Как сварить силумин – Сварка силумина в домашних условиях
alexxlab | 30.11.2019 | 0 | Вопросы и ответы
Сварка силумина в домашних условиях
Силумин – это алюминиевый сплав, в который добавлен кремний. Именно из него делают детали сложной формы, которым предъявляются жесткие требования по прочности, коррозионной стойкости и износостойкости. Что касается такого процесса, как сварка силумина, то необходимо отметить, что технология практически точно такая же, как сварка алюминия. То есть, сваривание неплавящимся электродом в защитном аргонном облаке. Все дело в окисле алюминия, который на поверхности сплава создает прочную и жаростойкую пленку. Поэтому на открытом воздухе такую сварку не провести.

Аргон в этом плане выполняет чисто защитные функции. Он, во-первых, тяжелее воздуха, поэтому легко вытесняет его из зоны сварки. Во-вторых, аргон является инертным газом, то есть, ни с воздухом, ни с другими газами, а тем более с алюминиевым сплавом он никогда ни под какими условиями взаимодействовать не будет.
Но есть в аргонодуговой сварке один момент, о котором новички могут и не знать. Когда производится сварка на обратной полярности (электрод подключается к плюсу, а заготовка к минусу), от атомов аргона начинают отделяться электроны. Происходит ионизация газа, то есть, он начинает пропускать через себя электрический ток. Именно ионизированный аргон, если придать ему направление, становится плазмой. И здесь очень важно не перегреть газ, который своей силой и температурой будет не соединять силуминовые заготовки, а резать их.
Внимание! Варить можно только литейный силумин, в составе которого кремния 4-22%. Не вариться материал, в состав которого входит в большом процентном содержании цинк.
Как заварить силумин
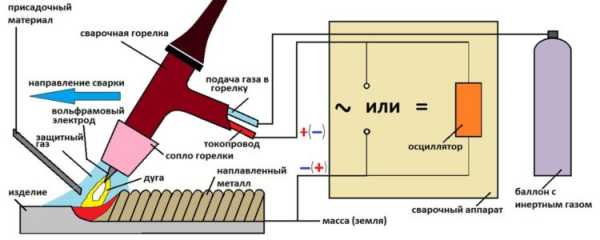
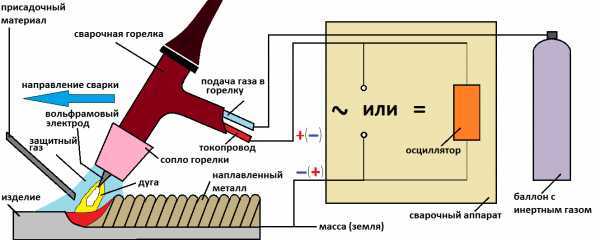
Итак, для сварки силумина необходима аргонодуговая технология. В состав оборудования входит инвертор, баллон с газом, осциллятор и специальная горелка. В горелку устанавливается неплавящийся электрод из вольфрама. В качестве присадки здесь должна выступать силуминовая проволока.
Перед началом сварочного процесса силуминовые заготовки необходимо подготовить. Основное правило – это удалить оксидную пленку.
- Сначала необходимо зачистить кромки свариваемых деталей с помощью наждачки, металлической щеткой, пескоструйной машиной или любым другим способом.
- Далее производится обработка химическим составом. Это может быть любой растворитель, бензин или раствор каустической соды. Если используется последний материал, то после обработки рекомендуется промыть металлические заготовки напором воды.
Сварка производится на обратной полярности при короткой дуге. Объяснить это можно лишь тем, что при короткой дуге металл проплавляется лучше. Присадочная проволока подается в зону сварки, где она также расплавляется и соединяется с основным металлом, что в конечном итоге образует единую однородную жидкую субстанцию. Она при остывании превращается в монолит.
Подавать быстро присадку в сварочную ванну нельзя. Это приведет к разбрызгиванию металла, что снизит качество сварного шва. Проволоку надо подавать перед горелкой, при этом держать под углом. Движение и подача должны быть равномерными точно вдоль шва. Нельзя отклонять присадочный стержень, двигать его поперек. Ровный и узкий шов – вот высокое качество соединения.
Все остальное, в принципе, точно так же, как и при сварке алюминия. А именно:
- При поджиге электрода нельзя касаться свариваемых металлических заготовок.
- Подачу газа надо начинать после 15 секунд после розжига вольфрамового электрода. Что обеспечит нагрев пространства в сопле горелки.
- Заканчивая сварку, нельзя останавливать подачу газа. Отключение можно провести после 10 секунд, как отключится подача электроэнергии на электрод. Это обеспечит равномерное остывание металла в зазоре между заготовками.
В домашних условиях можно сварку силумина проводить плавящимся электродом. К примеру, расходником от известной шведской компании ESAB марки ОК 96.50. Но и здесь есть своя специфика.
- Точно также производится подготовка заготовок.
- Предварительно свариваемые детали подвергаются нагреву до 250-300С.
- Электроды также предварительно подогреваются до 150С.
Электроды этой марки состоят из силуминового стержня и щелочно-солевой обмазки. При сварке выделяется в большом количестве шлак, который необходимо тщательно удалять. И все же сварка аргоном является более качественной.
Плюсы и минусы аргонодуговой сварки силумина
К достоинствам этой технологии можно отнести следующее.
- Это практически единственный вариант соединить силуминовые заготовки.
- Температура нагрева сплава не очень высокая, так что при правильном подходе можно исключить деформацию свариваемых деталей.
- При короткой дуге можно убыстрить сварочный процесс.
- Аргон является надежной защитой, что обеспечивает качество конечного результата.
- Способ сваривания общедоступный, так что нет никаких ограничений или запретов. В данном случае важен опыт проведения данного вида сварочных работ.
- При правильном подходе сварной шов должен получиться аккуратным.
Есть у этого способа соединения и свои отрицательные стороны.
- Нельзя проводить сварку силумина аргоном при ветреной погоде. Ветер будет сдувать из зоны сварки защитный газ. Оптимальный вариант – варить в закрытых помещениях.
- Если используется сварочный трансформатор с большим током, то необходимо будет обеспечить дополнительное охлаждение силуминовых деталей.
- Сварка с аргоном требует наличие разного оборудования.
- Некоторые сложности с настройкой режима сварки.
На самом деле сварка силуминовых изделий – процесс непростой. Как показывает практика, осилить его может только тот сварщик, который выполнял эту операцию неоднократно. То есть, только опыт может справиться с поставленной задачей.
Поделись с друзьями
1
0
9
0
svarkalegko.com
Сварка силумина в домашних условиях. Особенности электродуговой сварки.

На заметку! Силумин – это сплав алюминия и кремния, который предназначен для создания деталей сложной формы.
Такой металл характеризуется высокими показателями прочности, устойчивостью к коррозийным процессам и износостойкостью.
Содержание статьи
Сварка силумина при помощи аргоном
Технология сварки силумина практически идентична процессу сваривания алюминия. Она получила название аргонодуговой, поскольку в ней объединились электрическая и газовая сварки. А именно, сварка осуществляется при помощи неплавящегося электрода в защитном аргоном облаке.
Как уже отмечалось, основная функция аргона заключается в защите сплава от процессов окисления. За счет того, что он тяжелее воздуха, он вытесняет воздушные массы из зоны сварки. Еще одна отличительная  особенность аргона состоит в том, что он является инертным газом, а значит ни с воздухом, ни с другими газами он ни при каких обстоятельствах не будет вступать в реакцию.
особенность аргона состоит в том, что он является инертным газом, а значит ни с воздухом, ни с другими газами он ни при каких обстоятельствах не будет вступать в реакцию.
Если вы новичок, и впервые производите сварку силумина в домашних условиях, следует быть очень внимательным и не перегреть газ.
В случае, когда осуществляется сварка на обратной полярности (электрод подсоединяется к плюсу, а заготовленная деталь к минусу), от атомов аргона будут отсоединяться электроды. Таким образом, происходит ионизация газа и он начнет пропускать через себя электроток. Поэтому очень важно довести аргон до нужной температуры, ведь если его перегреть, то своей силой он будет не соединять заготовки из силумина, а начнет их разрушать.
Обратите внимание! Сваривать можно исключительно литейный силумин, в котором находится 5-20% кремния. Если в составе много цинка. То варить такой материал нельзя.
Как произвести сварку силумина
Чтобы сварить силумин нужно прибегнуть к аргонодуговой технологии. Оборудование сконструировано из инвертора, газового баллона, осциллятора и горелки. В горелку монтируется неплавящийся вольфрамовый электрод, силуминовая проволока предстает в качестве присадки.

Перед тем как начать процесс сварки нужно:
- взять наждачку, металлическую щетку или пескоструйную машину и зачистить кромки свариваемых силуминовых деталей,
- затем нужно обработать их химическим составом. Для этого подойдут: бензин или любой растворитель.
Сварка осуществляется на обратной полярности при короткой дуге, поскольку так металл будет лучше плавиться. Присадочную проволоку нужно поместить в зону сварки, там она расплавится и совместится с основным металлом. В результате образуется однородная жидкая масса, которая после того как остынет превратится в монолит.
Чтобы сварной шов получился качественным, важно подавать проволоку перед горелкой и держать ее нужно пол углом. Соблюдайте точность и равномерность подачи проволоки вдоль шва, ведь если подать ее слишком быстро – металл разбрызгается и шов получится кривым.
Осуществляя сварку силумина в домашних условиях, соблюдайте все установленные правила и рекомендации, а именно:
- когда поджигаете электрод, ни в коем случае не касайтесь свариваемых металлических заготовок,
- подаваться газ должен только спустя 15 секунд после того как вольфрамовый электрод разожжется,
- в конце сварочного процесса нельзя прекращать подачу газа, отключать его разрешается лишь спустя 10 секунд после того, как прекратится подача электрической энергии на электрод. Так, металл будет остывать равномерно.
Достоинства и недостатки аргонодуговой сварки силумина
Данная технология отличается рядом достоинств, среди которых выделяются:
- во-первых, такой способ является практически единственной возможностью соединить силуминовые заготовки,
- во-вторых, при короткой дуге сварочный процесс не займет много времени,
- аргон зарекомендовал себя как надежный защитный элемент, поэтому при соблюдении всех правил сварки, в конечном итоге вы получите прочное соединение,
- сварочный процесс каждый может осуществить в домашних условиях, здесь большую роль сыграет опыт.
Несмотря на большое количество плюсов, есть у такого способа и некоторые недостатки:
- сварку силумина аргоном не рекомендуется проводить на улице, т.к. ветер будет сдувать из зоны сварки защитный газ, поэтому сварочные работы лучше производить в закрытых помещениях,
- для сварки с аргоном нужно обзавестись всем необходимым оборудованием,
- могут возникнуть сложности с настройкой режима сварки,
- в случае применения сварочного трансформатора с большим током, важно дополнительно охладить силуминовые детали.
Подводя итог, стоит отметить, что сварка силумина – достаточно трудоемкий процесс, требующий внимательности и определенных знаний. Для того, чтобы конечный результат был качественным, лучше доверить это дело опытному специалисту.
[Всего голосов: 2 Средний: 4/5]svarkaed.ru
Склейка или сварка силумина? | Сделай Сам на YaProfi.Net
Периодически сталкиваюсь с разрушением силуминовых элементов. Внешне детали изготовленные из силумина похожи на алюминий, но это только на первый взгляд. Хотя его достаточно легко отличить когда изделие повреждено. Невооруженным гразом можно видеть спекшиеся крупицы порошка. Но, как говорится, надежда умирает, последней. В телефонной книге ищешь номер знакомого аргонщика. Приносишь деталь и после первого «чварка» можно наблюдать кислое лицо этого аргонщика. И вот после очередных повреждений силуминовых деталей уже и не хочется предпринимать попытки обращения к аргонщикам.

И вот я решил погуглить в сети, действительно ли этот самый силумин на сваривается. Для начала заглядываю в википедию, чтобы узнать из чего же состоит этот самый силумин. Его схожесть с алюминием не случайна, посколько это основная составляющая этого сплава. Второй основной элемент это кремний, доля которого составляет от 4 до 22% в зависимости от его марки. Также в состав силумина входит небольшое количество примесей: железо, медь, марганец, титан и прочие. Исходят из того, что процентное соотношение кремния разное, то скорее всего шанс сваривания есть.
Итак, погрузившись в бурные обсуждения интернет-форумов я понял следующее, что сваривать (спаивать) стоит только лишь в том случае, если деталь представляет некую ценность и если она находится под действием определенных нагрузок. В противном случае все ратуют за склеивание деталей силумина.
ОК. Все равно хотелось бы тезисно изложить основные требования к свариванию. Источник Websvarka.ru.
- Использовать только аргон.
- Силумин бывает разный. Надо всегда пробовать. Откровенно китайские изделия не свариваются. Тупо расплавляются. А вот, к примеру, автомобильные детали от известных производителей без проблем поддаются свариванию.
- Для сваривания силумина рекомендуют использовать специальные припои типа Harris-52, НТS-2000, ER 4043. Они предназначены для сваривания алюминия.
- Перед сваркой необходимо детали предварительно разогреть до температуры 220 градусов цельсия. Для более эффективного отвода тепла рекомендуют использовать стальные прокладки. Насколько я понимаю это необходимо для недопущения расплавления силумина.
- Жесткие закрепления стараться избегать во избежаний трещинообразования.
- Перед сваркой попытаться попробовать на тестовом образце.

Теперь что касается склеивания силумина. Прежде чем клеять необходимо тщательно подготовить поверхность. Максимально очистить от грязи и масла. Заранее продумать чем зафиксировать изделия после нанесения клея. Самое распространенный клее — эпокситный. Также многие советуют всяческие пятиминутки. После застывания клея можно армировать места склеивания. Для этих целей подойдет шпатлевка с волоконным наполнителем. Да, если вы надеетесь найти специальный клей для силумина, не теряйте зря время. Но здесь можно пойти по логике сварщиков, которые ищут припои для алюминия. Так и здесь, существуют специальные клеи предназначенные для склеивания алюминия.
Двухкомпонентные клеи COSMOFEN DUO и AL-1. Применяется в строительстве для склеивания алюминиевых элементов окон и дверей.

Вот такой вот краткий анализ в помощь тем, кто ищет способы сваривания и склеивания силумина. Здесь подход должен быть творческий, когда сумма попыток рождает победу.
Удачи.
P.S. Совсем забыл про «холодную сварку».
www.yaprofi.net
Как и чем заварить силумин?
Сварка материала силумина на первый взгляд представляет собой несложный способ соединения изделий, но в действительности может сопровождаться множеством трудностей. В процессе сварки происходит нагревание сплава до высоких температур, что значительно уменьшает возможность соединения заготовок из силумина. Поэтому в процессе сварки используется аргон, предупреждающий процедуру окисления. Соответственно, сплав восстанавливается лучше.
Силумин – сплав кремния и алюминия. Он предназначен для изготовления деталей сложной формы. Этот сплав отличается высокими механическими, литейными характеристиками.
Основные преимущества силумина
- Износоустойчивый материал.
- Не боится коррозии.
- Высокопрочный металл.
Техника сварки силумина
Для соединения деталей из силумина возможно использование аргонодуговой методики сваривания. Оборудование включает инвертор, газовый баллон, горелку специального образца, осциллятор, неплавящиеся вольфрамовые электроды. Дополнительно, как присадочный материал, используется силуминовая проволока.
Силуминовые изделия перед соединением подвергаются предварительной подготовке.
- В первую очередь устраняется оксидная пленка. Кромки соединяемых образцов зачищаются наждачной бумагой, специальной пескоструйной установкой, щеткой по металлу, прочими инструментами.
- После этого поверхности изделий подвергаются химической обработке, для чего можно использовать бензин, любой растворитель. При использовании для этих целей раствора каустической соды заготовки необходимо обязательно промыть напором чистой воды.
Как происходит сварочный процесс?
Сварочные работы осуществляются с использованием короткой дуги на обратной полярности. В данном случае металл будет лучше проплавляться.
- В сварочную зону подается присадочная проволока, где осуществляется ее расплавление, соединение с металлом изделия. В конечном итоге формируется жидкая однородная масса, которая после охлаждения становится монолитной.
- Нельзя быстро подавать в сварочную ванну присадку, так как раскаленный металл будет разбрызгиваться, и в результате качество соединения будет низким.
- Подача проволоки производится под углом перед горелкой, при этом движения должны осуществляться равномерно вдоль шовного соединения.
- Нельзя передвигать присадочный стержень поперек, отклонять в стороны.
Основные требования
Остальные требования аналогичны, как при соединении алюминиевых образцов.
- Поджигая электрод, запрещено касаться соединяемых изделий из металла.
- Подача газа осуществляется спустя пятнадцать секунд после поджога электрода. Это предоставит возможность разогреть пространство сопла горелки.
- При завершении сварочных работ подачу газа прекращать нельзя. Это действие нужно выполнить спустя десять секунд после прекращения подачи на электрод электрического тока. Это даст возможность металлу сварного шва остывать равномерно.
Можно ли выполнять сварочные работы такого типа в бытовых условиях?
В бытовых условиях сварка силумина может осуществляться с помощью плавящихся электродов, но существуют некоторые нюансы.
- Обязательно проводится предварительная подготовка соединяемых элементов конструкции.
- Материалы подвергаются предварительному нагреванию до температуры 250-300 градусов.
- Электроды разогреваются до 150 градусов.
Электроды в данном случае состоят из силуминового стержня, обработанного щелочно-солевым составом. В процессе сварочных работ происходит значительное выделение шлака, который нужно тщательно убирать.
Преимущества технологии
- Небольшая область разогрева силумина, в результате чего деформация изделий полностью исключается.
- Аргон характеризуется большим удельным весом в отличие от воздуха. Поэтому он предупреждает попадание из воздуха на свариваемые поверхности кислорода.
- Повышенная скорость выполнения сварочных работ за счет тепловой энергии сварной дуги.
- Общедоступная методика соединения образцов из силумина.
- Возможность сваривания элементов конструкций, которые нельзя заварить, используя другие техники сварки.
Недостатки
- Защита швов при сильном ветре существенно снижается, так как его интенсивный поток будет просто сдувать напор газа.
- При использовании для сварочной дуги высоких значений токовой силы требуется дополнительное охлаждение.
- Для произведения работ требуется достаточно сложное оснащение.
- Настройки оборудования сопровождаются некоторыми трудностями.
Техника безопасности
- При выполнение сварочных работ обязательное применение средств индивидуальной защиты: маски, перчаток, обуви с прорезиненной подошвой, полотна из асбестового, брезентового материала, стального листа.
- Все токопроводящие элементы должны быть надежно заизолированы.
- Запрещено осуществлять сварочные работы в помещениях, в которых находятся легковоспламеняющиеся жидкости, различного рода предметы.
Также достаточно важный момент! Помещение, в котором организуются сварочные работы, должно быть оборудовано эффективной вентиляционной системой, чтобы исключить возможность отравления выделяемыми газами.
electrod.biz
технология пайки в домашних условиях
Сварка силумина – способ соединения деталей сложной формы или конструкции путем сваривания их кромок в защитном газе. Реализация операции на практике не особенно сложна, если понимать специфику процесса.
При нагревании сплав окисляется, что значительным образом осложняет процесс соединения изделий. Вот почему в процессе сварки не обойтись без защитного газа.
Особенные свойства силумина
Силумин представляет собой алюминиевый сплав с добавлением кремния, среди достоинств которого выделяется небольшая удельная масса, высокая прочность, стойкость к химическому воздействию и коррозии.

Сварка силумина в среде защитного газа.
Интересный факт! Сплав не поддается коррозийным процессам, так как на его поверхности образуется защитная пленка из оксидных соединений. Даже крохотное повреждение поверхности металлической конструкции из силумина приводит к контакту молекул алюминия и кислорода из воздуха.
Также к специфическим характеристикам силумина причисляют: легкий вес, высокую пластичность, доступную стоимость, широкую распространенность.
Благодаря таким качествам материал может применяться для создания изделий со сложной формой, которые должны соответствовать жестким требованиям по прочности, устойчивости перед коррозией и износу.
Силуминовые конструкции нашли применение в авиа-, мото- и машиностроении, его активно используют при производстве бытовой техники, сантехники.
Для пайки силумина применяется та же технология, что и при работе с алюминием, ‒ сварка не плавящимся электродом в аргоновом облаке. Защитный газ необходим для предотвращения окисления металла при контакте с кислородом.
Если при сваривании силумина в домашних условиях пренебречь аргоном, кромки деталей окислятся, на них образуется прочная, жаростойкая пленка, мешающая нормальному свариванию поверхностей.
Технология пайки силумина
Сварка силумина осуществляется методом аргонодугового сваривания с помощью аппарата, в конструкцию которого входят инвертор, баллон с защитным газом, горелка, осциллятор, не плавящиеся электроды из вольфрама. В работе задействуется особая, а именно силуминовая проволока.
Сварка силуминовых конструкций сопряжена с определенными трудностями:
- сваривать можно лишь те детали, которые изготовлены из силумина литейных марок, так как в их состав входит цинк;
- проведения сварных операций с таким металлом отличается высокой ресурсозатратностью.
Процесс аргоно-дуговой сварки силумина.
Важно! Чтобы получить максимально прочную и долговечную силуминовую конструкцию путем сварки, важно соблюдать ряд жестких требований по качеству предварительной подготовки изделия.
Технология аргонодуговой сварки предусматривает определенные подготовительные работы, без проведения которых сварные швы редко получаются качественными.
Такие операции позволят устранить оксидную пленку, для чего кромки соединяемых деталей нужно зачистить наждачкой. Также подойдет специальная пескоструйная машина или самодельная щетка по металлу.
Далее поверхности подвергают химической обработке с помощью бензина или любого растворителя. Также допускается использование для этого раствора из воды и каустической соды, но при таком положении дел изделие обязательно промывают по проточной водой.
При работе с силуминовыми деталями активно используют электроды марки ОК96.50, стержень которых изготавливаются из силумина, а обмазка ‒ из составов на основе солей и щелочей из хлора или фтора.
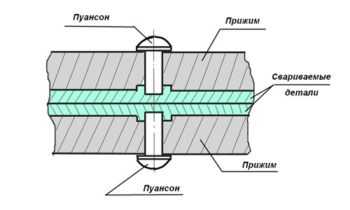
Точечная сварка сплавов.
Сварка силумина в аргоне электродом происходит следующим образом:
- Чтобы изделие проплавлялось наилучшим образом, работы по сварке материала нужно осуществлять при обратной полярности тока с использованием короткой дуги.
- Присадочную проволоку подают в сварную зону, где она расплавляется, а затем соединяется с металлом изделия.
Это приводит к формированию жидкой однородной массы, которая по мере остывания становится монолитной. - Если быстро подать в сварную ванну присадочный материал, раскаленный металл начнет разбрызгиваться.
В итоге, качество сварочного соединения, а также его прочность и долговечность снизятся. - Проволока должна аккуратно подаваться под углом непосредственно спереди горелки.
Движение сварщика непременно должны быть плавными. Передвигать присадку поперек, отклонять ее в стороны нельзя, так как это скажется на качестве сварочного шва.
Важно! Помещение для проведения сварных работ с силумином нужно оборудовать эффективной вентиляционной системой. Это сведет к нулю риски отравиться выделяемыми при сварке данного металла газами.
Иные требования при работе с силуминовыми конструкциями аналогичны соединению алюминиевых изделий путем сваривания металлических изделий в аргоне:
- поджигая электрод, касаться соединяемых деталей запрещено;
- газа можно подать через четверть минуты после поджога электрода, что позволит достаточным образом прогреть воздух вокруг сопла газовой горелки;
- нельзя прекращать подачу газа разу после завершения работы, а только спустя пятнадцать секунд после этого, что позволит металлу соединения остыть равномерно и не потрескаться.

Таблица режимов сварки алюминия.
Интересный факт! Соединения небольших по размеру деталей из силумина можно осуществить паяльником с мощностью не менее 100Вт. Если же работать приходится с крупными конструкциями, потребуется более мощный аппарат. Разогреть толстостенные детали можно только при использовании газобаллонного оборудования.
Среди достоинств электродуговой сварки в аргоне выделяют:
- узконаправленное воздействие дуги, предотвращающее деформационные процессы на свариваемых элементах;
- больший вес аргона по сравнению с воздухом, поэтому он способен вытеснять кислород из сварной зоны;
- высокую скорость рабочего процесса;
- наличие разных методик сварки различных составов.
Заключение
Востребованность силумина во многих отраслях промышленности объясняется отменными физико-химическими свойствами, характерными ему. При сварке силуминового изделия применяется защитный газ, способный оградить сварное соединение от окисления при контакте с кислородом в воздухе.
tutsvarka.ru
Сварка силумина аргоном в домашних условиях: технология
Сварка силумина сопряжена с некоторыми трудностями. В первую очередь, сварке поддается только силумин литейных марок, в состав которого входит цинк. Во-вторых, сварка этого материала в отличие от алюминия более ресурсозатратна.
 Сварка силумина
Сварка силуминаСилумин – это двухкомпонентный сплав, в составе которого кроме алюминия и кремния присутствуют медь, железо, марганец и прочие элементы. Из него изготавливаются различные изделия методом литья. Хорошие литейные свойства позволяют получать тонкостенные или сложной конфигурации детали, к которым предъявляются повышенные прочностные требования.
Широко применяется силумин при производстве элементов и деталей в авиационной, корабле-, судостроительной отраслях.
Сломанное изделие из силумина легко узнать. На его сколе четко выделяются крупицы. На практике обычно ремонтом не занимаются. Но если возникает острая необходимость, то соединить детали можно несколькими способами: сваркой, пайкой и склеиванием.
Особенности сплава
Силумин – это сплав алюминия и кремния, а кремний влияет на плохую свариваемость. Но примеси железа и титана дают возможность качественного сварного соединения. Марки материала силумин различны. Дешевые составы из Китая буквально плавятся при воздействии высокой температуры. Но изделия известных торговых марок выполняются из более качественного материала.
Среди особенностей силумина следует отметить следующее:
- высокая прочность;
- высокая износостойкость;
- коррозионная стойкость.
У каждого изделия имеется ресурс работы, после которого происходит его разрушение. Соединить элементы можно методами, описанными выше. Склеиваются декоративные изделия. Если к изделию не будут прилагаться значительные внешние усилия, то соединение можно произвести пайкой. Пайка силумина осуществляется при помощи специальных припоев. В основном применяются припои для алюминия: ЕR4043, Harris52, HTS2000.

Изделие из силумина, требующее сварки
Пайку тонкостенных изделий производят мощным электрическим паяльником. Толстостенные же детали разогреть под силу только с использованием газобаллонного оборудования. Процесс протекает при температуре свыше 200°С. Но для предотвращения перегрева деталей используются металлические (стальные) подкладки.
Технология сварки силумина
Сварка силумина в домашних условиях проводится электродуговым методом, но двумя способами. Первый способ – это сварка плавящимися электродами. Широко применяются электроды марки ОК96.50. Стержень изготавливается из силумина, а в качестве обмазки используются составы на основе солей и щелочей из хлора или фтора.
Для соединения деталей плавящимися электродами требуются подготовительные работы. Кроме разделки кромок и удаления окислов с соединяемых поверхностей детали подвергаются предварительному нагреву. Сваривание производится в диапазоне температур от 250°С до 300°С. Для нагрева используется газовая горелка.

Результат сварки силумина
К тому же процесс проводится электродами, которые подвергаются нагреву. Печь настраивается на температуру 150°С. При сваривании силумина должны соблюдаться элементарные правила охраны труда. Для защиты должны использоваться:
- костюм;
- маска;
- рукавицы;
- защитная обувь.
Кроме того, в помещении должны присутствовать средства первичного пожаротушения и отсутствовать горящие и легковозгараемые предметы. Сварочное место должно иметь надежное заземление.
Второй способ – это сварка неплавящимся электродом в облаке инертного газа. Но не стоит забывать, что данный метод не подходит для работ в труднодоступных местах, на открытых пространствах, а также внутри резервуаров.
Аргонодуговая сварка силумина
В отличие от первого способа соединения деталей аргонодуговой метод оставляет после себя аккуратный шов и отсутствие шлака.
Технология сварки аргоном предполагает наличие следующего оборудования:
- сварочный инвертор;
- регулирующий осциллятор;
- баллон с аргоном;
- горелку для работы с защитными газами;
- присадку.
Конструкция горелки позволяет одновременно подавать в зону сварки ток для розжига дуги и защитный газ.

Аргонодуговая сварка силумина
Перед тем как подвергнуть силумин сварке его подготавливают. Для этого:
- кромки зачищаются от окислов механическим способом;
- обезжириваются химическим составом.
Процесс аргонодуговой сварки протекает следующим образом:
- Подсоединение инвертора производится в обратной полярности для лучшего плавления металла. При прямой полярности происходит ионизация газа и в сварочной зоне образуется плазма, которая силумин режет, а не плавит.
- Электрод горелки из вольфрама подводится к свариваемой поверхности на расстояние не более 2,5 мм. Соприкасаться им категорически запрещено.
- Аргон в зону сварки начинает подаваться по истечении четверти минуты (15 секунд) после образования дуги. Это обеспечивает лучший прогрев свариваемых элементов.
- Для заполнения сварочной ванны к дуге вводится силуминовый присадочный пруток или проволока. Ее подают под некоторым углом к сварочной ванне и электроду. Скорость подачи проволоки не должна быть быстрой, иначе большой объем расплава провоцирует разбрызгивание.
- Присадка вводится перед горелкой по пути ее движения. Все перемещения только вдоль шва.
- После окончания горения дуги аргон, подается еще в течение 10 секунд. За это время металл шва немного остывает, что предотвращает образование тугоплавких окислов и трещин.
Достоинства и недостатки сварки аргоном силумина
Среди достоинств выделяются:
- узконаправленное воздействие дуги предотвращает деформацию свариваемых элементов;
- аргон значительно тяжелее воздуха, поэтому он вытесняет кислород из сварочной зоны, увеличивая качество;
- высокая скорость процесса;
- наличие разнообразных разработанных методик для сварки различных составов.
Минусы метода:
- работы можно производить только в закрытых помещениях иначе порывы ветра будут сдувать аргон из-под горелки;
- высокие сварочные токи требуют дополнительного теплоотведения;
- дорогостоящее оборудование;
- долгий подбор режимов.
Процесс сварки силумина – занятие достаточно сложное. Для качественного выполнения необходим большой практический опыт.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Сварка силумина в домашних условиях
Сварка силумина в домашних условиях
Силумин – это алюминиевый сплав, в который добавлен кремний. Именно из него делают детали сложной формы, которым предъявляются жесткие требования по прочности, коррозионной стойкости и износостойкости. Что касается такого процесса, как сварка силумина, то необходимо отметить, что технология практически точно такая же, как сварка алюминия. То есть, сваривание неплавящимся электродом в защитном аргонном облаке. Все дело в окисле алюминия, который на поверхности сплава создает прочную и жаростойкую пленку. Поэтому на открытом воздухе такую сварку не провести.

Аргон в этом плане выполняет чисто защитные функции. Он, во-первых, тяжелее воздуха, поэтому легко вытесняет его из зоны сварки. Во-вторых, аргон является инертным газом, то есть, ни с воздухом, ни с другими газами, а тем более с алюминиевым сплавом он никогда ни под какими условиями взаимодействовать не будет.
Но есть в аргонодуговой сварке один момент, о котором новички могут и не знать. Когда производится сварка на обратной полярности (электрод подключается к плюсу, а заготовка к минусу), от атомов аргона начинают отделяться электроны. Происходит ионизация газа, то есть, он начинает пропускать через себя электрический ток. Именно ионизированный аргон, если придать ему направление, становится плазмой. И здесь очень важно не перегреть газ, который своей силой и температурой будет не соединять силуминовые заготовки, а резать их.
Внимание! Варить можно только литейный силумин, в составе которого кремния 4-22%. Не вариться материал, в состав которого входит в большом процентном содержании цинк.
Как заварить силумин
Итак, для сварки силумина необходима аргонодуговая технология. В состав оборудования входит инвертор, баллон с газом, осциллятор и специальная горелка. В горелку устанавливается неплавящийся электрод из вольфрама. В качестве присадки здесь должна выступать силуминовая проволока.
Перед началом сварочного процесса силуминовые заготовки необходимо подготовить. Основное правило – это удалить оксидную пленку.
- Сначала необходимо зачистить кромки свариваемых деталей с помощью наждачки, металлической щеткой, пескоструйной машиной или любым другим способом.
- Далее производится обработка химическим составом. Это может быть любой растворитель, бензин или раствор каустической соды. Если используется последний материал, то после обработки рекомендуется промыть металлические заготовки напором воды.
Сварка производится на обратной полярности при короткой дуге. Объяснить это можно лишь тем, что при короткой дуге металл проплавляется лучше. Присадочная проволока подается в зону сварки, где она также расплавляется и соединяется с основным металлом, что в конечном итоге образует единую однородную жидкую субстанцию. Она при остывании превращается в монолит.
Подавать быстро присадку в сварочную ванну нельзя. Это приведет к разбрызгиванию металла, что снизит качество сварного шва. Проволоку надо подавать перед горелкой, при этом держать под углом. Движение и подача должны быть равномерными точно вдоль шва. Нельзя отклонять присадочный стержень, двигать его поперек. Ровный и узкий шов – вот высокое качество соединения.
Все остальное, в принципе, точно так же, как и при сварке алюминия. А именно:
- При поджиге электрода нельзя касаться свариваемых металлических заготовок.
- Подачу газа надо начинать после 15 секунд после розжига вольфрамового электрода. Что обеспечит нагрев пространства в сопле горелки.
- Заканчивая сварку, нельзя останавливать подачу газа. Отключение можно провести после 10 секунд, как отключится подача электроэнергии на электрод. Это обеспечит равномерное остывание металла в зазоре между заготовками.
В домашних условиях можно сварку силумина проводить плавящимся электродом. К примеру, расходником от известной шведской компании ESAB марки ОК 96.50. Но и здесь есть своя специфика.
- Точно также производится подготовка заготовок.
- Предварительно свариваемые детали подвергаются нагреву до 250-300С.
- Электроды также предварительно подогреваются до 150С.
Электроды этой марки состоят из силуминового стержня и щелочно-солевой обмазки. При сварке выделяется в большом количестве шлак, который необходимо тщательно удалять. И все же сварка аргоном является более качественной.
Плюсы и минусы аргонодуговой сварки силумина
К достоинствам этой технологии можно отнести следующее.
- Это практически единственный вариант соединить силуминовые заготовки.
- Температура нагрева сплава не очень высокая, так что при правильном подходе можно исключить деформацию свариваемых деталей.
- При короткой дуге можно убыстрить сварочный процесс.
- Аргон является надежной защитой, что обеспечивает качество конечного результата.
- Способ сваривания общедоступный, так что нет никаких ограничений или запретов. В данном случае важен опыт проведения данного вида сварочных работ.
- При правильном подходе сварной шов должен получиться аккуратным.
Есть у этого способа соединения и свои отрицательные стороны.
- Нельзя проводить сварку силумина аргоном при ветреной погоде. Ветер будет сдувать из зоны сварки защитный газ. Оптимальный вариант – варить в закрытых помещениях.
- Если используется сварочный трансформатор с большим током, то необходимо будет обеспечить дополнительное охлаждение силуминовых деталей.
- Сварка с аргоном требует наличие разного оборудования.
- Некоторые сложности с настройкой режима сварки.
На самом деле сварка силуминовых изделий – процесс непростой. Как показывает практика, осилить его может только тот сварщик, который выполнял эту операцию неоднократно. То есть, только опыт может справиться с поставленной задачей.
Поделись с друзьями
1
0
4
0
svarkalegko.com
Как сварить силумин в домашних условиях?
 В настоящее время для изготовления различных сложных деталей используется силумин. Сварка силумина – это способ, который применяется для соединения деталей. Несмотря на то, что такой метод не отличается сложностью, на практике осуществляя сварку силумина можно столкнуться с рядом трудностей. В процессе сваривания, происходит нагрев и окисление сплава, из-за этого элементы из силумина соединить намного сложнее. Именно поэтому для сварки используется аргон. Благодаря этому химическому элементу процесс сварки защищен от окисления.
В настоящее время для изготовления различных сложных деталей используется силумин. Сварка силумина – это способ, который применяется для соединения деталей. Несмотря на то, что такой метод не отличается сложностью, на практике осуществляя сварку силумина можно столкнуться с рядом трудностей. В процессе сваривания, происходит нагрев и окисление сплава, из-за этого элементы из силумина соединить намного сложнее. Именно поэтому для сварки используется аргон. Благодаря этому химическому элементу процесс сварки защищен от окисления.
На заметку! Силумин – это сплав алюминия и кремния, который предназначен для создания деталей сложной формы.
Такой металл характеризуется высокими показателями прочности, устойчивостью к коррозийным процессам и износостойкостью.
Сварка силумина при помощи аргоном
Технология сварки силумина практически идентична процессу сваривания алюминия. Она получила название аргонодуговой, поскольку в ней объединились электрическая и газовая сварки. А именно, сварка осуществляется при помощи неплавящегося электрода в защитном аргоном облаке.
Как уже отмечалось, основная функция аргона заключается в защите сплава от процессов окисления. За счет того, что он тяжелее воздуха, он вытесняет воздушные массы из зоны сварки. Еще одна отличительная  особенность аргона состоит в том, что он является инертным газом, а значит ни с воздухом, ни с другими газами он ни при каких обстоятельствах не будет вступать в реакцию.
особенность аргона состоит в том, что он является инертным газом, а значит ни с воздухом, ни с другими газами он ни при каких обстоятельствах не будет вступать в реакцию.
Если вы новичок, и впервые производите сварку силумина в домашних условиях, следует быть очень внимательным и не перегреть газ.
В случае, когда осуществляется сварка на обратной полярности (электрод подсоединяется к плюсу, а заготовленная деталь к минусу), от атомов аргона будут отсоединяться электроды. Таким образом, происходит ионизация газа и он начнет пропускать через себя электроток. Поэтому очень важно довести аргон до нужной температуры, ведь если его перегреть, то своей силой он будет не соединять заготовки из силумина, а начнет их разрушать.
Обратите внимание! Сваривать можно исключительно литейный силумин, в котором находится 5-20% кремния. Если в составе много цинка. То варить такой материал нельзя.
Как произвести сварку силумина
Чтобы сварить силумин нужно прибегнуть к аргонодуговой технологии. Оборудование сконструировано из инвертора, газового баллона, осциллятора и горелки. В горелку монтируется неплавящийся вольфрамовый электрод, силуминовая проволока предстает в качестве присадки.
Перед тем как начать процесс сварки нужно:
- взять наждачку, металлическую щетку или пескоструйную машину и зачистить кромки свариваемых силуминовых деталей,
- затем нужно обработать их химическим составом. Для этого подойдут: бензин или любой растворитель.
Сварка осуществляется на обратной полярности при короткой дуге, поскольку так металл будет лучше плавиться. Присадочную проволоку нужно поместить в зону сварки, там она расплавится и совместится с основным металлом. В результате образуется однородная жидкая масса, которая после того как остынет превратится в монолит.
Чтобы сварной шов получился качественным, важно подавать проволоку перед горелкой и держать ее нужно пол углом. Соблюдайте точность и равномерность подачи проволоки вдоль шва, ведь если подать ее слишком быстро – металл разбрызгается и шов получится кривым.
Осуществляя сварку силумина в домашних условиях, соблюдайте все установленные правила и рекомендации, а именно:
- когда поджигаете электрод, ни в коем случае не касайтесь свариваемых металлических заготовок,
- подаваться газ должен только спустя 15 секунд после того как вольфрамовый электрод разожжется,
- в конце сварочного процесса нельзя прекращать подачу газа, отключать его разрешается лишь спустя 10 секунд после того, как прекратится подача электрической энергии на электрод. Так, металл будет остывать равномерно.
Достоинства и недостатки аргонодуговой сварки силумина
Данная технология отличается рядом достоинств, среди которых выделяются:
- во-первых, такой способ является практически единственной возможностью соединить силуминовые заготовки,
- во-вторых, при короткой дуге сварочный процесс не займет много времени,
- аргон зарекомендовал себя как надежный защитный элемент, поэтому при соблюдении всех правил сварки, в конечном итоге вы получите прочное соединение,
- сварочный процесс каждый может осуществить в домашних условиях, здесь большую роль сыграет опыт.
Несмотря на большое количество плюсов, есть у такого способа и некоторые недостатки:
- сварку силумина аргоном не рекомендуется проводить на улице, т.к. ветер будет сдувать из зоны сварки защитный газ, поэтому сварочные работы лучше производить в закрытых помещениях,
- для сварки с аргоном нужно обзавестись всем необходимым оборудованием,
- могут возникнуть сложности с настройкой режима сварки,
- в случае применения сварочного трансформатора с большим током, важно дополнительно охладить силуминовые детали.
Подводя итог, стоит отметить, что сварка силумина – достаточно трудоемкий процесс, требующий внимательности и определенных знаний. Для того, чтобы конечный результат был качественным, лучше доверить это дело опытному специалисту.
svarkaed.ru
Склейка или сварка силумина?
Периодически сталкиваюсь с разрушением силуминовых элементов. Внешне детали изготовленные из силумина похожи на алюминий, но это только на первый взгляд. Хотя его достаточно легко отличить когда изделие повреждено. Невооруженным гразом можно видеть спекшиеся крупицы порошка. Но, как говорится, надежда умирает, последней. В телефонной книге ищешь номер знакомого аргонщика. Приносишь деталь и после первого «чварка» можно наблюдать кислое лицо этого аргонщика. И вот после очередных повреждений силуминовых деталей уже и не хочется предпринимать попытки обращения к аргонщикам.

И вот я решил погуглить в сети, действительно ли этот самый силумин на сваривается. Для начала заглядываю в википедию, чтобы узнать из чего же состоит этот самый силумин. Его схожесть с алюминием не случайна, посколько это основная составляющая этого сплава. Второй основной элемент это кремний, доля которого составляет от 4 до 22% в зависимости от его марки. Также в состав силумина входит небольшое количество примесей: железо, медь, марганец, титан и прочие. Исходят из того, что процентное соотношение кремния разное, то скорее всего шанс сваривания есть.
Итак, погрузившись в бурные обсуждения интернет-форумов я понял следующее, что сваривать (спаивать) стоит только лишь в том случае, если деталь представляет некую ценность и если она находится под действием определенных нагрузок. В противном случае все ратуют за склеивание деталей силумина.
ОК. Все равно хотелось бы тезисно изложить основные требования к свариванию. Источник Websvarka.ru.
- Использовать только аргон.
- Силумин бывает разный. Надо всегда пробовать. Откровенно китайские изделия не свариваются. Тупо расплавляются. А вот, к примеру, автомобильные детали от известных производителей без проблем поддаются свариванию.
- Для сваривания силумина рекомендуют использовать специальные припои типа Harris-52, НТS-2000, ER 4043. Они предназначены для сваривания алюминия.
- Перед сваркой необходимо детали предварительно разогреть до температуры 220 градусов цельсия. Для более эффективного отвода тепла рекомендуют использовать стальные прокладки. Насколько я понимаю это необходимо для недопущения расплавления силумина.
- Жесткие закрепления стараться избегать во избежаний трещинообразования.
- Перед сваркой попытаться попробовать на тестовом образце.

Теперь что касается склеивания силумина. Прежде чем клеять необходимо тщательно подготовить поверхность. Максимально очистить от грязи и масла. Заранее продумать чем зафиксировать изделия после нанесения клея. Самое распространенный клее — эпокситный. Также многие советуют всяческие пятиминутки. После застывания клея можно армировать места склеивания. Для этих целей подойдет шпатлевка с волоконным наполнителем. Да, если вы надеетесь найти специальный клей для силумина, не теряйте зря время. Но здесь можно пойти по логике сварщиков, которые ищут припои для алюминия. Так и здесь, существуют специальные клеи предназначенные для склеивания алюминия.
Двухкомпонентные клеи COSMOFEN DUO и AL-1. Применяется в строительстве для склеивания алюминиевых элементов окон и дверей.

Вот такой вот краткий анализ в помощь тем, кто ищет способы сваривания и склеивания силумина. Здесь подход должен быть творческий, когда сумма попыток рождает победу.
Удачи.
P.S. Совсем забыл про «холодную сварку».
www.yaprofi.net
Методы сварки силумина
- 15 декабря
- 128 просмотров
- 21 рейтинг
Оглавление: [скрыть]
- Как работает аргонодуговая сварка?
- Аргонная горелка
- Вольфрамовые электроды
- Как модернизировать обычный сварочный аппарат для аргонодуговой сварки?
- Достоинства метода
- Недостатки метода
- Меры предосторожности
На первый взгляд кажется, что сварка силумина представляет собой простой метод соединения деталей, но на практике может появиться много трудностей. При сваривании сплав нагревается и окисляется, что снижает возможность соединения частей детали из силумина. Поэтому для сварки применяется аргон, который обеспечивает защиту процесса сваривания от окисления, в результате чего сплав будет лучше восстанавливаться.

Схема точечной сварки алюминия.
Силумин — это сплав алюминия и кремния, из которого производят детали сложной формы. Сплав обладает прекрасными литейными и механическими свойствами.
Достоинства силумина:
- высокая прочность металла;
- износостойкость;
- коррозионностойкость.
Как работает аргонодуговая сварка?
Схема аргонно-дуговой сварки алюминия.
Аргонодуговая сварка объединила в себе электрическую и газовую сварку. Электрическая дуга является источником нагрева, посредством которой расплавляются и свариваются кромки сплава.
Аргон почти не участвует в реакции с силумином и другими газами в месте работы дуги, потому его и называют инертным.
Однако есть одна особенность: в процессе сварки на обратной полярности от атомов аргона происходит отделение электронов, поэтому среда в месте работы дуги становится плазмой, проводящей электрический ток.
Сварка аргоном в домашних условиях возможна посредством как плавящегося, так и неплавящегося вольфрамового электрода. Данный метод позволяет надежно соединить материалы из силумина.
Вернуться к оглавлению
Сердцем аргонной горелки является неплавящийся электрод, выполненный из вольфрама, выступающий за пределы корпуса горелки на 2-5 мм. Держатель для электрода расположен внутри горелки. Перед тем как приступить к работе, свариваемые детали необходимо хорошо прогреть.
Вернуться к оглавлению
Вокруг электрода устанавливается керамическое сопло, из которого поступает аргон. Также необходима присадочная проволока из силумина. Перед тем как приступить к свариванию, нужно тщательно зачистить поверхность деталей шабровкой, металлической щеткой или пескоструйным аппаратом и обработать химическим раствором, а именно промыть кромки каустической содой или бензином. Таким образом удастся свести к минимуму возможность образования оксидной пленки. Если вы отдаете предпочтение соде, то потом необходимо промыть деталь проточной водой.
Схема устройства горелки для сварки.
Сначала на свариваемую деталь подается «ноль», как и при электросварке. Если детали небольшого размера, «ноль» можно подвести к металлической поверхности. Присадочная проволока подается отдельно. Перед тем как купить присадочную проволоку, следует ознакомиться с физико-химическими свойствами силумина.
В правой руке следует держать горелку, а в левой — присадочную проволоку. На корпусе горелки должна быть установлена кнопка, при нажатии на которую подается ток и газ. Газ следует подавать за 15 сек до начала работы. Далее нужно опустить горелку с электродом максимально близко к поверхности свариваемых частей сплава для того, чтобы появилась электрическая дуга, которая расплавляет присадочную проволоку и кромки свариваемых частей детали. В конце сварочного процесса производится заваривание кратера путем снижения силы тока. Для этого используется реостат, а газ следует перекрывать через 10 сек после завершения работ.
Вольфрамовый электрод необходимо держать максимально близко к поверхности свариваемых деталей для создания наиболее короткой дуги. Таким образом достигается большая глубина проплавления силумина и более качественный шов. Присадочную проволоку необходимо подавать постепенно, проводя медленно горелкой вдоль шва, от этого зависит качество шва.
Не следует быстро подавать присадочную проволоку, поскольку это приведет к разбрызгиванию сплава. Ее следует подавать под углом перед горелкой, не допуская поперечных движений для обеспечения ровного и узкого шва.
Характеристики вольфрамовых электродов.
Важно отметить, что зажигание дуги при сварке неплавящимся электродом не допускается касанием о свариваемую поверхность. И вот почему.
Из-за высокого потенциала ионизации аргона не удается в полной мере ионизировать расстояние между силумином и электродом за счет искры от касания.
При использовании плавящегося электрода ситуация несколько иная: при попытке зажечь дугу посредством касания о поверхность в зоне сваривания появляются пары железа с более низким потенциалом ионизации, чем у аргона. Происходит загрязнение электрода из-за касания им поверхности свариваемых деталей.
Чтобы зажечь дугу неплавящимся электродом, необходим осциллятор, подключение которого нужно выполнить параллельно источнику питания.
Посредством осциллятора на электрод подаются импульсы высокого напряжения и высокой частоты, благодаря чему происходит ионизация дугового промежутка. Напряжение в сети 220 В и частоту 55 Гц осциллятор преобразует в 2000-6000 В с частотой 150-500 кГц, благодаря чему легко зажечь дугу.
Вернуться к оглавлению
Схема сварочного осцилятора.
Как правило, аргоновая сварка в домашних условиях производится на модернизированном аппарате.
Для этого понадобятся дополнительные устройства, которые обеспечат высокое качество сварочного процесса.
Осциллятор — это агрегат, необходимый для бесконтактного зажигания электрической дуги, поддерживающий стабильную дугу даже при переменном токе.
Он генерирует разряд мощностью до 8 кВт, пробивающий дуговой промежуток.
Балластный реостат понадобится для регулирования силы тока.
Вернуться к оглавлению
- область нагрева силумина не велика, что исключает возможность деформации заготовок;
- удельный вес аргона гораздо выше, чем у воздуха, поэтому обеспечивается надежная защита свариваемых поверхностей от попадания кислорода из воздуха;
- тепловая энергия, выделяемая дугой, позволяет ускорить проведение работ;
- общедоступность, благодаря простоте технических приемов;
- возможность соединения деталей, которые невозможно сварить другим способом и получить аккуратный шов.
Вернуться к оглавлению
- при сильном ветре снижается защита швов, так как часть аргона будет просто сдуваться воздушным потоком;
- если работы проводятся с использованием дуги высокой силы тока, понадобится дополнительное охлаждение;
- необходимость приобретения сложного оборудования для работы;
- некоторые сложности точной настройки.
Вернуться к оглавлению
- Во время работы необходимо использовать средства индивидуальной защиты, такие как маска, рукавицы, прорезиненная обувь, асбестовое или брезентовое полотно, листовая сталь.
- Тщательно заизолировать все элементы, включенные в электрическую цепь.
- Запрещено производить работы в помещениях, в которых хранятся легковоспламеняющиеся вещества и предметы.
Помещение, в котором проводятся сварочные работы, должно хорошо проветриваться, чтобы избежать отравления газами.
Таким образом, соединение силумина в домашних условиях представляет собой довольно трудоемкий процесс, требующий определенных навыков. Новички должны изучить основные правила сварки, а также особенности ее технологии. Человек, не обладающий достаточным опытом, может допустить много грубых ошибок, поэтому необходимо обладать соответствующими навыками.
Несмотря на сложность работы, силумин является востребованным сплавом и применяется во многих отраслях, благодаря отличным физико-химическим свойствам. Также в процессе сваривания могут иметь место и отрицательные факторы. Поэтому в настоящее время наибольшую распространенность и получил аргонодуговой способ. Сварить деталь из силумина сможет даже новичок при условии соблюдения инструкции.
expertsvarki.ru
www.samsvar.ru