Припой для сварки алюминия – Припои для пайки алюминия. Пайка алюминия: припои и флюсы
alexxlab | 04.09.2019 | 0 | Вопросы и ответы
составы, рекомендации по применению, характеристики
Обычно изделия из алюминия с помощью пайки производят в промышленных цехах. В домашних условиях такую процедуру выполнить достаточно сложно, так как на поверхности алюминиевых деталей, после их зачистки, сразу появляется повышенной прочности оксидная пленка. Для ее разрушения требуется механическая обработка и применение специального припоя.
Составы припоев для пайки алюминия
 В состав большинства припоев для пайки входят химические элементы, которые с алюминием почти не растворяются. Поэтому для соединения алюминиевых деталей выбор рекомендуется остановить на тугоплавких припоях на основе алюминия и легкоплавких, созданных на основе кадмия, олова или цинка.
В состав большинства припоев для пайки входят химические элементы, которые с алюминием почти не растворяются. Поэтому для соединения алюминиевых деталей выбор рекомендуется остановить на тугоплавких припоях на основе алюминия и легкоплавких, созданных на основе кадмия, олова или цинка.
Более удобны в использовании легкоплавкие составы, с помощью которых процесс пайки можно проводить при низких температурах, тем самым избежав больших изменений свойств алюминия.
Существенным минусом применения соединений из олова и кадмия является их нестойкость к коррозиям, что приводит к скорым разрушениям материала.
Наиболее надежны тугоплавкие сплавы, имеющие в своей основе алюминий. В их состав может входить:
- кремний;
- цинк;
- медь.
Самым простым из них является сплав алюминия с кремнием. Наиболее надежный результат можно получить после применения состава, в который входит алюминий, медь и цинк.
Совершая плавку с применением тугоплавких припоев, жало паяльника необходимо нагреть до температуры в 350 градусов. При этом нужно использовать флюс, состоящий из смеси олеиновой кислоты и йодида лития.
Самые простые виды припоев можно приготовить в домашних условиях, если для этого есть соответствующее оборудование. Однако не составит труда купить состав для пайки алюминия в магазине. В них, как правило, представлен широкий выбор различных марок.
HTS -2000 – припой для пайки алюминия и его сплавов
Американский продукт выпускается в форме стержня и состоит из девяти сплавов. Припой HTS -2000 – это продукт последних достижений, с помощью которого пайку можно проводить без флюса. Он легко проникает через лежащие ниже поверхности примеси, через которые не могут проникнуть составы конкурентов.
При применении продукта HTS -2000 не требуется обладать какими-то специальными навыками, что означает его высокое качество. Нагреваясь, припой легко проникает через образовавшуюся на поверхности пленку оксида алюминия и создает прочные молекулярные соединения.
Из-за того, что электрохимический потенциал между алюминием и припоем невелик, коррозия материалу не страшна. Срок эксплуатации изделий с таким соединением более 10 лет.
Область применения продукта HTS -2000:
- восстановление деталей после сколов, поломки, износа;
- ремонт картеров автомобилей;
- ремонт алюминиевых днищ лодок;
- ремонт трубок кондиционеров, компрессоров, насосов;
- пайка и медных и алюминиевых элементов в различных сочетаниях;
- ремонт топливных баков из алюминия;
- восстановление и ремонт головок блока цилиндра;
- ремонт радиаторных трубок;
- восстановление резьбовых отверстий.
Кроме этого, с помощью такого припоя можно ремонтировать алюминиевые лестницы, желоба, лодки. Довольно часто его применяют при ремонте дизельных двигателей.
Важно знать, что припой HTS -2000 специалисты не рекомендуют использовать для пайки алюминия с медью. Вследствие такой процедуры возникает электрохимическая коррозия, которая быстро разрушает металл.
Материал используется с кислородно-ацетиленовой или пропановой горелкой. Он является самым сильным, быстрым и в то же время простым припоем для пайки среди других аналогичных сплавов.
Castolin AluFlam 190 – припой из Франции
Продукт применяется в качестве присадочного прутка для ремонта алюминиевых деталей и высокотемпературной пайки.
Технические характеристики припоя Castolin AluFlam 190:
- Обладает высокой прочностью и исключительной капиллярной текучестью.
- Характеризуется отличной электропроводностью.
- По цвету соответствует многим сплавам из алюминия.
Продукт Castolin AluFlam 190 рекомендуется для высокопрочного соединения:
- алюминиевых сплавов с кремнием;
- кованого алюминия;
- листов;
- трубопроводов.
Его нельзя использовать для алюминиевых сплавов, в которых присутствует более 1,5% магния, и для деталей, которые требуют последующего анодирования.
Из-за своей способности формировать вязкий и прочный шов, припой Castolin AluFlam 190 может применяться в самых различных областях. Его можно использовать для ремонта оконных рам и мебели, в транспортной промышленности, для ремонта холодильного оборудования, газовых магистралей, решеток, кондиционеров и многого другого.
С продуктом Castolin AluFlam 190 специалисты рекомендуют использовать флюс Castolin 190 Flux .
Припой для пайки алюминия 34А
Состав припоя позволяет применять его для пайки чистого алюминия и его сплавов, алюминия с медью и ее сплавами. Продукт 34А нашел применение во многих сферах традиционной и современной промышленности.
Сплав подходит для пайки с использованием ацетил-кислородных, пропан-бутановых и пропановых газовых горелок. Его не рекомендуется использовать для работ со сплавами Д1 и Д16, а также с составами, содержащими более 3% магния.
Срок годности продукта неограничен.
Производители специально разрабатывают высокотехнологические припои для восстановления и ремонта алюминиевых деталей, чтобы во время процесса пайки не требовалось использование дорогостоящего сварочного оборудования. С такими продуктами легко можно добиться эластичности и прочности шва, который устоит даже при высоких нагрузках на отремонтированную деталь. С правильно подобранными припоями алюминиевые изделия можно восстановить или соединить в считанные минуты.
Оцените статью: Поделитесь с друзьями!stanok.guru
проволока с флюсом, кастолин и другие виды сплавов
Такими выглядят алюминиевые изделия. Если поверхность зачистить, то в течение нескольких минут можно наблюдать металлический блеск чистого вещества. Плотный, тугоплавкий налет из оксидов существенно затрудняет любую работу с металлом.
Считается, что паять алюминиевые изделия очень сложно. Так бывает не всегда. Хороший припой для пайки алюминия облегчает ситуацию. Состав композиций позволяет справиться с оксидным слоем, обеспечивает образование шва.
В чем состоит проблема
Оксидная пленка плавится при очень высокой температуре. Ее присутствие мешает проникновению припойного расплава в основной металл, нарушает смачивание места пайки.
Алюминий имеет низкую температуру плавления. Он полностью переходит в жидкое состояние при 660 ℃. Начинается изменение агрегатного состояния при температуре около 300 ℃. В большинство алюминиевых сплавов входят металлы, которые расплавляются уже при 500 ℃.
При высокотемпературной пайке очень легко «проскочить» маленький интервал нагревания, позволяющий получить нормальный шов.
Велика вероятность перегрева зоны плавления, вследствие которого в жидкое состояние перейдут фрагменты деталей. Следует помнить, что паяние должно проводиться путем обволакивания твердых рабочих участков изделий расплавленной массой припоя.
Материалы с оловом
 Существует множество металлических композиций для пайки алюминиевых изделий.
Существует множество металлических композиций для пайки алюминиевых изделий.
В составе большинства легкоплавких припоев преобладают медь, олово, свинец; присутствуют кадмий, висмут, индий.
Однако алюминий в этих металлах не очень хорошо растворяется, что обуславливает пониженную прочность образующихся при пайке швов.
Дополнительную сложность создает низкая устойчивость к коррозии припоев из олова, свинца. В случае проведения работы с этими составами спаянное соединение из алюминия покрывают лакокрасочными защитными средствами.

Хороший результат дает пайка посредством припоев со следующими металлами:
- медью;
- цинком;
- алюминием;
- серебром;
- кремнием.
Существует множество композиций, содержащих эти металлы в различном соотношении. Отечественных мастеров в первую очередь интересует российская продукция (прутки и проволока), имеющая хорошее качество и доступную стоимость.
Популярен припой, состоящий из 60 % олова и 40 % цинка. Известно, что повышенное подержание цинка придает шву коррозионную стойкость.
Кастолин
Импортный кастолин состоит только из алюминия и цинка. Он обладает хорошей текучестью, проникающей способностью, электропроводностью.
 Некоторое неудобство доставляет невозможность применения данного припоя для деталей с содержанием магния в количестве более 1,5 % и изделий, которые в последующем планируется анодировать.
Некоторое неудобство доставляет невозможность применения данного припоя для деталей с содержанием магния в количестве более 1,5 % и изделий, которые в последующем планируется анодировать.
Компания Castolin поставляет в продажу линейку припоев с разнообразным сочетанием компонентов. Проконсультировавшись, можно подобрать средство для конкретных условий.
Алюминиевые сплавы с добавками
Эффективен для пайки высокотемпературный припой, содержащий 66 % чистого алюминия, 28 % меди и 6 % кремния. Сделан он в России. Значительная концентрация базового металла, идентичного материалу рабочих деталей, увеличивает растворяемость, проникновение расплава.
Основа шва, включающая медь с алюминием, укрепляется присутствием кремния. Образующееся посредством алюминиевого припоя соединение не корродирует, имеет хорошие механические качества.

Добавка кремния повышает температуру плавления припоев. Так, состав из 87 % алюминия и 13 % кремния плавится при значениях температуры около 600 ℃. Этот вид импортной продукции поступает в продажу уже готовый к применению. Припой с флюсом стоит дороже. Повышенная цена окупается высоким качеством шва.
Отличный результат пайки дает американский композит из 9 компонентов. Прутки плавятся при температуре 347 ℃, увеличиваясь в объеме на 10 %. Образующийся шов отличается пластичностью, в 3 раза превосходящей показатели соединений из других сплавов.
Высокотемпературную пайку проводят при работе с массивными деталями из алюминия или изделиями из сплавов, плавящихся только при сильном нагревании. Нагрев обеспечивается газовыми горелками, работающими на чистых углеводородах или их смесях с кислородом. Можно пользоваться обычным паяльником.
Подбор флюсов
 С учетом специфики пайки деталей из алюминия к выбору флюсов нужно подойти внимательно.
С учетом специфики пайки деталей из алюминия к выбору флюсов нужно подойти внимательно.
Существует отечественные средства, состоящие из нескольких компонентов. Они обеспечивают эффективную очистку деталей, препятствует окислительным процессам при нагревании. Это особенно актуально при использовании припоев из олова и свинца, известных своей склонностью к окислению.
Хорошую проникающую способность обеспечивает многокомпонентный флюс из фторборатов аммония и цинка, триэтаноламина, добавочных веществ. Средство имеет доступную цену. Его эффективность многократно проверена на практике.

Известный высокотемпературный флюс состоит из хлоридов калия, лития и цинка; фторида натрия. Сухую смесь всыпают в рабочую зону пайки на палочке, дожидаясь равномерного расплавления и перемешивания с массой припоя.
Как подготовить детали
Перед началом пайки нужно провести обезжиривание поверхностей алюминия. Сделать это можно легко с помощью доступного органического растворителя. Можно взять ацетон, бензол, бензин.
После испарения жидкости детали нужно тщательно зачистить любым абразивом: наждачным полотном или бумагой, щетками, сетками из проволоки.

Можно поверхность обработать кислотными растворами, провести травление. Это занимает время, поэтому выполняют процедуру только при необходимости очень прочного шва.
Подготовку поверхности следует проводить непосредственно перед пайкой. Алюминий окисляется на воздухе мгновенно.
Очистка позволяет удалить старый толстый слой оксидов. При правильном проведении пайки вновь образовавшийся тонкий слой не навредит образованию шва.
Процесс пайки:

Готовый шов.
svaring.com
Способы пайки алюминия своими руками (припои и флюсы)
Алюминий – довольно специфический материал, требующий специальных методов обработки. Если возникла необходимость соединить между собой детали из этого металла, использование технологий, хорошо зарекомендовавших себя при работе с медью или латунью неоправданно. И всё же, паять алюминий можно! Главное, правильно выбрать материалы и инструменты.

Точная информация
Сначала следует, если есть такая возможность, точно определиться, из какого сплава изготовлены соединяемые детали. Ведь в чистом виде алюминий используется в электронике и технике крайне редко. От того, с какими химическими элементами и в каком количестве он смешан, будет зависеть многое.
- Критическая температура плавления. Некоторые добавки существенно увеличивают этот предел, который для чистого металла составляет 658 – 660 градусов Цельсия.
- Механические свойства. В зависимости от своего состава, некоторые сплавы становятся более пластичными, иные демонстрируют возросшую прочность.
- Взаимодействие с другими химическими элементами.
Заранее зная, с каким материалом предстоит работать, мастер сильно упрощает свою задачу.
Зачем нужен флюс
Основным препятствием при пайке алюминия является его оксидная плёнка. Утверждение о том, что её можно удалить механическим путём, несостоятельно, поскольку новая плёнка появляется практически мгновенно. Именно поэтому выполнение работы без использования активных флюсов, за редким исключением, невозможно. Задача этих флюсов – разрушение барьера Al2O3, чтобы металл мог беспрепятственно соединиться с материалами, входящими в состав припоя.
При желании можно изготовить флюс для пайки алюминия своими руками. Но дело это – довольно сложное, а потому проще приобрести уже готовый состав. Тем более что промышленность выпускает их в достаточном количестве. Среди флюсов встречаются и широко распространённые, и узкоспециализированные. В аннотации к ним добросовестные производители указывают назначение и особенности предлагаемого товара. Среди наиболее часто встречающихся можно перечислить:
- Ф-64. Он способен разрушать прочную оксидную плёнку значительной толщины, а потому хорошо подходит для пайки даже деталей большой массы. При этом он подходит для работы не только с алюминием, но и с оцинкованным железом, медью, бериллиевой бронзой и т. п.
- Ф-34А. Такой состав успешно используется с тугоплавкими припоями, содержащими значительное количество химических добавок.
- Ф-61. Его можно рекомендовать для низкотемпературной пайки или лужения изделий из алюминиевых сплавов.
- Castolin Alutin 51 L.Этот состав лучше всего оправдывает себя при использовании припоев того же производителя.
Окончательный выбор марки флюса зависит от многих факторов. Прежде чем принимать решение о непригодности состава, стоит убедиться в том, что соблюдены все важные технологические требования.
Выбор припоя
После того как оксидная плёнка разрушена, вступает в дело припой. Как и в случае с флюсом, его составу следует уделить самое тщательное внимание. Работающие при разной температуре, эти материалы должны выполнять основную задачу – соединяться с обрабатываемыми металлами. Применение низкотемпературных составов себя не оправдывает, поскольку они могут разрушаться при нагреве в процессе эксплуатации. Наибольшее распространение получили смеси со средней и высокой температурой плавления. Но окончательный выбор будет зависеть от многих факторов.
Неплохо зарекомендовали отечественные припои ЦОП-40, содержащий олово и цинк в процентном соотношении 60 на 40, и 34А, применение которого оправданно при использовании газопламенного нагрева. Тем не менее, при определённых условиях, конкуренцию им вполне способны составить припои Германиевый-1 и Германиевый-2, В-62, П550А, П575А и другие. Многие из них изготавливаются в смеси с флюсами, что упрощает их использование. Но существуют и безфлюсовые припои, такие как содержащий алюминий и цинк <HTS-2000.
Следует знать, что содержащие большое количество кремния составы после своего застывания существенно отличаются по цвету от самого алюминия. Там, где цветовое несовпадение недопустимо, их применение нежелательно.
Принято считать, что чем больше цинка входит в состав припоя, тем прочнее будет получившееся соединение.
Подготовка к работе
Прежде чем приступать к пайке, зону соединения придётся тщательно очистить, удалив с металла краску, если таковая имеется, и обычные загрязнения. Полностью избавиться от оксидной плёнки не удастся, но зато можно сделать её как можно тоньше, обработав детали металлической щёткой или специальной насадкой. В отдельных случаях можно использовать абразивные круги, наждачную бумагу или простой напильник. После этого обрабатываемую поверхность придётся хорошенько обезжирить. Лучше всего для этого подойдёт чистый спирт.
Если речь идёт о пайке алюминиевых проводов или деталей электросхем, достаточно будет вооружиться паяльником. Но с увеличением массы деталей этого будет уже недостаточно. Обладающий высокой теплопроводностью металл будет быстро остывать, не позволяя создать качественное соединение. Улучшить ситуацию позволит постоянный нагрев зоны, где производиться пайка. Для этого можно использовать газовую горелку или даже паяльную лампу. Тут важно соблюсти два важных условия.
- Пламя горелки и паяльной лампы должно быть тщательно отрегулировано. В противном случае образующиеся частицы копоти загрязнят металл и не позволять выполнить работу качественно.
- Коридор между критическим значением плавления алюминия и температурой плавления припоя узок. Тем не менее, его придётся выдерживать. Это умение приходит с опытом. До того как начинать работать с ответственными деталями, стоит потренироваться на чём-нибудь попроще.
Прежде, чем приступать к тренировкам, а тем более работе, рекомендуется посмотреть, как выполняется пайка алюминия на видео.
Пайка
Когда пламя горелки хорошо отрегулировано, а детали прогреты до оптимальной температуры, можно приступать к следующему этапу работ – собственно пайке.
- Прежде всего, следует нанести на поверхность деталей флюс. Проще всего это сделать кисточкой. Многие производители включают её в конструкцию флаконов с составом. Если нет, придётся приобрести её отдельно. Поскольку флюсы обладают высокой химической активностью, необходимо следить, чтобы они не попадали на посторонние предметы, а тем более на кожу, глаза или слизистую оболочку.
- Вооружившись паяльником, распределить по месту соединения припой. Хороший результат дают паяльники, жало которых имеет специальные зазубрины, разрушающие оксидную плёнку непосредственно в момент нанесения припоя. Однако использование подобного инструмента требует дополнительных навыков.
- Когда работа закончена и детали остыли, следует самым тщательным образом удалить остатки флюса. В противном случае они будут способствовать возникновению очага коррозии. Рекомендуется последовательная промывка изделия в воде различной температуры, затем – обработка слабым раствором каустической соды и снова промывка в воде.
Только когда все эти условия соблюдены, изделие готово к эксплуатации.
Подход к технологии выполнения работ может быть различен. Как правило, это связано с размерами соединяемых деталей. Если они относительно малы, то вполне может быть произведена пайка алюминия паяльником. Но когда размеры возрастают, более оправданной становится пайка алюминия газовой горелкой, разогревающей достаточное по размеру металлическое жало. Здесь уж, как говорится, дело техники.
Область применения
В различных источниках встречаются утверждения, что пайка алюминия получила широкое распространение в самых разных областях техники и производства. Особенно рекомендуют её при выполнении ремонта повреждённых автомобильных деталей, таких как лопнувшие блоки цилиндров и головки блоков, пробитые поддоны картеров или потёкшие радиаторы. Спору нет, изготовленные из лёгкого металла, эти элементы действительно можно восстановить с помощью пайки. Но насколько её применение оправдано?
Предел прочности
Детали, подверженные высоким механическим или температурным нагрузкам, не прослужат долго, как бы хорошо они ни были они спаяны. Ведь прочностные характеристики припоев всё же ниже, чем у алюминия и его сплавов. Следует понимать, что качественное сварное соединение всё же предпочтительнее. Использовать технологию пайки имеет смысл в тех случаях, когда сварочное оборудование по каким-то причинам недоступно или хуже подходит для выполнения задачи. Как вариант – для пайки автомобильных радиаторов и алюминиевых трубок.
Нежелательный контакт
С большой осторожностью следует подходить к пайке или лужению ёмкостей, вступающих в контакт с пищевыми продуктами. Ведь в состав припоев и флюсов могут входить откровенно ядовитые химические добавки, избавиться от которых не помогут дополнительные промывки и обработка. Решить проблему удастся, если подходить к выбору материалов с особой тщательностью.
Подходящий выбор
По-настоящему высокую эффективность технология демонстрирует при изготовлении электрических и электронных приборов. Доля деталей из алюминия в их конструкции велика, а использование электросварки часто недопустимо. Ведь размер изделий бывает крайне мал, а скачки напряжения способны вывести из строя чувствительные электронные компоненты.
Одно из основных достоинств пайки алюминием – отсутствие в необходимости приобретения сложного и дорогостоящего оборудования. Благодаря этой особенности пайка алюминия в домашних условиях становится хорошей альтернативой технологически более сложным способам создания соединительных швов. Но окончательно определиться с выбором удастся, лишь чётко очертив круг задач и взвесив все за и против.
Поделись с друзьями
1
0
0
0
svarkalegko.com
флюс и припой для пайки алюминиевой проводки в домашних условиях
Существует мнение, что перед тем, как паять алюминий у себя в домашних условиях, следует запастись припоем особого качества, а также специальным паяльным инструментом (газовой горелкой в частности). При этом в качестве объяснений приводятся следующие факты: во-первых, на поверхности алюминия всегда имеется окисная плёнка и, во-вторых, температура его нагрева достаточно велика.

Пайка алюминия
И, действительно, из-за характерного металлического налёта лужение и пайка алюминия в домашних условиях связана с определёнными сложностями. Решить эту проблему помогут специальные припои, применяемые одновременно с активными флюсами для алюминия.
Рассмотрим каждый из представленных выше расходных материалов более подробно.
Высокотемпературный припой
В состав традиционного легкоплавкого припоя входят такие обязательные составляющие, как олово (Sn) и свинец (Pb) с небольшими добавками висмута (Bi), кадмия (Cd) и цинка (Zn). Посредством такого паяльного состава удаётся обрабатывать медные и стальные заготовки, при пайке которых поверхности редко нагреваются выше 300 градусов.
Перед тем, как паять алюминий обычными средствами, следует знать о том, что для обработки этого металла указанные составы не годятся, поскольку рабочая температура его нагрева должна быть значительно выше. Для работ этой категории потребуются особые припои для алюминия, включающие в свой состав высокотемпературный кремний. В качестве добавок в них содержатся медная и другие активные составляющие (серебряные и или цинковые компоненты, например).
Важно! В них также должна входить и алюминиевая компонента.

Припой ЦОП-40
Обратите внимание! При увеличении количества цинка припой для пайки алюминия приобретает хорошую устойчивость к коррозийному разрушению.
Таким образом, к разряду высокотемпературных принято относить припои, в состав которых входят такие обязательные компоненты, как кремний, медь и алюминий (цинк). В качестве примера может быть рассмотрен известный образец отечественного алюминиевого припоя – 34A, а также его импортный аналог под обозначением «Aluminium-13». В них обычно содержатся до 87% алюминия и примерно 13% кремния, что позволяет поднять температуру пайки ориентировочно до 590-600°С.
Флюсовая компонента
Флюс для пайки алюминия обычно подбирается с учётом химической активности его составляющих по отношению к данному металлу. Для этих целей вполне сгодятся такие известные отечественные смеси, как Ф-64, Ф-59А, Ф-61А, включающие в свой состав компоненты аммония и другие, активные по отношению к алюминию добавки.
На ёмкостях с этими паяльными реагентами обычно имеются ярлычки со специальными пометками «для пайки алюминия».
Для работы с этим металлом может использоваться флюс, выпускаемый под фирменным обозначением «34А», включающий в свой состав хлористые соединения калия, цинка и лития в нужной пропорции, а также фторид натрия (10%). Эти смеси считаются наиболее подходящими, когда предполагается пайка алюминия с медью или другими цветными металлами.

Флюс для высокотемпературной пайки
Порядок проведения паяльных работ
Подготовка поверхности
Пайка алюминия оловом с активными добавками начинается с подготовки поверхностей сочленяемых деталей или изделий. Для этого над ними необходимо проделать следующие операции:
- Тщательно обезжирить их, воспользовавшись смоченной в ацетоне мягкой фланелью;
Дополнительная информация. Вместо ацетона может использоваться любой заменяющий его традиционный растворитель (бензин, например).
- Зачистить подлежащее пайке место, для чего рекомендуется использовать мелкозернистую наждачную шкурку;
- В качестве запасного варианта может быть предложено травление поверхности специальными активными составами, однако из-за своей специфичности эта процедура применяется крайне редко.
Следует помнить о том, что удалить оксидную пленку за один заход полностью не удаётся, поскольку на данном участке сразу же образуется новый тонкий слой. Зачистка поверхности осуществляется не для полного удаления нежелательного покрытия, а с целью частичной его нейтрализации перед обработкой флюсом. По завершении этой операции поверхность может быть запаяна достаточно легко.
Нагрев зоны пайки
Для того чтобы спаять небольшие по размеру заготовки из алюминия, достаточно паяльника небольшой мощности (не более 100 Ватт). Для пайки массивных изделий или деталей нужно будет воспользоваться паяльником большей мощности. Лучше всего для этих целей подойдёт специальный мощный инструмент или газовая горелка.

Мощный паяльник на 300 Ватт
Пайка алюминия газовой горелкой (иногда для этих целей используют паяльную лампу) имеет особую специфику, проявляющуюся в следующих особенностях:
- Во-первых, не рекомендуется сильно перегревать алюминий, поскольку он может частично расплавиться. Для предотвращения этого эффекта по ходу пайки следует периодически прикасаться припоем к обрабатываемой поверхности. Его расплавление будет означать, что требуемая температура уже достигнута;
- Во-вторых, нежелательно применять кислород в качестве обогатителя газовой смеси, так как он может спровоцировать окисление металла.

Горелка газовая
Инструкция по пайке
Для того чтобы получить паяное соединение изделий из алюминия, следует руководствоваться стандартной методикой, предполагающей следующий порядок действий:
- Сначала поверхность в месте пайки обезжиривается, после чего эта зона тщательно зачищается;
- Если требуется припаять одну деталь к другой, обе они надёжно фиксируются в тисках или струбцине;
- После этого можно будет начать прогревать места соединения;
- В процессе пайки специальным припоем по алюминию, содержащим активатор, несколько раз прикасаются к месту сочленения. При использовании обычного припоя для активного воздействия на оксидную плёнку потребуется специальный флюс.
Обратите внимание! Для надёжного разрушения поверхностной пленки из оксида алюминия рекомендуется использовать щетку с щетинками из стальной проволоки. Посредством этого простейшего инструмента в процессе пайки удаётся равномерно распределить весь припой по плоскости обрабатываемых алюминиевых заготовок.
Что делать, если нет требуемых материалов
В ситуации, когда в хозяйстве отсутствуют необходимые для пайки расходные материалы, можно воспользоваться традиционными припоями. При этом флюс заменяется обычной спиртовой канифолью, с помощью которой поверхность алюминия заливается после её предварительной чистки. Благодаря этому обеспечивается защита от окисления и образования нежелательной оксидной плёнки.
При данном подходе паяльник одновременно используется в качестве инструмента, разрушающего это препятствие. С этой целью на жало паяльного приспособления устанавливается специальный скребок, посредством которого удаётся постоянно счищать образующийся слой оксида. Кроме того, повысить производительность такого процесса удаётся, если в канифоль добавить немного опилок, образующихся при резке металла.
Спаивают детали в этом случае следующим образом:
- Сначала хорошо прогретым паяльником с предварительно залуженным жалом на месте пайки расплавляется небольшое количество канифоли;
- После того, как она полностью закроет весь прогретый участок, по его поверхности следует с усилием потереть жалом паяльника. В место пайки нужно добавить небольшое количество металлических опилок, которыми совместно с жалом эффективно разрушают оксидную пленку;
- По завершении процедуры лужения обрабатываемые алюминиевые заготовки соединяют между собой и тщательно прогревают обычным паяльником.
В заключительной части обзора отметим, что пайка без применения специального оборудования и активных расходных материалов – это очень трудоёмкая и хлопотливая процедура, не гарантирующая получения положительного результата. Именно по этой причине прибегнуть к этому способу пайки могут только хорошо подготовленные пользователи, имеющие большой опыт работы с паяльным оборудованием.
В том случае, когда абсолютной уверенности в своих силах нет, лучше всего приобрести все необходимые материалы и попытаться взять напрокат требуемый инструмент (газовую горелку в частности).
Видео
Оцените статью:elquanta.ru
Припой для пайки алюминия: разновидности, применение, техника безопасности
Пайка алюминия, как справедливо считают многие специалисты, является довольно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др.
Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то этот технологический процесс не представляет особых сложностей.
Особенности и принципы процесса
Технологический процесс пайки затрудняет низкотемпературная величина плавки материала. Детали очень быстро будут терять прочность при нагреве, а конструкция снизит устойчивость при достижении температуры в 300 градусов. Если использовать легкоплавкие припои, которые состоят из кадмия, висмута, индия, олова, то они будут очень трудно вступать в контакт с алюминием, а также не будет обеспечиваться хорошая прочность.
Очень хорошая растворимость имеется у металлов, которые сочетают в себе цинк. В таком случае спаянные материалы будут обладать высокой надёжностью. Перед началом пайки следует очистить материал от окислов и грязи. Для этого применяется механическое воздействие. Можно использовать щётку или применять специальные флюсы, которые имеют сильнодействующий состав. Перед началом процедуры необходимо залудить участки, которые будут обрабатываться. Если покрытие оловянное, то деталь будет защищена от возникновения окислов.
Для надёжной пайки алюминиевых изделий нужно подбирать правильный нагревательный инструмент. А ещё надёжность соединения зависит от выбора сплава и флюса для пайки алюминия.
Методы пайки
Пайка алюминиевых материалов производится при помощи электрического паяльника, паяльной лампы или газовой горелки. Имеется несколько способов пайки из алюминия:
- С использованием припоя.
- С канифолью.
- С применением электрохимического метода.
С канифолью
Такой вариант пайки алюминиевой поверхности необходимо применять для небольших размеров детали. Зачищенный участок необходимо покрыть канифолью и поместить на шлифовальную шкурку, которая имеет среднюю зернистость. Сверху проводок прижимается залуженным жалом нагретого паяльника. Такое действие производить необходимо несколько раз, после чего выполняется сама процедура пайки. А также можно применить канифольный раствор в диэтиловом эфире.
В этом варианте конец паяльника не нужно отнимать от заложенного конца, а сверху просто потребуется добавить канифоль. Если необходимо соединить тонкие алюминиевые проводки, то паяльник подойдёт с мощностью в 50 Вт. Если толщина алюминия примерно в 1 мм, тогда паяльник необходимо выбирать в 100 Вт, а для деталей толще 2 мм потребуется предварительный подогрев места соединения.
С использованием припоя
 Этот метод является очень распространённым и часто применяется в электротехнике, ремонте автомобилей, а также других изделий. Перед тем как начинать процесс, необходимо произвести покрытие материала сплавом, а дальше идёт соединение облуженных элементов. Детали, которые предварительно облущили, соединяются между собой и другими сплавами и металлами.
Этот метод является очень распространённым и часто применяется в электротехнике, ремонте автомобилей, а также других изделий. Перед тем как начинать процесс, необходимо произвести покрытие материала сплавом, а дальше идёт соединение облуженных элементов. Детали, которые предварительно облущили, соединяются между собой и другими сплавами и металлами.
Можно применять легкосплавные припои, которые имеют в составе цинк, олово и кадмий. А также в последнее время очень активно применяют тугоплавкие материалы на основе алюминия. Легкосплавные составы применяются из-за того, что можно будет паять алюминиевые изделия при температуре до 400 градусов. Это позволит не испортить свойства материала и сохранить прочность. Составы с кадмием и оловом не позволят создать хороший контакт, а также они будут подвержены коррозии. В тугоплавких материалах нет таких недостатков.
Электрохимический метод
 Если применять электрохимический метод, тогда потребуется устройство для выполнения гальванического покрытия. Таким образом будет производиться омеднение поверхности. Если такого аппарата нет, тогда придётся самостоятельно производить обработку детали. Для этого потребуется зачистить шкуркой необходимую поверхность, и нанести несколько капель медного купороса. А уже после к изделию подключается отрицательный полюс независимого источника электропитания.
Если применять электрохимический метод, тогда потребуется устройство для выполнения гальванического покрытия. Таким образом будет производиться омеднение поверхности. Если такого аппарата нет, тогда придётся самостоятельно производить обработку детали. Для этого потребуется зачистить шкуркой необходимую поверхность, и нанести несколько капель медного купороса. А уже после к изделию подключается отрицательный полюс независимого источника электропитания.
Можно применить обычную батарейку или аккумулятор, а также любой другой электрический выпрямитель. На положительный вывод подсоединяется очищенный медный провод, который имеет диаметр в 1 мм и располагается в изолированной подставке. Когда происходит процесс электролиза, то на детали начинает оседать медь, а уже после можно проводить лужение участка, сушку с помощью паяльника. А уже после можно с лёгкостью запаять необходимое залуженное место.
Припои, флюсы, материалы
 Можно применять для пайки алюминия олово, но только в тех случаях, если имеется высокоактивный флюс, а также произведена хорошая зачистка участков. Оловянные соединения необходимо дополнительно покрывать специальными составами, поскольку наблюдается плохая прочность и слабая защита от коррозии.
Можно применять для пайки алюминия олово, но только в тех случаях, если имеется высокоактивный флюс, а также произведена хорошая зачистка участков. Оловянные соединения необходимо дополнительно покрывать специальными составами, поскольку наблюдается плохая прочность и слабая защита от коррозии.
Очень хорошие паяные соединения можно получить, если использовать припой с кремнием, цинком, алюминием или медью. Такие материалы выпускаются как отечественными, так и зарубежными производителями. Русские марки припоев выпускаются под названием ЦОП40. Согласно ГОСТу они в своём составе имеют 60% олова и цинка 40%, ещё есть припой 34А. В его состав входит 66% алюминия, 6% кремния и 28% меди. Состав придаст хорошую прочность месту контакта и обеспечит надёжную устойчивость от коррозии. К иностранным составам относится HTS- 2000. Это средство очень удобно в применении.
Такие сплавы можно применять с крупногабаритными деталями, а также с высоким теплоотводом, если использовать грелку или предметы из алюминиевых сплавов, имеющие высокотемпературное плавление. Если никогда раньше не производили пайку предметов, тогда желательно посмотреть специальные обучающие видео, которые помогут ответить на многие вопросы.
Помимо припоев, необходимо использовать также специальные флюсы, которые имеют в своём составе цинк, фтор, бурат аммония, а также триэтаноламин и другие элементы. К популярным отечественным флюсам относится Ф64, который имеет хорошую химическую активность. Обычно это средство применяется даже без предварительной очистки деталей от оксидной плёнки. А также можно использовать 34А, который содержит в своём составе хлорид лития, цинка и калия, а также фторид натрия.
Подготовка материала
Чтобы достигнуть хорошего качества соединения, нужно использовать не только правильные технологии, но и уметь хорошо подготовить обрабатываемую поверхность. Нужно удалить все загрязнения и оксидные плёнки. Механическая обработка выполняется при помощи шкурки или металлической щётки, а также иногда применяют проволочную нержавеющую сетку и шлифовальную машинку. А также можно использовать разные кислотные растворы.
Обезжиривать поверхность нужно с помощью растворителя, ацетона или бензина. Когда происходит зачистка алюминиевой поверхности, то сразу же образовывается оксидная плёнка. Однако её толщина будет ниже первоначальной, а потому паяльный процесс облегчится.
Инструменты
 Если необходимо произвести соединение алюминиевых изделий в домашних условиях, то целесообразно использовать электропаяльник. Это универсальный прибор, который очень удобно позволяет припаивать провода, ремонтировать маленькие трубки и прочие элементы. Для приспособления необходимо минимальное количество пространства. А также в доме обязательно должно быть электричество. Если нужно починить крупногабаритный прибор, тогда применяют для пайки алюминия газовую горелку, для которой используют бутан, аргон и пропан. Чтобы производить пайку предметов в домашних условиях, подойдёт стандартная паяльная лампа.
Если необходимо произвести соединение алюминиевых изделий в домашних условиях, то целесообразно использовать электропаяльник. Это универсальный прибор, который очень удобно позволяет припаивать провода, ремонтировать маленькие трубки и прочие элементы. Для приспособления необходимо минимальное количество пространства. А также в доме обязательно должно быть электричество. Если нужно починить крупногабаритный прибор, тогда применяют для пайки алюминия газовую горелку, для которой используют бутан, аргон и пропан. Чтобы производить пайку предметов в домашних условиях, подойдёт стандартная паяльная лампа.
Если применяются газовые горелки, то необходимо постоянно наблюдать за пламенем, которое представляет собой сбалансированную подачу газов и кислорода. Если имеется правильная газовая смесь, то язык пламени будет ярко-синий. Неяркий оттенок будет свидетельствовать о том, что имеется избыток кислорода.
Этапы пайки алюминия
Пайка алюминиевых предметов особо ничем не отличается от соединения других металлических материалов:
- Сначала необходимо зачистить и обезжирить место будущего соединения.
- Уже после все элементы устанавливаются в рабочее положение.
- На необходимый участок наносят флюс и изделие начинают нагревать при помощи паяльника или горелки.
- Когда наблюдается повышение температуры, то пруток припоя плавится, им необходимо постоянно касаться поверхности элементов, тем самым контролируя процесс.
Необходимо запомнить, что пайку следует производить в хорошо проветриваемом помещении, поскольку в процессе нагревания выделяются опасные соединения.
Если применяется бесфлюсовый припой, тогда необходимо знать о некоторых нюансах работы. Чтобы оксидная плёнка не мешалась, надо концом прутка выполнить царапающие движения по участку элемента. Таким образом, оксидная целостность будет нарушаться, а припой пойдёт в контакт с обрабатываемым металлом.
Разрушить оксидный слой можно и другими способами. Обрабатываемый участок нужно поцарапать металлической щёткой или прутком из нержавеющей стали.
Чтобы обеспечить максимальную прочность соединения, необходимо обработать участки лужением.
Техника безопасности
Перед началом работы с паяльником всегда нужно сначала изучит правила безопасности.
- Работать нужно только при открытом окне. Поскольку можно отравиться из-за выделений в процессе работы.
- Вокруг не должно быть ничего легковозгорающегося. Если паяльник уронить на бумагу, к примеру, то это может привести к возникновению пожара.
- Аппарат держать следует исключительно за специальную ручку, поскольку в процессе работы он сильно нагревается, что может привести к ожогу.
- К паяльнику нельзя подпускать ребёнка. Устройство всегда следует держать в труднодоступном для малыша месте.
- Аппарат опускать в перерывах между пайкой можно только на специальную подставку. Если паяльник будет помещён на стол, то возможно возгорание.
Следуйте этим простым правилам, и никаких проблем во время работы не возникнет.
Чтобы производить качественную пайку алюминиевых материалов в домашних условиях, необходимо полностью соблюдать технологию. Если выбирать качественные методы, припои, флюсы и материалы, тогда результат будет положительным.
tokar.guru
Простой способ пайки алюминия
Это невероятно простой способ пайки алюминия который только можно представить. С помощью него любой желающий, дома или в гараже сможет без проблем чинить и восстанавливать любые изделия из алюминия, без всякой аргоновой сварки. Вы без труда будете делать различные конструкции из алюминиевого профиля и многое другое.
Теперь, чтобы запаять радиатор или раму велосипеда из алюминия не обязательно ехать в мастерскую и отдавать огромные деньги, все можно спаять дома.
При грамотном подходе пайка получается не хуже сварного соединения, но уж точно надежней любой холодной сварки, которую обычно применяют как альтернативу.
Понадобится
Газовая горелка не обязательно должна быть профессиональная. Достаточно обычной насадки-горелки на газовый баллон, или подойдет любая другая.
Поподробней я расскажу о специализированном припое который нужно будет приобрести. Это трубчатый порошковый припой специально предназначенный для пайки алюминия (почему порошковый? – порошок внутри трубки). Он состоит из двух компонентов: оболочки и порошковой основы внутри. Не будем вдаваться в подробности о химическом составе, это ни к чему.
Его можно приобрести в специализированных магазинах, его используют в мастерских по ремонту автомобилей. Самый доступный для всех способ это купить его на Али Экспресс – ссылка на припой.
Стоит недорого, советую брать сразу упаковку – в жизни точно пригодится.

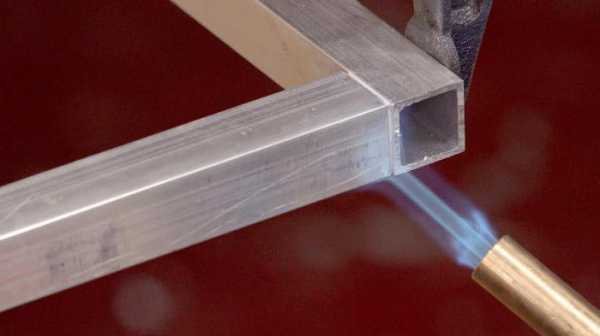
Пайка алюминия газовой горелкой
Берем профиль или детали которые нужно сварить.

Зачищаем поверхность щеткой по металлу. Как вариант можно взять наждачную бумагу с крупным зерном. Чем шероховатость поверхности для пайки будет больше, тем лучше будет связь с припоем.

Струбциной или другим приспособлением фиксируем соединение. Включаем газовую горелку и нагреваем стык.

Подносим трубчатый припой. Он расплавляется и растекается по шву.
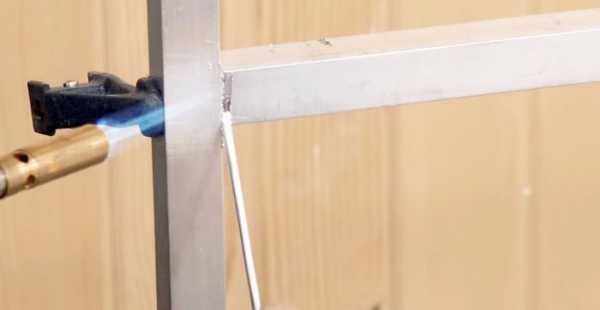
Весь процесс происходит примерно при температуре 450 градусов Цельсия.
Припой имеет невероятную текучесть и сам затекает в любые, даже самые мелкие щели в металле.

После распределения припоя прогреваем соединение ещё чуть-чуть, чтобы он распределился и расплылся в стыках узла максимально.

Подведем итоги
Лично я, когда узнал о таком простом и доступном способе пайки был невероятно удивлен. Думаю, мне удалось удивить и вас, если конечно раньше не знали о нем.
Пару слов о надежности. Конечно сварка выигрывает, так как идет объединение и перемешивание структур, но данный метод ненамного уступает. При условии изгиба соединения, гнется сама деталь. Соединение пайки крайне надежно и вполне способно выдержать почти любые нагрузки, как будто соединение литое.
Единственное, если получилась не совсем качественная пайка – это скорей всего не достаточный прогрев горелкой. В остальных случаях держится все намертво.
Теперь запаять дырку в алюминиевой кастрюле, сделать бачек из листового металла, сделать стеллаж из профиля для вас не составит труда.
Берите способ на вооружение и пользуйтесь друзья! До новых встреч!
Смотрите видео
sdelaysam-svoimirukami.ru
Пайка алюминия газовой горелкой в домашних условиях
Существует несколько способов соединить детали из алюминия. Одним из таких способов является пайка алюминия газовой горелкой. При использовании этого метода можно надёжно скрепить заготовки различной толщины. Пайка алюминия газовой горелкой широко применяется как в промышленных условиях, так и в быту. Как и другие методы соединения, пайка имеет определённые преимущества и недостатки.
Плюсы и минусы пайки
Спаивание алюминия при помощи газовой горелки имеет ряд достоинств. К ним относятся:
- Качество работ. Использование горелки даёт возможность получить качественный шов, соединяющий между собой металлические детали.
- Простота в использовании. Осуществлять прогрев поверхностей газовой горелкой сможет даже человек, не имеющий определённого опыта.
- Универсальность. Возможность регулировки интенсивности пламени исключает необходимость использовать одновременно несколько паяльников.
- Мобильность. В отличие от пайки алюминия электрическим паяльником, нет необходимости подключать оборудование к сети питания.
- Равномерный прогрев. Можно осуществлять прогрев поверхностей заготовок одновременно с флюсом и припоем.
- Экономия времени на подготовку оборудования. Пайку алюминия можно выполнять сразу после подключения приспособления к газовому баллону.
 Строение атмосферной газовой горелки
Строение атмосферной газовой горелкиПри всех этих достоинствах такой метод спайки алюминия имеет и определённые недостатки:
- Высокая стоимость. Для пайки алюминия газовой горелкой применяется дорогостоящее оборудование.
- Риск возникновения пожара. Открытое пламя, при нарушении техники безопасности во время работы, может привести к возгоранию.
- Низкая скорость выполнения работ (по сравнению со сваркой алюминия).
- Необходимость в индивидуальных средствах защиты.
- Высокая взрывоопасность. Утечка газа может привести к взрыву.
Технология процесса во время выполнения работ
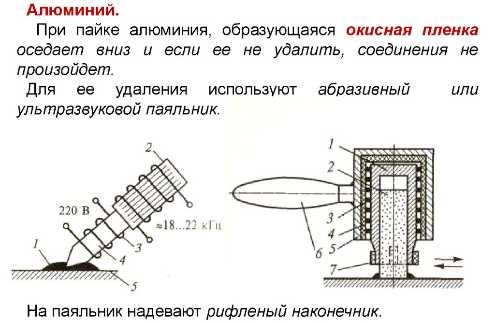
При спаивании алюминия на поверхностях деталей образуется оксидная плёнка. Если выполнять пайку, не удалив предварительно оксидную плёнку, шов не будет иметь необходимую прочность. Плёнка образуется на поверхности металла очень быстро, поэтому от неё не удастся избавиться путём механической очистки заготовки.
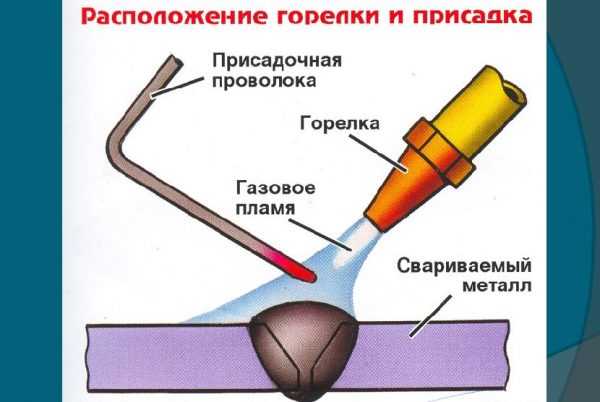
Угол наклона горелки во время пайки алюминияДля удаления оксидной плёнки применяются специализированные флюсы. Они блокируют доступ кислорода к месту пайки. Флюсы, применяемые при пайке алюминия, способствуют быстрому расплавлению присадочной проволоки и лучшему её сцеплению с деталями. Существует возможность подготовить металл к спаиванию при помощи химических веществ. В таком случае предварительно изготавливают раствор и наносят его на заготовки.
После механической очистки и химической обработки алюминия заготовки нагреваются до высокой температуры. Степень нагрева регулируется интенсивностью пламени. На разогретое место соединения подаётся присадочная проволока. Её температура ниже, чем у спаиваемого металла. Припой расплавляется, и заполняет все неровности и микропоры, находящиеся на поверхности. По мере остывания припой отвердевает, создавая при этом прочный шов.
Оборудование и материалы
Для выполнения работ по спаиванию алюминия необходимо определённое оборудование и расходные материалы. От качества материалов, применяемых при пайке, зависит прочность соединения. Приспособления и материалы, которые понадобятся при работе, перечислены ниже.
Газовая горелка
Одним из главных приспособлений при проведении процесса является газовая горелка. Может применяться как мощное устройство, так и небольшое устройство. Приспособление осуществляет подачу газа под высоким давлением. Содержимое баллона на выходе из устройства смешивается с воздухом и воспламеняется. С помощью регулировки давления на выходе из приспособления можно задавать необходимую температуру пламени.
Приспособление осуществляет нагрев поверхностей металла. Оказывая температурное воздействие, пламя расплавляет присадочную проволоку и позволяет припою растечься в месте соединения деталей.
 Портативная многофункциональная газовая горелка
Портативная многофункциональная газовая горелкаГазовый баллон
Газовый баллон является герметичной ёмкостью для хранения газообразных веществ. Для проведения процесса можно использовать баллоны различного объёма. Во избежание взрыва, ёмкость следует устанавливать на безопасном расстоянии от места проведения работ.

Шланг и зажимы
Для подачи вещества из баллона к устройству используется гибкий резиновый шланг. Он должен отвечать требованиям безопасности. Запрещается использовать шланги с нарушенной герметичностью, так как это может привести к утечке вещества. Шланг крепится к горелке и баллону специализированными хомутами.

Редуктор
Для обеспечения безопасности во время проведения процесса необходимо подключать оборудование к баллону через редуктор. Он предотвращает возникновение обратного удара пламени. Редуктор устанавливается на выходе из баллона, и является обязательным приспособлением при подключении.
 Пропановый редуктор для газовой горелки
Пропановый редуктор для газовой горелкиФлюс
Для получения качественного соединения следует использовать специализированный флюс. Его состав может отличаться, в зависимости от разновидности выполняемых работ. Это вещество способствует быстрому расплавлению присадочной проволоки и очищению поверхности от оксидной плёнки.
 Флюс для пайки
Флюс для пайкиПрисадочная проволока (припой)
Применяемый припой может быть различным, в зависимости от вида работ. Состав и диаметр присадочной проволоки определяется исходя из физических характеристик металла заготовок. При выборе припоя следует обратить внимание на температуру его плавления. Она должна быть ниже, чем у металлической детали.
Средства защиты
Во избежание получения травм, нужно использовать средства индивидуальной защиты. К ним относятся перчатки и защитные очки. Перчатки защищают руки оператора от ожогов. Защитные очки применяются для защиты глаз работника от попадания мелких абразивных частиц.

Подготовка и выполнение процесса
Процесс пайки алюминия газовой горелкой осуществляется в два этапа. Сначала необходимо провести подготовку металлических заготовок. После этого производится, непосредственно, сама пайка. От качества подготовки деталей прямо зависит прочность соединения.
Подготовка заготовок
Перед началом процесса места спаивания необходимо очистить от грязи, окислений и других посторонних наслоений. Сделать это можно механическим способом, применяя наждачную бумагу или металлическую щётку. Затем, используя специализированные химические составы, материал очищается от жирового налёта и оксидной плёнки. В качестве очистителя можно применять ацетон или растворитель.
 Восстановление деталей пайкой
Восстановление деталей пайкойПайка
Первым шагом при спаивании деталей на места соединения наносится флюс. Затем, при помощи газовой горелки, заготовки нагреваются до необходимой температуры. Степень нагрева должна быть такой, чтобы можно было расплавить присадочную проволоку до жидкого состояния.
На нагретые детали подаётся припой. Он должен полностью расплавиться и растечься, заполнив все неровности и поры на поверхностях. При необходимости накладываются несколько швов. После растекания припоя деталям следует дать время полностью остыть. Остывшее соединение пригодно для использования.
 Пайка алюминиевой трубы газовой горелкой
Пайка алюминиевой трубы газовой горелкойИтак, пайка является одним из способов соединения алюминиевых деталей. При правильной подготовке поверхностей заготовок и выполнении технологических требований этот метод позволяет получить шов высокой прочности с применением минимального количества оборудования. Производить процесс спайки, таким образом, без труда можно в бытовых условиях.
Реклама партнеров
Видео: Как обычной турбогорелкой паять алюминий
promtu.ru