Калибровка манометров – Методика поверки и калибровки манометров давления
alexxlab | 28.11.2018 | 0 | Вопросы и ответы
Методика поверки и калибровки манометров давления
Нормальная работа производства в огромной мере зависит от надежности измерительных приборов, используемых эксплуатационным персоналом. Одна из первейших обязанностей прибористов заключается в том, чтобы каждый из приборов, применяемых для контроля технологических процессов, обеспечивал точные показания.
Стандартным методом обеспечения точности приборов, таких как манометры, является их поверка и калибровка.
Рекомендуем разобраться с тем, что такое давление и изучить каталог приборов для измерения давления.
Калибровка манометров
Процесс калибровки можно, в целом, разделить на два основных этапа: поверка показаний прибора по известному эталону или входным данным, и регулировка прибора до тех пор, пока его показания не будут равны или пропорциональны известным входным данным. Сама калибровка состоит из ряда поверок и регулировок. Когда прибор откалиброван, это значит, что он может точно давать действительное значение измеряемого параметра.
Основное оборудование, требуемое для калибровки большинства манометров, включает образцовый прибор, регулируемый источник давления, средства подсоединения манометра к источнику давлению и образцовому прибору, а также инструменты, необходимые для регулировки механизмов манометра. Образцовые средства измерений (измерительные приборы) предназначены для передачи размеров единиц физических единиц от эталонов рабочим измерительным приборам. Они служат для поверки и градуировки по ним других средств измерений.
Рабочие средства измерений (измерительные приборы) предназначены для измерений в промышленности. По точности эти средства разделяют на лабораторные (повышенной точности) и технические.
Поверка манометров
Поверка — определение погрешностей средства измерений и установление его пригодности к измерению. Если погрешность средства измерений выше допустимой, оно для дальнейших измерений непригодно. При поверке манометров образцовые приборы обеспечивают получение исходных показаний, с которыми сравнивают показания поверяемых приборов, т. е. производится непосредственное сличение поверяемого прибора с образцовым. Тремя наиболее распространёнными типами образцовых приборов являются: U-образные манометры, грузопоршневые манометры и образцовые деформационные манометры.
Использование для поверки U-образного манометра
U-образные манометры являются простыми, точными приборами для измерения давления. Измеряемая величина давления в U-образном манометре уравновешивается и определяется столбом рабочей жидкости, равным сумме столбов в обоих коленах трубки. Наиболее часто в манометрах в качестве жидкости используется вода, ртуть и приборное масло. Диапазон давлений, измеряемых манометром, определяется двумя факторами: высотой трубки манометра и типом жидкости в трубке. Различия жидкостей по весу обуславливает различие в давлении, создаваемом каждой жидкостью. Результат измерения давления обычно выражается в миллиметрах водяного или ртутного столба.
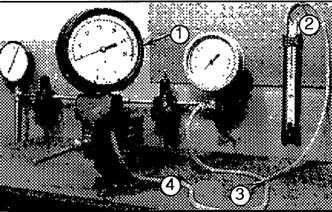
1 — калибруемый прибор, 2 — U-образный манометр, 3 — гибкая трубка; 4 — тройник Гибкая трубка и тройник служат для соединения манометра с поверяемым прибором и источником давления, который в изображенном выше примере представляет систему сжатого воздуха КИП. Регулятор давления воздуха КИП регулирует давление, прилагаемое во время калибровочного процесса. Поскольку трубка, прикрепленная в регулятору воздуха, соединена с U-образным манометром и с прибором, на оба прибора подается одно давление.
Использование для поверки грузопоршневого манометра
Грузопоршневые манометры являются образцовыми приборами, которые используются для измерения давления, выраженного в основных единицах: силы и площади. Формула, используемая для определения давления (давление = сила / площадь), фактически, является описанием рабочих принципов грузопоршневого манометра. Сила в грузопоршневых манометрах обеспечивается грузами в виде металлических дисков. Площадь представляет собой площадь поршня. Принцип действия грузопоршневых манометров основан на уравновешивании усилия, развиваемого измеряемым давлением на поршне, силой тяжести груза, нагружающего поршень.
Грузопоршневой манометр может применяться в поверочных установках в качестве образцового измерительного прибора и как источник давления кроме точных показаний давления грузопоршневые манометры также создают или увеличивают давление с помощью пресса, который является частью конструкции грузопоршневого манометра.
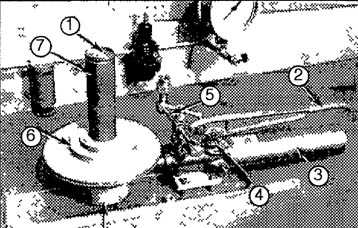 Основные элементы стандартного грузопоршневого манометра
Основные элементы стандартного грузопоршневого манометраНа рисунке выше показаны основные элементы стандартного грузопоршневого манометра. Они включают гидравлический пресс, рукоятку гидравлического пресса, резервуар с жидкостью, патрубок и корпус цилиндра, в котором находятся поршень и цилиндр. К поршню крепится держатель грузовой трубки, который является опорой для грузовой трубки. На рисунке также показан набор дисков разных размеров. Поверочная установка с грузопоршневым манометром.
В резервуаре находится жидкость, в основе которой лежит или масло, или вода. В большинстве случаев тип жидкости, используемой в манометре, указывается или на корпусе манометра или в руководстве по использованию прибора, предоставляемого производителем. Пресс используется для закачки жидкости в цилиндр.
Подвижный поршень находится в цилиндре. Жидкость закачивается в цилиндр до тех пор, пока поршень не зависнет. Поршни маркируются в соответствии с площадью их поверхности Грузопоршневые манометры часто поставляются с несколькими поршнями. Смена поршней обеспечивает применение прибора для более широкого диапазона давлений. Держатель грузовой трубки прикреплен к верхней части поршня. Грузовая трубка сидит на держателе. Трубка пустотелая, открытая с одного конца. На нижнем конце трубки имеется фланец, на который опираются диски.
С помощью дисков на грузопоршневой манометр, к которому подсоединен поверяемый прибор, придается известная сила, определяемая массой дисков. На каждом диске указана его масса. Гравировка на корпусе указывает давление, достигаемое с помощью диска или дисков, представляющих данную массу, и поршня данной площади.
Патрубок является частью грузопоршневого манометра, к которому подсоединяется поверяемый прибор. Такое соединение позволяет прилагать давление, созданное в образцовом приборе, на поверяемый прибор.
При использовании грузопоршневого манометра в качестве образцового прибора, проверяемый прибор подсоединяется к патрубку манометра, а давление, которое нужно создать, определяется по диаграмме на корпусе манометра. Для получения требуемого давления выбирается нужный поршень или диск (диски). После установки поршня на держатель устанавливается грузовая трубка, а затем добавляются диски.
 Поверочная установка с грузопоршневым манометром
Поверочная установка с грузопоршневым манометром 1 — калибруемый прибор, 2 — патрубок 3 -грузовая трубка, 4 — съемные диски (грузы)
Использование для поверки образцового деформационного манометра
Принцип действия образцовых деформационных манометров и мановакуумметров аналогичен рабочим манометрам и вакуумметрам. Отличительным элементом конструкций образцовых приборов является корректор нуля и арретир. Они являются очень чувствительными, высокоточными приборами, специально предназначенными для поверки рабочих манометров. Образцовые деформационные манометры отличаются от U-образных манометров и грузопоршневых манометров тем, что их необходимо периодически калибровать для поддержания их точности. Грузопоршневые манометры обычно применяются для поверки образцовых деформационных манометров. Процесс поверки образцового деформационного манометра, в сущности, подобен процессу поверки любого манометра.
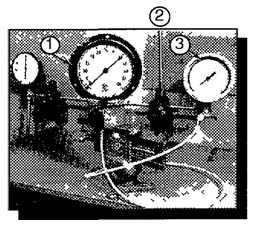 Поверочная установка с образцовым деформационным манометром
Поверочная установка с образцовым деформационным манометром 1- калибруемый прибор; 2- задатчик давления воздуха КИП; 3 — образцовый манометр
 Поверочная установка с образцовым деформационным манометром и грузопоршневым манометром в качестве источнике давления
Поверочная установка с образцовым деформационным манометром и грузопоршневым манометром в качестве источнике давления 1 — образцовый манометр; 2 -поверяемый прибор
В поверочной установке с образцовым деформационным манометром, в которой источником давления является грузопоршневой манометр образцовый манометр и поверяемый прибор подсоединены к патрубку грузопоршневого манометра с тем, чтобы обеспечить приложение одинакового давления на каждый прибор. В данном случае грузопоршневой манометр функционирует в качестве пресса для создания давления, а не в качестве рабочего эталона. Образцовый манометр обеспечивает известные входные величины, с которыми сравниваются показания поверяемого прибора.
Портативная поверочная установка1 — образцовый деформационный манометр, 2 — регуляторы давления воздуха, 3 — манифольд со штуцерами
Калибровка может проводится в производственных условиях или в цехе КИП. Портативная поверочная пневматическая установка, подобная показанная на рисунке выше, может быть использована для калибровки приборов на месте. Кроме самой портативной поверочной установки портативный набор еще включает регуляторы давления и манифольд со штуцерами, к которому подсоединяют проверяемый прибор. Регулируемый источник воздуха подсоединяется по месту к переносной портативной поверочной установке для создания давления, обеспечивающего проведение поверки.
kipiavp.ru
раздел 7.3 книги «МАНОМЕТРЫ» от НПО «ЮМАС»
Поверку средств измерения могут проводить только метрологические службы юридических лиц, аккредитованные Госстандартом России на право поверки средств измерений согласно правилам проведения аккредитации/32/.
Аккредитацию метрологических служб на право проведения калибровочных работ осуществляют соответствующие аккредитующие органы – государственные научные метрологические центры и органы Государственной метрологической службы, которым делегировано настоящее право на основании требований, изложенных в ПР 50.2.018-95/34/.
Аккредитация может проводиться как метрологической службы, так и ее структурного подразделения – лаборатории поверки или (и) калибровки.
Госстандарт России выдает на право поверки или аккредитующий орган на право калибровки соответствующий аттестат аккредитации с приложением к нему, в котором представляется область аккредитации. Область аккредитации на право калибровки определяет вид измерений, группы (тип) средств измерений или измеряемую величину. Описание области аккредитации на право поверки включает вид поверки (первичная при выпуске из производства, первичная при ввозе по импорту, первичная после ремонта, периодическая), а также содержит наименование групп средств измерений, которые могут поверяться с указанием их метрологических характеристик.
При организации поверки и калибровки особое внимание в первую очередь необходимо уделять следующим факторам: профессиональной подготовленности поверителей и калибровщиков, техническому состоянию рабочих эталонов, условиям проведения поверки или калибровки.
Профессиональная подготовленность поверителей и калибровщиков. Поверку могут проводить только специально обученные специалисты, аттестованные в качестве поверителей органами Государственной метрологической службы.
Для проведения калибровки могут привлекаться только специалисты, имеющие профессиональную подготовку и опыт калибровки (поверки) средств измерений в заявленной области аккредитации.
Техническое состояние рабочих эталонов. Метрологические службы, проводящие поверку или калибровку должны иметь весь набор эталонов и иных средств измерений, а также вспомогательное оборудование, необходимые для проведения поверки или калибровки средств измерений, определенных областью аккредитации. Эталоны должны быть поверены в установленном порядке и должны иметь действующие свидетельства о поверке, а также протоколы поверки. Вспомогательное оборудование должно подвергаться контролю работоспособности в соответствии с требованиями технической документации.
На каждом эталоне и каждой единице вспомогательного оборудования должны быть закреплена этикетка, отражающая их состояние: пригодный к эксплуатации, годный с ограничениями, подлежащий ремонту (этикетку закрепляют на упаковке или ячейке для хранения эталонов или оборудования).
Условия проведения поверки или калибровки. Для проведения поверки или калибровки приняты параметры нормальных условий окружающей среды. Нормальными для определения основной погрешности поверяемого средства измерений согласно ГОСТ 8.395–80 следует считать условия, при которых составляющая погрешности поверяемого прибора от действий различных влияющих параметров в сумме не превышает 35 % предела допускаемой основной погрешности поверяемого измерителя.
В помещениях, где проводится поверка или калибровка исключаются всякого рода вибрации, тряски. Не допускается подвергать ударам приборы как эталонные, так и поверяемые. Этот параметр контролируется как по частоте (в пределах 0,01…30 Гц), так и по амплитудам виброперемещений (до 0,075 мм) и виброскорости (до 0,02p).
Вблизи приборов не должны находиться отопительные устройства, открытые окна, аэроустановки с холодным воздухом и др.
Эталонные манометрические приборы предназначены для работы при температуре окружающей среды 10…35 оС и относительной влажности до 80 %. Однако для организации поверки необходимо соотносить рабочие условия с «нормальными», номинальные значения которых приведены в табл. 7.5.
При организации поверки в условиях окружающей среды, отличающихся от приведенных в табл. 7.5, необходим ввод поправок, определяемых по методикам, приведенным в описаниях на эталонные и поверяемый приборы.
Таблица 7.5
Номинальные значения параметров окружающей среды
Влияющая величина | Значение, допускаемое к ограниченному применению в качестве номинального | |
Наименование | Номинальное значение | |
Температура: К оС |
293 20 |
273; 90; 4,2 23; 25; 27 |
Атмосферное давление: кПа Па мм. рт. ст. |
101,3 – 760 |
100 101325 750 |
Относительная влажность, % |
60 |
0; 55; 58; 65 |
При поверке приборов с электрическим выходным сигналом особые требования предъявляются к характеристикам внешнего магнитного поля. Нормируются и магнитная индукция постоянного магнитного поля (до 1 × 10–6 Тл), и его напряженность (до 16 А/м).
При поверке и калибровке манометрических приборов в зависимости от их устройства и класса точности необходимо соблюдать определенные требования. Рассмотрим особенности поверки каждого типа приборов.
Грузопоршневой манометр можно условно подразделить на две части: устройство создания давления и измерительная колонка. Для поверки представляются приборы без устройств создания давления, т. е. измерительные колонки в комплекте с грузами. На рис. 7.11 показана схема поверки. На схеме представлены эталонное устройство создания давления, отличающееся от технического тем, что к его установке и условиям эксплуатации предъявляются повышенные требования, и эталонная измерительная колонка 1. Устройство создания давления состоит из бачка рабочей жидкости 2, пресса 3 и клапана слива 4. Поверяемая измерительная колонка 5 монтируется на одном горизонтальном уровне с эталонной.
Схема работает следующим образом. При открытом клапане 6 и закрытом клапане 4 прессом рабочая жидкость закачивается в систему создания давления. После ее заполнения закрывается клапан подвода рабочей жидкости 6. Для устранения из системы воздуха поршни образцовой и поверяемой колонок извлекаются из цилиндров и прессом поднимается уровень жидкости в системе до полного заполнения цилиндров. Поршни устанавливаются в свои гнезда, проверяются уровни их кольцевых меток относительно отметок. Поэтапно устанавливаются грузы на образцовой и поверяемой грузоприемных тарелках.
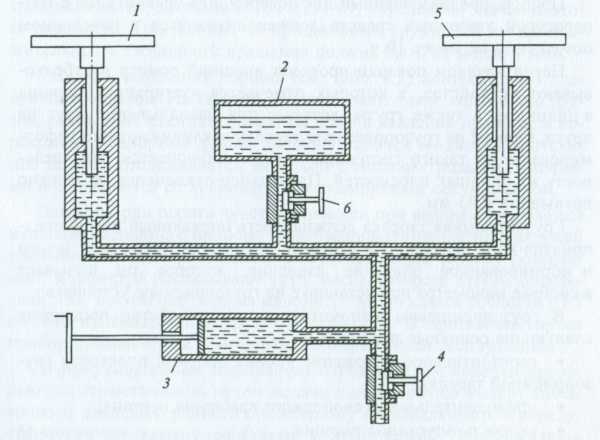
Рис. 7.11. Схема поверки грузопоршневого манометра: 1 – образцовая колонка; 2 – бачок рабочей жидкости; 3 – пресс; 4 – клапан слива; 5 – поверяемая колонка; 6 – клапан подвода рабочей жидкости
Перед поверкой поверяемая измерительная колонка должна разбираться и промываться в растворителе типа «нефрас». Детали, работающие в контакте с касторовым маслом, промываются спиртом.
Прибор, предназначенный для поверки, для уравнивания с температурой эталонных средств должен находиться в поверяемом помещении не менее 10 ч.
Перед началом поверки проводят внешний осмотр и отбраковывают устройства, в которых отмечается «затирание» поршня в цилиндре, а также грузы, которые при накладывании друг на друга, а также на грузоприемную тарелку заклинивают или деформированы до такого состояния, что не соблюдается параллельность их опорных плоскостей. Предельное отклонение не должно превышать 0,05 мм. Грузоприемная тарелка должна иметь порядковый номер предприятия-изготовителя. На каждый груз также наносятся данный номер и нормированное значение давления, которое он вызывает в системе манометра при установке на грузоприемное устройство.
В грузопоршневом манометрическом устройстве проверяют следующие основные параметры:
· горизонтальное положение уровня опорной плоскости грузоприемной тарелки;
· продолжительность свободного вращения поршня;
· скорость опускания поршня;
· порог чувствительности.
Положение грузоприемной тарелки относительно горизонтальной плоскости проверяют в несколько этапов. Предварительно устанавливают поршень измерительной головки в вертикальном положении. Это достигается подгонкой регулировочных винтов станины грузопоршневого манометра. На следующем этапе измеритель горизонтального уровня помещают на грузоприемную тарелку, которую последовательно поворачивают на 90о в четыре положения. При этом допускается перемещение индикатора (пузырька) уровня не более чем на одно деление (1‘).
Можно проверить горизонтальное положение опорной плоскости грузоприемной тарелки и другим способом. Для этого необходимо жестко скрепить наконечник индикатора линейного перемещения с плоскостью грузоприемной тарелки и медленно ее поворачивать на один оборот. Это обеспечивается при закрытом клапане подвода рабочей жидкости.
Проверка продолжительности свободного вращения поршня производится при установке половины максимальной массы грузов. Продолжительность вращения принимают как временной интервал от начальной угловой скорости грузоприемной тарелки в 120±10 об/мин до ее полной остановки. Для каждого типа манометра, согласно ГОСТ 8291–69, определено значение этого параметра. Так, для МП-60 при диаметре грузов 220 мм продолжительность свободного вращения должна быть не менее 3 мин.
Скорость опускания поршня контролируют следующим образом. На тарелке устанавливают такое количество грузов, которое обеспечивает верхний предел давления прибора, и перекрывают запорный клапан подвода рабочей жидкости. Опускание поршня отслеживается линейкой с миллиметровыми делениями и соотносится со временем, контролируемым секундомером.
Для проверки порога чувствительности при верхнем пределе измерения поверяемого прибора уравновешивают положения поршней сличаемых манометров. Затем на грузоприемную тарелку поверяемого манометра накладывают груз, вес которого строго определен. Так, положение поршня манометра МП-6 класса точности 0,05 должно измениться при грузе массой 0,12 г. В противном случае прибор признается не пригодным для дальнейшей эксплуатации.
Дифференциальные манометры перед началом поверки проверяют на герметичность путем подачи в «плюсовую» камеру избыточного давления, равного предельному номинальному перепаду. «Минусовую» камеру сообщают с атмосферой. Продолжительность выдержки –
10 мин., после чего прекращают подачу давления и также выдерживают 15 мин. Поверку производят при плавно возрастающем, а затем при плавно убывающем давлении не менее чем на пяти равномерно разнесенных друг
от друга точках, включая отметки 30 и 100 % предельного значения. В качестве образцовых приборов могут использоваться грузопоршневые манометры МП-6 или МП-2,5, образцовые пружинные или жидкостные микроманометры. При этом обязательно соблюдение следующего условия:
Dобр £ 1/4Dпов. (7.11)
Здесь Dобр и Dпов – пределы допустимой основной погрешности образцового и поверяемого приборов.
Возможна поверка при условии
Dобр £ 1/3Dпов, (7.12)
но только при разрешении соответствующей государственной метрологической службы.
Манометры с трубчатой пружиной поверяют при температуре 20 или 23 оС. Допустимое отклонение температуры зависит от класса точности показывающего манометра и составляет: для класса точности 0,4 и 0,6 – ± 2 оС, с классом точности 1,0 – ± 3 оС. Для приборов с классами точности 1,5; 2,5 и 4 отклонения температуры должны составлять ± 5 оС. Для эталонных манометров с трубчатой пружиной за нормальную принимают температуру, указанную в паспорте устройства.
Приборы выдерживаются в нерабочем состоянии при отмеченной выше температуре от 1 до 12 ч. В зависимости от разницы температур воздуха в помещении для поверки и местом, откуда внесен прибор.
Для поверки пружинных манометров может использоваться внешнее устройство для создания давления. Основное требование, предъявляемое к нему, заключается в возможности плавного повышения и понижения давления, а также в стабильном выдерживании его как на промежуточных точках, так и на предельном значении.
На рис. 7.12 показана схема установки для поверки пружинных, (эталонного и технического) манометров. Устройство создания давления состоит из пресса 1, резервуара 2, зажимов поверяемого 3 и образцового 4 манометров, клапанов 5, 6, 7, 8 и 9, соединительных трубопроводов.
Резервуар содержит необходимый объем рабочей жидкости для функционирования системы, которая при открытом клапане 5 и закрытом клапане слива 6 закачивается прессом в гидросистему установки. После ее заполнения клапан 5 резервуара закрывается, и прессом при открытых клапанах 7, 8 и 9 в установке поднимается давление. При снятом поршне измерительной колонки 10 из гидросистемы установки удаляется воздух. На следующем этапе возвращают поршень измерительной колонки в исходное рабочее состояние, а в зажим 3 устанавливают поверяемый манометр. Клапан 7 зажима эталонного манометра перекрывают. Схема поверки на основе измерительной колонки грузопоршневого манометра готова к работе. При поверке пружинного эталонного манометра он устанавливается в зажим 4, открывается клапан 7, а клапан 8 подключения измерительной колонки закрывается.
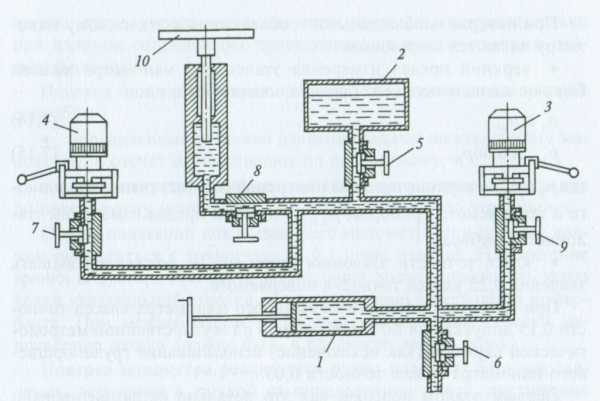
Рис. 7.12. Схема поверки пружинного манометра:
1 – пресс; 2 – резервуар рабочей жидкости; 3 – зажим поверяемого манометра; 4 – зажим эталонного манометра; 5, 6, 7, 8, 9 – клапаны; 10 – измерительная колонка
Рабочей жидкостью могут быть как различные масла, так и растворы на основе воды. На некоторых установках применяют воду без добавок. В этом случае появляются проблемы с коррозией внутренних поверхностей, а также с работоспособностью уплотнителей пресса.
При необходимости заполнения внутренней полости чувствительного элемента манометрического прибора жидкостью применяют установку, схема которой показана на рис. 7.8.
При поверке необходимыми требованиями к эталонному манометру являются следующие:
– верхний предел измерения эталонного манометра должен быть не меньше верхнего предела поверяемого, т. е.
ро ³ рп; (7.13)
рон £0,06рп, (7.14)
где ро и рп – верхние пределы измерений соответственно эталонного и поверяемого приборов; рон – нижний предел измерений эталонного прибора;
– класс точности эталонного прибора не должен превышать значения 0,25 от класса точности поверяемого.
При поверке эталонного пружинного манометра класса точности 0,15 допускается по согласованию с государственной метрологической службой (как исключение) использование грузопоршневого манометра класса точности 0,05.
Первым этапом поверки, как это детально регламентировано правилами проведения поверки показывающих приборов МИ 2124-90/35/, или калибровки прибора служит внешний осмотр, в результате которого отбраковываются манометры с механическими повреждениями корпуса, присоединительного штуцера (препятствующих присоединению и не обеспечивающих герметичность и прочность соединения), стрелки, стекла, циферблата, влияющих на эксплуатационные свойства.
На втором этапе каждый прибор проверяют на герметичность и качество уплотнения между присоединительным штуцером и гнездом устройства для создания давления. В системе создают давление, соответствующее верхнему пределу измерений поверяемого прибора, и закрывают клапаны подвода рабочей среды. Прибор и уплотнения считают герметичными, если показания его после установления давления в течение 1…2 мин. и последующие 3 мин. не уменьшается более чем на 2 % установившегося давления.
Приборы предварительно необходимо выдерживать в течение 5 мин. под давлением, равным значению верхнего предела измерений, затем, снизив давление до нуля, корректировать нуль-положение стрелки. Допускается выдерживать вакуумметры под давлением, меньшим верхнего предела измерений, но не менее 0,95 значения атмосферного давления во время проведения поверки.
Поверка манометров с дополнительными шкалами, как например фреоновые с температурной шкалой должна проводиться только по шкале давления. Поверку манометров, не имеющих шкалы, отградуированной в единицах давления, поверяют только при наличии соотношения приведенных на шкале единиц и единиц давления.
Поверка манометра может производиться одним из следующих способов:
– определенные значения давления задают по эталонному манометру, а отсчет осуществляют по поверяемому;
– прессом устанавливают определенные значения давления по поверяемому манометру, а отсчет производят по эталонному.
Отсчет показаний показывающего манометра при поверке должен проводиться с точностью до 0,1 цены деления. Направление зрения оператора при отсчете показаний должна должно проходить через конец указательной стрелки перпендикулярно поверхности циферблата. При ножевом окончании указательной стрелки направление зрения должно быть в плоскости лезвия ножа.
Поверка манометра реализуется путем плавного подъема давления, остановки в каждой из определенных точек, достижении максимального значения шкалы, 5-минутной выдержки и плавного снижения с фиксированием показаний при тех же значениях давления, что и при повышении давления. Скорость изменения давления не должна превышать 10% диапазона показаний в секунду. Для технических манометров поверку производят, как отмечалось в п.1.3, по восьми значениям давления для классов точности 0,4 и 0,6 и не менее чем по пяти точкам шкалы – для классов точности 1,0; 1,5; 2,5 и 4,0 с включением нижнего и верхнего предельных значений давления. Эталонные приборы в зависимости от диапазона поверяют на 8-13 точках (табл. 7.5). Поверяемые точки шкалы должны быть равномерно распределены в пределах всего измерительного диапазона прибора. Отсчет показаний поверяемого прибора производят после выдержки под давлением в каждой поверяемой точке шкалы не менее 5 с.
Основная абсолютная погрешность прибора определяется как разница между показаниями поверяемого и эталонного манометров. Эта погрешность, как и разность в показаниях прямого и обратного ходов, не должна превышать значения D, соответствующего классу точности для поверяемых приборов из эксплуатационной системы. Как для новых приборов, так и для отремонтированных значение основной абсолютной погрешности должно соответствовать 0,8D.
Таблица 7.6
Рекомендуемое число поверяемых точек шкалы
для пружинных эталонных манометров
Верхний предел измерения манометра | Значение интервала давления между точками шкалы | Число точек |
0,1 | 0,01 | 10 |
0,16 | 0,02 | 8 |
0,25 | 0,02 | 13 |
0,40 | 0,04 | 10 |
0,60 | 0,05 | 12 |
* Число n может быть отрицательным, положительным или равным нулю.
Метрологические характеристики поверяемых рабочих эталонов давления определяют на основе двух серий наблюдений для приборов классов точности 0,25 и 0,4 и трех серий наблюдений при поверке устройства с классом точности 0,15.
На эталонные манометрические средства измерения выдается свидетельство о государственной поверке установленной формы. На обратной стороне свидетельства указываются нормативные документы, по которым проводилась поверка этого эталонного манометра.
Кислородные манометры по окончании поверки должны встряхиваться присоединительным штуцером вниз над чистым листом бумаги (промокательной). После высыхания контролируется наличие масляных остатков на внутренних поверхностях чувствительного элемента прибора. При обнаружении жировых пятен прибор бракуют и проводят ревизию всего оборудования, которое использовалось в поверке кислородных манометров.
Электроконтактные манометры поверяют по погрешности срабатывания сигнального устройства, на электрическую прочность и сопротивление электрической изоляции.
Погрешность срабатывания сигнального устройства электроконтактного манометра устанавливают как разницу между показаниями сигнальной стрелки и значением, при котором срабатывает электроконтактная система – замыкается или размыкается электрическая цепь.
Прочность электрической изоляции испытывают напряжением с источником мощностью не менее 250 В×А, включаемым между испытуемой электрической цепью и корпусом прибора.
Измерительные преобразователи давления с верхними пределами измерения до 0,25 МПа поверяются на газовых средах. При большем давлении вид рабочей среды не оказывает влияния на результат измерения, и поэтому допускается поверка как на газе, так и на жидкости. При работе поверяемых комплексов на газе, а эталонных приборов на жидкости используют схему с газожидкостным разделительным сосудом (рис. 7.13).

Рис. 7.13. Схема поверки измерительного преобразователя давления
с помощью грузопоршневого манометра и газожидкостного разделительного сосуда:
1 – газожидкостный разделительный сосуд; 2 – запорный клапан отвода; 3 – измерительная колонка; 4 – поверяемый комплекс; 5 – клапан подключения; 6 – баллон сжатого азота; 7 – газовый редуктор; 8 – клапан подвода
По линии отвода жидкости от газожидкостного разделительного сосуда 1 через запорный клапан отвода 2 устанавливается измерительная колонка 3. Поверяемый комплекс 4 соединен с разделительным сосудом через клапан подключения 5. В качестве источника давления в схеме используется баллон 6 с сжатым азотом, который поступает в линию подвода через газовый редуктор 7 и клапан подвода 8.
Уровень жидкости в разделительном сосуде, горизонталь подвода давления к поверяемому комплексу и нижняя плоскость штуцера измерительной колонки должны находиться в одной горизонтальной плоскости. При несоблюдении этого условия в результате измерения требуется учитывать влияние гидростатического столба жидкости.
Измерительные преобразователи давления отечественного производства до начала поверки должны выдерживаться при включенном питании не менее одного часа. Современные преобразователи многих ведущих мировых производителей не требуют такой температурной адаптации.
Более детальные рекомендации по поверке измерительных преобразователей давления изложены в МИ 1997-89/36/.
jumas.ru
Точность показаний манометра: не доверяй — проверяй
Манометр представляет собой устройство, предназначение которого заключается в измерении уровня давления. А необходимость измерения давления у автомобилиста может возникать в разных случаях. Подробнее о том, как в домашних условиях осуществляется поверка автомобильных манометров, и какие требования предъявляется к этим устройствам, вы сможете узнать ниже.
Содержание
[ Раскрыть]
[ Скрыть]
Требования к манометрам
Для начала рассмотрим предъявляемые по ГОСТ требования к манометрам:
- Монтаж устройства в соответствии с ГОСТ может осуществляться на штуцере сосуда до запорной арматуры.
- Основное требование по ГОСТ, которое должно предъявляться, касается такого нюанса, как погрешность манометра. Класс точности должен быть не менее 2.5, если уровень рабочего давления составляет ниже 25 кг/см2. Если же давление выше, то класс точности должен быть равен 1.5.
- Любое устройство по ГОСТ оснащается шкалой таким образом, чтобы предел измерений необходимого параметра располагался во второй трети шкалы.
Это основные требования, которые предъявляются к девайсам такого типа в соответствии с ГОСТ.
 Датчик давления на компрессоре Daewoo
Датчик давления на компрессоре DaewooОсобенности калибровки
Далее, предлагаем вам узнать о калибровке прибора.
Саму процедуру калибровки устройств в общем можно разделить на несколько основных шагов:
- Диагностика параметров, о чем мы расскажем ниже, используя известный эталон либо входные данные.
- Следующим этапом будет регулировка устройства до того момента, пока полученные показатели не станут равными либо же пропорциональными в соответствии с уже имеющимися входными данными.
Что касается непосредственно калибровки, то эта процедура включает в себя множество проверок, а также регулировок. В том случае, когда устройство будет полностью откалибровано, это будет означать, что с его помощью можно будет получить наиболее точные значения параметров, которые вы замеряете.
Теперь вкратце расскажем об оборудовании, которое может понадобиться для калибровки. Основное оборудование, которое потребуется, должно включать в себя так называемый эталонный прибор, источник рабочего давления, который можно регулировать при необходимости. Также вам потребуется элементы для подключения прибора к источнику давления и эталонному устройству и несколько инструментов, которые пригодятся для регулировки девайса. Предназначение измерительных устройств заключается в передаче размеров физических единиц от эталонов рабочим устройствам.
Фото 1. АМ для измерения давления Фото 2. Измерение давления в шинахЧто касается рабочих средств для замера (измерительных устройств), то их назначение заключается в осуществлении замеров в промышленности. По своему классу точности они могут разделяться на технические и лабораторные. Поскольку такие девайсы есть далеко не у каждого автолюбителя, произвести замер может быть проблематично.
Все о проверке
Теперь поговорим о том, как производится проверка манометров, какие сроки и периодичность проверяемых устройств и какие правила следует соблюдать.
Если поверка манометров осуществляется в лабораторных условиях, то по правилам она включает в себя следующие этапы:
- визуальная диагностика;
- выставление стрелки шкалы на нулевую метку;
- диагностика положения стрелки на этой метке;
- методика проверки включает в себя выявление основной погрешности.
Периодичность и сроки
Что касается периодичности, то на предприятиях обычно она вносится в соответствующий журнал проверки. Но поскольку рядовые автолюбители обычно не заводят журнал контрольных проверок манометров, эта информация может фиксироваться отдельно в блокноте. Периодичность диагностики может варьироваться в зависимости от производителя устройства, по правилам в среднем она может составлять от 12 до 60 месяцев (автор видео — канал Avtozvuk.ua — База Автозвука).
Инструкция по проверке манометра своими руками
Теперь вкратце о том, как проверить манометр своими силами. Перед тем, как приступить к измерению, необходимо произвести визуальную диагностику устройства. Внимательно осмотрите корпус на предмет наличия трещин, сколов, зазоров или других механических повреждений, которые могли бы привести к неработоспособности устройства. Если вы заметили следы повреждений, при этом прибор в принципе не работает, то его дальнейшая диагностика, вероятнее всего, будет бесполезной. Гораздо проще будет купить новое устройство, чем тратить время и ресурсы на ремонт старого.
Что касается непосредственно диагностики значений, то она осуществляется следующим образом:
- Сначала необходимо продиагностировать давление, но для такой проверки вам понадобится так называемый эталонный девайс, то есть то устройство, в показаниях которого вы уверены. Если вы замеряете компрессию в цилиндрах силового агрегата или, к примеру, в шинах автомобиля, то измерьте давления сначала одним прибором, а затем — другим. В том случае, если показания вашего устройства не совпадают с эталонным, необходимо произвести его регулировку. Вам необходимо добиться того, чтобы показания от измерения с помощью двух устройств совпадали.
- Чтобы выполнить настройку, на корпусе прибора должны располагаться специальные винты регулировки. Если вы используете электронное устройство, то принцип здесь, в целом, аналогичный, однако следует учитывать, что девайсы такого типа обладают инерционностью. Соответственно, показания надо будет удерживать от 8 до 10 с.
- Если эталонный прибор у вас отсутствует, можно произвести диагностику правильности показаний, применив расчеты. Вам потребуется сосуд, об объеме которого вы знаете точно, причем воздух в нем находится при атмосферном давлении, уровень которого замеряется барометром, а температура должны быть комнатной. Сосуд следует плотно закрыть и немного нагреть, чтобы увеличились температура и давление, которые также следует измерить. Вам следует произвести расчет показания давления в самом сосуде, разделив конечную температура нагрева с изначальной, комнатной. После этого результат следует умножить на показатель атмосферного давления.
- В том случае, если показатели устройства при такой температуре не совпадают с теми, которые были рассчитаны, необходимо произвести регулировку устройства таким образом, чтобы девайс показывал такое значение, которое получилось в ходе расчетов. Когда вы будете производить расчеты, учитывайте тот факт, что уровень температуры следует замерить к Кельвинах, а для этого к полученным градусам Цельсия следует добавить цифру 273. В большинстве случаев шкалы на приборах имеют градуировку в кг/см2, соответственно, расчет будет осуществлен в паскалях либо мм ртутного столба. Поэтому для получения более точных результатов необходимо будет перевести все единицы и только после этих действий производить сравнение.
Если регулировка не дает необходимых результатов и полученные показания прибора не являются верными, можно попробовать отдать устройство на диагностику специалистам. Но если и в лабораторных условиях не удалось получить нужный результат, то единственным выходом будет ремонт устройства либо его замена.
Загрузка …Видео «Обзор цифрового китайского автомобильного манометра»
На видео ниже вы можете ознакомиться с обзором цифрового автомобильного прибора, привезенного из Китая (автор обзора — Андрей Канаев).
avtozam.com
Лабораторная работа № 5 поверка технического манометра
Вводные сведения
Среди приборов, применяемых для измерения давления, наиболее широкое распространение получили пружинные приборы – манометры, вакуумметры, мановакуумметры. Основным элементом таких приборов является трубчатая пружина, которая деформируется под действием подведенного давления, причем деформация пропорциональна величине давления. Упругие свойства пружин не остаются постоянными с течением времени, поэтому такие приборы в обязательном порядке следует подвергать периодически поверке.
Большинство приборов, используемых для измерения давления и разрежения, подлежат обязательной государственной поверке. Если в результате поверки прибор признан годным, он снабжается клеймом установленного образца или соответствующими свидетельствами, в которых указываются константы приборов или поправки к их показаниям. Однако, несмотря на государственный контроль за состоянием приборов, на предприятиях должен осуществляться ведомственный контроль, причем сроки поверки зависят от условий эксплуатации приборов.
В эксплуатационных и лабораторных условиях поверка приборов для измерения давления сводится к следующему:
1. Поверка нулевой точки;
2. Поверка прибора в рабочей точке;
3. Полная поверка прибора.
Первые два способа не являются собственно поверкой; они относятся к контролю за состоянием прибора только по одному признаку.
Поверка нулевой точки заключается в наблюдении за положением стрелки прибора, отключенного от установки. Если в отключенном приборе при сообщении его с атмосферой стрелка устанавливается на нулевом штрихе, считается, что прибор не имеет повреждений.
Чтобы произвести поверку прибора в рабочей точке, к работающей установке подключают контрольный прибор, точность показаний которого известна. Оба прибора сообщаются с одним и тем же давлением, определяется разность их показаний.
Полная поверка прибора проводится в лабораторных условиях со снятием прибора с рабочей установки. Такая поверка дает полную информацию о состоянии прибора, и сомнений в исправности прибора, прошедшего такую поверку, быть не может.
Цель работы
Поверка технического манометра производится с целью определения его пригодности для дальнейшей эксплуатации.
Описание установки и приборов
Поверка рабочего манометра производится на установке, изображенной на рис. 5.1. Избыточное давление создается специальным прессом, с помощью которого можно произвольно создавать давление в весьма широких пределах. Пресс представляет собой цилиндр 7, внутри которого перемещается поршень 9, приводимый в движение маховиком 11. Полость давления сообщается с резьбовыми отверстиями, предназначенными для установки поверяемого 4 и образцового 1 манометров. Отверстия для установки манометром могут быть перекрыты вентилями 5 и 6, что необходимо для установки и смены манометров.
Для заполнения пресса обычно используют трансформаторное или вазелиновое масло, которое поступает в цилиндр пресса и в манометры из емкости 3 при открытом вентиле 2. Заполнение внутренних полостей маслом производится при открытом вентиле 2 и крайнем правом положении поршня. Затем вентиль 2 закрывается, а поршень вращением маховичка перемещается влево, масло в цилиндре сжимается, за счет чего и создается избыточное давление.
Р ис.
5.1. Установка для поверки пружинных
манометров по образцовому пружинному
манометру
ис.
5.1. Установка для поверки пружинных
манометров по образцовому пружинному
манометру
Для целей поверки и градуировки различных пружинных манометров, вакуумметров и мановакуумметров широко применяют образцовые пружинные приборы. Иногда образцовые приборы используют и для выполнения непосредственных измерений давления и разрежения. Образцовые приборы изготавливаются только в виде манометров и вакуумметров, образцовых мановакуумметров не выпускают.
Образцовые манометры изготавливаются с трубчатой пружиной, секторным передаточным механизмом и конструктивно они мало отличаются от обыкновенных технических рабочих манометров. Отличие заключается в том, что в образцовых манометрах за счёт более качественной отделки, тщательной подготовки передаточного механизма высокого качества трубчатых пружин, достигается большая точность измерений. Кроме того, в образцовых приборах применяются особые шкалы и иного вида стрелки.
По устройству шкал образцовые приборы делятся на две группы: приборы с именованными шкалами и приборы с условными делениями.
Именованные шкалы непосредственно указывают величину давления или разрежения в принятых единицах, например в кгс/см2, в мм.рт.ст. и т.д. В другом случае шкала прибора градуируется в условных единицах. Именованные шкалы размечаются индивидуально с помощью поршневых и ртутных манометров. Именованные шкалы делаются или в виде обыкновенных штриховых, или же точечных. Стрелки манометров с штриховыми шкалами имеют указательный конец, поставленный на ребро в виде лезвия, что сильно облегчает производство точных отсчетов.
В случае поверки рабочих манометров стрелка образцового всегда устанавливается на точке шкалы, а при измерении неизвестного давления она может стать в любое положение, и тогда давление приходится определять отсчетом «на глаз». Вследствие значительных расстояний между двумя соседними точками (обычно 8-10 мм) отсчет будет сделан грубо, и высокая точность измерения снижена.
Что касается штриховых именованных шкал, то у них нет этих неудобств, т.к. расстояние между штрихами делается небольшими, а имея в виду специальный указатель стрелки, точный отсчет легко осуществим.
Манометры со шкалой в условных единицах регулируются таким образом, что при отсутствии давления стрелка манометра устанавливается на нулевом штрихе, а при максимальном для данного прибора на последнем делении шкалы. Предельное давление, на которое манометр рассчитан, указывается на циферблате манометра.
Однако из этого соотношения не следует делать вывод о полной пропорциональности между давлением и показанием шкалы, т.к. такая запись является чисто условной, устанавливающей лишь предельное значение давления. Для пользования такими приборами необходимо их градуировать по поршневым или ртутным приборам.
В результате такой градуировки, производимой в 10-15 точках, получают необходимое соотношение между давлением и показанием шкалы в виде таблицы. Один ряд чисел указывает действительное давление, а второй – число делений, соответствующее этим давлением. Для удобства пользования часто эту таблицу представляют в виде графика, что позволяет избегать пересчетов.
Полную поверку прибора следует рассматривать состоящей из следующих отдельных элементов: внешнего осмотра, определения погрешности, установления величины вариации показаний. Правильность показаний прибора определяется путем сравнения их с действительным значением давления, которое устанавливается с помощью образцовых приборов. Давление создается с помощью пресса. Сравнение должно производиться обязательно в пределах всей шкалы поверочного прибора и в числе точек, достаточном для того, чтобы вывести заключение о правильности прибора во всём пределе измерения.
Образцовые и лабораторные приборы, снабжаемые свидетельством, обычно поверяются в 10-15 точках, а технические в 5 и даже 3. Чтобы погрешность образцового прибора не могла существенно повлиять на результаты тарировки, его погрешность должна быть в 3-5 раз меньше допустимой погрешности испытуемого прибора.
Процесс поверки протекает следующим образом. Прибор устанавливают в соответствии с нормальным для него положением и проверяют совпадение стрелки с нулевой отметкой шкалы при отсутствии в приборе избыточного давления.
Если прибор снабжен регулятором, то производят регулировку до полного совпадения указателя с нулевым штрихом. Естественно, что это требование не относится к приборам с безнулевой шкалой.
Затем образцовый и поверяемый приборы соединяют с прессом, в котором создается избыточное давление. Величину давления устанавливают по образцовому прибору и производят отсчёт по поверяемому или же доводят показание поверяемого прибора до полного совпадения указателя стрелки с поверяемым давлением шкалы, а отсчёт производят по образцовому прибору. После поверки первой точки давление вновь повышают и последовательно поверяют вое намеченные точки шкалы до верхнего предела (нагрузка). Затем поверяют те же точки при пониженном давлении (разгрузка), причем перед тем как снизить давление прибор выдерживается некоторое время (не менее 5 минут) при максимальном давлении.
Чтобы оценить упругое последействие пружинных приборов, от которого в значительной степени зависит качество прибора и его точность, прибегают к многократной поверке. По результатам нескольких поверок делают выводы о свойствах прибора и его точности. В ответственных случаях величина упругого последствия (вариации показаний) особо нормируется.
Требования по технике безопасности
Манометры с верхним пределом измерения свыше 6 МПа (60 кгс/см2) следует монтировать так, чтобы они были обращены тыльной стороной к глухой стене; подходить к манометру с тыльной стороны во время работы запрещается.
При монтаже манометров необходимо следить, чтобы давление в системе было равно атмосферному.
studfiles.net
Поверка манометров – Проведение поверки
Поверка манометров – Проведение поверки – Главный форум метрологов Перейти к контенту37 сообщений в этой теме
ogmetr72 1
- Активный участник
- Пользователи
- 1
- 101 сообщение
- Пол: жен
- г. Тюмень
su215 530
- Наш человек
- Специалисты
- 530
- 3 841 сообщение
- г. Коломна, Московская обл.
- Игорь Юрьевич
- Место работы: Коломенский филиал ФБУ “Ростест-Москва”
Tim_L 48
- Завсегдатай форума
- Пользователи
- 48
- 450 сообщений
- Пол:муж
- г. Чернигов
kushnir 162
- Наш человек
- Пользователи
- 162
- 1 383 сообщения
- Пол: муж
- г. Чугуев, Харьковская обл., Украина
- Константин Владимирович
- Место работы: авиационный ремонтный завод
Tim_L 48
- Завсегдатай форума
- Пользователи
- 48
- 450 сообщений
- Пол:муж
- г. Чернигов
kushnir 162
- Наш человек
- Пользователи
- 162
- 1 383 сообщения
- Пол: муж
- г. Чугуев, Харьковская обл., Украина
- Константин Владимирович
- Место работы: авиационный ремонтный завод
Tim_L 48
- Завсегдатай форума
- Пользователи
- 48
- 450 сообщений
- Пол:муж
- г. Чернигов
kushnir 162
- Наш человек
- Пользователи
- 162
- 1 383 сообщения
- Пол: муж
- г. Чугуев, Харьковская обл., Украина
- Константин Владимирович
- Место работы: авиационный ремонтный завод
Tim_L 48
- Завсегдатай форума
- Пользователи
- 48
- 450 сообщений
- Пол:муж
- г. Чернигов
kushnir 162
- Наш человек
- Пользователи
- 162
- 1 383 сообщения
- Пол: муж
- г. Чугуев, Харьковская обл., Украина
- Константин Владимирович
- Место работы: авиационный ремонтный завод
kushnir 162
- Наш человек
- Пользователи
- 162
- 1 383 сообщения
- Пол: муж
- г. Чугуев, Харьковская обл., Украина
- Константин Владимирович
- Место работы: авиационный ремонтный завод
Tim_L 48
- Завсегдатай форума
- Пользователи
- 48
- 450 сообщений
- Пол:муж
- г. Чернигов
Tim_L 48
metrologu.ru
Необходимость выполнения и документальное оформление поверки и калибровки манометров
Манометры являются сложнотехническими устройствами, которые отображают показания давления в оборудовании. Контроль над давлением необходим для обеспечения безопасности сотрудников и самого производственного процесса. При резком повышении данного показателя может произойти повреждение оборудования или даже взрыв, поэтому при повышении сотрудник принимает меры для понижения показателя. Чтобы манометры точно отображали данные, необходимо своевременно производить их поверку.
Требования к срокам поверки
Своевременность поверки заключается в соблюдении сроков проведения операции, которые устанавливаются производителем устройств. Большинство устройств поверяется ежегодно. Более современные модели могут поверяться реже, например, один раз в пятилетие. Срок можно уточнить в технической документации, которую производитель прилагает к каждому устройству. При этом дату последующей поверки необходимо вычислять именно по дате производства, а не по началу использования прибора. Даже если устройство не использовалось на протяжении всего периода с даты изготовления до срока поверки, по истечении периода потребуется произвести мероприятие.
Если манометр не новый, поверка вычисляется по штампу на корпусе или стекле. Данный штамп устанавливается после каждой поверки и содержит дату ее проведения. Если штамп не разборчив или затерт, дата уточняется по аналогичной отметке в техническом паспорте изделия.
Процедура совершения поверки
Поверка манометров – это установление точности отображения на шкале показаний давления в оборудовании. Данная процедура позволяет удостовериться в исправности и работоспособности устройства, чтобы его можно было в дальнейшем использовать на производстве. После получения результатов проверки манометра решается вопрос о его дальнейшем применении. Если прибор исправен, на него и в его техпаспорт ставится штамп с датой проведения проверочных мероприятий, и он может устанавливаться на производственную линию. Если устройство не исправно, штамп не проставляется и владельцу выдается заключение о невозможности дальнейшего применения. При обнаружении небольших погрешностей в замерах можно произвести калибровку устройства, чтобы в последствии поверить его и использовать на оборудовании.
Калибровка
Калибровка манометров – процедура не обязательная и ее выполнение не регламентируется контролирующими инстанциями, в отличие от совершения поверки. Мероприятие представляет собой сравнение выдаваемых прибором показателей с эталонными с последующей регулировкой механизмов. В случае успешно проведенной калибровки прибор поверяется и может применяться на производстве. После проведения регулировочных манипуляций на устройство выдается специальное заключение, где фиксируются особенности функционирования, например, калибруемый показатель или выдаваемая погрешность.
Поверку приборов может выполнять только лицензированная компания, которая поднадзорна контролирующей инстанции. Калибровку же может выполнять любая лицензированная метрологическая служба.
4males.ru
Поверка манометров – обязательный атрибут безопасности!

Поверка манометров выполняется каждый год. При этом устанавливается то, насколько рабочие параметры прибора соответствуют заявленным характеристикам. Для выполнения данной операции разработано множество методик, среди которых наибольшее распространение получили следующие:
- с помощью гидравлического пресса;
- с применением метрологического стенда;
- посредством калибратора.
Каждый из них имеет как сильные, так и слабые стороны. Для начала рассмотрим теоретическую базу, на основе которой осуществляется поверка манометров, а потом рассмотрим каждый из них по отдельности.
Теоретическая основа
В основе любой современной науки лежит сравнение, и метрология в этом плане – не исключение. Манометр – это устройство, которое измеряет давление. Согласно установленным правилам, поверка манометров должна выполняться каждый год. Например, в предыдущий раз эта операция делалась в первом квартале этого года, значит, в следующий раз она должна выполняться в период с января по март. Суть ее заключается в том, что сравниваются показания 2-х приборов: нашего измерителя
давления, который проверяется, и второго, особо точного. Если разница в значениях между ними несущественная, то прибор годен к дальнейшей эксплуатации. В противном случае он бракуется и работать с ним запрещено.

Пресс
В первом случае поверка манометра выполняется на специальном гидравлическом прессе. В его состав входит набор грузиков, 2 манометра и сам пресс. В процессе выполнения такой операции создается давление с помощью грузиков, оно передается на измерительные приборы. Например, устанавливается груз весом 1 килограмм, тогда оба прибора должны показать такое значение с учетом погрешности. То есть определенное отклонение допускается. В качестве среды здесь используется масло. Таким методом нельзя проверять кислородные манометры, во всех остальных случаях этот способ прекрасно себя зарекомендовал и достаточно часто используется.
Стенд
Следующая методика поверки манометров очень похожа на предыдущую. Тут также присутствуют два стрелочных прибора. Давление обеспечивается специальной помпой, потом сравниваются показания и на их основе делается вывод относительно пригодности или неработоспособности того или иного устройства. В качестве среды
используется воздух (то есть так можно поверять и кислородные приспособления).
Калибратор
Данный способ отличается от изложенного в предыдущем абзаце тем, что калибратор – это мобильное устройство. Поэтому так проверяют измерительные средства по месту. Генератор давления – все та же помпа, которая создает давление воздуха. А вот сравниваются показания манометра со специальным электронным измерителем с высоким классом точности.
Заключение
Поверка манометров – важная операция, которая позволяет не только обеспечить необходимый уровень качества технологических процессов, а и высокую их безопасность. Первый приведенный метод отличается простотой и надежностью, но не всегда применим. Вторым способом проверяется большинство манометров на сегодняшний день. Если же эту операцию можно сделать только по месту установки, то альтернативы третьему варианту попросту нет.
fb.ru