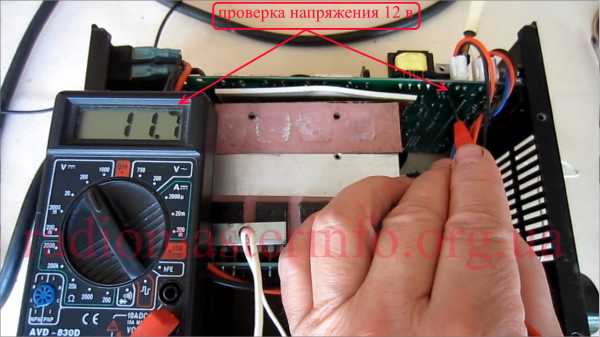
Первое включение делалось вообще без мощных полевых транзисторов. При этом включении была проверена исправность всех источников питания 310 В, 25 В, 12 В. Они в норме.
Точки проверки напряжений на схеме:
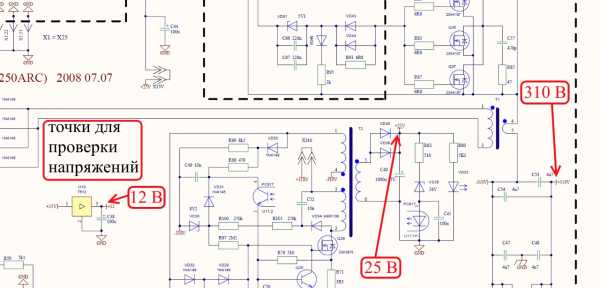
Проверка напряжения 25 В на плате:

Проверка напряжения 12 В на плате:
После этого были проверены импульсы на выходах генератора импульсов и на выходах формирователей.

Импульсы на выходе формирователей, перед мощными полевыми транзисторами:

Затем были проверены на утечку все выпрямительные диоды. Так как они включены в параллель и к выходу подключен резистор, сопротивление утечки было около 10 кОм. При проверке каждого отдельно взятого диода утечка более 1 мОм.

Далее было принято решение собрать выходной каскад на четырех полевых транзисторах, поставив в каждое плечо не по два, а по одному транзистору. Во-первых, риск выхода из строя выходных транзисторов хотя и минимизирован проверкой всех остальных цепей и работой источников питания, но все же после такой неисправности остается. К тому же, можно предположить, что если в плече по два транзистора, то выходной ток до 200 А (ММА 200), если по три транзистора, то выходной ток до 250 А, а если будет по одному транзистору, то ток вполне сможет достигать 80 А. Это значит, что при установке по одному транзистору в плечо, можно варить электродами до 2мм.

Первое контрольное кратковременное включение в режиме ХХ решено сделать через кипятильник на 2,2 кВт. Это может минимизировать последствия аварии, если все-таки какая-то неисправность была пропущена. При этом измерялось напряжение на клеммах:

Все работает нормально. Не проверенными оказались только цепи обратной связи и защиты. Но сигналы этих цепей появляются только при наличии выходного тока значительной величины.
Так как включение прошло нормально, напряжение на выходе также в пределах нормы, убираем последовательно включенный кипятильник и включаем сварку в сеть напрямую. Снова проверяем выходное напряжение. Оно немного выше и в пределах 55 В. Это вполне нормально.
Пробуем кратковременно варить, наблюдая при этом за работой схемы обратной связи. Результатом работы схемы обратной связи будет изменение длительности импульсов генератора, за которыми мы будем наблюдать на входах транзисторов выходных каскадов.
При изменении тока нагрузки они изменяются. Значит схема работает правильно.
 А вот импульсы при наличии сварочной дуги. Видно, что их длительность изменилась:
А вот импульсы при наличии сварочной дуги. Видно, что их длительность изменилась:

Можно покупать недостающие выходные транзисторы и устанавливать на место.
Материал статьи продублирован на видео:
radiomasterinfo.org.ua
Сварочный инвертор Сварог Arc 200 Z238, 200B R05, Arc 200 Easy
На отечественном рынке Сварог является одним из основных лидеров в производстве сварочного оборудования. Существует не так уж много отечественных компаний, известных в этой сфере. Свою популярность техника заслужила высоким качеством и надежностью. Производитель выпускает аппараты с самыми различными параметрами, которые могут пригодиться для всех сфер использования. Сварочный инвертор Сварог Arc 200 относится к одним из наиболее мощных аппаратов для частной сферы. Несмотря на максимальную силу тока в 200 Ампер, которой вполне достаточно для сварки электродами в 5 мм, в профессиональной среде такая техника не применяется. Виной тому низкий ПВ, который на максимальном режиме достигает всего 40%.

Сварочный инвертор Сварог Arc 200
Для домашнего использования таких параметров вполне достаточно, тем более, что далеко не всегда приходится использовать инвертор на максимальных настройках, а в других режимах он проявляется себя намного лучше. Для стандартной работы вполне достаточно 3-4 мм электродов, но здесь еще можно про запас использовать 5 мм в течение недолгого времени. Пользователи отмечают высокое качество сборки и надежные корпуса. При небольших размерах они обеспечены надежной защитой от повреждений. Малые габариты сопровождаются низким весом. Это позволяет удобно переносить технику. Сварочный инвертор Сварог 200 оснащен специальной ручкой для переноски.
Отличительные особенности
Несмотря на низкий уровень ПВ, качество швов, получаемых в любом режиме является довольно высоким и аппарат полностью оправдывает свои параметры. Удобный регулятор располагается так, что его трудно будет чем-то зацепить во время работы. Техника пригодна для выполнения практически всех бытовых процедур, так как с ее помощью можно варить арматуру, листы, уголки, мелкие детали и прочие вещи.
Преимущества инвертора Сварог Arc 200
- Модель с широким диапазоном настроек по току, который охватывает практически все основные операции, которые выполняются такой техникой;
- Инвертор сварочный Сварог Arc 200 обладает легким розжигом дуги и может поддерживать стабильное ее горение;
- Техника обладает относительно низкой стоимостью, в сравнение с другими профессиональными моделями;
- Отличная сборка корпуса, который обладает стильным современным дизайном;
- Имеются дополнительные режимы сварки, благодаря которым она проходит проще и легче;
- Нет необходимости в специальном подключении к электрической сети, так как все происходит по стандартной схеме;
- Низкий уровень шума во время работы.
Недостатки инвертора Сварог Arc 200
- Слабая система охлаждения, которая приводит к быстрому перегреву аппарата;
- Невозможность долго работать при высоком уровне тока;
- Низкий уровень ПВ, что затрудняет применение его в профессиональной сфере;
- Комплектные аксессуары оказываются слишком хлипкими и слабыми для максимальных режимов;
- Провода в комплекте слишком короткие;
- На максимальных режимах встречаются проблемы с качеством шва.
Технические характеристики сварочного инвертора Сварог Arc 200
Для каждого аппарата характеристики являются основными параметрами, по которым происходит выбор. Удачное их сочетание со стоимостью может сделать конкретную модель более популярной. Чтобы правильно подобрать инвертор, нужно обратить внимание на его максимальный и минимальный ток, время беспрерывной работы в требуемом режиме, максимальный диаметр электрода и прочее. Естественно, что стоимость также относится к важным параметрам, но технические характеристики всегда являются наиболее важными. Сварочный аппарат инвертор Сварог Arc 200b r05 обладает следующими параметрами:
| Параметры | Значение параметров |
| Тип проводимый процессов | ручная сварка (MMA) |
| Диапазон регулировки тока при (MMA), А | 10-200 |
| Диапазон входного напряжения, В | 195-245 |
| Напряжение х.х. | 63 В |
| Ток на выходе | постоянный |
| Мощность | 8 кВ·А |
| ПВ на максимальных параметрах | 40 % |
| Диаметр расходного материала | 1,5 — 5 мм |
| Коэффициент полезного действия | 85 % |
| Изоляция | класс F |
| Горячий старт | присутствует |
| Форсаж дуги | Присутствует |
| Защита | IP21 |
| Размеры | 315 х 130 х 205 мм |
| Вес | 4 кг |
Комплектация – держак для сварочного аппарата, кабель, наконечник, клемма для заземления, кабель питания для подключения к сети.
Инструкция по эксплуатации сварочного инвертора Сварог Arc 200 Easy
В первую очередь следует позаботиться о правильном выборе рабочего места. Речь идет не только о чистом пространстве, свободном от пыли и посторонних предметах. Здесь нужно хорошее проветривание. Система охлаждения здесь очень слабая, что не позволяет вести длительную работу при максимальных режимах. Если к искусственному проветриванию кулером добавить еще естественное воздушными потоками, то можно увеличить ПВ, пусть и незначительно. Ничего не должно мешать проникновению воздуха в кулер.
Перед подключением в сеть, нужно убедиться, что параметры сети подходят под рабочие характеристики аппарата. Иногда встречаются не только скачки, но и просто пониженное или повышенное напряжение. Если оно отличается от допустимого, то не стоит рисковать и подвергать сварочный полуавтомат Сварог PRO MIG 200 опасности.

Полуавтомат Сварог PRO MIG 200
Очень важным моментом является надежное соединение всех проводов, клемм и прочих вещей, которые проводят электричество. Если контакт будет болтаться на весу, что-либо до конца не закрутится или будет неплотное соединение, то именно в этом место может случиться короткое замыкание, перегреться и расплавиться провод и так далее.
Режимы
Сварочный инвертор Сварог Real arc 200 z238 предназначен для широкого спектра работ, соответственно, существует множество вариаций режимов, которые можно на нем выставить. Чем выше толщина заготовки, тем выше толщина расходного материала, в данном случае электрода. Соответственно, чтобы все расплавить, нужно применять большее количество Ампер в сварочном токе. Чтобы правильно определиться с теми параметрами, которые нужны будут для конкретного случая, стоит воспользоваться данными, приведенными в таблице, которые помогут выбрать нужное значение тока.
| Режимы | |||||||
| Толщина заготовки, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 12-15 |
| Диаметр расходного материала, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4 | 5 |
| Величина тока, А | 15 | 40 | 79 | 130 | 160 | 180 | 200 |
Аналоги
Сварочный полуавтомат Сварог real mig 200 n24002 является далеко не единственным вариантом в данной серии. У этого же производителя есть модель Сварог arc 205, которая обладает очень схожими параметрами и также является гибридным агрегатом, в котором сочетаются возможности варить в ручном и полуавтоматическом режиме.
svarkaipayka.ru
техническая оценка состояния и ремонт, советы специалистов
 Самым популярным методом соединения является сварка. Существует несколько её разновидностей. Одним из популярных является сварка инверторным способом. Сварочный инвертор является надёжным оборудованием, но, тем не менее нередко возникают ситуации, когда он выходит из строя.
Самым популярным методом соединения является сварка. Существует несколько её разновидностей. Одним из популярных является сварка инверторным способом. Сварочный инвертор является надёжным оборудованием, но, тем не менее нередко возникают ситуации, когда он выходит из строя.
Причины, по которым это происходит, могут быть самыми разными. Если оборудование, которое используется для сварочных работ, перешло в нерабочее состояние, то перед владельцем возникает задача с его ремонтом.
Общие сведения об инверторах
Под инвертором следует понимать источник постоянного тока, благодаря которому обеспечивается зажигание и поддержание электрической дуги. А, как все знают, именно её посредством выполняется сварка металлов.
В основу работы этого оборудования заложено следующее: сварка производится посредством сварочного тока значительной силы, который возникает посредством высокочастотного трансформатора.
Это даёт возможность для уменьшения размеров трансформатора, а также позволяет повысить стабильность и улучшить возможность регулировки выходного тока.
Ряд этапов включает процесс получения тока нужной силы для выполнения сварочных работ:
- Первичное выпрямление электрического тока, полученного из сети.
- Осуществление трансформации первичного постоянного тока в электрический высокой частоты.
- Повышение силы тока с одновременным уменьшением величины напряжения в трансформаторе.
- Вторичное выпрямление электрического тока выходной силы.
Процесс выпрямления тока осуществляется посредством диодных мостов определённой мощности. Для изменения частоты используются мощные транзисторы. Высокочастотным трансформатором обеспечивается необходимая сила выходного тока.
Конструкция инверторов
 Несколько основных блоков имеет в составе своей конструкции инверторное оборудование, предназначенное для выполнения сварочных работ. Стабилизация выходного сигнала обеспечивается благодаря блоку питания.
Несколько основных блоков имеет в составе своей конструкции инверторное оборудование, предназначенное для выполнения сварочных работ. Стабилизация выходного сигнала обеспечивается благодаря блоку питания.
На многообмоточном дросселе и наличии управления, осуществляемого при помощи транзисторов, а также накоплении в конденсаторе энергии основана схема управления блоком. Помимо этого, диоды используются в системе управления дросселем. Отдельно от других блоков располагается блок питания. В большинстве моделей сварочных инверторов от других блоков он отделён, как правило, перегородкой из металла.
Если говорить об основном элементе сварочного инверторного оборудования, то таковым является силовой блок. Его посредством обеспечивается процесс преобразования первичного тока, поступающего от блока питания, до выходного сварочного тока, который можно использовать для ведения сварочных работ.
Диодный мост, на который осуществляется подача электрического тока силой не более 40А, представляет собой первичный выпрямитель. Величина подаваемого напряжения варьируется в диапазоне от 200 до 250В с частотой 50 Гц.
Своим видом инверторный преобразователь представляет силовой транзистор, у которого такой показатель, как мощность составляет менее 8 кВт. Рабочее напряжение находится на уровне 400В. С преобразователя выходит сигнал, у которого частота составляет 100 кГц.
В оснащении высокочастотного трансформатора имеются ленточные обмотки, благодаря чему обеспечивается увеличение тока до величины 200–250А, а во вторичной обмотке величина напряжения не превышает 40В.
На базе мощных диодов, у которых рабочая сила тока не менее 250А, собирается вторичный выпрямитель. Рабочее напряжение у него может доходить до 100В. Конструкцией предусматривается наличие элементов, обеспечивающих его обязательное охлаждение:
- Радиаторы.
- Вентиляторы.
Чтобы обеспечить стабилизацию выходного сигнала дроссель устанавливается на выходную плату.
Блоки управления
 Задающий генератор или широко импульсный модулятор используется в качестве основы для блока управления. Если на основе генератора собрана схема, то в качестве него используется микросхема.
Задающий генератор или широко импульсный модулятор используется в качестве основы для блока управления. Если на основе генератора собрана схема, то в качестве него используется микросхема.
Кроме неё, резонансный дроссель размещается на плато, а помимо них ещё и конденсаторы. Их устанавливают в количестве 6 или 10 штук. Трансформатором обеспечивается схема управления каскадного типа.
В большинство моделей инверторов схема защиты собрана на плато силового блока для обеспечения надёжной защиты соответствующего элемента. Для эффективной защиты от перегрузок при использовании оборудования в нём используется схема на базе микросхемы 561 ЛА 7.
Снабберы применяются в системе защиты выпрямителей и преобразователей на основе резисторов и конденсаторов К78–2. Установка термовыключателя позволяет обеспечить надёжную тепловую защиту элементов силового блока.
Основные причины неисправности сварочных инверторов
Даже самый современный надёжный сварочный инвертор при продолжительной эксплуатации выходит из строя. Причины поломок могут быть самыми разными. Чаще всего это связано с короткими замыканиями в электрических схемах. Они возникают из-за попадания туда влаги.
В некоторых случаях неисправным аппарат становится из-за попыток сварщика производить работы, на которые это оборудование не рассчитано.
Например, некоторые специалисты используют сварочный инвертор небольших габаритов для операций по резке железнодорожного рельса. Решение такой задачи с помощью этого оборудования, конечно же, приведёт к серьёзным перегрузкам и как следствие, к выходу оборудования из строя.
Основные виды неисправностей
 Существует довольно много неисправностей, которые приводят к неработоспособности сварочного инвертора.
Существует довольно много неисправностей, которые приводят к неработоспособности сварочного инвертора.
Прежде всего, это случаи, когда при наличии необходимого входного напряжения электрический ток на выходе инвертора отсутствует. Возникновение такой неисправности связано с перегоранием предохранителей. В некоторых случаях она может возникать по причине нарушения целостности электроцепи, которая может появиться в любой зоне инвертора.
Другим видом неисправности является недостижение сварочным током нужных значений даже при максимальных установках. Основной причиной возникновения такой неисправности сварочного инвертора может быть недостаточная величина входного напряжения. Также причиной подобной неполадки могут быть потери, возникшие в контактных зажимах.
Если при выполнении работ с использованием сварочного инвертора часто происходит самопроизвольное отключение оборудования, то это говорит о наличии короткого замыкания в электрической цепи.
Также это может указывать на сильный перегрев элементов силового блока. При этом в нормальном режиме может работать система защиты, благодаря которой обеспечивается аварийное отключение.
Порядок проведения ремонта сварочного инверторного оборудования
Вне зависимости от неисправности, с которой столкнулся специалист, использующий сварочный инвертор, ремонт необходимо начинать с внешнего осмотра агрегата. Он поможет определить наличие на корпусе механических повреждений или следов от короткого замыкания в виде прожогов или почернения. После этого необходимо проверить, насколько надёжно закреплены в клеммах электрокабели.
Вне зависимости от результатов проведённой проверки следует выполнить подтягивание зажимов кабеля при помощи отвёртки или ключа. Также нелишним будет выполнить проверку целостности предохранителей, используя для этого тестер.
Если после проведённых манипуляций неисправность не устранена, то необходимо снять крышку корпуса инверторного оборудования. После этого нужно тщательно осмотреть внутренности агрегатов с целью выявления обрывов электрических цепей. В процессе осмотра необходимо искать следы воздействия короткого замыкания.
Чтобы быстрее найти причину неисправности, можно выполнить измерение величины выходного напряжения, а также силы входного тока. Для выполнения измерительных работ необходимо использовать тестер или мультиметр.
Если явная неисправность сварочного оборудования отсутствует, то в этом случае выполняется поблочный контроль целостности электрической цепи. Выполнение проверки начинается с блока питания, постепенно переходя к осмотру других блоков.
Ремонт силового блока инверторного оборудования
 Для качественного устранения неисправностей нужно основательно подготовиться к ремонту, при проведении которого в обязательном порядке должен использоваться определённый набор инструментов.
Для качественного устранения неисправностей нужно основательно подготовиться к ремонту, при проведении которого в обязательном порядке должен использоваться определённый набор инструментов.
Выполняя проверку и ремонт сварочных инверторов, у специалистов часто возникает необходимость в использовании специальных инструментов и измерительных приборов:
- плоскогубцы;
- паяльники 40 Вт;
- отвёртка;
- гаечный и торцовый ключ;
- нож;
- кусачки;
- амперметр на 50 и 250А;
- вольтметры на 50В в 250В;
- осциллограф.
Выполнив проверку силового блока и блока управления сварочного инвертора, необходимо в первую очередь проверить основные их элементы. Если говорить о неисправностях силового блока, то наиболее распространённым является выход из строя силового транзистора. Поэтому поиск неисправности в этом блоке следует начинать именно с него.
Технология работ
 Определить то, что транзистор неисправен, можно по следам повреждения на его поверхности. Если визуальный осмотр не помог определить состояние транзистора, то следует выполнить проверку его состояния при помощи мультиметра. Если транзистор вышел из строя, то его необходимо заменить новым. Установка нового прибора на плато выполняется с использованием термопасты КПТ-8.
Определить то, что транзистор неисправен, можно по следам повреждения на его поверхности. Если визуальный осмотр не помог определить состояние транзистора, то следует выполнить проверку его состояния при помощи мультиметра. Если транзистор вышел из строя, то его необходимо заменить новым. Установка нового прибора на плато выполняется с использованием термопасты КПТ-8.
Если в сварочном инверторе оказался неисправен транзистор, то его неработоспособное состояние сопровождается выходом из строя одного из его драйверов. Следует выполнить проверку этих транзисторов управления, используя в качестве прибора для оценки работоспособности омметр. Обнаружив неисправные детали, их необходимо отпаять, а потом заменить новыми.
В современных моделях сварочных инверторов диодные мосты выпрямителей являются наиболее надёжными из деталей инвертора в сравнении с транзисторами. Но их проверку также следует провести.
Для того чтобы точно определить причину неисправности, необходимо снять диодный мост с плато, а потом проверить его состояние в условиях подсоединения всех диодов между собой. При показаниях сопротивления после проверки близких к нулю необходимо искать конкретный диод, который находится в нерабочем состоянии. Обнаружив его, этот неисправный элемент придётся заменить новым.
Выполнение ремонта блока управления связано, прежде всего, с выполнением проверки параметров деталей, которые выдают сигналы сложных видов. Это может приводить к проблемам в диагностике неисправностей с использованием осциллографов. В таких случаях выполнение ремонта блоков следует доверить специалистам.
Если при возникновении перегрева элементов силового блока отключения сварочного инвертора не происходит, то в термовыключателях следует искать причины неисправности. Для того чтобы определить их, необходимо выполнить проверку надёжности крепления деталей, на которых они контролируют температуру. Если при проверке выясняется, что один из термовыключателей не срабатывает, то необходимо выполнить замену неисправного новым.
Специалисты-сварщики часто, выполняя сварочные работы, в качестве основного оборудования используют сварочные инверторы. При продолжительной эксплуатации даже самое современное оборудование может выходить из строя. В этом случае необходимо качественно выполнить ремонт.
Устранить небольшие неисправности можно своими силами. Для этого нужно лишь иметь представление об основах электротехники и иметь в своём распоряжении специальный инструмент для поиска неисправностей. Правильная диагностика причины выхода из строя сварочного инвертора поможет затратить минимум времени на выполнение ремонта и быстрее вернуть ему рабочее состояние.
Оцените статью: Поделитесь с друзьями!stanok.guru
СВАРОЧНЫЙ АППАРАТ СВОИМИ РУКАМИ СТРАНИЦА В СТАДИИ РАЗРАБОТКИ Прежде всего стоит обратить внимание на то, что у каждого транзистора есть несколько подгрупп, например транзисторы IKW50N60T и IKW50N60h5 названия имеют вроде одинаковое, но имеются и отличия, которые могут стать принципиальными. Хотя с другой стороны максимальный ток в холодном состоянии отличается существенно, а вот у прогретого транзистора он практически одинаков. Тем не менее ушки нужно держать на макушке – у многих типов транзисторов внутри отсутствуют диоды, IGBT транзисторы могут делиться на группы по максимальной рабочей частоте. Все это уже может существенно повлиять на работоспособность собираемого или ремонтируемого сварочного инвертора.
Диоды либо 150EBU04, либо 80EPF06
|

 Простой сварочный инвертор представляет собой импульсный источник питания. В однофазном инверторном источнике питания переменный ток напряжением 220 В и частотой 50 или 60 Гц выпрямляется с помощью мощных диодов, схема включения мостовая.
Простой сварочный инвертор представляет собой импульсный источник питания. В однофазном инверторном источнике питания переменный ток напряжением 220 В и частотой 50 или 60 Гц выпрямляется с помощью мощных диодов, схема включения мостовая.



www.samsvar.ru