Межкристаллитная коррозия нержавеющих сталей – Межкристаллитная коррозия нержавеющей стали – методы эффективной защиты + Видео
alexxlab | 07.12.2020 | 0 | Вопросы и ответы
Межкристаллитная коррозия нержавеющей стали – методы эффективной защиты + Видео
При определенных условиях эксплуатации конструкции из нержавеющей стали подвергаются коррозии. Часто “нержавейку” поражает ее межкристаллитная разновидность, которая приводит к снижению прочности и пластичности металла.
1 Какие факторы определяют высокую стойкость «нержавейки» против коррозии?
Высокие антикоррозионные характеристики нержавеющих сталей обусловлены тем, что они пассивируются без особых проблем даже при стандартных атмосферных условиях – за счет кислорода в воздухе. Легкость этого процесса обеспечивается ключевым легирующим компонентом “нержавейки” – хромом. В окислительных средах при увеличении его содержания антикоррозионные возможности сталей значительно возрастают.
Пассивации “нержавейки” способствует (но в существенно меньшей степени) и никель. Снижается стойкость против коррозии при повышении объемов углерода в нержавеющих сплавах. Нивелировать воздействие углерода можно путем легирования “нержавейки” ниобием, медью, молибденом и рядом иных химических элементов. На стойкость описываемых сплавов против ржавления влияет и их структурное состояние.
Рекомендуем ознакомиться
Твердые растворы с никелем и хромом характеризуются максимальными антикоррозионными свойствами. Любые явления, которые приводят к повышению неоднородности структуры и снижению в твердом растворе количества хрома (формирование его интерметаллидов, нитридов и карбидов), резко уменьшают стойкость “нержавейки” против коррозионных разрушений.
Изделия из нержавеющих сталей имеют наибольший антикоррозионный потенциал в малоокислительных средах, наименьший – в сильнокислотных и неокислительных. Поэтому конструкции из них не рекомендуется эксплуатировать в растворах плавиковой, серной и соляной кислоты.
Пассивное состояние сталей, как принято считать сейчас, определяется формирующейся на их поверхности фазовой либо адсорбционной пленкой. На “нержавейке” создаются пленки адсорбционно-фазового типа. Причем образовываться они могут и при непосредственно погружении металла в раствор, и на воздухе (до того момента, как “нержавейка” попадает в раствор). Эти пленки пассивируют сталь в порах, а также выступают в роли катодов, которые реагирует на восстановительно-окислительные показатели раствора.
2 Особенности межкристаллитной коррозии «нержавейки»
Коррозия нержавеющих сталей межкристаллитного вида (МКК) происходит, когда границы зерен активны, а сами зерна пассивны. Обычно такое ржавление возникает в двух случаях:
- когда термообработка “нержавейки” производится неправильно,
- в месте сварного соединения (на небольшой дистанции от шва).
Границы и тело зерен имеют совершенно разные условия пассивации. Хром в объеме более 12 процентов содержится в теле зерна. За счет этого в твердом растворе последнее остается в пассивном состоянии. А вот на границах зерен формируются интерметаллиды и карбиды. В них хрома уже меньше 12 процентов, что приводит к малому уровню пассивации.
Межкристаллитная коррозия чаще всего поражает стали аустенитного класса. В них нет специальных легирующих добавок – ниобия и титана. Аустенитные нержавеющие стали особенно подвержены МКК после отпуска металла при 650 градусах.
А вот в “нержавейке” ферритного класса межкристаллитная коррозия активно образуется при нормализации либо закалке стали. Это обусловлено тем, что из твердого пересыщенного раствора образуются нитриды и карбиды хрома, содержащие железо.

Чувствительность “нержавейки” к коррозии межкристаллитного типа увеличивается с увеличением размера зерна. Также добавим, что наличие в нержавеющих легированных сталях кобальта, кремния и никеля приводит к повышению активности атомов углерода. Это становится причиной усиления межкристаллитной коррозии.
3 Способы предохранения «нержавейки» от МКК
Защита нержавеющих сплавов от межкристаллитной коррозии выполняется в настоящее время следующими методами:
- Отжига (стабилизирующим) стали при температурах от 750 до 900 градусов. Эта методика продемонстрировала высокую эффективность при обработке ферритных сталей. В них за счет диффузии концентрация хрома выравнивается и по границам зерен, и по самому зерну.
- Уменьшением содержания в сталях углерода. Исследования показали, что в ферритной и аустенитной “нержавейке” с углеродом до 0,03 процента МКК практически никогда не образуется.
- Закалкой металла в воде. Такая защита обычно применяется для аустенитной нержавеющей стали. Она обеспечивает переход в твердый раствор карбидов хрома, которые располагаются на границах зерен.
- Формированием аустенитно-ферритных двухфазных сплавов, которые к МКК проявляют крайне малую степень чувствительности.
Кроме того, защита “нержавейки” от описываемого вида коррозии производится при легировании ее образующими карбиды стабилизирующими компонентами. Для этих целей используется ниобий и титан, реже – тантал.
Принцип этой защиты базируется на том, что указанные элементы по своей природе более активно (по сравнению с хромом) формируют карбиды. Таким образом, по границам зерен образуются не карбиды хрома, вызывающие МКК, а соединения тантала, ниобия либо титана. При легировании важно добиться того, чтобы количество ниобия в сплаве было в 8–10 раз, а титана в 5 раз больше содержания углерода.
4 Ножевая и точечная коррозия «нержавейки»
Разновидностью МКК считается ножевая коррозия. Механизм ее образования идентичен тому, который вызывает межкристаллитные разрушения. Ножевое ржавление поражает нержавеющие стали в областях, которые находятся непосредственно возле сварного соединения (то есть примыкают к нему). Такой коррозии подвержены даже сплавы, прошедшие стабилизацию ниобием либо титаном.
Ножевые коррозионные проявления обусловлены полным переходом карбидов ниобия и титана при сварочных температурах более 1300 градусов в твердый раствор. Когда после сварки сталь охлаждается (процесс должен идти достаточно быстро), выделения этих карбидов не происходит, зато карбиды хрома сразу же появляются возле соединительных швов. Также ножевая коррозия активно развивается в сильноокислительных атмосферах, когда металл в перепассивированном состоянии.

Защита от ножевого ржавления выполняется такими способами:
- выбор такого сварочного режима, при котором на пришовную зону не оказывают влияния высокие температуры;
- уменьшение объемов углерода в “нержавейке”;
- повышение (по сравнению с расчетным) содержания в сплаве ниобия или титана.
Под точечной коррозией принято понимать локализованное разрушение сталей, проявляющееся в виде отверстий на их поверхности. Это происходит из-за недостатка в определенной (как правило, небольшой по размерам) области кислорода. Данная ситуация приводит к тому, что эта область по своим свойствам становится анодной, а другая область, где кислород имеется в избытке, превращается в катодную. В результате наблюдается гальваническая коррозия в узколокализованной зоне, которая способна продвигаться с течением времени в глубинные слои стали.

Точечная коррозия нержавеющих сталей встречается очень часто в форме питтингов с существенными глубинами, но малым (до одного миллиметра) диаметром. Питтинги образуются из-за появления на “нержавейке” серы и других посторонних включений, а также при повреждении пассивного слоя на металле. Предотвратить точечное разрушение можно добавочным легированием стали никелем и молибденом.
5 Коротко о других видах коррозии нержавеющих сплавов
Нержавеющие стали аустенитного и мартенситного класса имеют высокую склонность к коррозии под напряжением. Причем эта склонность не устраняется внесением в сплавы ниобия либо титана. Данный вид разрушения возникает из-за того, что в неоднородных областях “нержавейки” (блочные структуры, границы зерен) появляются надрезы. В них уменьшается поляризуемость (анодная) и происходит значительная концентрация напряжений.
Коррозия под напряжением не страшна сталям, в которых имеется свыше 40 процентов никеля. Если же этот элемент содержится в сплаве в количестве от 9 до 14 процентов, “нержавейка” в большинстве случаев будет коррозировать под напряжением. При содержании никеля менее 9 процентов формируется аустенитно-ферритная композиция с двумя фазами, которая, как было отмечено, не подвержена ржавлению.
Для защиты “нержавейки” от коррозии под напряжением используются далее указанные методы:
- отжиг (стабилизирующий) для аустенитных сплавов и отпуск (высокий) для мартенситных;
- уменьшение напряжений, которые приложены к металлу извне;
- формирование на поверхности стали напряжения сжатия посредством ее обработки на дробеструйном оборудовании;
- добавка ферритообразующих компонентов.
В зонах появления зазоров малых размеров между изделием из нержавеющей стали и иным предметом (например, прокладка из резины либо уплотнительная деталь) может развиваться щелевая коррозия. Схема формирования такого разрушения следующая:
- накопление хлорид-ионов и аналогичных им агрессивных микрочастиц в зазоре;
- “выталкивание” из раствора атомов кислорода;
- образование в зазоре анода, что через некоторое время приводит к увеличению кислотности.

Щелевая коррозия демонстрирует максимальную активность в нетекучих хлоридсодержащих атмосферах и в средах с повышенной кислотностью. Защититься от нее можно путем увеличения щелочности анодной зоны (катодная защита). Но намного более эффективным методом считается грамотное проектирование конструкций из нержавеющих сталей, которое просто-напросто не позволяет образовываться щелевой коррозии.
tutmet.ru
Межкристаллитная коррозия(МКК)
Межкристаллитная коррозия (МКК) – один из видов местной коррозии металла, который приводит к избирательному разрушению границ зерна. Межкристаллитная коррозия – очень опасный вид разрушения, т.к. визуально ее не всегда можно определить. Металл теряет свою пластичность и прочность.
Межкристаллитной коррозии чаще всего подвергаются металлы и сплавы, которые легко становятся пассивными. К ним относятся хромоникелевые и хромистые сплавы (нержавеющие стали), сплавы алюминия, никеля, некоторые другие.
Межкристаллитную коррозию изучали: Смирнов, И.А. Левин, Шрейдер, Г.Л. Шварц, Акимов, Ролласон, Бейн, Штраус и многие др.
Причина возникновения межкристаллитной коррозии: структурные превращения на границах зерен металла. Зона структурных превращений становится анодом, который усиленно растворяется. Связь между зернами металла нарушается и происходит их выкрашивание. Вследствии этих процессов металлические конструкции при эксплуатации теряют свои свойства и быстро приходят в негодность.
Факторы межкристаллитной коррозии (МКК):
1) Состав сплава;
2) Температура и время выдержки при повышенных температурах;
3) Среда.
Скорость протекания межкристаллитной коррозии определяется потенциалом металла. Ускоренное ее развитие наблюдается при потенциалах входа в транспассивную область (1,15 – 1,25В), а также при потенциале активно-пассивного перехода (около 0,35В). В разных областях межкристаллитная коррозия может протекать по разным механизмам.
Межкристаллитная коррозия нержавеющих сталей связана с обеднением границ зерен хромом или образованием примесей (карбидов хрома). Наиболее часто встречается карбид Cr23C6, который сильно снижает пластичность и ударную вязкость металла.
Карбиды выступают в роли анода, из-за чего происходит резкое увеличение скорости межкристаллитной коррозии.
При повышенной температуре атомы углерода, которые намного меньше атомов хрома и обладают большей подвижностью, диффундируют к границам зерен не только с приграничных зон, но и с объема. При этом в карбидообразовании участвует почти весь углерод зерна, и только те атомы хрома, которые расположены почти у самых его границ. Карбиды концентрируются возле границ зерен, образуя сплошную цепочку. Так границы зерен оказываются обедненными хромом.
При воздействии агрессивной среды карбиды хрома растворяются.
О скорости межкристаллитной коррозии нержавеющих сплавов можно судить по концентрации в зерне атомов хрома. Чем больше разность концентраций хрома на границах зерна и в объеме – тем быстрее протекает межкристаллитная коррозия.
На склонность к карбидообразованию очень сильно влияет легирование нержавеющих сталей. V, W, Mo, Mn, Nb снижают активность углерода, предотвращая возможность возникновения межкристаллитной коррозии. Si, Co, Ni – напротив, увеличивают активность атомов углерода, усиливая МКК.
На протекание межкристаллитной коррозии при воздействии сильных окислителей большое влияние оказывает не один, а несколько факторов одновременно (интенсивное растворение избыточных фаз, неустойчивых в данной среде; влияние хромат-ионов; избирательное растворение границ зерна, обедненных хромом; избирательное растворение мест концентрации примесей; т.д.).
Межкристаллитная коррозия дюралюминия. На границах зерен в виде цепочки выпадает интерметаллическое соединение CuAl2, которое разрушается при протекании коррозии с выделением водорода. За счет отсутствия окислителя в растворе на соединении CuAl2 не образуется кроющая защитная пленка и идет его интенсивное растворение. Замечено, что первоначальное выделение водорода, дальнейшее развитие межкристаллитной коррозии наблюдается в местах трещин, микропор на поверхности сплава. Иногда межкристаллитная коррозия может развиваться с образованных между границами зерен питтингов. Подкисление электролита внутри питтинга способствует ее развитию. Поэтому рекомендуется для защиты от межкристаллитной коррозии дюралюминия и других алюминиевых сплавов, содержащих медь, уплотнять структуру металла.
«Ножевая» коррозия – разновидность межкристаллитной коррозии (МКК). Ножевая коррозия – местное разрушение, которое наблюдается на сварных швах. Протекает в узкой зоне, на границе основной металл – сварной шов. Ножевой коррозии подвержены многослойные сварные швы высокоуглеродистых хромоникелевых сталей, стабилизированные титаном стали, которые эксплуатируются в азотной кислоте. Даже стали с большим содержанием молибдена.
При сварке почти расплавленный металл (с температурой около 1300 οС) контактирует с холодным. В расплавленном металле растворяются карбиды хрома или титана, а при его охлаждении не успевают выделится новые карбиды. При этом углерод остается в твердом растворе. Из-за достаточно медленного охлаждения выпадает большое количество карбидов Cr. В агрессивных средах происходит постепенное растворение (на межкристаллитном уровне) узкой зоны возле сварного шва.
Предотвращение ножевой коррозии:
– применять только низкоуглеродистые хромоникелевые стали;
– избегать «опасных» температур околошовной зоны;
– использовать стабилизирующий отжиг при температурах 870 – 1150 οС (карбиды Cr переходят в твердый раствор).
www.okorrozii.com
Межкристаллитная коррозия хромистых нержавеющих сталей
Межкристаллитная коррозия хромистых нержавеющих сталей [c.94] Не со всеми положениями автора можно безоговорочно согласиться. Наибольшие возражения, вероятно, встретит предлагаемая автором диаграмма, дающая, по его мнению, возможность предсказать длительность нагрева в критическом интервале температур, еще не вызывающего склонности к межкристаллитной коррозии у аустенит-ных сталей. Можно также отметить некоторую неполноту сведений о межкристаллитной коррозии хромистых мартенситных и фер-ритных сталей. Недостаточно обоснованы также рекомендации по применению нержавеющих сталей в нейтральных растворах хлоридов, в частности в. морской воде. Это, однако, не умаляет очевидных достоинств книги и ее полезности. Изложение материала имеет ряд особенностей, сохраненных при переводе, из которых нужно упомянуть следующие.
Межкристаллитная коррозия. Хромоникелевые, хромомарганцовистые и хромистые нержавеющие стали, обладая высокой коррозионной стойкостью, в некоторых средах подвержены межкристаллитной коррозии, когда их структура нарушена. Разрушение этого вида происходит по границам зерен, не затрагивая при этом самих зерен. Например, при воздействии азотной кислотой или морской водой образцы [c.114]
Согласно современным теоретическим воззрениям возникновение межкристаллитной коррозии в сталях объясняется выделением из твердого раствора хромистых карбидов, располагающихся по границам зерен. В высокохромистых и хромоникелевых нержавеющих сталях п.ри их нагреве в температурном интервале 500—850° происходит выпадение из твердого раствора железохромовых карбидов (Сгре ) С. В результате выделения карбида поверхность зерна на определенной сравнительно небольшой глубине оказывается обедненной хромом это приводит к возникновению разных электродных потенциалов между зерном и его границей и способствует межкристаллитному разрушению. Экспериментально установлено, что на каждую весовую часть углерода в карбиде приходится 11—12 частей хрома и, следовательно, уменьшение содержания углерода в твердом растворе на 0,1% за счет выпадения карбидов способствует обеднению сплава хромом примерно на 1%. Обеднение твердого раствора хромом происходит неравномерно и преимущественно по границам зерен. Таким образом, граница зерна состоит из обедненного хромом твердого раствора и карбидов. При воздействии определенной коррозионной среды, содержащей кислород (вода, раствор HNO, и др.), зерно благодаря высокому содержанию хрома и железохромовые карбиды пассивируются, т. е. покрываются пленкой окислов и приобретают положительный потенциал, в то время как граница зерна обедненная хромом, плохо пассивирует, так как имеет более отрицательный потенциал. [c.73]
Значительное снижение содержания углерода по сравнению с обычно достигаемым улучшает стойкость к межкристаллитной коррозии также и у ферритных хромистых нержавеющих сталей. С уменьшением содержания углерода момент появления склонности к межкристаллитной коррозии сдвигается в сторону более длительных выдержек при критических температурах, а область этой склонности сужается, в то время как интенсивность межкристаллитной коррозии в каждом отдельном случае почти не меняется. [c.122]
Межкристаллитная коррозия наиболее типична для нержавеющих и кислотоупорных хромистых и хромоникелевых сталей после сварки. [c.69]
Одним из наиболее распространенных растворов для испытания на склонность нержавеющих сталей к межкристаллитной коррозии является раствор серной кислоты и медного купороса, в котором образцы кипятят. Склонность к межкристаллитной коррозии обнаруживается по растрескиванию образцов (после кипячения) при их загибе на угол, равный 90°. Опыт показывает, что этот метод пригоден для выявления склонности к межкристаллитной коррозии хромистых, ферритных, мартенситных и хромоникелевых сталей аустенитного, аустенито-ферритного и аустенито-мартенситного классов, так как этот раствор выявляет межкристаллитную коррозию при выпадении карбидной фазы. Этот раствор не выявляет межкристаллитную коррозию в том случае, когда межкристаллитная коррозия является следствием выделения ст-фазы. В последнем случае значительно лучше выявляет межкристаллитную коррозию, связанную с выпадением ст-фазы, кипящий 65%-ный раствор азотной кислоты. Оценка склонности металла к межкристаллитной коррозии в этом растворе производится массовым методом, чем он принци- [c.344]
Межкристаллитная коррозия является одним из наиболее опасных видов местной коррозии (рис. 1.4.1, к), приводящей к избирательному разрушению границ зерен, что сопровождается потерей прочности и пластичности металлов и сплавов. Опасность заключается в том, что зачастую изменений во внешнем виде изделий, поврежденных межкристаллитной коррозией, не происходит. Коррозия этого вида наблюдается у многих материалов — хромистых и хромоникелевых нержавеющих сталей, никелевых и алюминиевых сплавов и т. п. [c.80]
Коррозионное растрескивание нержавеющих сталей наблюдается главным образом в сталях мартенситного класса (12% хрома). Аустенитные стали типа 18-8 более склонны к коррозии под напряжением, чем полуферритные хромистые стали. Значительное влияние на склонность к коррозии под напряжением оказывает стабильность аустенита. Характер коррозионного растрескивания в большинстве сред транскристаллитный, если сталь не склонна к межкристаллитной коррозии. Если сталь склонна к межкристаллитной коррозии, то растрескивание происходит по границам зерен. [c.276]
При межкристаллитной коррозии процесс разрушения развивается по границам зерен кристаллов металла или сплава, постепенно разобщая существующую между ними внутреннюю металлическую связь, и понижает механические свойства металла. Наиболее подвержены межкристаллитной коррозии нержавеющие и кислотостойкие — хромистые и хромоникелевые — стали после сварки. [c.12]
В морской воде и в агрессивных шахтных водах [250] нержавеющие стали подвергаются точечной коррозии. Однако если одновременно имеется склонность к межкристаллитной коррозии, точечная коррозия переходит постепенно в межкристаллитную, развивающуюся сравнительно быстро [193]. С межкристаллитной коррозией, связанной с точечными поражениями на границах зерен, можно встретиться не только у хромистых нержавеющих сталей, но и у высокопрочных аустенитных хромомарганцевоникелевых сталей с азотом, если их подвергнуть нагреву в области критических температур (табл. 14). В тех случаях, когда сталь [c.78]
Хромоникелевые, хромоникелевомарганцовистые, хромистые нержавеющие стали и высоколегированные сплавы при нарушении их структуры в ряде химических сред склонны к межкристаллитной коррозии (МКК). [c.137]
Склонность к межкристаллитной коррозии у высокохромистых нержавеющих сталей (Сг > 17 %, С > 0,025 %) проявляется после ускоренного охлаждения с высоких температур (1000-1100 °С) и обусловлена выделением в границах зерен сталей карбидов хрома, приводящим к обеднению по этому элементу зернограничного твердого раствора. Протекающая в ряде сред, например, в растворах (Н2804 + СиЗО ) или (НзРО.) + Си804), межкристаллитная коррозия этих сталей является следствием резкого снижения анодной поляризации границ зерен и сопровождается переходом в раствор только железа. Склонность к межкристаллитной коррозии у хромистых сталей можно ликвидировать повторным нагревом до 600-800 °С. Такой нагрев приводит к завершению выпадения карбидов и коагуляции выпавших ранее карбидш>1х частиц, к обогащению границ зерен хромом в результате его диффузии и снятию внутренних напряжений, возникших в процессе выделения карбидных включений из твердого раствора стали при ускоренном охлаждении от 1 ООО °С и более. [c.94]
Высоколегированные стали. Коррозии под напряжением подвержены аустенитные стали, например хромоникелевые стали 18-8 с добавкой Мо и без нее, стабилизированные и нестабилизированные низко-углеродистые сорта, аустенитные хромомарганцовоникелевые стали и стали с более высоким содержанием никеля (AISI309 и 310). Нержавеющая сталь с дисперсионным твердением более подвержена коррозии, чем аустенитная сталь. Ферритные хромистые стали с 12 17 и 25% хрома менее склонны к коррозии. Аустенитные стали особенно нестойки, если в них почти отсутствуют ферритные составляющие [121]. Коррозия здесь преимущественно вну-трикристаллитная. Она бывает и межкристаллитной — у сталей в сенсибилизированном состоянии или при недостаточной стабилизации. [c.44]
Необыкновенная стойкость нержавеющих хромистых и хромоникелевых сталей объясняется, прежде всего, их способностью пере-у ходить в пассивное состояние благодаря высокому содержанию хрома. Примеси других элементов (молибден, медь) придают хромоникелевым сталям различные специальные свойства и высокую стойкость против коррозии даже в активном состоянии (см. гл. 2.5.). Одной из серьезных причин, ограничивающих срок службы изделий из нержавеющих сталей, является склонность к межкристаллитной коррозии. Чаще всего приходится встречаться с межкристал-лптной коррозией аустенитных сталей в связи с их широким применением в агрессивных средах химической промышленности. Межкристаллитная коррозия проявляется неодинаково у отдельных групп нержавеющих сталей, различающихся не только по основному химическому составу, но и по структуре, а следовательно, и по другим свойствам [232, 241, 244]. [c.27]
У хромистых сталей можно наблюдать межкристаллитную коррозию не только в случае присутствия в воде хлорида натрия, но и в конденсате, содержащем сероводород. И хотя нержавеющие стали разрушаются в присутствии сероводорода при наличии высоких напряжений, у стали 1X13 с прочностью 165 кгс/мм межкристаллитная коррозия возникает и без внешней нагрузки всего за 24 ч. Очевидно, этот случай связан с коррозионным растрескиванием и поэтому выходит за рамки данной работы. [c.79]
Режим ускоренных испытаний хромистых сталей в 65%-ной кипящей НЫОз на склонность к межкристаллитной коррозии практически не разработан — не имеется критерия, позволяющего судить о склонности стали Х25Т к межкристаллитной коррозии. В работе М. Штрейхера [9] отмечается, что все нержавеющие стали показывают межкристаллитную коррозию после испытаний различной продолжительности в 65%-ной кипящей НЫОз, и, следовательно, степень поражения при одном и том же времени кипячения различна. Скорость коррозии однозначно определяет степень поражения. М. Штрейхером для нескольких марок хромоникелевых сталей найдены максимально допустимые значения глубинного показателя (в мм1год), гарантирующие практическое отсутствие межкристаллитного разрушения при длительной эксплуатации в большинстве коррозионно активных сред. Таким образом, при ускоренных испытаниях в кипящей 65%-ной НМОз критерием степени склонности к межкристаллитной коррозии является не межкристаллитное разрушение, а величина глубинного показателя. [c.78]
chem21.info
Р а б о т а 4 изучение межкристаллитной коррозии нержавеющих сталей аустенитного класса
I. ЦЕЛЬ РАБОТЫ
Ознакомиться с методами выявления межкристаллитной коррозии
сталей и способами борьбы с ней.
II. ТЕОРЕТИЧЕСКОЕ ОБОСНОВАНИЕ
В нержавеющих сталях углерод может находиться в составе карбидов, которые в электролите будут более электроположительны по сравнению, например, с ферритом. Следовательно, имеет место электрохимическая неоднородность – одна из необходимых предпосылок возникновения электрохимической коррозии.
В потреблении нержавеющих хромоникелевых сталей максимальный
удельный вес (около 80%) до сих пор составляет универсальный сплав аустенитного класса типа Х18Н9. Эти сплавы обладают средними прочностными характеристиками (в 700 МПа), высокой пластичностью ( 40%), хорошей свариваемостью, высокой коррозионной стойкостью во многих агрессивных средах: в органических (уксусной, пикриновой) и азотной кислотах, морской воде, влажном воздухе, растворах многих солей и щелочей.
Высокая коррозионная стойкость хромоникелевых сталей аустенитного класса обусловлена легкой пассивацией, основную роль в которой играет хром. Диаграмма состояния железо-хром приведена на рис. 4.1.
Хром сужает-область, которая замыкается при 12% хрома и 1000С. Углерод, наоборот, расширяет-область и связывает хром в кубический Cr23C6и тригональный Cr7С3 карбиды, обедняя твердый раствор хромом (1% углерода связывает примерно 10…12% хрома).
Хром способствует переходу железа в пассивное состояние, подчиняясь при этом правилу границ устойчивости (правило n/8 Таммана).
Согласно этому
правилу коррозионная стойкость твердого
раствора не находится в прямой зависимости
от состава сплава, а изменяется с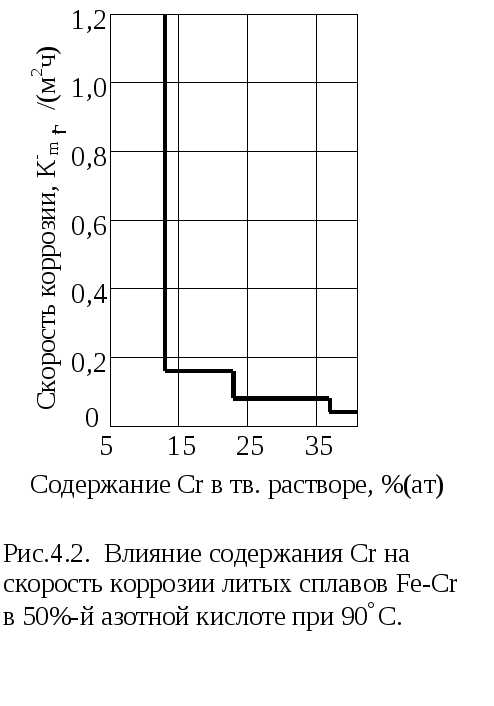 качками.
Резкое изменение коррозионной
стойкости происходит, когда
концентрация хрома или другого
легирующего элемента достигает 1/8
атомной доли или величины, кратной этому
числу, т.е. 2/8, 3/8, 4/8 и т.д. Положение
границы устойчивости (значение n
зависит от природы металлов и степени
агрессивности среды). Например, сплав
Fe-Cr-C в 50%-ной HNO3при 90С
имеет три (n=1, 2 и 3) границы устойчивости
(рис.4.2), сплав Fe-Cr в растворе FeSO4 –
одну (рис.4.3).
качками.
Резкое изменение коррозионной
стойкости происходит, когда
концентрация хрома или другого
легирующего элемента достигает 1/8
атомной доли или величины, кратной этому
числу, т.е. 2/8, 3/8, 4/8 и т.д. Положение
границы устойчивости (значение n
зависит от природы металлов и степени
агрессивности среды). Например, сплав
Fe-Cr-C в 50%-ной HNO3при 90С
имеет три (n=1, 2 и 3) границы устойчивости
(рис.4.2), сплав Fe-Cr в растворе FeSO4 –
одну (рис.4.3).
 Правило n/8 имеет
большое практическое значение, так
как позволяет рационально
легировать твердый раствор с целью
повышения коррозионной стойкости.
Так, резкое повышение коррозионной
стойкости (потенциала электрода),
показанное на рис. 4.4, соответствует
содержанию в твердом растворе 1/8
атомной доли хрома, что равно 12,5% (атомных)
или 11,7% (по массе). Более высокое содержание
хрома коррозионную стойкость
железа практически не повышает (Рис.
4.1, 4.2).
Правило n/8 имеет
большое практическое значение, так
как позволяет рационально
легировать твердый раствор с целью
повышения коррозионной стойкости.
Так, резкое повышение коррозионной
стойкости (потенциала электрода),
показанное на рис. 4.4, соответствует
содержанию в твердом растворе 1/8
атомной доли хрома, что равно 12,5% (атомных)
или 11,7% (по массе). Более высокое содержание
хрома коррозионную стойкость
железа практически не повышает (Рис.
4.1, 4.2).
Содержание хрома для получения коррозионностойких сплавов зависит также и от содержания углерода. В практических случаях суммарное содержание хрома и углерода может быть выбрано по диаграммам, характеризующим коррозионную стойкость в тех или иных агрессивных средах. Например, для окислительных сред такая диаграмма приведена на рис. 4.4.
С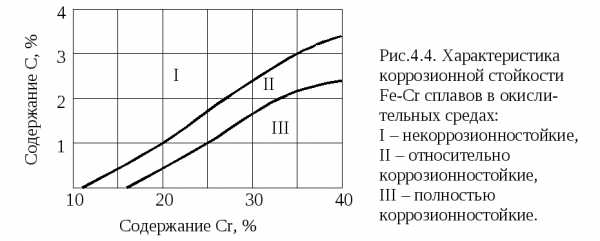 ущественным
недостатком нержавеющих сталей
аустенитного класса типа Х18Н9 является
их склонность при определенных условиях
к межкристаллитной коррозии.
Межкристаллитная коррозия является
одним из наиболее опасных видов
коррозионного разрушения, так как часто,
не изменяя внешнего вида металлической
конструкции, ведет к резкому снижению
прочности и пластичности.
ущественным
недостатком нержавеющих сталей
аустенитного класса типа Х18Н9 является
их склонность при определенных условиях
к межкристаллитной коррозии.
Межкристаллитная коррозия является
одним из наиболее опасных видов
коррозионного разрушения, так как часто,
не изменяя внешнего вида металлической
конструкции, ведет к резкому снижению
прочности и пластичности.
Межкристаллитная коррозия хромоникелевых сталей аустенитного класса связана с малой устойчивостью границ зерен после замедленного охлаждения стали в интервале температур 450…850С, что имеет место, главным образом, при сварке.
Для объяснения причин возникновения межкристаллитной коррозии существует несколько теорий, из которых наиболее распространенной и экспериментально доказанной является теория обеднения границ зерен хромом. Согласно этой теории, при нагреве в интервале температур 450…850С по границам зерен выделяются богатые хромом карбиды Cr23C6 или (Cr, Fe)23C6. В образовании этих карбидов участвует почти весь углерод сплава, а хром – только находящийся в прилегающих к границам зерен участков, что объясняется высокой скоростью диффузии углерода по сравнению со скоростью диффузии хрома при указанных выше температурах. В связи с образованием карбидов пограничные участки зерен обедняются хромом, и при содержании хрома менее 1/8 атомной доли (менее 11,7% по массе) эти участки теряют пассивное состояние (см. рис. 4.4).
Склонность нержавеющих сталей к межкристаллитной коррозии определяют на образцах. Предусматриваются испытания проката, поковок, труб, сварных швов, проволоки, литья. Обезжиренные и просушенные образцы с классом шероховатости поверхности не ниже 7 подвергаются испытанию на межкристаллитную коррозию по одному из приведенных в табл. 4.1 методов.
По окончании испытаний по методу АМ образцы извлекают из колбы или бачка, промывают, просушивают и загибают на угол 90. Наличие поперечных трещин на поверхности изогнутого образца свидетельствует о склонности стали к межкристаллитной коррозии. При испытаниях по методу Б таким свидетельством является наличие непрерывной сетки в местах анодного травления. При испытаниях по методу Д сталь считается склонной к межкристаллитной коррозии в случае, если скорость коррозии стали после любого цикла превышает 2 мм/год или если на сварных образцах наблюдается ножевая коррозия, имеющая вид надреза ножом в зоне сплавления сварных соединений (рис. 4.2, 4.3).
За развитием межкристаллитной коррозии можно наблюдать несколькими способами:
периодически извлекать образцы из раствора и измерять их электросопротивление: увеличение электросопротивления указывает на развитие межкристаллитной коррозии;
периодически извлекать образцы из раствора и, бросая их на твердую плиту (кафель, стекло и т.п.), по звуку судить о развитии межкристаллитной коррозии: при глубокой межкристаллитной коррозии образец (если он не покрыт отложениями меди) теряет металлический звон;
подвергать образцы холодному загибу на 180: у образца с межкристаллитной коррозией в местах загиба образуются трещины;
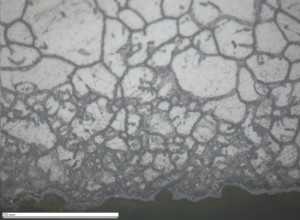
микрошлиф исследовать под микроскопом: границы зерен стали с межкристаллитной коррозией выглядят широкими и темными.
Борьбу с межкристаллитной коррозией ведут путем предотвращения образования по границам зерен карбидов хрома:
– снижением содержания углерода;
– закалкой;
– длительным нагревом при 860…880С;
– дополнительным легированием.
Таблица 4.1. Методы испытаний на межкристаллитную коррозию
Метод | Марки сталей | Раствор для испытаний | Краткое описание испытаний |
АМ | 0808Х18Н10Т, 0808Х18Н12Б, 1212Х18Н10Т, 0808Х18Н9Т и др. | 160 г. СuSO4∙5H2O+ 100 млH2SO4плотностью 1, 835 кг/дм3+ 1 л воды + медная стружка | Выдержка образцов, переложенных медной стружкой и залитых раствором, в стеклянной колбе с обратным холодильником (или бачке из Cr-Ni стали) при кипении в течении 15-24 часов. |
Углерод. по мере понижения его содержания уменьшает склонность хромоникелевых сталей к межкристаллитной коррозии. При содержании углерода менее 0,015% эти стали практически не склонны к этому виду коррозии.
Закалка. В результате закалки в воду от температур 1050…1100С углерод и хром фиксируются в твердом растворе, что является благоприятным в коррозионном отношении.
Длительный (более двух часов) нагрев при температурах 860…880С. При таком нагреве карбиды перестают выделяться и протекает их коагуляция, в связи с чем нарушается непрерывность карбидной сетки и обедненных хромом участков по границам зерен. Более того, хром, благодаря длительной выдержке, успевает продиффундировать в обедненные участки, что приводит к выравниванию его концентрации и повышению пассивируемости стали. При нагреве до 860…880С полностью снимаются внутренние напряжения, возникшие при образовании карбидов, а это также способствует повышению коррозионной стойкости.
Дополнительное легирование элементами, которые связывают углерод в более трудно растворимые карбиды по сравнению с хромистыми, препятствует возникновению межкристаллитной коррозии. Такими легирующими элементами являются Ti, Nb, Ta. Для полного связывания в карбиды должно быть некоторое избыточное количество этих элементов по отношению к стехиометрическому составу (TiC и др.). Однако добавка легирующих элементов в больших количествах может привести к образованию ферритной составляющей, что не уменьшает, а даже ускоряет развитие межкристаллитной коррозии.
Микроструктуры Cr-Ni сталей аустенитного класса после закалки без провоцирующего нагрева и после закалки с последующим длительным нагревом в области повышенных температур.
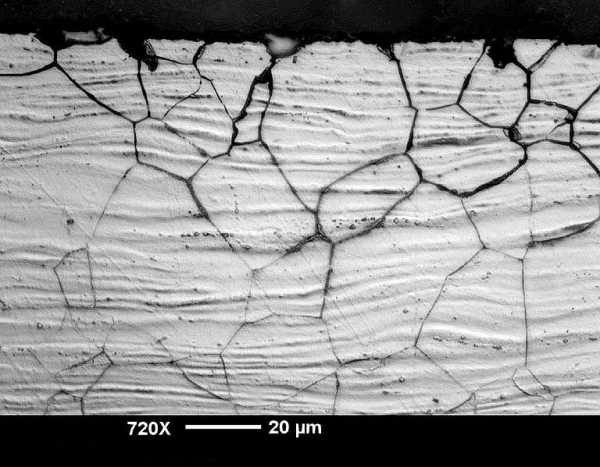
пораженная межкристаллитной коррозией
здоровая микроструктура (не пораженная МКК)
Таблица 4.2. Определение по звуку наличие или отсутствие межкристаллитной коррозии в образцах стали 08Х18Н10Т.
№ | Звук | Степень поражения МКК | Заключение |
523 | звонкий | без трещин | не поражена МКК |
58* | глухой | много трещин | поражена МКК |
58 | менее глухой | трещины | среднепоражена МКК |
2254 | менее звонкий | мало трещин | малопоражена МКК |
Выводы о влиянии Ti на склонность Cr-Ni сталей аустенитного класса к межкристаллитной коррозии.
Ti является легирующим элементом, которые связывает углерод в более трудно растворимые карбиды по сравнению с хромистыми, препятствует возникновению межкристаллитной коррозии. Для полного связывания в карбиды должно быть некоторое избыточное количество этого элемента по отношению к стехиометрическому составу (TiC и др.). Однако добавка легирующих элементов в больших количествах может привести к образованию ферритной составляющей, что не уменьшает, а даже ускоряет развитие межкристаллитной коррозии.
studfiles.net
Межкристаллитная коррозия – нержавеющая сталь
Межкристаллитная коррозия – нержавеющая сталь
Cтраница 1
Межкристаллитная коррозия нержавеющих сталей чаще всего проявляется в средах, обладающих окислительными свойствами. [1]
Межкристаллитную коррозию нержавеющих сталей можно также выявить электрохимическим путем – анодным травлением в течение 5 мин при плотности тока 0 65 а / см2 и 20 10 С в 60 % – ном растворе серной кислоты с 0 5 % уротропина или другого замедлителя коррозии. Метод анодного травления, заключающийся в анодной поляризации исследуемого участка поверхности стали, обладает тем достоинством, что позволяет быстро ( 1 5 – 5 мин) определять склонность стали к межкристаллитной коррозии непосредственно на полуфабрикатах и готовых сварных изделиях. Применение этого метода дает возможность производить межоперационную проверку склонности металла к межкристаллитной коррозии и соответствующей термической обработкой устранять эту склонность. [2]
Наиболее часто межкристаллитная коррозия нержавеющих сталей связана с выпадением карбидов хрома при температурах отпуска по границам зерен, в результате чего концентрация хрома в твердом растворе вблизи карбидов резко уменьшается. [3]
Наиболее часто межкристаллитная коррозия нержавеющих сталей связана с выпадением карбидов хрома при отпуске по границам зерен, в результате чего концентрация хрома в твердом растворе вблизи карбидов резко уменьшается. [5]
Причиной межкристаллитной коррозии нержавеющих сталей считают выпадение по границе зерна карбидов хрома Сг23С6 или ( Сг, Ре) 2зСе при нагревании в интервале температур 450 – 850 С. Так как при этих температурах скорость диффузии углерода выше, чем хрома, в образовании карбидов по границе зерна принимает участие весь углерод сплава, а хром-только находящийся на границе зерна. Это приводит к обеднению границы зерна хромом и уменьшению способности переходить в пассивное состояние. Поэтому в коррозионной среде граница зерна растворяется. [6]
Природа межкристаллитной коррозии нержавеющих сталей в настоящее время изучена недостаточно, и существующие теории не во всех случаях позволяют объяснить 1восприимчивость их к межкристаллитной коррозии. [8]
Для устранения межкристаллитной коррозии нержавеющих сталей нужно предотвратить выпадение карбидов хрома по границе зерен. Это достигается снижением содержания углерода в стали; легированием стали карбидообразующими элементами ( титан, тантал, ниобий), образующими более труднорастворимые карбиды, чем карбиды хрома; проведением термообработки при режимах, препятствующих образованию карбидов хрома. [9]
В существующих теориях межкристаллитной коррозии нержавеющих сталей это явление связывают с обеднением границ зерен хромом в результате образования новой фазы ( карбиды хрома, о – фаза) при отпуске закаленных сталей или замедленном их охлаждении в интервале опасных температур. [11]
Большое влияние на межкристаллитную коррозию нержавеющих сталей оказывают – напряжения, возникающие на границе кристаллитов в связи с выпадением карбидов. [13]
Ниже приведены некоторые примеры межкристаллитной коррозии нержавеющих сталей в практических условиях. [15]
Страницы: 1 2 3
www.ngpedia.ru
Межкристаллитная коррозия :: Дефекты стали
Описание. Межкристаллитная коррозия— селективная распространяющаяся по границам зерен коррозия нержавеющих аустенитных и ферритных сталей. В агрессивных коррозионных средах активизируется разъедание обедненных хромом зон вдоль границ зерен (за счет преимущественного выделения карбидов в этих объемах), в то время как необедненные хромом объемы (тело зерен) остаются пассивными. Процесс коррозии проходит вдоль границ зерен, что приводит к образованию глубоких трещин и межзеренному разрушению. В крайних случаях сталь может рассыпаться в порошок.
Предупреждение. При нагреве аустенитных хромоникелевых сталей выше 1000°С и последующей закалке ранее выделившиеся карбиды хрома растворяются. В этом состоянии межкристаллитная коррозия не наблюдается. Однако при последующем нагреве (сенсибилизации) сталь вновь оказывается склонной к межзеренному разрушению из-за межкристаллитной коррозии, так как карбиды хрома вновь выделяются по границам зерен. Снижение содержания углерода в стали. Для повышения стойкости против межзеренного разрушения в состоянии после сварки достаточно снизить содержание углерода ниже 0,07%, так как при сварке происходит лишь кратковременный нагрев в критической области температур. При длительной выдержке о области температур 450—850°С необходимо снижать содержание углерода ниже 0,03%. Добавка таких стабилизирующих карбиды элементов, как титан, ниобий и тантал. Эти элементы имеют большее сродство к углероду, чем хром, поэтому образуются стабильные карбиды (соблюдение заданного отношения концентрации титан — углерод является основным требованием при контроле нержавеющей стали в исходном состоянии). Стойкость стабилизированных сталей против межкристаллитной коррозии обеспечивается только тогда, когда не только титан, но и другие стабилизирующие элементы (ниобий, тантал) присутствуют в достаточном количестве (для связывания углерода и азота в стойкие соединения). Применение смазочных средств, свободных от углерода.Устранение. Межкристаллитную коррозию устранить невозможно.
Металл, склонный к межкристаллитной коррозии, бракуют.
Металл, склонный к межкристаллитной коррозии, может быть использован в тех случаях, когда коррозионные условия (среда, температура) не приводят к межкристаллитному разъеданию.Источник: Атлас дефектов стали. Пер. с нем. М. “Металлургия”, 1979.
markmet.ru
Межкристаллитная коррозия нержавеющих сталей – PDF
СТАЛИ И СПЛАВЫ КОРРОЗИОННО-СТОЙКИЕ
ГОСТ 6032-2003 (ИСО 3651-1:1998 ИСО 3651-2:1998) МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ СТАЛИ И СПЛАВЫ КОРРОЗИОННО-СТОЙКИЕ МЕТОДЫ ИСПЫТАНИЙ НА СТОЙКОСТЬ К МЕЖКРИСТАЛЛИТНОЙ КОРРОЗИИ МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ,
ПодробнееМЕТАЛЛОВЕДЕНИЕ. МЕТАЛЛУРГИЯ
МЕТАЛЛОВЕДЕНИЕ. МЕТАЛЛУРГИЯ УДК 669.15 194.55:621.785.3 Б. И. БЕРЕЖКО*, канд. техн. наук, М. И. ОЛЕНИН*, канд. техн. наук, В. И. ГОРЫНИН*, д-р техн. наук, В. И. СТОЛЬНЫЙ*, канд. техн. наук ПОВЫШЕНИЕ СОПРОТИВЛЕНИЯ
ПодробнееУДК : Нефтегазовое дело, 2010
УДК 621.791:622.276 ИССЛЕДОВАНИЕ ВЛИЯНИЯ ВИБРАЦИОННЫХ И УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ В ПРОЦЕССЕ СВАРКИ НА СВОЙСТВА СВАРНЫХ СОЕДИНЕНИЙ НЕФТЕГАЗОВОГО ОБОРУДОВАНИЯ ИЗ СТАЛИ 12Х18Н10Т Зарипов М.З., Ибрагимов И.Г.,
ПодробнееКомпания ООО «КРОН-СПБ»
Компания ООО «КРОН-СПБ» Проволоки для сварки нержавеющих сталей Санкт-Петербург Ижевск Уфа Нержавеющие для сварки в защитных газах и под слоем флюса. В таблице представлены данные по соответствию международным
ПодробнееЗадание. Основные сведения. Белые чугуны
ЛАБОРАТОРНАЯ РАБОТА 5 МИКРОСТРУКТУРНЫЙ АНАЛИЗ И СВОЙСТВА ЧУГУНОВ Цель работы 1. Изучить природу превращений в чугунах при охлаждении. 2. Изучить микроструктуру и механические свойства чугунов. Задание
ПодробнееXuper Nucleotec 2222
ВОССТАНОВИТЕЛЬНАЯ И РЕМОНТНАЯ СВАРКА Xuper Nucleotec 2222 Соединительный ремонт тяжелонагруженных массивных деталей Соединение разнородных сталей и металлических сплавов Превосходная стойкость к переменным
ПодробнееОтжиг I рода. Лекция 3
Отжиг I рода Отжиг – это нагрев стали с последующим (обычно медленным) охлаждением. Обычно отжиг – это подготовительная термообработка. Отжигу подвергают отливки, поковки, прокат. Отжиг I рода Предшествующая
ПодробнееЖаропрочный титановый сплав ВТ25
ВИАМ/1972-196097 Жаропрочный титановый сплав ВТ25 О.П. Солонина В.П. Кураева Ж.Д. Тхоревская Апрель 1972 Всероссийский институт авиационных материалов (ФГУП «ВИАМ» ГНЦ РФ) крупнейшее российское государственное
ПодробнееSandvik бесшовные нержавеющие трубы
Sndvik бесшовные нержавеющие трубы Сталь 316L(3R60) Sndvik semless Тubing Применение Сталь Сандвик 3R60 широко используется в промышленности в условиях, где стали типа AISI 304 и 304L не обладают достаточной
Подробнее1 Область применения
ГОСТ Р 51393-99 ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ ПРОКАТ ТОНКОЛИСТОВОЙ ХОЛОДНОКАТАНЫЙ И ГНУТЫЕ ПРОФИЛИ ИЗ КОРРОЗИОННОСТОЙКОЙ СТАЛИ ДЛЯ ВАГОНОСТРОЕНИЯ Технические условия ГОССТАНДАРТ РОССИИ
ПодробнееЦЕЛИ И ЗАДАЧИ ОСВОЕНИЯ ДИСЦИПЛИНЫ
Программа составлена на основе федерального государственного образовательного стандарта высшего образования (уровень подготовки кадров высшей квалификации) по направлению подготовки 22.06.01 Технологии
Подробнееdocplayer.ru