Метрический конус – Неизвестный Конус Морзе… Историческая справка. – Фотографии станков
alexxlab | 11.03.2020 | 0 | Вопросы и ответы
Неизвестный Конус Морзе… Историческая справка. – Фотографии станков
Неизвестный Конус Морзе…
Рабочая жизнь любого, уважающего себя, станочника, профессионала или любителя, сопровождается частым поиском, подбором, применением, заменой, а иногда и изготовлением оснастки и инструмента с необычной, для простого обывателя, хвостовой частью, сходящейся на конус. Конечно же, все (которые в курсеJ) сразу узнали КОНУС МОРЗЕ.
Техническая сторона вопроса.
Согласно Википедии “…Конус Морзе подразделяется на восемь размеров, от КМ0 до КМ7 (англ. MT0-MT7, нем. MK0-MK7). Конусность от 1:19,002 до 1:20,047 (угол от 1°25’43″ до 1°30’26″) в зависимости от типоразмера.
Стандарты на конус Морзе: ISO 296, DIN 228, Российский стандарт ГОСТ 25557-2006 (Конусы инструментальные. Основные размеры.). В российском стандарте конус КМ7 к применению не рекомендован, вместо него применяется несовместимый метрический конус № 80. Конусы изготовленные по дюймовым и метрическим стандартам взаимозаменяемы во всем, кроме резьбы хвостовика.
Существует несколько исполнений хвостовика конуса: с лапкой, с резьбой, без оных. Инструмент с лапкой фиксируется в шпинделе заклиниванием этой лапки, для чего в рукаве шпинделя есть соответствующий паз. Инструмент с резьбой фиксируется в шпинделе штоком (штревелем), вворачивающимся в торец конуса. Лапка предназначена для облегчения выбивания конуса из шпинделя и предотвращения проворачивания. Резьбовые конусы гарантируют невыпадение инструмента и облегчают извлечение заклинившего конуса. Некоторые конуса снабжаются системой отверстий и канавок для подачи охлаждающей жидкости (СОЖ).
Метрический конус
Впоследствии понадобилось расширить диапазон размеров конусов Морзе как в большую так и в меньшую сторону. При этом для новых типоразмеров конуса выбрали конусность ровно 1:20 (угол 1°25’56″) и назвали их метрическими конусами
(англ. Metric Taper). Типоразмер метрических конусов указывается по наибольшему диаметру конуса в миллиметрах. ГОСТ 25557-2006 определяет маленькие метрические конуса № 4 и № 6 (англ. ME4, ME6) и большие метрические конуса № 80, 100, 120, 160, 200 (англ. ME80-ME200). Конструктивных различий между конусом Морзе и метрическим нет.
Укороченные конуса Морзе
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому придумали девять размеров укороченных конусов Морзе (B7, B10, B12, B16, B18, B22, B24, B32, B45), полученные удалением более толстой части конуса. Цифра в обозначении короткого конуса — диаметр толстой части конуса в мм. Российский стандарт на укороченные конуса ГОСТ 9953-82.
B7 — укороченный до 14 мм КМ0.
B10, B12 — укороченный до 18 и 22 мм соответственно КМ1.
B16, B18 — укороченный до 29 и 37 мм соответственно КМ2.
B22, B24 — укороченный до 45 и 55 мм соответственно КМ3.
B32 — укороченный до 57 мм КМ4.
B45 — укороченный до 71 мм КМ5
… и т.д.”
Полную статью приводить не буду, а основное изложено выше.
Историческая сторона вопроса.
Но самое интересное (ИМХО), это сама история возникновения сверла с коническим хвостовиком, и, неразрывно связанная с этим, история человека, его придумавшего. А история эта мутная, но с белыми пятнами :).
Кто такой этот Морзе удалось найти не сразу. Русскоязычные сайты, включая Википедию дали очень скупую информацию. А ведь речь идёт о человеке, имя которого, стало именем нарицательным для многих поколений станочников и не только в бывшем СССР. Как оказалось, этот человек сначала изобрёл (и запатентовал) спиральное сверло, каким мы его знаем сейчас, в 1863 году. А уже позже разработал очень удобную и хитроумную систему крепления и одновременного центрирования режущего инструмента, собственно конус. Но, обо всём по порядку.
Официальная история.
Стивен А. Морзе разработал идею создания спирального сверла, состоящего из двух параллельных спиральных канавок с прямой режущей кромкой. До этого свёрла были остроконечными и были сделаны из плоского профиля методом закручивания.
Его оригинальный патент, № 38119, датирован 7 апреля 1863 года, и назывался он ” Improvement in drill-bits”.
Стивен А. Морзе начал производство сверл, в городе Ист Бриджвотер (East Bridgewater), в октябре 1861 года в небольшой мастерской, которое представляло собой 2–х этажное деревянное здание. В 1864 году он нашел заинтересованных инвесторов в Нью-Бедфорде (New Bedford), Массачусетс и создал компанию с уставным капиталом в $ 30.000. В июне того же года производство из Ист Бриджвотер переводится в Нью-Бедфорд. Компания называлась “The Morse Twist Drill & Machine Company”, другое зарегистрированное название было “Morse Twist Drill & Mfg. Co.” Использовался торговый знак “MORSE” и “M.T.D.&M.Co.” (источник).
Но из-за разногласий в методах управления компанией г-н Морзе передал бразды правления совету директоров и в 1868 году ушел из компании.
На гравюре – фабрика Морзе в Нью-Бедфорд в середине 1870-х годов.
В 1877 году на Centennial Exhibition (Столетняя выставка) в Филадельфии, была продемонстрировала первая экспозиция инструментов Морзе. Продукция получила международное признание за качество и продавалась в самих Соединенных Штатах, а также экспортировалась в Англию, Россию и Германию.
Фото продукции Морзе из музея в Нью-Бедфорде http://www.flickr.co…in/photostream/
Ссылки на статьи о фирме Морзе в The Manufacturer and Builder (Volume 0004 Issue 4, April 1872; Volume 0025 Issue 12, December 1893)
Во второй половине девятнадцатого века, компания стала моделью структуры, поглощающей другие предприятия, что привело к её огромному разрастанию. Компания Морзе поглотила (слилась) минимум с шестью другими, профильными компаниями:
1871 – American Standard Tool Company Danbury, CT
1871 – Manhattan Fire Arms Company Newark, NJ
1874 – New York Tap and Die Company Bridgeport
1879 – New York Twisted Drill Company Brooklyn
1885 – Rockford Twist Drill and Patent Company Rockford, IL
1897 – T & B Tool Company Danbury, CT
Машины T & B Tool Company, используемые при изготовлении сверел с постоянным углом, были разработаны бывшим сотрудниками фирмы Морзе, которые ушли в свой собственный бизнес и создали фирму Pratt and Whitney.
Компания Морзе также приобрела патент на сверлильный патрон Beach chuck компании Meridan Tool, Meridan, штат Коннектикут, и оборудование Schofield Patent Grinding Line, помогающее обеспечить точность при заточке сверла.
В 1889 году уставный капитал увеличился до $ 600.000, здания занимали общую площадь, равную одной квадратной миле. В течение первых 25 лет компания выпускала разнообразную продукцию: свёрла, инструменты, патроны, развертки, метчики, фрезы и т.д. Примечательно также, что первоначальный совет директоров был неизменным, за исключением добавления должности казначея (ссылка на источник).
В начале ХХ века, фирма Морзе разработала станок, используемый в производстве сверл. До начала Первой мировой войны, компания продает линию простых и универсальных шлифовальных станков. В 1923 году Van Norman Machine Company из Спрингфилда, штат Массачусетс, приобрела компанию Морзе.
Бизнес продолжает расти между войнами, и, во время Второй мировой войны, производство продукции фирмы Морзе увеличивается в 4-5 раз от довоенного уровня, внося свой вклад в военные усилия. А в 1964 году, Universal American Corp. стала компанией – правопреемницей компании Морзе.
Результаты собственного исследования вопроса.
Полное имя изобретателя – Стивен Эмброуз Морзе (Stephen Ambrose Morse), американец, по профессии – механик. Информации по годам жизни нет вообще, однако, согласно Death Certificates Index,USA, человек с такими именем и фамилией, рождённый в 1803г и умерший в 1915г (жизнь в 112 лет!), похоронен в Филадельфии, Пенсильвания. Возможно, что это “полный тёзка” нашего мистера Морзе, но это единственное совпадение, которое мне удалось найти. И ещё обнаружились несколько патентов на изобретения, принадлежащие человеку с такими же инициалами и фамилией, который проживал в Филадельфии, Пенсильвания, правда подписи на эскизах мистера Морже из Ист Бриджвотера и мистера Морзе из Филадельфии отличаются. Возможно, это ложный след, и это разные люди.
мистер Морзе из Ист Бриджвотера/Нью-Бедфорда
Мистер Морзе из Филадельфии
Однако моя математика идёт в разрез с фото (если это он), которое вывешено на страничке истории инструмента Морзе (источник).
На котором, предположительно изображён мистер Стивен Э. Морзе. На фото относительно молодой человек в возрасте 35-40 лет, а вовсе не 60 (на момент руководства компанией). И ещё один момент. В процессе поиска выяснилось, что Стивен Э. Морзе не патентовал сам конусный хвостовик и патрон к нему – самый главный патент на спиральное сверло есть, но на сам конусный хвостовик найти не удалось. Согласно официальной истории, Стивен Э. Морзе после изобретения сверла, разработал, изготовил и отправил в Бюро Стандартов в Вашингтоне, округ Колумбия, один из наборов конических хвостовиков и ответных частей к ним. Вскоре это изобретение было принято в качестве национального стандарта США. Быть может, что изобретение, которое становится Стандартом США, не подлежит патентованию, тогда понятно, почему нет патента.
За время правления Стивена Э. Морзе в своей компании, 1864-1868гг., нашлись ещё несколько патентов (63929, 42592), но ни один не касается конуса. Причём последний патент за № 63929, от 16.04.1867г. (за год, а может и меньше, до ухода из собственной компании) вообще странно называется ALL WHOM IT MAY CONCERN – дословно: ВСЕМ, КОГО ЭТО МОЖЕТ КАСАТЬСЯ. Патент на быстрозажимные тиски для фрезерной машины. Название патента звучит так, как-будто автор изобретения не уверен в его нужности. Очень странно…
И ещё одна деталь, после ухода из фирмы Стивена Э. Морзе в 1868 году, в названии компании постоянно присутствовала его фамилия, даже во времена перепродажи компании другим фирмам. А состав совета директоров не менялся на протяжении 25 лет. Такое впечатление, что – либо Стивен Э. Морзе – подставное лицо, как сейчас принято говорить, либо ему просто не повезло с компаньонами, которые “кинули” изобретателя, как только стали ясны перспективы производства и была определена ниша рынка, либо мистер Морзе “тёмная лошадка”, который долгое время, оставаясь в тени, управлял развитием собственной компанией с помощью совета директоров (тех самых, которые не менялись 25 лет – до дня смерти Морзе в 1889 году?!!).
Вот такая запутанная история…
www.chipmaker.ru
Конус инструментальный — Википедия (с комментариями)
Материал из Википедии — свободной энциклопедии
Ко́нус инструмента́льный — конический хвостовик инструмента (сверло, зенкер, фреза, развёртка, зажимной патрон, электрод контактной сварки) и коническое отверстие соответствующего размера (гнездо) в шпинделе или задней бабке, например, токарного станка. Предназначен для быстрой смены инструмента с высокой точностью центрирования и надёжностью крепления. Существуют много стандартов на различные конусы, различающиеся по конусности и исполнению.
Конус Морзе и метрический конус

 Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году[1].
Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году[1].
Конус Морзе подразделяется на восемь размеров, от КМ0 до КМ7 (англ. MT0-MT7, нем. MK0-MK7)[2][3]. Конусность от 1:19,002 до 1:20,047 (угол конуса от 2°51’26″ до 3°00’52″, уклон конуса от 1°25’43″ до 1°30’26″) в зависимости от типоразмера.
Стандарты на конус Морзе: ISO 296, DIN 228, ГОСТ 25557-2006 «Конусы инструментальные. Основные размеры.». В российском стандарте конус КМ7 к применению не рекомендован, вместо него применяется несовместимый метрический конус № 80. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Существует несколько исполнений хвостовика конуса: с лапкой, с резьбой, без оных. Инструмент с лапкой крепится в шпинделе заклиниванием этой лапки, для чего в рукаве шпинделя есть соответствующий паз. Лапка предназначена для облегчения выбивания конуса из шпинделя и предотвращения проворачивания. Инструмент с внутренней резьбой фиксируется в шпинделе штоком (штревелем), вворачивающимся в торец конуса. Конусы с резьбой гарантируют невыпадение инструмента и облегчают извлечение заклинившего конуса из шпинделя. Некоторые конусы снабжаются системой отверстий и канавок для подачи смазочно-охлаждающей жидкости (СОЖ).
Метрический конус
По мере развития станкостроения понадобилось расширить диапазон размеров конусов Морзе как в большую, так и в меньшую стороны. При этом, для новых типоразмеров конуса, выбрали конусность ровно 1:20 (угол конуса 2°51’51″, уклон конуса 1°25’56″) и назвали их метрическими конусами (англ. Metric Taper). Типоразмер метрических конусов указывается по наибольшему диаметру конуса в миллиметрах. ГОСТ 25557-2006 также определяет уменьшенные метрические конуса № 4 и № 6 (англ. ME4, ME6) и большие метрические конуса № 80, 100, 120, 160, 200 (англ. ME80 — ME200).
Конструктивных различий между конусом Морзе и метрическим нет.
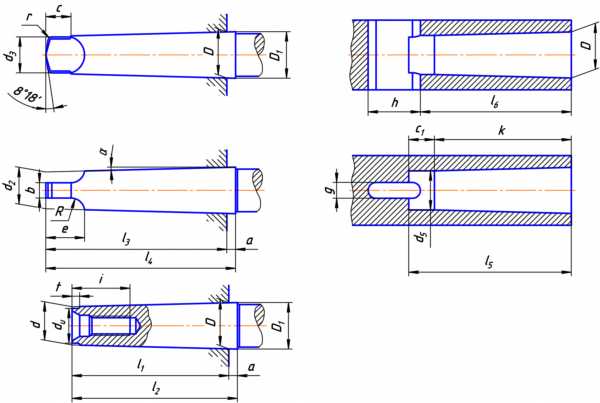
| Обозначение конуса | Конусность | D | D1 | d | d1 | d2 | d3 max | d4 max | d5 | l1 max | l2 max | l3 max | l4 max | l5 min | l6 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Метрический | № 4 | 1:20 | 4 | 4,1 | 2,9 | – | – | – | 2,5 | 3 | 23 | 25 | – | – | 25 | 21 |
| № 6 | 1:20 | 6 | 6,2 | 4,4 | – | – | – | 4 | 4,6 | 32 | 35 | – | – | 34 | 29 | |
| Морзе | КМ0 | 1:19,212 | 9,045 | 9,2 | 6,4 | – | 6,1 | 6 | 6 | 6,7 | 50 | 53 | 56,3 | 59,5 | 52 | 49 |
| КМ1 | 1:20,047 | 12,065 | 12,2 | 9,4 | M6 | 9 | 8,7 | 9 | 9,7 | 53,5 | 57 | 62 | 65,5 | 56 | 52 | |
| КМ2 | 1:20,020 | 17,780 | 18 | 14,6 | M10 | 14 | 13,5 | 14 | 14,9 | 64 | 69 | 75 | 80 | 67 | 62 | |
| КМ3 | 1:19,922 | 23,825 | 24,1 | 19,8 | M12 | 19,1 | 18,5 | 19 | 20,2 | 80,1 | 86 | 94 | 99 | 84 | 78 | |
| КМ4 | 1:19,254 | 31,267 | 31,6 | 25,9 | M16 | 25,2 | 25,2 | 24 | 26,5 | 102,5 | 109 | 117,5 | 124 | 107 | 98 | |
| КМ5 | 1:19,002 | 44,399 | 44,7 | 37,6 | M20 | 36,5 | 35,7 | 35,7 | 38,2 | 129,5 | 136 | 149,5 | 156 | 135 | 125 | |
| КМ6 | 1:19,180 | 63,348 | 63,8 | 53,9 | M24 | 52,4 | 51 | 51 | 54,6 | 182 | 190 | 210 | 218 | 188 | 177 | |
| КМ7[сн 1] | 1:19,231 | 83,058 | – | 285.75 | 294.1 | |||||||||||
| Метрический | № 80 | 1:20 | 80 | 80,4 | 70,2 | M30 | 69 | 67 | 67 | 71,5 | 196 | 204 | 220 | 228 | 202 | 186 |
| № 100 | 1:20 | 100 | 100,5 | 88,4 | M36 | 87 | 85 | 85 | 90 | 232 | 242 | 260 | 270 | 240 | 220 | |
| № 120 | 1:20 | 120 | 120,6 | 106,6 | M36 | 105 | 102 | 102 | 108,5 | 268 | 280 | 300 | 312 | 276 | 254 | |
| № 160 | 1:20 | 160 | 160,8 | 143 | M48 | 141 | 138 | 138 | 145,5 | 340 | 356 | 380 | 396 | 350 | 321 | |
| № 200 | 1:20 | 200 | 201 | 179,4 | M48 | 177 | 174 | 174 | 182,5 | 412 | 432 | 460 | 480 | 424 | 388 |
- ↑ Отсутствует в ГОСТ 25557-2006
Укороченные конуса Морзе
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому были придуманы девять типоразмеров укороченных конусов Морзе, полученных удалением более толстой части конуса Морзе. Цифра в обозначении короткого конуса — диаметр новой толстой части конуса в мм. Российский стандарт на укороченные конуса ГОСТ 9953-82 «Конусы инструментов укороченные. Основные размеры.».
- B7 — укороченный до 14 мм КМ0.
- B10, B12 — укороченный до 18 и 22 мм соответственно КМ1.
- B16, B18 — укороченный до 24 и 32 мм соответственно КМ2.
- B22, B24 — укороченный до 45 и 55 мм соответственно КМ3.
- B32 — укороченный до 57 мм КМ4.
- B45 — укороченный до 71 мм КМ5.
Конус 7:24
 Широко распространённый инструментальный конус, в основном, для станков с ЧПУ с автоматической сменой инструмента. Цель разработки — устранение недостатков конуса Морзе (самозаклинивание конуса в шпинделе, малая площадь осевого упора, большая длина, сложность автоматической фиксации конуса в шпинделе, отсутствие зацепов для автоматической смены инструмента).
Широко распространённый инструментальный конус, в основном, для станков с ЧПУ с автоматической сменой инструмента. Цель разработки — устранение недостатков конуса Морзе (самозаклинивание конуса в шпинделе, малая площадь осевого упора, большая длина, сложность автоматической фиксации конуса в шпинделе, отсутствие зацепов для автоматической смены инструмента).
Существует ряд национальных и международных стандартов на этот конус, отличающихся базовой размерностью (дюймовая или метрическая), вспомогательными элементами (фланцы, штревели, каналы подачи СОЖ) и обозначениями. Конуса, изготовленные по разным стандартам, не всегда взаимозаменяемы.
- ISO-конусы. Международные стандарты ISO 297:1988 (конструктивная разновидность для ручной смены инструмента), ISO 7388 (конструктивные разновидности для автоматизированной смены инструмента).
- Новые российские стандарты: ГОСТ 25827-2014 — конструкции конусов, фланцев и резьб хвостовиков. Парный к нему ГОСТ ИСО 7388-3-2014 — конструкции штревелей. Практически дубликат ISO 297 и ISO 7388.
- Все еще могут быть актуальны советские и старые российские стандарты:
- ГОСТ 15945-82 — основные размеры конусов и парный к нему ГОСТ 19860-93 — допуски.
- ГОСТ 25827-93 — конструкции конусов, фланцев и хвостовиков.
- DV, SK (от нем. Steilkegel). Немецкий вариант конуса. Стандарты DIN 2080, DIN 69871.
- NMTB (от англ. National Machine Tool Builders Association), NST, NT. Американский вариант конуса. Стандарт ANSI B5.18. Дюймовая размерность, конструктивно аналог ISO 297.
- CAT, CV (от англ. Caterpillar V-Flange). Американский вариант конуса. Стандарт ANSI B5.50. Дюймовая размерность, конструктивно аналог ISO 7388 вариант A.
- BT — японская разновидность конуса согласно стандарта JIS B6339 (JMTBA MAS-403 «BT»). Дюймовая размерность, конструктивно аналог ISO 7388 вариант J.
- NFE 62540 — французский стандарт.
- IS 2340, IS 11173 — индийские стандарты. Первый аналог ISO 297, второй ISO 7388.
Типоразмер конуса обозначается цифрой, существуют размеры от 10-го до 80-го с шагом 5. Например, ISO10, NMTB40, BT50. Для всех стандартов размер конусной части одинаков. Угол конуса 16°35’40″. В таблице размеров конусов D обозначает базовый размер — наибольший диаметр конусного отверстия (гнезда), L обозначает глубину конусного отверстия. Эти значения также примерно соответствуют наибольшему диаметру конуса и его длине. Диаметр фланца DF примерно одинаков у всех конструктивных разновидностей. 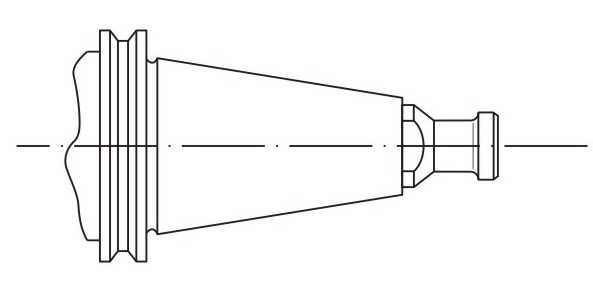
| Конус | D | L | Резьба | DF |
|---|---|---|---|---|
| 10 | 15,87 | 21,8 | ||
| 15 | 19,05 | 26,9 | ||
| 25 | 25,40 | 39,8 | ||
| 30 | 31,75 | 49,2 | M12 | 50 |
| 35 | 38,10 | 57,2 | ||
| 40 | 44,45 | 65,6 | M16 | 63 |
| 45 | 57,15 | 84,8 | M20 | 80 |
| 50 | 69,85 | 103,7 | M24 | 97 |
| 55 | 88,90 | 132,0 | M24 | 130 |
| 60 | 107,95 | 163,7 | M30 | 156 |
| 65 | 133,35 | 200,0 | M36 | 195 |
| 70 | 165,10 | 247,5 | M36 | 230 |
| 75 | 203,20 | 305,8 | M40 | 280 |
| 80 | 254,00 | 390,8 | M40 | 350 |
Стандарты ISO и новый российский ГОСТ определяют несколько конструктивных разновидностей: одну для ручной смены инструмента и три разновидности для автоматической смены инструмента, обозначаемые буквами A, U, J. Каждой конструктивной разновидности соответствует свой фланец и штревель. Помимо того, стандарты регламентируют два метода подвода охлаждающей жидкости к инструменту: центральный через штревель (обозначается буквой D) или боковой через фланец (буквой F).
Старый ГОСТ 25827-93 определял три исполнения конусов. Исполнение 1 было аналогично ISO 297. Исполнение 2 было аналогично ISO 7388 вариант A. Исполнение 3 аналогов не имело. Стандарт не определял конструкций штревелей, только фланцев и резьб хвостовиков.
В настоящее время конуса обычно изготавливают со сменными штревелями, что улучшает совместимость оборудования разных стандартов.
HSK, КМ
HSK-конус (от нем. Hohlschaftkegel или англ. Hollow Shaft Taper, полый конус) используется во фрезерных обрабатывающих центрах и особенно в токарно-фрезерных центрах. Стандарты на эти конуса ISO 12164, DIN 69893, ГОСТ Р ИСО 12164. Конусность 1:10.
Имеет несколько конструктивных разновидностей фланцев, обозначаемых буквами A, B, C, D, E, F. Размер конуса обозначается цифрой наибольшего диаметра фланца в мм (от 25 до 160). Например, HSK-A63. Следует учесть, что диаметр фланца и размер конуса могут не совпадать у разных конструктивов, например, HSK-A50 и HSK-В63 имеют одинаковый конус, а HSK-A63 и HSK-В63 — разный.
Главные достоинства HSK-соединения: автоматическая быстрая смена инструмента (что очень важно в обрабатывающих центрах с ЧПУ), небольшой вес, возможность устанавливать в шпиндель токарные резцы, хорошая повторяемость, жесткость. Как правило, стандартные резцы квадратного сечения устанавливаются в специальную промежуточную оправку, которая, в свою очередь, имеет конус HSK. Но иногда также используются резцы, имеющие хвостовик HSK.
KM — конус, разработанный компанией Kennametal. По сути сходен с HSK, но не получил большого распространения. Конструкция КМ не запатентована.
DIN 69893 HSK A63 3drender 1.png
DIN 69893 hsk 63a drawing.png
Capto
Конус Capto, разработанный компанией Sandvik Coromant, сегодня продвигается, как аналог HSK премиум-класса. С 2008 года посадка Capto вошла в международный стандарт ISO 26623.
В сечении он представляет собой треугольник со скругленными краями и выгнутыми сторонами. Угол поверхности посадки взят аналогично конусу Морзе. Такая форма не позволяет конусу провернуться в гнезде, обеспечивает необходимое самозаклинивание и повторяемость при разборке-сборке по всем осям. Понятно, что с одной стороны базирование на треугольник более предпочтительно ввиду гораздо большей жесткости передачи. Однако технология изготовления такого конуса несколько сложнее и следовательно дороже для конечного потребителя. При всей своей премиумной цене логически обоснованным является применение Capto для черновой, получерновой обработки.
Главное преимущество посадки Capto по отношению к другим посадкам — жесткость соединения. Некоторые производители станков, проверив на практике возможности интерфейса Capto, стали интегрировать его в базовый шпиндель станка (WFL, Mazak). В зависимости от размера соединения Capto обозначаются C3..C10. Существуют следующие типоразмеры интерфейса (указан диаметр фланца):
- С3 — 32мм
- С4 — 40мм
- С5 — 50мм
- С6 — 63мм
- С8 — 80мм
- С10 — 100мм
Brown & Sharpe, Jacobs, Jarno
По внешнему виду и сферам применения похожи на конуса Морзе[4]. Спецификации конусов являются внутрифирменными, национальных или международных стандартов на них нет. Получили распространение, в основном, на территории США.
R8
 Внутрифирменный конус, изначально создавался специально для цанговых зажимов. Впоследствии конструктив стал использоваться как инструментальный конус. Разработан компанией Bridgeport Machines для своего оборудования, получил некоторое распространение, в том числе, в виде клонов этого оборудования. Существует один типоразмер этого конуса.
Внутрифирменный конус, изначально создавался специально для цанговых зажимов. Впоследствии конструктив стал использоваться как инструментальный конус. Разработан компанией Bridgeport Machines для своего оборудования, получил некоторое распространение, в том числе, в виде клонов этого оборудования. Существует один типоразмер этого конуса.
Переходные оправки и втулки
Для уменьшения номенклатуры инструмента выпускаются разнообразные переходники из одних конусов в другие. Переходник типа наружный конус — внутренний конус именуют переходной втулкой. Переходник типа наружный конус — наружный конус именуют переходной оправкой. Например, оправка с конуса 7:24 на укороченный конус Морзе обозначается ISO30-B16.
Другие конусы, применяемые в машиностроении
Конус 1:50
Конусность 1:50 имеют установочные штифты, применяемые при необходимости дополнительного скрепления двух деталей, зафиксированных резьбовым соединением, чтобы они не могли перемещаться одна относительно другой. Установочные штифты вставляются в отверстия, просверленные и конически развернутые одновременно в обеих деталях, после их сборки. Конусность 1:50 соответствует углу уклона 0°34′[5].
Конус 1:30
Конусы насадных разверток, зенкеров и оправки для них. Конусность 1:30 соответствует углу уклона 0°55′[5].
Конус 1:16
Резьба обсадных труб 6 5/8″, бурильных и насосно-компрессорных труб, резьба трубная коническая общего назначения.
Конус 1:10
Концы валов электрических и других машин и соответствующие им муфты. ГОСТ 5006-83 (утратил силу в 2007 г.).
Центры упорные и конусы инструментов для тяжелых станков. ГОСТ 7343—72.
Отверстия под заклепки в котельных листах, мостовых и корабельных конструкциях (т. н. котельный конус).
Конус 1:7
Пробковые краны, центры упорные для тяжелых станков, конусы инструментов (ГОСТ 7343—72).
Конус 1:5
Концы шлифовальных шпинделей с наружным базирующим конусом ГОСТ 2323
Конус 1:4
Фланцевые концы шпинделей токарных, револьверных и других станков, резьба замков в нефтепромышленности.
Конус 1:1,866
Центры станков, центровые отверстия, потайные и полупотайные головки заклёпок диаметром 16—25 мм, потайные головки винтов диаметром 22—24 мм.
Конус 1:0,866
Зажимные цанги.
Конус 1:0,652
Потайные головки болтов, потайные и полупотайные головки заклёпок диаметром 10—13 мм.
Конус 7:64
Отверстия под оправки в столах зубодолбежных станков.
Напишите отзыв о статье “Конус инструментальный”
Примечания
- ↑ [www.morsecuttingtools.com/cgi/CGP2CSGEN?PMFILE=MS2ABOUT01.html Morse Cutting Tools]
- ↑ Техническая энциклопедия под ред. Мартенс Л. К. т. 20 М.: Советская энциклопедия 1933 г.
- ↑ [protect.gost.ru/document.aspx?control=7&id=128372 ГОСТ 25557-82] использует 7 размеров конусов, от КМ0 до КМ6.
- ↑ www.loganact.com/tips/tapers.htm Конусы Morse, Jacobs, Jarno, Brown & Sharpe
- ↑ 1 2 [tehno-line.ru/files/theory/Turning/2-3-1.htm Общие сведения о конусах | ООО Техно-Лайн]
Отрывок, характеризующий Конус инструментальный
«Но что же делать! она не может иначе», – подумала княжна Марья; и с грустным и несколько строгим лицом передала она Наташе все, что сказал ей Пьер. Услыхав, что он собирается в Петербург, Наташа изумилась.– В Петербург? – повторила она, как бы не понимая. Но, вглядевшись в грустное выражение лица княжны Марьи, она догадалась о причине ее грусти и вдруг заплакала. – Мари, – сказала она, – научи, что мне делать. Я боюсь быть дурной. Что ты скажешь, то я буду делать; научи меня…
– Ты любишь его?
– Да, – прошептала Наташа.
– О чем же ты плачешь? Я счастлива за тебя, – сказала княжна Марья, за эти слезы простив уже совершенно радость Наташи.
– Это будет не скоро, когда нибудь. Ты подумай, какое счастие, когда я буду его женой, а ты выйдешь за Nicolas.
– Наташа, я тебя просила не говорить об этом. Будем говорить о тебе.
Они помолчали.
– Только для чего же в Петербург! – вдруг сказала Наташа, и сама же поспешно ответила себе: – Нет, нет, это так надо… Да, Мари? Так надо…
Прошло семь лет после 12 го года. Взволнованное историческое море Европы улеглось в свои берега. Оно казалось затихшим; но таинственные силы, двигающие человечество (таинственные потому, что законы, определяющие их движение, неизвестны нам), продолжали свое действие.
Несмотря на то, что поверхность исторического моря казалась неподвижною, так же непрерывно, как движение времени, двигалось человечество. Слагались, разлагались различные группы людских сцеплений; подготовлялись причины образования и разложения государств, перемещений народов.
Историческое море, не как прежде, направлялось порывами от одного берега к другому: оно бурлило в глубине. Исторические лица, не как прежде, носились волнами от одного берега к другому; теперь они, казалось, кружились на одном месте. Исторические лица, прежде во главе войск отражавшие приказаниями войн, походов, сражений движение масс, теперь отражали бурлившее движение политическими и дипломатическими соображениями, законами, трактатами…
Эту деятельность исторических лиц историки называют реакцией.
Описывая деятельность этих исторических лиц, бывших, по их мнению, причиною того, что они называют реакцией, историки строго осуждают их. Все известные люди того времени, от Александра и Наполеона до m me Stael, Фотия, Шеллинга, Фихте, Шатобриана и проч., проходят перед их строгим судом и оправдываются или осуждаются, смотря по тому, содействовали ли они прогрессу или реакции.
В России, по их описанию, в этот период времени тоже происходила реакция, и главным виновником этой реакции был Александр I – тот самый Александр I, который, по их же описаниям, был главным виновником либеральных начинаний своего царствования и спасения России.
В настоящей русской литературе, от гимназиста до ученого историка, нет человека, который не бросил бы своего камушка в Александра I за неправильные поступки его в этот период царствования.
«Он должен был поступить так то и так то. В таком случае он поступил хорошо, в таком дурно. Он прекрасно вел себя в начале царствования и во время 12 го года; но он поступил дурно, дав конституцию Польше, сделав Священный Союз, дав власть Аракчееву, поощряя Голицына и мистицизм, потом поощряя Шишкова и Фотия. Он сделал дурно, занимаясь фронтовой частью армии; он поступил дурно, раскассировав Семеновский полк, и т. д.».
Надо бы исписать десять листов для того, чтобы перечислить все те упреки, которые делают ему историки на основании того знания блага человечества, которым они обладают.
Что значат эти упреки?
Те самые поступки, за которые историки одобряют Александра I, – как то: либеральные начинания царствования, борьба с Наполеоном, твердость, выказанная им в 12 м году, и поход 13 го года, не вытекают ли из одних и тех же источников – условий крови, воспитания, жизни, сделавших личность Александра тем, чем она была, – из которых вытекают и те поступки, за которые историки порицают его, как то: Священный Союз, восстановление Польши, реакция 20 х годов?
В чем же состоит сущность этих упреков?
В том, что такое историческое лицо, как Александр I, лицо, стоявшее на высшей возможной ступени человеческой власти, как бы в фокусе ослепляющего света всех сосредоточивающихся на нем исторических лучей; лицо, подлежавшее тем сильнейшим в мире влияниям интриг, обманов, лести, самообольщения, которые неразлучны с властью; лицо, чувствовавшее на себе, всякую минуту своей жизни, ответственность за все совершавшееся в Европе, и лицо не выдуманное, а живое, как и каждый человек, с своими личными привычками, страстями, стремлениями к добру, красоте, истине, – что это лицо, пятьдесят лет тому назад, не то что не было добродетельно (за это историки не упрекают), а не имело тех воззрений на благо человечества, которые имеет теперь профессор, смолоду занимающийся наукой, то есть читанном книжек, лекций и списыванием этих книжек и лекций в одну тетрадку.
Но если даже предположить, что Александр I пятьдесят лет тому назад ошибался в своем воззрении на то, что есть благо народов, невольно должно предположить, что и историк, судящий Александра, точно так же по прошествии некоторого времени окажется несправедливым, в своем воззрении на то, что есть благо человечества. Предположение это тем более естественно и необходимо, что, следя за развитием истории, мы видим, что с каждым годом, с каждым новым писателем изменяется воззрение на то, что есть благо человечества; так что то, что казалось благом, через десять лет представляется злом; и наоборот. Мало того, одновременно мы находим в истории совершенно противоположные взгляды на то, что было зло и что было благо: одни данную Польше конституцию и Священный Союз ставят в заслугу, другие в укор Александру.
Про деятельность Александра и Наполеона нельзя сказать, чтобы она была полезна или вредна, ибо мы не можем сказать, для чего она полезна и для чего вредна. Если деятельность эта кому нибудь не нравится, то она не нравится ему только вследствие несовпадения ее с ограниченным пониманием его о том, что есть благо. Представляется ли мне благом сохранение в 12 м году дома моего отца в Москве, или слава русских войск, или процветание Петербургского и других университетов, или свобода Польши, или могущество России, или равновесие Европы, или известного рода европейское просвещение – прогресс, я должен признать, что деятельность всякого исторического лица имела, кроме этих целей, ещь другие, более общие и недоступные мне цели.
Но положим, что так называемая наука имеет возможность примирить все противоречия и имеет для исторических лиц и событий неизменное мерило хорошего и дурного.
Положим, что Александр мог сделать все иначе. Положим, что он мог, по предписанию тех, которые обвиняют его, тех, которые профессируют знание конечной цели движения человечества, распорядиться по той программе народности, свободы, равенства и прогресса (другой, кажется, нет), которую бы ему дали теперешние обвинители. Положим, что эта программа была бы возможна и составлена и что Александр действовал бы по ней. Что же сталось бы тогда с деятельностью всех тех людей, которые противодействовали тогдашнему направлению правительства, – с деятельностью, которая, по мнению историков, хороша и полезна? Деятельности бы этой не было; жизни бы не было; ничего бы не было.
Если допустить, что жизнь человеческая может управляться разумом, – то уничтожится возможность жизни.
Если допустить, как то делают историки, что великие люди ведут человечество к достижению известных целей, состоящих или в величии России или Франции, или в равновесии Европы, или в разнесении идей революции, или в общем прогрессе, или в чем бы то ни было, то невозможно объяснить явлений истории без понятий о случае и о гении.
Если цель европейских войн начала нынешнего столетия состояла в величии России, то эта цель могла быть достигнута без всех предшествовавших войн и без нашествия. Если цель – величие Франции, то эта цель могла быть достигнута и без революции, и без империи. Если цель – распространение идей, то книгопечатание исполнило бы это гораздо лучше, чем солдаты. Если цель – прогресс цивилизации, то весьма легко предположить, что, кроме истребления людей и их богатств, есть другие более целесообразные пути для распространения цивилизации.
Почему же это случилось так, а не иначе?
Потому что это так случилось. «Случай сделал положение; гений воспользовался им», – говорит история.
Но что такое случай? Что такое гений?
Слова случай и гений не обозначают ничего действительно существующего и потому не могут быть определены. Слова эти только обозначают известную степень понимания явлений. Я не знаю, почему происходит такое то явление; думаю, что не могу знать; потому не хочу знать и говорю: случай. Я вижу силу, производящую несоразмерное с общечеловеческими свойствами действие; не понимаю, почему это происходит, и говорю: гений.
Для стада баранов тот баран, который каждый вечер отгоняется овчаром в особый денник к корму и становится вдвое толще других, должен казаться гением. И то обстоятельство, что каждый вечер именно этот самый баран попадает не в общую овчарню, а в особый денник к овсу, и что этот, именно этот самый баран, облитый жиром, убивается на мясо, должно представляться поразительным соединением гениальности с целым рядом необычайных случайностей.
Но баранам стоит только перестать думать, что все, что делается с ними, происходит только для достижения их бараньих целей; стоит допустить, что происходящие с ними события могут иметь и непонятные для них цели, – и они тотчас же увидят единство, последовательность в том, что происходит с откармливаемым бараном. Ежели они и не будут знать, для какой цели он откармливался, то, по крайней мере, они будут знать, что все случившееся с бараном случилось не нечаянно, и им уже не будет нужды в понятии ни о случае, ни о гении.
Только отрешившись от знаний близкой, понятной цели и признав, что конечная цель нам недоступна, мы увидим последовательность и целесообразность в жизни исторических лиц; нам откроется причина того несоразмерного с общечеловеческими свойствами действия, которое они производят, и не нужны будут нам слова случай и гений.
Стоит только признать, что цель волнений европейских народов нам неизвестна, а известны только факты, состоящие в убийствах, сначала во Франции, потом в Италии, в Африке, в Пруссии, в Австрии, в Испании, в России, и что движения с запада на восток и с востока на запад составляют сущность и цель этих событий, и нам не только не нужно будет видеть исключительность и гениальность в характерах Наполеона и Александра, но нельзя будет представить себе эти лица иначе, как такими же людьми, как и все остальные; и не только не нужно будет объяснять случайностию тех мелких событий, которые сделали этих людей тем, чем они были, но будет ясно, что все эти мелкие события были необходимы.
Отрешившись от знания конечной цели, мы ясно поймем, что точно так же, как ни к одному растению нельзя придумать других, более соответственных ему, цвета и семени, чем те, которые оно производит, точно так же невозможно придумать других двух людей, со всем их прошедшим, которое соответствовало бы до такой степени, до таких мельчайших подробностей тому назначению, которое им предлежало исполнить.
Основной, существенный смысл европейских событий начала нынешнего столетия есть воинственное движение масс европейских народов с запада на восток и потом с востока на запад. Первым зачинщиком этого движения было движение с запада на восток. Для того чтобы народы запада могли совершить то воинственное движение до Москвы, которое они совершили, необходимо было: 1) чтобы они сложились в воинственную группу такой величины, которая была бы в состоянии вынести столкновение с воинственной группой востока; 2) чтобы они отрешились от всех установившихся преданий и привычек и 3) чтобы, совершая свое воинственное движение, они имели во главе своей человека, который, и для себя и для них, мог бы оправдывать имеющие совершиться обманы, грабежи и убийства, которые сопутствовали этому движению.
И начиная с французской революции разрушается старая, недостаточно великая группа; уничтожаются старые привычки и предания; вырабатываются, шаг за шагом, группа новых размеров, новые привычки и предания, и приготовляется тот человек, который должен стоять во главе будущего движения и нести на себе всю ответственность имеющего совершиться.
Человек без убеждений, без привычек, без преданий, без имени, даже не француз, самыми, кажется, странными случайностями продвигается между всеми волнующими Францию партиями и, не приставая ни к одной из них, выносится на заметное место.
Невежество сотоварищей, слабость и ничтожество противников, искренность лжи и блестящая и самоуверенная ограниченность этого человека выдвигают его во главу армии. Блестящий состав солдат итальянской армии, нежелание драться противников, ребяческая дерзость и самоуверенность приобретают ему военную славу. Бесчисленное количество так называемых случайностей сопутствует ему везде. Немилость, в которую он впадает у правителей Франции, служит ему в пользу. Попытки его изменить предназначенный ему путь не удаются: его не принимают на службу в Россию, и не удается ему определение в Турцию. Во время войн в Италии он несколько раз находится на краю гибели и всякий раз спасается неожиданным образом. Русские войска, те самые, которые могут разрушить его славу, по разным дипломатическим соображениям, не вступают в Европу до тех пор, пока он там.
wiki-org.ru
основные характеристики, размеры и функциональность
 Конус Морзе изобретен в середине позапрошлого века Стивеном А. Морзе. Несмотря на то что об этом изобретателе в нашей стране мало что известно, сам конус применяется часто. Во времена СССР все, кто работал со станками, использовал это изобретение. Заслуга Морзе огромна: он не только придумал способ крепления, но и создал сверло, состоящее из пары параллельных спиральных канавок с режущей кромкой.
Конус Морзе изобретен в середине позапрошлого века Стивеном А. Морзе. Несмотря на то что об этом изобретателе в нашей стране мало что известно, сам конус применяется часто. Во времена СССР все, кто работал со станками, использовал это изобретение. Заслуга Морзе огромна: он не только придумал способ крепления, но и создал сверло, состоящее из пары параллельных спиральных канавок с режущей кромкой.
Определение понятия
Морзе — это обтекатель в дрели конусообразной формы. Угол его может быть разным: величина зависит от стороны инсталляции установки в приводную часть станка. Пролювий во время сверления способствует удержанию инструмента в станке. Также есть возможность легко и безопасно вытащить конус из шпиндельного участка.
Часто случается, когда длина конуса становится слишком большой.
Разновидности конусов
Морзе может изготовляться по разным технологиям, поэтому не всегда один инструмент можно без проблем заменить на другой.
Прежде чем подбирать подходящий обтекатель, нужно определиться, какие у конуса Морзе размеры, соответствующие ГОСТу.
Инструменты зачастую отличаются друг от друга длиной, диаметром, величиной угла.
При выборе обтекателя нужно обращать внимание на буквенные обозначения и на цифры:
- число напротив буквы «Д» означает базовый размер конусного гнезда;
- числовой показатель возле «Л» — это глубина проникновения.
Размеры эти общие для всех стран, где активно применяется метрическая система счисления. Создаваемые сегодня обтекатели Морзе, как правило, имеют переходники, которые можно менять. Это упрощает работу, так как оборудование может быть совмещено с разными стандартами.

Заглавные буквы латинского алфавита обозначают особенности фланцевого сечения. Сам пролювий может иметь длину от 2,5 см до 16 см.
Сегодня наиболее качественными обтекателями для сверлильных станков можно считать инструменты, которые выпускаются под брендами «Кеннаметал» и «Капто».
Те, кто работает на станке, прекрасно знают, что они обладают хорошей устойчивостью к резким и значительным изменениям температуры. Конусы этих марок достаточно прочны и удобны в использовании. Они отвечают всем необходимым требованиям. Морзе, которые имеют маркировку «Капто», выпускаются на свет и распространяются по всему миру фирмой «Сандвик Коромант».
Сегодня такие инструменты продвигаются как аналоги HSK высшего класса. Сам обтекатель при проекции на плоскость будет иметь форму треугольника. На его круглых краях есть углубления. Но следует заметить, что такой инструмент имеет довольно высокую цену, так как процесс его изготовления весьма сложный. В свою очередь, Капто подразделяются на несколько типов, наиболее популярными среди которых являются те, что обозначены как «С3» и «С10».
 Первоначально такой инструмент создавался для того, чтобы его можно было использовать при зажиме цанговым методом.
Первоначально такой инструмент создавался для того, чтобы его можно было использовать при зажиме цанговым методом.
Существует разделение на 8 размеров: самый маленький из них обозначается как «КМ0», а самый большой — как «КМ7». Все остальные типы конусов также обозначаются буквами «К», «М» и цифрой от 1 до 6
. Впрочем, российский стандарт не рекомендует применять обтекатель Морзе КМ7, вместо него используется метрический конус № 80.
Обтекатели, которые созданы по дюймовым и метрическим стандартам, могут заменять друг друга. Они похожи во всем и различаются только резьбой хвостовика.
Размеры обтекателей Морзе
Разновидностей Морзе существует много, и поэтому поиск нужного инструмента для работы на станке — сложное и долгое занятие. Можно потратить много сил, времени и нервов, прежде чем удастся найти подходящий инструмент.
 Дело осложняется еще и тем, что названия одних и тех же разновидностей конусов Морзе могут различаться в разных источниках. Однако главная особенность этих обтекателей заключается в том, что их можно сразу узнать по конкретным числовым обозначениям.
Дело осложняется еще и тем, что названия одних и тех же разновидностей конусов Морзе могут различаться в разных источниках. Однако главная особенность этих обтекателей заключается в том, что их можно сразу узнать по конкретным числовым обозначениям.
Например:
- Существуют обтекатели, обозначающиеся числами «10», «100», «1000».
- Есть инструменты меньшего размера, для обозначения которых применяются десятичные дроби — «0,001», «0,0001».

В речи профессиональных сверловщиков конусы последних двух размеров называются короткими словами «зу» и «тенф», которые были заимствованы у американцев. Самый эффективный способ измерить конус — использование калибровки. Чтобы измерение было более точным, применяется специальная таблица пересчета размеров. С ее помощью можно определить диаметр с точностью до тысячной доли сантиметра.
Все конусы Морзе, которые выпускаются сегодня, имеют стандарты ISO 296, DIN 228, ГОСТ 25557–2006 . Последняя модель обладает наибольшей популярностью в нашей стране. У такого обтекателя есть улучшенный способ крепления патрона.

Длина и диаметр инструментов, которые используются в США, как правило, измеряются в дюймах. Жители России к таким единицам измерения не привыкли, и поэтому специально для них все размеры обтекателей переводят из дюймов в миллиметры. Например, для кольцевых фрез HSS, HSS-Co и TCT переходник на Weldon 19,05 мм конус Морзе 2 имеет размер диаметра 12−60 мм. Независимо от того, какой размер имеет обтекатель, невозможно оспорить тот факт, что этот способ крепления вот уже много лет является самым популярным во всех развивающихся странах.
tokar.guru
Конус инструментальный — Википедия. Что такое Конус инструментальный
Ко́нус инструмента́льный — конический хвостовик инструмента (сверло, зенкер, фреза, развёртка, зажимной патрон, электрод контактной сварки) и коническое отверстие соответствующего размера (гнездо) в шпинделе или задней бабке, например, токарного станка. Предназначен для быстрой смены инструмента с высокой точностью центрирования и надёжностью крепления. Существует много стандартов на различные конусы, различающиеся по конусности и исполнению.
Конус Морзе и метрический конус
Конус Морзе № 2 (MT2). Схема инструментального конуса (наружные конусы с лапкой, наружные конусы без лапки, внутренние конусы (гнёзда)).Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году[1].
Конус Морзе подразделяется на восемь размеров, от КМ0 до КМ7 (англ. MT0-MT7, нем. MK0-MK7)[2][3]. Конусность от 1:19,002 до 1:20,047 (угол конуса от 2°51’26″ до 3°00’52″, уклон конуса от 1°25’43″ до 1°30’26″) в зависимости от типоразмера.
Стандарты на конус Морзе: ISO 296, DIN 228, ГОСТ 25557-2006 «Конусы инструментальные. Основные размеры.». В российском стандарте конус КМ7 к применению не рекомендован, вместо него применяется несовместимый метрический конус № 80. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Существует несколько исполнений хвостовика конуса: с лапкой, с резьбой, без оных. Инструмент с лапкой крепится в шпинделе заклиниванием этой лапки, для чего в рукаве шпинделя есть соответствующий паз. Лапка предназначена для облегчения выбивания конуса из шпинделя и предотвращения проворачивания. Инструмент с внутренней резьбой фиксируется в шпинделе штоком (штревелем), вворачивающимся в торец конуса. Конусы с резьбой гарантируют невыпадение инструмента и облегчают извлечение заклинившего конуса из шпинделя. Некоторые конусы снабжаются системой отверстий и канавок для подачи смазочно-охлаждающей жидкости (СОЖ).
Метрический конус
По мере развития станкостроения понадобилось расширить диапазон размеров конусов Морзе как в большую, так и в меньшую стороны. При этом, для новых типоразмеров конуса, выбрали конусность ровно 1:20 (угол конуса 2°51’51″, уклон конуса 1°25’56″) и назвали их метрическими конусами (англ. Metric Taper). Типоразмер метрических конусов указывается по наибольшему диаметру конуса в миллиметрах. ГОСТ 25557-2006 также определяет уменьшенные метрические конуса № 4 и № 6 (англ. ME4, ME6) и большие метрические конуса № 80, 100, 120, 160, 200 (англ. ME80 — ME200).
Конструктивных различий между конусом Морзе и метрическим нет.
| Обозначение конуса | Конусность | D | D1 | d | d1 | d2 | d3 max | d4 max | d5 | l1 max | l2 max | l3 max | l4 max | l5 min | l6 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Метрический | № 4 | 1:20 | 4 | 4,1 | 2,9 | – | – | – | 2,5 | 3 | 23 | 25 | – | – | 25 | 21 |
| № 6 | 1:20 | 6 | 6,2 | 4,4 | – | – | – | 4 | 4,6 | 32 | 35 | – | – | 34 | 29 | |
| Морзе | КМ0 | 1:19,212 | 9,045 | 9,2 | 6,4 | – | 6,1 | 6 | 6 | 6,7 | 50 | 53 | 56,3 | 59,5 | 52 | 49 |
| КМ1 | 1:20,047 | 12,065 | 12,2 | 9,4 | M6 | 9 | 8,7 | 9 | 9,7 | 53,5 | 57 | 62 | 65,5 | 56 | 52 | |
| КМ2 | 1:20,020 | 17,780 | 18 | 14,6 | M10 | 14 | 13,5 | 14 | 14,9 | 64 | 69 | 75 | 80 | 67 | 62 | |
| КМ3 | 1:19,922 | 23,825 | 24,1 | 19,8 | M12 | 19,1 | 18,5 | 19 | 20,2 | 80,1 | 86 | 94 | 99 | 84 | 78 | |
| КМ4 | 1:19,254 | 31,267 | 31,6 | 25,9 | M16 | 25,2 | 25,2 | 24 | 26,5 | 102,5 | 109 | 117,5 | 124 | 107 | 98 | |
| КМ5 | 1:19,002 | 44,399 | 44,7 | 37,6 | M20 | 36,5 | 35,7 | 35,7 | 38,2 | 129,5 | 136 | 149,5 | 156 | 135 | 125 | |
| КМ6 | 1:19,180 | 63,348 | 63,8 | 53,9 | M24 | 52,4 | 51 | 51 | 54,6 | 182 | 190 | 210 | 218 | 188 | 177 | |
| КМ7[сн 1] | 1:19,231 | 83,058 | – | 285.75 | 294.1 | |||||||||||
| Метрический | № 80 | 1:20 | 80 | 80,4 | 70,2 | M30 | 69 | 67 | 67 | 71,5 | 196 | 204 | 220 | 228 | 202 | 186 |
| № 100 | 1:20 | 100 | 100,5 | 88,4 | M36 | 87 | 85 | 85 | 90 | 232 | 242 | 260 | 270 | 240 | 220 | |
| № 120 | 1:20 | 120 | 120,6 | 106,6 | M36 | 105 | 102 | 102 | 108,5 | 268 | 280 | 300 | 312 | 276 | 254 | |
| № 160 | 1:20 | 160 | 160,8 | 143 | M48 | 141 | 138 | 138 | 145,5 | 340 | 356 | 380 | 396 | 350 | 321 | |
| № 200 | 1:20 | 200 | 201 | 179,4 | M48 | 177 | 174 | 174 | 182,5 | 412 | 432 | 460 | 480 | 424 | 388 |
- ↑ Отсутствует в ГОСТ 25557-2006
Укороченные конуса Морзе
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому были придуманы девять типоразмеров укороченных конусов Морзе, полученных удалением более толстой части конуса Морзе. Цифра в обозначении короткого конуса — диаметр новой толстой части конуса в мм. Российский стандарт на укороченные конуса ГОСТ 9953-82 «Конусы инструментов укороченные. Основные размеры.».
- B7 — укороченный до 14 мм КМ0.
- B10, B12 — укороченный до 18 и 22 мм соответственно КМ1.
- B16, B18 — укороченный до 24 и 32 мм соответственно КМ2.
- B22, B24 — укороченный до 45 и 55 мм соответственно КМ3.
- B32 — укороченный до 57 мм КМ4.
- B45 — укороченный до 71 мм КМ5.
Конус 7:24
Широко распространённый инструментальный конус, в основном, для станков с ЧПУ с автоматической сменой инструмента. Цель разработки — устранение недостатков конуса Морзе (самозаклинивание конуса в шпинделе, малая площадь осевого упора, большая длина, сложность автоматической фиксации конуса в шпинделе, отсутствие зацепов для автоматической смены инструмента).
Существует ряд национальных и международных стандартов на этот конус, отличающихся базовой размерностью (дюймовая или метрическая), вспомогательными элементами (фланцы, штревели, каналы подачи СОЖ) и обозначениями. Конуса, изготовленные по разным стандартам, не всегда взаимозаменяемы.
- ISO-конусы. Международные стандарты ISO 297:1988 (конструктивная разновидность для ручной смены инструмента), ISO 7388 (конструктивные разновидности для автоматизированной смены инструмента).
- Новые российские стандарты: ГОСТ 25827-2014 — конструкции конусов, фланцев и резьб хвостовиков. Парный к нему ГОСТ ИСО 7388-3-2014 — конструкции штревелей. Практически дубликат ISO 297 и ISO 7388.
- Все еще могут быть актуальны советские и старые российские стандарты:
- ГОСТ 15945-82 — основные размеры конусов и парный к нему ГОСТ 19860-93 — допуски.
- ГОСТ 25827-93 — конструкции конусов, фланцев и хвостовиков.
- DV, SK (от нем. Steilkegel). Немецкий вариант конуса. Стандарты DIN 2080, DIN 69871.
- NMTB (от англ. National Machine Tool Builders Association), NST, NT. Американский вариант конуса. Стандарт ANSI B5.18. Дюймовая размерность, конструктивно аналог ISO 297.
- CAT, CV (от англ. Caterpillar V-Flange). Американский вариант конуса. Стандарт ANSI B5.50. Дюймовая размерность, конструктивно аналог ISO 7388 вариант A.
- BT — японская разновидность конуса согласно стандарта JIS B6339 (JMTBA MAS-403 «BT»). Дюймовая размерность, конструктивно аналог ISO 7388 вариант J.
- NFE 62540 — французский стандарт.
- IS 2340, IS 11173 — индийские стандарты. Первый аналог ISO 297, второй ISO 7388.
Типоразмер конуса обозначается цифрой, существуют размеры от 10-го до 80-го с шагом 5. Например, ISO10, NMTB40, BT50. Для всех стандартов размер конусной части одинаков. Угол конуса 16°35’40″. В таблице размеров конусов D обозначает базовый размер — наибольший диаметр конусного отверстия (гнезда), L обозначает глубину конусного отверстия. Эти значения также примерно соответствуют наибольшему диаметру конуса и его длине. Диаметр фланца DF примерно одинаков у всех конструктивных разновидностей.
Конус с фланцем для автоматической смены инструмента| Конус | D | L | Резьба | DF |
|---|---|---|---|---|
| 10 | 15,87 | 21,8 | ||
| 15 | 19,05 | 26,9 | ||
| 25 | 25,40 | 39,8 | ||
| 30 | 31,75 | 49,2 | M12 | 50 |
| 35 | 38,10 | 57,2 | ||
| 40 | 44,45 | 65,6 | M16 | 63 |
| 45 | 57,15 | 84,8 | M20 | 80 |
| 50 | 69,85 | 103,7 | M24 | 97 |
| 55 | 88,90 | 132,0 | M24 | 130 |
| 60 | 107,95 | 163,7 | M30 | 156 |
| 65 | 133,35 | 200,0 | M36 | 195 |
| 70 | 165,10 | 247,5 | M36 | 230 |
| 75 | 203,20 | 305,8 | M40 | 280 |
| 80 | 254,00 | 390,8 | M40 | 350 |
Стандарты ISO и новый российский ГОСТ определяют несколько конструктивных разновидностей: одну для ручной смены инструмента и три разновидности для автоматической смены инструмента, обозначаемые буквами A, U, J. Каждой конструктивной разновидности соответствует свой фланец и штревель. Помимо того, стандарты регламентируют два метода подвода охлаждающей жидкости к инструменту: центральный через штревель (обозначается буквой D) или боковой через фланец (буквой F).
Старый ГОСТ 25827-93 определял три исполнения конусов. Исполнение 1 было аналогично ISO 297. Исполнение 2 было аналогично ISO 7388 вариант A. Исполнение 3 аналогов не имело. Стандарт не определял конструкций штревелей, только фланцев и резьб хвостовиков.
В настоящее время конуса обычно изготавливают со сменными штревелями, что улучшает совместимость оборудования разных стандартов.
HSK, КМ
HSK-конус (от нем. Hohlschaftkegel или англ. Hollow Shaft Taper, полый конус) используется во фрезерных обрабатывающих центрах и особенно в токарно-фрезерных центрах. Стандарты на эти конуса ISO 12164, DIN 69893, ГОСТ Р ИСО 12164. Конусность 1:10.
Имеет несколько конструктивных разновидностей фланцев, обозначаемых буквами A, B, C, D, E, F. Размер конуса обозначается цифрой наибольшего диаметра фланца в мм (от 25 до 160). Например, HSK-A63. Следует учесть, что диаметр фланца и размер конуса могут не совпадать у разных конструктивов, например, HSK-A50 и HSK-В63 имеют одинаковый конус, а HSK-A63 и HSK-В63 — разный.
Главные достоинства HSK-соединения: автоматическая быстрая смена инструмента (что очень важно в обрабатывающих центрах с ЧПУ), небольшой вес, возможность устанавливать в шпиндель токарные резцы, хорошая повторяемость, жесткость. Как правило, стандартные резцы квадратного сечения устанавливаются в специальную промежуточную оправку, которая, в свою очередь, имеет конус HSK. Но иногда также используются резцы, имеющие хвостовик HSK.
KM — конус, разработанный компанией Kennametal. По сути сходен с HSK, но не получил большого распространения. Конструкция КМ не запатентована.
Capto
Конус Capto, разработанный компанией Sandvik Coromant, сегодня продвигается, как аналог HSK премиум-класса. С 2008 года посадка Capto вошла в международный стандарт ISO 26623.
В сечении он представляет собой треугольник со скругленными краями и выгнутыми сторонами. Угол поверхности посадки взят аналогично конусу Морзе. Такая форма не позволяет конусу провернуться в гнезде, обеспечивает необходимое самозаклинивание и повторяемость при разборке-сборке по всем осям. Понятно, что с одной стороны базирование на треугольник более предпочтительно ввиду гораздо большей жесткости передачи. Однако технология изготовления такого конуса несколько сложнее и следовательно дороже для конечного потребителя. При всей своей премиумной цене логически обоснованным является применение Capto для черновой, получерновой обработки.
Главное преимущество посадки Capto по отношению к другим посадкам — жесткость соединения. Некоторые производители станков, проверив на практике возможности интерфейса Capto, стали интегрировать его в базовый шпиндель станка (WFL, Mazak). В зависимости от размера соединения Capto обозначаются C3..C10. Существуют следующие типоразмеры интерфейса (указан диаметр фланца):
- С3 — 32мм
- С4 — 40мм
- С5 — 50мм
- С6 — 63мм
- С8 — 80мм
- С10 — 100мм
При всей своей привлекательности этот конус не отвечает требованию концентрации износа. (То есть при превышении нагрузки на шпиндель – сгорит шпиндель, но Capto не провернется)
Brown & Sharpe, Jacobs, Jarno
По внешнему виду и сферам применения похожи на конуса Морзе[4]. Спецификации конусов являются внутрифирменными, национальных или международных стандартов на них нет. Получили распространение, в основном, на территории США.
R8
Внутрифирменный конус, изначально создавался специально для цанговых зажимов. Впоследствии конструктив стал использоваться как инструментальный конус. Разработан компанией Bridgeport Machines для своего оборудования, получил некоторое распространение, в том числе, в виде клонов этого оборудования. Существует один типоразмер этого конуса.
Переходные оправки и втулки
Переходные втулки конусов Морзе.Для уменьшения номенклатуры инструмента выпускаются разнообразные переходники из одних конусов в другие. Переходник типа наружный конус — внутренний конус именуют переходной втулкой. Переходник типа наружный конус — наружный конус именуют переходной оправкой. Например, оправка с конуса 7:24 на укороченный конус Морзе обозначается ISO30-B16.
Другие конусы, применяемые в машиностроении
Конус 1:50
Конусность 1:50 имеют установочные штифты, применяемые при необходимости дополнительного скрепления двух деталей, зафиксированных резьбовым соединением, чтобы они не могли перемещаться одна относительно другой. Установочные штифты вставляются в отверстия, просверленные и конически развернутые одновременно в обеих деталях, после их сборки. Конусность 1:50 соответствует углу уклона 0°34′[5].
Конус 1:30
Конусы насадных разверток, зенкеров и оправки для них. Конусность 1:30 соответствует углу уклона 0°55′[5].
Конус 1:16
Резьба обсадных труб 6 5/8″, бурильных и насосно-компрессорных труб, резьба трубная коническая общего назначения.
Конус 1:10
Концы валов электрических и других машин и соответствующие им муфты. ГОСТ 12081-72.
Центры упорные и конусы инструментов для тяжелых станков. ГОСТ 7343—72.
Отверстия под заклепки в котельных листах, мостовых и корабельных конструкциях (т. н. котельный конус).
Конус 1:7
Пробковые краны, центры упорные для тяжелых станков, конусы инструментов (ГОСТ 7343—72).
Конус 1:5
Концы шлифовальных шпинделей с наружным базирующим конусом ГОСТ 2323
Конус 1:4
Фланцевые концы шпинделей токарных, револьверных и других станков, резьба замков в нефтепромышленности.
Конус 1:1,866
Центры станков, центровые отверстия, потайные и полупотайные головки заклёпок диаметром 16—25 мм, потайные головки винтов диаметром 22—24 мм.
Конус 1:0,866
Зажимные цанги.
Конус 1:0,652
Потайные головки болтов, потайные и полупотайные головки заклёпок диаметром 10—13 мм.
Конус 7:64
Отверстия под оправки в столах зубодолбежных станков.
Примечания
wiki.sc
Конус инструментальный – Gpedia, Your Encyclopedia
Ко́нус инструмента́льный — конический хвостовик инструмента (сверло, зенкер, фреза, развёртка, зажимной патрон, электрод контактной сварки) и коническое отверстие соответствующего размера (гнездо) в шпинделе или задней бабке, например, токарного станка. Предназначен для быстрой смены инструмента с высокой точностью центрирования и надёжностью крепления. Существует много стандартов на различные конусы, различающиеся по конусности и исполнению.
Конус Морзе и метрический конус
Конус Морзе № 2 (MT2). Схема инструментального конуса (наружные конусы с лапкой, наружные конусы без лапки, внутренние конусы (гнёзда)).Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году[1].
Конус Морзе подразделяется на восемь размеров, от КМ0 до КМ7 (англ. MT0-MT7, нем. MK0-MK7)[2][3]. Конусность от 1:19,002 до 1:20,047 (угол конуса от 2°51’26″ до 3°00’52″, уклон конуса от 1°25’43″ до 1°30’26″) в зависимости от типоразмера.
Стандарты на конус Морзе: ISO 296, DIN 228, ГОСТ 25557-2006 «Конусы инструментальные. Основные размеры.». В российском стандарте конус КМ7 к применению не рекомендован, вместо него применяется несовместимый метрический конус № 80. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Существует несколько исполнений хвостовика конуса: с лапкой, с резьбой, без оных. Инструмент с лапкой крепится в шпинделе заклиниванием этой лапки, для чего в рукаве шпинделя есть соответствующий паз. Лапка предназначена для облегчения выбивания конуса из шпинделя и предотвращения проворачивания. Инструмент с внутренней резьбой фиксируется в шпинделе штоком (штревелем), вворачивающимся в торец конуса. Конусы с резьбой гарантируют невыпадение инструмента и облегчают извлечение заклинившего конуса из шпинделя. Некоторые конусы снабжаются системой отверстий и канавок для подачи смазочно-охлаждающей жидкости (СОЖ).
Метрический конус
По мере развития станкостроения понадобилось расширить диапазон размеров конусов Морзе как в большую, так и в меньшую стороны. При этом, для новых типоразмеров конуса, выбрали конусность ровно 1:20 (угол конуса 2°51’51″, уклон конуса 1°25’56″) и назвали их метрическими конусами (англ. Metric Taper). Типоразмер метрических конусов указывается по наибольшему диаметру конуса в миллиметрах. ГОСТ 25557-2006 также определяет уменьшенные метрические конуса № 4 и № 6 (англ. ME4, ME6) и большие метрические конуса № 80, 100, 120, 160, 200 (англ. ME80 — ME200).
Конструктивных различий между конусом Морзе и метрическим нет.
| Обозначение конуса | Конусность | D | D1 | d | d1 | d2 | d3 max | d4 max | d5 | l1 max | l2 max | l3 max | l4 max | l5 min | l6 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Метрический | № 4 | 1:20 | 4 | 4,1 | 2,9 | – | – | – | 2,5 | 3 | 23 | 25 | – | – | 25 | 21 |
| № 6 | 1:20 | 6 | 6,2 | 4,4 | – | – | – | 4 | 4,6 | 32 | 35 | – | – | 34 | 29 | |
| Морзе | КМ0 | 1:19,212 | 9,045 | 9,2 | 6,4 | – | 6,1 | 6 | 6 | 6,7 | 50 | 53 | 56,3 | 59,5 | 52 | 49 |
| КМ1 | 1:20,047 | 12,065 | 12,2 | 9,4 | M6 | 9 | 8,7 | 9 | 9,7 | 53,5 | 57 | 62 | 65,5 | 56 | 52 | |
| КМ2 | 1:20,020 | 17,780 | 18 | 14,6 | M10 | 14 | 13,5 | 14 | 14,9 | 64 | 69 | 75 | 80 | 67 | 62 | |
| КМ3 | 1:19,922 | 23,825 | 24,1 | 19,8 | M12 | 19,1 | 18,5 | 19 | 20,2 | 80,1 | 86 | 94 | 99 | 84 | 78 | |
| КМ4 | 1:19,254 | 31,267 | 31,6 | 25,9 | M16 | 25,2 | 25,2 | 24 | 26,5 | 102,5 | 109 | 117,5 | 124 | 107 | 98 | |
| КМ5 | 1:19,002 | 44,399 | 44,7 | 37,6 | M20 | 36,5 | 35,7 | 35,7 | 38,2 | 129,5 | 136 | 149,5 | 156 | 135 | 125 | |
| КМ6 | 1:19,180 | 63,348 | 63,8 | 53,9 | M24 | 52,4 | 51 | 51 | 54,6 | 182 | 190 | 210 | 218 | 188 | 177 | |
| КМ7[сн 1] | 1:19,231 | 83,058 | – | 285.75 | 294.1 | |||||||||||
| Метрический | № 80 | 1:20 | 80 | 80,4 | 70,2 | M30 | 69 | 67 | 67 | 71,5 | 196 | 204 | 220 | 228 | 202 | 186 |
| № 100 | 1:20 | 100 | 100,5 | 88,4 | M36 | 87 | 85 | 85 | 90 | 232 | 242 | 260 | 270 | 240 | 220 | |
| № 120 | 1:20 | 120 | 120,6 | 106,6 | M36 | 105 | 102 | 102 | 108,5 | 268 | 280 | 300 | 312 | 276 | 254 | |
| № 160 | 1:20 | 160 | 160,8 | 143 | M48 | 141 | 138 | 138 | 145,5 | 340 | 356 | 380 | 396 | 350 | 321 | |
| № 200 | 1:20 | 200 | 201 | 179,4 | M48 | 177 | 174 | 174 | 182,5 | 412 | 432 | 460 | 480 | 424 | 388 |
- ↑ Отсутствует в ГОСТ 25557-2006
Укороченные конуса Морзе
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому были придуманы девять типоразмеров укороченных конусов Морзе, полученных удалением более толстой части конуса Морзе. Цифра в обозначении короткого конуса — диаметр новой толстой части конуса в мм. Российский стандарт на укороченные конуса ГОСТ 9953-82 «Конусы инструментов укороченные. Основные размеры.».
- B7 — укороченный до 14 мм КМ0.
- B10, B12 — укороченный до 18 и 22 мм соответственно КМ1.
- B16, B18 — укороченный до 24 и 32 мм соответственно КМ2.
- B22, B24 — укороченный до 45 и 55 мм соответственно КМ3.
- B32 — укороченный до 57 мм КМ4.
- B45 — укороченный до 71 мм КМ5.
Конус 7:24
Широко распространённый инструментальный конус, в основном, для станков с ЧПУ с автоматической сменой инструмента. Цель разработки — устранение недостатков конуса Морзе (самозаклинивание конуса в шпинделе, малая площадь осевого упора, большая длина, сложность автоматической фиксации конуса в шпинделе, отсутствие зацепов для автоматической смены инструмента).
Существует ряд национальных и международных стандартов на этот конус, отличающихся базовой размерностью (дюймовая или метрическая), вспомогательными элементами (фланцы, штревели, каналы подачи СОЖ) и обозначениями. Конуса, изготовленные по разным стандартам, не всегда взаимозаменяемы.
- ISO-конусы. Международные стандарты ISO 297:1988 (конструктивная разновидность для ручной смены инструмента), ISO 7388 (конструктивные разновидности для автоматизированной смены инструмента).
- Новые российские стандарты: ГОСТ 25827-2014 — конструкции конусов, фланцев и резьб хвостовиков. Парный к нему ГОСТ ИСО 7388-3-2014 — конструкции штревелей. Практически дубликат ISO 297 и ISO 7388.
- Все еще могут быть актуальны советские и старые российские стандарты:
- ГОСТ 15945-82 — основные размеры конусов и парный к нему ГОСТ 19860-93 — допуски.
- ГОСТ 25827-93 — конструкции конусов, фланцев и хвостовиков.
- DV, SK (от нем. Steilkegel). Немецкий вариант конуса. Стандарты DIN 2080, DIN 69871.
- NMTB (от англ. National Machine Tool Builders Association), NST, NT. Американский вариант конуса. Стандарт ANSI B5.18. Дюймовая размерность, конструктивно аналог ISO 297.
- CAT, CV (от англ. Caterpillar V-Flange). Американский вариант конуса. Стандарт ANSI B5.50. Дюймовая размерность, конструктивно аналог ISO 7388 вариант A.
- BT — японская разновидность конуса согласно стандарта JIS B6339 (JMTBA MAS-403 «BT»). Дюймовая размерность, конструктивно аналог ISO 7388 вариант J.
- NFE 62540 — французский стандарт.
- IS 2340, IS 11173 — индийские стандарты. Первый аналог ISO 297, второй ISO 7388.
Типоразмер конуса обозначается цифрой, существуют размеры от 10-го до 80-го с шагом 5. Например, ISO10, NMTB40, BT50. Для всех стандартов размер конусной части одинаков. Угол конуса 16°35’40″. В таблице размеров конусов D обозначает базовый размер — наибольший диаметр конусного отверстия (гнезда), L обозначает глубину конусного отверстия. Эти значения также примерно соответствуют наибольшему диаметру конуса и его длине. Диаметр фланца DF примерно одинаков у всех конструктивных разновидностей.
Конус с фланцем для автоматической смены инструмента| Конус | D | L | Резьба | DF |
|---|---|---|---|---|
| 10 | 15,87 | 21,8 | ||
| 15 | 19,05 | 26,9 | ||
| 25 | 25,40 | 39,8 | ||
| 30 | 31,75 | 49,2 | M12 | 50 |
| 35 | 38,10 | 57,2 | ||
| 40 | 44,45 | 65,6 | M16 | 63 |
| 45 | 57,15 | 84,8 | M20 | 80 |
| 50 | 69,85 | 103,7 | M24 | 97 |
| 55 | 88,90 | 132,0 | M24 | 130 |
| 60 | 107,95 | 163,7 | M30 | 156 |
| 65 | 133,35 | 200,0 | M36 | 195 |
| 70 | 165,10 | 247,5 | M36 | 230 |
| 75 | 203,20 | 305,8 | M40 | 280 |
| 80 | 254,00 | 390,8 | M40 | 350 |
Стандарты ISO и новый российский ГОСТ определяют несколько конструктивных разновидностей: одну для ручной смены инструмента и три разновидности для автоматической смены инструмента, обозначаемые буквами A, U, J. Каждой конструктивной разновидности соответствует свой фланец и штревель. Помимо того, стандарты регламентируют два метода подвода охлаждающей жидкости к инструменту: центральный через штревель (обозначается буквой D) или боковой через фланец (буквой F).
Старый ГОСТ 25827-93 определял три исполнения конусов. Исполнение 1 было аналогично ISO 297. Исполнение 2 было аналогично ISO 7388 вариант A. Исполнение 3 аналогов не имело. Стандарт не определял конструкций штревелей, только фланцев и резьб хвостовиков.
В настоящее время конуса обычно изготавливают со сменными штревелями, что улучшает совместимость оборудования разных стандартов.
HSK, КМ
HSK-конус (от нем. Hohlschaftkegel или англ. Hollow Shaft Taper, полый конус) используется во фрезерных обрабатывающих центрах и особенно в токарно-фрезерных центрах. Стандарты на эти конуса ISO 12164, DIN 69893, ГОСТ Р ИСО 12164. Конусность 1:10.
Имеет несколько конструктивных разновидностей фланцев, обозначаемых буквами A, B, C, D, E, F. Размер конуса обозначается цифрой наибольшего диаметра фланца в мм (от 25 до 160). Например, HSK-A63. Следует учесть, что диаметр фланца и размер конуса могут не совпадать у разных конструктивов, например, HSK-A50 и HSK-В63 имеют одинаковый конус, а HSK-A63 и HSK-В63 — разный.
Главные достоинства HSK-соединения: автоматическая быстрая смена инструмента (что очень важно в обрабатывающих центрах с ЧПУ), небольшой вес, возможность устанавливать в шпиндель токарные резцы, хорошая повторяемость, жесткость. Как правило, стандартные резцы квадратного сечения устанавливаются в специальную промежуточную оправку, которая, в свою очередь, имеет конус HSK. Но иногда также используются резцы, имеющие хвостовик HSK.
KM — конус, разработанный компанией Kennametal. По сути сходен с HSK, но не получил большого распространения. Конструкция КМ не запатентована.
Capto
Конус Capto, разработанный компанией Sandvik Coromant, сегодня продвигается, как аналог HSK премиум-класса. С 2008 года посадка Capto вошла в международный стандарт ISO 26623.
В сечении он представляет собой треугольник со скругленными краями и выгнутыми сторонами. Угол поверхности посадки взят аналогично конусу Морзе. Такая форма не позволяет конусу провернуться в гнезде, обеспечивает необходимое самозаклинивание и повторяемость при разборке-сборке по всем осям. Понятно, что с одной стороны базирование на треугольник более предпочтительно ввиду гораздо большей жесткости передачи. Однако технология изготовления такого конуса несколько сложнее и следовательно дороже для конечного потребителя. При всей своей премиумной цене логически обоснованным является применение Capto для черновой, получерновой обработки.
Главное преимущество посадки Capto по отношению к другим посадкам — жесткость соединения. Некоторые производители станков, проверив на практике возможности интерфейса Capto, стали интегрировать его в базовый шпиндель станка (WFL, Mazak). В зависимости от размера соединения Capto обозначаются C3..C10. Существуют следующие типоразмеры интерфейса (указан диаметр фланца):
- С3 — 32мм
- С4 — 40мм
- С5 — 50мм
- С6 — 63мм
- С8 — 80мм
- С10 — 100мм
При всей своей привлекательности этот конус не отвечает требованию концентрации износа. (То есть при превышении нагрузки на шпиндель — сгорит шпиндель, но Capto не провернется)
Brown & Sharpe, Jacobs, Jarno
По внешнему виду и сферам применения похожи на конуса Морзе[4]. Спецификации конусов являются внутрифирменными, национальных или международных стандартов на них нет. Получили распространение, в основном, на территории США.
R8
Внутрифирменный конус, изначально создавался специально для цанговых зажимов. Впоследствии конструктив стал использоваться как инструментальный конус. Разработан компанией Bridgeport Machines для своего оборудования, получил некоторое распространение, в том числе, в виде клонов этого оборудования. Существует один типоразмер этого конуса.
Переходные оправки и втулки
Переходные втулки конусов Морзе.Для уменьшения номенклатуры инструмента выпускаются разнообразные переходники из одних конусов в другие. Переходник типа наружный конус — внутренний конус именуют переходной втулкой. Переходник типа наружный конус — наружный конус именуют переходной оправкой. Например, оправка с конуса 7:24 на укороченный конус Морзе обозначается ISO30-B16.
Другие конусы, применяемые в машиностроении
Конус 1:50
Конусность 1:50 имеют установочные штифты, применяемые при необходимости дополнительного скрепления двух деталей, зафиксированных резьбовым соединением, чтобы они не могли перемещаться одна относительно другой. Установочные штифты вставляются в отверстия, просверленные и конически развернутые одновременно в обеих деталях, после их сборки. Конусность 1:50 соответствует углу уклона 0°34′[5].
Конус 1:30
Конусы насадных разверток, зенкеров и оправки для них. Конусность 1:30 соответствует углу уклона 0°55′[5].
Конус 1:16
Резьба обсадных труб 6 5/8″, бурильных и насосно-компрессорных труб, резьба трубная коническая общего назначения.
Конус 1:10
Концы валов электрических и других машин и соответствующие им муфты. ГОСТ 12081-72.
Центры упорные и конусы инструментов для тяжелых станков. ГОСТ 7343—72.
Отверстия под заклепки в котельных листах, мостовых и корабельных конструкциях (т. н. котельный конус).
Конус 1:7
Пробковые краны, центры упорные для тяжелых станков, конусы инструментов (ГОСТ 7343—72).
Конус 1:5
Концы шлифовальных шпинделей с наружным базирующим конусом ГОСТ 2323
Конус 1:4
Фланцевые концы шпинделей токарных, револьверных и других станков, резьба замков в нефтепромышленности.
Конус 1:1,866
Центры станков, центровые отверстия, потайные и полупотайные головки заклёпок диаметром 16—25 мм, потайные головки винтов диаметром 22—24 мм.
Конус 1:0,866
Зажимные цанги.
Конус 1:0,652
Потайные головки болтов, потайные и полупотайные головки заклёпок диаметром 10—13 мм.
Конус 7:64
Отверстия под оправки в столах зубодолбежных станков.
Примечания
www.gpedia.com
Конус инструментальный — Википедия
Ко́нус инструмента́льный — конический хвостовик инструмента (сверло, зенкер, фреза, развёртка, зажимной патрон, электрод контактной сварки) и коническое отверстие соответствующего размера (гнездо) в шпинделе или задней бабке, например, токарного станка. Предназначен для быстрой смены инструмента с высокой точностью центрирования и надёжностью крепления. Существуют много стандартов на различные конусы, различающиеся по конусности и исполнению.
Конус Морзе и метрический конус[править]
 Конус Морзе № 2 (MT2).
Конус Морзе № 2 (MT2). 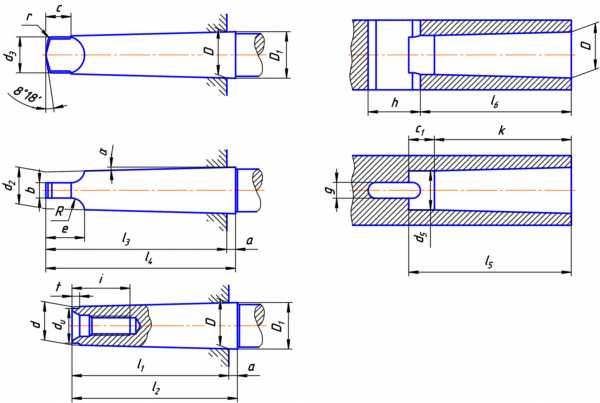 Схема инструментального конуса (наружные конусы с лапкой, наружные конусы без лапки, внутренние конусы (гнёзда)).
Схема инструментального конуса (наружные конусы с лапкой, наружные конусы без лапки, внутренние конусы (гнёзда)).Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году[1].
Конус Морзе подразделяется на восемь размеров, от КМ0 до КМ7 (англ. MT0-MT7, нем. MK0-MK7)[2][3]. Конусность от 1:19,002 до 1:20,047 (угол конуса от 2°51’26″ до 3°00’52″, уклон конуса от 1°25’43″ до 1°30’26″) в зависимости от типоразмера.
Стандарты на конус Морзе: ISO 296, DIN 228, ГОСТ 25557-2006 «Конусы инструментальные. Основные размеры.». В российском стандарте конус КМ7 к применению не рекомендован, вместо него применяется несовместимый метрический конус № 80. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Существует несколько исполнений хвостовика конуса: с лапкой, с резьбой, без оных. Инструмент с лапкой крепится в шпинделе заклиниванием этой лапки, для чего в рукаве шпинделя есть соответствующий паз. Лапка предназначена для облегчения выбивания конуса из шпинделя и предотвращения проворачивания. Инструмент с внутренней резьбой фиксируется в шпинделе штоком (штревелем), вворачивающимся в торец конуса. Конусы с резьбой гарантируют невыпадение инструмента и облегчают извлечение заклинившего конуса из шпинделя. Некоторые конусы снабжаются системой отверстий и канавок для подачи смазочно-охлаждающей жидкости (СОЖ).
Метрический конус[править]
По мере развития станкостроения понадобилось расширить диапазон размеров конусов Морзе как в большую, так и в меньшую стороны. При этом, для новых типоразмеров конуса, выбрали конусность ровно 1:20 (угол конуса 2°51’51″, уклон конуса 1°25’56″) и назвали их метрическими конусами (англ. Metric Taper). Типоразмер метрических конусов указывается по наибольшему диаметру конуса в миллиметрах. ГОСТ 25557-2006 также определяет уменьшенные метрические конуса № 4 и № 6 (англ. ME4, ME6) и большие метрические конуса № 80, 100, 120, 160, 200 (англ. ME80 — ME200).
Конструктивных различий между конусом Морзе и метрическим нет.
| Обозначение конуса | Конусность | D | D1 | d | d1 | d2 | d3 max | d4 max | d5 | l1 max | l2 max | l3 max | l4 max | l5 min | l6 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Метрический | № 4 | 1:20 | 4 | 4,1 | 2,9 | – | – | – | 2,5 | 3 | 23 | 25 | – | – | 25 | 21 |
| № 6 | 1:20 | 6 | 6,2 | 4,4 | – | – | – | 4 | 4,6 | 32 | 35 | – | – | 34 | 29 | |
| Морзе | КМ0 | 1:19,212 | 9,045 | 9,2 | 6,4 | – | 6,1 | 6 | 6 | 6,7 | 50 | 53 | 56,3 | 59,5 | 52 | 49 |
| КМ1 | 1:20,047 | 12,065 | 12,2 | 9,4 | M6 | 9 | 8,7 | 9 | 9,7 | 53,5 | 57 | 62 | 65,5 | 56 | 52 | |
| КМ2 | 1:20,020 | 17,780 | 18 | 14,6 | M10 | 14 | 13,5 | 14 | 14,9 | 64 | 69 | 75 | 80 | 67 | 62 | |
| КМ3 | 1:19,922 | 23,825 | 24,1 | 19,8 | M12 | 19,1 | 18,5 | 19 | 20,2 | 80,1 | 86 | 94 | 99 | 84 | 78 | |
| КМ4 | 1:19,254 | 31,267 | 31,6 | 25,9 | M16 | 25,2 | 25,2 | 24 | 26,5 | 102,5 | 109 | 117,5 | 124 | 107 | 98 | |
| КМ5 | 1:19,002 | 44,399 | 44,7 | 37,6 | M20 | 36,5 | 35,7 | 35,7 | 38,2 | 129,5 | 136 | 149,5 | 156 | 135 | 125 | |
| КМ6 | 1:19,180 | 63,348 | 63,8 | 53,9 | M24 | 52,4 | 51 | 51 | 54,6 | 182 | 190 | 210 | 218 | 188 | 177 | |
| КМ7[сн 1] | 1:19,231 | 83,058 | ||||||||||||||
| Метрический | № 80 | 1:20 | 80 | 80,4 | 70,2 | M30 | 69 | 67 | 67 | 71,5 | 196 | 204 | 220 | 228 | 202 | 186 |
| № 100 | 1:20 | 100 | 100,5 | 88,4 | M36 | 87 | 85 | 85 | 90 | 232 | 242 | 260 | 270 | 240 | 220 | |
| № 120 | 1:20 | 120 | 120,6 | 106,6 | M36 | 105 | 102 | 102 | 108,5 | 268 | 280 | 300 | 312 | 276 | 254 | |
| № 160 | 1:20 | 160 | 160,8 | 143 | M48 | 141 | 138 | 138 | 145,5 | 340 | 356 | 380 | 396 | 350 | 321 | |
| № 200 | 1:20 | 200 | 201 | 179,4 | M48 | 177 | 174 | 174 | 182,5 | 412 | 432 | 460 | 480 | 424 | 388 |
- ↑ Отсутствует в ГОСТ 25557-2006
Укороченные конуса Морзе[править]
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому были придуманы девять типоразмеров укороченных конусов Морзе, полученных удалением более толстой части конуса Морзе. Цифра в обозначении короткого конуса — диаметр новой толстой части конуса в мм. Российский стандарт на укороченные конуса ГОСТ 9953-82 «Конусы инструментов укороченные. Основные размеры.».
- B7 — укороченный до 14 мм КМ0.
- B10, B12 — укороченный до 18 и 22 мм соответственно КМ1.
- B16, B18 — укороченный до 29 и 37 мм соответственно КМ2.
- B22, B24 — укороченный до 45 и 55 мм соответственно КМ3.
- B32 — укороченный до 57 мм КМ4.
- B45 — укороченный до 71 мм КМ5.

Широко распространённый инструментальный конус, в основном, для станков с ЧПУ с автоматической сменой инструмента. Цель разработки — устранение недостатков конуса Морзе (самозаклинивание конуса в шпинделе, малая площадь осевого упора, большая длина, сложность автоматической фиксации конуса в шпинделе, отсутствие зацепов для автоматической смены инструмента).
Существует ряд национальных и международных стандартов на этот конус, отличающихся базовой размерностью (дюймовая или метрическая), вспомогательными элементами (фланцы, штревели, каналы подачи СОЖ) и обозначениями. Конуса, изготовленные по разным стандартам, не всегда взаимозаменяемы.
- ISO-конусы. Международные стандарты ISO 297:1988 (конструктивная разновидность для ручной смены инструмента), ISO 7388 (конструктивные разновидности для автоматизированной смены инструмента).
- Новые российские стандарты: ГОСТ 25827-2014 — конструкции конусов, фланцев и резьб хвостовиков. Парный к нему ГОСТ ИСО 7388-3-2014 — конструкции штревелей. Практически дубликат ISO 297 и ISO 7388.
- Все еще могут быть актуальны советские и старые российские стандарты:
- ГОСТ 15945-82 — основные размеры конусов и парный к нему ГОСТ 19860-93 — допуски.
- ГОСТ 25827-93 — конструкции конусов, фланцев и хвостовиков.
- DV, SK (от нем. Steilkegel). Немецкий вариант конуса. Стандарты DIN 2080, DIN 69871.
- NMTB (от англ. National Machine Tool Builders Association), NST, NT. Американский вариант конуса. Стандарт ANSI B5.18. Дюймовая размерность, конструктивно аналог ISO 297.
- CAT, CV (от англ. Caterpillar V-Flange). Американский вариант конуса. Стандарт ANSI B5.50. Дюймовая размерность, конструктивно аналог ISO 7388 вариант A.
- BT — японская разновидность конуса согласно стандарта JIS B6339 (JMTBA MAS-403 «BT»). Дюймовая размерность, конструктивно аналог ISO 7388 вариант J.
- NFE 62540 — французский стандарт.
- IS 2340, IS 11173 — индийские стандарты. Первый аналог ISO 297, второй ISO 7388.
Типоразмер конуса обозначается цифрой, существуют размеры от 10-го до 80-го с шагом 5. Например, ISO10, NMTB40, BT50. Для всех стандартов размер конусной части одинаков. Угол конуса 16°35’40″. В таблице размеров конусов D обозначает базовый размер — наибольший диаметр конусного отверстия (гнезда), L обозначает глубину конусного отверстия. Эти значения также примерно соответствуют наибольшему диаметру конуса и его длине. Диаметр фланца DF примерно одинаков у всех конструктивных разновидностей.
 Конус с фланцем для автоматической смены инструмента
Конус с фланцем для автоматической смены инструмента| Конус | D | L | Резьба | DF |
|---|---|---|---|---|
| 10 | 15,87 | 21,8 | ||
| 15 | 19,05 | 26,9 | ||
| 25 | 25,40 | 39,8 | ||
| 30 | 31,75 | 49,2 | M12 | 50 |
| 35 | 38,10 | 57,2 | ||
| 40 | 44,45 | 65,6 | M16 | 63 |
| 45 | 57,15 | 84,8 | M20 | 80 |
| 50 | 69,85 | 103,7 | M24 | 97 |
| 55 | 88,90 | 132,0 | M24 | 130 |
| 60 | 107,95 | 163,7 | M30 | 156 |
| 65 | 133,35 | 200,0 | M36 | 195 |
| 70 | 165,10 | 247,5 | M36 | 230 |
| 75 | 203,20 | 305,8 | M40 | 280 |
| 80 | 254,00 | 390,8 | M40 | 350 |
Стандарты ISO и новый российский ГОСТ определяют несколько конструктивных разновидностей: одну для ручной смены инструмента и три разновидности для автоматической смены инструмента, обозначаемые буквами A, U, J. Каждой конструктивной разновидности соответствует свой фланец и штревель. Помимо того, стандарты регламентируют два метода подвода охлаждающей жидкости к инструменту: центральный через штревель (обозначается буквой D) или боковой через фланец (буквой F).
Старый ГОСТ 25827-93 определял три исполнения конусов. Исполнение 1 было аналогично ISO 297. Исполнение 2 было аналогично ISO 7388 вариант A. Исполнение 3 аналогов не имело. Стандарт не определял конструкций штревелей, только фланцев и резьб хвостовиков.
В настоящее время конуса обычно изготавливают со сменными штревелями, что улучшает совместимость оборудования разных стандартов.
HSK-конус (от нем. Hohlschaftkegel или англ. Hollow Shaft Taper, полый конус) используется во фрезерных обрабатывающих центрах и особенно в токарно-фрезерных центрах. Стандарты на эти конуса ISO 12164, DIN 69893, ГОСТ Р ИСО 12164. Конусность 1:10.
Имеет несколько конструктивных разновидностей фланцев, обозначаемых буквами A, B, C, D, E, F. Размер конуса обозначается цифрой наибольшего диаметра фланца в мм (от 25 до 160). Например, HSK-A63. Следует учесть, что диаметр фланца и размер конуса могут не совпадать у разных конструктивов, например, HSK-A50 и HSK-В63 имеют одинаковый конус, а HSK-A63 и HSK-В63 — разный.
Главные достоинства HSK-соединения: автоматическая быстрая смена инструмента (что очень важно в обрабатывающих центрах с ЧПУ), небольшой вес, возможность устанавливать в шпиндель токарные резцы, хорошая повторяемость, жесткость. Как правило, стандартные резцы квадратного сечения устанавливаются в специальную промежуточную оправку, которая, в свою очередь, имеет конус HSK. Но иногда также используются резцы, имеющие хвостовик HSK.
KM — конус, разработанный компанией Kennametal. По сути сходен с HSK, но не получил большого распространения. Конструкция КМ не запатентована.

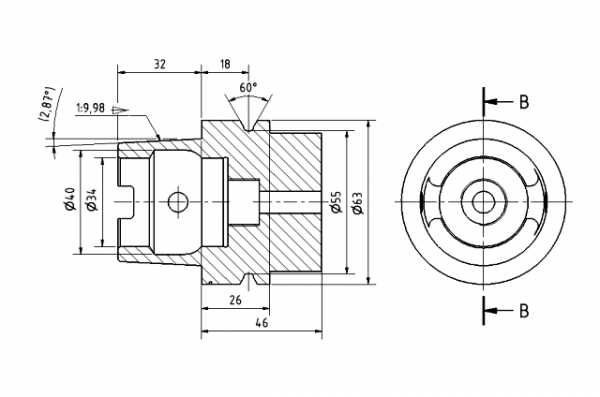
Конус Capto, разработанный компанией Sandvik Coromant, сегодня продвигается, как аналог HSK премиум-класса. С 2008 года посадка Capto вошла в международный стандарт ISO 26623.
В сечении он представляет собой треугольник со скругленными краями и выгнутыми сторонами. Угол поверхности посадки взят аналогично конусу Морзе. Такая форма не позволяет конусу провернуться в гнезде, обеспечивает необходимое самозаклинивание и повторяемость при разборке-сборке по всем осям. Понятно, что с одной стороны базирование на треугольник более предпочтительно ввиду гораздо большей жесткости передачи. Однако технология изготовления такого конуса несколько сложнее и следовательно дороже для конечного потребителя. При всей своей премиумной цене логически обоснованным является применение Capto для черновой, получерновой обработки.
Главное преимущество посадки Capto по отношению к другим посадкам — жесткость соединения. Некоторые производители станков, проверив на практике возможности интерфейса Capto, стали интегрировать его в базовый шпиндель станка (WFL, Mazak). В зависимости от размера соединения Capto обозначаются C3..C10. Существуют следующие типоразмеры интерфейса (указан диаметр фланца):
- С3 — 32мм
- С4 — 40мм
- С5 — 50мм
- С6 — 63мм
- С8 — 80мм
- С10 — 100мм
Brown & Sharpe, Jacobs, Jarno[править]
По внешнему виду и сферам применения похожи на конуса Морзе[4]. Спецификации конусов являются внутрифирменными, национальных или международных стандартов на них нет. Получили распространение, в основном, на территории США.

Внутрифирменный конус, изначально создавался специально для цанговых зажимов. Впоследствии конструктив стал использоваться как инструментальный конус. Разработан компанией Bridgeport Machines для своего оборудования, получил некоторое распространение, в том числе, в виде клонов этого оборудования. Существует один типоразмер этого конуса.
Переходные оправки и втулки[править]
Переходные втулки конусов Морзе.Для уменьшения номенклатуры инструмента выпускаются разнообразные переходники из одних конусов в другие. Переходник типа наружный конус — внутренний конус именуют переходной втулкой. Переходник типа наружный конус — наружный конус именуют переходной оправкой. Например, оправка с конуса 7:24 на укороченный конус Морзе обозначается ISO30-B16.
Другие конусы, применяемые в машиностроении[править]
Конус 1:50[править]
Конусность 1:50 имеют установочные штифты, применяемые при необходимости дополнительного скрепления двух деталей, зафиксированных резьбовым соединением, чтобы они не могли перемещаться одна относительно другой. Установочные штифты вставляются в отверстия, просверленные и конически развернутые одновременно в обеих деталях, после их сборки. Конусность 1:50 соответствует углу уклона 0°34′[5].
Конус 1:30[править]
Конусы насадных разверток, зенкеров и оправки для них. Конусность 1:30 соответствует углу уклона 0°55′[5].
Конус 1:16[править]
Резьба обсадных труб 6 5/8″, бурильных и насосно-компрессорных труб, резьба трубная коническая общего назначения.
Конус 1:10[править]
Концы валов электрических и других машин и соответствующие им муфты. ГОСТ 5006-83 (утратил силу в 2007 г.).
Центры упорные и конусы инструментов для тяжелых станков. ГОСТ 7343—72.
Отверстия под заклепки в котельных листах, мостовых и корабельных конструкциях (т. н. котельный конус).
Конус 1:7[править]
Пробковые краны, центры упорные для тяжелых станков, конусы инструментов (ГОСТ 7343—72).
Конус 1:5[править]
Концы шлифовальных шпинделей с наружным базирующим конусом ГОСТ 2323
Конус 1:4[править]
Фланцевые концы шпинделей токарных, револьверных и других станков, резьба замков в нефтепромышленности.
Конус 1:1,866[править]
Центры станков, центровые отверстия, потайные и полупотайные головки заклёпок диаметром 16—25 мм, потайные головки винтов диаметром 22—24 мм.
Конус 1:0,866[править]
Зажимные цанги.
Конус 1:0,652[править]
Потайные головки болтов, потайные и полупотайные головки заклёпок диаметром 10—13 мм.
Конус 7:64[править]
Отверстия под оправки в столах зубодолбежных станков.
wp.wiki-wiki.ru
Конус Морзе Википедия
Ко́нус инструмента́льный — конический хвостовик инструмента (сверло, зенкер, фреза, развёртка, зажимной патрон, электрод контактной сварки) и коническое отверстие соответствующего размера (гнездо) в шпинделе или задней бабке, например, токарного станка. Предназначен для быстрой смены инструмента с высокой точностью центрирования и надёжностью крепления. Существует много стандартов на различные конусы, различающиеся по конусности и исполнению.
Конус Морзе и метрический конус
Конус Морзе № 2 (MT2). Схема инструментального конуса (наружные конусы с лапкой, наружные конусы без лапки, внутренние конусы (гнёзда)).Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году[1].
Конус Морзе подразделяется на восемь размеров, от КМ0 до КМ7 (англ. MT0-MT7, нем. MK0-MK7)[2][3]. Конусность от 1:19,002 до 1:20,047 (угол конуса от 2°51’26″ до 3°00’52″, уклон конуса от 1°25’43″ до 1°30’26″) в зависимости от типоразмера.
Стандарты на конус Морзе: ISO 296, DIN 228, ГОСТ 25557-2006 «Конусы инструментальные. Основные размеры.». В российском стандарте конус КМ7 к применению не рекомендован, вместо него применяется несовместимый метрический конус № 80. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Существует несколько исполнений хвостовика конуса: с лапкой, с резьбой, без оных. Инструмент с лапкой крепится в шпинделе заклиниванием этой лапки, для чего в рукаве шпинделя есть соответствующий паз. Лапка предназначена для облегчения выбивания конуса из шпинделя и предотвращения проворачивания. Инструмент с внутренней резьбой фиксируется в шпинделе штоком (штревелем), вворачивающимся в торец конуса. Конусы с резьбой гарантируют невыпадение инструмента и облегчают извлечение заклинившего конуса из шпинделя. Некоторые конусы снабжаются системой отверстий и канавок для подачи смазочно-охлаждающей жидкости (СОЖ).
Метрический конус
По мере развития станкостроения понадобилось расширить диапазон размеров конусов Морзе как в большую, так и в меньшую стороны. При этом, для новых типоразмеров конуса, выбрали конусность ровно 1:20 (угол конуса 2°51’51″, уклон конуса 1°25’56″) и назвали их метрическими конусами (англ. Metric Taper). Типоразмер метрических конусов указывается по наибольшему диаметру конуса в миллиметрах. ГОСТ 25557-2006 также определяет уменьшенные метрические конуса № 4 и № 6 (англ. ME4, ME6) и большие метрические конуса № 80, 100, 120, 160, 200 (англ. ME80 — ME200).
Конструктивных различий между конусом Морзе и метрическим нет.
| Обозначение конуса | Конусность | D | D1 | d | d1 | d2 | d3 max | d4 max | d5 | l1 max | l2 max | l3 max | l4 max | l5 min | l6 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Метрический | № 4 | 1:20 | 4 | 4,1 | 2,9 | – | – | – | 2,5 | 3 | 23 | 25 | – | – | 25 | 21 |
| № 6 | 1:20 | 6 | 6,2 | 4,4 | – | – | – | 4 | 4,6 | 32 | 35 | – | – | 34 | 29 | |
| Морзе | КМ0 | 1:19,212 | 9,045 | 9,2 | 6,4 | – | 6,1 | 6 | 6 | 6,7 | 50 | 53 | 56,3 | 59,5 | 52 | 49 |
| КМ1 | 1:20,047 | 12,065 | 12,2 | 9,4 | M6 | 9 | 8,7 | 9 | 9,7 | 53,5 | 57 | 62 | 65,5 | 56 | 52 | |
| КМ2 | 1:20,020 | 17,780 | 18 | 14,6 | M10 | 14 | 13,5 | 14 | 14,9 | 64 | 69 | 75 | 80 | 67 | 62 | |
| КМ3 | 1:19,922 | 23,825 | 24,1 | 19,8 | M12 | 19,1 | 18,5 | 19 | 20,2 | 80,1 | 86 | 94 | 99 | 84 | 78 | |
| КМ4 | 1:19,254 | 31,267 | 31,6 | 25,9 | M16 | 25,2 | 25,2 | 24 | 26,5 | 102,5 | 109 | 117,5 | 124 | 107 | 98 | |
| КМ5 | 1:19,002 | 44,399 | 44,7 | 37,6 | M20 | 36,5 | 35,7 | 35,7 | 38,2 | 129,5 | 136 | 149,5 | 156 | 135 | 125 | |
| КМ6 | 1:19,180 | 63,348 | 63,8 | 53,9 | M24 | 52,4 | 51 | 51 | 54,6 | 182 | 190 | 210 | 218 | 188 | 177 | |
| КМ7[сн 1] | 1:19,231 | 83,058 | – | 285.75 | 294.1 | |||||||||||
| Метрический | № 80 | 1:20 | 80 | 80,4 | 70,2 | M30 | 69 | 67 | 67 | 71,5 | 196 | 204 | 220 | 228 | 202 | 186 |
| № 100 | 1:20 | 100 | 100,5 | 88,4 | M36 | 87 | 85 | 85 | 90 | 232 | 242 | 260 | 270 | 240 | 220 | |
| № 120 | 1:20 | 120 | 120,6 | 106,6 | M36 | 105 | 102 | 102 | 108,5 | 268 | 280 | 300 | 312 | 276 | 254 | |
| № 160 | 1:20 | 160 | 160,8 | 143 | M48 | 141 | 138 | 138 | 145,5 | 340 | 356 | 380 | 396 | 350 | 321 | |
| № 200 | 1:20 | 200 | 201 | 179,4 | M48 | 177 | 174 | 174 | 182,5 | 412 | 432 | 460 | 480 | 424 | 388 |
- ↑ Отсутствует в ГОСТ 25557-2006
Укороченные конуса Морзе
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому были придуманы девять типоразмеров укороченных конусов Морзе, полученных удалением более толстой части конуса Морзе. Цифра в обозначении короткого конуса — диаметр новой толстой части конуса в мм. Российский стандарт на укороченные конуса ГОСТ 9953-82 «Конусы инструментов укороченные. Основные размеры.».
- B7 — укороченный до 14 мм КМ0.
- B10, B12 — укороченный до 18 и 22 мм соответственно КМ1.
- B16, B18 — укороченный до 24 и 32 мм соответственно КМ2.
- B22, B24 — укороченный до 45 и 55 мм соответственно КМ3.
- B32 — укороченный до 57 мм КМ4.
- B45 — укороченный до 71 мм КМ5.
Конус 7:24
Широко распространённый инструментальный конус, в основном, для станков с ЧПУ с автоматической сменой инструмента. Цель разработки — устранение недостатков конуса Морзе (самозаклинивание конуса в шпинделе, малая площадь осевого упора, большая длина, сложность автоматической фиксации конуса в шпинделе, отсутствие зацепов для автоматической смены инструмента).
Существует ряд национальных и международных стандартов на этот конус, отличающихся базовой размерностью (дюймовая или метрическая), вспомогательными элементами (фланцы, штревели, каналы подачи СОЖ) и обозначениями. Конуса, изготовленные по разным стандартам, не всегда взаимозаменяемы.
- ISO-конусы. Международные стандарты ISO 297:1988 (конструктивная разновидность для ручной смены инструмента), ISO 7388 (конструктивные разновидности для автоматизированной смены инструмента).
- Новые российские стандарты: ГОСТ 25827-2014 — конструкции конусов, фланцев и резьб хвостовиков. Парный к нему ГОСТ ИСО 7388-3-2014 — конструкции штревелей. Практически дубликат ISO 297 и ISO 7388.
- Все еще могут быть актуальны советские и старые российские стандарты:
- ГОСТ 15945-82 — основные размеры конусов и парный к нему ГОСТ 19860-93 — допуски.
- ГОСТ 25827-93 — конструкции конусов, фланцев и хвостовиков.
- DV, SK (от нем. Steilkegel). Немецкий вариант конуса. Стандарты DIN 2080, DIN 69871.
- NMTB (от англ. National Machine Tool Builders Association), NST, NT. Американский вариант конуса. Стандарт ANSI B5.18. Дюймовая размерность, конструктивно аналог ISO 297.
- CAT, CV (от англ. Caterpillar V-Flange). Американский вариант конуса. Стандарт ANSI B5.50. Дюймовая размерность, конструктивно аналог ISO 7388 вариант A.
- BT — японская разновидность конуса согласно стандарта JIS B6339 (JMTBA MAS-403 «BT»). Дюймовая размерность, конструктивно аналог ISO 7388 вариант J.
- NFE 62540 — французский стандарт.
- IS 2340, IS 11173 — индийские стандарты. Первый аналог ISO 297, второй ISO 7388.
Типоразмер конуса обозначается цифрой, существуют размеры от 10-го до 80-го с шагом 5. Например, ISO10, NMTB40, BT50. Для всех стандартов размер конусной части одинаков. Угол конуса 16°35’40″. В таблице размеров конусов D обозначает базовый размер — наибольший диаметр конусного отверстия (гнезда), L обозначает глубину конусного отверстия. Эти значения также примерно соответствуют наибольшему диаметру конуса и его длине. Диаметр фланца DF примерно одинаков у всех конструктивных разновидностей.
Конус с фланцем для автоматической смены инструмента| Конус | D | L | Резьба | DF |
|---|---|---|---|---|
| 10 | 15,87 | 21,8 | ||
| 15 | 19,05 | 26,9 | ||
| 25 | 25,40 | 39,8 | ||
| 30 | 31,75 | 49,2 | M12 | 50 |
| 35 | 38,10 | 57,2 | ||
| 40 | 44,45 | 65,6 | M16 | 63 |
| 45 | 57,15 | 84,8 | M20 | 80 |
| 50 | 69,85 | 103,7 | M24 | 97 |
| 55 | 88,90 | 132,0 | M24 | 130 |
| 60 | 107,95 | 163,7 | M30 | 156 |
| 65 | 133,35 | 200,0 | M36 | 195 |
| 70 | 165,10 | 247,5 | M36 | 230 |
| 75 | 203,20 | 305,8 | M40 | 280 |
| 80 | 254,00 | 390,8 | M40 | 350 |
Стандарты ISO и новый российский ГОСТ определяют несколько конструктивных разновидностей: одну для ручной смены инструмента и три разновидности для автоматической смены инструмента, обозначаемые буквами A, U, J. Каждой конструктивной разновидности соответствует свой фланец и штревель. Помимо того, стандарты регламентируют два метода подвода охлаждающей жидкости к инструменту: центральный через штревель (обозначается буквой D) или боковой через фланец (буквой F).
Старый ГОСТ 25827-93 определял три исполнения конусов. Исполнение 1 было аналогично ISO 297. Исполнение 2 было аналогично ISO 7388 вариант A. Исполнение 3 аналогов не имело. Стандарт не определял конструкций штревелей, только фланцев и резьб хвостовиков.
В настоящее время конуса обычно изготавливают со сменными штревелями, что улучшает совместимость оборудования разных стандартов.
HSK, КМ
HSK-конус (от нем. Hohlschaftkegel или англ. Hollow Shaft Taper, полый конус) используется во фрезерных обрабатывающих центрах и особенно в токарно-фрезерных центрах. Стандарты на эти конуса ISO 12164, DIN 69893, ГОСТ Р ИСО 12164. Конусность 1:10.
Имеет несколько конструктивных разновидностей фланцев, обозначаемых буквами A, B, C, D, E, F. Размер конуса обозначается цифрой наибольшего диаметра фланца в мм (от 25 до 160). Например, HSK-A63. Следует учесть, что диаметр фланца и размер конуса могут не совпадать у разных конструктивов, например, HSK-A50 и HSK-В63 имеют одинаковый конус, а HSK-A63 и HSK-В63 — разный.
Главные достоинства HSK-соединения: автоматическая быстрая смена инструмента (что очень важно в обрабатывающих центрах с ЧПУ), небольшой вес, возможность устанавливать в шпиндель токарные резцы, хорошая повторяемость, жесткость. Как правило, стандартные резцы квадратного сечения устанавливаются в специальную промежуточную оправку, которая, в свою очередь, имеет конус HSK. Но иногда также используются резцы, имеющие хвостовик HSK.
KM — конус, разработанный компанией Kennametal. По сути сходен с HSK, но не получил большого распространения. Конструкция КМ не запатентована.
Capto
Конус Capto, разработанный компанией Sandvik Coromant, сегодня продвигается, как аналог HSK премиум-класса. С 2008 года посадка Capto вошла в международный стандарт ISO 26623.
В сечении он представляет собой треугольник со скругленными краями и выгнутыми сторонами. Угол поверхности посадки взят аналогично конусу Морзе. Такая форма не позволяет конусу провернуться в гнезде, обеспечивает необходимое самозаклинивание и повторяемость при разборке-сборке по всем осям. Понятно, что с одной стороны базирование на треугольник более предпочтительно ввиду гораздо большей жесткости передачи. Однако технология изготовления такого конуса несколько сложнее и следовательно дороже для конечного потребителя. При всей своей премиумной цене логически обоснованным является применение Capto для черновой, получерновой обработки.
Главное преимущество посадки Capto по отношению к другим посадкам — жесткость соединения. Некоторые производители станков, проверив на практике возможности интерфейса Capto, стали интегрировать его в базовый шпиндель станка (WFL, Mazak). В зависимости от размера соединения Capto обозначаются C3..C10. Существуют следующие типоразмеры интерфейса (указан диаметр фланца):
- С3 — 32мм
- С4 — 40мм
- С5 — 50мм
- С6 — 63мм
- С8 — 80мм
- С10 — 100мм
При всей своей привлекательности этот конус не отвечает требованию концентрации износа. (То есть при превышении нагрузки на шпиндель — сгорит шпиндель, но Capto не провернется)
Brown & Sharpe, Jacobs, Jarno
По внешнему виду и сферам применения похожи на конуса Морзе[4]. Спецификации конусов являются внутрифирменными, национальных или международных стандартов на них нет. Получили распространение, в основном, на территории США.
R8
Внутрифирменный конус, изначально создавался специально для цанговых зажимов. Впоследствии конструктив стал использоваться как инструментальный конус. Разработан компанией Bridgeport Machines для своего оборудования, получил некоторое распространение, в том числе, в виде клонов этого оборудования. Существует один типоразмер этого конуса.
Переходные оправки и втулки
Переходные втулки конусов Морзе.Для уменьшения номенклатуры инструмента выпускаются разнообразные переходники из одних конусов в другие. Переходник типа наружный конус — внутренний конус именуют переходной втулкой. Переходник типа наружный конус — наружный конус именуют переходной оправкой. Например, оправка с конуса 7:24 на укороченный конус Морзе обозначается ISO30-B16.
Другие конусы, применяемые в машиностроении
Конус 1:50
Конусность 1:50 имеют установочные штифты, применяемые при необходимости дополнительного скрепления двух деталей, зафиксированных резьбовым соединением, чтобы они не могли перемещаться одна относительно другой. Установочные штифты вставляются в отверстия, просверленные и конически развернутые одновременно в обеих деталях, после их сборки. Конусность 1:50 соответствует углу уклона 0°34′[5].
Конус 1:30
Конусы насадных разверток, зенкеров и оправки для них. Конусность 1:30 соответствует углу уклона 0°55′[5].
Конус 1:16
Резьба обсадных труб 6 5/8″, бурильных и насосно-компрессорных труб, резьба трубная коническая общего назначения.
Конус 1:10
Концы валов электрических и других машин и соответствующие им муфты. ГОСТ 12081-72.
Центры упорные и конусы инструментов для тяжелых станков. ГОСТ 7343—72.
Отверстия под заклепки в котельных листах, мостовых и корабельных конструкциях (т. н. котельный конус).
Конус 1:7
Пробковые краны, центры упорные для тяжелых станков, конусы инструментов (ГОСТ 7343—72).
Конус 1:5
Концы шлифовальных шпинделей с наружным базирующим конусом ГОСТ 2323
Конус 1:4
Фланцевые концы шпинделей токарных, револьверных и других станков, резьба замков в нефтепромышленности.
Конус 1:1,866
Центры станков, центровые отверстия, потайные и полупотайные головки заклёпок диаметром 16—25 мм, потайные головки винтов диаметром 22—24 мм.
Конус 1:0,866
Зажимные цанги.
Конус 1:0,652
Потайные головки болтов, потайные и полупотайные головки заклёпок диаметром 10—13 мм.
Конус 7:64
Отверстия под оправки в столах зубодолбежных станков.
Примечания
wikiredia.ru