Оловянная бронза – 3. Оловянные бронзы.
alexxlab | 04.08.2019 | 0 | Вопросы и ответы
Олово и оловянная бронза = Sn. Другая история науки. От Аристотеля до Ньютона
Олово и оловянная бронза = Sn
Оловянная бронза, то есть медь, в которой основным легирующим элементом было олово, постепенно стала вытеснять медно-мышьяковые сплавы. Появление оловянной бронзы ознаменовало начало новой эпохи в истории человечества, которая определена как бронзовый век. Медно-оловянные предметы находят в памятниках бронзового века на огромном пространстве всего Старого света.
Присадка олова к меди, начиная с минимальных долей процента, улучшает ее литейные качества, но изменяет пластичность сплава. Бронзы, содержащие до 5 % олова, допускают ковку и волочение вхолодную, при большем же содержании олова такая обработка возможна только вгорячую. С повышением содержания олова хрупкость бронзы увеличивается; бронзы, содержащие до 30 % олова, дробятся под молотком.
Небольшая добавка олова к меди незначительно понижает ее точку плавления, например медь с 5 % олова плавится при 1050 °C, с 10 % – при 1005 °C, с 15 % – при 960 °C. В древности из-за дороговизны олова, которое в большинстве стран было привозным и доставлялось нерегулярно, плавильщики заменяли его полностью или частично другими легирующими металлами: мышьяком, сурьмой, свинцом, никелем, а позднее и цинком. Поэтому состав древних оловянных бронз разнороден. Повышенные примеси металлов, кроме олова, объясняются также химическим составом медных руд, использованных плавильщиками, и в некоторых случаях переплавкой с медью лома бронзовых изделий.
Однако распространение оловянной бронзы ставит немало проблем. Неизвестно происхождение олова – как входившего в состав древней бронзы, так и использовавшегося самостоятельно. Последовательность открытия оловянной бронзы и олова также остается пока невыясненной. Можно было бы предположить, что до получения оловянной бронзы человек научился выплавлять олово из его руды, касситерита
(SnO2), тем более, что процесс выплавки не представлял трудностей, ведь температура плавления олова лишь 232 °C. Однако повсюду оловянные предметы появились либо одновременно с бронзовыми, либо позднее их.В Европе медного века фактически не было – изделия из меди встречаются редко, однако изделия из бронзы появляются здесь внезапно и распространяются повсеместно. Это необъяснимо, как и то, что даже первые бронзовые изделия показывают высокое мастерство их создателей, возникшее без предварительных этапов. И в Юго-Восточной Азии искусство отливки появляется внезапно, словно занесенное извне.
Не говорят ли эти сообщения о том, что люди не всегда учились искусству выплавки и обработки металлов, а получали его в готовом виде? Так, искусство бронзы могло быть отработано в Египте и отсюда попало к народам всего мира. Точно так же произошло и с железом, но в этом случае, наоборот, оно было «занесено» в Египет.
Это подтверждает и поразительное сходство различных предметов, оружия из бронзы, обнаруженных археологами на территории всей Европы. Изделия до такой степени похожи друг на друга, что закрадывается подозрение, будто все они изготовлены в одной мастерской.
Сама выплавка олова из его природной двуокиси (касситерита) с древесным углем довольно проста, и выплавленный металл может быть добавлен к меди для получения бронзы. Другой вариант возможного получения бронзы – совместная плавка медных руд, предварительно смешанных с касситеритом (чистый касситерит содержит почти 80 % Sn). Следует, однако, учитывать, что совместная выплавка меди и олова в больших масштабах требовала доставки оловянных руд к местам, где находились источники меди. То есть это стало возможным только после развития средств передвижения.
Многие соображения относительно возможных источников олова в древности зачастую исходят из ошибочных и путаных сведений об олове в трудах древних и средневековых авторов. Месторождения олова по сравнению с другими металлами очень редки. Хоть и предполагалось, что установление источников олова в регионах, где расцветала металлургия, не представит затруднений, на самом деле эта проблема остается нерешенной до сих пор.
Источники олова искали в тех районах, где обнаружено много древних медно-оловянных предметов, например в Иране и на Кавказе. Однако, судя по современным геологическим исследованиям, в Иране месторождения оловянных руд отсутствуют. Металлогеническими и геохимическими методами была также установлена невероятность залегания в пределах Кавказа промышленных оловянных руд, как по запасам, так и по содержанию олова. На письменные сообщения разных авторов рассчитывать нельзя, так как свинец и олово не различали до позднего Средневековья.
Большинство известных в мире месторождений касситерита находится в Малайзии, Индонезии, Китае, Боливии, на Британских островах (на Корнуэлле), в Саксонии, Богемии, Нигерии. При этом довольно часто отмечается Богемия как один из центров снабжения оловом бронзовой металлургии. Но месторождения олова там слишком глубоко залегают в гранитах, вряд ли они были доступны древнему рудокопу.
Есть еще одна загадка. Во многих европейских языках нет различия между свинцом и оловом. По-польски олув – это свинец. И по-литовски и на языке пруссов свинец тоже называли оловом – алвас, алвис. Вся средневековая Европа путала свинец и олово, вернее и то и другое считали свинцом, только олово – белым свинцом (плюмбум альбум), а свинец – черным свинцом (плюмбум нигрум). Но для изготовления оловянной бронзы надо уметь их различать. Это еще одно указание на привнесенность бронзы в Европу.
Поделитесь на страничке Следующая глава >history.wikireading.ru
Оловянные бронзы
Оловянные бронзы – сплавы различных композиций на основе системы Cu-Sn. Сводный перечень отечественных оловянных бронз, обрабатываемых давлением, и их зарубежных сплавов-аналогов приведен в . 1.
Диаграмма состояния системы Cu-Sn показана на рис. 1.
. 1 Cu-Sn
Фаза α-твердый раствор олова в меди (кристаллическая решетка кубическая гранецентрированная) пластична в горячем и холодном состоянии.
Фазы β и γ устойчивы только при повышенных температурах, а с понижением температуры распадаются с большой скоростью. Фаза δ (Cu31Sn8, решетка γ-фазы) – продукт распада γ -фазы (или β’) при температуре 520С твердая и хрупкая.
Распад δ-фазы на α + Cu3Sn (ε-фаза) начинается при температуре 350С. С понижением температуры распад δ-фазы протекает чрезвычайно медленно (при длительном отжиге после холодной деформации на 70-80%). Практически в сплавах, содержащих до 20% Sn, ε-фаза отсутствует.
В технических оловянных бронзах содержание олова колеблется от 2 до 14%, реже до 20%.
Сплавы системы Cu-Sn в зависимости от содержания олова состоят либо из однородных кристаллов α-твердого раствора, либо из кристаллов α и эвтектоида α + β.
Процесс диффузии в оловянных бронзах протекает медленно Дендритная структура исчезает только после многократных циклов термомеханической обработки. По этой причине технологический процесс обработки оловянных бронз давлением затруднителен.
В процессе плавки оловянные бронзы раскисляют фосфором, поэтому большинство бинарных сплавов Cu-Sn содержат остаточное количество фосфора. Фосфор считается легирующей добавкой при содержании его в сплаве > 0,1 %.
Основными легирующими добавками оловянных бронз, кроме фосфора, являются свинец, цинк, никель.
Влияние легирующих добавок
Фосфор при взаимодействии с медью дает химическое соединение CuзР (14,1% Р), которое при температуре 714С с медью образует эвтектику (содержание Р – 8,4% (по массе). В тройной системе Cu-Sn-P при температуре 628С образуется тройная эвтектика, содержащая, %:80,7Cu, 14,8 Sn и 4,5P.
Из диаграммы состояния системы Cu-Sn-P (рис. 2) видно, что при увеличении содержания олова и понижении температуры граница насыщения α-твердого раствора резко сдвигается в сторону медного угла.
. 2. Cu-Sn-P: – ; – Cu-Sn-P
При содержании в оловянных бронзах > 0,3% Р последний выделяется в виде включений фосфидной эвтектики. Оловянные бронзы при содержании в них 0,5 % Р и более легко разрушаются при горячем деформировании, так как фосфидная эвтектика расплавляется. Поэтому макисмальное содержание фосфора в оловянных бронзах, обрабатываемых давлением, составляет 0,4 %. При таком содержании фосфора оловянные бронзы обладают оптимальными механическими свойствами, имеют повышенные модуль нормальной упругости, пределы упругости и усталости. Применяя отжиг-гомогенизацию, после котороо значительная часть фосфора переходит в α-твердый раствор, можно улучшить деформируемость оловянных бронз с повышенным содержанием фосфора.
Малые добавки циркония, титана, бора и ниобия также улучшают обрабатываемость оловянных бронз давлением в горячем и холодном состоянии.
Свинец практически нерастворим в оловянных бронзах в твердом состоянии. При затвердевании сплава он выделяется как самостоятельная фаза в виде темных включений между дендритами. Свинец заметно улучшает плотность, антифрикционность и обрабатываемость резанием оловянных бронз, но значительно понижает их механические свойства. Антифрикционные оловянные бронзы содержат до 30% РЬ.
Цинк хорошо растворим в оловянных бронзах в твердом состоянии и, незначительно изменяя структуру сплавов, заметно улучшает их технологические свойства.
Никель смещает границу твердого раствора α в сторону медного угла (. 3).
Кристаллическая решетка α-твердого раствора под влиянием никеля не изменяется, но несколько увеличивается ее параметр (-0,007 А). При малой концентрации олова в гетерогенной области появляется новая фаза (Ni4Sn), которая в зависимости от скорости затвердевания выделяется или в виде мелких игольчатых кристаллов (быстрое охлаждение) или светло-голубых включений. Ликвидус в сплавах Cu-Sn при легировании никелем заметно повышается. При температуре 539С происходит эвтектоидное превращение α + γ в α + β’. Фаза δ’ в отличие от фазы δ двойной системы Cu-Sn поляризуется.
Никель повышает механические свойства и коррозионную устойчивость оловянных бронз, измельчает их структуру и при содержании < 1% является полезной добавкой. При содержании > 1% Ni сплавы хотя и облагораживаются, однако при этом ухудшается их обрабатываемость давлением. Особенно резкое влияние никель оказывает на оловянно-фосфористые бронзы. В то же время Ni при содержании в пределах 0,5-1% не влияет ни на структуру, ни на свойства оловянно-цинковых бронз.
Влияние примесей
Примеси алюминия, магния и кремния являются очень вредными в оловянных бронзах. Эти элементы, входящие в твердый раствор, хотя и повышают механические свойства бронз, однако они при плавке энергично окисляются, образуя тугоплавкие оксиды, которые располагаясь по границам зерен, нарушают между ними связь.
Вредными для оловянных бронз, обрабатываемых давлением, являются также примеси мышьяка, висмута, сурьмы, серы и кислорода. Последний снижает антифрикционные характеристики оловянных бронз.
Коррозионные свойства
Оловянные бронзы обладают хорошей устойчивостью против воздействия атмосфер (сельской, промышленной, морской). В морской воде они более устойчивы, чем медь и латуни (стойкость бронз при контакте с морской водой повышается с увеличением содержания олова). Никель также повышает коррозионную стойкость оловянных бронз в морской воде, а свинец при высоком содержании – снижает. Оловянные бронзы устойчивы в соленой воде.
Оловянные бронзы удовлетворительно устойчивы против коррозии в атмосфере перегретого пара при температуре 250С и давлении не выше 2,0 МПа, при воздействии при комнатной температуре растворов щелочей, сухих газов (хлор, бром, фтор и их водородные соединения, оксиды углерода и серы, кислород), четереххлористого углерода и хлористого этила.
Оловянные бронзы неустойчивы в среде минеральных (азотная, серная) и жирных кислот, щелочей, аммиака, цианидов, железистых и сернистых соединений, газов (хлор, бром, фтор) при высокой температуре, кислых рудничных вод.
Коррозия оловянных бронз под действием серной кислоты увеличивается в присутствии окислителей (К2СЮ7, Fe2(S04)3 и др.) и снижается в 10-15 раз при наличии 0,05% бензилтиоцианата.
Скорость коррозии оловянных бронз под действием ряда агентов следующая, мм/год:
Щелочи:
горячие …………………………………………………………………………….1,52
при температуре 293 К ………………………………………………………….0,4-0,8
растворы аммиака при комнатной температуре …………………………….1,27-2,54
уксусная кислота при комнатной температуре ………………………………0,025-0,6
пары H2S при температуре 100С ……………………………………………..1,3
………………………………………………………….2,5
сухой и влажный водяной пар (в зависимости от скорости потока) …….0,0025-0,9
Оловянные бронзы подвергаются коррозионному растрескиванию в напряженном состоянии при действии азотнокислой ртути.
Латунь, железо, цинк и алюминий в процессе электрохимической коррозии являются протекторами для оловянных бронз.
libmetal.ru
Оловянная бронза | Металлургический портал MetalSpace.ru
Тем не менее, этот минерал был известен человеку уже в глубокой древности, поскольку касситерит является спутником (хотя и редким) золота в его россыпных месторождениях. Благодаря высокой удельной массе золото и касситерит в результате промывки золотоносной породы оставались на промывочных лотках древних старателей. И хотя факты использования касситерита древними ремесленниками не известны, сам минерал был знаком человеку уже во времена неолита.
По-видимому, впервые оловянная бронза была произведена из полиметаллической руды, добытой из глубинных участков медных месторождений, в состав которой наряду с сульфидами меди входил и касситерит. Древние металлурги, уже располагавшие знаниями о положительном влиянии на свойства металла реальгара и аурипигмента, достаточно быстро обратили внимание на новый компонент шихты – «оловянный камень». Поэтому появление оловянной бронзы произошло, скорее всего, сразу в нескольких промышленных регионах Древнего мира.

Производство и рециклинг изделий из оловянной бронзы во 2-м тысячелетии до н. э.
В гробнице высокопоставленного египетского чиновника XVIII династии (около 1450 г. до н. э.) найдено изображение технологического процесса получения бронзовых отливок. Трое рабочих под наблюдением надсмотрщика подносят металл. Двое рабочих с мехами раздувают огонь в горне. Рядом изображены плавильные тигли и куча древесного угля. В центре показана операция разливки. Иероглифический текст поясняет, что эти картины иллюстрируют отливку больших бронзовых дверей для храма, и что металл по приказу фараона доставлен из Сирии.
Литье бронзы в Древнем Египте около 1450 г. до н. э.
Древнейшими предметами из олова считаются браслеты, найденные на острове Лесбос. Они датируются 3-м тысячелетием до н. э. Олово было одним из наиболее дефицитных и дорогих металлов Древнего мира. Даже в 1-м тысячелетии до н. э. металлическое олово имело крайне ограниченное распространение. Оно применялась, главным образом, для изготовления мелкой косметической посуды и некоторых деталей защитного вооружения, требовавших высокой пластичности (например, из олова делали книмиды – доспехи, защищавшие голени ног, которые держались на них без шнуров и застежек, а лишь благодаря упругости и эластичности). Практически все добываемое в то время олово расходовалось на производство бронзы.
Основные месторождения олова в эпоху Древнего мира были в Испании, Индокитае, Британских островах, которые греки называли «оловянными» – касситеридами. Кроме того, оловянная руда добывалась на Апеннинском полуострове (этрусками), в Греции (в Хризейской долине около города Дельфы), в Сирии. По мнению большинства историков, своим названием бронза обязана крупному римскому порту Брундизию, через который осуществлялась торговля империи с восточными странами. Однако существует и другая версия, упоминаемая римским историком Плинием, который считал, что название сплава произошло от персидского слова, обозначавшего «блеск меча».
Преимущества оловянной бронзы перед медью, мышьяковой бронзой и латунью заключались в высоких твердости, коррозионной стойкости и прекрасной полируемости. От способности олова повышать твердость бронзы и происходит его современное международное название – «станнум». Отметим, что корень «ст», звучащий в слове «стан» и во многих производных от него словах современных языков, является одним из древнейших общеиндоевропейских корней и обозначает признак прочности или устойчивости.
ПОДЕЛИСЬ ИНТЕРЕСНОЙ ИНФОРМАЦИЕЙ
metalspace.ru
Бронза — ТеплоВики – энциклопедия отопления
Материал из ТеплоВики – энциклопедия отоплении
Бронза — сплав меди, обычно с оловом как основным легирующим элементом, но применяются и сплавы с алюминием, кремнием, бериллием, свинцом и другими элементами, за исключением цинка и никеля. Название «бронза» происходит от итал. bronzo которое, в свою очередь, либо произошло от персидского слова «berenj», означающего «латунь», либо от названия города Бриндизи, из которого этот материал доставлялся в Рим.
В зависимости от легирования бронзы называют оловянными, алюминиевыми, кремнёвыми, бериллиевыми и т. д. Все бронзы принято делить на оловянные и безоловянные. Плотность бронзы в зависимости от марки составляет 7,5-8,8; температура плавления 930—1140 °C;
Оловянные бронзы
Оловянная бронзаНаиболее древние бронзовые артефакты были обнаружены археологом Веселовским в 1897 году в районе реки Кубань (т.н. Майкопская культура). Бронза майкопских курганов в основном представлена сплавом меди с мышьяком. Постепенно знания о прочном и пластичном металле распространились на Ближний Восток и Египет. Здесь, после перехода к оловянно-медному сплаву, бронза обрела положение одного из важнейших декоративных материалов.
Олово на механические свойства меди влияет аналогично цинку: повышает прочность и пластичность. Сплавы меди с оловом обладают высокой антикоррозионной стойкостью и хорошими антифрикционными свойствами. Этим обусловливается применение бронз в химической промышленности для изготовления литой арматуры, а также в качестве антифрикционного материала в других отраслях.
Оловянная бронза хорошо обрабатывается давлением и резанием. Она имеет очень малую усадку при литье: менее 1 %, тогда как усадка латуней и чугуна составляет около 1,5 %, а стали — более 2 %. Поэтому, несмотря на склонность к ликвации и сравнительно невысокую текучесть, бронзы успешно применяют для получения сложных по конфигурации отливок, включая художественное литьё. Оловянные бронзы знали и широко использовали ещё в древности. Большинство античных изделий из бронзы содержат 75—90 % меди и 25—10 % олова, что делает их внешне похожими на золотые, однако они более тугоплавкие. Они не утратили своего значения и в настоящее время. Оловянная бронза — непревзойдённый литейный сплав.
Оловянные бронзы легируют цинком, никелем и фосфором. Цинка добавляют до 10 %, в этом количестве он почти не изменяет свойств бронз, но делает их дешевле. Оловянная бронза с добавлением цинка называется «адмиралтейской бронзой» и обладает повышенной короззионной стойкостью в морской воде. Из нее делались, например, астролябии и другие штурманские инструменты для мореплавания. Свинец и фосфор улучшают антифрикционные свойства бронзы и её обрабатываемость резанием.
Безоловянные бронзы
Безоловянная бронзаВ силу высокой стоимости олова были найдены заменители оловянной бронзы. Они содержат олово в меньшем количестве по сравнению с ранее применявшимися бронзами или не содержат его совсем.
В древности иногда использовался сплав меди с мышьяком — мышьяковистая бронза, в некоторых культурах использование мышьяковистой бронзы даже предшествовало выплавке обычной. Использовались и сплавы, в которых мышьяком замещалась лишь часть олова. В настоящее время существует ряд марок бронз, не содержащих олова. Это двойные или чаще многокомпонентные сплавы меди с алюминием, марганцем, железом, свинцом, никелем, бериллием и кремнием. Величина усадки при кристаллизации у всех этих бронз более высокая, чем у оловянных.
По некоторым свойствам безоловянные бронзы превосходят оловянные. Алюминиевые, кремниевые и особенно бериллиевые бронзы — по механическим свойствам, алюминиевые — по коррозионной стойкости, кремнецинковые — по текучести. Алюминиевая бронза благодаря красивому золотисто-жёлтому цвету и высокой коррозионной стойкости иногда также применяется как заменитель золота для изготовления бижутерии и монет.
Прочность алюминиевой и бериллиевой бронзы может быть увеличена при помощи термической обработки.
Также необходимо упомянуть сплавы меди и фосфора. Они не могут служить машиностроительным материалом, поэтому их нельзя отнести к бронзам. Однако они являются товаром на мировом рынке и предназначаются в качестве лигатуры при изготовлении многих марок фосфористых бронз, а также и для раскисления сплавов на медной основе.
История бронзы
Изделия из бронзыВ начале II тысячелетия до новой эры медь стала заменяться бронзой. Приблизительно в эту же пору появились и первые железные изделия, но мягкое железо (не пригодное к литью, поскольку требовал чрезмерно высоких температур), как материал для оружия и орудий, было хуже бронзы, — бронзовый век продолжался еще 1000 лет, вплоть до освоения технологий науглероживания, закалки и сварки.
Из бронзы делали даже прямые длинные мечи. Причем, в Китае, где бронза стоила дешево, изготовление оружия из нее продолжалось даже во II веке нашей эры, — то есть уже в эпоху широкого распространения железных орудий. Бронзовый меч тогда, в принципе, получался легче и острее железного, хотя из-за меньшей, чем у стали, твердости рубящей кромки не годился для рубки железных доспехов и фехтования против железного меча.
И позже бронза сохраняла некоторое значение, так как превосходила железо в технологичности, — если форму железному изделию можно было придавать только ковкой (поэтому даже старинные гвозди имели квадратное сечение), то бронзовые орудия можно было отливать.
Изделие сложной формы, например, шлем, проще было именно отлить, чем выковать. Что же касалось прочности, то бронза однозначно была тверже железа и не такой хрупкой как сталь. Бронзовые доспехи, в том числе цельнолитые кирасы, вплоть до начала нашей эры употреблялись в Риме, шлемы же в Европе и в XIX веке делали из бронзы по преимуществу.
Дополнительным достоинством бронзы было ее удобство при массовом производстве. Так китайцы, например, уже в первом тысячелетии новой эры отливали из бронзы детали к арбалетным замкам, наконечники и ушки для арбалетных болтов и многое другое. Бронзовый наконечник, конечно, не обладал пробивной способностью железного, но каждый из железных надо было выковывать и закаливать персонально, а бронзовые отливались в специальным станке по 100-200 штук разом, причем обладали качеством для железных изделий в ту пору почти недостижимым — стандартностью.
С XV века бронза снова стала стратегическим материалом, так как оказалось, что она незаменима для изготовления пушек.
Источники
ru.teplowiki.org
Бронзы оловянные. Методы определения меди – по ГОСТ 1953.1-79. Настоящий стандарт устанавливает гравиметрические электролитические методы определения меди в оловянных бронзах.
Оловянные бронзы
1.1 Общие сведения
Оловянными бронзами называются сплавы меди с оловом, диаграмма состояния представлена на рисунке 1.
Наибольшее практическое значение имеют сплавы, содержащие до 20 % Sn. Эта часть диаграммы состояния Cu – Sn представляет собой α – твердый раствор олова в меди, имеющий гранецентрированную кристаллическую решету. Структура бронзы с содержанием олова 7 % изображена на рисунке 2. Растворимость олова в меди изменяется от 15,8 % при 586 °С до 1 % при 200 °С. Причем в реальных условиях затвердевания и охлаждения (в песчаных и металлических формах) область α – твердого раствора значительно сужается (примерно до 6 %). В равновесии с α – твердым раствором по мере понижения температуры находятся β-, γ-, δ- и ε – твердые растворы: β – на основе соединения Cu5Sn с ОЦК решеткой, δ и γ – на основе Cu31Sn8 со сложной кубической решеткой и ε – на основе Cu3Sn с ГПУ решеткой. К числу однофазных сплавов относятся бронзы, содержащие до 5-6 % Sn. В бронзах с более высокой концентрацией олова при кристаллизации образуются α – и β – фазы. В процессе охлаждения β – фаза при 586 °С распадается с образованием эвтектоида α+γ, а γ – фаза при 520 С – с образованием эвтектоида α+γ. На этом обычно заканчиваются фазовые превращения в бронзах.

Рисунок 1 – Диаграмма состояния системы Cu – Sn

Рисунок 2 – Структура оловянной бронзы (7 % олова): а – ликвация в литом состоянии; б – однородные зерна α– твердого раствора после ковки и отжига. ×100
Механические свойства оловянных бронз достаточно высоки. С увеличением содержания олова возрастают прочность и твердость сплавов, но при этом снижается пластичность. Оловянные бронзы слабо чувствительны к перегреву и газам, свариваются и паяются, не дают искры при ударах, не магнитны, морозостойки и обладают хорошими антифрикционными свойствами. Высокие триботехнические характеристики оловянных бронз можно объяснить на основе теории самоорганизации. В поверхностных слоях оловянных бронз при трении происходит неравновесный процесс выделения олова из твердого раствора, что приводит к снижению коэффициента трения и интенсивности изнашивания.
Добавки фосфора к оловянным бронзам значительно улучшают их механические, антифрикционные и литейные характеристики. Для механических свойств оптимальным является содержание фосфора около 0,5 %. При больших концентрациях фосфора бронзы охрупчиваются, особенно при горячей прокатке. Однако в литейных антифрикционных бронзах возможно до 1,2 % Р. Небольшие добавки Zr, Ti, Nb, В улучшают механические свойства и обрабатываемость давлением в холодном и горячем состояниях.
Никель при его содержании до 1 % повышает механические свойства, коррозионную стойкость и измельчает зерно. Свинец значительно повышает антифрикционные свойства и обрабатываемость резанием, но снижает механические свойства. Структура оловянной бронзы с добавлением свинца изображена на рисунке 3.

Рисунок 3 – Структура литой оловянносвинцовистой бронзы. Темные включения свинца расположены между осями дендритов; × 200
Цинк, почти не влияя на механические свойства, улучшает технологические характеристики. Железо повышает механические свойства и температуру рекристаллизации, однако с увеличением его содержания ухудшаются технологические и коррозионные свойства бронз.
1.2 Оловянные бронзы, обрабатываемые давлением
Деформируемые бронзы подразделяют на следующие группы (ГОСТ 5017-74): оловянно-фосфористые БрОФ8-0,3, БрОФ6,5-0,4, БрОФб,5-0,15, БрОФ7-0,2, БрОФ4-0,25; оловянно-цинковую БрОЦ4-3 и оловянно-цинково-свинцовые БрОЦС4-4-2,5, БрОЦС4-4-4.
Из оловяннофосфористых бронз БрОФ8-0,3 и БрОФ6,5-0,4 изготавливают сетки для целлюлозно-бумажной промышленности, из БрОФ6,5-0,15 – ленты, полосы, прутки, детали подшипников и биметаллические изделия, из БрОФ7-0,2 – прутки, шестерни, зубчатые колеса, втулки и прокладки высоконагруженных машин, из БрОФ4-0,5 – трубки контрольно-измерительных и других приборов, манометрические пружины. Из оловянно-цинковой бронзы БрОЦ4-3 выпускают ленты, полосы, прутки, применяемые в электротехнике; токоведущие пружины, контакты штепсельных разъемов, пружинную проволоку для химической промышленности и точной механики; арматуру, шаберы для бумажной промышленности. Наконец из оловянно-цинково-свинцовых бронз БрОЦС4-4-2,5 и БрОЦС4-4-4 делают втулки и подшипники для автотракторной и автомобильной промышленности.
Оловянные бронзы, обрабатываемые давлением, поставляют, как и латуни, в мягком (отожженном), полутвердом, твердом и особо твердом состоянии. Бронзы БрОФ6,5-0,4, БрОФ6,5-0,15 и БрОЦС4-4-2,5 обрабатывают обычно в холодном состоянии (прокатка, волочение), а в горячем состоянии – лишь прессованием. Бронза БрОЦ4-3 хорошо обрабатывается давлением в горячем и холодном состоянии.
1.3 Литейные оловянные бронзы
Жидкотекучесть литейных оловянных бронз ниже, чем других бронз, однако они имеют незначительную объемную усадку, что позволяет получать из этих сплавов фасонные отливки. Оловянные шихтовые литейные бронзы в чушках (ГОСТ 614-97) служат шихтой: БрОЗЦ8С4Н1 – для литейной бронзы БрОЗЦ7С5Н; БрОЗЦ13С4 – для БрОЗЦ12С5; БрО4Ц7С5-для БрОЗ,5Ц7С5; БрО5Ц6С5-для БрО5Ц5С и БрО4Ц4С17. Перечисленные литейные бронзы (ГОСТ 613-79) применяют для литья антифрикционных деталей. Кроме того, бронзы БрОЗЦ12С5 и БрОЗЦ7С5Н используют для арматуры, работающей в воде и водяном паре давлением до 245 МПа (бронза БрОЗЦ7С5Н – в морской воде и маслах).
Литейные нестандартные бронзы БрО10, БрО19 ответственного назначения применяют для арматуры и фасонных отливок; БрО10Ф1 – для подшипников, шестерен и втулок ответственного назначения; БрО10Ц2 – для арматуры, подшипников, фасонных отливок; БрО8Ц4 – для частей насосов и арматуры; БрО6Ц6СЗ – для паровой и водяной арматуры; БрО8БС12 – для ответственных подшипников, работающих при высоких давлениях; БрО5С25 и БрО1С22 – для изготовления подшипников и втулок, работающих при малых нагрузках и больших скоростях, маслоуплотнительных колец; БрО6Ц6СЗ – для паровой и водяной арматуры. Бронзы БрО5С25, БрО1С22, БрО8С12 входят в группу свинцовых бронз, к которым относятся БрС30 (для подшипников, сальников), БрС60Н2,5 (для подшипников, фасонных отливок). Вследствие невысоких механических свойств двойные свинцовые бронзы применяют для втулок и подшипников в виде тонкого слоя на стальной основе. Свинцовые бронзы с повышенным содержанием олова (БрО8С12, БрО10С10, БрО10С2НЗ) характеризуются более высокими механическими свойствами, чем двойные свинцовые бронзы. Поэтому из этих бронз изготавливают втулки и вкладыши подшипников без стальной основы.
1.4 Коррозионная стойкость оловянных бронз
Оловянные бронзы стойки по отношению к атмосферной коррозии. В сельской местности скорость коррозии бронз БрО5 и БрО8 равна (1,5 – 8) 10-3 г/(м2 ∙ ч), в морской атмосфере – (0,1-2) 10-3 г/(м2 ∙ ч). В водяном паре при малых скоростях истечения скорость коррозии оловянных бронз < 2,5-10-3 г/(м2 ∙ ч), а при высоких скоростях истечения – < 0,9 г/(м2 ∙ ч). В перегретом до 250 °С водяном паре оловянные бронзы устойчивы до давления 2 Мпа.
В морской воде оловянные бронзы более стойки, чем медь и латуни. Быстрому разрушению подвергаются оловянные бронзы под действием рудничных вод, содержащих окислительные соли.
Сильное воздействие на оловянные бронзы оказывают соляная и азотная кислоты; менее активной является серная кислота. В растворах NaOH скорость коррозии составляет 0,25 г/(м2 ∙ ч), в растворах аммиака – 1,28-2,55 г/(м2 ∙ ч), в водных растворах этилового спирта скорость коррозии < 2,5-10-3 г/(м2 ∙ ч). Скорость коррозии оловянных бронз в сухом четыреххлористом углероде или хлористом этиле менее 2,5-10-3 г/(м2 ∙ ч), а в этих же средах в присутствии влаги – 1,28 г/(м2 ∙ ч).
При комнатной температуре кислород и сухие сернистый газ, газогалогены или их водородные соединения практически не влияют на оловянные бронзы. При высоких температурах коррозия в газогалогенах значительно возрастает. Скорость коррозии в сернистом газе при наличии влаги достигает 2,51 г/(м2 ∙ ч). Значительна скорость коррозии оловянных бронз и во влажных парах сероводорода при 100 °С 1,31 г/(м2 ∙ ч).
2 Оловянная бронза марки БрОЦС4-4-4
БрОЦС4-4-4 характеризуется высокими антифрикционными и коррозионными свойствами, хорошо обрабатывается резанием, обрабатывается давлением лишь в холодном состоянии. Из этих бронз изготавливаются ленты, полосы, кроме того применяются в качестве прокладок в подшипниках и втулках различных областях машиностроения. Структура указанной бронзы изображена на рисунке 4.
Рисунок 4 – Микроструктура бронзы БрОЦС4-4-4
Химический состав отображен в таблице 1
Таблица 1 – Химический состав в % материала БрОЦС4-4-4, ГОСТ 5017 – 2006
| Fe | Ni | P | Al | Cu | Pb | Zn | Sb | Bi | Sn | Примесей |
| До 0,05 | До 0,3 | До 0,03 | До 0,002 | 85-90,5 | 3,5 – 4,5 | 3-5 | До 0,002 | До 0,002 | 3-5 | Всего 0,2 |
Температура плавления составляет 1015°С, твердость материала: НВ 10-1 = 61 МПа, коэффициент трения со смазкой: 0,016, коэффициент трения без смазки: 0,26;
Таблица 2 – Механические свойства сплава БрОЦС4-4-4 при 20° С
| Прокат | σВ, (МПа) | δ, (%) | ψ, (%) |
| Сплав мягкий | 320-360 | 30-40 | |
| Сплав твердый | 500-600 | 1-2 |
Таблица 3 – Физические свойства сплава БрОЦС4-4-4
| Т, °С | Е ∙ 10-5,(МПа) | α ∙ 106, (1/Град) | ρ, (кг/м3) | R ∙ 109 (Ом ∙ м) |
| 0,72 | - | |||
| - | 18,1 | - | - |
Где Е – нормальный модуль упругости;
α – коэффициент температурного расширения;
R – удельное электросопротивление;
Режимы обработки указанной бронзы следующие: температура отжига – 600° С, температура начала рекристаллизации – 400° С.
Таблица 4 – Изменение свойств бронзы БрОЦС4-4-4 при повышенных температурах
| Наименование | Температура, ° С | |||
| Предел прочности при растяжении, кг/мм2 | 32,5 | 30,1 | 27,5 | |
| Относительное удлинение, % | 32,5 | 37,7 | 24,5 | |
| Твердость по Бринелю, кг/мм2 | 50,4 | 50,4 | 45,0 | |
| Ударная вязкость, кгс/см2 | 3,6 | 3,3 | 2,2 | 0,54 |
Зависимости механических свойств бронзы БрОЦС 4-4-4 от степени деформации и температуры отжига показаны на рисунке 5. Исходным материалом для испытаний послужили полосы толщиной 4 миллиметра, мягкие и твердые соответственно. Продолжительность отжига составляет 1 час.
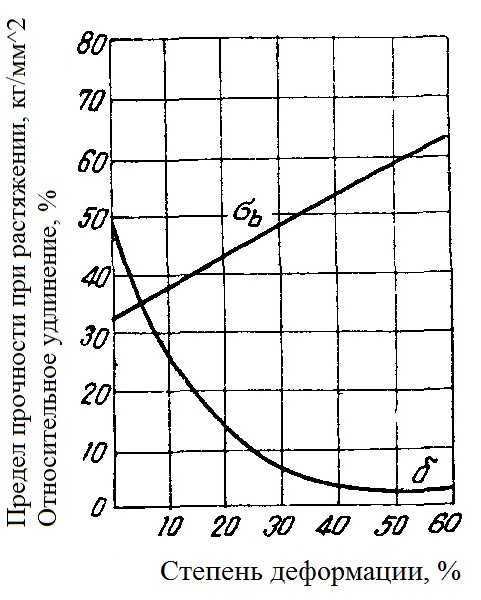
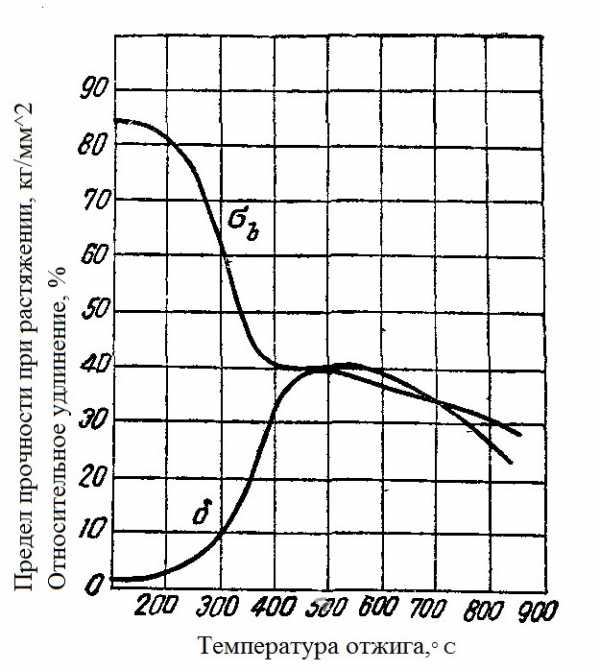
Рисунок 5 – Зависимость механических свойств бронзы от степени деформации и температуры отжига
3 Деталь. Подшипник скольжения
Подшипник состоит из корпуса 1, вкладышей 2, смазывающих устройств 3 (рисунок 6).

Рисунок 6 – Конструкция подшипника скольжения
Основным элементом подшипника скольжения является вкладыш, который устанавливают в корпусе подшипника или непосредственно в станине или раме машины.
Подшипники скольжения делятся на разъемные и неразъемные (глухие). Разъемные подшипники нашли большее применение в машиностроении, так как облегчают монтаж валов.
Принцип работы подшипника скольжения: в подшипниках скольжения может быть полужидкостная и жидкостная смазка, переходящая последовательно одна в другую по мере возрастания угловой скорости вала от нуля до определенного значения. Вращающийся вал увлекает смазочный материал в клиновой зазор между цапфой и вкладышем и создает гидродинамическую подъемную силу, вследствие которой цапфа всплывает по мере увеличения скорости. В период пуска, когда скорость скольжения мала, большая часть поверхности трения разделена тонкой масляной пленкой. При увеличении скорости цапфа всплывает и толщина смазывающего слоя увеличивается, но отдельные выступы трущихся поверхностей остаются не разделенными смазочным материалом. Смазка в этом случае будет полужидкостная. При дальнейшем возрастании угловой скорости появляется сплошной устойчивый слой масла, полностью разделяющий шероховатости поверхностей трения. Возникает жидкостная смазка, при которой изнашивания и заедания отсутствуют.
Подшипники скольжения используются во многих отраслях машиностроения. Они имеют такие ценные свойства – работоспособность в широком температурном диапазоне, стойкость в химически активной среде, виброустойчивость, бесшумность, сохранение работоспособности при недостаточной смазке, а в специальных конструкциях — даже без смазки. В таких условиях малейшее нарушение балансировки ротора может вызвать разрушение подшипника и аварию машины, тогда как подшипники скольжения оказываются виброустойчивыми благодаря демпфирующим свойствам смазочного слоя. Так как этот эффект у подшипников с обычными цилиндрическими вкладышами ограничен, да к тому же такие подшипники плохо центрируют вал, то для усиления демпфирующей способности и обеспечения центровки вала усложняют конфигурацию рабочей поверхности подшипников (лимонные и многоклиновые вкладыши).
Потребность в виброустойчивых опорах настолько велика, что появилась необходимость в массовом централизованном изготовлении их на специализированных заводах.
Но не только для быстровращающихся валов опоры скольжения оказываются единственно возможными. Например, для паровых турбин и турбогенераторов, работающих длительное время без остановки, опоры скольжения в условиях жидкостного трения практически почти не подвержены износу. В химическом машиностроении опоры должны быть стойкими в агрессивной среде. И эта проблема разрешается соответствующим подбором материалов для подшипника скольжения, в частности, — применением оловянных бронз. В некоторых машинах опоры приходится располагать в местах, трудно доступных для смены смазки. И в этом случае ставят специальные подшипники скольжения, которые могут работать без смазки или с минимальным количеством ее весь срок службы.
4 Методы контроля качества оловянных бронз
Бронзы оловянные. Методы определения меди – по ГОСТ 1953.1-79. Настоящий стандарт устанавливает гравиметрические электролитические методы определения меди в оловянных бронзах.
2) Бронзы оловянные. Метод рентгенофлуоресцентного анализа – по ГОСТ 30608-98. Настоящий стандарт устанавливает рентгенофлуоресцентный метод количественного химического анализа проб оловянных бронз на содержание элементов.
3) Бронзы оловянные, обрабатываемые давлением. Марки. – по ГОСТ 5017-74. Настоящий стандарт распространяется на оловянные бронзы, обрабатываемые давлением, предназначенные для изготовления полуфабрикатов.
Изделия из оловянных бронз подвергают следующим механическим испытаниям:
1) Временное сопротивление и относительное удлинение после разрыва определяют в соответствии с нормативно-технической документацией.
2) Испытание на растяжение проводят в соответствии с ГОСТ 497—84.
3) Твердость по Бринеллю определяют в соответствии с ГОСТ 9012—59.
4) Испытание на усталость методом изгиба при вращении.
4.1 Испытание на растяжение
Испытание на растяжение, также известное, как испытание при растягивающей нагрузке, возможно, самый фундаментальный тип механических испытаний материала. Испытания на растяжение – просты, относительно недороги и полностью стандартизованы. Растяжение чего-либо быстро позволяет определить реакцию материала на силы, прилагаемые при растяжении. Испытания проводят на разрывной машине (рисунок 7).
Рисунок 7 – Разрывная машина Р – 100
При испытании на растяжение, согласно ГОСТ 1497, определяют сопротивление металла малым пластическим деформациям, характеризующееся пределом пропорциональности σпц, пределом упругости σу и пределом текучести σт (или σ0,2), а также сопротивление значительным пластическим деформациям, которое выражают временным сопротивлением σв.
При растяжении определяют и пластичность металла, то есть величину пластической деформации до разрушения, которая может быть оценена относительным удлинением образца δ и его относительным сужением ψ (после разрыва образца).
Механические свойства металлов в испытаниях на растяжение определяют, используя стандартные образцы, общий вид которых показан на рисунке 8.
Рисунок 8 – Общий вид стандартных образцов для испытания на растяжение: а – цилиндрический образец; б — плоский.
Машина для испытаний снабжена устройством, записывающим диаграмму растяжения. Эта диаграмма показывает зависимость между растягивающей нагрузкой, действующей на образец, и его деформацией (рисунок 9).

Рисунок 9 – Схема диаграммы растяжения: изменение удлинения образца в зависимости от нагрузки
4.2 Определение твердости по Бринеллю
Метод Бринелля — один из основных методов определения твёрдости. Этот метод относится к методам вдавливания. Испытание проводится следующим образом: вначале дают небольшую предварительную нагрузку для установления начального положения индентора на образце, затем прилагается основная нагрузка, образец выдерживают под её действием, измеряется глубина внедрения, после чего основная нагрузка снимается. В результате на поверхности образца образуется отпечаток в виде сферической лунки (рисунок 5а).

Рисунок 10 – Схема определения твердости по Бринеллю
При определении твёрдости методом Бринелля, в отличие от метода Роквелла, измерения производят до упругого восстановления материала. В качестве индентора используется стальной закаленный шарик, который вдавливают в испытуемый образец на специальном прессе (рисунок 6).

1 – наконечник; 2 – столик; 3 – рукоятка маховика; 4 – барабан; 5 – клавиша включения привода механизма нагружения; 6 – груз; 7 – сигнальная лампочка; 8 – тумблер; 9 – индикаторный прибор.
Рисунок 11 – Схема пресса Бринелля1
Диаметр отпечатка измеряют в двух взаимно-перпендикулярных направлениях с помощью микроскопа Бринелля — лупы со шкалой (рисунок 5б).На практике пользуются таблицей, в которой указаны значения твердости в зависимости от диаметра отпечатка. Диаметр шарика и нагрузку выбирают так, чтобы соблюдалось соотношениеd=(0,25…0,5)D,т.е. для разных материалов эти параметры различны.
Недостатки:
– Метод можно применять только для материалов с твердостью до 450 HB, если применять стальной закаленный шарик. Как альтернатива, применяют шарики из твёрдого сплава на основе карбида вольфрама (WC), это позволяет повысить верхний предел измерения твёрдости до 600 HBW.
– Твёрдость по Бринеллю зависит от нагрузки, так как изменение глубины вдавливания не пропорционально изменению площади отпечатка.
– При вдавливании индентора по краям отпечатка из-за выдавливания материала образуются навалы и наплывы, что затрудняет измерение, как диаметра, так и глубины отпечатка.
– Из-за большого размера тела внедрения (шарика) метод неприменим для тонких образцов.
Преимущества:
– Зная твёрдость по Бринеллю, можно быстро найти предел прочности и текучести материала.
– Так как метод Бринелля — один из самых старых, накоплено много технической документации, где твёрдость материалов указана в соответствии с этим методом.
– Данный метод является более точным по сравнению с методом Роквелла на более низких значениях твёрдости (ниже 30 HRC).
– Также метод Бринелля менее критичен к чистоте, подготовленной под замер твёрдости поверхности.
4.3 Испытание на усталость
В результате действия циклических напряжений металл «устает», прочность его снижается и наступает разрушение детали. Данное явление называется усталостью, а сопротивление усталости – выносливостью. Разрушение от усталости происходит всегда внезапно вследствие накопления металлом необратимых изменений, которые приводят к возникновению микроскопических трещин – усталости. Трещины усталости возникают в поверхностных зонах детали. Наличие на поверхности рисок, царапин, выбоин и других дефектов, вызывающих концентрацию напряжений, способствует образованию трещин усталости.
Для оценки устойчивости металлических материалов к действию циклических нагрузок испытанию подвергают гладкие образцы или образцы с надрезом (рисунок 13).
Рисунок 12 – Образцы для испытания на усталость по методу
консольного изгиба: а – гладкий: б – с надрезом
Распространенным методом испытания на усталость является изгиб при вращении. Схема испытания на машинах, работающих по методу консольного изгиба, показана на рисунке 14. Образец 1 закреплен одним концом во вращающемся от электродвигателя 3 патроне испытательной машины. Другой конец образца вращается в подшипнике, к которому подвешен груз 5. При вращении образец под действием подвешенного груза подвергается изгибу. При этом одни и те же внешние волокна будут подвергаться растяжению, а через полуоборот – сжатию и наоборот. Характер изменения напряжений при этом – синусоидальный. За один оборот напряжения от σmax через нуль изменятся до σmin, что соответствует полному циклу. Такой цикл, у которого максимальное и минимальное напряжения равны по величине и противоположны по знаку, называется симметричным.
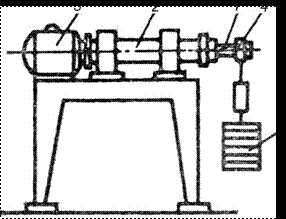
Рисунок 13 – Схема машины для испытания на усталость по методу консольного изгиба
При испытании образец доводится до разрушения, при этом фиксируется число циклов до разрушения.
Основной характеристикой, определяемой при испытании на усталость материала, является предел выносливости – наибольшее напряжение, которое может выдержать материал без разрушения при произвольно большом числе перемен (циклов) нагрузки.
Для определения предела выносливости испытывают серию (не менее 10 штук) одинаковых образцов, изготовленных из одного и того же материала. Испытания проводят до разрушения образцов и фиксируют число циклов до разрушения. С уменьшением нагрузки число выдержанных циклов до разрушения возрастает.
По результатам испытаний строят кривую усталости в координатах максимальное напряжение – число циклов до разрушения N (рисунок 15). Кривая сначала резко снижается, а затем приближается к прямой, параллельной горизонтальной оси. Максимальное напряжение, не вызывающее разрушения при бесконечно большом числе перемен нагрузки, соответствует пределу выносливости.

Рисунок 14 – Кривая усталости
Результаты усталостных испытаний сильно зависят от состояния поверхности испытуемого образца. Для получения воспроизводимых результатов необходимо при изготовлении образцов обеспечивать высокое качество поверхности, что достигается шлифованием или полированием поверхности.
5 Модели упрочнения и разрушения при растяжении
Рассмотрим процесс растяжения поликристаллического образца. На рисунке 10 изображена типичная зависимость механического напряжения σ от относительного удлинения ε при растяжении образца. Кривая имеет 3 характерных участка. Участок 0-1 соответствует упругим обратимым деформациям, когда выполняется закон Гука. Участок 1-2 соответствует необратимым пластическим деформациям; если в точке А прекратить деформацию, то состояние образца станет соответствовать точке В. Участок 2-3 соответствует разрушению образца. Часто вблизи точки 1 кривая имеет “зуб текучести” – пунктирная кривая. Его происхождение связано с точечными дефектами, которые скапливаются вблизи дислокаций, в таких местах, что уменьшаются деформации и плотность энергии вблизи дислокации, из-за чего дислокацию труднее сдвинуть при пластической деформации на новое место, где ее энергия будет больше.
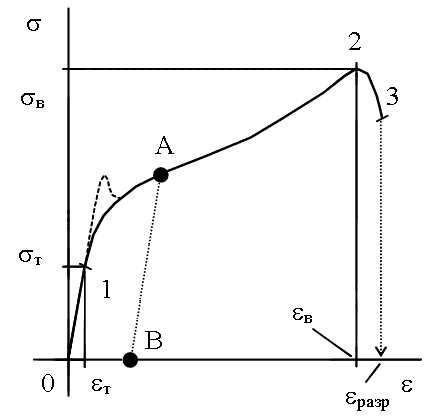
Рисунок 15 – Зависимость напряжения σ от относительного удлинения ε при растяжении образца
Попытки рассчитать предел текучести без учета дислокаций приводили к завышенным на 2-4 порядка значениям. Эксперименты показывают, что пластическая деформация происходит в первую очередь вдоль так называемых плоскостей скольжения (рисунок 11). Если к верхней плоскости приложить усилие, то атомы сместятся, и появится сила упругости, равная приложенной. С этой силой будет связана энергия деформации, которая будет возрастать до тех пор, пока атомы верхней плоскости не окажутся “над” атомами нижней плоскости – в точке В. При дальнейшем смещении атомам будет уже выгоднее “спуститься” в положения С. Таким образом верхняя плоскость может проскользнуть на новое положение. Следы таких проскальзываний хорошо видны на поверхности тщательно отшлифованных монокристаллов в виде “ступенек” после пластической деформации.
Рисунок 16 – Схема деформации кристалла за счет скольжения верхней плоскости атомов относительно нижней
Дислокационный механизм пластической деформации объясняет наблюдаемые на опыте значения предела текучести σт и σв, а также и возрастание зависимости σ(ε) на участке 1-2 (рисунок 15). При деформации сначала перемещаются менее сильно закрепленные дислокации, затем – более закрепленные, также при деформации увеличивается число дислокаций и прочих дефектов.
Предел текучести материала сильно зависит от плотности дислокаций в нем (рисунок 17). Видно, что предел текучести σт оказывается больше при очень малых значениях плотности дислокаций ρD и, наоборот, при больших плотностях дислокаций ρD. Увеличение σт при больших ρD связывают с взаимодействием дислокаций друг с другом и с другими дефектами кристаллической решетки.
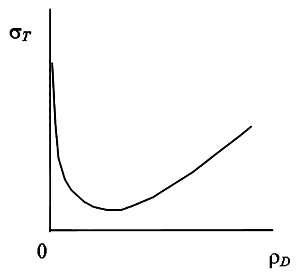
Рисунок 17 – Схематическая зависимость предела текучести от плотности дислокации
В настоящее время используют ряд способов увеличения прочности материалов, большинство из них связаны с введением дополнительных препятствий движению дислокаций. Такими препятствиями являются различные дефекты:
1) выделения другой фазы;
2) точечные дефекты и их скопления;
3) большие количества дислокаций, тормозящие движение дислокаций за счет взаимодействия друг с другом;
4) ближний порядок в расположении атомов.
Напряжение необходимое для развития вязкого разрушения, превышает значение предела текучести материала, используемого при расчётах прочности деталей и конструкций. Поэтому случаи вязкого разрушения в практике эксплуатации сравнительно редки. Изучение вязкого разрушения важно для определения правильных режимов многих технологических операций: прессование, волочение, глубокая вытяжка и др. процессов, связанных со значительными пластическими деформациями.
Особенности пластического разрушения:
1. Большая величина пластической деформации, необходимая для распространения вязкой трещины.
2. Процесс может быть остановлен на любой стадии, если действующее напряжение снизится, его значение будет ниже напряжения течения материала перед трещиной.
Закономерности разрушения в поликристаллах:
1. Шейка в виде точки – наблюдается в высокопластичных металлах с ГЦК решёткой, сужение поперечного сечения перед разрушением составляет 100%.
2. Чашечный излом, т.е. излом конус – чашечка, наблюдается в менее пластичных поликристаллических металлах и является наиболее характерным.
Этот тип разрушения наблюдается наиболее часто и используется под термином «пластичное» (вязкое).
При однократном нагружении при нагрузке вплоть до временного сопротивления, характерным является внутрезёренное распространение трещины, однако может быть и межзёренное.
Вязким, как и другим изломам, свойственно неоднородность строения. Даже в пределах одного зерна разрушение происходит неоднородно, например, частично по плоскости скола с образованием гладкой блестящей фасетки в изломе, частично по другим поверхностям, деформированным в процессе разрушения. Макроскопический вид поверхности излома используют для оценки степени вязкости металла. В соответствии с теорией механики разрушения, вязкость является тем механическим свойством, которое наиболее тесно связанно с сопротивлением разрушению, т.е. с сопротивлением распространения трещины. Работа распространения трещины характеризует надёжность материала.
6 Модели упрочнения и разрушения при усталости
Повышение сопротивления усталости при кратковременных перегрузках объясняется деформационным упрочнением, происходящим при пластических деформациях микрообъемов материала, сходным с упрочнением при наклепе.
Деформационное упрочнение обусловлено взаимодействием параллельных или лежащих в параллельных плоскостях сдвига дислокаций. При этом единственным источником упрочнения являются дислокационные диполи, вызывающие направленные искажения, блокирующие перемещение дислокаций. Стадия легкого скольжения заканчивается образованием достаточно большого количества диполей. Существует некоторая критическая плотность дислокаций, по достижению которой скольжение происходит по вторичным системам скольжения, что приводит к резкому росту упрочнения за счет взаимодействия пересекающихся дислокаций. При этом плотность дислокаций с увеличением деформации возрастает быстрее, чем линейная функция. На этой стадии упрочнения эффекты динамического возврата незначительны, поэтому деформационное упрочнение, как и на стадии легкого скольжения, соответствует линейному закону.
При скольжении дислокации испытывают тормозящее воздействие со стороны леса дислокаций. Поэтому при деформации образуются дислокационные скопления. Таким образом, по мере развития деформаций по разным причинам усиливается торможение дислокаций, вызывающее рост напряжений. Возрастание прочности, наблюдаемое при повышении уровня перегрузок до известного предела, можно объяснить прогрессивным увеличением числа микрообъемов, подвергающихся пластической деформации, и увеличением интенсивности дисперсионного упрочнения. На определенной стадии процесс упрочнения прекращается. Это наступает при таком уровне и частоте перемен напряжения, когда в материале возникают необратимые внутри – и межкристаллитные повреждения, нарушающие сплошность материала.
Усталостное разрушение является длительным процессом накопления повреждений: зарождения и развития трещин. Кроме того, его отличительная особенность та, что усталость металлов наблюдается при напряжениях как выше, так и значительно ниже обычного предела текучести материалов.
Существует несколько механизмов зарождения трещин:
1) Механизм Коттрелла-Халла предусматривает образование выступов и впадин на поверхности в результате скольжения по двум системам плоскостей (рисунок 16).
а – исходное состояние; б – работа источника М1 в прямом полуцикле;
в – работа источника М2 в прямом полуцикле; г – работа источника М1 в
обратном полуцикле; д – работа источника М2 в обратном полуцикле.
Рисунок 18 – Механизм образования поверхностных выступов и впадин при циклическом нагружении (механизм Коттрелла – Халла)
За время одного полуцикла напряжения источник М1 генерирует дислокации, образующие на поверхности ступеньку А одного направления. Затем в том же полуцикле начинает действовать источник М2 в другой плоскости скольжения, в результате работы которого на поверхности возникает ступенька В противоположного направления, а первый источник М1 смещается относительно своей плоскости скольжения. При обратном полуцикле напряжения источник М1 образует ступеньку С, не совпадающую по направлению со ступенькой А и отстоящую от нее на величину смещения, вызванного действием источника М2 за прямой полуцикл напряжения. Аналогичным образом действие источника М2 вызывает при обратном полуцикле появление ступеньки D, смещенной относительно В и не совпадающей с ней по направлению. Образовавшиеся таким образом впадины и выступы растут при последующих циклах нагружения.
Механизм Коттрелла—Халла объясняет возникновение выступов и провалов в соседних полосах скольжения, однако, согласно этой модели отдельная полоса скольжения должна приводить к появлению либо впадины, либо выступа по всей длине ее пересечения с поверхностью, что не всегда подтверждается экспериментальными наблюдениями.
Механизм Мотта связывает образование выступов на поверхности с циклическим движением винтовой дислокации (рисунок 17), которая за время первого полуцикла перемещается по одной поверхности полосы скольжения, а затем путем поперечного скольжения переходит к другой поверхности и движется вдоль нее при обратном полуцикле в противоположном направлении. В конце этого полуцикла дислокация снова возвращается на исходную поверхность в результате поперечного скольжения и контур ее движения, таким образом, замыкается. Следствием такого движения является перемещение объема материала, ограниченного контуром параллельно линии дислокации, на расстояние, равное ее вектору Бюргерса.
Рисунок 17 – Образование выступов при циклическом движении винтовой дислокации по механизму Мотта
Механизм Мотта не может объяснить одновременное образование выступов и провалов. Кроме того, реализация схемы Мотта должна предусматривать действие некоторого запирающего механизма, который преобразует колебательное движение дислокации в движение по замкнутому контуру.
Общепринято деление процесса усталостного разрушения материалов на четыре стадии:
Стадия 1 — инкубационная— связана с накоплением локальных объёмов с предельной плотностью дислокаций в циклически деформируемом материале. Для зарождения усталостного разрушения (появления трещин) необходима пластическая деформация, которая проявляется в виде полос скольжения, выходящих на поверхность деформируемого тела.
Стадия 2 — зарождения трещины– период накопления обратимой повреждаемости в пределах отдельных зёрен, образование субмикротрещин в полосах скольжения, у границ блоков, зёрен и двойников, около частичек второй фазы, включений в результате слияния дислокаций и вакансий, а также возникновения разрывов, обусловленных концентрацией напряжений. Процесс протекает все более неравномерно — субмикротрещины растут и сливаются, превращаясь в микротрещины.
Стадия 3 — докритическое развитие трещины– период стабильного роста трещины. Третья стадия начинается, когда одна из микротрещин, находящаяся в наиболее благоприятных условиях, пересекает границу одного, а затем нескольких зёрен и перерастает в макротрещину. Разрушение, которое было вначале более или менее равномерно распределено в деформируемом материале (главным образом в его приповерхностном слое), постепенно
Похожие статьи:
poznayka.org
Бронза | Наука | FANDOM powered by Wikia
https://ru.wikipedia.org/wiki/%D0%91%D1%80%D0%BE%D0%BD%D0%B7%D0%B0
Файл:Begbie statue.jpg Файл:Corinthian helmet BM 2838.jpg
Бро́нза — сплав меди Cu с оловом Sn, алюминием Al, кремнием Si, бериллием Be и другими элементами, за исключением цинка Zn.
В зависимости от легирования бронзы называют оловянными, алюминиевыми, кремнёвыми, бериллиевыми и т. д. Все бронзы принято делить на оловянные и безоловянные.
Оловянные бронзы Править
Наиболее раннее применение нашли оловянные бронзы. Олово на механические свойства меди влияет аналогично цинку: повышает прочность и пластичность. Сплавы меди с оловом обладают высокой антикоррозионной стойкостью и хорошими антифрикционными свойствами. Этим обусловливается применение бронз в химической промышленности для изготовления литой арматуры, а также в качестве антифрикционного материала в других отраслях.
Оловянная бронза хорошо обрабатывается давлением и резанием. Она имеет очень малую усадку при литье: менее 1 %, тогда как усадка латуней и чугуна составляет около 1,5 %, а стали — более 2 %. Поэтому, несмотря на склонность к ликвации и сравнительно невысокую текучесть, бронзы успешно применяют для получения сложных по конфигурации отливок, включая художественное литьё. Оловянные бронзы знали и широко использовали ещё в древности. Большинство античных изделий из бронзы содержат 75—90 % меди и 25—10 % олова, что делает их внешне похожими на золотые, однако они более тугоплавкие. Они не утратили своего значения и в настоящее время. Оловянная бронза — непревзойдённый литейный сплав.
Оловянные бронзы легируют цинком, никелем и фосфором. Цинка добавляют до 10 %, в этом количестве он почти не изменяет свойств бронз, но делает их дешевле. Свинец и фосфор улучшают антифрикционные свойства бронзы и её обрабатываемость резанием.
Безоловянные бронзы Править
В силу высокой стоимости олова были найдены заменители оловянной бронзы. Они содержат олово в меньшем количестве по сравнению с ранее применявшимися бронзами или не содержат совсем. В настоящее время существует ряд марок бронз, не содержащих олова. Это двойные или чаще многокомпонентные сплавы меди с алюминием, марганцем, железом, свинцом, никелем, бериллием и кремнием. Величина усадки при кристаллизации у всех этих бронз более высокая, чем у оловянных.
По некоторым свойствам безоловянные бронзы превосходят оловянные. Алюминиевые, кремниевые и особенно бериллиевые бронзы — по механическим свойствам, алюминиевые — по коррозионной стойкости, кремнецинковые — по текучести.
Кроме того, прочность алюминиевой и бериллиевой бронзы может быть увеличена при помощи термической обработки.
Также необходимо упомянуть сплавы меди и фосфора. Они не могут служить машиностроительным материалом, поэтому их нельзя отнести к бронзам. Однако они являются товаром на мировом рынке и предназначаются в качестве лигатуры при изготовлении многих марок фосфористых бронз, а также и для раскисления сплавов на медной основе.
ar:عصر البرونز ast:Bronce bg:Бронз bs:Bronza ca:Bronze cs:Bronz da:Bronze de:Bronze en:Bronze eo:Bronzo es:Bronce et:Pronks fi:Pronssi fr:Bronze gd:Umha gl:Bronce he:ארד hr:Bronca hu:Bronz id:Perunggu it:Bronzo ja:青銅 ko:청동 lt:Bronza nl:Brons nn:Bronse no:Bronse pl:Brązy pt:Bronze ro:Bronz sh:Bronza simple:Bronze sk:Bronz sl:Bron sv:Brons tr:Tunç uk:Бронза yi:בראנזע zh:青铜 zh-min-nan:Chheⁿ-tâng
ru.science.wikia.com
Бронза – это… Что такое Бронза?
Статуэтка, отлитая из бронзыБро́нза — сплав меди, обычно с оловом как основным легирующим элементом, но применяются и сплавы с алюминием, кремнием, бериллием, свинцом и другими элементами, за исключением цинка и никеля. Сплавы с содержанием цинка и никеля получили название шпиатр и не являются бронзой, а являются ее более дешевой (в ценах древнего Рима) подделкой. Название «бронза» происходит от итал. bronzo, которое, в свою очередь, произошло либо от персидского слова «berenj», означающего «медь»[1], либо от названия города Бриндизи, из которого этот материал доставлялся в Рим.
В зависимости от легирования бронзы называют оловянными, алюминиевыми, кремниевыми, бериллиевыми и т. д. Все бронзы принято делить на оловянные и безоловянные. Плотность бронзы в зависимости от марки (и включения примесей) составляет 7800-8700 кг/м³ ; температура плавления 930—1140 °C;
Оловянные бронзы
Наиболее древние бронзовые артефакты были обнаружены археологом Веселовским в 1897 году в районе реки Кубань (т.н. Майкопская культура). Бронза майкопских курганов в основном представлена сплавом меди с мышьяком. Постепенно знания о прочном и пластичном металле распространились на Ближний Восток и Египет. Здесь, после перехода к оловянно-медному сплаву, бронза обрела положение одного из важнейших декоративных материалов.
Олово на механические свойства меди влияет аналогично цинку: повышает прочность и пластичность. Сплавы меди с оловом обладают высокой антикоррозионной стойкостью и хорошими антифрикционными свойствами. Этим обусловливается применение бронз в химической промышленности для изготовления литой арматуры, а также в качестве антифрикционного материала в других отраслях.
Оловянная бронза хорошо обрабатывается давлением и резанием. Она имеет очень малую усадку при литье: менее 1 %, тогда как усадка латуней и чугуна составляет около 1,5 %, а стали — более 2 %. Поэтому, несмотря на склонность к ликвации и сравнительно невысокую текучесть, бронзы успешно применяют для получения сложных по конфигурации отливок, включая художественное литьё. Оловянные бронзы знали и широко использовали ещё в древности. Большинство античных изделий из бронзы содержат 75—90 % меди и 25—10 % олова, что делает их внешне похожими на золотые, однако они более тугоплавкие. Они не утратили своего значения и в настоящее время. Оловянная бронза — непревзойдённый литейный сплав.
Оловянные бронзы легируют цинком, никелем и фосфором. Цинка добавляют до 10 %, в этом количестве он почти не изменяет свойств бронз, но делает их дешевле. Оловянная бронза с добавлением цинка называется «адмиралтейской бронзой» и обладает повышенной коррозионной стойкостью в морской воде. Из нее делались, например, астролябии и другие штурманские инструменты для мореплавания. Свинец и фосфор улучшают антифрикционные свойства бронзы и её обрабатываемость резанием.
Безоловянные бронзы
Шлем из бронзыВ силу высокой стоимости олова были найдены заменители оловянной бронзы. Они содержат олово в меньшем количестве по сравнению с ранее применявшимися бронзами или не содержат его совсем.
В древности иногда использовался сплав меди с мышьяком — мышьяковистая бронза, в некоторых культурах использование мышьяковистой бронзы даже предшествовало выплавке оловянной. Использовались и сплавы, в которых мышьяком замещалась лишь часть олова.
В настоящее время существует ряд марок бронз, не содержащих олова. Это двойные или чаще многокомпонентные сплавы меди с алюминием, марганцем, железом, свинцом, никелем, бериллием и кремнием. Величина усадки при кристаллизации у всех этих бронз более высокая, чем у оловяных.
По некоторым свойствам безоловянные бронзы превосходят оловянные. Алюминиевые, кремниевые и особенно бериллиевые бронзы — по механическим свойствам, алюминиевые — по коррозионной стойкости, кремнецинковые — по текучести. Алюминиевая бронза благодаря красивому золотисто-жёлтому цвету и высокой коррозионной стойкости иногда также применяется как заменитель золота для изготовления бижутерии и монет[2].
Прочность алюминиевой и бериллиевой бронзы может быть увеличена при помощи термической обработки.
Также необходимо упомянуть сплавы меди и фосфора. Они не могут служить машиностроительным материалом, поэтому их нельзя отнести к бронзам. Однако они являются товаром на мировом рынке и предназначаются в качестве лигатуры при изготовлении многих марок фосфористых бронз, а также и для раскисления сплавов на медной основе.
См. также
Литература
Примечания
Ссылки
ushakov.academic.ru