Медная проволока завод – Производители медной проволоки в России – заводы, фабрики и оптовые поставщики
alexxlab | 16.12.2018 | 0 | Вопросы и ответы
Производство медной проволоки. Проволока медная круглая электротехническая 1 2мм. Диаметр медной проволоки. Медная проволока

Производство медной проволоки
Сегодня медная проволока широко применяется в энергетике, электротехнике, автомобильной промышленности, станкостроении и во многих других отраслях. Производство медной проволоки осуществляется на специализированных металлургических комбинатах.
Наиболее распространенным способом изготовления является волочение. Данная технология заключается в холодной деформации заготовки путем протягивания ее через отверстие требуемого размера. Например, данным методом изготавливается проволока медная 2 мм диаметром.
Медь достаточно пластична и легко поддается холодной деформации. Возможность получить постоянный диаметр без каверн и других дефектов особенно важна в производстве такого изделия, как проволока медная электротехническая. Для производства данного вида цветного проката применяются специальные установки – волочильные станы.
Основной рабочей деталью данных станков являются волоки, изготовленные из инструментальной стали повышенной прочности. Волоки имеют одно или несколько отверстий, называемых волочильными глазками. От величины рабочего отверстия зависит диаметр медной проволоки.
На первом этапе из катанки формируют толстую проволоку, если требуется тонкая медная проволока, то заготовку пропускают через несколько постепенно уменьшающихся в диаметре отверстий. Благодаря данной технологии изготавливается проволока медная 0.2 мм с высокой точностью.
Для уменьшения трения между заготовкой и стальной матрицей применяются различные защитные смазки, это позволяет получать качественную поверхность без задиров. Повышение температуры ведет к ухудшению качества изделия, поэтому волоки и заготовки постоянно охлаждаются водой, потоком воздуха или специальными составами. Например, так изготавливается проволока медная круглая электротехническая, к которой предъявляются повышенные требования.
Волочение является высокопроизводительным процессом – изготавливается ли медная проволока 0,5 мм диаметром или любой другой толщины – отходов не остается. Кроме изменения линейных размеров, процесс холодной деформации оказывает воздействие на механические параметры и внутреннюю структуру обрабатываемой детали.
Далее она подвергается дополнительной обработке для придания требуемых свойств. Например, в результате отжига получается медная мягкая проволока. Для электротехнических нужд медная проволока может подвергаться лужению или другим способам обработки.
Готовая продукция складируется или отправляется заказчику. Проволока медная 1 мм и меньшего диаметра поставляется на катушках. Если диаметр изделия больше, то его скручивают в бухты. По предварительной договоренности возможны различные варианты упаковки.
vmkmet.ru
Производство медной проволоки из вторсырья
Автор:Далее вас ждет фотоотчет о достаточно интересном способе изготовления медной проволоки из вторсырья.




























fishki.net
Медная проволока ММ | «Медник Консалтинг»
Медь считается по праву одним из самых ценных и широко используемых человеком металлов. Обеспечивает высокую проводимость электрического тока и тепловой энергии. По проводимости электрического тока и тепловой энергии уступает пальму первенства только серебру. Подходящий материал для проведения работ любого уровня сложности. Широко применяется в промышленном производстве. Один из лучших проводников электрического тока. Материал отличается высоким уровнем пластичности. Специалисты отмечают доступную цену и высокие эксплуатационные характеристики.
Медную проволоку можно с лёгкостью гнуть и резать. Использовать для производства электрической техники и приборов. Материал обладает высоким уровнем устойчивости к коррозии. Способен выдерживать высокие температуры. Активно применяется в быту и на различных производствах. Устойчива к воздействию высокой влажности и образованию на своей поверхности коррозии. Не содержит вредных для человека веществ. Длительный срок использования делает медную проволоку одним из самых распространённых материалов.
Где может использоваться медная проволока?
Представлено несколько марок материала. Отличаются между собой индивидуальные технологическими параметрами, составом и стоимостью. Традиционно в зависимости от уровня твёрдости делится на твердую и мягкую. Может применяться для создания электротехнической продукции. Создаются контактные провода, кабеля, провода, проволока для заклепок и разнообразные декоративные элементы.
Используется для изготовления мелких фиксирующих элементов, шпилек и фурнитуры. Нашла своё применение в судостроении и телекоммуникации. Применяют при создании трансформаторов и электродвигателей различной мощности. Материал обладает высоким уровнем пластичности. Прост и легок в использовании. Отличается высоким уровнем сопротивления и прочности. Рассчитана на продолжительную эксплуатацию. Может применяться в различного рода сплавах. Способна выдерживать продолжительное время критические температуры.
Преимущества:
- Длительный срок службы.
- Доступная стоимость.
- Устойчивость к коррозии.
- Широкая область для использования.
- Небольшой вес.
Особенности производства медной проволоки
Производство медной проволоки требует использования специального оборудования и качественного сырья. Преимущественно для создания используются сплавы М1 и М2. Намного реже М3. Различаются между собой химическим составом. Для отбора сырья обязательно выполняется отбор проб.
В качестве основного способа производства используется метод волочения. Заготовка протягивается на специальном оборудовании через отверстия различного диаметра. Выполняется холодная деформация заготовки. Можно создавать изделия различного диаметра.
Металл отличается высоким уровнем пластичности. Поддается холодной деформации. Особое внимание наша компания в процессе производства обращает внимание на его качественную составляющую. Происходит создания изделия без дефектов поверхности. Используются современные установки, обеспечивающие высокий уровень производительности. Оборудование проходит регулярное обслуживание, что даёт возможность для создания проволоки высокого качества в любом необходимом для клиента количестве. Выделяют следующие основные этапы производства:
1.Формирование заготовки с использованием медной катанки. С целью получения изделия небольшого диаметра выполняется пропускание заготовки через соответствующее оборудование. Технология даёт возможность получать диаметры с высокой точностью. В процессе производства обязательно применяются специальные смазки. Снижают уровень трения между заготовкой и стальными элементами оборудования. Обязательно выполняется охлаждение материала в процессе обработки. Для охлаждения может использоваться вода или воздух. Не стоит забывать, что повышение температуры от оптимальных величин отрицательно сказывается на качестве продукции.
2.На втором этапе медная проволока подвергается дальнейшей обработке. Нужно отметить, что производство является безотходным. Для создания продукции применяется весь материал полностью. Электротехнические виды проволоки подвергают лужению. Для придания дополнительной мягкости применяется обжиг материала.
В последующем готовый материал с диаметром меньше 1 мм помещается в катушки, а что выше в бухты.
Как купить медную проволоку?
Наша компания занимается производством медной проволоки. Применяется оригинальная технология и сырье высокого качества. Наши клиенты могут сделать заказ на любое количество материала. Предлагаем доступные цены и оперативное выполнение заказа. Оформить заявку можно по телефонам или электронной почте. Наши специалисты находятся на связи. Готовы ответить на интересующие покупателя вопросы. На сайте размещается полезная для покупателя информация.
Мы предлагаем:
- Доступные цены.
- Высокое качество от производителя.
- Выполнение заказа в кратчайшие сроки.
- Индивидуальный подход.
- Различные способы оплаты.
Мы открыты для взаимовыгодного сотрудничества и новых предложений. Предлагаем гибкие условия оплаты для постоянных заказчиков и при больших объёмах поставки продукции. Готовы рассматривать любые предложения.
mednic.ru
Медная катанка – как осуществляется производство + Фото, видео
Медная катанка, которая производится по ГОСТ 2010 года Р 53803, является незаменимым сырьем для изготовления разнообразных электротехнических и кабельно-проводниковых изделий.
1 Технологии выпуска катанки из меди
Традиционное производство проволоки предполагает использование методики волочения исходного сырья (медных катодов) через прокатные станы (представлены на фото), имеющие такую конструкцию, которая дает возможность при нагреве эффективно обжимать получаемые изделия со всех сторон. Такие станы оснащаются особыми механизмами под названием моталки. Они сразу же “собирают” катанку в кольца, а затем отправляют ее на участок охлаждения готового материала.
Охлаждение катанки производится либо ускоренными темпами – в этом случае применяются специальные вентиляторы, либо естественным способом – на открытом воздухе. В последние годы производство медной проволоки стало более эффективным и инновационным за счет использования современных линий непрерывного литья и прокатки (сокращенно – НЛП).

Рекомендуем ознакомиться
На них устанавливается в основном зарубежное оборудование:
- итальянское фирмы Проперци;
- немецкое СМС-Майер;
- английское Раутомед;
- американское Саутвайер;
- финское Оутокумпу.
Кроме того, на ряде НЛП монтируется и более дешевое китайское оборудование, которое позволяет снизить себестоимость выпускаемой продукции.
Именно на непрерывных линиях (смотрите фото таких агрегатов) в наши дни выпускается большая часть всего объема катанки, в том числе и проволоки самых популярных размеров 8, 6, 10 мм, которая идет на производство коллекторных проводов, кабельных изделий, шиноприводов, проводов для троллейбусных линий и так далее. За счет высокой технологичности оборудования НЛП готовые изделия обретают следующие важные для катанки свойства:
- высокая прочность в комбинации с высокой отличной пластичностью;
- малый показатель температурного сопротивления, обуславливающий постоянство механических свойств проволоки при разных температурах, в которых она эксплуатируется;
- небольшой показатель электросопротивления;
- простота обработки;
- длительный эксплуатационный потенциал изделий из катанки популярных диаметров (8 мм и других).
2 Особенности технологии непрерывного литья и прокатки
Производство медной проволоки, как было сказано, осуществляется из катодов по ГОСТ 546–2001 – МОК и МООК, а также из меди электротехнического назначения (ГОСТ 859) МО, МОО, МОБ и МООБ. В нашей стране такое сырье выпускается далее указанными предприятиями:
- УГМК – Уральский горно-металлургический комбинат – на нем, кстати, производится и непосредственно медная катанка;
- Норильский ГМК – самый крупный комбинат, производящий за год порядка полумиллиона тонн медных катодов;
- Новгородский и Кыштымский заводы, входящие в структуру Русской медной компании.
Более 60 процентов катодов, которые изготавливаются этими комбинатами, идут на производство медной проволоки для предприятий электротехнической отрасли. Примечательно, что катоды отечественных компаний сертифицируются по международным стандартам. Это дает возможность реализовывать их на международном рынке цветных металлов по конкурентным ценам.
На некоторых линиях НЛП, о которых мы говорим, применяются специальные газовые печи шахтной конструкции (некоторые особенности этих агрегатов хорошо видны на фото). Их достоинство заключается в том, что при выплавке медного сырья к основным материалам (“чистым”) допускается добавлять до трети отходов изделий кабельной промышленности. Подобная возможность снижает (и весьма существенно) себестоимость готовой продукции.
Качество изготовленной на непрерывных линиях катанки из меди определяется качеством катодов. И готовая продукция, и сырье должно иметь, согласно ГОСТ Р 53803, очень высокие характеристики по той причине, что часть изделий и материалов реализуется за границу. Поэтому, кстати сказать, указанный ГОСТ, принятый в 2010 году, по своим положениям полностью аналогичен строгим стандартам мирового рынка (DIN, ASTM, BS).
Готовая катанка бывает трех марок – КМб, КМ, КМор. Каждая из этих марок, кроме того, подразделяется на три класса (А, В и С). Проволока А-класса обычно выпускается из катодов МОК и МООК, что дает возможность производителям изготавливать продукцию (например, катанку 6 и 8 мм) с минимальным содержанием кислорода. Она пользуется популярностью из-за своей высокой пластичности.
При производстве медной проволоки других классов могут использоваться смеси МОК, МООК с М1К (до 25 %). Из подобного сырья получается катанка с относительным удлинением более 30 %. А для изделий класса А данный показатель должен составлять 35 и более процентов. Отдельно отметим, что проволока сечением 8 мм (ее вы видите на фото) обязана не иметь изъянов литья и не разрушаться при проведении специальной проверки, предполагающей ее десятикратное скручивание и раскручивание.
3 Частные случаи применения катанки из медных катодов
Проволока 8 мм используется для производства электропроводников и других изделий по методике много- и однониточного волочения. Отклонение диаметра готовой катанки не может быть более 0,3 мм, кислорода в ней содержится 210±20 ppm. Поставляется она, как правило, в бунтах, которые упаковываются в оболочку из полиэтилена, а затем размещаются на поддонах из дерева.

Для выпуска автопроводов и кабелей связи применяется катанка сечением от 0,15 до 0,4 мм. Указанные изделия изготавливают на многоходовых волочильных агрегатах, оснащенных специальным экструзионным и крутильным оборудованием. К проволоке малых диаметров предъявляют достаточно высокие требования в части их пластичности и прочности. Производственный опыт показывает, что линии НЛП любой комплектации обеспечивают выполнение этих требований.
Проволока сечением от 14 до 22 мм используется для выпуска проводов под маркировкой МФ (100, 80, 120) и коллекторных прямоугольных форм. К катанке, идущей на их производство, выдвигаются два требования. Во-первых, они должны быть износостойкими, во-вторых, иметь высокие прочностные характеристики. Этими свойствами обладает проволока С-класса и изделия, которые дополнительно легируются серебром, оловом, кадмием, некоторыми иными добавками.

Также катанка С-класса (а иногда и В) идеально годится для выпуска разнообразных кабелей с сечением проволоки 0,5 и более миллиметров. Например, при изготовлении кабелей, которые эксплуатируются предприятиями нефтяной промышленности.
4 Производство катанки из меди в отражательных печах
Сейчас в России начала развиваться технология изготовления проволоки в печах отражательного типа посредством плавки в них отходов от медных изделий. Пока что эта методика используется не очень активно, по ней производится не более 4–5 процентов от всей катанки, выпускаемой в РФ. Но перспективы у технологии, как говорят эксперты, имеются.
В качестве сырья для производства проволоки в отражательных печах используется медный лом не ниже третьего класса. Его обязательно требуется проверять на соответствие необходимому химсоставу, так как многие отходы медной продукции содержат чересчур много свинца и других нежелательных примесей. Именно по этой причине не рекомендуется применять отходы проволоки КМор.
Использование лома обеспечивает снижение расходов на производственный процесс (следовательно, гарантирует и уменьшение стоимости готовой продукции). При этом методика имеет ряд недостатков:
- Отражательные печи должны функционировать по циклическому принципу. Схема их работы следующая: загрузка сырья – 8 часов, процесс его окисления – 8 часов, восстановительная операция, рафинирование жидкой меди и ее разливка – еще 8 часов. Любому видно, что печь эффективно работает лишь треть времени от всего цикла, что неприемлемо для многих предприятий.
- Большой расход газовых смесей, требуемых для ведения процесса в отражательных устройствах, а также необходимость постоянного (и весьма строгого) контроля над степенью расплавления сырья во избежание затвердевших медных “комков”.
- Качество катанки, полученной из медного лома, хуже, нежели изделий марок КМб и КМ. Она не подлежит сертификации по международным стандартам.
- Дополнительные затраты на построение специальных комплексов, очищающих отходящие газы, и упорных дымоходов.

Надеемся, что наша статья, а также фото- и видеоматериалы к ней позволили вам создать максимально полную картину о современной ситуации в сфере производства медной проволоки.
tutmet.ru
Этапы производства медной проволоки (41 фото) » Триникси
Давайте совершим с вами увлекательную фотопрогулку по Новгородскому металлургическому заводу, где при помощи передовых технологий осуществляется переработка вторичного медьсодержащего сырья для производства медной проволоки.
Медную проволоку на «Новгородском металлургическом заводе» производят вторичного медьсодержащего сырья.
Процесс очень красивый и громкий. Сначала на завод привозят медный лом.

Лом любой, всё что содержит хоть сколько меди, привозят на переработку.

Этот лом, загружают вот в такую «пушку» и начинают нагревать, чтобы получился «бульон» из расплавленной меди.
Практически все инородные примеси выгорают.

Для создания сверхвысоких температур, в эту пушку, специальным «шприцем» впрыскивают кислород под давлением.

Температура повышается «бульон» начинает вариться.

Вид «пушки» сзади.

Включаются вытяжки и весь этот механизм, начинает вращаться.

Процесс сепарирования. Очень необычно, когда находишься рядом.

После разделения медного мусора на фракции, часть которая содержит медь,
вот такой машиной отправляют на очередную переплавку.

Находится рядом очень тяжело и жарко.

Поставил «горшок» в печь.

С обратной стороны печи. Это уже медь, но она содержит еще очень много примесей.

Расплавленный металл попадает на карусель, где разливается в формы.


При съёмке этих кадров у меня сгорел штатив =)

Пока карусель прокручивается на один оборот, медный сплав успевает застыть.

Один из цехов.

Застывшие заготовки, манипулятор помещает в ванну с водой для охлаждения.

Когда заготовка близко к воде, вода начинает закипать.


После всех этих процессов, получаются вот такие заготовки. Как видим, примесей еще много.

Из заготовок формируют блоки и отправляют в цех где находятся огромные электролизные ванны.

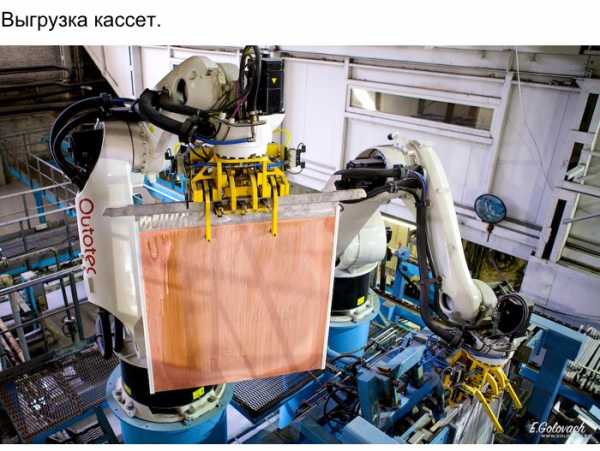
Технологические краны позволяют организовать кассетную загрузку электродов в автоматическом режиме.
Для обработки электродов установлены три автоматизированные линии: машина подготовки анодов,
машина сдирки и машина промывки анодных остатков.


Процесс электролиза ведётся при постоянной циркуляции электролита в электролизных ванных,
в связи с этим в цехе создана система подготовки электролита, приготовления и дозирования реагентов, фильтрации растворов.

После выгрузки ванны очищаются от донного шлама, из которого затем извлекаются золото, серебро, селен, теллур.

Выгрузка кассет.
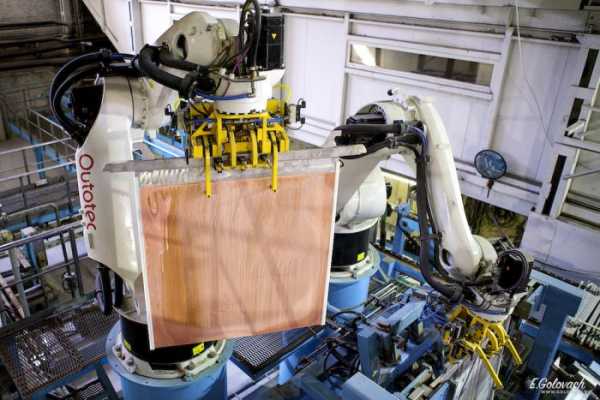
После ванн, пластины с чистой медью, сортируют и укладывают в брикеты –
роботы манипуляторы в полностью автоматическом режиме для того, чтобы опять отправить на переплавку!

Готовое сырьё.

В этом цеху, уже чистую медь превращают в жидкое состояние для вытяжки из неё проволоки.


Процесс очень красивый.

Поддерживающая газовая горелка.



Из расплавленного состава, получается вот такая заготовка, которой нужно придать определённую форму.
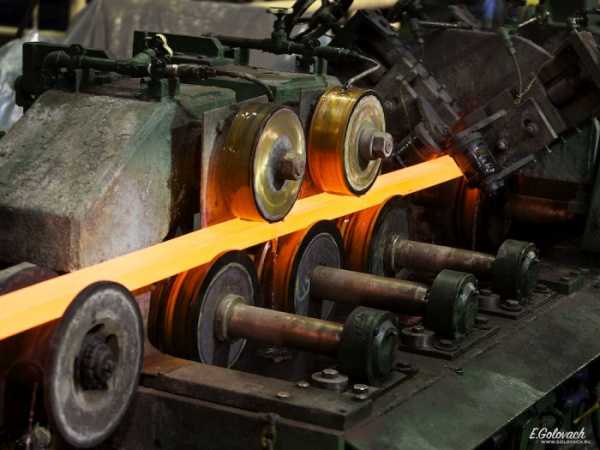
Прокатка.

Срезают всё лишнее.

Охлаждают до определенной температуры и

опять нагревают, но уже вытягивая проволоку нужного диаметра.

Отсюда
trinixy.ru
Медная проволока – Свердловский металлургический завод
По вопросам цены и наличия обращайтесь по телефонам:
Екатеринбург: +7 (343) 328-01-30
Каменск-Уральский: +7 (3439) 389-377
| Проволока медная | Марка сплава | Стандарт | Диаметр, мм |
|---|---|---|---|
| Для заклепок | М1, М2 | ТУ 48-21-456-75 | 1.0-10.7 |
| Из бескислородной меди для электровакуумной промышленности. | М0б | ТУ 48-21-158-72 | 3.5; 4.2 |
| Круглая электротехническая | М1 | ТУ 16.705.492-2005 | 0.1-8.0 |
| Прямоугольного сечения | М1 (ПММ, ПМТ) | ГОСТ 434-78 | 0.8-8.0 |
| Сварочная круглая | М1 | ГОСТ 16130-90 | 1.2-8.0 |
Производство медной проволоки требует большого профессионализма и опыта, чем и обладают сотрудники нашей компании. Данное изделие металлопроката считается самым маленьким, если смотреть по соотношению поперечного сечения ко всей длине. Несмотря на такие размеры, медная проволока, которую можно купить в Екатеринбурге в нашей компании, активно используется в судостроительной, электротехнической, автомобильной и электроэнергетической промышленности.
Преимущества медной проволоки:
- Отличный проводник электроэнергии.
- Антикоррозийные свойства, которые образуются за счет защитной оксидной пленки.
- Устойчивость к перепадам температуры.
- Теплопроводность.
- Пластичность.
- Влагоустойчивость.
Электросопротивление медной проволоки при t=20°C для следующих марок не должно превышать:
- ПММ – 0,01724 Ом мм2;
- ПМТ диаметром менее 2,44 мм – 0,01780 Ом мм2;
- ПМТ диаметром больше 2,44 мм – 0,01770 Ом мм2.
Купить медную проволоку можно в нашей компании, которая и является ее изготовителем. Используем в производстве сплавы меди М1 и М2, которые отличаются минимальным содержанием примесей. Кроме того, проволока, которая была изготовлена на нашем заводе, соответствует установленным стандартам ТУ16-705.492-2005. В ассортименте есть мягкая (ПММ) и твердая (ПМТ) медная проволока, которая отличается по цене и физическим характеристикам.
Назад к разделу “Медный прокат”
www.smzural.ru
Проволока медная

Назначение и описание
Проволока медная круглая электротехническая предназначена для изготовления проводов и кабелей.
Проволока выпускается на линии грубого волочения MSM-85 фирмы «Niehoff» (Германия)*.
Проволока производится марок ММ (медная мягкая) и МТ (медная твердая) производится по ТУ 16-705.492-2005.
|
Наименование параметров |
Номинальный диаметр проволоки, мм |
||||
|
1,15-2,44 |
1,15-3,0 |
2,44-4,5 |
3,0-4,5 |
||
|
Удельное электрическое сопротивление, Омхмх10-6, не более: |
|||||
|
Марка проволоки ММ |
0,01724 |
0,01724 |
|||
|
Относительное удлинение, %, не менее: |
|||||
|
Марка проволоки ММ |
|||||
|
Временное сопротивление, МПа (кгс/мм2), не менее: |
|||||
|
Марка проволоки ММ |
|
|
|||
Упаковка
Предусмотрен прием проволоки на шпулер и койлер с получением бунтов следующих размеров:
| Наименование параметров | Вид упаковки | ||
|
Бухта проволоки, полученная на шпулере и упакованная в стретч-пленку |
Бухта проволоки, полученная на койлере и упакованная в картонную коробку |
Бухта проволоки, полученная на койлере и упакованная в стальную корзину, являющуюся оборотной тарой |
|
| Высота, мм | 600 | 1200 | 1530 |
| Внешний диаметр, мм | 1000 | 1050 | 1060 |
| Внутренний диаметр, мм | 500 | 610 | 600 |
| Максимальный вес бунта, кг | 2000 | 2400 | 2000-2500 |
| Упаковка |
Бухта обвязана пластиковыми лентами и прикреплена ими к деревянному поддону (1040х1040 мм), обмотана стретч-пленкой |
Коробка прикреплена пластиковыми лентами к деревянному поддону (1040х1040 мм), обмотана стретч-пленкой. Бухта внутри коробки может быть фиксирована пластиковыми лентами |
Стальная корзина обмотана стретч-пленкой |
По вопросам приобретения продукции:
- Ведущий экономист отдела сбыта ООО «УГМК-Холдинг» Чебан Жанна Юрьевна +7(34368)9-63-64
www.ugmk.com