Как загнуть квадратную трубу – Как согнуть профильную трубу в домашних условиях своими руками: видео, фото
alexxlab | 01.12.2019 | 0 | Вопросы и ответы
Как согнуть профильную трубу в домашних условиях без трубогиба
При строительстве малых архитектурных форм, изготовлении козырьков, навесов, или монтаже систем отопления (водоснабжения), домашние мастера сталкиваются с необходимостью согнуть профтрубу.
При массовом производстве металлоконструкций, особенно в профильных мастерских, используют трубогибы промышленного изготовления.
Такие приспособления позволяют быстро и без дефектов загнуть профтрубу размером от 20 до 40 мм. Однако покупка трубогибочного оборудования для разового применения нерентабельна, в ряде случаев дешевле обратиться в мастерскую и оплатить работу по формовке профиля. Если такой вариант вас не устраивает, рассмотрим способы, как согнуть профильную трубу в домашних условиях.
Особенности формовки труб с квадратным (прямоугольным) сечением
В отличие от круглой трубы, в которой натяжение материала происходит относительно равномерно, профиль имеет углы 90°. Внутренняя часть профиля не может гнуться без деформации боковых стенок. В результате формируются складки на внутреннем радиусе, и возможны разрывы снаружи.
Не вдаваясь в технологию, как согнуть трубу без трубогиба, многие мастера «самоделкины» портят заготовки, либо нарушают прочностную структуру материала.
Основное правило – не допускать критических изгибов, либо принудительно (запрограммировано) деформировать материал.
В промышленных трубогибах, для равномерного распределения нагрузки, формируется выштамповка на внутренней стороне радиуса. Для этого на роликах, либо оправке (в зависимости от конструкции трубогиба), предусмотрен специальный прилив-бортик.
Весь «лишний» металл загибается вовнутрь, не образуя складок. В результате нагрузка распределяется равномерно, и согнуть квадратную трубу можно на достаточно малом радиусе.
Правильно гнем профилированные трубы без дополнительных затрат
Существует множество способов, как согнуть профильную трубу в домашних условиях без использования промышленного трубогиба.
Секторная сварка
Этот способ доступен при наличии сварочного аппарата. Еще понадобится болгарка, но можно обойтись и ножовкой по металлу. Суть метода заключается в проделывании равномерно распределенных секторных разрезов по внутренней стороне.
Количество материала уменьшается, и можно не переживать за образование складок и разрывов металла. После выпиливания секторов, профиль легко принимает заданную форму, а образовавшиеся распилы завариваются любым доступным способом.
Способ трудоемкий, зато можно согнуть трубу на любой радиус, в том числе с переменным значением. Если вы опытный сварщик, герметичность и прочностные характеристики заготовки не ухудшаются.
Единственный недостаток – готовое изделие выглядит не слишком эстетично. Для декоративного козырька над крыльцом методика не подходит, но согнуть профильную трубу для теплицы, построенной своими руками можно. Опять же, требуется наличие сварочного аппарата.
Горячая формовка как способ согнуть трубу без трубогиба
В этом случае потребуется газовая горелка или паяльная лампа. При нагреве металл становится мягким и податливым на растяжение или сжатие. Вероятность образования складок и разрывов практически сводится к нулю.
Как работает метод:
Основа технологии – локальный нагрев места сгиба с помощью горелки.
Если радиус изгиба небольшой, дополнительных приспособлений и материалов не понадобится, разве что направляющий шаблон. Такой способ подойдет для заготовок небольшой длины.
Для габаритных изделий, особенно с тонкими стенками, потребуются подготовительные операции: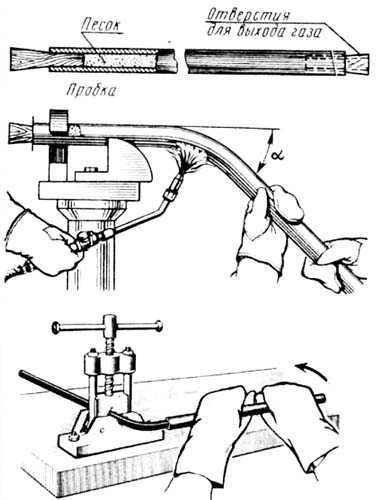
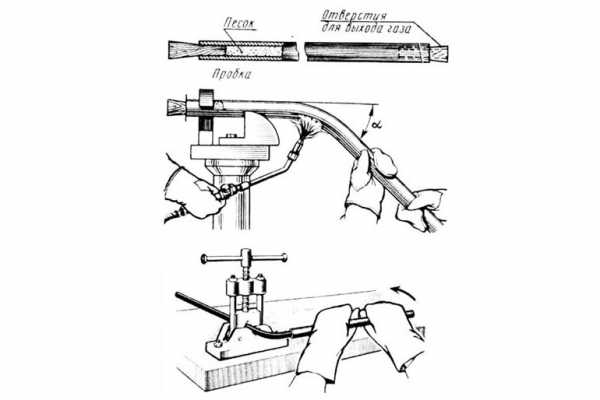
- Полость профтрубы необходимо заполнить песком. Материал предварительно просеивается и прокаливается (например, на стальном листе) при температуре 100°С — 150°С. Если этого не сделать, при нагреве образуется пар и уплотнение песка будет неравномерным. Один конец трубы заглушается герметичной пробкой из дерева, и в полость засыпается подготовленный песок.
Обратите внимание
Заготовку надо держать вертикально, постукивая по металлу, для равномерного заполнения.
Пробка для второго конца выполняется с отверстиями для выхода горячего воздуха. В противном случае, при нагреве пробка будет выдавлена. - Подготовленная труба закрепляется в тисках, или с помощью струбцин, место сгиба прогревается до малинового цвета металла. После чего производится изгиб. Трубу гнем плавным усилием, без резких движений. Самому такую операцию провести тяжело, лучше работать с помощником.
Обратите внимание
Главный принцип, как правильно согнуть профиль горячим способом – непрерывность процесса на каждом участке.
То есть, помощник постоянно греет участок сгиба, работа не прерывается до получения окончательного результата. Подобный способ позволяет на месте исправлять ошибки, не начиная работу заново.
Затем обработанное место можно облить водой для закаливания. Если нагрузка не заготовку небольшая – можно этого не делать. По окончании формовки, пробки извлекаются с помощью мощного шурупа, либо просто выжигаются газовой горелкой.
Производная от этого способа – изготовление заготовок, которые затем привариваются к длинным пролетам. Этот способ хорош, когда профильная труба слишком габаритная, и заносить свободные концы не позволяет пространство рабочего места.
Да и песка для таких заготовок потребуется немало, не говоря о весе заполненной конструкции. Труба нарезается на куски нужной длины, они сгибаются по одному шаблону, затем конструкция собирается с помощью сварки.
Важно! Общее правило работ с нагревом: сварной шов профильной трубы (при его наличии) должен оставаться сбоку. В противном случае, при нагреве и приложенном усилии, шов может разойтись.
Несмотря на кажущуюся сложность, это самый популярный способ согнуть профильную трубу своими руками. Сварочный аппарат (и опытный сварщик) не требуется, паяльная лампа или газовая горелка есть у многих мастеров, песок и вовсе не дефицитный материал.
Сгибаем профтрубу «на холодную»
Такой способ подходит лишь для профиля небольшого размера, и при работе с большими радиусами. Преимущество – не требуются дополнительные материалы и оборудование. Чтобы согнуть профильную трубу без трубогиба холодным способом, потребуется изготовить шаблон. Он делается своими руками буквально из подножных материалов.
Главное условие – достаточная прочность шаблона, усилие при работе нешуточное. Если вам необходимо согнуть целую серию одинаковых заготовок, лучше приспособить для этого домкрат либо ручную лебедку.
В зависимости от размещения рабочей зоны, шаблон можно расположить не горизонтально, а вертикально, например, на стене сарая. Так проще контролировать процесс и закреплять механические приспособления.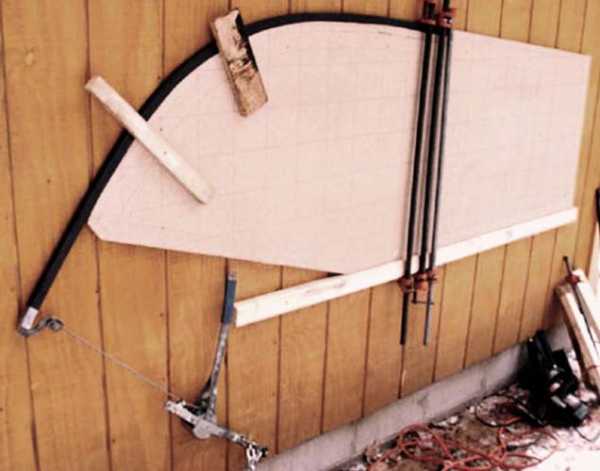
Если на изготовленном шаблоне имеется надежный фиксатор заготовки, работы можно проводить «в одни руки», без помощника. Кстати, подобные приспособления применяются не только домашними мастерами.
Сменные шаблоны, изготовленные из металла, распространены в мастерских, занятых серийным производством металлических заготовок, так что оборудование можно отнести к разряду полупрофессиональных.
Если у вас нет свободного материала для изготовления полномасштабной формы, можно изготовить шаблон с помощью точечных фиксаторов точек изгиба. Подойдут мощные болты, саморезы, или крюки. Опоры располагаются по начерченному радиусу изгиба на минимально возможном расстоянии друг от друга.
Разумеется, точки крепления должны быть прочными, им придется выдерживать немалую нагрузку. Преимущество способа: используя одну макетную плоскость (как правило, это многослойная фанера толщиной не менее 12 мм), можно изгибать различные формы заготовки. Достаточно лишь переставить опоры.
При наличии сварочного аппарата, шаблон изготавливается из стального листа (4-6 мм). Такое приспособление пригодится для массового выпуска однотипных деталей. Шаблон более трудоемкий в плане изготовления, зато его прочность и качество выполнения работ позволяет гнуть профтрубу не хуже, чем на промышленных трубогибах.
Кондуктор для изгиба профтрубы
Если вам приходится гнуть заготовки с разным радиусом, нет смысла всякий раз изготавливать шаблоны для одноразового использования. Можно взять прочную и толстую поверхность (сталь от 10 мм, или текстолит), и насверлить в ней отверстия с одинаковым шагом.
Устанавливая в отверстия втулки (или болты), вы сможете оперативно сконфигурировать шаблон для любого радиуса.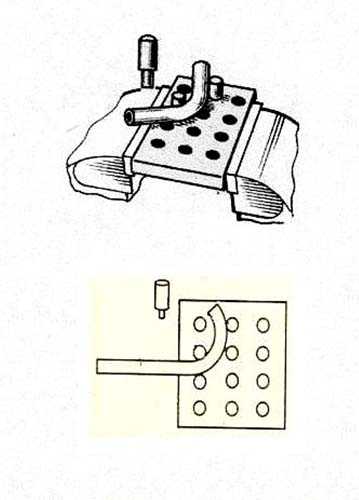
Неоспоримое преимущество – универсальность. Недостаток конструкции – качество изгиба значительно хуже, в сравнение с полноформатными шаблонами. Кроме того, изготовление такой конструкции потребует больших усилий и затрат.
Самый простой способ: использование рычага с насадкой
Качество обработки оставляет желать лучшего, зато оперативность и универсальность на высоте.
Чем длиннее рычаг – тем более массивную трубу можно согнуть.
Итог:
Оценив объемы работ по изготовлению заготовок из профильной трубы, мастер имеет возможность выбора: приобретать промышленное оборудование, обратиться в профильную мастерскую, либо создать приспособление самостоятельно.
Последний вариант мы рассмотрели в статье. Это не исчерпывающий список, вы можете самостоятельно разработать станок для сгибания профтрубы под определенные задачи.
Видео — как согнуть для навеса профильную трубу без трубогиба
obinstrumente.ru
гнутая прямоугольная труба в домашних условиях, изгиб квадратной трубы без трубогиба, как гнуть профтрубу своими руками
Содержание:
Профильные виды труб с сечением квадратной или прямоугольной формы позволяют сооружать разнообразные конструкции, способные выдерживать повышенные нагрузки. При возведении частного строения нужно обладать навыками и знаниями, как согнуть профильную трубу в домашних условиях собственноручно, чтобы не повредить ее целостность.

Основные характеристики профильных труб
Главной особенностью профильных труб по сравнению со стандартными изделиями считается их сечение. Именно данная разница не во всех случаях позволяет использовать стандартные способы изгиба для создания требуемого радиуса кривизны.
Кроме этого, промышленные предприятия производят профильную трубную продукцию из разнообразных материалов, в том числе из меди, алюминия, латуни и т.д. Это приводит к необходимости использования разных техник, чтобы в итоге согнуть профильную трубу.

В процессе осуществления механических воздействий с целью получения изогнутого изделия труба может получить дефекты и тогда в процессе эксплуатации целостность конструкции со временем разрушится. По этой причине желательно изучить возможность ее растяжения до того, как согнуть профтрубу.
Чтобы достигнуть нужного радиуса изгиба при выполнении работы самостоятельно, следует ее делать плавно и неторопливо и контролировать величину прилагаемых усилий. Это позволит значительно уменьшить вероятность возникновения повреждений и получить требуемую форму изделия.
На выбор варианта, как в домашних условиях согнуть квадратную трубу, оказывает влияние толщина стенок трубной продукции. При четком представлении, каким должен получиться конечный результат, и правильном подходе к определению способа гнутья возведенная конструкция будет отличаться прочностью, надежностью, эстетичным видом и долговечностью.

Следует знать, что при термическом воздействии, оказываемом на профильные изделия, происходят изменения во внутренней структуре металла, из которого они произведены. В итоге прочность и надежность конструкции может оказаться под большим вопросом. Помимо этого, многократные попытки гнуть профильную трубу своими руками, приведут к ее разрушению.
Использование трубогиба
Согнуть профильную трубу без трубогиба или иных аналогичных приспособлений в домашних условиях будет непросто, особенно при большой толщине стенок изделий из металлов (прочитайте: “Как загнуть трубу без трубогиба – способы для разных материалов”). Если планируется одноразовая работа, то приобретать станок для изгиба труб нет смысла. Специальное оборудование в данном случае лучше взять в аренду, обратившись в компании, которые оказывают подобные услуги.
Если предстоит гнуть своими руками профильную трубу, наиболее целесообразно и разумно использовать трубогиб, имеющий специальное ведущее колесо. Оно, передвигаясь по одной из граней, позволяет выгнуть профильное изделие так, как необходимо домашнему умельцу в конкретном случае.

Трубогибы выпускают:
- с ручным управлением;
- с электроприводом.
Когда изгиб профильных изделий выполняется вручную, колесо приспособления приводится в движение при помощи специальной ручки. Применять данный способ следует в том случае, когда сечение трубы имеет небольшую площадь, а будущая конструкция должна получиться не громоздкой и ее форму можно изменить собственноручно.
При большом объеме работ и таком же размере трубной продукции, потребуется трубогиб, оборудованный электроприводом, который приводится в движение просто – путем нажатия на кнопку. Принцип функционирования данного устройства аналогичен – колесо передвигается по грани трубы, но результат получается более эстетичным и менее трудозатратным.
Другие способы собственноручного сгибания труб
Существует несколько вариантов, позволяющих сделать изгиб профильной трубы в бытовых условиях без специальных станков.
К выполнению гибки металлических изделий относительно радиуса, предъявляется несколько требований. Толщина их стенок должна превышать 2 сантиметра, иначе изгиб способен нарушить целостность трубы. При высоте профиля (обозначенной буквой Z) более 2-х сантиметров труба, согнутая на отрезке протяженностью 3,5хZ, не разрушится и не станет менее надежной.

Чтобы выполнить изгиб труб, имеющих высоту профиля до 1 сантиметра, не требуется нагревать изделия для придания им криволинейного очертания. А вот трубную продукцию с высотой профиля свыше 4-х сантиметров без нагрева согнуть своими руками не удастся.
Использование болгарки при сгибании профильных труб
Чтобы гнутая профильная труба, сделанная своими руками, получилась требуемого радиуса загиба, можно применить болгарку.
Для этого:
- В месте, где планируется изгиб, нужно выполнить несколько поперечных пропилов (как правило, их потребуется 3).
- Потом следует собственноручно согнуть профильную трубу.
- В завершении места пропилов сваривают сварочным аппаратом.

Поскольку у профильной продукции сечение имеет правильную форму, то полученное изделие должно приобрести эстетичный вид при условии, что сваренные участки будут тщательно зашлифованы. Одновременно показатели прочности останутся прежними.
Изгиб профильных изделий с применением пружины
Данный вариант отличается простотой исполнения, для чего потребуется выполнить следующий перечень работ:
- Берут проволоку, желательно, чтобы она была стальной, толщиной примерно 2 миллиметра, и делают из нее пружину.
- Далее ее вставляют в трубу.
- Нагревают место будущего сгиба.
- В завершение работы изгибают изделие, соблюдая требуемый радиус.
Следует сразу же следить за правильностью сгиба профильной трубной продукции, поскольку нагретое изделие сохраняет свою эластичность непродолжительное время.
В процессе изготовления пружины нужно обращать внимание на такой важный момент: ее сегменты должны быть меньше на 1,5 –2 миллиметра, чем параметры соответствующей стороны сечения, которое имеется у профильного металлического изделия. Если придерживаться данного правила, не возникнет проблем с тем, как вставить пружину внутрь трубы.
Применение песка для сгибания трубы
При отсутствии возможности воспользоваться услугами профессионалов, когда работу приходится выполнять своими руками в бытовых условиях, помочь согнуть профильную трубу могут оригинальные решения, для реализации которых не потребуются большие финансовые затраты. При этом не придется прикладывать значительных физических усилий. Читайте также: “Как согнуть трубу без трубогиба – проверенные варианты для разных видов труб”.
Например, чтобы получилась квадратная или прямоугольная гнутая труба, используют песок, предварительно просеянный и хорошо просушенный. Также нужны будут деревянные клинья, имеющие соизмеримый срез изделия, и которые можно будет вбить в трубу.

Порядок выполнения действий выглядит так:
- С одной из сторон трубного изделия забивают клин.
- Внутрь трубы насыпают песок.
- Забивают клин со второй стороны, получив в итоге своеобразную заглушку.
- После фиксации одного конца приступают к изгибу трубы на нужную величину радиуса. При желании место будущего сгиба для облегчения процесса можно нагреть.
За счет песка, засыпанного внутрь, будет обеспечена прочность и целостность конструкции трубы. После успешного выполнения работы его удаляют, предварительно убрав деревянные клинья.
Выполнение изгиба труб при помощи воды
Изогнуть профильную трубу собственными силами в домашних условиях также можно с помощью воды. Этот вариант задействуют, когда трубная продукция произведена из меди или другого цветного металла. Один конец изделия закрывают заглушкой и наливают внутрь его воду. Изделие следует поместить в место, где вода замерзнет. После этого согнуть его самостоятельно будет несложно. Чтобы легче получилась труба квадратная гнутая, нужно сгибать ее не посередине, а ближе к одному из концов.
trubaspec.com
Как согнуть профильную трубу для теплицы: простейшие способы
Тепличный каркас с квадратным или прямоугольным сечением привлекает надежностью и сроками службы. Весьма прочная металлоконструкция пропускает максимум света, потому что ее стойки, опоры, стяжки гораздо тоньше, чем у деревянных соперников. Уступает металл в технологичности. Без знания нюансов трудно из прямой заготовки сделать арочную дугу или раму для двери. Из-за указанных осложнений «зеленые домики» с металлической основой совершенно напрасно предпочитают покупать. Однако если хорошенько разобраться в том, как согнуть профильную трубу для теплицы, можно с незначительными затратами собственноручно соорудить недорогую арочную конструкцию.Суть и проблемы гибки профильного трубопроката
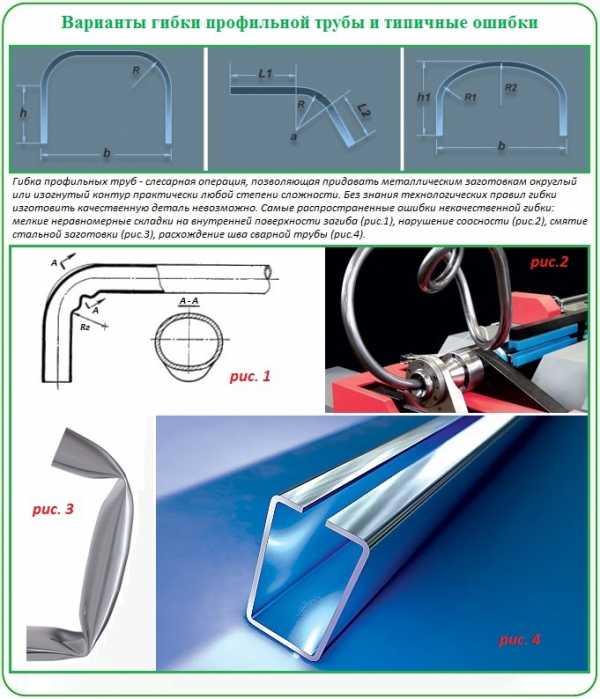
Гибка металлических изделий независимо от формы сечения заключается в придании им частичной или полной плавно-изогнутой конфигурации. Одна из распространенных слесарных процедур производится либо только под давлением, либо под давлением в сочетании с нагревом изгибаемого участка. В это время на обрабатываемую часть полой металлической заготовки одновременно действуют силы сжатия с внутренней стороны заготовки и силы растяжения вдоль внешней стенки. Осложнения состоят в том, что:
- материал в процессе изменения формы может утратить соосность сегментов, т.е. части изогнутой заготовки не будут располагаться в единой плоскости;
- растягиваемая наружная стенка на участке сгибания может не выдержать воздействия и банально лопнуть;
- сжимаемая внутренняя стенка может вместо равномерного сокращения сложиться складками, напоминающими гофру.
Без знания тонкостей сгибания профиля есть риск просто смять изделие, испортив заготовку. Но безрассудство не наш путь! Тем более, если оно сопровождается материальными потерями. Во славу рациональной экономии будем учитывать все капризы профиля и характеристики «железного» материала. Не забудем про размеры сечения, толщину стенок профильной трубы, требующийся радиус изгиба и упругость стального сплава. Ориентируясь на указанные параметры, выберем правильный технологический путь – он же способ гибки.
Зачем нужно знать характеристики профиля?
Профильный трубопрокат от стандартного круглого варианта отличается формой сечения, которая может быть квадратной, овальной, прямоугольной или плоскоовальной. Согласно регламенту ГОСТа Р за номером 54157-2010 круглое изделие также входит в перечень профильной продукции. Однако в тепличном строительстве чаще всего применяют изделия с квадратным и прямоугольным сечением, потому что к их ровным плоским стенкам проще прикрепить покрытие.
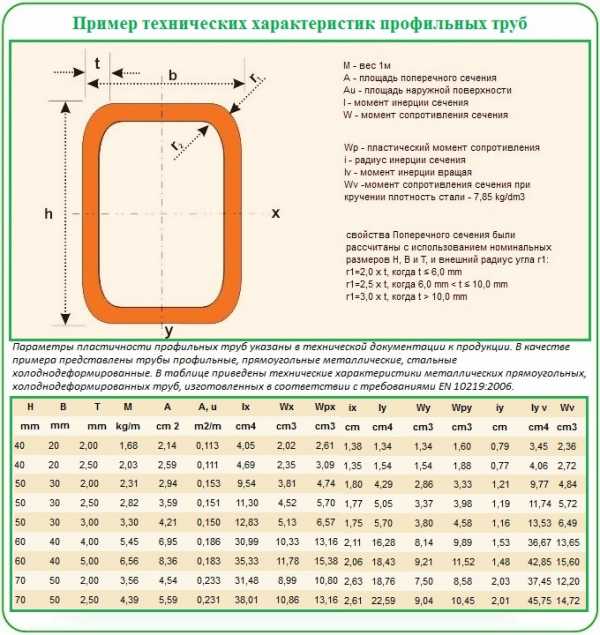
Для разнообразных народнохозяйственных нужд продукцию выпускают в широком диапазоне размеров. Различается она по конфигурации и площади сечения и, естественно, по толщине стенок. Совокупность размеров определяет пластические возможности. На профессиональном языке они называются минимально допустимым радиусом закругления. Значит, прежде чем узнать, как сделать заготовку для каркаса, нужно выяснить, какой наименьший радиус плоской округлой деформации заготовка сможет «пережить» без повреждений.

Для определения минимально допустимого радиуса сгиба квадратного или прямоугольного профиля нам нужна высота h, потому что:
- изделия с высотой профиля до 20 мм согнутся без перехода в разряд непригодного брака, если гибка будет произведена на участке длиной 2,5×h и более;
- трубопрокат с высотой профиля свыше 20 мм без потерь выдержит деформацию на участке длиной 3,5×h и более.
Обозначенные лимиты необходимы тем, кто задумал делать стеллажи, полочки и рамы для форточек или двери. Свои корректировки в область ограничений вносит и толщина стенок. Широкие трубы с тонкими стенками толщиной до 2мм вообще не рекомендуют гнуть. Лучше воспользоваться сваркой.
Домашним мастерам, решившим делать дуги для арочной теплицы, нужно учесть, что применяемые в быту изделия из обычных углеродистых или низколегированных стальных сплавов после приложения к ним усилий имеют свойство слегка «пружинить». Они как бы пытаются вернуться в прежнее состояние. Следовательно, после того как начинающий слесарь своими руками завершит гибку всех дуг, ему придется повторить обработку и вновь подогнать арки по шаблону. Желательно изначально учесть значение пластического момента сопротивления Wp. Его обычно указывают в документах продаваемого стройматериала. Чем данный момент меньше, тем меньше возни будет с подгонкой.
Способы гибки и их особенности
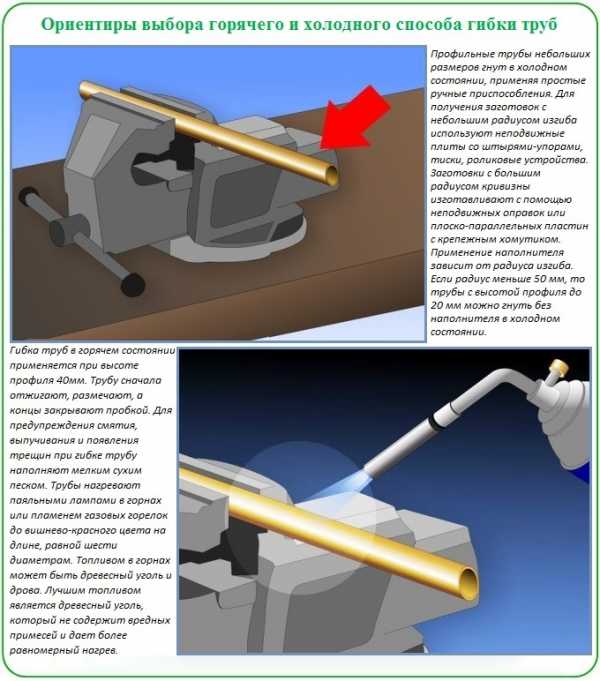
Сгибают профильный трубопрокат как в холодном, так и в горячем состоянии. Нагрев газовой горелкой ощутимо увеличит пластичность. Однако материал небольшого сечения превосходно гнется и без лишнего температурного воздействия, потому что тонкие трубы достаточно пластичны и легче поддаются приложенному к ним усилию.
Точных указаний по поводу применения нагрева для сгибания нет. Нормативами обозначены только размеры круглого проката, согласно чему воздействовать пламенем на обрабатываемый участок нужно при Ø 100мм и более. С квадратными и прямоугольными формами все происходит несколько иначе. На основании опыта народных умельцев:
- при высоте профиля до 10 мм заготовки однозначно гнут холодным способом;
- при высоте профиля 40 мм и более трубы гнут с нагревом.
Как проще и легче в домашних условиях согнуть профиль с высотой в интервале от 10 до 40мм, исполнителю придется решать самостоятельно. Если в арсенале мастера имеется профилегиб, с его помощью можно создать арочное закругление без нагрева. Нет аппарата, лучше заранее опробовать свои силы. Для этого нужно зажать один конец материала в тисках. На второй конец надеть трубу размером побольше, чем высота профиля, и потянуть за увеличенное подобным образом «плечо». Если получилось, нагревать металлические изделия нет смысла.
Вариант #1 — гибка с нагревом
Не поддающийся материал будем деформировать горячим методом, предварительно заполнив его песком. Так и качество обработки повысится, и равномерность сгиба обеспечится. Запасемся для работы «по горячему» брезентовыми рукавицами и приступим:
- из обрезков бруса или поленьев сделаем две пирамидальные заглушки, длина которых должна быть в 10 раз больше ширины основания. Площадь основания каждой самодельной пробки должна быть почти в 2 раза больше квадратного либо прямоугольного отверстия, которое ей предстоит затыкать;
- примерим, как «сядут» заглушки, затем на одной из них выберем с четырех сторон продольные пазы. Они нужны для выхода газа, который скопится при нагреве наполнителя;
- предварительно отжигаем заготовку на участке будущего сгиба;
- приготовим наполнитель. В качестве него возьмем чистый строительный песок средней зернистости. За неимением сыпучего стройматериала воспользуемся песком из детской песочницы. Его просеем сначала через сито с ячейками 2 или 2,5мм, чтобы убрать из набивки гравий и кумушки. Крупные включения на поверхности труб могут сформировать ненужный рельеф. Затем просеянную массу снова «пропустим», но уже через мелкое сито с ячейками 0,7мм, чтобы пылеватые частицы не спеклись при нагревании. Весь отсев, как и наполнитель по завершении действий, вернем в песочницу;
- прокалим наполнитель при температуре 150ºС;
- забьем один конец деревянной пробкой, на которой нет каналов для отвода газов. Во второй конец установим воронку. В зависимости от размера установим заготовку под углом или перпендикулярно земле. Через воронку порционно будем насыпать наполнитель. Периодически постукиваем по стенкам изделия снизу-вверх деревянной или резиновой киянкой, чтобы песок уплотнился. Сигналом о достаточном уплотнении будет глухой звук;
- закроем заполненную заготовку второй пробкой;
- отметим мелом на заготовке участок нагрева;
- закрепим заготовку либо в тисках с шаблоном, либо в зажиме. Материал со сварным швом устанавливаем так, чтобы место сварного соединения оказалось сбоку. Вдоль шва нежелательно растягивать или сжимать;
- раскалим отмеченный участок докрасна, и аккуратно придадим заготовке необходимую форму. Сгибаем в один прием поступательным нерезким движением в строго горизонтальной или вертикальной плоскости;
- после остывания сравним результат с шаблоном. Если все в порядке, выбиваем либо выжигаем пробки и высыпаем песок.
Описанная метода хороша для формирования единичных угловых сгибов, т.к. нагревать трубы несколько раз настойчиво не рекомендуют. Металл от многократного температурного шока теряет прочность. Однако при создании округлой арки многократный нагрев неизбежен. Ведь сделать работу в один прием нереально, а охлажденная до светло-вишневого оттенка, т.е. до 800ºС, заготовка может просто разорваться.

Вариант #2 — холодный метод
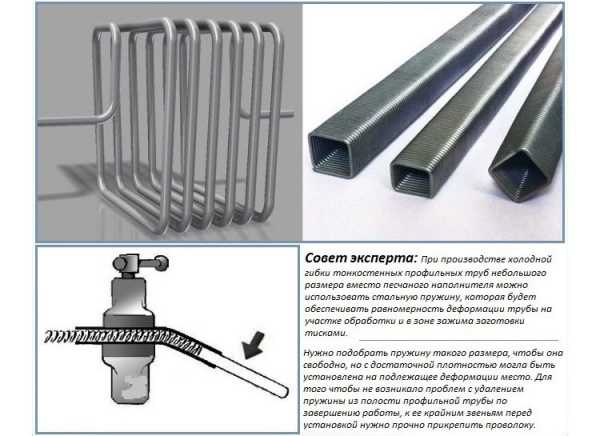
Пластическую деформацию профильного проката « по холодному» производят, как с наполнителем, так и без его применения. Материал с высотой профиля до 10 мм не требует заполнения. Более толстую трубу лучше заполнить песком или канифолью. Альтернативой песчаному наполнителю послужит пружина плотной навивки, размеры которой позволят плотно установить ее в полость на участке обработки. Пружинящая прокладка будет препятствовать резкому изменению сечения профиля в местах сгиба.

Гнуть «по холодному» в домашних условиях можно:
- вручную с использованием простейших приспособлений типа гибочных плит, тисков и оправки;
- с применением мобильного профилегиба – усовершенствованного аналога ручного трубогиба. Профилегиб отличается от устройства для сгибания круглых труб только формой выемки рабочего ролика;
- путем прокатки на самодельном или фабричном профилегибочном станке, который можно смастерить своими руками или приобрести в готовом виде.
Технические средства механизации гибки разумней и выгодней взять в аренду, если они нужны для разового строительства теплицы. Если в перспективе сооружение зеленых домиков для родственников и соседей или возведение красивой металлической ограды, к примеру, есть резон обзавестись собственной гибочной установкой.
Гибочные приспособления и машины
В семействе устройств и агрегатов для гибки есть представители разной степени технической сложности. Для начала рассмотрим средства для тех, кто озадачен вопросом, как и с помощью чего можно согнуть профильную трубу без применения специального оборудования. Затем перейдем к самодельным прокатным установкам.
Варианты простейших приспособлений
Использование элементарных «помощников» для холодной деформации регламентируют размеры материала:
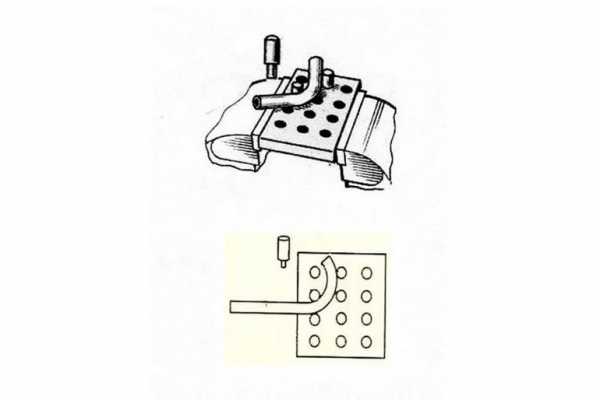
- тонкий трубопрокат с высотой профиля до 10мм гнут с помощью горизонтальной плиты с отверстиями. В отверстия жестко установлены металлические штыри, играющие роль упоров. Сгибают изделие, расположив его между упорами, установленными в отверстия согласно радиусу гибки. Начинают от середины заготовки и постепенно продвигаются к краям. Минусы метода в приложении немалых мышечных усилий и в довольно низкой точности деформации;
- трубы с высотой профиля до 25мм гнут с помощью роликовых устройств, работающих по принципу станка Вольнова. Металлическая заготовка прочно закрепляется в тисках, а к обрабатываемой части прикладывается физическое усилие через ролик. Гибка производится качественней и равномерней, чем в предыдущем случае. Но от исполнителя по аналогии потребуются недюжинные усилия.
Для формирования изгиба с большим радиусом кривизны, типа дуг для арочного каркаса, применяются неподвижные округлые шаблоны с хомутиками для фиксации заготовки. Относятся данные приспособления к разряду плоскопараллельных пластин. Заготовка с усилием «укладывают» в паз, размеры которого равны размерам трубы. Сгибаемая вручную с помощью оправки труба принимает форму заданного контура.
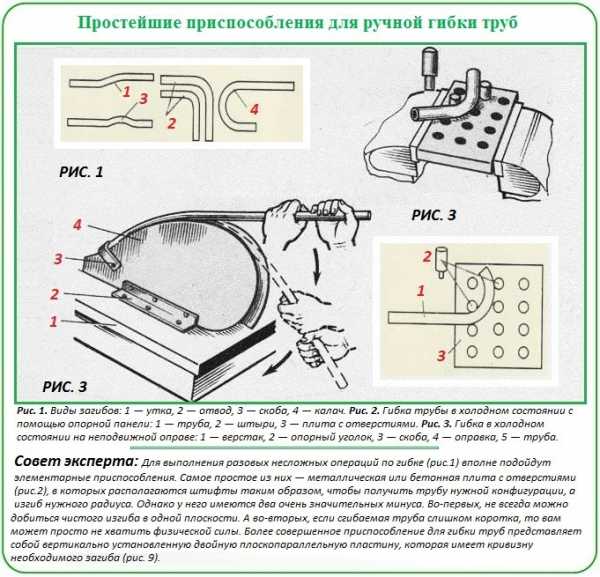
Модернизированная гибочная плита
Если домашний слесарь не обделен физической силой, для собственных нужд ему пригодится простейший инструмент для довольно трудоемкой деформации профильной трубы. Его можно выполнить в виде панели, прикрепляемой струбцинами к рабочему столу или к верстаку. В приведенном на фото случае гибочная пластина приварена к металлическому постаменту, а вот он-то прикручен четырьмя болтами к бетонному полу мастерской. Чтобы убрать приспособление по завершению работы достаточно будет вывернуть болты. Никаких крепежных штырей после демонтажа не остается и не возвышается над поверхностью пола, значит, ничего не будет мешать передвижению и создавать травмирующих угроз.
Принцип изготовления рабочей плоскости предельно прост:
- Гибочной плитой служит панель, вырезанная из толстого листового железа.
- Панель приварена к профильной трубе, устанавливаемой по телескопическим правилам в стойку пьедестала.
- В рабочей плоскости просверлено два отверстия под болты, являющиеся упорами.
- Радиус гибки регулируется с помощью установки на один из болтов насадок подходящего размера.
- С целью сохранения соосности отрезков, прилегающих к сгибу, над заготовкой устанавливается металлическая пластина, фиксируемая болтами.
Постамент многофункционален. У его владельца есть возможность использовать его в качестве миниатюрного верстака для выполнения внушительного количества слесарных операций.

Оправка для сгибания профильной трубы
Метод подходит для изделий с высотой стенки до 25мм. Мастеру потребуется большой по площади верстак и значительное по объему свободное пространство вокруг рабочей зоны. Один край верстака перфорируется часто расположенными отверстиями для крепежа оправки и для выбора оптимального положения детали, фиксирующей трубу. Шаблон для предстоящей пластичной деформации вырезается из толстой фанеры. Правда, фанерная оправка пригодна лишь для разовых гибочных процедур. Если работ по сгибанию предстоит проделать немало, оправки лучше сварить из стального уголка.

Использование ручного профилегиба
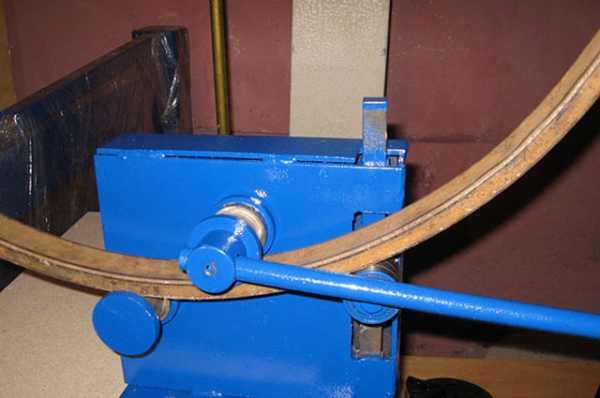
Значительные объемы работ по деформации нуждаются в механизации. Массовое изготовление изогнутых деталей отнимет у исполнителя слишком много здоровья. Чтобы облегчить гибку, желательно сделать станок по чертежу. Применяют их в основном для работ с заготовками крупного размера. Основными рабочими органами ручного агрегата являются три валка, два из которых закреплены неподвижно. Изменение положения третьего подвижного валка определяет угол сгибания.
Если вышеописанные способы не приемлемы, то у будущего владельца теплицы есть два выхода – аренда ручной установки или заказ изготовления округлых деталей. Процесс деформации заготовки продемонстрировало видео: как легче согнуть профильную трубу — многократной прокаткой или физическим воздействием, решать исполнителю.
При работе вручную важно соблюсти правила гибки профильных труб и не делать резких движений. Нужно следить за равномерностью деформации с внешней и внутренней стороны проката. Однако не следует слишком расстраиваться из-за мелких складок на внутренней поверхности сгиба: их можно исправить ударами молотка. Перед началом работ надо сделать шаблоны из проволоки, ДСП или гипоскартона для сверки и получения результата, соответствующего проекту.
Оцените статью: Поделитесь с друзьями!vasha-teplitsa.ru
проблемы и пути их решения
Использование профильных труб (имеющих квадратное либо прямоугольное сечение) становится все более популярным, поскольку они обладают высокой прочностью и имеют хорошие показатели надежности. При этом правильно загнуть профильную трубу, не нарушив ее целостность и функциональность не так просто. Особо острым является вопрос гибки профильных труб своими руками в домашних условиях.

Использование гнутых профильных труб для благоустройства дома, двора и сада
Основные свойства профильных труб
Основное отличие профильной трубы от традиционной – это ее сечение. Именно разница в сечении не всегда позволяет применять привычные стандартные методы изгиба и достижения необходимого радиуса кривизны. Кроме того, промышленность выпускает профильные трубы из различных материалов: латуни, меди, алюминия и т. д., что влечет за собой применение различных техник их изгиба.
Следует также помнить, что любые механические воздействия с целью загнуть профильные трубы могут внести дефекты, а иногда привести к разрушению целостности конструкции, поэтому полезным будет позаботиться о возможности растяжения профильной трубы при ее изгибе.

Разнообразие применения гнутой профильной трубы для эстетических целей
Для достижения требуемого радиуса изгиба при выполнении работ своими руками необходимо обращать внимание на плавность, неторопливость движений, а также прилагаемые усилия, что значительно снизит вероятность повреждений и поможет получить нужную криволинейную форму изделия.
На выбор необходимого способа изгиба влияет также толщина стенок профильной трубы. Но если четко представить себе конечный результат, корректно и вдумчиво подойти к выбору метода гнутья профильной трубы, то полученная на выходе конструкция будет отличаться долговечностью, эстетичностью и надежностью.

Оригинальная садовая скамейка на ножках из гнутой профильной трубы
Полезный совет! Помните, что термическое воздействие на профильную трубу влечет за собой изменение внутреннего строения материала, из которого она произведена, и может значительно повлиять на свойства прочности и надежности. Кроме того, многократные воздействия с целью изменения формы трубы (загиб, разгиб), приводят к ее разрушению.
Особенности использования трубогиба
Перейдем к рассмотрению вариантов, как в домашних условиях согнуть профильную трубу. Отметим сразу, своими руками согнуть трубу профильную без применения специальных средств достаточно сложно, особенно, если толщина стенок трубы велика. Наиболее приемлемым и целесообразным в домашних условиях будет использование трубогиба. Для трубогиба характерны наличие специального ведущего колеса, которое при движении по одной из граней позволяет гнуть трубу профильную как необходимо пользователю.

Ручной механический трехвалковый трубогиб для профильной трубы
Трубогибы бывают ручные и с электроприводом. В первом случае, гибка профильной трубы осуществляется вручную путем приведения в движение колеса трубогиба специальной рукояткой. Это приемлемо, если сечение трубы малой площади, а сама конструкция не является громоздкой и изменение ее формы возможно своими руками.
В ином случае, когда объем работ и размеры трубы достаточно большие, необходим трубогиб с электроприводом, приводимый в действие несложным нажатием на кнопку. Принцип работы аналогичен: движение колеса по грани. Но результат более эстетичен и менее трудозатратен.

Гидравлический трубогиб для круглой и профильной трубы
Если работы носят одноразовый характер, то в покупке спецоборудования и проведении работ в домашних условиях нет смысла, лучше обратиться в специализированные фирмы, можно взять станок в аренду. О том, как согнуть профильные трубы без трубогибов, будет приведено далее.
Альтернативные варианты сгибания труб в домашних условиях
Рассмотрим, как согнуть профильную трубу без применения специальных станков. Следует заметить, что гибка профильной трубы по радиусу должна удовлетворять следующим требованиям:
- желательная толщина стенки трубы должна быть более 2 см, в противном случае изгиб чреват разрушением целостности конструкции трубы;
- положим высоту профиля трубы Z > 2 см, тогда профильная труба, гнутая на отрезке длиной 3,5 х Z, не будет разрушена и не утратит надежности.
Немаловажной является температура изделия при сгибании. Не секрет, что в нагретом состоянии изменить кривизну металлического изделия легче. Но, если работы производятся в домашних условиях, то крайне необходимо соблюдать технику безопасности и следить за своими действиями.
Полезный совет! Следует учитывать, что профильные трубы с высотой профиля до 1 см, не нуждаются в нагреве для придания им криволинейной формы, тогда как трубы с высотой профиля более 4 см однозначно своими руками и без нагрева не согнуть.
Сгибание профильных труб при помощи болгарки
Еще одним способом достижения желаемого радиуса загиба своими руками является применение болгарки. В месте предполагаемого изгиба необходимо сделать несколько поперечных пропилов (обычно их необходимо три), далее просто согнем профильную трубу своими руками и сварим места пропилов сварочным аппаратом.
Поскольку профильная труба имеет сечение правильной формы, то итоговое изделие будет иметь вполне эстетичный вид (если аккуратно зашлифовать сваренные участки) с ненарушенными показателями прочности.
Способ с использованием пружины
Сгибание профильной трубы небольшого сечения с использованием пружины
Способ довольно прост и может быть реализован следующим образом: необходимо взять проволоку (желательно из стали) толщиной примерно 2 мм, сделать из нее квадратную пружину, которую вставить в трубу, далее стоит нагреть место, где будет изгиб и собственно согнуть трубу до того радиуса, который необходим. Стоит сразу отслеживать, как правильно согнуть профильную трубу, поскольку нагретая труба не долго будет сохранять свою пластичность.
Полезный совет! При изготовлении пружины необходимо следить, чтобы ее сегменты были на полтора-два миллиметра меньше, чем соответствующая сторона сечения профильной трубы. При таких условиях не составит труда поместить пружину внутрь профильной трубы.

Трубогиб для профильных труб любого сечения с электродвигателем
Сгибание труб с использованием песка
Когда нет возможности произвести работы в специализированных мастерских и дело ограничивается домашними условиями и своими руками, на помощь приходят самые разнообразные идеи того, как согнуть профильную трубу, не затратив больших финансовых и физических усилий. Рассмотрим подробнее, как выгнуть профильную трубу: в домашних условиях при этом можно использовать песок, обязательно просеянный и высушенный. А также деревянные клинья, которые соизмеримы со срезом трубы и могут быть в него забиты.
Порядок действий следующий:
- забить клин с одной стороны трубы;
- засыпать внутрь песок;
- забить клин с другой стороны, тем самым сделав своеобразную заглушку.
Далее, зафиксировав один конец, можно производить сгибание на нужный радиус. При этом место сгиба также можно нагреть для облегчения выполнения операции. Целостность и прочность трубы обеспечит засыпанный песок, который после успешного сгибания можно удалить, выбив предварительно деревянные клинья.

Самодельное приспособление для изгиба профильных труб
Как согнуть профильную трубу с помощью воды
Согнуть профильные трубы в домашних условиях, как необходимо по проекту, можно при помощи воды. При этом труба должна быть сделана из меди либо из любого иного цветного металла. Необходимо закрыть один из концов профильной трубы заглушкой и залить внутрь воду. Важным является обеспечение ее нахождения при отрицательной температуре для того, чтобы вода могла замерзнуть. В таком состоянии согнуть своими руками профильные трубы как прямоугольного, так и квадратного сечения не представляется сложной задачей.
Полезный совет! Помните, профильная труба с квадратным сечением будет гнуться легче ближе к концам, а не к середине.
trubamaster.ru
Как в домашних условиях согнуть профильную трубу
Профильный трубопрокат представлен изделиями, которые имеют поперечное сечение разнообразной формы. К ним относятся круглые, плоскоовальные, квадратные и овальные трубы. Такой ассортимент продукции предоставляет возможность создавать легкие арочные конструкции разнопланового назначения. Они используются как в бытовых сооружениях, так и в производстве. К наиболее востребованным профилям относятся квадратные изделия. Гнутая профильная труба такого сечения позволяет легко закрепить на плоской стенке любое внешнее покрытие. Перед тем как в домашних условиях заняться гибкой профильных труб, следует ознакомиться с их техническими параметрами и методами работы.

Основные сложности при гибке профильного проката
Выпускаемые промышленностью профильные трубы имеют определенные геометрические параметры, являющиеся определяющим фактором для их пластических возможностей. От толщины стенок металлопроката и поперечной площади зависит допустимый минимальный радиус изгиба. Этот параметр дает значение закругления профтрубы без ее механического повреждения.
При механическом воздействии на изделия из металлического проката им придается полный или же частичный изгиб. На металлопрофиль в этом случае действует сила сжатия (на внутреннем участке) и сила растяжения (на наружной поверхности). Именно они и вызывают основные сложности при изгибании металлопрофиля, которые выливаются в следующие проблемы:
- сегменты трубного материала при сгибании металлопрофильного изделия могут утратить свою соосность, что приведет к расположению участков трубного проката в разных плоскостях;
- наружная стенка профильного проката в процессе растяжения может лопнуть под воздействием повышенной нагрузки;
- на внутренней части изгибаемого профиля могут появиться складки, напоминающие гофру.

Для профтруб с высотой (h) до 20 мм длина сгибаемого участка должна быть более 2,5×h. Металлопрокат с профилем высотой более 20 мм безболезненно загибается на участках с минимальной длиной 3,5×h. Определение радиусов минимального изгиба можно определить по таблице.
Правильно проведенный технологический процесс позволит получить идеально ровный загиб проката и не даст изделию получить смятие или же лопнуть. Выбрав подходящий вариант технологии, необходимо учесть геометрические параметры, а также характеристику материала изделия. Согнуть профильную трубу можно двумя методами: с предварительным нагревом и в холодном состоянии.
Использование предварительного нагрева
Данную операцию проводят для изделий, имеющих профиль высотой более 40 мм. Внутрь профтрубы засыпается песок, и устанавливаются на торцах деревянные заглушки. Сыпучий материал позволит металлу получить равномерный прогрев по всей длине. В одной из заглушек делаются специальные отверстия для отвода образующегося при нагревании газа.
Песок для наполнения металлопрофиля используется очищенный, со средней зернистостью. Если таковой отсутствует, подойдет и материал из дворовой песочницы, который необходимо предварительно подготовить. Для начала он просеивается сквозь сито, имеющее ячейки не более 2,5 мм для удаления мелких камешков и гравия. Чтобы получить качественный наполнитель, его дополнительно пропускают через ячейки с размером до 0,7 мм. Этот процесс исключит спекание пылевых включений в песке при нагреве. Подготовленный материал прокаливается при температуре + 150 °С. В процессе засыпки песка в трубу, рекомендуется проводить постукивание по поверхности для лучшего распределения сыпучего материала.

Перед тем как изогнуть профиль для теплицы своими руками, необходимо обеспечить безопасность выполняемых работ. Используйте специальные рукавицы из плотного брезента, которые защитят руки от соприкосновения с горячим металлом, а также расположите неподалеку средства пожаротушения. Участок изделия, который необходимо гнуть, предварительно отжигается. Сам металлопрофиль крепится в специальном зажиме или же в тисках вместе с заготовленным шаблоном. Имеющийся на прокате стыковочный сварной шов должен обязательно находиться на боковой части изделия. Это защитит его от чрезмерных нагрузок при сжатии или же растяжении материала.
Предварительно обозначенный мелом участок нагревается докрасна горелкой. Полностью прогретый металлопрофиль медленно и плавно сгибается за один подход. Прикладываемые усилия должны находиться строго в одной плоскости (горизонтальной или же вертикальной). Остывшее изделие сравнивается с шаблоном, после чего из него удаляется песчаный наполнитель.
Этот способ, которым легко пользоваться в гараже, применяется при необходимости получения единичного углового изгиба. При многократном нагреве металлоизделия будет снижаться его прочность. Это следует учесть при подготовке своими руками в домашних условиях разнообразных деталей арочной конструкции беседки, теплицы, навеса или же другого сооружения.
Гибка в холодном состоянии
Гнутый металлопрофиль при применении холодной технологии получается при его высоте до 40 мм. Согнуть такой прокат можно как ручным, так и механизированным способом. При размере металлопрофиля до 10 мм нет необходимости в его наполнении песком. Выгнуть профтрубу без использования предварительного нагрева можно с помощью дополнительных приспособлений. Для тонкостенных изделий небольшого размера применяется гибкая пружина, помещаемая внутрь. Она позволяет изогнуть металлопрокат без его механического повреждения.
Перед тем как согнуть трубный профиль, края пружины фиксируются проволокой на концах трубы. Это закрепит ее внутри изделия и не даст выскочить при механическом воздействии. При этом самом простом методе необходимо соблюдать главное условие: пружина должна иметь размер лишь немного меньший внутренней части трубы. Загнуть профтрубу таким способом получится без повреждений металла. Правильно подобранный размер пружины позволит ее извлечь по окончании процесса быстро и легко.

Наличие трубогиба позволит проводить работы с продукцией минимального размера профиля 10 мм и максимального до 40 мм. Перед тем, как согнуть профиль для теплицы своими руками, определяется метод работы с металлом. Небольшой простейший эксперимент покажет, необходимо ли будет предварительно нагревать металл или же нет. Для этого трубный конец зажимается тисками, а на другой надевается профиль с большим внутренним размером. Если получается вручную заставить согнуться стальной прокат, можно выполнять работу без использования предварительного нагрева. Помимо ручного или же электрического профилегиба, используются многочисленные оправки и гибочные столы. Они подходят для получения дуги алюминиевых или же стальных металлопрофилей с максимальной высотой до 10 мм.
Использование трубогиба
При значительных объемах для получения загнутого металлопрофиля потребуется особый станок – профилегиб. С его помощью гибка разнообразных профильных труб происходит легко и быстро. Применяя трубогиб, можно подготовить легкий каркас под козырек, парник или же другую дачную конструкцию. На стенках профиля удобно закрепится листовой металл или же профнастил.
Мощный универсальный станок гибочного типа понадобится для работы с трубами большого сечения. Конструктивно он состоит из трех валиков, из которых два имеют неподвижную фиксацию. Изменяющееся положение третьего ролика заставляет сгибаться изделие под нужный радиальный размер. Приводом этого мощного приспособления служит цепная передача и вращаемая оператором рукоятка.

Предлагаемые в магазинах трубогибы имеют ручной привод, гидравлический, а также электрический, в которых гибка профиля по радиусу производится с высокой точностью. К наиболее мощным ручным профилегибочным станкам, которые позволяют загнуть большую профильную трубу, относится ПГ-6. Это приспособление может одновременно сгибать комплект профилей шириной до 120 мм.
Наличие большого количества вариантов трубогибочных устройств предоставляет возможность для их полноценного использования при изготовлении многочисленных изделий. С их помощью создаются тепличные каркасы, навесы и многочисленные арочные стальные конструкции. Они позволяют получать согнутую на определенный градус профтрубу, изогнутый в дугу металлопрофиль, а также круг.
Изготовление профилегиба самостоятельно
Изготовление профилегибочного устройства своими руками позволит значительно сэкономить личные средства. Используя чертежи и специальные видео, процесс создания приспособления не займет много времени. Наличие чертежей предоставляет возможность к стандартной конструкции добавить некоторые усовершенствования. Представленные изображения и размеры для самостоятельного изготовления профилегиба можно корректировать под личные потребности.


oxmetall.ru
Как согнуть профильную трубу в домашних условиях без трубогиба?
С вопросом, как согнуть профильную трубу в домашних условиях без трубогиба, приходится сталкиваться практически всем дачникам и владельцам частных домов. Используются дуги из профильной трубы при строительстве теплиц, беседок, навесов и козырьков арочной формы. Приобретение специальных приспособлений для гибки или изготовление их своими руками экономически невыгодно. Они нужны для массового, а не для единичного производства. Рассмотрим, какие существуют методы придания профильным трубам изгиба нужного радиуса.
В чем проблема гибки профиля?
Суть этого процесса заключается в том, что одна сторона трубы подвергается растягиванию, а внутренняя часть сжимается. На заготовку оказывается давление, которое может сопровождаться нагреванием, чтобы сделать металл более податливым.

Гибка профильной трубы по радиусу своими руками связана с такими сложностями:
- смещение продольных осей и плоскостей детали, что приводит к перекосу;
- разрыв и появление трещин на внешней части заготовки под воздействием усилия разрыва;
- неравномерное сжимание внутренней части, приводящее к эффекту гофры;
- изменение диаметра или формы обрабатываемого изделия.
Чтобы знать, как правильно придавать стальным трубам форму арки, необходимо принимать в расчет ряд факторов.
Влияние материала на выбор способа сгиба
Профильные трубы сделаны в соответствии с требованиями ГОСТ 54157-2010 и обладают определенными свойствами.
Сгибать профильные трубы необходимо с учетом таких параметров:
- Минимальный радиус гиба облицовочного материала, который планируется уложить на арки. У сотового поликарбоната данные показатели зависят от толщины и структуры.
- Размер профиля и толщина стенок. Изделия с высотой стенки до 10 мм допускается изгибать с использованием мускульной силы. Профили от 20×40 мм и больше, изгибать нужно комплексно, давлением и нагревом или на станке.
- Упругость (пластический момент сопротивления). Его нужно вкладывать в предварительные расчеты, придавая заготовке меньший радиус гиба.
На основе анализа этих данных делается выбор способа выполнения задачи.
Способы сгибания и приспособления для гибки
Используя подручные средства и бытовые инструменты, можно сделать гибочное приспособление без дополнительных затрат.
Что касается профессиональных приборов, то их стоимость может в несколько раз превышать цену материала для изготовления арок.
Рассмотрим способы, с помощью которых можно сделать гнутые прямоугольные арки идеальной формы.
Нахолодную
Без нагревания холодный прокат гнут в том случае, если для этой процедуры достаточно мускульной силы мастера. Как правило, это квадратные трубы сечением 10×10 мм и прямоугольные 10×20 мм.
Если стенки заготовок толстые, то заполнение внутренней полости сопротивлением не проводится. Рассмотрим основные варианты создания арок из металлических заготовок.
Рычагом с насадкой
Сначала изготавливается лекало с определенной длиной полуокружности, соответствующей заданным параметрам. Делают его из ДСП, фанеры, гипсокартона или досок.

После этого необходимо:
- прочно закрепить тиски на тяжелом и устойчивом столе. В тисках прочно закрепляется отрезок трубы с большим размером, чем у заготовки;
- произвести изгибание в несколько этапов путем вставления профиля отверстие зажатого в тисках отрезка и приложения к нему усилия.
На сгибаемый фрагмент насаживается рычаг достаточной длины, чтобы создать нужное давление для деформации металла. В ходе работы кривизна контролируется лекалом.
По оправке
Оправка изготавливается на твердом основании, которым является бетонная или асфальтовая площадка, большой верстак. По сути — это специальный шаблон, по контурам которого будет изгибаться профильная труба.

С учетом степени упругости металла мастеру необходимо придать оправке меньший радиус.
Процедура проводится в такой последовательности:
- деталь надежно закрепляется на основании;
- к одному из его краев прикручивается проволокой или струбцинами конец заготовки;
- проводится сгибание профиля до тех пор, пока ему не будет придана желаемая форма.
Шаблон можно заменить арматурой, вбитой в грунт. По мере деформации трубы она последовательно приваривается к штырям. После окончания работы арка срезается с стопоров.
С применением средств внутреннего противодействия (песка, воды)
Такой способ применяется, когда параметры профиля меньше чем: высота 10 мм, ширина 20 мм толщина стенки 1 мм. Заполненные плотным веществом трубы лучше сохраняют форму, даже при сильном давлении на малую площадь изделия.
Использование песка и воды гарантирует качественный результат без брака. А данный фактор имеет значение, учитывая стоимость стального проката.
Наполнитель должен заполнить полость профильной трубы по всему объему. Намного проще этого добиться с помощью жидкости. Песок трамбуется вибрацией и проливается водой. Отверстия с обеих сторон завариваются или плотно забиваются деревянными пробками. Если применять нагрев, то важно одну из сторон оставить не закупоренной для выхода газов.
Резка болгаркой и сваривание (секторная сварка)
Резка болгаркой и сваривание не требует приложения значительных усилий. Мастеру нужно быть готовым к тому, что это мероприятие займет много времени. Плюс у этой технологии в том, что отсутствует вероятность повреждения профиля, его форму можно корректировать на протяжении всего процесса изгибания.

Работа проводится в такой последовательности:
- Составляется схема. На ней изображается расстояние между пропилами и их конфигурация.
- На профиль наносится разметка. По ней болгаркой делаются треугольные пропилы. Надрезанные фрагменты удаляются.
- Проводится сгибание заготовки. Если металл упругий и разгибается после сжатия, то стыки сразу фиксируются точечной сваркой.
- Оставшиеся после сжатия щели завариваются или запаиваются. После остывания металла швы шлифуются и закрашиваются.
- Грани на арке почти не заметны. При укладке поликарбоната небольшие перепады компенсируются толстым уплотнителем.
Нагорячую
Предварительное нагревание осуществляется в тех случаях, если профильная труба имеет крупное сечение или тонкие стенки. То есть — вручную ее согнуть либо невозможно, либо это чревато повреждением или поломкой заготовки. Остановимся на приемах, которые применяются для термического изгибания стального проката.
Использование пружины и паяльной лампы
Пружина нужна для того, чтобы предотвратить продавливание стенок профиля во время их изгибания. Кроме этого, упругая вставка придаст готовому изделию аккуратную и ровную форму. Она должна быть достаточно прочной, чтобы принять на себя и выдержать оказываемое на профиль давление.
Секция одним концом жестко фиксируется в земле или в тисках. Перед тем, как загнуть фрагмент, он разогревается, пока металл не станет красным.
Охлаждать согнутое место можно только теплым машинным маслом — от воды железо трескается и становится хрупким.
Использование пружины и паяльной лампы избавляет работника от прикладывания излишних усилий.
Горячая формовка
Придать желаемую форму профилю можно и без предварительного внутреннего наполнения. При нагреве сталь становится настолько мягкой и пластичной, что ее можно гнуть руками, без использования рычагов и сложных приспособлений.

Для этого изготавливается выпуклый упор полукруглой формы. Его нужно делать из материала, устойчивого к высокой температуре. Лучше всего для этого подойдет автомобильный диск или шамотный кирпич, обмазанный глиной. Нагретым местом деталь прикладывается к шаблону. После этого она сгибается одним медленным и точным движением. Через несколько минут можно продолжать процедуру.
Советы и рекомендации
Придание профильным трубам формы арки является сложным процессом, требующим наличия навыков обращения с бытовыми инструментами и металлом.
При изготовлении арок следует придерживаться таких правил:
- Работать легче и удобнее с короткими заготовками. Перед изгибом детали целесообразно разрезать на отрезки длиной 1,5-2 метра. Последующая сварка не ослабит прочность готовой арки.
- Нагрев металла следует производить медленно, чтобы не допустить неравномерного прогрева и деформации. Образовавшуюся окалину необходимо сразу счищать, так как она вызывает коррозию.
- Стальной прокат нельзя подвергать воздействию температуры выше + 800 ºС. Такое воздействие приводит к разрушению кристаллической решетки металла. Профиль становится мягким или хрупким.
- Все действия по изгибанию следует выполнять медленно, постепенно увеличивая нагрузку.
Сколько стоит погнуть профиль для теплицы
Стоимость услуг определяется статусом мастерской, ее географическим положением и применяемым оборудованием.
Средняя цена на сгибание профильного проката составляет (в рублях за погонный метр):
- 10×10 — 80;
- 20×20 — 100;
- 25×25 — 110;
- 30×30 — 120;
- 20×40 — 125;
- 20×45 — 130;
- 40×40 — 140;
- 50×50 — 150;
- 60×40 — 160;
- 50×50 — 180;
- 80×40 — 240;
- 80×80 — 360;
- 100×100 — 480.
Стоимость может отличаться в зависимости от рынка спроса и предложения.
Специальные устройства для гибки
Для того, чтобы достичь высокого качества готового продукта, можно воспользоваться заводскими и самодельными приспособлениями.
Трубогиб
Трубогибы состоят из станины, нескольких роликов, ограничителей и привода. Управление прибором осуществляется вручную, электромотором и гидравлическими цилиндрами. В частном строительстве используются профильные трубы с высотой стенки до 20 мм. С их сгибанием справляется ручной трубогиб.
Кондуктор
Этот инструмент предназначен для точного изготовления и соединения стыков профиля при резке болгаркой и соединения арок с вертикальными, поперечными и наклонными стойками.
Благодаря использованию кондуктора достигается максимально точное соединение деталей под прямым углом и аккуратный шов между ними.
Гибочная плита
Данное приспособление представляет собой съемную конструкцию, устанавливаемую на верстаке или на полу мастерской.

Для крепления используются закладные детали или анкерные болты. Кривизна опорной плиты регулируется болтами.
После завершения гибки оборудование снимаются, а закладные закрываются заглушками.
Изготовление гибочного станка своими руками
Про то, как самостоятельно собрать ручной трубогиб мы уже писали в прошлом материале. Это не самое простое устройство, но оно позволит быстро гнуть довольно большие объемы профиля. Для сборки вам понадобятся 3-5 заготовок для валов, швелер, двутавровая балка, болгарка, сварочный аппарат и дверь с набором крепежа. На фото ниже как раз те вальцы, о которых шла речь.

На сегодня это все, что мы для вас подготовили. Делитесь своими способами гибки в комментариях и рекомендуйте наши статьи своим знакомым. До встречи!
Загрузка…vseotrube.ru
Как согнуть профильную трубу без трубогиба: видео-инструкция
В процессе работы (обычно совершенно неожиданно) может возникнуть вопрос – а как согнуть профильную трубу в домашних условиях? На сегодняшний день есть несколько достаточно эффективных методик, и при наличии определенной сноровки с задачей можно справиться, не обращаясь в мастерскую к профессионалам.

Изготовить подобные детали можно и самостоятельно
Способ 1. Использование трубогибочных машин
Когда мы говорим о гибке профильных труб, то чаще всего подразумеваем формирование из заготовки дуги определенного радиуса. Чем больше этот радиус, тем легче наша задача, поскольку так внутренняя полость будет подвергаться меньшим деформациям (читайте также статью «Защитная асмольно-полимерная лента для труб»).
Обратите внимание! Изгибать круглые и профильные трубы под прямым углом не получится: излом практически гарантирован. Для этой цели обычно применяют либо сварное соединение, либо специальные переходники, позволяющие состыковать два отдельных отрезка.

Ручной станок для обработки профильных и круглых заготовок
Если необходимость в изготовлении дуг возникает достаточно регулярно, то стоит приобрести ручной или стационарный профилегибочный станок. Он представляет собой устройство с несколькими валиками, которые воздействуют на заготовку, придавая ей нужную форму.
Инструкция по работе на трубогибе достаточно проста:
- Деталь нужного размера укладываем в станок и зажимаем в креплениях.
- Включаем электродвигатель или начинаем вращать рукоятку.
- Рабочие валики смещают ось трубы в направлении изгиба, при этом одновременно выполняется растягивание одной из стенок.
- На противоположную стенку воздействует гибочный шаблон, придавая заготовке нужную форму.
- Для снижения деформации внутренней полости часто применяют гидравлическую стабилизацию: края детали закрываются заглушками, а вовнутрь под небольшим давлением закачивается жидкость.

Стационарный трубогиб
Чтобы повысить эффективность всех операций, стоит соблюдать такие правила:
- Чем медленнее мы производим обработку, тем ниже риск излома или неконтролируемой деформации деталей.
- При работе следует принимать во внимание ограничения по толщине стенки и сечению трубы, актуальные для вашей модели станка.
- Толстые трубы лучше изгибать в заводских условиях после предварительного прогрева: за счет увеличения пластичности металла повышается качество обработки.
Цена бытовых устройств данного типа стартует примерно со 100 долларов. Вот почему для обработки небольшого количества деталей можно либо арендовать аппарат на несколько дней, либо воспользоваться услугами мастеровой.
Народные средства
Способ 2. Подрезка и сварка

Несколько надрезов облегчат работу
Однако трубогибочный аппарат под рукой есть далеко не всегда. Вот почему любому мастеру стоит заранее изучить, как загнуть профильную трубу в домашних условиях с применением более распространенных инструментов.
Если целостность внутренней полости для нас не является критичной, можно воспользоваться угловой шлифовальной машинкой и сварочным аппаратом:
- На деталь наносим разметку, выделяя участок, по которому будет проходить линия изгиба.
- С внутренней стороны с помощью болгарки с отрезным диском делаем несколько пропилов не менее чем на 3/4 сечения.
- Взявшись за концы детали, формируем изгиб.
Совет! при необходимости излишки металла вырезаем той же болгаркой.
- Фиксируем заготовку в шаблоне и свариваем края разрезов.
- После того как металл остынет, меняем диск болгарки на шлифовальный и полируем обработанную поверхность.

Дуги, подвергнутые сварке и полировке
Способ 3. Внутренняя пружина
Если сохранение целостности стенок является принципиальным, то для выполнения стоящей перед нами задачи нужно своими руками изготовить специальную пружину:

Фото квадратной пружины с плотной навивкой
- Берем стальную проволоку диаметром до 4 мм. Чем толще стенки трубы, тем прочнее должна быть проволока.
- Используя полнотелую стальную болванку, навиваем пружину квадратного сечения. Размер стороны квадрата подбираем таким образом, чтобы полученная конструкция без труда проходила во внутреннюю полость трубы.
- Закладываем пружину в область изгиба, после чего прогреваем деталь паяльной лампой.
- Используя шаблон или круглую болванку подходящего диаметра, формируем дугу. При этом пружина внутри защитит деталь от излома и сохранит ее профиль.
Данная методика является довольно трудоемкой, поскольку изготовление пружины отнимает много времени и сил. С другой стороны, использовать эластичную вставку можно многократно, так что описанный способ вполне подходит для выполнения масштабных работ.
Способ 4. Заполнение песком или водой
Если же под рукой нет подходящей стальной проволоки, а необходимость в изготовлении дуги из трубчатой заготовки стоит довольно остро, стоит воспользоваться одной из методик, предполагающих внутреннее заполнение.
В качестве заполнителя можно использовать жидкость:
- Перед тем как гнуть профильную трубу из меди с тонкими стенками (иногда они используются в отопительных системах), ее полость заливаем водой, герметично закрыв оба торца.
- После заливки выносим изделие на холод или помещаем в морозильную камеру. Ожидаем до тех пор, пока вода полностью замерзнет.
- Используя болванку или шаблон, производим загиб трубы, после чего вынимаем пробки и сливаем воду.
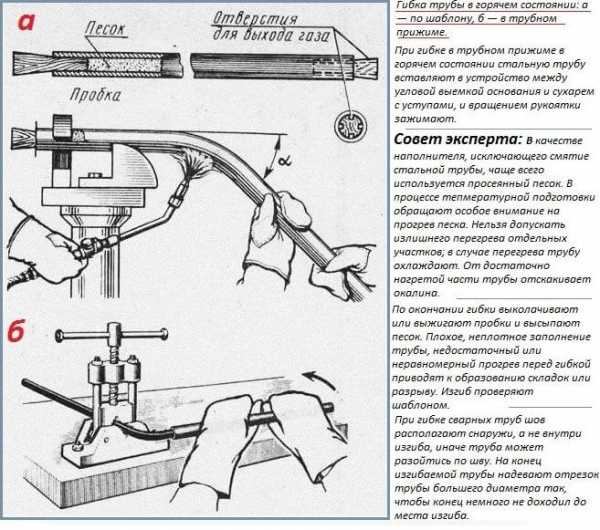
Обработка заготовки с прогревом
В теплое время года, а также при обработке толстостенных заготовок воду заменяем песком:
- Материал просеиваем, удаляя все загрязнения, после чего тщательно прокаливаем на огне.
- Один край заготовки затыкаем деревянной пробкой.
- Засыпаем в полость сухой песок, тщательно уплотняя его путем постукивания по земле или верстаку.
- Устанавливаем пробку на другой конец детали и выполняем гибку. Если не спешить, то песок за счет поддержания внутреннего давления не позволит сформироваться внутреннему излому.

Схема гиба
Вывод
Если вы хотя бы периодически работаете с металлом, то знать о том, как согнуть профильную трубу без трубогиба, вам нужно обязательно. Конечно, все описанные методы не смогут в полной мере заменить качественное профессиональное оборудование, но в критической ситуации они способны прийти на помощь, позволив решить поставленную задачу максимально оперативно (см.также статью «Дефлектор на трубу – что это такое и зачем он нужен»).
Если вы захотите ознакомиться с технологией обработки более подробно, рекомендуем просмотреть видео в этой статье.
gidroguru.com