Отпуск металла это – виды и характеристика, особенности технологии и отпускная хрупкость, термообработка сплавов
alexxlab | 19.10.2020 | 0 | Вопросы и ответы
7.4 Отпуск металлов
Отпуск металлов – это термическая обработка закаленных сплавов (главным образом стали) – нагрев (ниже нижней критической точки), выдержка и охлаждение. Цель – получение требуемых механических свойств (оптимальное сочетание прочности, пластичности, ударной вязкости), снижение или полное устранение внутренних напряжений, уменьшение хрупкости закалённой стали.
Основные факторы при отпуске: температура нагрева и время выдержки.
Виды отпуска: низкий, средний, высокий.
7.4.1. Низкий отпуск
Низкий отпуск осуществляется путём нагрева закалённой стали до 120-250С. Цель низкого отпуска – уменьшение внутреннего напряжения в закалённой стали без снижения твёрдости (или очень мало снижая твёрдость). В результате низкого отпуска сталь становится менее хрупкой, инструмент после такого отпуска не ломается.
Такому отпуску подвергают режущий и мерительный инструмент, цементированные детали, детали шариковых и роликовых подшипников и др.
7.4.2 Средний отпуск
Средний отпуск осуществляется путём нагрева закалённой стали до 350-450С. При таких температурах образуется тростит отпуска, что приводит к заметному снижению твёрдости закалённой стали.
Типичные примеры применения среднего отпуска: пружины и рессоры, ударный штамповый инструмент холодного деформирования.
7.4.3 Высокий отпуск
Высокий отпуск осуществляется путём нагрева закалённой стали до 500-650С. При таких температурах образуется сорбит отпуска. При этом, по сравнению с закалённым состоянием, значительно понижается твёрдость и прочность и одновременно повышается пластичность и ударная вязкость.
Такому отпуску подвергаются валы, оси, шатуны, крепёжные детали, зубчатые колёса и др.
7.5 Химико-термическая обработка
Химико-термическая обработка металлов – это тепловая обработка металлических изделий в химически активных средах для изменения химического состава, структуры и свойств поверхностных слоёв металлов. Основные виды: цементация, азотирование и др.
7.5.1 Цементация
Цементация – химико-техническая обработка – диффузионное насыщение поверхности стальных изделий углеродом для повышения твёрдости и износостойкости.
После цементации изделие подвергают закалке на мартенсит с последующим отпуском.
Цементация применяется главным образом для повышения износостойкости трущихся деталей машин: зубчатых колёс, пальцев, толкателей и др., где наряду с высокой твёрдостью поверхности желательно получить вязкую сердцевину, чтобы обеспечить сопротивление деталей динамическим нагрузкам.
Среда, поставляющая углерод к поверхности цементируемых деталей, называется карбюризатором.
Находят применение два способа цементации:
цементация в твёрдом карбюризаторе;
газовая цементация.
1-й способ: цементация в твёрдом карбюризаторе. В качестве твёрдого карбюризатора используется активированный уголь в зёрнах с добавками активизаторов. Детали, подлежащие цементации, укладываются в стальные ящики попеременно с карбюризатором. По заполнении ящика, он закрывается крышкой, и щели замазывают огнеупорной глиной, чтобы не было свободного выхода газам, образующимся при нагреве.
При нагреве внутри цементационного ящика образуется окись углерода. На поверхности стальных деталей окись углерода диссоциирует с выделением активного атомарного углерода, который адсорбируется поверхностью детали и растворяется в ней.
2-й способ: газовая цементация. Газовая цементация осуществляется нагревом изделий в среде газов, содержащих углерод. В качестве карбюризаторов при газовой цементации применяются природный газ, а также жидкие углеводороды: керосин, синтин, бензол. При использовании жидких углеводородов их подают в рабочее пространство печи каплями. При нагреве углеводороды диссоциируют с выделением активного атомарного углерода, который адсорбируется поверхностью детали и диффундирует в аустенит.
Цементацию обычно проводят при температуре 500-600С. Для получения высокой твёрдости цементированной поверхности после цементации необходимо провести закалку с отпуском.
studfiles.net
Отпуск (металлов) – это… Что такое Отпуск (металлов)?
Отпуск металлов, вид термической обработки, заключающийся в нагреве закалённого сплава до температуры ниже нижней критической точки, выдержке и последующем охлаждении. Термин «О.» применяют главным образом к сталям. Процессы распада зафиксированного закалкой состояния других сплавов чаще называют старением (см. Старение металлов). Основное назначение О.≈ достижение необходимых свойств стали, в особенности оптимального сочетания прочности, пластичности и ударной вязкости. С повышением температуры свойства стали изменяются постепенно, однако наблюдаются сравнительно узкие интервалы температур резкого их изменения. В соответствии с этими интервалами различают первое (100≈150° С), второе (250≈300° С) и третье (325≈400° С) превращения. При первом происходит уменьшение, при втором ≈ увеличение, при третьем ≈ значительное уменьшение объёма металла. ═ Процессы, происходящие в закалённой стали при вылёживании и нагреве, на основании современных экспериментальных данных представляются следующим образом: перераспределение атомов углерода в мартенсите ≈ сток некоторой части атомов углерода к дислокациям и к границам мартенситных кристаллов, перемещения их в порах кристаллической решётки; распад мартенсита с образованием выделений той или иной карбидной фазы в зависимости от температуры О., легирования, реальной структуры кристаллов мартенсита; релаксация внутренних микронапряжений в результате микропластической деформации; превращения остаточного аустенита в зависимости от легирования и температурного интервала ≈ бейнитное и перлитное; превращение остаточного аустенита при охлаждении после О. (вторичная закалка).
═ С повышением температуры О. твёрдость и прочность понижаются, пластичность и ударная вязкость повышаются; понижается критическая температура хладноломкости (Ткр). При О. до 300° С повышается сопротивление малым пластическим деформациям. При О. в интервалах температур 300≈400° С и 500≈600° С, особенно в легированных сталях, наблюдается падение ударной вязкости и повышение Ткр ≈ явления необратимой и обратимой отпускной хрупкости. Быстрое охлаждение после О. при 600≈650° С и легирование Mo, W подавляют обратимую хрупкость. Низкий О. (120≈250° С) главным образом уменьшает склонность к хрупкому разрушению и используется при термообработке инструментальных, цементуемых и высокопрочных конструкционных сталей, О. при 300≈400° С применяется при термообработке пружин и рессор, высокий О. (450≈650° С) ≈ при термообработке деталей машин, испытывающих динамические и вибрационные нагрузки.
═ Лит.: Курдюмов Г. В., Явления закалки и отпуска стали, М., 1960; его же, О кристаллической структуре закаленной стали, в сборнике: Проблемы металловедения и физики металлов, сб. 9, М., 1968; Гуляев А. П., Термическая обработка стали, 2 изд., М., 1960.
═ Р. И. Энтин.
Большая советская энциклопедия. — М.: Советская энциклопедия. 1969—1978.
dic.academic.ru
Отпуск сталей
Отпуск – это процесс термической обработки, заключающийся в нагреве закаленной стали до температур ниже точки Ас1, c целью получения равновесной структуры и заданного комплекса механических свойств.
Содержание
После закалки сталь имеет структуру на основе мартенсита с тетрагональной искаженной кристаллической решеткой и остаточного аустенита, количество которого зависит от химического состава стали. При нагреве закаленной стали в ее структуре происходят фазовые превращения, которые можно показать в виде схемы.
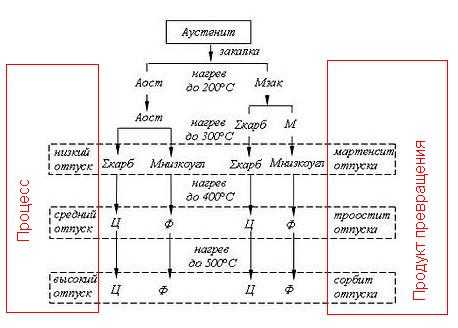
Схема фазовых превращений при отпуске сталей
Низкий отпуск сталей
Низкий отпуск стали делают при температуре до 250°С. При этом процессе из мартенсита выделяется часть избыточного углерода с образованием мельчайших карбидных частиц (ε-карбидов). ε-карбиды выделяются в виде пластин или стержней и они когерентно связаны с решеткой мартенсита. Распад остаточного аустенита при низком отпуске происходит по механизму бейнитного превращения: образуется гетерогенная смесь кристаллов низкоуглеродистого мартенсита и дисперсных карбидов. Продуктом низкого отпуска является мартенсит отпуска, который отличается от мартенсита закалки меньшей концентрацией углерода и наличием в нем карбидов (ε-карбидов), которые когерентно связаны с решеткой мартенсита.
При температуре около 250°С начинается превращение карбида в цементит; при этом когерентность решеток α-твердого раствора мартенсита и карбидов нарушается.
Низкому отпуску подвергают инструментальные железоуглеродистые материалы (режущий и мерительный инструмент), а также стали, которые подвергались цементации, нитроцементации. Часто низкий отпуск делают для сталей после термообработки токами высокой частоты.
Средний отпуск
Средний отпуск проводится при температурах 350–400 °С. При этом из мартенсита выделяется весь избыточный углерод с образованием цементитных частиц. Тетрагональность (степень тетрагональности) решетки железа уменьшается, она становится кубической. В результате вместо мартенсита остается феррит. Такая феррито-цементитная смесь называется трооститом отпуска, а процесс, приводящий к таким изменениям, среднетемпературным отпуском. При среднем отпуске снижается плотность дислокаций и уменьшаются внутренние напряжения в стали.
Средний отпуск применяется при термообработке упругих деталей: рессор, пружин и др.
Высокий отпуск
Во время высокого отпуск (450-550°С и выше) в углеродистых сталях происходят изменения структуры, не связанные с фазовыми превращениями: изменяются форма, размер карбидов и структура феррита. С повышением температуры происходит коагуляция – укрупнение частиц цементита. Форма кристаллов постепенно становится сферической – этот процесс называется сфероидизацией.
Коагуляция и сфероидизация карбидов начинают происходить более интенсивно с температуры 400°С. Зерна феррита становятся крупными, и их форма приближается к равноосной. Феррито-карбидная смесь, которая образуется после отпуска при температуре 400–600 °С, называется сорбитом отпуска. При температуре, близкой к точке А1, образуется достаточно грубая феррито-цементитная смесь – перлит.
Высокий отпуск с температур 450-550°С применяется для большинства конструкционных сталей. Его широко используют при термообработке различных втулок, опор, крепежных изделий, работающих на растяжение-сжатие и других изделий, которые испытывают статические нагрузки.
Явление отпускной хрупкости
При отпуске некоторых сталей возможно протекание процессов, которые снижают ударную вязкость стали не меняя остальные механические свойства. Такое явление называется отпускной хрупкостью и наблюдается в температурных интервалах отпуска при 250–400ºС и 500–550ºС. Первый вид хрупкости называется отпускной хрупкостью Ι рода и является необратимым, поэтому стоит избегать отпуска сталей при этих температурах. Данный вид присущ практически всем сталям, легированным хромом, магнием, никелем и их сочетанием, и обусловлен неоднородным выделением карбидов из мартенсита. Второй вид отпускной хрупкости – отпускная хрупкость ΙΙ-го рода является обратимым. Отпускная хрупкость ΙΙ-го рода проявляется при медленном охлаждении легированной стали при температуре 500–550°С. Данная хрупкость может быть устранена повторным отпуском с большой скоростью охлаждения (в воде или масле). В этом случае устраняется причина этой хрупкости – выделение карбидов, нитридов, фосфидов по границам бывших аустенитных зерен. Устранение отпускной хрупкости легированных сталей возможно введением в них малых добавок молибдена (0,2–0,3 %) или вольфрама (0,5–0,7 %).
Графически эти виды хрупкости выглядят, как показано на рисунке.

Проявление отпускной хрупкости в сталях при отпуске
Практически все стали подчиняются закону: повышение температуры отпуска — снижение прочностных характеристик и повышение пластических, как показано на рисунке ниже.
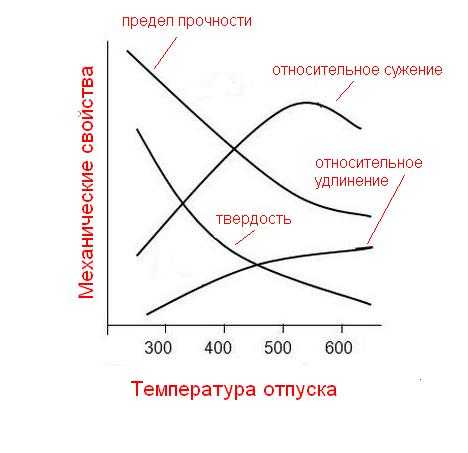
Влияние температуры отпуска на механические свойства стали
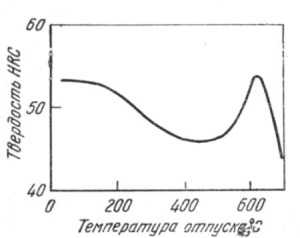
Такая закономерность не касается быстрорежущих инструментальных легированных карбидообразующими элементами сталей.
Отпуск быстрорежущих инструментальных сталей
Основными легирующими элементами быстрорежущих сталей (Р18, Р6М5 и др.) являются вольфрам, молибден, кобальт и ванадий — элементы, обеспечивающие теплостойкость и износостойкость при эксплуатации. Быстрорежущие стали относятся к карбидному (ледебуритному) классу. Под закалку эти стали нагревают до температуры выше 1200°С (Р18 до температуры 1270°С, Р6М5 — до 1220°С). Высокие температуры закалки необходимы для более полного растворения вторичных карбидов и получения аустенита высоколегированного хромом, молибденом, вольфрамом, ванадием. Это обеспечивает получение после закалки теплостойкого мартенсита. Даже при очень высоком нагреве растворяется только часть карбидов. Для этих сталей характерно сохранение мелкого зерна при высоких температурах нагрева.
Железо и легирующие элементы “быстрорезов” имеют сильно отличающиеся свойства теплопроводности, поэтому при нагреве, для избежания трещин, следует делать температурные остановки. Обычно при 800 и 1050°С. При нагреве крупного инструмента первую выдержку делают при 600°С. Время выдержки составляет 5-20 мин. Выдержка при температуре закалки должна обеспечить растворение карбидов в пределе их возможной растворимости. Охлаждение инструмента чаще всего делают в масле. Для уменьшения деформации применяют ступенчатую закалку в расплавах солей с температурой 400-500°С. Структура “быстрорезов” после закалки состоит из высоколегированного мартенсита, содержащего 0,3-0,4%С, нерастворенных избыточных карбидов и остаточного аустенита. Чем выше температура закалки, тем ниже положение точек Мн, Мк и тем больше остаточного аустенита. В стали Р18 присутствует примерно 25-30% остаточного аустенита, в стали Р6М5 — 28-34%. Для уменьшения аустенита можно сделать обработку холодом, но как правило этого не требуется.
После закалки следует отпуск при 550 — 570°С, вызывающий превращение остаточного аустенита в мартенсит и дисперсионное твердение за счет частичного распада мартенсита и выделения дисперсных карбидов легирующих элементов. Это сопровождается увеличением твердости (вторичная твердость). В процессе выдержки при отпуске из остаточного аустенита выделяются карбиды, что уменьшает его легированность, и поэтому при последующем охлаждении он претерпевает мартенситное превращение (Мн~150°С). В процессе однократного отпуска только часть остаточного аустенита превращается в мартенсит. Чтобы весь аустенит перешел в мартенсит применяют двух и трехкратный отпуск. Время выдержки обычно составляет 60 минут.
При назначении режима нужно учитывать химические свойства элементов и периодичность выделения карбидов в зависимости от температуры. Например максимальная твердость стали Р6М5 получается за счет 3-х стадийного отпуска. Первый отпуск при температуре 350°С, последующие два при температуре 560-570°С. При температуре 350°С выделяются частицы цементита, равномерно распределенные в стали. Это способствует однородному выделению и распределению спецкарбидов М6С при температуре 560-570°С.
heattreatment.ru
36. Отпуск стали:
отпуск является окончательной термической операцией, применяемой после закалки; это нагрев стали ниже критической точки Ас1 с последующей выдержкой и охлаждением с заданной скоростью. Различают низкотемпературный (низкий), среднетемпературный (средний) и высокотемпературный (высокий) отпуск.
Низкий отпуск
Его проводят при t>250 градусах Цельсия. Этот вид отпуска приводит к превращению мартенситной закалки в март. отпуска и практически не снижая твердости несколько увеличивает другие прочностные характеристики и отчасти ударную вязкость.
Твердость стали с содержанием углерода 0.8-1% после низкого отпуска порядка 62-64HRC. Твердость легированных сталей несколько ниже в силу сохранения в них после закалки аустенита остаточного. Низкому отпуску подвергают инструментальные стали, предназначенные для изготовления штампов, деформирующих металлы в холодном состоянии, инструмента типа: зубило, лоток, режущий инструмент, работающих при низких скоростях резания, а также детали подвергнутые цементации, ционированию.
Средний отпуск
Это вид отпуска применяют в случае необходимости получения сочетаний высокого предела упругости с прочностными характеристиками. Например: при обработке пружин, рессор средний отпуск проводят при температурах 350–500 градусах Цельсия. Структура после среднего отпуска – тростит отпуска.
Твердость 40–45HRC.
Высокий отпуск
Проводят при температурах 650–680 градусах Цельсия. Структура – сорбит отпуска. Этот вид отпуска применяется для получения лучшего сочетания прочностных свойств с ударной вязкостью. Термическая обработка, заключается в закалке с высоким отпуском называется улучшением.
37. Закаливаемость и прокаливаемость. Способы закалки. Охлаждающие среды. Дефекты закалки.
Закаливаемость – способность стали повышать твердость в результате закалки.. Чем больше t, тем выше твердость. Прокаливаемость – способность стали получать закаленный слой с мартенситной или троосто-мартенситной структурой и высокой твердостью на ту или иную глубину. Определяется скоростью охлаждения. Диаметры заготовки, в центре которой после закалки в данной охлаждающей среде образуется полумартенситная зона – называют критическим диаметром ДК. Прокаливаемость тем выше, чем меньше скорость закалки. Способы закалки: 1) закалка в одном охладителе. «+»: простота; «-» большие внутренние напряжения в детали 2) прерывистое охлаждение в одном охладителе до t 300-350, перенос в другой охладитель (масло или воду) «+»снижаются внутр напряжения, «-» высокая квалификация рабочих, нестабильный результат 3) ступенчатая закалка – нагретую деталь помещают в соляную ванну с t несколько выше начала М превращения. После небольшой выдержки для выравнивания t по всему объему, охлаждение осуществляется в другом охладителе (на воздухе). «+»ликвидируются предыдущие недостатки, «-» скорость охлждения низкая, соляная ванна агрессивна. 4) изотермическая закалка – длит выдержка в закалочной ванне при t выше М точки. Твердость низкая, но нет внутренних напряжений. 5) Закалка с самоотпуском – суть закалки – отпуск производится за счет тепла массивной части изделия. Чаще всего для закалки используют следующие жидкости: воду, водные растворы щелочей и солей, масла. Вода, как охлажд жидкость имеет ряд недостатков: высокая скорость охлаждения приводит к образованию закалочных дефектов, с повышением t воды резко ухудшается ее закалочная способность. Наиболее высокой и равномерной охлаждающей способностью обладают холодные 8-12% водные растворы NaCl и Na OH. Масло, как закалочная среда имеет след «+»: небольшая скорость охлаждения и постоянство закаливающей способности. К «-» относятся повышенная воспламеняемость, повышенную стоимость и т.д. Начинается применение охлаждения под давлением в среде азота, аргона, водорода.
38. Основы химико–термической обработки
Под химико–термической обработкой понимают насыщение поверхности металла элементами повышающими какие–либо свойства. Например: твердость, износостойкость, морозостойкость, коррозионную стойкость.
Поверхностная обработка обеспечивает хорошее сочетание твердости поверхностного слоя детали с вязкостью сердцевины. Для обеспечения такого сочетания кроме химико–термической обработки применяют и поверхностную закалку, которая относится к разряду местной обработки. Поверхность детали нагревают пламенем ацетилено–кислородной горелки или чаще током высокой частоты(ТВЧ). Нагрев ТВЧ осуществляется в 1000 раз быстрее по сравнению со скоростью нагрева в печах или в ваннах. После нагрева следует охлаждение со скоростью выше критической.
Нагрев ТВЧ обеспечивает прогрев до температур выше критической только поверхностного слоя. Сердцевина детали остается не прогретой => после закалки на поверхности формируется структура мартенсита, тогда, как в сердцевине детали структура характерна структуре отожженной стали. В отличие от поверхностной закалки ХТО имеет ряд преимуществ:
1.ХТО можно подвергать детали независимо от их размеров или форм.
2.При ХТО достигается большая разница в свойствах поверхности и серцевины.
3.После ХТО можно исправить структуру(например: изменить зерно) последующей термической обработки.
Процесс ХТО складывается из 3–х составных:
1.распад молекул газа с образованием активных атомов насыщенного элемента. Это диссоциация.
2.Поглощение атомов насыщенного элемента поверхностью детали–абсорция.
3.Диффузия атомов насыщенного элемента в глубь металла.Различают:
a) Самодиффузию – происходит перескок атомов основного металла в собственность кресталической решетки. Он не сопровождается изменением концентрации вещества.
б) Гедротиффузию–происходит перемещение атомов чужеродного элемента к кресталлической решетке основного металла, сопровождается изменением концентрации диффундизующего элемента от поверхности в сердцевине в сторону уменьшения.
Вид ХТО определяется названием диффузирующего элемента. Если насыщают поверхность детали углеродом, процесс называют цеминтацией, азотом–ахотированием и т.д. совместное насыщение углеродом и азотом–ционированием.
studfiles.net
Отпуск стали – как температура может сделать сплав крепче? + видео
Отпуск стали (высокий, низкий, средний) применяют для того, чтобы получить более устойчивое структурное состояние сплава. Узнаем, что он собой представляет, как осуществляется, есть ли побочные эффекты и возможно ли сделать его самостоятельно в домашних условиях.
1 Что такое отпуск стали?
Это последний этап термической обработки, на котором сплав нагревают до температуры, не превышающей теплоту превращения, затем выдерживают нужное время и постепенно охлаждают с заданной скоростью. Потребность в этом возникает потому, что после термического воздействия, например, той же закалки, в материале очень часто появляются внутренние напряжения, которые негативно влияют на его свойства. Чтобы их устранить, следует осуществить вышеупомянутую операцию. Так сталь вновь возобновляет требуемые механические свойства.
Рекомендуем ознакомиться
Причем чем больше будет температура отпуска стали, тем он будет более эффективным, полнее снимутся осевые, тангенциальные и радиальные напряжения. В первые 15–30 минут выдержки процесс проходит наиболее интенсивно. Однако чтобы снизить значение напряжений до минимума, следует продлить время выдержки хотя бы до 1,5 часа (в индивидуальных случаях оно может достигать даже десятка часов), и тогда получится максимально возможный результат для данного температурного режима.
Но не стоит недооценивать и скорость, с которой осуществляется охлаждение – чем она меньше, тем меньше будут остаточные напряжения. А сочетание быстрой скорости охлаждения с высокой температурой (более 600°С) будет не то, чтобы малоэффективно, но и, напротив, способствуют возникновению новых тепловых напряжений. Также огромное значение играет и температурный режим, в зависимости от которого принято различать следующие виды отпуска стали: низкий, средний и высокий. Рассмотрим более подробно каждый из них.
2 Низкотемпературный и средний отпуск – технологии процессов
В этом случае осуществляют нагрев до 250°С, благодаря которому снижаются внутренние напряжения. Вместо мартенсита закалки появляется отпущенный мартенсит, что способствует повышению прочностных характеристик, а также улучшению вязкости сплава, при этом такие превращения практически не отражаются на твердости материала. Твердость закаленной стали остается прежней (HRC 58–63), а значит, она будет иметь и достаточно высокую износостойкость.
Но учтите, что даже после того, как будет проведен низкотемпературный отпуск закаленной стали, под нагрузкой динамического характера она все же будет разрушаться.

Поэтому такому виду обработки актуально подвергать измерительные и режущие инструменты, сделанные из низколегированных и углеродистых сталей. Кроме того, детали, претерпевшие цементацию, поверхностную закалку, нитроцементацию и цианирование, также проходят низкотемпературный отпуск. В среднем данная операция длится от одного часа до 2,5, но если речь идет о деталях большого сечения, то время стоит увеличить.
Его температурный режим находится в пределах от 350 и до 500°С. В результате превращения при отпуске стали такого рода формируется троостомартенсит и сталь приобретает твердость HRC 40–50. Ее в основном применяют для штампов, рессор, а также пружин. У деталей значительно повышается предел упругости, выносливости и релаксационная стойкость.
Следует очень аккуратно подбирать температурный режим, так как, допустив ошибку, можно вызвать необратимую отпускную хрупкость. Охлаждение же лучше проводить в воде. В этой среде на поверхности материала появляются остаточные сжимающие напряжения, способствующие увеличению предела выносливости.
3 Высокотемпературный отпуск – чем характерна такая обработка?
Если температура превышает 500°С, то такой отпуск называется высокотемпературным либо просто высоким. Структура стали после данной обработки – сорбит отпуска. Причем из всех вышеописанных этот вид наиболее эффективный, так как получается идеальное соотношение вязкости и прочности сплава. При этом стоит учитывать, что закалка стали в сочетании с последующей высокотемпературной обработкой способствует повышению предела текучести, прочности, ударной вязкости, а также относительному сужению.

Благодаря таким результатам подобное сочетание принято называть улучшением. Целесообразно оно для конструкционных и среднеуглеродистых сталей, к которым предъявляются особые требования. А в частности, к их пределу прочности, текучести, выносливости и ударной вязкости. При этом имейте в виду, что твердость в этом случае несколько снизится, поэтому рассчитывать на улучшение износостойких характеристик не стоит. Однако у сплава несколько уменьшится чувствительность к концентраторам напряжений, порог хладноломкости, увеличится работа развития трещины, что способствует повышению конструктивной прочности материала.
Так как выдержки в заданном температурном режиме около двух часов достаточно, чтобы устранить практически все остаточные напряжения, то данная операция обычно не длится более шести часов. Однако есть и индивидуальные случаи, когда деталь обрабатывают и несколько десятков часов, дабы предотвратить появления внутренних трещин (флокенов).
4 Процесс отпуска стали – домашняя мастерская
Как было сказано выше – на процесс отпуска стали, вернее на его эффективность, влияет скорость охлаждения, а, следовательно, и среда, в которой оно происходит. Итак, если охлаждение после отпуска будет происходить на воздухе, то в результате напряжений на поверхности сплава будет в семь раз меньше. А если сравнивать масляную среду с водой, то в первом случае напряжений останется в 2,5 раза меньше, нежели во втором. Именно по этим причинам всем элементам, имеющим сложные формы, рекомендуется давать остывать с меньшей скоростью, дабы избежать коробления. Исключением являются только лишь легированные стали, склонные к обратимой отпускной хрупкости, их-то следует после нагрева до 500–650°С охладить достаточно быстро.
Безусловно, на производстве проведение такой операции не вызывает никаких сложностей. А получится ли самостоятельно усовершенствовать материал, который часто находится под напряжением – возможен ли отпуск стали в домашних условиях? Ведь некоторые умельцы не против смастерить что-либо своими руками. Так, например, делая тот же нож, его необходимо подвергнуть термической обработке, дабы лезвие обладало нужными свойствами. А просто закаленный предмет разрушится при первом же ударе об кость. Итак, конечно же, произвести высокотемпературный отпуск дома будет довольно сложно, но нагреть предмет до 300°С вполне возможно. Для этого можно опустить его в расплавленный свинец, так как он имеет именно такую температуру плавления. Кроме того, можно воспользоваться и обыкновенной газовой либо электрической духовкой. А затем просто дать изделию постепенно остыть на воздухе.
Таким образом, видно, что средний, низкотемпературный, высокотемпературный отпуск является обязательным этапом термической обработки сплавов, благодаря которому такие свойства, как вязкость и пластичность, значительно улучшаются. А уж какой из этих видов выбрать, зависит от материала и назначения обрабатываемого элемента.
tutmet.ru
34. Виды отпуска, свойства материалов после отпуска.
О́тпуск — технологический процесс, заключающийся в термической обработке закалённого на мартенсит сплава или металла, при которой основными процессами являются распад мартенсита, а также полигонизация и рекристаллизация.
Отпуск проводят с целью получения более высокой пластичности и снижения хрупкости материала при сохранении приемлемого уровня его прочности. Для этого изделие подвергается нагреву в печи до температуры от 150°C-260°C до 370°C-650°C с последующим медленным остыванием.
ВИДЫ:-Низкотемпературный отпуск металла – проводят при температурах до 250 °С. Закалённая сталь сохраняет высокую износостойкость, однако такое изделие (если оно не имеет вязкой сердцевины) не выдержит высоких динамических нагрузок. Такому отпуску подвергают режущие и измерительные инструменты из углеродистых и низколегированных сталей.
-Среднетемпературный отпуск металла – Проводят при температурах 350-500 °С и применяют главным образом для пружин и рессор, а также для штампов. Такой отпуск обеспечивает высокие пределы упругости и выносливости, а также релаксационную стойкость. Охлаждение после отпуска проводят при температурах400-500 °С в воде, после чего возникают сжимающие остаточные напряжения, которые увеличивают предел выносливости пружин.
-Высокотемпературный отпуск металла – Проводят при температурах 500—680 °С. При этом остается высокая прочность и пластичность, а также максимальная вязкость. Высокому отпуску подвергают детали, воспринимающие ударные нагрузки (зубчатые колеса, валы).
35. Классификация сталей.
Сталь (польск. stal, от нем. Stahl), деформируемый (ковкий) сплав железа с углеродом (до 2%) и др. элементами. Сталь (сплав железа с углеродом) — важнейший продукт чёрной металлургии, являющийся материальной основой практически всех отраслей промышленности.
Классификация сталей. В современной металлургии Сталь (сплав железа с углеродом) выплавляют главным образом из чугуна и стального лома. По типу сталеплавильного агрегата (кислородный конвертер, мартеновская печь, электрическая дуговая печь) Сталь (сплав железа с углеродом) называется кислородно-конвертерной, мартеновской или электросталью. Кроме того, различают металл, выплавленный в основной или кислой (по характеру футеровки) печи; Сталь (сплав железа с углеродом) при этом называется соответственно основной или кислой (например, кислая мартеновская Сталь (сплав железа с углеродом)).
По химическому составу Сталь (сплав железа с углеродом) делятся на углеродистые и легированные. Углеродистая сталь наряду с Fe и С содержит Mn (0,1—1,0%) и Si (до 0,4%), а также вредные примеси — S и Р; эти элементы попадают в Сталь (сплав железа с углеродом) в связи с технологией её изготовления (главным образом из шихтовых материалов). В зависимости от содержания С различают низкоуглеродистую (до 0,25% С), среднеуглеродистую (0,25—0,6% С) и высокоуглеродистую (более 0,6% С) Сталь (сплав железа с углеродом) В состав легированных сталей, помимо указанных компонентов, входят т. н. легирующие элементы (Cr, Ni, Mo, W, V, Ti, Nb, Zr, Со и др.), которые намеренно вводят в Сталь (сплав железа с углеродом) для улучшения её технологических и эксплуатационных характеристик или для придания ей особых свойств; легирующими элементами могут служить также Mn (при содержании более 1%) и Si (более 0,8%). По степени легирования (т. с. по суммарному содержанию легирующих элементов) различают низколегированные (менее 2,5%), среднелегированные (2,5—10%) и высоколегированные (более 10%) Сталь (сплав железа с углеродом) Легированные Сталь (сплав железа с углеродом) часто называются по преобладающим в ней компонентам (например, вольфрамовая, высокохромистая, хромомолибденовая, хромомарганцевоникелевая, хромоникелемолибденованадиевая).
По назначению Сталь (сплав железа с углеродом) делят на следующие основные группы: конструкционные, инструментальные и Сталь (сплав железа с углеродом) с особыми свойствами. Конструкционные стали применяют для изготовления строительных конструкций, деталей машин и механизмов, судовых и вагонных корпусов, паровых котлов и др. изделий. Конструкционные Сталь (сплав железа с углеродом) могут быть как углеродистыми (до 0,7% С), так и легированными (основные легирующие элементы — Cr и Ni). Название конструкционной Сталь (сплав железа с углеродом) может отражать её непосредственное назначение (котельная, клапанная, рессорно-пружинная, судостроительная, орудийная, снарядная, броневая и т.д.). Инструментальные стали служат для изготовления резцов, фрез, штампов, калибров и др. режущего, ударно-штампового и мерительного инструмента. Сталь (сплав железа с углеродом) этой группы также могут быть углеродистыми (обычно 0,8—1,3% С) или легированными (главным образом Cr, Mn, Si, W, Mo, V). Среди инструментальных Сталь (сплав железа с углеродом) широкое распространение получила быстрорежущая сталь. К Сталь (сплав железа с углеродом) с особыми физическим и химическим свойствами относятся электротехнические стали, нержавеющие стали, кислотостойкие, окалиностойкие, жаропрочные, Сталь (сплав железа с углеродом) для постоянных магнитов и др. Для многих Сталь (сплав железа с углеродом) этой группы характерно низкое содержание углерода и высокая степень легирования.
По качеству Сталь (сплав железа с углеродом) обычно подразделяют на обыкновенные (рядовые), качественные, высококачественные и особо высококачественные. Различие между ними заключается в количестве вредных примесей (S и Р) и неметаллических включений. Так, в некоторых Сталь (сплав железа с углеродом) обыкновенного качества допускается содержание S до 0,055—0,06% и Р до 0,05—0,07% (исключение составляет автоматная сталь, содержащая до 0,3% S и до 0,16% Р), в качественных — не более 0,035% каждого из этих элементов, в высококачественных — не более 0,025%, в особо высококачественных — менее 0,015% S. Сера снижает механические свойства Сталь (сплав железа с углеродом), является причиной красноломкости, т. е. хрупкости в горячем состоянии, фосфор усиливает хладноломкость — хрупкость при пониженных температурах.
По характеру застывания металла в изложнице различают спокойную, полуспокойную и кипящую Сталь (сплав железа с углеродом) Поведение металла при кристаллизации обусловлено степенью его раскисленности: чем полнее удалён из Сталь (сплав железа с углеродом) кислород, тем спокойнее протекает процесс затвердевания; при разливке малораскисленной Сталь (сплав железа с углеродом) в изложнице происходит бурное выделение пузырьков окиси углерода — Сталь (сплав железа с углеродом) как бы «кипит». Полуспокойная Сталь (сплав железа с углеродом) занимает промежуточное положение между спокойной и кипящей Сталь (сплав железа с углеродом) Каждый из этих видов металла имеет достоинства и недостатки; выбор технологии раскисления и разливки Сталь (сплав железа с углеродом) определяется её назначением и технико-экономическими показателями производства.
studfiles.net
Отпуск стали. Температура отпуска стали. Режимы отпуска стали. Отпускная хрупкость. Улучшение термическая обработка.
Отпуск является окончательной термической обработкой. Целью отпуска является повышение вязкости и пластичности, снижение твердости и уменьшение внутренних напряжений закаленных сталей (см. Закалка стали). С повышением температуры нагрева прочность обычно снижается, а пластичность и вязкость растут. Температуру отпуска выбирают, исходя из требуемой прочности конкретной детали.
Термическая обработка металла. Термическая обработка металлов и сплавов. Виды термической обработки металлов. Виды термообработки.
Различают три вида отпуска:
1. Низкий отпуск с температурой нагрева Тн = 150…300oС.
В результате его проведения частично снимаются закалочные напряжения. Получают структуру – мартенсит отпуска.
Проводят для инструментальных сталей после закалки токами высокой частоты или после цементации.
2. Средний отпуск с температурой нагрева Тн = 300…450oС.
Получают структуру – троостит отпуска, сочетающую высокую твердость 40…45HRC c хорошей упругостью и вязкостью.
Используется для изделий типа пружин, рессор.
3. Высокий отпуск с температурой нагрева Тн = 450…650oС..
Получают структуру, сочетающую достаточно высокую твердость и повышенную ударную вязкость (оптимальное сочетание свойств) – сорбит отпуска.
Используется для деталей машин, испытывающих ударные нагрузки.
Комплекс термической обработки, включающий закалку и высокий отпуск, называется улучшением.
Способы закалки. Способы закалки стали. Виды закалки стали. Технология закалки стали. Режимы закалки сталей.
Закалка стали. Закалка металла. Виды закалки. Температура закалки. Закаливаемость. Прокаливаемость. Критический диаметр.
Отпускная хрупкость
Обычно с повышением температуры отпуска ударная вязкость увеличивается, а скорость охлаждения не влияет на свойства. Но для некоторых сталей наблюдается снижение ударной вязкости. Этот дефект называется отпускной хрупкостью.
Зависимость ударной вязкости от температуры отпуска
Отпускная хрупкость I рода наблюдается при отпуске в области температур около 300oС. Она не зависит от скорости охлаждения. Это явление связано с неравномерностьюпревращения отпущенного мартенсита (см. Мартенсит. Мартенситное превращение.). Процесс протекает быстрее вблизи границ зерен по сравнению с объемами внутри зерна. У границ наблюдается концентрация напряжений, поэтому границы хрупкие.
Отпускная хрупкость I рода “необратима“, то есть при повторных нагревах тех же деталей не наблюдается.
Нормализация стали. Температура нормализации стали. Процесс нормализации стали.
Отпускная хрупкость II рода наблюдается у легированных сталей при медленном охлаждении после отпуска в области 450…650oС. При высоком отпуске по границам зерен происходит образование и выделение дисперсных включений карбидов. Приграничная зона обедняется легирующими элементами. При последующем медленном охлаждении происходит диффузия фосфора к границам зерна. Приграничные зоны обогащаются фосфором, снижаются прочность и ударная вязкость. Этому деекту способствуют хром, марганец и фосфор. Уменьшают склонность к отпускной хрупкости II рода молибден и вольфрам, а также быстрое охлаждение после отпуска.
Отжиг стали. Отжиг второго рода. Полный отжиг. Неполный отжиг. Полный и неполный отжиг. Изотермический отжиг.Отжиг стали. Отжиг первого рода. Диффузионный отжиг. Отжиг рекристаллизационный. Отжиг для снятия напряжений.
Отпускная хрупкость II рода “обратима“, то есть при повторных нагревах и медленном охлаждении тех же сталей в опасном интервале температур дефект может повториться.
Стали, склонные к отпускной хрупкости II рода, нельзя использовать для работы с нагревом до 650oС без последующего быстрого охлаждения.
www.mtomd.info