Проволока катанка – Катанка, характеристики, сферы применения, советы по выбору. Стальная катанка, алюминиевая, медная.
alexxlab | 27.11.2019 | 0 | Вопросы и ответы
Проволока катанка – особенности и применение
Проволока катанка стальная горячекатаная – это изделие, которое изготавливается на металлургических предприятиях и используется в различных сферах промышленности. Это заготовка с круглым сечением, которая производится методом горячего проката стали.
Катанка производится способом волочения, от этого и пошло название «проволока». Металл проходит через специальные валы, где он нагревается до таких температур, которые позволяют ему формироваться в проволоку нужного диаметра. Катанка имеет диаметр – 1-10 миллиметров, от него зависит сфера применения проволоки. После охлаждения проволока скручивается кольцами с помощью специального станка. Один моток может весить около 1-2 тонн. Цена одной тонны зависит от классификации стали, в среднем она составляет 400-600 долларов за тонну. В одной тонне может быть 2-6 тысяч метров катанки.
Изготовление проволоки катанки имеет свои технические условия, международные стандарты и классификацию по степени охлаждения. Катанка может охлаждаться сама естественным путем, или в несколько этапов опусканием в воду.
Металлургические предприятия производят катанку, а затем продают ее субъектам деятельности, которые занимаются ее переработкой и дальнейшей реализацией. Катанку можно купить в любом строительном супермаркете, а для перерабатывающих предприятий она является сырьем.
Для разных сфер применения нужна катанка различных свойств и качества – если для гвоздей понадобится высокопрочная катанка с ровной поверхностью, то для изготовления арматуры не так важна ее ровная поверхность. Качество и прочность зависят от того, из какой стали делают катанку, а ровность поверхности от оборудования и валов, которые ее пропускают.
Рассмотрим, в каких сферах применяется проволока катанка стальная горячекатаная.
- Строительство – катанка применяется для изготовления арматуры разного диаметра, строительных канатов, упаковки стройматериалов, гвоздей, скоб.
- В швейной промышленности для изготовления иголок.
- Катанка используется в электроснабжении и связи, для изготовления кабеля.
- В производстве сварочных аппаратов – катанка выполняет функцию электронной дуги.
- Катанка применяется для изготовления деталей электроники и бытовой техники. Она незаменима для производства пружин.
- Кованые предметы делаются из разогретой до определенной температуры катанки методом ковки. Это могут быть беседки, ворота и декоративные украшения.
- Вязальную проволоку изготавливают для производства сетки. Сетка применяется для заборов, армирования в ремонтных работах.
Проволока может использоваться индивидуально, на дачах и приусадебных участках. Люди, владеющие сварочным аппаратом и навыками работы с ним, могут из катанки сделать забор или укрепить грунт. При выборе катанки стоит обратить внимание на то, изготовлена она по ГОСТу или согласно технических условий. По ГОСТу изготавливается сортовая и обычная сталь, а по техническим условиям катанка для упаковки или перетяжки на проволоку. Проволока разделяется на сорта по степени гибкости и прочности.
Катанка стальная бывает без покрытия и оцинкованная. Цинковое покрытие играет роль защиты от коррозии. Покупая стальную катанку, нужно обращать внимание на отсутствие ржавчины. Предприятие, которое ее продает, должно сохранять катанку в надлежащих условиях. Реже катанку изготавливают из алюминия или меди.
Без проволоки катанки трудно представить современную промышленность и строительство, даже лампочки изготавливаются благодаря изобретению метода волочения стали.
www.k-see.ru
особенности использования, какие свойства заключает в себе
 Все мы знаем, что такое проволока и специальный пруток, но есть и нечто среднее между такими металлопрокатами — это катанка. Сегодня стоит более подробно рассмотреть все характеристики этого изделия, уделить большее внимание его производству, области эксплуатации и особым техническим показателям.
Все мы знаем, что такое проволока и специальный пруток, но есть и нечто среднее между такими металлопрокатами — это катанка. Сегодня стоит более подробно рассмотреть все характеристики этого изделия, уделить большее внимание его производству, области эксплуатации и особым техническим показателям.
Где можно встретить проволоку-катанку?
 Это горячекатаная проводка, которая обладает круглым типом сечения, применяется она главным образом в строительстве для армирования железобетона. Такой процесс металлопроката нашёл своё отражение в художественной ковке. Если подвергнуть конструкцию различному воздействию механики, то специалисты способны получить более ажурные, нежные, и привлекательные изделия, которые в будущем можно будет использовать для украшения своих ворот, фасада на зданиях, а также использовать в современном интерьере в качестве особого декора.
Это горячекатаная проводка, которая обладает круглым типом сечения, применяется она главным образом в строительстве для армирования железобетона. Такой процесс металлопроката нашёл своё отражение в художественной ковке. Если подвергнуть конструкцию различному воздействию механики, то специалисты способны получить более ажурные, нежные, и привлекательные изделия, которые в будущем можно будет использовать для украшения своих ворот, фасада на зданиях, а также использовать в современном интерьере в качестве особого декора.- Но на таких областях использование такого изделия далеко не заканчивается. Катанка станет хорошим залогом для процесса заготовки во время производства специальных сварочных тросов, электродов, канатов, а также телеграфных проводов. Из неё можно создавать более тонкую по типу проколку, которая в скором времени будет качественно применяться в процессе снабжения электроэнергией, а также при строительстве.
- Сфера применения такого изделия будет главным образом зависеть от материала, из которого он был произведён. Таким материалом может быть мягкие по типу металлы, такие как медь, алюминий, а также довольно прочная сталь. Медный прокат при помощи качественного процесса электропроводимости широко применяется в телекоммуникационных, автомобильных и электротехнических промышленностях.
 Это горячекатаная проводка, которая обладает круглым типом сечения, применяется она главным образом в строительстве для армирования железобетона. Такой процесс металлопроката нашёл своё отражение в художественной ковке. Если подвергнуть конструкцию различному воздействию механики, то специалисты способны получить более ажурные, нежные, и привлекательные изделия, которые в будущем можно будет использовать для украшения своих ворот, фасада на зданиях, а также использовать в современном интерьере в качестве особого декора.
Это горячекатаная проводка, которая обладает круглым типом сечения, применяется она главным образом в строительстве для армирования железобетона. Такой процесс металлопроката нашёл своё отражение в художественной ковке. Если подвергнуть конструкцию различному воздействию механики, то специалисты способны получить более ажурные, нежные, и привлекательные изделия, которые в будущем можно будет использовать для украшения своих ворот, фасада на зданиях, а также использовать в современном интерьере в качестве особого декора.Также к его основным плюсам стоит относить высокий показатель прочности на излом. Из стального типа заготовок можно создавать особые гвозди, болты, сетки, винты и остальные элементы для осуществления скрепления. Алюминиевый тип катанки будет выступать хорошим сырьём во время осуществления создания сварочных электродов. Также её могут использовать для процессов раскисления стали. Но в любом случае катанка обязана отличаться от других разновидностей проволки своей повышенной гибкостью, но при этом она может очень быстро повредиться под воздействием механических сил.
По какому принципу может происходить процесс классификации?
Более подробно с подробностями такого устройства можно ознакомиться в ГОСТе 30136−94. Но в этом пункте мы должны более сильно уделить внимание виду проката.
В большинстве случаев такой тип проводки используется при изготовлении отечественной продукции, к примеру, тот же канат обязан быть довольно крепким и выдерживать сильные нагрузки, именно по этой причине к его качеству стоит предъявлять повышенные требования.
При всём этом арматура катанки может обладать сразу целым рядом дефектов, которые недопустимы для выпуска на производство и изготовления материала, из которого в дальнейшем будет создан трос.
В большинстве случае катанка производится как повышенной, так и обычной прочности. Также на особенности её характеристики и показатели значительное влияние может оказать и способ охлаждения устройства. Если же устройство было подвергнуто естественному процессу охлаждения на воздухе, то это будет значить то, что оно ВО, материал, который прошёл процесс одно— либо двухстадийного ускоренного охлаждения, при этом ему ставятся маркировки УО1, либо УО2 в соответствии с методом обработки устройства.
В первом случае сплав такого оборудования будет содержать в себе легирующие добавки, которые могут в значительной степени повлиять на его характеристики. Оцинкованная катанка обладает особым слоем защиты. Её использование в большинстве случаев будет сводиться к изготовлению различного типа заземляющих устройств.
В маркировке устройства также можно встретить другие обозначения. Если из стального металлопроката изготавливается простая проволка, то маркировка выглядит в виде символа П. А в тот момент, когда производится специальный материал для создания в будущем ограждений, пружин или же применяемый в виде арматуры, то следует особо внимательно проследить за тем, чтобы такой прокат был обозначен буквой С. Если же вы случайно увидели символику М, то это будет значить лишь одно, что катанка была произведена с использованием мягких материалов.
Как происходит процесс создания в цеху?
Сейчас мы должны более подробно рассмотреть особенности производства такой катанки. Специальные изготовки металла, которые обладают особой кубической формой, которые называются блюмы, поступают в специальные цеха. После, из них начинают создаваться небольшие типы заготовок. Происходит их рубка на более мелкие отрезки. Только после такого процесса главные заготовки пойдут на прокатной станок, где их будут пропускать через вертикальные, а также специальные горизонтальные валы.
В конечном счёте металл будет сильно обжиматься со всех возможных сторон и приобретёт нужную для него форму. Нужно отметить то, что во время волочения такого изделия, оно начнёт сильно нагреваться, поэтому такой процесс производства именуется горячим. После, готовая проволока нужного диаметра будет отправлена на специализированный мотальный станок, который накрутит её специальными кольцами.
Охлаждение может быть естественным или же ускоренным. В первом случае изделие будет остывать в условиях воздуха, а во втором — готовый продукт можно будет поместить внутрь специализированного бункера-вентилятора.
В некоторых случаях такая катанка может быть подвержена процессу цинкования. Такой дополнительный процесс поможет созданию необходимых и нужных нам свойств у поверхности. Металл, который заранее покрыт слоем для защиты, не боится воздействия и распространения ржавчины. Обладает особенным блеском, его не нужно красить в другой цвет и прочее.
В качестве материала в большинстве случаев применяют сталь простого качества всех степеней окисления (ГОСТ 380). В это время массовое число доли углерода внутри стали марки СтО не должно быть больше параметра в 0, 2 процента.
Если же общее количество элемента меньше 0,12 процентов, то в маркировке изделия будет находиться буква М. А вот количество вещества кремния может быть в такой проволке и меньше 0,005 процентов, но лишь в том случае, что катанка не будет терять все свои положительные свойства и особенности. Массовая для вредных примесей в изделии, таких веществ, как фосфор и сера, не будет больше параметра в 0,04 процента либо 0,035 процентов соответственно.
Готовое изделие смывается в специальные бухты с общим весом равным 160 килограмм. В большинстве случаев включают в свой состав лишь один отрезок. Но может происходить и формирование целых мотков, которые будут состоять из двух отрезков, в это время их общая масса не должна быть выше отметки в 10% от веса всей партии.
Такое исключение представляет из себя катанка, которая создана на линейных станках, в таком случае, общая масса может доходить до отметки в 50 килограмм. По требованию от заказчика производитель такого изделия должен гарантировать свариваемость и показатель качества получаемого изделия. Маркировка при этом должна быть произведена, следуя всем правилам и указаниям ГОСТа 7566. В случае когда моток состоит сразу из нескольких отрезков, то, соответственно, и маркировочных ярлыков должно быть также в количестве двух.
Что может сказать ГОСТ о производстве катанки?
 Выпускаемая катанка с диаметром, который варьируется от 5 до 9 миллиметров, но по требованиям клиентов можно и увеличивать такой показатель. Размеры, а также предельные отклонения в этом изделии должны соответствовать правилам ГОСТа 2590. Общая овальность в этом случае не должна превышать отметку 50 процентов от суммы предельных отклонений. К качеству полученной конструкции предъявляются довольно строгие требования и нормы, неважно создано ли это изделие для станка либо для дальнейшего изготовления канатов и метизов.
Выпускаемая катанка с диаметром, который варьируется от 5 до 9 миллиметров, но по требованиям клиентов можно и увеличивать такой показатель. Размеры, а также предельные отклонения в этом изделии должны соответствовать правилам ГОСТа 2590. Общая овальность в этом случае не должна превышать отметку 50 процентов от суммы предельных отклонений. К качеству полученной конструкции предъявляются довольно строгие требования и нормы, неважно создано ли это изделие для станка либо для дальнейшего изготовления канатов и метизов.
Недопустимым в этом случае будет наличие на изделии особых прокатных пен, загрязнений, а также производственных вмятин. Также к числу отбраковок будет относиться катанка с наличием раскатанных пузырей, рябизной, рисками и отдельными пленами, которые отрицательно сказываются на общем диаметре изделия.
Общая масса допустимая для такого прибора будет зависеть от вида охлаждения. Для одностадийного охлаждения нормальным показателем станет отметка 18 кг/т, а двухстадийного — 10 кг/т.
Если процесс остывания у такого изделия был произведён естественным путём, то такой показатель учитываться не будет. В ГОСТе также есть внесения об относительном сужении поперечного сечения, а также временном показателе сопротивления.
Проволку катанку стоит подвергнуть различным формам испытания. Она должна обладать высоким показателем эластичности, а также выдерживать изгиб в 180 градусов вокруг простой оправки, которая обладает аналогичным диаметром. Также происходит процесс изучениями кроструктур в изделии, при наличии общих троостоматеситных и мартенситных участков его выбраковывают.
Кроме этого, по требованиям от заказчика можно легко определить и величину зёрна в феррите. Допустимые нормы будут составляться совместно с потребителем и самим производителем продукта. Также с целью определения особых свойств продукции можно проводить процесс статического контроля. Более подробно стоит ознакомиться с требованиями, которые предъявляются к такому металлопрокату, изучив при этом ГОСТ 30136–95 .
Как такой тип проколки доставляется до клиентов?
- Мы уже поняли некоторые особенности производства, характеристики и использования проката, сюда стоит включить и правили получения такой продукции. Поступает катанка в специальных бухтах, при всём этом партия одного изделия будет включать в себя изделия сходные по диаметру и подвергшиеся одинаковому процессе охлаждения. Также можно допустить использование и особых партий, которые будут включать в себя одинаковый прокат одной марки стали, но нескольких по типу плавок.
- В то время, когда хотя бы один показатель не будет соответствовать нужной норме, то по нему происходит повторное испытание, результат которого будет распространяться уже на остальную партию продукта. Если производитель изделия гарантирует соблюдение всех норм и указаний, то катанка не подвергается анализу химического типа. Для совершения транспортировки можно применить специальные вагоны как открытого формата, так и закрытого. При всём этом внутри вагона стоит перевозить преимущественно изделия из одной партии. Храниться такие приборы должны на определённых складах в мотках.
 Мы уже поняли некоторые особенности производства, характеристики и использования проката, сюда стоит включить и правили получения такой продукции. Поступает катанка в специальных бухтах, при всём этом партия одного изделия будет включать в себя изделия сходные по диаметру и подвергшиеся одинаковому процессе охлаждения. Также можно допустить использование и особых партий, которые будут включать в себя одинаковый прокат одной марки стали, но нескольких по типу плавок.
Мы уже поняли некоторые особенности производства, характеристики и использования проката, сюда стоит включить и правили получения такой продукции. Поступает катанка в специальных бухтах, при всём этом партия одного изделия будет включать в себя изделия сходные по диаметру и подвергшиеся одинаковому процессе охлаждения. Также можно допустить использование и особых партий, которые будут включать в себя одинаковый прокат одной марки стали, но нескольких по типу плавок.Свойства катанки из проволки
- Катанка считается одной из разновидностей металлопроката, которая происходит с развитием различных форм сечения (полукруглым, шестигранным, а также квадратным). В большинстве случаев происходит процесс изготовления катанки с сечением полукруглого формата. На сегодняшний день катанку широко применяют как в строительных, так и в промышленных областях.
- Если говорить об области применения катанки, то при её воздействии создают полезные вещи, такие как электроды, телеграфные провода, канаты и проволки. В строительных работах её начинают использовать в качестве одного из главных армирующих компонентов, которые необходимы для процесса возведения железобетонных изделий. Главным сырьём для процесса создания катанки станет углеродистая сталь, которая должна полностью соответствовать правилам ГОСТа 180.
 Катанка считается одной из разновидностей металлопроката, которая происходит с развитием различных форм сечения (полукруглым, шестигранным, а также квадратным). В большинстве случаев происходит процесс изготовления катанки с сечением полукруглого формата. На сегодняшний день катанку широко применяют как в строительных, так и в промышленных областях.
Катанка считается одной из разновидностей металлопроката, которая происходит с развитием различных форм сечения (полукруглым, шестигранным, а также квадратным). В большинстве случаев происходит процесс изготовления катанки с сечением полукруглого формата. На сегодняшний день катанку широко применяют как в строительных, так и в промышленных областях.tokar.guru
Катанка и проволока — производство и использование
Проволока — один из самых востребованных видов изделий из металла. Она может быть стальной, медной, титановой, из алюминия, цинка, никеля и их сплавов. Бывают и биметаллические и полиметаллические проволоки. Без проволоки невозможно представить себе электротехнику — но не только.
Стальная проволока нужна и при производстве пружин, гвоздей электродов, свёрл. Хотя для таких целей используется даже не сама проволока, а ее полуфабрикат – стальная катанка. Посмотрим, как ее, а потом и проволоку, производят из цельной стали.Собственно, изготавливают катанку так же, как и всякий иной прокат: заготовку в виде бруска (блюма) раскаляют до состояния “красной мягкости”, а затем пропускают через вальцы, которые вытягивают горячий металл в катанку с сечением до 10 мм. – и далее поступает на мотальный станок, где и укладывается кольцами.
Ответственное охлаждение
 После этого наступает этап охлаждения катанки. Оно может быть естественным (в этом случае катанка получает маркировку ВО) и ускоренное (маркировка УО).
После этого наступает этап охлаждения катанки. Оно может быть естественным (в этом случае катанка получает маркировку ВО) и ускоренное (маркировка УО).
Естественное охлаждение дает более мягкую и пластичную катанку (а затем и проволоку), а ускоренное — более жесткой и упругой. Ускорить охлаждение катанки могут промышленные установки-вентиляторы или потоки воды. При первом способе охлаждения в маркировке катанки будет указываться УО1, а при втором – УО2.
Ускоренно охлажденную катанку (предназначенную для производства проволоки в дальнейшем) зачищают от окалины, которой на катанке УО1 не должно быть более 18 килограмм на тонну, а для катанки УО2 – не более 10 кг/т. Окалина удаляется либо механическим путем (тогда катанка пропускается через специальный станок-окалиноломатель), либо химическим, когда поверхность катанки протравливают раствором серной кислоты с добавлением поваренной соли, тринатрийфосфата и др. добавок.
Химический способ дает более ровную поверхность, но он же чреват приобретением металлом т.н. «травильной хрупкости». Механический способ в этом отношении безопасен, поскольку – но он менее надежен и выдает шероховатую поверхность.
Гвозди, болты и ГОСТы
Какой же из способов очистки катанки лучше? Это зависит от того, что из нее собираются делать.
Для гвоздей требуется заготовка с гладкой поверхностью, а для изготовления арматуры, электродов или болтов подойдет и шероховатая.
Кроме того, на поверхности катанки, предназначенной для производства проволоки, могут образовываться специфические дефекты – заусенцы либо закаты. Заусенцы — это выпуклости, которые при дальнейших операциях будут сдираться и «закатываться» (отсюда и название другого дефекта – закаты).
Плохо влияют на свойства металла в катанке заварившиеся пузыри – волосовины – и «усадочные раковины», которые возникают, если перед прокаткой металл был нагрет слишком сильно и оттого утратил часть углерода, «выгоревшего» при прокаливании.
Для проверки качества катанку подвергают испытаниям, главным из которых является проверка эластичности. Качественная катанка может спокойно выдерживать изгиб на 180 градусов вокруг штырька, имеющего такой же диаметр, как и у подвергаемой испытанию катанки. Более подробно ознакомиться с требованиями, предъявляемыми к такому металлопрокату, можно в ГОСТе 30136–95.
В этом ГОСТе диаметры катанки в 5, 5,5, 6, 6,3, 6,5, 7, 8 и 9 мм определены как стандартные и обязательные к изготовлению для всех производителей. По желанию заказчика металлургические предприятия могут производить катанку с сечением и больше 9 мм, но такие заказы бывают довольно редко.
В силу технологических особенностей дешевле всего обходится производство катанки диаметром 8 мм – она и пользуется наибольшим спросом. Добавляет «калибру» 8 мм. и удобство расчетов:
-один метр катанки диаметром 8 мм. имеет массу около 400 г. (395 г., если быть точным),
–в тонне такой катанки будет 2531 метр (то есть 2,5 километра «с небольшим запасом»).
Это очень удобные цифры – их легко запомнить, не надо заглядывать в специальные таблицы.
Поставка и маркировка
Готовая катанка сматывается в бухты весом не менее 160 кг. Обычно каждая бухта представляет собой сплошной отрезок, который маркируется по требованиям ГОСТ 7566. На каждый моток крепится маркировочная метка, в которой указывается завод-изготовитель, диаметр катанки, сорт и марка стали, номер плавки. Тем не менее, допускается сматывание в одну бухту и двух отрезков катанки – но если только один отрезок не будет больше 10% от массы мотка. При этом производитель должен гарантировать свариваемость изделий и поставить два маркировочных ярлыка – по одному на каждый отрезок.
По техническим условиям ТУ 14-15-254-91 катанка по ТУ изготавливается 4-х классов:
класс ВК – катанка канатная высококачественная;
класс ВД – катанка высокой деформированности;
класс КК-катанка канатная качественная;
класс ПД – катанка конструкционная.
Катанка в деле и производстве
 Катанка считается полуфабрикатом, но довольно широко используется и сама по себе. Стальная катанка служит средством крепления при перевозке по железной дороге крупногабаритных грузов. Ей же скрепляют несущие элементы конструкций и армируют железобетон (для этого очень хорошо подходит самая дешевая 8-миллиметровая катанка). Продукцию толщиной 6,5 мм используют для упрочения кирпичной кладки, устройства громоотводов и изготовления тросов, применяемых при строительстве вантовых мостов. Однако главное назначение катанки – все-таки роль промежуточного полуфабриката при производстве гвоздей, сварочных электродов, намотки пружин – и, разумеется, производстве проволоки.
Катанка считается полуфабрикатом, но довольно широко используется и сама по себе. Стальная катанка служит средством крепления при перевозке по железной дороге крупногабаритных грузов. Ей же скрепляют несущие элементы конструкций и армируют железобетон (для этого очень хорошо подходит самая дешевая 8-миллиметровая катанка). Продукцию толщиной 6,5 мм используют для упрочения кирпичной кладки, устройства громоотводов и изготовления тросов, применяемых при строительстве вантовых мостов. Однако главное назначение катанки – все-таки роль промежуточного полуфабриката при производстве гвоздей, сварочных электродов, намотки пружин – и, разумеется, производстве проволоки.
Производство проволоки
Технология превращения катанки в проволоку на первый взгляд особой хитрости не представляет: металл заготовки последовательно протаскивают (проволакивают) через все более узкие глазки (волоки) – до тех пор, пока не будет достигнут необходимый малый диаметр проволоки.
Однако на самом деле волочение требует нескольких этапов, а именно:
– травление полуфабриката (катанки) в 50% растворе серной кислоты при температуре около 50 градусов очистки от окалины;
– предварительный отжиг металла, который производится для придания металлу мелкозернистой структуры;
– нейтрализация сернокислого раствора и промывка заготовок;
– утончение концов катанки при помощи молота или специальных валков;
– производство самого волочения;
– выполнение финального отжига.
Само волочение может быть :
– однократным, если заготовка протягивается через одну волоку, после чего накручивается на барабан и снимается.
– многократным, когда проволока протягивается последовательно через несколько волок, которых может быть до 15 и более. Такая технология уменьшает время, которое затрачивается на производство проволоки, обеспечивает высокую производительность и постоянство условий обработки (которые могут сильно нарушаться при повторении однократных волочений).
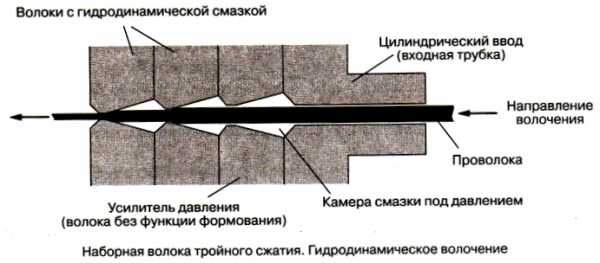
Но при всех достоинствах многократного волочения на заводах применяют сдвоенные волоки. При этом они при работе нагреваются от трения нагреваются до столь сильно, что нуждаются в системе охлаждения, для которой обычно используется водный раствор мыла, который одновременно является и смазкой.
Однако на самом деле волочение – это только половина дела. При этом процессе металл подвергается огромным нагрузкам на растяжение, в результате чего его кристаллическая решетка деформируется, а внутренние напряжения накапливаются. Полученная таким путем проволока получается малопластичной, приобретает хрупкость, плохо гнется и легко ломается.
И чем больше удлиняется катанка при волочении – тем сильнее проявляются эти неприятные эффекты.
Поэтому важным этапом в изготовлении проволоки является ее повторная термообработка – отжиг, который должен восстановить кристаллическую решетку и снять перенапряжения в металле. Для этого требуется уже протянутую проволоку нагреть и медленно охладить.
Существует два вида отжига, применяемых в производстве проволоки:
светлый – он производится в колпаковых печах в атмосфере из какого-то инертного газа. Поверхность полученной этим способом проволоки будет чистой, безо всякой окалины, но и цена продукции – более высокой. В маркировке этот вид термообработки будет обозначен литерой «С»;
темный – он происходит в присутствии кислорода, отчего проволока покрывается слоем окислов и окалиной. Наличие окалины плохо влияет на товарный вид, проволока пачкается, но на ее рабочие качества это не влияет никак – зато обходится “темный” вариант отжига гораздо дешевле. Проволока после такой обработки маркируется буквой «Ч».
Отожженные изделия приобретают пластичность и становятся удобны при плетении различных видов сеток.
Видео по теме:
stvybor.ru
Катанка – как определяется качество выходящего металлопроката? + видео
Все мы знаем, что собой представляет проволока и пруток, однако существует и нечто среднее между этими видами металлопроката – катанка. В нашей статье мы рассмотрим все особенности этого изделия, уделим внимание производству, области использования и техническим характеристикам.
1 Где мы можем увидеть проволоку катанку?
Эта горячекатаная проволока круглого сечения используется в строительной отрасли для армирования железобетона. Такой металлопрокат также нашел себя и в художественной ковке. Подвергнув изделие различным механическим преобразованиям, специалисты получают нежные, ажурные конструкции, которые в дальнейшем украшают ворота, фасады зданий и даже выступают в качестве предметов интерьера. Но на этом ее применение не заканчивается. Катанка выступает в качестве заготовки при производстве сварочных электродов, тросов, канатов и телеграфных проводов. Из нее изготавливается более тонкая проволока, которая в дальнейшем используется в строительстве, электроснабжении и т. д.

Горячекатаная проволока круглого сечения
Рекомендуем ознакомиться
Сфера использования этого металлопроката во многом зависит от материала, из которого он изготовлен. Это могут быть и более мягкие металлы, такие как медь, алюминий, и достаточно твердая сталь. Медный прокат благодаря отличной электропроводимости широко используется в телекоммуникационной, электротехнической и автомобильной промышленностях. Еще к его достоинствам следует отнести высокую прочность на излом. Из стальной заготовки производят гвозди, винты, болты, сетки и прочие элементы крепления. Алюминиевая катанка выступает прекрасным сырьем при производстве сварочных электродов. Еще ее применяют для раскисления стали. Но в любом случае катанка должна отличаться пластичностью и легко деформироваться.
2 По какому принципу ее классифицируют?
Более подробно с особенностями этого изделия можно ознакомиться в ГОСТ 30136–95. Однако в этом пункте мы остановимся на видах проката. Очень часто такая проволока используется в ответственных конструкциях, например, тот же канат должен быть достаточно крепким и выдерживать огромные нагрузки, поэтому к ее качеству предъявляются особенные требования. При этом арматура катанка может иметь некоторые дефекты, недопустимые для заготовки, из которой будут изготавливать трос.
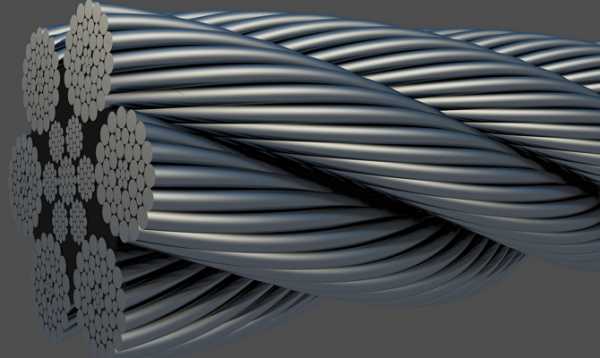
Канат из катанки
Выпускается катанка повышенной и обыкновенной точности. Также на ее характеристиках сказывается и способ охлаждения. Если изделие подвергалось естественному охлаждению на воздухе, то обозначается оно ВО, материал, прошедший одно- либо двухстадийное ускоренное охлаждение, маркируется УО1 и УО2 соответственно. Кроме того, делится она на легированную и оцинкованную. В первом случае сплав изделия содержит легирующие добавки, способные повлиять на его свойства. Оцинкованная катанка имеет защитный слой. Ее применение чаще всего сводится к изготовлению различных токоотводящих и заземляющих элементов.
В маркировке также используются следующие обозначения. Если из стального металлопроката изготавливается проволока, то он маркируется символом “П”. А вот когда необходим материал для производства ограждений, пружин либо используемый в качестве арматуры, то проследите, чтобы такой прокат обозначался буквой “С”. Если же увидели символ “М”, то это означает, что катанка сделана из мягких металлов.
3 Что происходит в цеху?
Сейчас мы остановимся на особенностях производства катанки. Специальные заготовки металла, имеющие кубическую форму, которые называются блюмы, поступают в цех. Далее из них формируют небольшие заготовки. Затем их рубят на еще меньшие отрезки. И только после этого стальные заготовки поступают на прокатный стан, где их пропускают через вертикальные и горизонтальные валы. В результате металл обжимается со всех сторон и приобретает необходимую форму. Стоит отметить, что в процессе волочения изделие сильно нагревается, поэтому технологию производства называют “горячей”. Далее готовая проволока необходимого диаметра поступает на специальный мотальный станок, который накручивает ее кольцами.
Охлаждение бывает естественным либо ускоренным. В первом случае изделие остывает просто на воздухе, а во втором – готовый продукт помещают в специальные бункеры-вентиляторы.
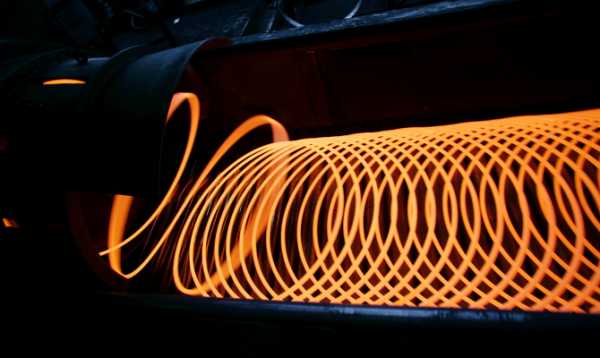
Изготовление катаной проволоки
Иногда катанка подвергается цинкованию. Такая дополнительна операция позволяет добиться необходимых свойств поверхности. Металл, покрытый защитным слоем, не боится коррозии, имеет характерный блеск, его не нужно красить и т. д. В качестве материала чаще все используется сталь обыкновенного качества всех степеней раскисления (ГОСТ 380). При этом массовая доля углерода в стали марки СтО не должна превышать 0,2%. Если же количество этого элемента менее 0,12%, тогда в маркировке изделия будет присутствовать буква “М”. А вот содержание кремния может быть и менее 0,05%, но только при условии, что катанка не потеряет свои свойства. Массовая доля вредных примесей, таких как фосфор и сера, не может быть более 0,04 и 0,035% соответственно.
Готовая продукция сматывается в бухты весом не менее 160 кг, чаще всего состоящие из одного непрерывного отрезка. Однако допускается формирование мотков и из двух отрезков, при этом их масса не должна превышать 10% от веса партии. Также исключение представляет катанка, изготовленная на линейных станах, в этом случае масса мотка может быть от 50 кг. По требованию заказчика производитель обязан гарантировать свариваемость изделия. Маркировка делается согласно ГОСТ 7566. Если же моток состоит из нескольких отрезков, то соответственно и маркировочных ярлыков должно быть тоже два. Катанка большого диаметра поставляется в прутках.
4 О чем рассказывается в ГОСТах?
Выпускается катанка диаметром от 5 до 9 мм, однако по требованию потребителя допускается увеличить этот параметр. Размеры и предельные отклонения изделия должны соответствовать ГОСТ 2590. Овальность не может превышать 50% от суммы предельных отклонений. К качеству изделия предъявляются весьма серьезные требования, будь то арматура катанка или заготовка для дальнейшего производства канатов и метизов. Недопустимым считается наличие прокатных плен, раскатанных трещин и загрязнений. Также к выбраковке относится катанка с раскатанными пузырями, отпечатками, остатками усадочных раковин, закатами, рябизной, рисками и отдельными пленами, влияющими на диаметр.

Арматура катанка
Допустимая масса окалины зависит от вида охлаждения. Для одностадийного она составляет 18 кг/т, а двухстадийного – 10 кг/т. Если изделие остывало естественным путем, то этот показатель не регламентируется. В ГОСТе также указываются относительное сужение поперечного сечения и временное сопротивление.
Проволоку катанку подвергают различным испытаниям. Она должна быть достаточно эластичной и выдерживать изгиб на 180° вокруг оправки, имеющей аналогичный диаметр. Еще изучают микроструктуру изделия, при наличии троостомартенситных и мартенситных участков его выбраковывают. Кроме того, по требованию заказчика определяется и величина зерна феррита, причем допустимые нормы составляются производителем и потребителем совместно. Также с целью определения свойств продукции допускается проводить статические методы контроля. Более подробно ознакомиться с требованиями, предъявляемыми к такому металлопрокату, можно изучив ГОСТ 30136–95.
5 Как такая проволока приходит к потребителю?
Мы уже ознакомились с особенностями изготовления, характеристиками и применением проката, в этом же пункте рассмотрим только правила приемки и хранения. Поступает катанка в бухтах, причем партия содержит изделия одного диаметра и подвергшиеся одинаковому способу охлаждения. Допускаются и сборные партии, содержащие одинаковый прокат из одной марки стали, но нескольких плавок. Испытаниям на овальность и изгиб подвергают минимум три мотка. Такое же количество берется и для определения механических свойств, а также изучения микроструктуры.

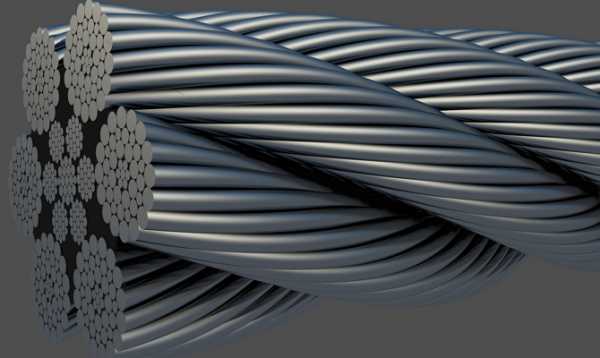
Проволока в бухтах
Когда хотя бы один показатель неудовлетворителен, по нему проводят повторные испытания, результаты которых будут распространяться уже на всю партию. Если производитель гарантирует соблюдение всех норм, тогда катанка не подвергается химическому анализу. Для транспортировки можно использовать вагоны как открытого, так и закрытого типа. Притом в вагоне перевозят преимущественно изделие одной партии. Хранится она на складах в мотках.
tutmet.ru
Катанка 5,5 и других диаметров – масса 1 м и другие характеристики + Видео
1 Что такое катанка и ее основные виды
Катанку производят трех основных видов: стальную, алюминиевую и медную. Что это за металлопродукция, как она производится и для чего используется можно узнать из статей “Катанка – что это за проволока” и “Производство и применение стальной катанки”.

Каждый из этих основных типов данной металлопродукции производят по соответствующему ГОСТу, из краткого описания которого можно, кстати, выяснить основное ее назначение:
- Стальная изготавливается по стандарту 30136-95. Она предназначена для последующей ее перетяжки на проволоку, а также для других целей. Согласно этого ГОСТа выпускают продукцию следующих диаметров: катанка 5 мм, потом 5,5, 6, 6,3, 6,5, 7, 8 мм и, наконец, 9 мм. Эти размеры регламентируются как стандартные – обязательные к изготовлению для производителей. А по согласованию заказчика катанки с изготовителем ГОСТом допускается делать изделия диаметром больше 9 мм, но в мотках.
- Алюминиевая катанка – по стандарту 13843-78, предназначена для последующего изготовления проволоки и иных электротехнических целей. Производится непрерывным литьем и следующей за ним прокаткой. Стандартные диаметры в диапазоне 9–25 мм. По требованию потребителя ГОСТом допускается производить продукцию с другими диаметрами.
- Медная катанка – по стандарту Р 53803-2010, предназначена для последующего производства проволоки, контактных шин и проводов, а также иных электротехнических целей. Стандартные диаметры в диапазоне 8–23 мм. А по согласованию заказчика катанки с изготовителем ГОСТом допускается изготавливать изделия с другими диаметрами.
Как видно из вышеприведенного описания, металлопродукция этого вида (катанка: 5,5 мм; 5 мм; 6 мм и 6,5 мм) производится не только стальной, но также алюминиевой и медной (по согласованию потребителя с изготовителем).
2 Основные характеристики стальной продукции ГОСТ 30136, включая диаметры 5–6,5 мм
Так как большинство конечных потребителей используют стальную катанку, то ее характеристики и рассмотрим. Алюминиевая и медная, как правило, представляет интерес только для промышленных предприятий, использующих ее или производящих из нее другие изделия.
Характеристики стальной продукции
Рекомендуем ознакомиться
Почти все характеристики стальной катанки приведены в статье “Горячекатаная проволока стандарта 30136”. Недостает там только сведений о временном сопротивлении этой продукции и относительном сужении ее поперечного сечения. Поэтому эта информация приведена в таблице ниже. Все данные взяты из ГОСТ 30136.
Характеристика | Тип изделия по способу охлаждения | Марка стали изделия | ||||
Ст0, имеющая массовую долю содержания углерода в количестве до 0,12 % | Ст0, имеющая массовую долю содержания углерода в количестве свыше 0,12 % | Ст1кп, Ст1сп, Ст1пс | Ст2кп, Ст2сп, Ст2пс | Ст3кп, Ст3сп, Ст3пс | ||
Временное сопротивление изделия разрыву, sв, кгс/мм2 (Н/мм2), не более | УО1, ВО | 43 (420) | – | 43 (420) | 43 (420) | 50 (490) |
УО2 | 48 (470) | – | 48 (470) | 48 (470) | 55 (540) | |
Относительное сужение у изделия поперечного сечения, происходящее после его разрыва, y, %, не меньше | УО1, ВО | 68 | 60 | 68 | 60 | 60 |
УО2 | 66 | 58 | 66 | 60 | 60 | |
Кроме того, согласно стандарта 30136 вся продукция, производимая по нему, должна в холодном состоянии выдерживать изгиб вокруг оправки с таким же диаметром, что и у самой испытываемой проволоки, на 180о. То есть, например, катанка 5,5 – вокруг оправки диаметром 5,5 мм.
3 Масса 1 м всех видов и диаметров катанки
Масса 1 м стальной, алюминиевой и медной продукции не указана в ГОСТах (приведены выше) на нее. Но для изделий из стали этот параметр можно посмотреть в таблице публикации “Вес стального круга”.

Масса 1 м катанки
Ведь катанка – это фактически тот же круглый прокат. И масса 1 м стальной катанки (как и у круга) диаметром, мм:
- 5 – 0,154 кг;
- 5,5 – 0,187 кг;
- проволока катанка 6 мм – 0,222 кг;
- 6,3 – 0,245 кг;
- 6,5 – 0,260 кг;
- 7 – 0,302 кг;
- 8 – 0,395 кг;
- 9 – 0,499 кг.
А для алюминиевых и медных изделий массу можно рассчитать, пользуясь данными о весе 1 м стального круга из вышеуказанной статьи, по следующей формуле:
M = MС/QС * Q, где
M – масса 1 м алюминиевой (медной) катанки, кг;
MС – масса 1 м стальной, кг;
QС – плотность стали: 7850 кг/м3;
Q – плотность алюминия или меди: 2703 и 8890 кг/м3 соответственно.
Тогда, например, масса 1 м алюминиевой катанки 5,5:
M = 0,187/7850 * 2703 = 0,064 кг.
Если в таблице вышеуказанной статьи не окажется стальных кругов с диаметром, как у алюминиевой (медной) катанки (например, 11,4 мм), то сначала рассчитываем массу 1 м прутка из стали для нужного диаметра.
Используем для этого формулу:
MС = mс/K, где
MС – расчетная масса 1 м стального круга с диаметром как у алюминиевого (медного), кг;
mс – масса 1 м стального круга из таблицы с ближайшим к нужному диаметром (например, при 11,4 мм у медной катанки табличный диаметр 11 или 12 мм), кг;
K – коэффициент, рассчитываемый по формуле: K = k * k, где k = DБ/DН (DБ – ближайший диаметр стального круга, DН – нужный диаметр).
А уже после этих вычислений делаем приведенный выше расчет.
tutmet.ru
Отличие катанки от проволоки
В сфере металлургии в целом и металлопроката в частности есть много наименований продукции, которые имеют смежные названия, изделия, которые по своей форме и даже назначению имеют практически идентичное значение, но отличаются в определенных деталях или по сфере применения. А иногда, фактически, не отличающиеся и этим, например, металлические, стальные листы и полосы. И в тоже время профнастил, который имеет похожую структуру, уже отдельный вид.
Почему катанка не проволока
Тоже самое относится и к катанке с проволокой, так как очень часто катанка практически ничем не отличается по своему внешнему виду и функционалу от проволоки.
Но есть масса нюансов, которые не позволяют называть катанку проволокой и наоборот.
Например, катанка бывает вообще в виде прутьев. Для проволоки же такая форма неприемлема ни в каком виде. Проволока – это всегда длинный предмет, имеющий форму шнура, гнущийся и протяженный.
В то же время катанка является вязким материалов двух видов – в виде проволоки с прямым сечением, и в виде прутьев. Фактически, главное отличие заключается в том, что катанка является заготовкой для изготовления других видов материалов, в то время как проволока – это уже готовый к использованию материал.
В качестве заготовки катанку пускают на две основные работы – на производство как раз проволоки, и тогда отличие снимается, или на арматуру, это уже совершенно иной вид.
Сама катанка имеет диаметр примерно от 5 до 9 миллиметров. При этом чаще всего ее поставляют в виду рулонов, мотков, которые могут достигать очень больших размеров и весить даже больше тонны.
Производство катанки
Изготовление не очень хитрое – горячие полоски металла пускают через специальный вал, и в процессе данного мероприятия они еще обжимаются и превращаются в тонкие прутки или проволочный тип. Правда, и здесь есть свои нюансы – точность прокатки и способ охлаждения после проката.
Катанку используют в следующих видах работ – перетяжке на проволоку, строительстве зданий (бывает, в качестве самостоятельного изделия), промышленности, изготовления сварочной проволоки, канатов и электродов.
Если вам требуется любой вид металлопроката, в том числе и катанку, то вы можете приобрести продукцию в Вологде у торговой компании «Металлсити», занимающейся продажей сортамента и фасонной продукции, труб и много другого. Все отличается высоким качеством и можно использовать в самых разных видах деятельности. Звоните, заказывайте, осуществляем доставку, любые партии, сделаем резку и комплектацию груза по первому требованию.
xn--35-6kctqataf8chf.xn--p1ai
Различия между проволокой и катанкой
Достаточно часто мы встречаемся с такими понятиями, как катанка и проволока, непосвящённые товарищи считают их вообще одним и тем же, но это не так.

Давайте рассмотрим главные различия между ними.
Прежде всего, давайте рассмотрим катанку, она представляет собой горячекатаный круглый профиль, диаметром 5-14 мм, более редка однодюймовая катанка, которая используется для производства арматуры, болтов и других крепёжных инструментов. Производство катанки регламентируются двумя документами – ГОСТ 2590 и ГОСТ 380-94.
Область применения катанки – строительство, а так же как сырья для металлообрабатывающей промышленности.
Теперь давайте обратим наше внимание на проволоку.
Проволока производится по ГОСТ 6727-80 и ГОСТ 3282-74 и представляет собой холоднокатаный круглый или овальный профиль из низкоуглеродистой стали. Как правило, диаметр проволоки менее 5 мм.
На некоторых проволоках на их поверхности имеются рифли, это сделано для лучшего сцепления с бетоном и используется на арматурных проволоках.
Проволока используется для крепёжных работа, а так же в качестве сырья для производства рабицы, сеток и другого.
Теперь давайте выделим сами отличия, так проволока имеет более меньший диаметр, нежели катанка, так же проволока может быть покрытой антикоррозионным покрытием, а так же подвергается термической обработке. Проволока так же имеет более чистую поверхность, нежели катанка.
Кроме этого проволока по своей сути является строительно-монтажным материалом, более редко сырьём для изготовления стройматериалов.
Что касается катанки, то в своём большинстве является сырьём, для горячего и холодного проката, а так же штамповки, рубки и вытяжки.
Катанка имеет меньшую ориентацию структурного зерна, но имеет меньшее внутренних напряжений, благодаря чему является более эластичной и менее закаливаемой, нежели проволока.
В качестве сварочных электродов или послойной арматуры можно использовать, как проволоку, так и катанку.
Читайте так же:
Оцинкованная сталь для производства профнастила
Оцинкование, процесс и значение цинкования
www.junona-2.ru