Какую сталь какими электродами варить – Техника сварки тонкого металла инвертором. Какую сталь какими электродами варить
alexxlab | 20.08.2020 | 0 | Вопросы и ответы
Какими электродами варить обыкновенную сталь
Электроды для «обыкновенной» черной стали
Вопрос «Какими электродами варить обыкновенную сталь» не такой простой, как может показаться на первый взгляд. Ведь черный металл, на первый взгляд, везде одинаковый. Он недорогой, по сравнению с нержавейкой, медью и алюминием, и быстро покрывается коррозией, если его не покрасить. Но при более близком знакомстве с составом «обыкновенной» стали выясняется, что она имеет различия. Отличаются и электроды для каждого вида этого материала.
Что называют сталью
Под выражением «обыкновенная сталь» подразумевается сплав определенного количества железа с добавочными примесями и углеродом. Масса последнего варьируется от 0,1 до 2,14% от общего веса сплава. Именно количество углерода определяет будущие механические свойства материала — чем выше процент содержания этого газа, тем прочнее и тверже сталь. Но с увеличением крепости теряется пластичность и тянущие свойства.
Минимальное содержание железа должно составлять 45% от общей массы сплава. Кроме основных двух компонентов в него добавляют марганец, хром, и никель. Из этого материала легко выливать формы, и раскатывать листы и трубы. Часто такая сталь используется в металлоконструкциях. Ввиду быстрого окисления среза кромки кислородом, и приобретения темного цвета, ее называют черной.
Какими электродами варить обыкновенную черную сталь
В зависимости от количества углерода и легирующих элементов, укрепляющих структуру материала, сталь подразделяется на:
- низкоуглеродистую;
- со средним содержанием углерода;
- высокоуглеродистую, где концентрация вещества достигает более 3%;
- с малым или повышенным содержанием в структуре легирующих элементов.
Исходя из этого подбираются и электроды, состав которых оптимально будет соответствовать основному материалу. Об этом можно прочитать на упаковке расходных материалов. Искать следует указания для какого типа стали, из списка выше, они предназначены.
Марки электродов для обыкновенной стали
Существуют основные марки электродов, применяемые в СНГ, которые подходят к различным видам стали. Для материалов с низким или средним содержанием углерода используют:
- УОНИ 13/55;
- АНО-6;
- МР-3;
- УОНИ 13/45;
- АНО-21
- ОЗС-12;
- МР-3С.
Они имеют достаточную вязкость для сохранения целостности шва даже при низких температурах эксплуатации будущего изделия.
Для стали с низким содержанием в составе легирующих примесей применяют марки из серии ОЗС с номерами 4 и 6. А высокоуглеродистые сплавы свариваются маркой НР-70.
Практические рекомендации
В большинстве случаев, когда требуется приварить навес на ворота, смастерить теплицу или приварить резьбу к трубе, подойдут марки: АНО, УОНИ, или их аналог МР. Во всех других ситуациях, если речь идет о сварке теплообменника в печь, или ремонте инструмента (топора и т. д.), стоит читать предназначение на упаковке. Необходимо усвоить главное правило: материалы должны совпадать по физическим свойствам и химическому составу.
Например, если металл электрода будет очень твердым, а основная сталь мягкой, то шов будет рваться при нагрузках, потому что он не сможет гармонично взаимодействовать со всей конструкцией при тепловых или механических расширениях. В другом случае, если высокоуглеродистую сталь, предназначенную для выдержки больших температур (в котлах, печах), заварить электродами с «мягким» составом, то такие швы быстро потекут.
Ещё по теме:
Какие электроды лучше для инвертора
Маркировка сварочных электродов
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
www.elektrosvarka-blog.ru
Каким электродом варить чугун: какие марки, как выбрать?
Чтобы не нанимать мастера по сварочным работам, имеет смысл самостоятельно обучиться этому нелегкому ремеслу. Для начала следует набраться опыта при работе с деталями из простой стали, поскольку труднее всего заварить медь, титан и алюминий. Однако не стоит забывать про чугунные изделия, которые широко распространены в быту (например, сантехнические детали и канализационные трубы). Приходится часто проводить работы с данным металлом, поэтому в статье будет подробно описано, какими электродами можно варить чугун.
Основные правила
В этом деле главное — соблюдение техники безопасности и профессиональных рекомендаций. Домашним умельцам необходимо изучить следующие распространенные сложности и проблемы, связанные с проведением сварочных работ с чугунными изделиями, а именно:
- если будут не соблюдены температурные режимы, то возможно перекаливание сплава, что может привести к образованию пор и появлению напряжения в швах;
- сварочные работы рекомендуется проводить в нижнем положении;
- необходимо аккуратно работать с этим сплавом, иначе в итоге получится хрупкое соединение;
- на деталях могут появиться дефекты (например, трещины), если процессы охлаждения и нагревания были слишком быстрыми или неравномерными;
- если необходимо проводить сварочные работы с несколькими неоднородными элементами, следует учитывать технические параметры обоих сплавов.
Когда возникает вопрос о том, какими электродами варить чугун со сталью, то лучше всего использовать электроды марки ЦЧ-4. Основная загвоздка в проведении подобных работ заключается в том, что необходимо будет применять графитовую подложку, чтобы избежать вытекания чугуна.
Сделать надежное соединение деталей можно и в домашних условиях, однако главное — правильно подготовить поверхность изделия и проводить сварочные работы с учетом технических характеристик чугуна. Самоучкам не стоит забывать: режим сварки и вид электрода — это не менее важные нюансы, учесть которые необходимо до начала проведения работ.

Виды чугуна
Это сплав железа и углерода, в состав которого входят специальные добавки. От процента примесей (кремния, фосфора, серы, хрома и других веществ) зависит вид чугуна. Некоторые сплавы поддаются сварочным работам, однако при этом придется применять электроды с определенными техническими показателями. Следует подробно описать особенности каждого вида:
- Белый чугун имеет высокий показатель твердости, а весь углерод в нем находится в виде цементита.
- Хорошо поддается обработке серый сплав, в котором углерод присутствует в виде графита. Благодаря высоким техническим параметрам материал используют для литья. У неопытных сварщиков может возникнуть вопрос о том, каким электродом варить чугун серый. Мастера советуют в таком случае применять расходные материалы ОЗЧ-2, МНЧ-2 и ОЗЖН-2.
- Ковкий чугун получается в результате термообработки готового белого сплава. Такой вид металла применяется для создания автомобилей и сельскохозяйственной техники. Если возникает вопрос, каким электродом варить чугун с железом, то ответ таков: следует использовать Zeller 866. Помимо этого, можно применять ЦЧ-4.
- Половинчатый чугун используют для создания деталей, которые будут постоянно находиться в эксплуатации.
- Высокопрочный сплав применяют в машиностроении и для изготовления газо- и нефтепроводов.
Какими электродами варить чугун и сталь без предварительного нагрева? Профессионалы заявляют, что для этого можно использовать расходники Zeller 888 и Zeller 855.
Способы сварки
Работы ведутся с использованием разных методов, для каждого из которых присуще определенные преимущества и недостатки. Специалисты выделили три основных способа сварки чугунных деталей:
- Горячий метод, специфика которого заключается в том, что сплав необходимо изначально прогреть при температуре 500-600 °С. Для создания швов применяются электроды ОМЧ-1, диаметр которых составляет 8-16 мм.
- Использование инертного газа — способ, применяют который для ремонта чугунных труб и автомобильных деталей. Помимо этого, метод подходит в случае, когда требуется сварить неоднородные металлы.
- Сварка чугуна электродом в домашних условиях — осуществимое действие, при котором рекомендуется применять холодный способ, поскольку не надо будет нагревать рабочие изделия.
Домашним умельцам следует изучить состав чугуна и его технические свойства. Специалисты утверждают: легче работать с серым сплавом.

Подготовка деталей
Если начальные мероприятия по очистке изделия прошли успешно, то сварное соединение будет проще сделать качественным. Подготавливать детали следует в таком порядке:
- Очистить поверхность изделия от пыли и мусора.
- Обезжирить конструкцию с помощью растворителя.
- Использование подкладок — важное условие, если приходится проводить работы с тонким чугуном.
- Разделка кромок выполняется перед соединением толстостенных деталей, в этом случае используется напильник или болгарка;
- Перед тем как начинать сварочные работы, трещины на изделиях надо вырезать, а концы закруглить.
Популярные электроды
Выше уже были упомянутые некоторые расходные материалы для выполнения сварочных работ. К основным маркам электродов по чугуну относятся следующие:
- ОЗЧ-4;
- ОЗЖН-1;
- ЦЧ-4;
- ОК 92.18;
- ОЗЧ-2.
Каким электродом варить чугун к металлу? Из упомянутого списка для этих целей применяется расходник марки ЦЧ-4.

Холодная сварка: ключевые принципы
Для начала необходимо приобрести оборудование и специальные электроды, содержащие никель или медь. Главная сложность при выполнении сварочных работ заключается в том, что на участке наложения шва увеличивается хрупкость чугуна, поскольку сплав подвергается чрезмерной закалке. Какими электродами варить чугун электросваркой? Существует множество стержней, но специалисты рекомендуют такие отечественные марки:
- ОЗЧ-2 и ОЗЧ-6 — электроды с медным наконечником, который обработан железным порошком.
- Железно-никелевые стержни ОЗЖН-1, ОЗЧ-3, ОЗЧ-4, которые используют для сварки чугуна постоянным током.
- Расходники марки МНЧ-2 — оптимальный вариант для выполнения сварочных работ, но у них есть один недостаток — высокая стоимость. Производитель применят для стрежня сплавы металлов из меди, марганца, железа и никеля.
Но самоучки все равно могут задаваться вопросом о том, каким электродом варить чугун с помощью электросварки лучше всего, на что можно ответить: рекомендуется использовать МНЧ-2, поскольку с помощью этих расходников можно сделать качественный шов. Помимо этого, подобное соединение будет защищено от негативного влияния агрессивных сред и горячих газов.
Электроды для горячей сварки
Мастера применяют разные температуры нагрева соединительных швов:
- от 500 до 600 °С — горячая сварка;
- 300-400 °С — полугорячая;
- 150-200 °С — теплая.
Но чугун — это железо, которое при сильном нагреве меняет свою структуру, так что нельзя нагревать сплав свыше 650 °С. К тому же изделие должно остывать постепенно. Каким электродом варить чугун? Рекомендуется использовать расходные материалы марки ЦЧ-4, если работы ведутся по технологии горячей сварки, а ОК 92.18 — при теплой температуре.

Для соединения изделий из неоднородных металлов применяются расходные материалы марки ЦЧ-4. Необходимо соблюдать все технические требования холодной и горячей сварки. Такими электродами можно легко устранить дефекты. Помимо этого, такие расходные материалы применяются, если необходимо наложить несколько слоев, чтобы подготовить деталь для последующих сварочных работ.
Какими электродами варить чугун со сталью? ZELLER 855 и Ficast NiFe — вот популярные марки расходных материалов для сварочных работ, с помощью которых мастера соединяют разные виды сплавов. Если материалы не были предварительно очищены и обработаны — это не проблема, поскольку профессионалы могут работать в этом случае с неподготовленными изделиями.

Принципы сварки стали и чугуна
Первое, что надо сделать — подготовить два неоднородных металла. Придется потратить немало времени, чтобы зачистить до блеска место сваривания с помощью наждачной бумаги или стальной щетки. Чугун — это пористый металл, в который глубоко проникают жиры и масла, поэтому рекомендуется тщательно очистить загрязненные места.
Следует перейти к сварочному процессу: так, если напряжение сварочного аппарата – не более 54 В, то работы необходимо вести с использованием постоянного тока обратной полярности. В ином случае необходимо применять переменный ток. Чтобы не произошло сильного расширения в месте сваривания, оба металла нагревают до температуры около 600 °С. Однако и при охлаждении сварной шов может потрескаться, поэтому необходимо аккуратно и внимательно выполнять начальные работы.
Если приходится варить толстостенные детали, то придется следовать иной инструкции. В этом случае не понадобится делать подогрев, поскольку два неоднородных металла можно будет приварить с помощью небольших валиков, длина каждого из которых должна составлять не более 2,5 мм. Это сложный процесс, при котором герметичность шва не важна. При этой технологии каждый валик требуется накладывать на другой, предварительно остывший. Такой сварной шов, даже выполненный мастером, получится крайне хрупким.

Неплавящиеся электроды
Чугунные заготовки можно соединить с помощью угольных, графитовых и вольфрамовых электродов. Главное — подобрать присадочный элемент, в роли которого могут выступать стальные, медные, чугунные и алюминиевые стержни. Сварочные процесс проводится посредством инертного газа либо бура (флюса). Как правило, опытные сварщики используют вольфрамовые расходные материалы с никелевой присадкой.
Применение электродов УОНИ
В особых случаях во время сварочных работ с чугунными изделиями используют медно-стальные расходники. Чтобы сделать такие электроды, необходимо накрутить на УОНИ 13/45 медную проволоку, толщина которой составляет от 1,5 до 2 мм. Главное, чтобы ее масса превышала в 5 раз вес металлического стрежня. Если возникает вопрос о том, каким электродом варить чугун, то можно смело использовать УОНИ.
Добиться лучших результатов можно, если применять УОНИ-13/55. Однако, в этом случае главное — это не допустить перегрева чугунной детали, поскольку из-за этого могут появиться трещины на сварочном шве. Помимо этого, необходимо следить за тем, чтобы металл сильно не прогревался возле соединяемого участка.
Немецкие электроды
В Германии производят качественные электроды по чугуну, которые получили широкое распространение в России. К примеру, сюда относится марка UTP 86 FN и присадочный нержавеющий пруток UTP A68 HH. Немецкая компания UTP Schweissmaterial делает никелевые электроды, которые подходят для сварочных работ с чугуном. Сварщик сделает качественные и устойчивые к растрескиванию швы.
Capilla 41 — электроды от другой немецкой компании, с помощью которых ведутся работы по технологии горячей сварки. Если выбран холодный метод, то лучше приобрести Capilla 43.
Позаботились производители и о людях, которые интересуются тем, каким электродом варить чугун со сталью. Специалисты советуют покупать угольные изделия от компании TEAM BINZEL, поскольку они производят расходные материалы, с помощью которых ведутся работы со многими видами металлов (например, медью и нержавейкой).

В заключение
Каждый опытный или начинающий сварщик вправе сам решить, каким электродом лучше варить чугун, поскольку на строительном рынке имеется большой выбор подобных материалов. В этом деле главное — правильно подобрать электрод. В статье были приведены популярные марки материалов, с помощью которых мастера делают сварные швы на чугунных изделиях. К тому же, если к делу приступает опытный сварщик, подобные работы можно вести с разными видами металлов.
Если ответственно отнестись к описанным правилам и рекомендациям, то получится технически правильно сварить чугунные изделия.
fb.ru
Каким электродом варить 2 мм металл? Что нужно знать для выбора нужного электрода?

Металл толщиной 2 мм (или менее) является тонким. Для соединения материала такой толщины не требуется больших затрат. Чаще всего этот тонкий металл используется для работы с профильными трубами.
Содержание статьи
Сложности при соединении тонких металлов
- В чем главная сложность соединения тонкого металла, так это в том, что при сильном нагревании он прогорает и в нем образуются дыры. Работать с тонким металлом нужно по принципу: «Чем быстрее, тем лучше».
- Сила тока должна быть небольшой, то есть и дуга должна быть короткой. Короткая дуга легко гаснет даже при небольшом отрыве, поэтому рекомендуется использовать при сварке аппараты с хорошими вольт-амперными показателями.
- При воздействии высокой температуры на металлические листы, они могут изменять свою форму: они волнообразно выгибаются. С этим минусом распрощаться очень сложно. Единственный выход – постараться не допускать перегрева или отводить тепло.
Тонкий металл, как правило, сваривается методом ручной дуговой сварки. Металл 1 мм-1,5 мм толщиной рекомендуется варить 2 мм электродами. Выбор электродов для сварки металлов нужно осуществлять, в том числе, с учетом типа металлического изделия. Соединение тонкого металла выполняется непрерывно на протяжении всей длины сварного шва. Средний показатель сварного тока – около 40-60 А.
Главная цель при соединении тонкого металла – это не допустить прожига.
Виды соединения тонкого металла при ручной дуговой сварке.
- С помощью непрерывной сварочной дуги. В данном случае электрод нужно направлять со средней скоростью. Если будете вести электрод слишком быстро, то проварится не весь шов, а только его верхняя часть. Если вести электрод медленно, то можно прожечь металл.
- С прекращением дуги. Этот способ самый популярный для соединения тонкого металла.
- Точечная сварка.
Как и при при ручной дуговой сварке , так и при сварке металла инвертором, тонкий металл нужно варить очень быстро, чтобы не допустить его остывания.
Как выбрать нужный электрод? Каким электродом варить металл? От чего зависит выбор диаметра?
Одним из режимов сварки дугой является диаметр сварочных электродов. На выбор сварочных электродов определенного диаметра влияет не только положение шва, но и толщины материала.

Выбор диаметра электрода в зависимости от толщины свариваемого металла показан в таблице ниже.
Таблица: диаметр электрода в зависимости от толщины соединяемого металла.
| Толщина металла, мм | 1-2 | 3-5 | 6-11 | 12-24 | 25 и более |
| Диаметр электрода, мм | 1,6-2 | 2,5-3 мм | 4-5 | 5-6 | 6 и более |
Диаметр электрода и их самые популярные модели.
Среди огромного разнообразия электродов, многие из них имеют схожие технические характеристики.
Диаметры электродов для сварки LB-52U
| Диаметр, мм | 2.6 | 3.2 | 4 | 5 | |
| Длинна, м | 0,35 | 0,35 | 0,4 | 0,4 | 0,4 |
Диаметры электродов для сварки АНО-21
| Диаметр, мм | 1.6 | 2 | 2,5 | 3 | 4 | 5 |
| Длина электрода, м | 0,25 | 0,25 | 0,3 | 0,3 | 0,35 | 0,4 |
Сварочные электроды МР-3 (зс)
| Диаметра, мм | Длина электрода, м |
| 2 | 0,3 |
| 2,5 | 0,3 |
| 3мм | 0,35 |
| 4 мм | 0,45 |
| 5 | 0,45 |
ОЗС-12
| Диаметр стержня, мм | Длина стержня, м |
| 2 | 0,3 |
| 2,5 | 0,35 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |
Для сварки углеродистых и низколегированных сталей используются МТГ электроды 01к или мтг 03. Их еще называют электроды лэз мр.
Чем отличаются электроды помимо диаметра? Выбор сварочных электродов зависит также и от материала свариваемых поверхностей. Это необходимо в том числе для того, чтобы совпадала температура плавления электрода и используемого материала.
В данном случае работают элементарные законы физики: чем больше металла требуется расплавить, тем более высокая требуется температура. Следовательно, для повышения температуры, необходима более высокая сила тока.
| Толщина металла, мм | Толщина электрода, мм | Ток, А |
| 1-2 | 1,6 | 25-50 |
| 2-3 | 2,0 | 40-80 |
| 2-3 | 2,5 | 60-100 |
| 3 и 4 | 3 | 80-160 |
| 4-6 | 4 | 120-200 |
| 6-8 | 5 | 180-250 |
| 10-24 | 5-6 | 220-320 |
| 30-60 | 6-8 | 300-400 |
Особенность электрода марки МР-3С в том, что он справится со сваркой даже металла, который плохо очищен от окислов или иных загрязнений, со ржавчиной или когда поверхности влажные. Подбор именно этих электродов незаменим при монтажных работах, при сварке неповоротных стыков труб. Однако, все же существует разница между сваркой подготовленного металла от плохо подготовленного либо неподготовленного вовсе.
| Производительность наплавки, г/мин | Относительный выход наплавленного металла, % | Расход материала на 5кг наплавленного шва, кг |
| 23,5 | 90 | 8,5 |
Подготовка металла и его соединение
- Перед стыковой сваркой тонких металлических листов их необходимо зачистить и обработать. Оставлять ржавчину или грязь нежелательно. Чем лучше подготовишь металл, тем качественнее получится шов.
- Листы нужно расположить друг к другу без наличия зазоров.
- Зафиксируйте их с помощью струбцин.
- С использованием коротких швов прихватывайте элементы с интервалом 7-10 см. Это делается для того, чтобы детали не сместились, и чтобы уменьшить вероятность возникновения изгибов.
Соединение тонкого металла инвертором
Положительная особенность инверторов выражается, прежде всего, в том, что можно варить, используя обратную полярность. То есть, электрод будет нагреваться больше, а металл – меньше.

При сварке инвертором нужно использовать размеры электродов от 1,5 до 2 мм с высоким коэффициентом расплавления, тогда шов будет качественным. Сила тока устанавливается небольшая: примерно 30-45 ампер для 1,5 мм электрода и 40-60 ампер для 2 мм.
Для того, чтобы минимизировать степень нагрева тонкого материала, детали нужно поставить вертикально и варить сверху вниз. Угол наклона примерно 30-40 градусов.
Техники и методы соединения тонких металлических листов
В каждом конкретном случае важно определить, какой техникой нужно руководствоваться при соединении тонкостенного материала.
 электроды для тонкостенного материала
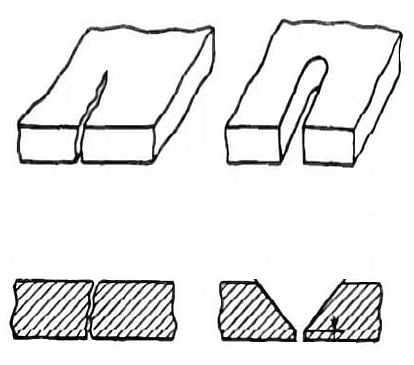
электроды для тонкостенного материалаМетод отбортовки подразумевает отгибание кромок листа на необходимый угол и скрепление его поперечными швами через каждые 5-10 см. Потом нужно проложить непрерывный шов сверху вниз.
Однако, не всегда получается варить непрерывный шов без прожигания материала. В таком случае, можно пробовать оторвать буквально на несколько мгновений дугу и опустить электрод обратно в то же самое место, продвигая его на пару миллиметров. Это делается для того, чтобы металл успевал остывать во время отрыва дуги. Самое главное правило при осуществлении таких действий – не дать остыть металлу слишком сильно.
Стыковая сварка тонкого железа сложно осуществима. Лучше осуществлять ее внахлест.
При стыковой сварке между листами можно разместить проволоку. В таком случае дугу необходимо вести по ней. Она принимает на себя всю термо-нагрузку, в то время как сами листы не перегреваются.
Между листами вместо проволоки можно разместить медные пластины. Медь имеет хорошую теплопроводность, примерно в 7 раз выше чем у стали. Пластины укладывают под место сварки, и она «забирает» тепло себе, не допуская перегрева металла.
Соединение оцинковки
Оцинковка, то есть оцинкованная сталь, это обычная сталь, чаще всего в листах, только покрытая цинком. Толщина покрытия электрода цинком может быть различной. Если вам нужно ее сварить, весь цинк нужно удалить с кромок. Это можно сделать следующими способами:
- Удалить механически с помощью болгарки, шлифовальной машинки, наждачки или металлической щетки
- Выжечь с помощью сварки. Правда, в процессе этого испаряется цинк, пары которого ядовиты. Поэтому, подобные работы нужно осуществлять на улице или в помещении, где имеется исправно функционирующая вытяжка.

Таким образом, соединение тонких пластин металлических изделий требует наличия у специалиста определенных знаний и практики. Правильно с первого раза осуществить такой процесс очень сложно. Сделать правильный выбор электродов для сварки можно руководствуясь таблицами выше. Важно помнить, что диаметр электрода в зависимости от толщины свариваемого металла следует подбирать с умом. Таким образом, нужно понимать, из каких условий выбирают и какими показателями нужно руководствоваться, чтобы соединить тонкостенный металл качественно. В представленных ниже видео показано, как именно осуществлять сварку металлических пластин, какой электрод, технику и метод сварки выбрать.
[Всего голосов: 5 Средний: 3.2/5]svarkaed.ru
Какие электроды подходят для сварки для стали?
Время чтения: 5 минут
С развитием металлургической промышленности человечеству удалось открыть более ста марок сталей. И большинство из этих марок нашли свое применение в современном производстве. Из стали изготавливают все: от посуды до рабочих станков. Это самый востребованный материал из всех существующих металлов.

Логично, что для удовлетворения большого спроса на стальные изделия нужно привлекать на работу сварщиков, которые умеют качественно варить сталь. Если вы только начинаете обучаться сварке и хотите начать со стали, то вам понадобится наша статья. В ней мы расскажем, какие электроды использовать для ручной дуговой сварки сталей.
Содержание статьи
Марки электродов для сварки стали
Раз существуют десятки типов сталей, значит для них разработано столько же электродов. Чтобы варить сталь электродами необходимо иметь навыки ручной дуговой сварки, выбрать подходящие электроды и знать особенности самого металла. Обо всем этом мы и расскажем далее.
Чаще всего на прилавках магазинов можно встретить электроды для сварки углеродистых сталей. А все потому, что этот металл используется чаще всего. Поэтому любой более-менее крупный производитель выпускает электроды для сварки углеродистой стали. Самые распространенные марки — МР, УОНИ, ОЗС и АНО. Давайте подробнее разберемся, какие именно разновидности этих марок используются для стали.
Читайте также: Технология и особенности сварки сталей
Марка МР
Начнем с марки МР. Зачастую для сварки сталей используются МР-3 или МР-3С. Это любимая марка всех новичков и домашних любителей. С такими электродами легко работать, они легко поджигаются, а металл во время сварки практически не разбрызгивается. Чтобы варить МР-3, не нужно иметь высокую квалификацию.
Марка УОНИ
Далее УОНИ, а точнее их разновидности УОНИ 13/45 и УОНИ 13/55. Это электроды для мастеров с опытом. Они обеспечивают стабильное горение дуги и малую разбрызгиваемость металла. Шлак отделяется легко. Но для поджига этих электродов нужно иметь сноровку.

Марка ОЗС
Представлена разновидностями ОЗС-4, ОЗС-6 и ОЗС-12. Позволяют сформировать очень качественные эстетичные швы. Шлак отделяется так же легко, как и в случае с УОНИ. Требуют опыта для их использования.
Марка АНО
Марка АНО представлена АНО-21. Эти электроды хорошо подходят для сварки сталей. У них легко поджигается дуга, в том числе повторно. Металл практически не разбрызгивается в процессе сварки.
Это марки, которые чаще всего используются для сварки сталей. Их можно легко найти в магазинах и купить по демократичной цене. Перед покупкой запросите у продавца сертификат качества, чтобы убедиться в подлинности покупаемых электродов и их качестве.
Также в продаже есть электроды для низколегированной стали, электроды для сварки высоколегированных сталей, электроды для сварки конструкционных сталей, электроды для высокоуглеродистых сталей и так далее. Лучше, если вы при покупке будете знать саму марку стали. Ведь для сварки стали 20х13, стали 40х13 и стали 65г могут понадобиться совершенно разные типы электродов. Ровно как сталь 09г2с и сталь 20 может вариться по-разному.
В этой статье мы не будем перечислять электроды для всех типов сталей, поскольку это невозможно сделать в рамках небольшого материала. Но описанной выше информации уже достаточно для сварки большинства стальных изделий.
Особенности сварки
Чтобы обеспечить достойное качество швов вам необходимо знать некоторые нюансы сварки сталей. Разумеется, мы не сможем их все перечислить, но вы узнаете основы основ, которые упростят вашу работу.
При сварке высокоуглеродистой стали рекомендуется предварительно прогреть металл до температуры не более 650 градусов. Для сварки применяйте контактную, газовую или дуговую технологию. Желательно использовать флюсы и присадочную проволоку. Состав проволоки должен быть идентичен составу стали.
Для сварки аустенитных сталей применяйте технологию контактной сварки, используя пониженное значение плотности сварочного тока.
Разнородные стали
Что касается сварки разнородных сталей, то и здесь есть свои особенности. Разнородными считаются те металлы, которые принадлежат к разным классам. Например, аустенитная сталь и перлитная сталь разнородны. Также разнородными считаются высоколегированные и низколегированные стали. Для подобных работ при РДС сварке нужно использовать специальные электроды для сварки разнородных сталей.
Но РДС сварка все же не рекомендуется. Желательно варить такие металлы не электродуговой сваркой, а лазером или плазмой. Такие технологии предполагают малую глубину плавления металла. Поэтому качество швов намного лучше, чем при дуговой сварке.
Специально для сварки перлитной и аустенитной стали была придумана отдельная технология. Суть этой технологии проста. На деталь из перлитной стали наплавляется небольшой слой аустенитной стали. Затем подогреваются кромки и обе детали свариваются вместе. При этом нужно выбирать тот режим сварки, который подойдет для аустенитной детали.
Применяйте электроды с низким содержанием водорода, если варите разнородные стали. Ведь при избыточном количестве водорода у деталей начинают образовываться трещины в их начальной стадии. Также при избытке водорода увеличивается вероятность образования пор.
Рекомендации для новичков
Как вы видите, сварка стали сопряжена с множеством нюансов, о которых нужно знать. Новички часто боятся браться за сварку стали, думая, что не смогут выполнить такую сложную работу. Но, поверьте, чем больше ваш опыт — тем выше ваши профессиональные навыки. А значит проще и сама работа.
Можно сколько угодно избегать сложных сварочных работ, но так вы никогда не научитесь главному. А имея надежную базу из теории и навыков вы уже можете выполнять сложную сварку. Даже не имея достаточного опыта.
Вашу работу упростит правильный подбор электродов. Варите жаропрочную сталь? Придите в магазин и четко объясните продавцу, что вам нужны электроды для жаропрочных сталей. С этого и можно начинать. В дальнейшем вы уже получите достаточно опыта, чтобы самостоятельно выбирать электроды без посторонней помощи.
Вместо заключения
Теперь вы знаете, какими электродами варить стальные детали. Конечно, мы не перечислили еще много других достойных марок электродов, поскольку это невозможно сделать в рамках одной небольшой статьи. Мы перечислили самые популярные марки, которые можно найти в любом специализированном магазине. Рекомендуем приобрести несколько типов электродов и испробовать их все.
Возможно, вы уже применяли перечисленные выше марки электродов в своей работе? Расскажите о своем опыте в комментариях ниже. Он будет полезен для всех начинающих сварщиков. Желаем удачи в работе!
[Всего голосов: 1 Средний: 2/5]svarkaed.ru
Какими электродами варить чугун, какие марки, как выбрать
Главная страница » О сварке » Как правильно варить » Как варить чугун » Какими электродами варить чугун
Чугун представляет собой сплав железа и углерода с добавлением примесей и легирующих добавок. Данный материал имеет широкое распространение во многих сферах. Сварка чугуна характеризуется несколькими особенностями, которые необходимо учитывать при проведении работ. В зависимости от структуры сплава выделяют белые и серые чугуны. Какие нужны электроды для сварки различных разновидностей чугуна, мы рассмотрим далее.
Подготовка чугуна к сварке
Основополагающим этапом для успешного проведения сварки является подготовка. Сваривать чугун необходимо после выполнения следующих операций:
 Трещины следует разделать, для этого используются механические и термические способы. Разделка способствует достаточной проварке дефекта.
Трещины следует разделать, для этого используются механические и термические способы. Разделка способствует достаточной проварке дефекта.- При работе с толстостенными деталями грамотная разделка кромок предотвратит перекалку изделия и гарантирует равномерный нагрев. Угол скоса должен составлять 45 градусов.
- Сваривание тонкого металла требует применение графитовых теплоотводящих подкладок, которые предотвратят прожиг и помогут сохранить первоначальную форму изделия.
- Заготовки перед осуществлением сварочного процесса нужно очистить от различного вида загрязнений: пыль, мусор, ржавчина.
- Массивные и тяжелые изделия необходимо зафиксировать с помощью прихваток, удерживающих всю конструкцию.
- В зависимости от выбранного способа сварки, изделие следует прогреть до необходимой температуры. Горячая сварка подразумевает предварительный нагрев заготовки до 600-650°С; полугорячая — до 400-450°С, холодная сварка не требует прогрева детали.
 Трещины следует разделать, для этого используются механические и термические способы. Разделка способствует достаточной проварке дефекта.
Трещины следует разделать, для этого используются механические и термические способы. Разделка способствует достаточной проварке дефекта.Какой нужен электрод, в зависимости от выбранной технологии, давайте рассмотрим далее.
Какие электроды используют для сварки чугуна
В данном разделе рассмотрим какими электродами можно заварить чугун. В зависимости от поставленных задач и типа свариваемых конструкций следует использовать различные расходники. Итак, какими марками электродов варят чугун.
1. Для выполнения работ по свариванию ответственных конструкций следует применять специальные электроды по чугуну. Для предотвращения образования трещин нужно осуществлять соединение горячим методом. Следует выделить наиболее популярные марки, которые применяются для сварки чугуна:

Электроды сварочные МНЧ-2.
Некоторые марки являются универсальным (МНЧ-2), другие предназначены для определенных видов работ и материалов.
Варить ковкий чугун рекомендуется с помощью ОЗЧ-2, ОЗЧ-6, ЦЧ-4, МНЧ-2.
Варить литой чугун нужно электродами ОЗЧ-3, ОЗЖН-1 и ОЗЖН-2.
Также у сварщиков часто возникает вопрос: какие марки электродов подходят для сварки серого чугуна? Для работ подобного вида подойдут ОЗЧ-2, ОЗЧ-4, ОЗЧ-6, ОЗЖН, а также МНЧ-2.
Среди прутков иностранного производства следует выделить ОК 92.18, ZELLER 855. Первая марка предназначена для высокопрочного, серого и ковкого чугунов. Вторая используется для всех видов, сварка может выполняться в любом пространственном положении.
Каким электродом лучше варить чугун каждый сварщик сможет ответить самостоятельно после практического применения или теоретического сравнения.
Как выглядят электроды по чугуну можно ознакомиться в соответствующем разделе нашего справочника, переходя в нем на страницы отдельных марок.
2. Можно варить чугун и обычными электродами, которые также называют стальными или материалами общего назначения. Наиболее распространенными стержнями подобного типа являются марки АНО, УОНИ и другие. Обычные расходники применяются при выполнении неответственных работ, при сваривании рядовых конструкций и в тех случаях, когда к металлу шва не предъявляются особые требования. Обусловлено это невысоким качеством металла шва. Использование стальных электродов позволяет исполнителю значительно сэкономить на материалах.
Внимание! Мы не советуем использовать не предназначенные для чугуна электроды, ввиду низкого качества сварного шва. Информацию предоставляем для ознакомления с темой со всех сторон.
3. Для исправления дефектов в литых изделиях применяются чугунные электроды. Данные материалы представляют собой литые стержни с покрытием: МНЧ-1, ОЗБ-2М, ОЗЧ-1. Сварка с помощью перечисленных прутков может осуществляться холодным и полугорячим методами.
4. Неплавящиеся электроды: вольфрамовые, графитовые и угольные — используются достаточно редко. Их стоимость выше всех перечисленных расходников. Применение прутков подобных типов подразумевает наличие особых условий. Рабочий процесс характеризуется повышенным уровнем затрат: трудовых и финансовых. Кроме этого, во время сварки могут возникнуть определенные сложности. Наиболее распространенным способом сваривания с помощью неплавящихся электродов является AC TIG.
Другие полезные сведения представлены в статье «Сварка чугуна электродами».
Начинающим исполнителям довольно сложно ответить на вопрос как определить электроды по чугуну? На практике данное затруднение встречается редко, так как каждая пачка «оснащена» всей необходимой информацией. Также предназначение стержней указывается на сайтах продавцов и производителей.
Опытные исполнители, в свою очередь, без особых проблем могут визуально отличить электрод по чугуну от обычного. Чтобы не пришлось задумываться над тем, как отличить электроды по чугуну от расходников других видов, следует хранить материалы в упаковке. Это не только исключит возникновение вопросов, но и позволит сохранить электроды в целости и сохранности.
Как сварить чугун в домашних условиях
Следует также отметить какие электроды нужны для чугуна при проведении сварки в бытовых условиях. Выбор расходных материалов при проведении работ дома зависит от нескольких факторов:
- опыт и знания исполнителя;
- финансовые возможности;
- наличие или отсутствие оборудования.
Наличие обширных практических и теоретических навыков позволяет производить соединение любым типом перечисленных выше стержней.
Для экономии средств допускается применять обычные прутки, если качество соединения не будет нести угрозу жизни и здоровью.
Чаще всего в распоряжении домашних мастеров имеется аппарат инверторного типа, обладающий большим спектром достоинств. В таком случае, также возможно применение расходников практически любого вида: специальные, чугунные или стальные. Какие лучше для чугуна, сварщик сможет решить ознакомившись со всем спектром электродов.
Другие важные моменты представлены в статье «Сварка чугуна электродом в домашних условиях». Данная информация сможет помочь определить как нужно варить чугун и как делать это правильно.
Какими электродами варить чугун со сталью
 Потребность в соединении изделий из чугуна и стали возникает достаточно часто. Поэтому важно знать с помощью каких электродов следует проводить сваривание данных материалов различных по структуре. Варить сталь и чугун рекомендуется следующими марками:
Потребность в соединении изделий из чугуна и стали возникает достаточно часто. Поэтому важно знать с помощью каких электродов следует проводить сваривание данных материалов различных по структуре. Варить сталь и чугун рекомендуется следующими марками:
ЦЧ-4 применяется при холодной, полугорячей и горячей технологиях. Предназначена для устранения дефектов и наплавки. Данная марка может применяться для наложения первого слоя, чтобы для наплавления последующих слоев можно было применить обычные прутки.
Ficast NiFe K и ZELLER 855 обеспечивают получение металла шва со схожими характеристиками: прочность; без трещин; легкая обрабатываемость.
Преимущества ОК NIFE-CL-A (ОК 92.58): возможность выполнения сварки в любом положении; подходит для выполнения большого спектра работ.
Данная статья поможет профессиональным и начинающим сварщикам узнать какие есть электроды по чугуну.
weldelec.com
Как выбрать сварочный электрод?
Уважаемые начинающие сварщики, в этой статье мы кратко расскажем про электроды и дадим практические рекомендации по их использованию.
Для выбора электрода необходимо определить:
- Толщину металла – (чем толще металл, тем больше диаметр электрода).
- Марку стали – (черный металл, нержавейка, жаропрочный и т.д.).
- По электроду определяем ток!
- Положение сварки – (нижнее, горизонтальное, нижнее тавровое, вертикальное – сварка снизу вверх, потолочное, потолочное тавровое).
Что касается сварочного тока, который вы будете подавать на электрод. Каждый производитель электродов заявляет разный сварочный ток. Ниже мы приводим классические параметры, с этими параметрами согласились сварщики, которые работают в профессии не один год.
Выбор тока также зависит от пространственного положения и величины зазора. Например: для диаметра 3 мм рекомендуется ток 70-80 А. Это ток для сварки в потолочном положении или вертикаль на подъем, а также, если зазор соизмерим или более диаметра электрода. Если же варить в нижнем положении, при этом зазора нет и позволяет толщина металла, то можно на простом электроде дать 120 А.
Опытные сварщики советуют пользоваться следующей формулой. Вы можете попробовать следовать этой формуле.
Сила тока рассчитывавшийся по формуле 30-40 А. на 1мм электрода, т.е на электрод d 3 мм. ставим ток 90-120 А., на электрод d 4мм ставим ток 120-160А и т. При сварке в вертикальном положении уменьшаем силу тока на 15%.
Диаметр 2 мм. – 40 – 80 Ампер. «Двойка» – пожалуй, самый капризный электрод. Многим кажется, что чем меньше диаметр электрода, тем легче работать. Но это не совсем так. Например: «двойка» требует определенных навыков и сноровки, она быстро горит и очень сильно греется, если вы выставили большой ток. «Двойка» хороша тем, что требует мало тока и сваривает тонкие металлы. Но нужно умение и терпение.
Диаметр 3 мм или 3.2 мм. – 70-80 Ампер. ПРИ УСЛОВИИ СВАРКИ НА ПОСТОЯННОМ ТОКЕ. Все сходятся во мнении, что 80 Ампер – это максимальное значение тока, все что выше – это уже не сварка, а резка. Попробуйте начать сварку с 70 Ампер, поймете, что не проваривает – добавьте 5-10 Ампер, если и 80 Ампер мало – крутите ручку регулировки сварочного тока до 120 А., но не более. Если вы варите на ПЕРЕМЕННОМ ТОКЕ – вам следует выставить 110-130 ампер. Иногда даже до 150 Ампер. Но скорей всего вам это не нужно, так как у вас инверторный сварочный аппарат, а не трансформаторный.
Диаметр 4 мм. – 110-160 Ампер. Как видите колебание в 50 Ампер, это связанно с тем, какой у вас толщины металл и какой у вас навык работы «четверкой». Мы опять же рекомендуем пробовать с 110 Ампер и по мере необходимости добавлять силу тока.
Диаметры от 5 мм и выше – это уже профессиональные электроды, как правило, их используют сварщики профи. Давать им рекомендации мы не будем, они и так знают как ими работать, а начинающим сварщикам они попросту не нужны. Скажем лишь, что такие диаметры чаще используют не для сварки, а для наплавки.
Какой выбрать сварочный электрод?
Мы сейчас расскажем об основных типах сварочных электродов.
МР-3 и АНО – эти электроды лучше использовать на переменном токе. Они не прихотливы к сырости. Эти электроды не для ответственных конструкций, ими никогда не варят мосты и несущие балки крыши, ими варят заборы, ворота и теплицы на даче, ограждения, небольшие металло-контрукции бытового назначения. Если нет сверх нагрузки – это электроды для Вас. Самые востребованные марки у сварщиков любителей и дачников.
УОНИИ 13/55 – это отличные электроды, но очень «специфические». УОНИИ 13/55 варят профессионалы. Надо варить на короткой дуге! Это электроды для ответственных конструкций. Горят только на постоянном токе, любят стабильную дугу и не любят скачков напряжения. Начинайте работать с УОНИИ 13/55 только тогда, когда вы научитесь варить МР-3 и АНО.
LB-52U – мы рекомендуем покупать эти электроды японской фирмы KOBELCO. Эти электроды берут для сварки труб под высоким давлением. Очень качественный шов. Электроды LB-52U одни из самых дорогих, как правило, их покупают предприятия и структуры связанные с ремонтом городских тепло/водо сетей.
Мы ознакомили вас с самыми ходовыми электродами. Ниже мы расскажем кратко об электродах Концерна ESAB (Швеция), возможно вы найдете именно то, что вам нужно. Все электроды фирмы ESAB начинаются с букв ОК – в честь основателя Концерна Оскара Кельберга.
OK 46.00 ESAB (Россия) – сваривать металлы этими электродами можно на постоянном и переменном токах. Часто эти электроды называют УНИВЕРСАЛЬНЫЙ или ЭЛЕКТРОД ДЛЯ СТАЛИ. Если вы не знаете что выбрать, берите эти электроды – не прогадаете. Электроды хороши тем, что имеют широкую линейку диаметров. Всегда можно подобрать нужный именно вам.
OK 48.00 ESAB (Швеция) – только постоянный ток. Идеально подойдут для ответственных конструкций.
Cпециальные электроды.
OK 61.30 ESAB – сварка нержавейка/нержавейка (марки стали 304, 308L, 03Х18Н11, 06Х18Н11, 08Х18Н10, 08Х18Н10Т, 12Х18Н10).
ОК 67.60, ОК 67.62 ESAB – сварка нержавейка/сталь.
OK 63.30 ESAB (российские аналоги АНВ-26) – (марки стали 316, 03Х17Н14М2, 10Х17Н13М3Т, 06Х19Н11Г2М2) идеально подходят для сварки тонкостенных труб и тонколистовых изделий.
Если вы не понимаете, какая сталь перед вами, вы не знаете ее состав – ваш выбор OK 68.81, OK 68.82 – этими электродами можно сваривать разнородные стальные изделия и стали неизвестного состава.
При сварке чугуна много нюансов!
Сварка чугун\сталь ESAB OK 92.18 (новое название OK Ni-Cl) – предназначены для сварки нетолстого чугуна (не более 3 слоев).
Сварка чугун\чугун; чугун\сталь ESAB OK 92.60. (новое название OK NiFe-Cl) -ими как раз можно варить чугун любой толщины и чугун со сталью
Сварка алюминия. Алюминий очень сложный металл, требует прогрева перед сваркой, быстро плавится и быстро застывает. Обычно алюминий варят TIG или MIG сваркой. Варить алюминий электродом очень сложно, но если у вас получится – вы можете считать себя мастером!
OK 96.20 ESAB – им можно варить очень ограниченное количество марок алюминия. Внимательно изучите состав.
Самый универсальный электрод по алюминию – это ОК 96.40. ВАЖНО, что электрод по алюминию надо использовать в один поджег. Незаконченный электрод надо заменять новым. Плюс, в отличие от сталей, надо совершать круговые движения концом электрода.
Для чего нужно прокаливать электроды?
Прокаливают электроды для того, чтобы убрать из них влагу. Если электрод отсырел – при сварке могут возникнуть дефекты в сварочном шве или электрод будет постоянно прилипать к изделию.
Обращаем внимание на то, что в нашем интернет-магазине все электроды «свежие», мы закупаем их у поставщиков имеющих специальные отапливаемые склады, электроды не хранятся на складах больше месяца, все пачки имеют герметичную упаковку.
Строительные компании имеют специальное оборудование для прокалки электродов, сварщики-любители, как правило, не имеют таких установок. Если вы открыли новую пачку – мы рекомендуем вам ее либо израсходовать полностью, либо убрать остатки не использованных электродов из пачки в сухое теплое место. Не храните электроды на открытом пространстве, на чердаках и в подвалах.
Полезная информация.
| Толщина металла, мм. | 1.1-2.0 | 3.0 | 4.0-5.0 | 6.0-8.0 | 9.0-12.0 | 13.0-15.0 |
| Диаметр электрода, мм. | 1.5-2.0 | 3.2 | 3.2-4.0 | 4.0 | 4.0-5.0 | 5.0 |
Прямая полярность и обратная полярность.
Если электрод на “+”, а клемма на “-“, то больше плавится электрод. – это называется обратная полярность.
Если электрод на “-“, а клемма на “+”, то больше плавится свариваемый металл. – это называется прямая полярность.
Постоянный ток – это DC, переменный ток – это AC. Как правило все сварочные аппараты ручной дуговой сварки варят на DC (постоянном токе).
При сварке на прямой полярности проплавление меньше (сварка тонколистовых изделий), и соответственно при обратной полярности больше (толстостенные изделия).
Покупайте надежную технику, зарекомендовавших себя фирм, а также качественные электроды, тогда сварка будет в радость!
Подбор горелки MIG →← Обзор сварочного полуавтомата Ergomax MIG 140svarkamall.ru
Какой металл каким электродом варить?
Казалось бы: выбрал диаметр электрода, выставил значение сварочного тока и «вари» себе на здоровье. Но нет – сварка это очень капризная технология и только лишь подбором диаметра дело не обойдется. И в этой статье мы расскажем вам, какой металл, каким электродом варить и какие при этом использовать режимы сварки.
Основные типы электродов
Сортамент всех сварочных электродов можно разбить на две условные группы. В первую войдут неметаллические электроды, а во вторую – изделия из металла. И далее по тексту мы рассмотрим обе группы.
Неметаллические электроды
Причем представители первой группы – угольные или графитовые электроды – встречаются на сварочных площадках очень редко. Хотя такими электродами можно «варить» и толстый и тонколистовой металл любого типа.
Причем в последнем случае, при толщине металла менее 1,5 миллиметров, угольный электрод может сплавить кромки даже без введения в зону стыка присадочного материала. При большей толщине кромок в раскрой вводится присадочная проволока.
Определяя, каким электродом варить металл, в данном случае, обращают внимание на диаметр изделия. Сорт металл для угольного/графитового электрода не важен. Ведь с помощью него можно поднять температуру в зоне сварочной ванны до 3500 градусов. Поэтому с помощью таких электродов можно «варить» даже тугоплавкие сплавы.
Диаметр угольного/графитового электрода подбирают по толщине свариваемых кромок, сварочный ток – исходя из диаметра присадочной проволоки и диаметра неплавкого электрода. Словом – все стандартно, но с поправкой на природу материала электрода. Конкретные значения диаметров и токов можно узнать из справочников.
В качестве флюса при сварке угольными электродами используется заранее нанесенное покрытие или газовая ванна. Неплохие результаты дает и сварка угольными/графитовыми электродами в вакууме. Словом, с флюсом, в данном случае, все сложно. Поэтому, в большинстве случаев, для сварки металлоконструкций используют электроды из металла.
Металлические электроды
Представители второй группы – металлические электроды – используются в процессе сварки цветных и черных металлов, а равно и их сплавов. Причем у этой группы есть своя внутренняя классификация, которая основана на принадлежности электродов к плавкой или неплавкой подгруппе.
Неплавкие металлические электроды
Эти изделия используются в процессе аргонодуговой или углекислотной сварки. В качестве флюса, в данном случае, выступает углекислый газ. Диаметр неплавкого электрода подбираются исходя из глубины стыка.
Причем, выбирая какими электродами варить тонкий металл, следует обратить внимание на необходимость отбортовки кромок на стыках. Ведь минимальный диаметр большинства неплавких электродов равен 1,6 миллиметра и слишком тонкие кромки придется отбортовать (загнуть края стыка, увеличив толщину металла в два раза).
Кроме того, очень важна и форма наконечника неплавкого электрода, а равно и его химический состав. Эти параметры следует подбирать в справочниках исходя из типа металла. Ведь от состава и формы наконечника зависит качество сварочного шва. Кроме того, у электродов для выпрямителя и переменного сварочного аппарата форма наконечника будет разной.
Поэтому визуально неплавкие электроды отличаются друг от друга цветовой маркировкой на хвостовике прутка. Например, «зеленые» электроды (WP серия) используются для сварки алюминия и магния. А «синие» прутки (WL серия) – для сварки высоколегированных сталей. А универсальные электроды из чистого вольфрама маркированы белым цветом.
Плавкие металлические электроды
Плавкие электроды классифицируются исходя из диаметра, типа присадочной проволоки и типа покрытия. По первому признаку электроды разделяются на несколько разновидностей сортамента, диаметры которых лежат в пределах от 1 до 12 миллиметров. Конкретный диаметр подбирается по справочнику, исходя из типа покрытия, сорта свариваемого металла и типа сварочного тока (переменный или постоянный).
Типы присадочной проволоки – низкоуглеродистый, высокоуглеродистый, низколегированный, высоколегированный – определяют исходя из сорта свариваемого металла.
Причем высокоуглеродистым прутком можно варить и одноименные и низколегированные стали. Подробные схемы подбора ищите в справочнике.
Тип покрытия (флюса) определяется составом материала, нанесенного на пруток. Причем в три электрода из четырех покрыты рутилом – универсальным, многокомпонентным покрытием на основе оксида титана. Кроме того, в качестве покрытия может быть задействована даже обычная целлюлоза.
К прочим разновидностям покрытий можно отнести смеси из «кислой» группы, составленные на основе оксидов марганца и ферросплавов и смеси из «фтористой» группы, составленные на основе карбидов кальция и магния, усиленных ферросплавами.
Рекомендации по подбору покрытия можно найти в справочнике по сварочным работам или в спецификации к приобретаемым электродам.
steelguide.ru