Люнет своими руками – Люнет для токарного станка своими руками
alexxlab | 29.11.2020 | 1 | Вопросы и ответы
Люнет для токарного станка своими руками
Здравствуйте, уважаемые самоделкины!Эта статья будет интересна всем, у кого в мастерской есть токарный станок. Как любителям, так и профессионалам. Автор канала “Make it Extreme”, часто сталкиваясь с необходимостью обработки больших деталей на токарном станке, решил изготовить для него люнет.

Это приспособление позволяет обрабатывать заготовки больших диаметров и длин с высокой точностью. При помощи него создается дополнительная опора для второго края заготовки, которую стандартной задней бабкой закрепить затруднительно.
У автора вот такой токарный станок, именно для него и будет делаться приспособление.

Инструменты.
1. Токарный станок.
2. Сверлильный станок.
3. Сварочный аппарат.
4. Плазменный резак.
5. Болгарка.
6. Торцовочная пила.
7. Мелочевка – молотки, сверла, и т.д.
Стальная пластина толщиной 25 мм.
Стальная полоса, лист.
Шпилька диаметром 12 мм.
Подшипники, болты, шайбы, гайки…
Краска.
Для начала, замеряет размеры направляющих.


Затем, из стальной пластины вырезает самую нижнюю часть основания, на котором и будет крепиться люнет.

Примеряет заготовку к направляющим, она будет находиться под ними.


В ее центре сверлит отверстие для зажима, начиная с малых диаметров сверел.
В роли зажима будет выступать болт, вставляет его в отверстие и зажимает гайками.
Теперь автор фиксирует головку болта при помощи сварки с одной стороны.
Затем переворачивает заготовку и проваривает вторую половинку головки болта.


Устанавливает под направляющие и надевает вторую часть, надевает шайбу и накручивает гайку.
Это – механизм фиксации положения люнета на направляющих. При отжатой гайке он легко двигается.

Закрутив гайку – положение фиксируется.

Размеры подошли, а так как верхняя часть была только прихвачена сваркой, проваривает швы.
Из такой же стальной пластины изготавливает последнюю, самую верхнюю часть основания. А для того, чтобы был доступ к зажимной гайке торцевым ключом, сверлит в ней отверстие коронкой.
Из листовой стали автор вырезал вот такие заготовки для корпуса люнета.

А вот и плазморез.

У заготовок корпуса срезает часть окружности, что бы они имели ровный край для установки на основание.
Зачищает срез болгаркой.


Сверлит отверстия для соединительных болтов.
Вставляет болт с надетой гайкой в просверленное отверстие, и накручивает удлиненную гайку.
Затем прикладывает вторую панель и фиксирует болтами.


Затягивает болты.
Готовит основание к сварке.
Шов получается – просто загляденье.
Устанавливает две панели на основание. Вот так они будут выглядеть вместе.
Приваривает раму корпуса к основанию.

Зачищает шов при помощи болгарки.


Обратите внимание на профиль основания.

Приступает к сборке корпусов регулируемых прижимов, их нужно будет три. Для них использует стальную полосу.

Удлиненные гайки вкладывает между полосами, зажимает струбциной.
Выкладывает еще две пары гаек, вставляет последнюю полосу.
Прихватывает сваркой точечно по всей длине, гайки не приваривает, только полосы между собой.
Убрав гайки, проваривает швы.

Разметив полученную прямоугольную профильную трубу, разрезает торцовочной пилой. Профиль трубы получился прямоугольный из-за формы гаек, шестигранник в квадрат не вписывается.
Из шпильки нарезает три заготовки.


Зажимает заготовку в патроне токарного станка и стачивает часть резьбы.


Нарезает новую резьбу сначала резцом, затем леркой.


Накручивает “барашек” (ручку – крутилку).

Вот так будут выглядеть прижимные механизмы в сборе.
Зажимает профиль в тисках, и сверлит отверстие для фиксирующего винта. Затем нарезает резьбу.
С торца профиля приварил квадрат, и просверлил отверстие для шпильки.

Расположив прижимы по местам на раме корпуса, приваривает их.
Установил на концы прижимов подшипники, проверяет схождение в центре и соосность патрону станка.
На гибочном станке из стальной полосы изготавливает остальные детали корпуса.
Нарезав кольцо на дуги, прилаживает их к раме. И проваривает швы.
После зачистки всех поверхностей – финишная покраска аэрозольной краской.


Все готово, можно проверять на заготовке из трубы. Между подшипником и трубой подкладывает очень тонкую пластинку, для того, что бы подшипник не раздавило.


После закручивания фиксирующего винта пластинку удаляет.

Тем же способом настраивает и остальные прижимы.
Все, можно обрабатывать!
Спасибо автору за прекрасное исполнение такого очень нужного приспособления!
Всем хороших идей и послушного инструмента!
[media=https://www.youtube.com/watch?v=zWeGc34fgNQ]
Источник Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
usamodelkina.ru
для дерево- и металлообрабатывающих токарных станков, подвижный и неподвижный, самодельный роликовый
Люнет — технологическая оснастка, предназначающаяся для поддержки длинных заготовок, длина которых превышает 12 диаметров, во время обработки. Устанавливается на токарные (металло- и деревообрабатывающие) и шлифовальные станки. Основное назначение приспособления — это дополнительная точка опоры, предотвращающая деформации от инструмента или собственного веса.
Виды люнетов
Люнеты имеют несколько типов исполнения и их можно классифицировать следующим образом:
- По способу размещения: подвижные, неподвижные;
- По типу применения: опорные, удерживающие;
- По типу зажимающих устройств: винтовые, механизированные;
- По типу опор: опоры скольжения (кулачки), опоры вращения (ролики).
Для чего нужен люнет на токарном станке? Во-первых, при обработке длинных цилиндрических деталей под действием сил резания происходит изгибание заготовки. А следовательно, не выдерживается заданный размер. Во-вторых, большое расстояние между опорами во время обработки вызывает вибрации, которые пагубно влияют и на инструмент, и на саму заготовку.
Заводские модели изготавливаются под определенный тип оборудования и должны соответствовать ГОСТ 21190–75 , 15760−79 и прочим.
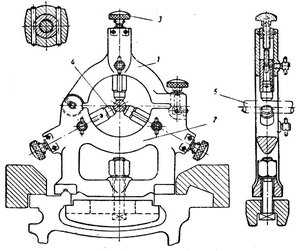
Из чего состоит
Неподвижный люнет жестко закрепляется на станине станка. Правильная ориентация относительно патрона организуется за счет установки на плоскую и призматическую направляющую станины, по которым перемещается задняя бабка.
Состав приспособления:
- основание;
- планка, прижимающая;
- винт, фиксирующий;
- крышка откидная;
- шарнир;
- болт откидной;
- гайка;
- опоры — 3 штуки;
- винтовые механизмы;
- головки.
Принцип работы следующий: установив люнет на станину, его необходимо закрепить на необходимом расстоянии от патрона. Для этого используется прижимающая планка, которая винтом подтягивается и упирается в нижнюю поверхность направляющих. После чего откидывается крышка и производится закрепление заготовки.
После фиксации обрабатываемой детали крышка закрывается. Надежное соединение обеспечивает гайка с откидным болтом. Токарь, вращая головки винтовых механизмов, перемещает опоры в сторону вала. Окончательное закрепление производится при вращающейся детали.
Стоит помнить, что при обработке валов из круглого проката, после ковки или штамповки, перед началом работ место соприкосновения опор с заготовкой необходимо предварительно проточить. Внешняя поверхность заготовки неровная и люнет не будет выполнять свою функцию. Но если производится чистовая обработка, то необходимость в проточке отпадает.
Перемещение опорных поверхностей производится не только вручную винтовой парой, но и с помощью приводных устройств. В большинстве случаев для этого используется гидропривод и гидроцилиндры. Усилие зажима регулируется давлением в гидросистеме.
Подвижный люнет назван так из-за того, что перемещается вместе с кареткой, на которой закреплен. Для этого изготовители предусмотрели два резьбовых отверстия. Он перемещается вместе с резцом в продольном направлении, поэтому обработка ступенчатых валов затруднена или производится с ограничением по длине обработки.
Установка токарного станка и люнета производится по отдельности. Применение подвижных приспособлений характерно для нарезания резьбы и финишного точения на большом расстоянии.
В состав конструкции входят те же элементы, что и в неподвижную, за исключением прижимающей планки и фиксирующего болта.
Достоинства и недостатки
При использовании люнетов среди положительных качеств отмечаются следующие:
- безопасность станочника;
- точность размеров изделия;
- снижение вибраций;
- предупреждение разрушения заготовки и инструмента;
- расширение диапазона размеров обрабатываемых деталей;
- простая конструкция;
- надежность.
Среди недостатков отмечается маленький ресурс работы элементов, непосредственно находящихся в контакте. Для снижения нагрузок опоры изготавливаются из чугуна или бронзы. Опоры качения, имеющие роликовую форму, более долговечны, но быстро разрушаются опорные подшипники, особенно если их подача механизирована.
Люнет своими руками
Многие домашние мастера имеют в своем хозяйстве токарные станки для обработки металла и древесины. И, сталкиваясь с проблемой точения длинных деталей, они задаются вопросом: как изготовить самодельный люнет?
Для начала необходимо найти в интернете и скачать чертеж на оригинальную конструкцию, предназначенную под используемый тип оборудования. Чтобы изготовить люнет для токарного станка своими руками, необходимо подобрать материал. Если для деревообрабатывающего станка с минимальными нагрузками достаточно будет древесины, то для металлорежущего токарного станка необходимы стальные заготовки.
Заводские модели производятся из чугуна и имеют значительную массу. Самодельные конструкции будут отличаться легкостью. Используется профильная труба или стальной лист достаточной толщины.
Из листа вырезается основание с внутренним отверстием, диаметр которого должен быть чуть больше обрабатываемых деталей. Прижимающие элементы изготавливаются из более толстостенного материала. Заменить винтовую пару для подачи опор можно сдвижными элементами. Но они должны иметь направляющие и надежный зажим болтом с гайкой.
В качестве вращающихся опорных элементов многие берут ролик от роликовых коньков или простые подшипники качения. После изготовления конструкции ее необходимо отцентрировать относительно оси обработки. Любое значительное смещение приведет к поломке конструкции.
Люнет для токарного станка по дереву может выполнять двойную функцию. Первая — это поддержка деревянной заготовки. Вторая — использование в качестве задней бабки. После того, как произведено наружное точение, убирается задняя бабка и конец фиксируется в люнете.
К торцу заготовки открывается свободный доступ и можно производить внутреннее растачивание.
Каким бы ни был люнет, он должен содержать три точки опоры, расположенные по кругу через 120°. Так обеспечивается необходимый зажим заготовки. После изготовления самодельной конструкции ее необходимо проверить.
Первоначально проверяют положения: перпендикулярность к станине и параллельность к патрону станка. Потом проводится динамическая проверка с вращающейся деталью. Сначала выставляются минимальные обороты, а затем постепенно скорость увеличивается до максимума.
Оцените статью: Поделитесь с друзьями!chebo.pro
Люнет для токарного станка: устройство и другие нюансы
Люнет – это дополнительное приспособление для станка, которое исполняет роль основной или второстепенной опоры при работе с заготовками. Часто устройство используют, чтобы придать устойчивости обрабатываемым деталям и избежать их повреждений или деформаций. Люнет для токарного станка бывает нескольких видов, каждый из которых по-своему влияет на обработку заготовок. В этой статье мы проанализируем все функциональные возможности данного приспособления, его преимущества и недостатки.
Статичный люнет и его строение
Статичное устройство устанавливается на станину при помощи нижнего зацепления. Основной задачей неподвижного люнета является поддерживание габаритных деталей во время работы с ними. Таким образом, удается избежать ненужных вибраций и повысить точность обработки заготовок. Статичный прибор имеет несколько ключевых элементов строения:
- основание;
- крышка на шарнирном креплении.
Для рабочей фиксации крышки в конструкции устройства имеется откидной болт со специальной головкой. В основании и на крышке люнета располагается три кулачка для фиксации. Посредством их регулировки оператор станка может подгонять прибор под размер обрабатываемых деталей. Для этого в конструкции прибора предусмотрены специальные болты.
Фиксаторы для люнетов изготовляют предпочтительно с чугуна. Чтобы избежать повреждения особо хрупких деталей кулачками прибора, на них устанавливают специальное защитное покрытие (как правило, бронзовое).
Некоторые производители создают люнеты сразу с защитным покрытием на кулачках. Но не только обрабатываемые детали страдают от фиксаторов устройства, но и сами кулачки изнашиваются в ходе работы. Именно поэтому их также создают на основе особо твердых сплавов.
Установка неподвижного люнета осуществляется в несколько этапов:
- Зафиксировать обрабатываемую деталь в центрах станка.
- Предварительно настраивают все три кулачка прибора.
- Шейку заготовки подтачивают в месте соприкосновения с кулачками люнета.
- Фиксируют заготовку для работы.
Стоит отметить, что не всегда требуется предварительная обточка шейки заготовки. Если деталь уже предварительно обработана или имеет фиксированные размеры, то обточку можно не делать.
Подвижный люнет и его строение
Данное устройство располагается на продольном суппорте станка. Благодаря такому расположению, мобильный люнет выполняет движения с той же траекторией, что и резец станка. Таким образом, уменьшается давление на деталь со стороны токарного резца. Подвижный тип прибора тоже имеет свою классификацию:
- По системе зажимов. Существуют роликовые и кулачковые системы фиксации. Крепление при помощи роликов обеспечивает удобное скольжение заготовки во время выполнения работ, в то время, когда кулачковые обеспечивают лучший контроль над положением детали.
- По специфике обработки. Для шлифовки, обточки или создания подшипников могут использоваться разные типы приборов.
- По типу настройки фиксаторов. В данных устройствах кулачки или ролики могут настраиваться вручную или при помощи гидравлического привода.
- По количеству фиксаторов. Большинство приборов производятся с тремя кулачками, но есть модели и с большим количеством фиксаторов.
Мобильный люнет прикрепляют к каретке суппорта и используют в тех случаях, когда есть необходимость произвести чистую обточку или сделать резьбу на длинных заготовках. Как и неподвижный люнет, благодаря настраиваемым кулачкам, имеет возможность фиксировать совершенно разные по диаметру детали.
Максимальный диаметр обрабатываемой заготовки зависит от модели устройства и находится в диапазоне от 20 до 250 мм. Ключевые элементы конструкции подвижного люнета:
- Откидная крышка.
- Заготовка для обработки.
- Колодки.
- Винты для установки.
- Корпус.
Перед началом работы на детали необходимо обточить зону, в которой она будет соприкасаться с фиксаторами люнета. Кулачки необходимо зажимать плавно и медленно для надежного и равномерного зажатия. При правильной фиксации заготовка будет оставаться неподвижной даже при очень серьезных нагрузках. После завершения работ кулачки постепенно отводятся или открывается крышка устройства.
Плюсы и минусы устройства
Правильно установленный люнет любого типа способен значительно повысить точность проводимых работ, целостность деталей, обезопасить и облегчить работу оператора. Устройство расширяет минимальные и максимальные параметры обрабатываемых заготовок, предоставляет дополнительные углы фиксации деталей. Прибор несложен в использовании и установке, надежен.
Мобильный люнет легче устанавливать, но неподвижный обеспечивает большую точность обработки. Перед началом работы особое внимание следует обратить на подгон кулачков и тщательно проверить фиксацию заготовки, что немного снижает интенсивность производства. Стоимость современных моделей данных приборов может несколько снизить область их применения.
Видео: люнеты для токарного станка.
Важные нюансы
Перед покупкой или применением этих устройств следует ознакомиться со следующими важными моментами:
- Обточку места соприкосновения детали с фиксаторами люнета можно проводить только в случае черновых работ. Если деталь имеет фиксированные размеры или ее поверхность уже была предварительно обработана, то не стоит проводить с ней предварительную обточку.
- Если оператор проводить чистовые работы, но есть необходимость надежно закрепить деталь, то можно использовать специальный валик-накладку цилиндрической формы. По диаметру он должен быть сходным с диаметром обрабатываемой заготовки в месте ее контакта с кулачками люнета. Одна часть накладки фиксируется в приборе, а другая в патроне станка.
- При работе с очень тонкими или длинными деталями не всегда есть возможность предварительно проточить шейку для установки в люнете. В этом случае рекомендуют делать несколько временных шеек с максимальным приближением к передней бабке.
- Резец станка желательно настроить с отрицательным углом. В противном случае он может отталкивать деталь от себя, вследствие чего будет снижаться точность обработки.
Основными производителями люнетов являются Jet (США), Днепропресс (Украина), Астраханский станкостроительный завод (Россия), Zmm (Болгария), Proxxon (Германия), SMTCL (Китай).
metmastanki.ru
для дерево- и металлообрабатывающих токарных станков, подвижный и неподвижный, самодельный роликовый
Люнет — технологическая оснастка, предназначающаяся для поддержки длинных заготовок, длина которых превышает 12 диаметров, во время обработки. Устанавливается на токарные (металло- и деревообрабатывающие) и шлифовальные станки. Основное назначение приспособления — это дополнительная точка опоры, предотвращающая деформации от инструмента или собственного веса.
Виды люнетов

Люнеты имеют несколько типов исполнения и их можно классифицировать следующим образом:
- По способу размещения: подвижные, неподвижные;
- По типу применения: опорные, удерживающие;
- По типу зажимающих устройств: винтовые, механизированные;
- По типу опор: опоры скольжения (кулачки), опоры вращения (ролики).
Для чего нужен люнет на токарном станке? Во-первых, при обработке длинных цилиндрических деталей под действием сил резания происходит изгибание заготовки. А следовательно, не выдерживается заданный размер. Во-вторых, большое расстояние между опорами во время обработки вызывает вибрации, которые пагубно влияют и на инструмент, и на саму заготовку.
Заводские модели изготавливаются под определенный тип оборудования и должны соответствовать ГОСТ 21190–75 , 15760−79 и прочим.
Из чего состоит
Неподвижный люнет жестко закрепляется на станине станка. Правильная ориентация относительно патрона организуется за счет установки на плоскую и призматическую направляющую станины, по которым перемещается задняя бабка.
Состав приспособления:
- основание;
- планка, прижимающая;
- винт, фиксирующий;
- крышка откидная;
- шарнир;
- болт откидной;
- гайка;
- опоры — 3 штуки;
- винтовые механизмы;
- головки.
Принцип работы следующий: установив люнет на станину, его необходимо закрепить на необходимом расстоянии от патрона. Для этого используется прижимающая планка, которая винтом подтягивается и упирается в нижнюю поверхность направляющих. После чего откидывается крышка и производится закрепление заготовки.
После фиксации обрабатываемой детали крышка закрывается. Надежное соединение обеспечивает гайка с откидным болтом. Токарь, вращая головки винтовых механизмов, перемещает опоры в сторону вала. Окончательное закрепление производится при вращающейся детали.
Стоит помнить, что при обработке валов из круглого проката, после ковки или штамповки, перед началом работ место соприкосновения опор с заготовкой необходимо предварительно проточить. Внешняя поверхность заготовки неровная и люнет не будет выполнять свою функцию. Но если производится чистовая обработка, то необходимость в проточке отпадает.
Перемещение опорных поверхностей производится не только вручную винтовой парой, но и с помощью приводных устройств. В большинстве случаев для этого используется гидропривод и гидроцилиндры. Усилие зажима регулируется давлением в гидросистеме.
Подвижный люнет назван так из-за того, что перемещается вместе с кареткой, на которой закреплен. Для этого изготовители предусмотрели два резьбовых отверстия. Он перемещается вместе с резцом в продольном направлении, поэтому обработка ступенчатых валов затруднена или производится с ограничением по длине обработки.
Установка токарного станка и люнета производится по отдельности. Применение подвижных приспособлений характерно для нарезания резьбы и финишного точения на большом расстоянии.
В состав конструкции входят те же элементы, что и в неподвижную, за исключением прижимающей планки и фиксирующего болта.
Достоинства и недостатки
При использовании люнетов среди положительных качеств отмечаются следующие:
- безопасность станочника;
- точность размеров изделия;
- снижение вибраций;
- предупреждение разрушения заготовки и инструмента;
- расширение диапазона размеров обрабатываемых деталей;
- простая конструкция;
- надежность.
Среди недостатков отмечается маленький ресурс работы элементов, непосредственно находящихся в контакте. Для снижения нагрузок опоры изготавливаются из чугуна или бронзы. Опоры качения, имеющие роликовую форму, более долговечны, но быстро разрушаются опорные подшипники, особенно если их подача механизирована.
Люнет своими руками
Многие домашние мастера имеют в своем хозяйстве токарные станки для обработки металла и древесины. И, сталкиваясь с проблемой точения длинных деталей, они задаются вопросом: как изготовить самодельный люнет?
Для начала необходимо найти в интернете и скачать чертеж на оригинальную конструкцию, предназначенную под используемый тип оборудования. Чтобы изготовить люнет для токарного станка своими руками, необходимо подобрать материал. Если для деревообрабатывающего станка с минимальными нагрузками достаточно будет древесины, то для металлорежущего токарного станка необходимы стальные заготовки.
Заводские модели производятся из чугуна и имеют значительную массу. Самодельные конструкции будут отличаться легкостью. Используется профильная труба или стальной лист достаточной толщины.
Из листа вырезается основание с внутренним отверстием, диаметр которого должен быть чуть больше обрабатываемых деталей. Прижимающие элементы изготавливаются из более толстостенного материала. Заменить винтовую пару для подачи опор можно сдвижными элементами. Но они должны иметь направляющие и надежный зажим болтом с гайкой.
В качестве вращающихся опорных элементов многие берут ролик от роликовых коньков или простые подшипники качения. После изготовления конструкции ее необходимо отцентрировать относительно оси обработки. Любое значительное смещение приведет к поломке конструкции.
Люнет для токарного станка по дереву может выполнять двойную функцию. Первая — это поддержка деревянной заготовки. Вторая — использование в качестве задней бабки. После того, как произведено наружное точение, убирается задняя бабка и конец фиксируется в люнете.
К торцу заготовки открывается свободный доступ и можно производить внутреннее растачивание.
Каким бы ни был люнет, он должен содержать три точки опоры, расположенные по кругу через 120°. Так обеспечивается необходимый зажим заготовки. После изготовления самодельной конструкции ее необходимо проверить.
Первоначально проверяют положения: перпендикулярность к станине и параллельность к патрону станка. Потом проводится динамическая проверка с вращающейся деталью. Сначала выставляются минимальные обороты, а затем постепенно скорость увеличивается до максимума.
obrabotkametalla.info
виды и строение, достоинства и недостатки, рекомендации
Люнет представляет собой дополнительное приспособление для станка. При работе с заготовками он играет роль основной или второстепенной опоры. Часто этим устройством пользуются, чтобы придать обрабатываемым деталям устойчивость и избежать их деформации и повреждения. Люнеты для токарного станка бывают разного вида: статичный и подвижный. Каждый влияет на обработку заготовок по-своему.
Строение статичного люнета
Главной задачей статичного люнета является поддерживание габаритных деталей при работе с ними. На станину неподвижное устройство устанавливают с помощью нижнего зацепления. Это устройство помогает повысить точность заготовки и избежать ненужных вибраций. У статичного прибора имеются несколько ключевых элементов:
- основание;
- крышка с шарнирным креплением.
 Конструкция устройства для рабочей фиксации оснащена откидным болтом со специальной головкой. На крышке люнета и в основании есть три кулачка, предназначенных для фиксации. Регулируя их, оператор имеет возможность подгонять прибор под размер детали, которая обрабатывается.
Конструкция устройства для рабочей фиксации оснащена откидным болтом со специальной головкой. На крышке люнета и в основании есть три кулачка, предназначенных для фиксации. Регулируя их, оператор имеет возможность подгонять прибор под размер детали, которая обрабатывается.
Фиксаторы для люнета изготавливают чаще всего из чугуна. Это помогает избежать повреждений хрупких деталей. На кулачках устанавливается специальное покрытие, которое служит защитой. Чаще всего такое защитное покрытие создают сами производители люнетов.
Однако, не только обрабатываемые детали могут пострадать от фиксаторов, но и сами кулачки в ходе работы изнашиваются. Поэтому их тоже производят на основе твердых сплавов.
Устанавливают статичные люнеты в несколько этапов:
- Фиксируют в центре станка обрабатываемую деталь.
- Настраивают предварительно три кулачка прибора.
- Подтачивают шейку заготовки в месте ее соприкосновения с кулачками.
- Фиксируют заготовку.
Следует отметить, что предварительная обточка шейки заготовки требуется не всегда. Обточку можно не производить, если предварительно деталь обработана и у нее фиксированные размеры.
Конструкция подвижного люнета
Подвижный люнет расположен на продольном суппорте станка. Такое положение позволяет ему выполнять движения траекторией, аналогичной движению резца станка. Благодаря этому уменьшается давление, производимое на деталь со стороны токарного резца. У подвижного типа прибора также есть своя классификация:
 по системе зажимов различают кулачковые и роликовые системы фиксации. При помощи кулачкового крепления обеспечивается лучший контроль над положением детали, роликовое крепление помогает удобно скользить заготовке при выполнении работы;
по системе зажимов различают кулачковые и роликовые системы фиксации. При помощи кулачкового крепления обеспечивается лучший контроль над положением детали, роликовое крепление помогает удобно скользить заготовке при выполнении работы;- по специфике обработки: разные типы приборов используют для обточки, шлифовки, и создания подшипников;
- по количеству фиксаторов: в основном такие приборы производят с тремя кулачками, однако, есть модели, у которых количество фиксаторов больше;
- по типу настройки фиксаторов:. кулачки или ролики в данных устройствах могут настраиваться при помощи гидравлического прибора или вручную.
 по системе зажимов различают кулачковые и роликовые системы фиксации. При помощи кулачкового крепления обеспечивается лучший контроль над положением детали, роликовое крепление помогает удобно скользить заготовке при выполнении работы;
по системе зажимов различают кулачковые и роликовые системы фиксации. При помощи кулачкового крепления обеспечивается лучший контроль над положением детали, роликовое крепление помогает удобно скользить заготовке при выполнении работы;Мобильный люнет крепится к каретке суппорта. Его используют при необходимости сделать резьбу на кулачках или произвести чистую обточку. Благодаря настраиваемым кулачкам мобильный люнет, как и неподвижный, может фиксировать абсолютно разные по диаметру детали.
Наибольший диаметр обрабатываемой заготовки находится в диапазоне от 20 до 250 мм и зависит от модели устройства. Основные элементы конструкции подвижного люнета:
- крышка откидная;
- заготовка для обработки;
- корпус;
- колодки;
- заготовка для обработки.
 крышка откидная;
крышка откидная;Перед тем как начать работу необходимо обточить зону на детали, в которой она будет касаться фиксатора. Кулачки следует зажимать медленно и плавно для размерного и надежного зажатия. Если фиксация произведена правильно, заготовка останется неподвижной даже при сильных нагрузках. Закончив работу, кулачки постепенно отводят и открывают крышку устройства.
Достоинства и недостатки устройства
Правильно установленный люнет значительно повышает точность производимой работы, обеспечивает целостность детали, облегчает работу оператора и обеспечивает безопасность. Устройство расширяет максимальные и минимальные параметры обрабатываемых заготовок, а также предоставляет дополнительные углы крепления деталей. Прибор надежен и несложен в использовании.
Мобильный люнет устанавливается легче, в то же время неподвижный обеспечивает большую точность. Начинать работу необходимо с тщательной проверки фиксации заготовки. Следует обратить внимание на подгон кулачков.
Рекомендации по использованию
Перед тем как купить или применить устройство, необходимо ознакомится с важными моментами:
- место соприкосновения фиксатора с деталью обтачивают только при черновой работе. Если у заготовки фиксированный размер или поверхность ее уже обработана, предварительную обточку проводить не надо;
- в случае чистовой работы и необходимости надежного крепления детали, можно воспользоваться специальным валиком — накладкой цилиндрической формы. Он должен быть таким же диаметром, как диаметр обрабатываемой заготовки в месте, где она соединяется с кулачками. Одну часть накладки фиксируют в приборе, другую — в патроне станка;
- работая с длинными и тонкими деталями, не всегда имеется возможность проточить предварительно шейку. В таких случаях следует делать несколько временных шеек, с наибольшим приближением к передней бабке;
- резец станка лучше настроить с отрицательным углом, в ином случае он может отталкивать от себя деталь. Вследствие этого точность обработки снизится.
tokar.guru
Самодельный Люнет Для Токарного Станка
токарный станок
самодельный люнет
люнет неподвижный
приспособления
своими руками
токарный иж1и611п
металлообработка
самодельный неподвижный люнет
люнет иж 1и611п видео
ленет на иж1и611п своими руками
самодельный люнет для токарного станка
изготовление люнета иж 1и611 своими руками
люнет делаем сами
иж1и611п работа с люнетом
оснастка для токарных станков
иж1и611п оснастка
подвижный люнет
обработка в люнете
точим с люнетом
токарный люнет
работа с люнетом
токарное приспособление
люнет самодельный
приспособа токарна
люнет саморобний
саморобний люнет
приспособление токарное
самодельный16к20
неподвижный люнет
Отрезание резцом на токарном станке тв 4 тв 6
плоскошлифовальный
обработка торцов
токарная работа с люнетом
как сделать люнет
токарный станок 1к62
как фрезеровать на токарном станке
фрезеровка на такарном
токарный станок тв 4
люнет своими руками
фрезерная приставка
фрезерная приставка для токарного станка
Своими руками
токарный станое
fitweb.me