Станки тв – Добро пожаловать на видеопортал Ассоциации «КАМИ»!
alexxlab | 22.04.2020 | 0 | Вопросы и ответы
ТВ-6 Станок токарно-винторезный учебный. Схемы, описание, характеристики
Сведения о производителе учебного токарно-винторезного станка ТВ-6
Производитель токарно-винторезного станка модели ТВ-6 – Ростовский завод малогабаритного станочного оборудования МАГСО, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
- ТВ-4 – Токарно-винторезный учебный станок Ø 200, РМЦ 350 мм
- ТВ-6 – Токарно-винторезный учебный станок Ø 200, РМЦ 350 мм
- ТВ-6М – Токарно-винторезный учебный станок Ø 200, РМЦ 350 мм Дубно
- ТВ-7 – Токарно-винторезный учебный станок Ø 220, РМЦ 330 мм
- ТВ-7М – Токарно-винторезный учебный станок Ø 220 мм, РМЦ 275 мм
- ТВ-9 – Токарно-винторезный учебный станок Ø 220 мм, РМЦ 525 мм
- ТВ-11 – Токарно-винторезный учебный станок с частотным преобразователем Ø 240, РМЦ 750 мм
- НГФ-110Ш3 – Фрезерный станок небольшой мощности 0,6кВт, размер стола 100х400 мм
- НГФ-110Ш4 – Фрезерный станок небольшой мощности 0,75кВт, размер стола 100х400 мм
- НС-16 – Сверлильный станок Ø 16
- СНВШ-1 – Сверлильный станок Ø 12
ТВ-6 (ТВ6) станок токарно-винторезный учебный. Назначение, область применения
Станок ТВ-6 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Школьный токарно-винторезный станок ТВ-6 является заменил модель ТВ-4. (Смотрите статью Школьные токарные станки).
Учебный токарно-винторезный станк ТВ-6, несмотря на упрощенную конструкцию, имеет все узлы “взрослого” токарно-винторезного станка: коробку скоростей, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
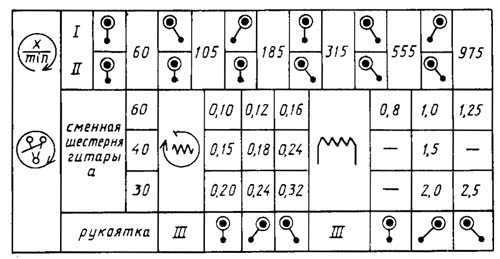
Станок ТВ-6 имеет 6 скоростей шпинделя за счет переключения шестерен в коробке передней бабки, 3 скорости подач суппорта, может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
Конец шпинделя станка ТВ-6 имеет резьбу М36х4, поэтому для установки токарного или поводкового патрона на шпиндель необходим промежуточный фланец (его называют, также, план-шайба) (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-6 – Ø100 мм.
Привод станка осуществляется от асинхронного электродвигателя ~380В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя через шестерни движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей. Ходовой винт включается при нарезании резьб. Скорость и направление вращения ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его), ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи и направление задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-6 не предусмотрено.
Смазка коробки скоростей – разбрыгиванием шестернями масла из масляная ванны на дне передней бабки. Смазка коробки подач – фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Габаритные размеры рабочего пространства станка ТВ-6
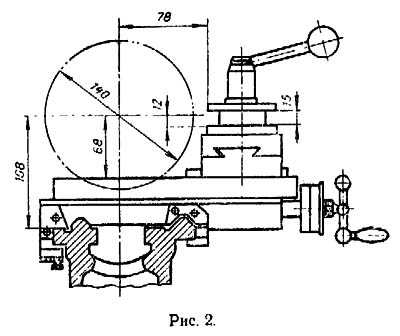
Габаритные размеры рабочего пространства станка ТВ-6
Общий вид токарно-винторезного станка ТВ-6

Фото токарно-винторезного станка ТВ-6

Фото токарно-винторезного станка ТВ-6
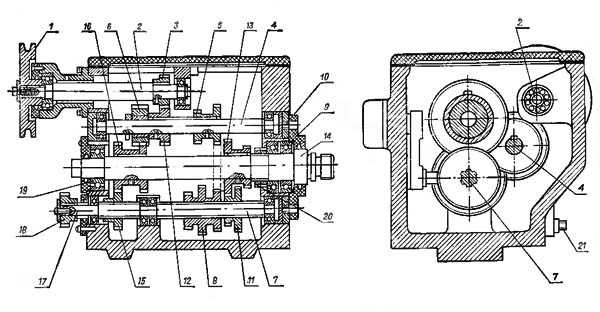
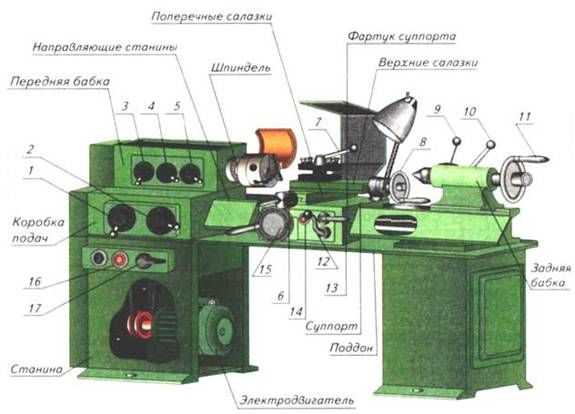
Расположение составных частей токарно-винторезного станка ТВ6
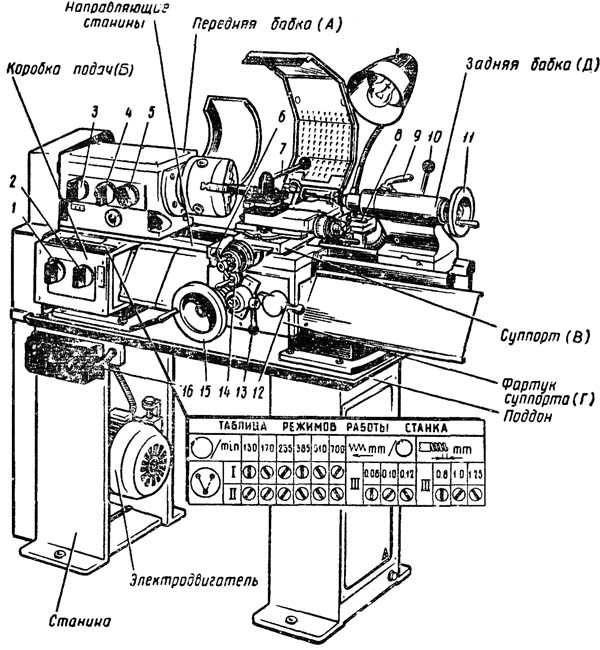
Расположение составных частей токарно-винторезного станка ТВ6
Спецификация составных частей токарно-винторезного станка ТВ6
- Рукоятка переключения скоростей вращения ходового вала и ходового винта
- Рукоятка переключения скоростей вращения ходового вала и ходового винта
- Рукоятка переключения гитарного механизма
- Рукоятки переключения скоростей вращения шпинделя
- Рукоятки переключения скоростей вращения шпинделя
- Рукоятка поперечной подачи суппорта
- Рукоятка закрепления резцедержателя
- Рукоятка перемещения верхних салазок
- Рукоятка крепления пиноли
- Рукоятка крепления задней бабки
- Маховик подачи пиноли
- Рукоятки управления механической подачей
- Рукоятки управления механической подачей
- Кнопка
- Маховик перемещения суппорта
- Кнопки включения и отключения электродвигателя
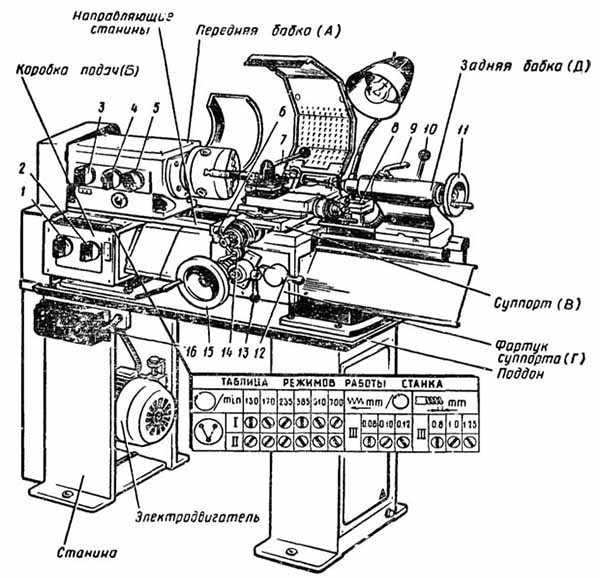
Расположение органов управления токарно-винторезным станком ТВ-6

Расположение органов управления токарно-винторезным станком ТВ-6
Спецификация органов управления токарно-винторезного станка ТВ-6
- Рукоятки установки частоты вращения шпинделя
- Рукоятки установки частоты вращения шпинделя
- Рукоятка установки нарезания правой и левой резьбы и изменения направления подач
- Рукоятка установки величины подач и шага резьбы
- Рукоятка переключения ходового валик
- Реверсивная кнопка включения и остановки станка
- Ограждение к патрону
- Защитный экран
- Рукоятка крепления резцовой головки
- Светильник местного освещения К-1М
- Рукоятка ручного перемещения поперечной салазки
- Рукоятка перемещения верхних (резцовых) салазок
- Рукоятка крепления пиноли задней бабки
- Рукоятка крепления задней бабки к направляющим станины
- Маховик перемещения пиноли задней бабки
- Кнопка включения и выключения реечной шестерни
- Маховик ручного перемещения продольной каретки
- Рукоятка включения гайки ходового винта
- Рукоятка включения предельной механической подачи
- Ограждение щитка для ходового винта и вала
- Трансформатор ОСЗР-0,063-83УХЛ3 ТУ 16-671.041-84
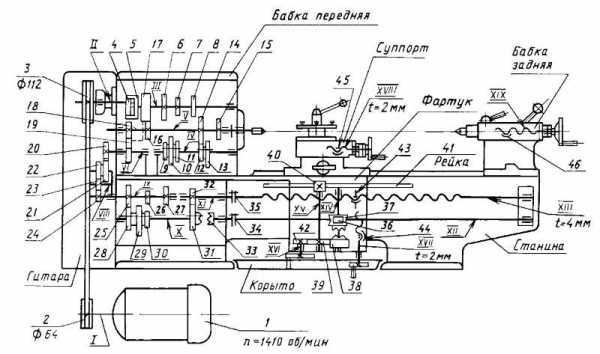
Схема кинематическая токарно-винторезного станка ТВ-6
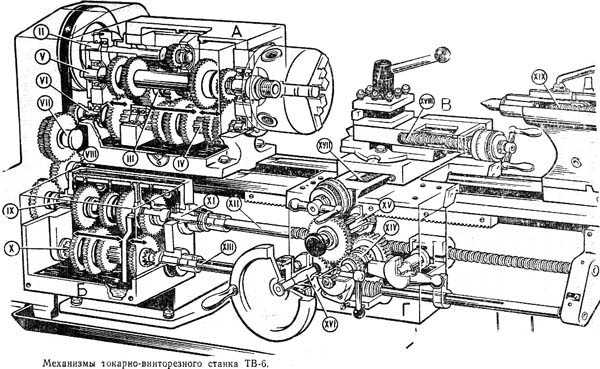
Механизмы токарно-винторезного станка ТВ-6
Механизмы токарно-винторезного станка ТВ-6. Смотреть в увеличенном масштабе
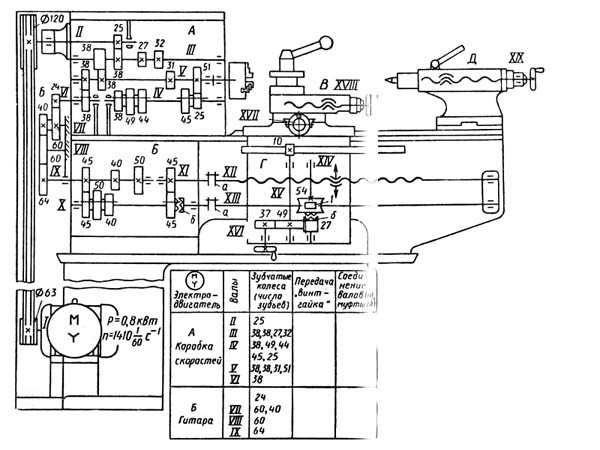
Кинематическая схема токарно-винторезного станка ТВ-6
Схема кинематическая токарно-винторезного станка ТВ-6. Смотреть в увеличенном масштабе
Конструкция токарно-винторезного станка ТВ-6
Токарно-винторезный станок состоит из следующих основных узлов: передняя тумба, задняя тумба, станина, передняя бабка, коробка подач, гитара, фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Передняя тумба
Передняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях.
Приводной электродвигатель установлен на задней стороне тумбы, на передней — реверсивная кнопка включения и выключения электродвигателя.
Задняя тумба
Задняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях. В задней тумбе смонтирован щиток с электрооборудованием станка.
Станина станка
Станина служит для поддержания, закрепления и взаимного соединения всех узлов станка.
Станина станка коробчатой формы с окнами. Имеет две призматические направляющие.
Передняя направляющая служит для передвижения каретки, задняя — для перемещения задней бабки.
На передней стороне станины установлены ходовой винт и рейка
Станина установлена на две тумбы.
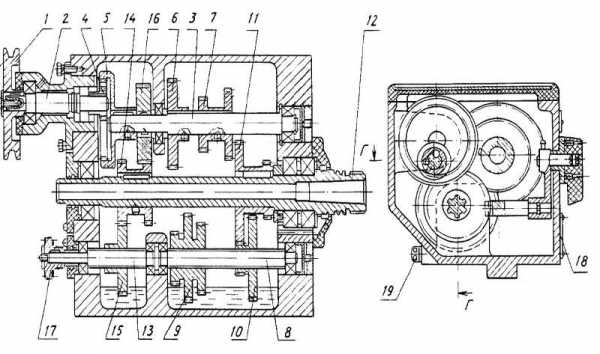
Передняя бабка токарно-винторезного станка ТВ-6
Чертеж передней бабки (коробки скоростей) токарно-винторезного станка ТВ-6
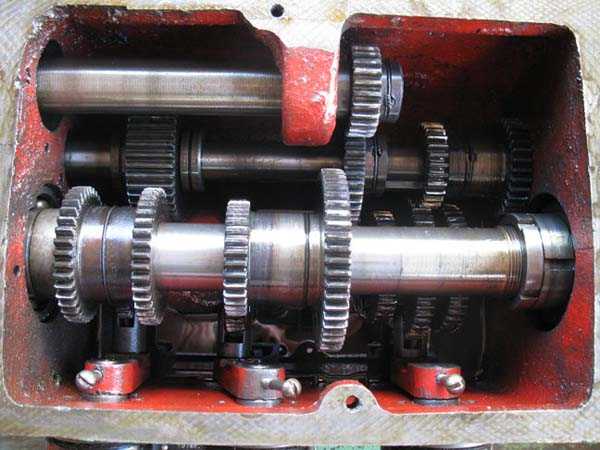
Фото передней бабки токарно-винторезного станка ТВ-6
Передаточный механизм (гитара) токарного станка ТВ-6
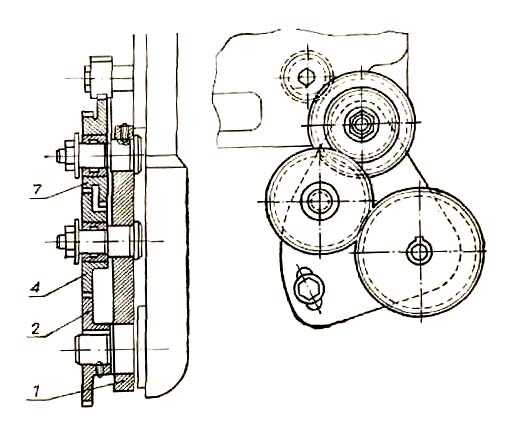
Передаточный механизм (гитара) токарного станка ТВ-6
Передаточный механизм служит для передачи вращения от шпинделя коробки скоростей к коробке подач. Механизм состоит из кронштейна, на котором смонтированы шестерни. Передаточный механизм характеризуется передаточным отношением, и для станка ТВ-6 оно составляет:
i = 24/60 * 40/64 = 1/4
Для этого станка такое передаточное отношение постоянно, так как сменные шестерни к станку не прилагаются.
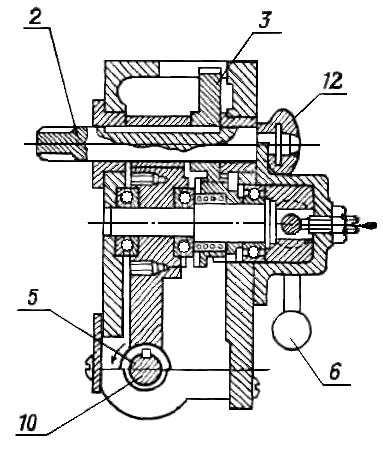
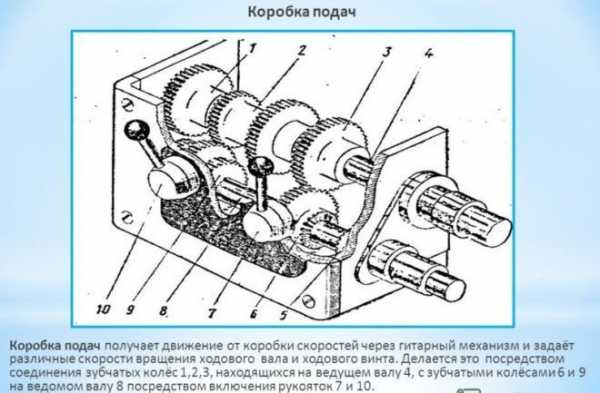
Коробка подач токарного станка ТВ-6

Коробка подач токарного станка ТВ-6
- вал
- шестерня
- шестерня
- шестерня
- вал
- блок-шестерня
- ходовой валик
- рукоятка
- шестерня
- шестерня
- муфта
- круглая гайка
- сливная пробка
Коробка подач получает движение от коробки скоростей через шестерни передаточного механизма (гитару).
Механизм коробки подач дает возможность получить метрическую резьбу с шагом 0,8; 1,0; 1,25, а при установке сменных шестерен гитары – 1,5; 2,0 и продольную подачу суппорта в пределах 0,08; 0,1; 0,12 мм. на один оборот шпинделя.
Необходимые резьбы в подаче устанавливаются путем поворота рукоятки, расположенной на передней крышке коробки подач. Включение ходового валика осуществляется поворотом рукоятки 5 (рис.1). В положении, указанном на рис.5 осуществляется вращение ходового винта. При перемещении шестерни 9 вправо она выйдет из зацепления с шестерней 10 и войдет в зацепление с муфтой 11, которая передает вращение на ходовой валик.
Таким образом, в конструкции коробки подач исключается возможность одновременного вращения ходового винта и ходового валика.
Изменение направления вращения ходового валика производится поворотом рукоятки
Для смазки механизма коробки подач в верхней ее части имеется корыто для заливки масла. Масло на шестерни и трущиеся поверхности подается фитилями.
В работе ходовой винт не должен иметь осевого перемещения.
Для выборки люфта нужно подтянуть две круглые гайки.
Фартук токарно-винторезного станка ТВ-6
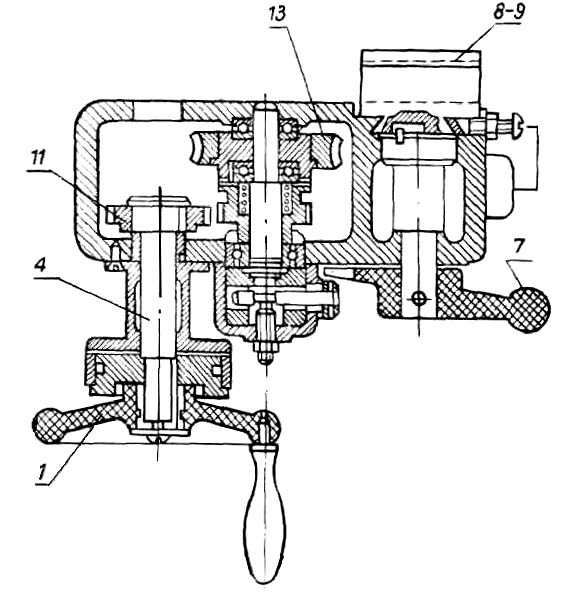
Фартук токарно-винторезного станка ТВ-6
- маховичок
- реечная шестерня
- шестерня
- вал
- червячная шестерня
- рукоятка
- рукоятка
- маточная гайка
- маточная гайка
- ходовой валик
- шестерня
- реечная шестерня
- червячная шестерня
С помощью фартука можно производить механическую продольную подачу суппорта от ходового валика и от ходового винта, а также ручную продольную подачу.
Ручная подача осуществляется вращением маховика 1, насаженного на вал-шестерню 4, входящего в зацепление с шестерней 3, сидящей на валике реечной шестерни 2.
Последняя входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача от ходового валика 10 осуществляется червяком 5, связанным с валиком скользящей шпонкой. Червяк приводит во вращение червячную шестерню 11 и далее через кулачковую муфту и шестерни 13, 3 вращение передастся па реечную шестерню. Для включения механической подачи надо рукоятку 6 повернуть на себя, при этом включается кулачковая муфта.
Механическая подача от ходового винта осуществляется поворотом вниз рукоятки 7, соединяющей разъемную маточную гайку 8—9 с ходовым винтом.
Реечную шестерню 2 при нарезании резьбы надо обязательно выводить из зацепления с рейкой движением рукоятки 12 на себя.
При механической подаче от ходового валика и при ручной подаче суппорта с помощью маховичка 1 реечную шестерню вводят обязательно в зацепление с зубчатой рейкой движением рукоятки 12 от себя.
В конструкции фартука предусмотрена блокировка, не позволяющая одновременно включать механическую подачу от ходового валика и маточную гайку.
Суппорт токарно-винторезного станка ТВ-6
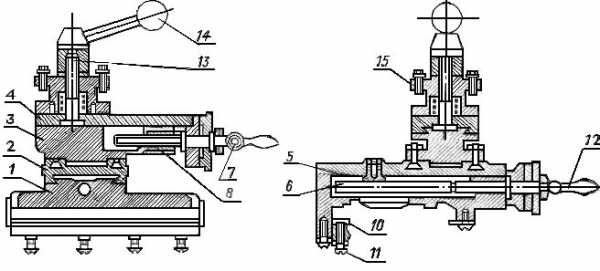
Суппорт токарно-винторезного станка ТВ-6
- каретка 1 – Каретка продольного перемещения суппорта по направляющим станины; продольные салазки; нижние салазки
- каретка 2 – Поперечная каретка; поперечные салазки
- каретка 4 – Резцовые салазки; верхние салазки; поворотные салазки
- гайка для перемещения поперечной каретки
- винт для перемещения поперечной каретки
- рукоятка для перемещения резцовых салазок
- винт для перемещения резцовых салазок
- прижимные планки
- прижимные винты
- рукоятка
- болт
- рукоятка
- винты
Суппорт предназначен для закрепления и перемещения резца, он имеет четыре салазки.
Салазка 1 перемещается в продольном направлении по направляющим станины.
Салазка 2 перемещается по поперечным направляющим салазки 1 и служит для поперечного перемещения резца.
Салазка 4, несущая четырехпозиционную резцовую головку, имеет только продольное перемещение по направляющим салазки 3, которая имеет возможность поворачиваться на 40° от среднего положения в ту или иную сторону.
Поперечное перемещение салазки 2 по направляющим нижней салазки 1 производится винтом 6 и гайкой 5.
Винт 6 приводится во вращение от руки рукояткой 12.
Сверху салазка 2 имеет углубление, куда входит выступ новоротной части верхнего суппорта; для закрепления поворотной части имеются 2 болта, головки которых входят в Т-образный паз салазки 2.
Верхнюю салазку 4 суппорта можно перемещать по направляющим вручную, рукояткой 7, которая вращает винт 8. Направляющие станины, салазок и клиньев от продолжительной работы изнашиваются настолько, что между ними может появиться зазор.
В результате резец будет вибрировать, и снизится точность работы станка. Для устранения вибрации нужно отрегулировать прижимные планки 10 салазки 1 винтами 11.
Регулировка клиньев производится винтами, расположенными в торцах салазки 2 и салазки 4 суппорта.
Резцедержатель закрепляется на салазке 4 болтом 13 и рукояткой 14. При отворачивании рукоятки резцедержатель отжимается вверх от верхней салазки.
Для фиксации положения резцедержателя на салазке 4 имеется опорный штифт.
В резцедержателе можно закреплять одновременно до четырех резцов. Резцы крепятся болтами 15.
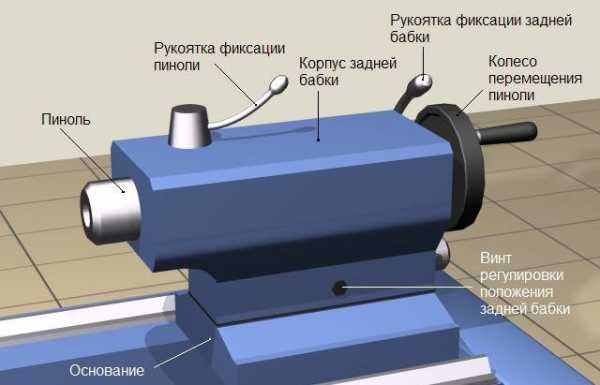
Задняя бабка токарно-винторезного станка ТВ-6
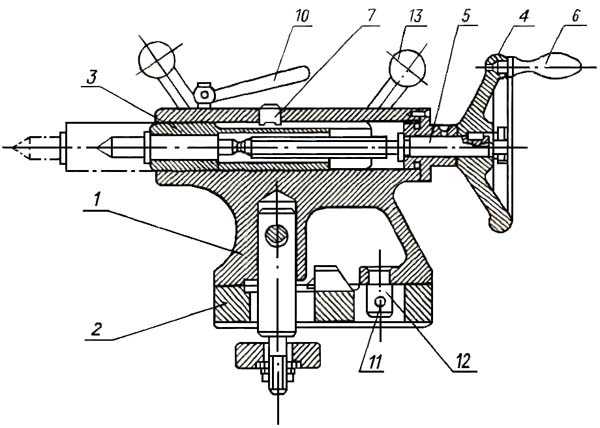
Задняя бабка токарно-винторезного станка ТВ-6
Составные части задней бабки токарно-винторезного станка ТВ-6
- литой корпус бабки
- основание бабки
- пиноль
- маховичок движения пиноли
- винт выдвижения пиноли
- рукоятка маховичка
- винт-шпонка фиксирующая пиноль от проворачивания
- рукоятка зажима пиноли
- винты для регулирования поперечного смещения бабки на станине
- гайка
- рукоятка зажима бабки на станине
Задняя бабка служит для поддержания второго конца обрабатываемой детали. Корпус бабки 1 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно перемещается пиноль 3.
Пиноль имеет коническое отверстие (конус Морзе 2), в которое вставляется упорный центр или другой инструмент; сверла, развертки, патрон сверлильный и т. д. Перемещение пиноли производится маховичком 4, вращающим винт 5.
Для удобства вращения на маховике закреплена рукоятка 6.
Чтобы пиноль при вращении маховичка не поворачивалась, она имеет шпоночную канавку, в которую входит винт-шпонка 7. Рукоятка 8 служит для зажима пиноли в корпусе бабки. Оси шпинделя и пиноли задней бабки должны совпадать.
Схема электрическая токарно-винторезного станка ТВ-6
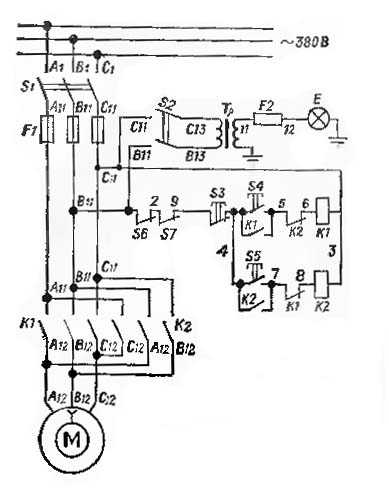
Электрическая схема токарно-винторезного станка ТВ-6
Видео токарно-винторезного станка ТВ6
Технические характеристики станка ТВ-6
| Наименование параметра | ТВ-4 | ТВ-6 | ТВ-7 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | ||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | |
| Шпиндель | |||
| Резьбовой конец шпинделя, мм | М36 х 4 | М36 х 4 | М45 х 4 |
| Диаметр стандартного патрона, мм | 100 | 100 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | |
| Наибольший диаметр прутка, мм | 15 | 12 | |
| Конус Морзе шпинделя | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60..1000 |
| Число ступеней частот обратного вращения шпинделя | 6 | 6 | 8 |
| Частота обратного вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60..1000 |
| Торможение шпинделя | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±40° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 8 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 280 | 300 | 400 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог. Купить справочник. Купить базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Технические характеристики токарного станка ТВ-4
Разработка токарной установки ТВ-4 принадлежит Ростовскому заводу, выпускающему агрегаты для учебных целей. Оборудование необходимо для формирования базовых навыков по обработке металлических изделий. По этой причине токарный станок ТВ 4 обладает рядом отличий от профессионального оборудования.
Предназначение токарного агрегата
Главной характеристикой при разработке подобных установок считается элементарность настройки и безопасность использования. Но вместе с этими факторами, начинающий токарь должен изучить механизм устройства и освоить главные аспекты работы на станке ТВ-4.
На аппарате выполняются некоторые типы токарных действ:
- протачивание и растачивание металлических оснований вращательным способом;
- высокоточная торцевая обработка;
- формирование метрической резьбы;
- высверливание проемов.
Работа установки осуществляется посредством вращения заготовки либо расположения в центрах. Вращательные движения главному валу станка задаются через ременную передачу и поступают от трехфазного асинхронного двигателя. При осуществлении токарных действ резцы приближаются к возделываемой заготовке посредством вспомогательного хода подачи.
Чтобы повысить функциональную возможность токарного станка школьник, следует провести модернизацию оснастки. Усовершенствование токарного агрегата осуществляется после внимательного изучения конструктива установки и технических свойств.
Стоит отметить, что винторезный станок можно усовершенствовать, но это не должно отрицательно влиять на рабочие свойства токарного агрегата и безопасность эксплуатирования.
Конструкция агрегата, его главные узлы
Описание главных узлов устройства:
- Своеобразные тумбы. Чтобы повысить надежность конструктива агрегата, проектировщики решили изготовить тумбу токарного прибора из толстого листа железа с ребрами жесткости поперечного и продольного типа. Лицевая и оборотная тумба играют роль опоры, на которую устанавливается станина устройства. В подобный конструктив можно компактно разместить систему управления агрегатом и главные механизмы устройства. В задней части тумбы установлено все необходимое оборудование, включая электродвигатель асинхронный, нужный для шпиндельной бабки. На лицевой панели располагается система управления агрегатом.
- Несущая станина. На это опорное основание фиксируется основная часть конструкционных элементов устройства. Несущая конструкция имеет коробчатую конфигурацию и оборудована двумя направляющими. На лицевом участке перемещается каретка, а на оборотной – задний узел агрегата (бабка).
- Задняя бабка. Она крепится на левом участке главной опоры. На ней закрепляется различный инструментарий.
- Винторезный станок имеет асинхронный двигатель и блок подач. Эти узлы сообщают вращательные движения шпинделя к рабочему валу агрегата. На оборудовании ТВ-4 предусмотрен клиноременной блок передач. Для контролирования степени подачи следует задействовать специальную рукоять. В устройстве исключены одновременные вращательные движения вала и рабочего винта. Корытце, находящееся сверху, предназначено для поступления смазывающей смеси в рабочую систему станка.
- Передняя бабка. Этот узел станка считается основным механизмом агрегата. В нем расположены ось и крепежная система (трехкулачковый патрон), устанавливающая возделываемую заготовку в нужное положение, которая передает на изделие вращательные движения привода.
- Поддерживающий узел металлорежущего устройства (суппорт), держатель, резец. Посредством этих механизмов осуществляется обрабатывание детали, установленных в бабках станка. Суппорт считается узлом передвижения резца в требуемое положение.
Токарный станок ТВ-4
Электроснаряжение металлорежущего аппарата ТВ-4
Среди электрооборудования аппарата выделяют:
- Двигатель асинхронный, мощностью в 1 кВт.
- Магнитный контактор.
- Электрощиток. В нем устанавливаются тумблера освещения и запуска агрегата.
- Трансформатор.
Наличие магнитного контактора предполагает предотвращение внезапного запуска оборудования при поступлении энергии отключенного источника питания, что увеличивает безопасность использования рабочего агрегата.
Технические параметры
Технические характеристики универсального токарно-винторезного станка ТВ-4 по паспорту:
- Допустимый поперечник детали над несущей станиной – 200 мм, диаметр возделываемого прута – не более 15 мм, а параметр точения над узлом передвижения резца не более 125 мм.
- Максимальная протяженность рабочего изделия – 350 мм.
- Длина обтачивания составляет 300 мм.
- Число оборотов осевого узла находится в интервале 120–170 в минуту.
- Шаг метрической нарезки – 0,8; 1; 1,25.
- Поперечник сквозного проема – 16 мм.
- Параметры оборудования –1100х470х1020 мм.
- Винторезный станок имеет массу 280 кг.
Резьба токарного станка
Категория точности агрегата – «Н». Поэтому на оборудовании можно выполнять обрабатывание металлических изделий для достижения требуемого качества.
Инструкция по работе с токарным оборудованием ТВ-4
Так как токарно-винторезные станки ТВ-4 относятся к категории образовательных агрегатов, то все пусконаладочные работы должны осуществлять люди, имеющие соответствующую квалификацию. Перед эксплуатированием токарной установки, учащиеся должны хорошо ознакомиться с устройством, ее данными и правилами безопасности. Важно отметить, что для монтажа агрегата нужно создать бетонное основание, высотой около 100 мм.
Универсальный токарный станок имеет ряд важных аспектов в процессе эксплуатирования:
- Подготовительные действия перед точением. Винторезный станок очищается от ненужных загрязнений. Корыто – полностью заливается смазочной смесью. Устанавливается система отключения, срабатывающая при утечке электротока.
- Работа оборудования. Для начала необходимо проверить, все ли рукоятки управления расположены в правильном положении. После этой процедуры следует предварительная настройка и установка изделия между бабками, а также фиксируется положение резца.
- Профилактические меры. После окончания работ необходимо удалить все остатки работ, чтобы рабочее место было чистым и правильно функционировала конструкция.
Винторезный станок обладает специфичной особенностью внезапной остановки оборудования. В устройстве станка не имеется узлов принудительной остановки осевого шпинделя и фиксации рукоятей. Поэтому остановка возделываемого изделия осуществляется крайне медленно. Это необходимо учитывать при работе с оборудованием.
Важно помнить, что токарный станок по металлу в период эксплуатирования нуждается в постоянной смазке, поэтому следует следить за уровнем смазывающей жидкости. В корытце должен присутствовать всегда небольшой объем масла. Если пренебречь этим фактором, то школьный токарный станок вскоре перегреется либо сломаются рабочие элементы.
Видео по теме: На что обратить внимание при покупке токарного станка ТВ — 4
promzn.ru
Токарный станок ТВ-6: технические характеристики, обзор
В 1980-х годах ушедшего столетия начал производиться токарный станок ТВ-6 станкостроительным предприятием КомТех-Плюс в Ростове. Модель пришла на замену устаревшего агрегата ТВ-4 и используется для обучения молодых специалистов в условиях учебных заведений, а поэтому не отличается завышенными характеристиками и позволяет выполнять базовые токарные работы по холодной обработке резанием, среди которых: высверливание отверстий, подрезка торцов, обработка цилиндров и конусов, нарезка метрической резьбы, отрезка.
Агрегат предназначен для работы только со сталью и цветными металлами, в ходе работы с которыми не выделяются мелкодисперсная пыль или летучие соединения, способные оказать вредоносное воздействие на организм учащегося.
Технические характеристики токарного станка ТВ-6
Установка отличается небольшим размером, благодаря чему он идеально подходит для размещения в учебных мастерских. Его вес – 300 кг, а габариты составляют 144х47х11 см. Устройство позволяет производить обработку заготовок с максимальным диаметром:
- Над рабочей основой – 200 мм.
- Над резцедержателем – 80 мм.
Длина болванки, которая допустима для работы на устройстве, равняется 350 мм в максимальном значении, в то время, как длина обработки в максимальном значении составляет 300 мм. Согласно паспорту, оборудование обладает и другими основными характеристиками:
- высота центров – 10,8 см;
- расстояние между центрами – 35 см;
- передвижение резцедержателя на деление лимба: осевое – 0,5 мм, перпендикулярное – 0,025 мм;
- передвижение резцедержателя на оборот лимба: осевое – 3 см, перпендикулярное – 2 мм;
- количество резьб – 3 метрических;
- угол поворота резцовой каретки – 45°;
- скорость вращения – 130-170 об/мин;
- скорость вращения в обратном направлении – до 700 об/мин;
- сечение прутка – 12 мм;
- общее количество рабочих ступеней – 6;
- конус Морзе – №3;
- механизм блокировки рукоятей – отсутствует;
- устройство остановки главного вала – отсутствует;
- Мощность главного двигателя – 1,1 кВт.
Передняя и задняя бабки
В конструкции рассматриваемой модели передний узел представляет из себя шестиступенчатую коробку скоростей и поддерживает обрабатываемую болванку, передавая ей вращательный элемент. Передний узел устанавливается горизонтально по линии центров посредством пары фиксационных винтов. В конструкции вала переднего узла имеются два упорных подшипника и один радиальный, на которых он установлен.

На вал коробки скоростей от электрического двигателя передается вращательный элемент посредством ременной передачи. В коробке скоростей вращательный элемент передается на вал со статичными зубчатыми колесами и блоком зубчатых колес через вал и зафиксированную шестерню. Блок-шестерня задействуется только при реверсной подаче.
Болванка, которая укрепляется в трехкулачковом патроне или планшайбе, вращается под воздействием главного вала. Если болванка обрабатывается в центрах, то в главный вал монтируется неподвижный центр.
Направление резцедержателя изменяется благодаря специальному устройству, которое установлено в коробке скоростей. Данная операция осуществляется при помощи рукояти, которая перемещает шестерню в правое или левое положение.
Прямое вращение осуществляется, если шестерня находится в левом положении и задействуется блок зубчатых колес. Обратное вращение осуществляется, если шестерня находится в правом положении и задействуется паразитное зубчатое колесо.
Задний узел служит для предотвращения радиального биения поддержанием заднего конца болванки и для обработки отверстий установленным сверлом. Корпус заднего узла передвигается по направляющим основы агрегата. Внутри корпуса располагается пиноль, которая передвигается в продольном направлении при помощи винта и маховика на расстояние до 65 мм. Режущие и сверлильные инструменты вставляются в коническое отверстие, которое имеется в пиноли.
Задний узел имеет следующие конструктивные элементы;
- Основа.
- Корпус.
- Фиксационные винты.
- Пиноль.
- Винт-шпонка.
- Маховик, управляющий перемещениями пиноли.
- Рукояти, фиксирующие положение пиноли и заднего узла.
Коробка подач и гитара сменных шестерней
Гитара сменных зубчатых колес (или передаточный механизм) выполняет функцию передачи элемента вращения от главного вала к коробке подач. Гитара состоит из кронштейна, на котором установлены зубчатые колеса. Гитара характеризуется передаточным отношением i = 24/60 * 40/64 = ¼, которое является постоянным для данной модели, поскольку сменные зубчатые колеса не включены в комплектацию оборудования.
Коробка подач, которая приводится в действие через гитару сменных зубчатых колес, имеет следующие составляющие:
- два вала;
- пять зубчатых колес, имеющих различные параметры;
- блок-шестерня;
- ходовой валик;
- муфта;
- круглая гайка;
- рукоять переключения;
- сливная пробка.
На лицевой стороне коробки расположена рукоять, положение которой определяет параметры резьбы. При повороте рукояти в одно из трех позиций блок-шестерня перемещается по шлицам и зацепляется с другими шестернями.
Другая рукоять, расположенная на панели коробки, осуществляет запуск ходового валика и винта. Учебная модель имеет систему безопасности, которая присуща промышленному оборудованию, не позволяющую осуществлять одновременный запуск ходового валика и винта.
Посредством специальных фитилей масло подается из специального корыта, благодаря чему обеспечивается смазка всех элементов коробки подач.
Устройство фартука
Фартук служит для осевой подачи резцедержателя от ходового винта и валика механическим способом и осевой подачи, осуществляющейся вручную. Вращение маховика, расположенного на вал-шестерне и зацепляющегося с зубчатым колесом, которое расположено на валике реечного зубчатого колеса, осуществляет ручную подачу. Реечная шестерня сцепляется с зубчатой рейкой, которая жестко зафиксирована на станине.
Червяк, который соединен скользящей шпонкой с валиком, отвечает за механическую подачу. Червяк заставляет вращаться червячную шестеренку, откуда элемент вращения передается на реечное зубчатое колесо через кулачковую муфту и шестерни.
Поворотом рукояти производится запуск кулачковой муфты и, следовательно, механической подачи. Другая рукоять, которая соединяет маточную гайку и ходовой винт, при повороте вниз осуществляет механическую подачу.
При нарезке резьбы необходимо вывести из зацепления реечное зубчатое колесо и рейку, что осуществляется оттягиванием рукояти на себя. А при механической подаче и ручной подаче резцедержателя другое реечное зубчатое колесо должно быть зацеплено с зубчатой рейкой, что осуществляется оттягиванием рукояти от себя.
Конструктивными особенностями узла предусмотрена система безопасности, которая предотвращает запуск механической подачи и маточной гайки одновременно.
Важные элементы фартука:
- Четыре зубчатых колеса (червячные и реечные).
- Рукояти управления.
- Маховик.
- Маточная гайка.
- Ходовой валик осевой подачи резцедержателя.
- Вал.
Конструкция суппорта
Суппорт отвечает за установку резцов и их перемещение в процессе работы агрегата и состоит из четырех кареток:
- каретка 1 осуществляет передвижение по направляющим основы агрегата в осевом направлении;
- каретка 2 располагается на первой каретке и перемещается по ее направляющим в перпендикулярном направлении;
- каретка 3 установлена на второй каретке и является поворотной;
- каретка 4 с расположенным на ней приспособлением для установки резцов передвигается по направляющим третьей каретки в осевом направлении.
Направляющие основы кареток и клиньев истираются в процессе работы и между ними возникают зазоры. Из-за их появления снижается точность обработки заготовок, поскольку режущий инструмент начинает вибрировать. Вибрация устраняется регулировкой прижимных планок салазок болтами. Клинья регулируются при помощи болтов, которые располагаются в торцах второй каретки.
Посредством рукояти и болта на четвертой каретке устанавливается механизм фиксации резцов, который отжимается вверх при отворачивании рукояти. Положение механизма устанавливается опорным штифтом. Конструкция резцедержателя позволяет одновременно устанавливать до 4 резцов, которые крепятся болтами.
Видео: токарный станок ТВ-6.
metmastanki.ru
Технические характеристики токарного станка ТВ-6
Профессия «токарь», была популяризирована в конце 70-х и вплоть до 90-го года. А сделать ее популярной помог токарный станок Тв-6 и его предшественник ТВ-4. Теперь агрегат нового поколения, полностью взял на себя функцию обучающего токарного аппарата. На этом аппарате проводится обучение студентов, которые впоследствии станут специалистами в своей области. Данный аппарат имеет, довольно скромный предел выполняемых работ, однако, для выполнения несложных задач, этого достаточно.
Токарный станок 6 6 можно считать одним из самых легких, что позволяет его устанавливать, в большом количестве, на территории одного помещения, подготовленного для токарных работ (в помещениях учебных заведений, мастерских и так далее).
Размеры оборудования и рабочего пространства
Для токарного станка ТВ-6 характерна величина :
- 5 м в длину;
- 5 м в ширину;
- 4 м в высоту;
- вес его составляет до 300 кг.

Такие размеры, оказываются предельно маленькими для такого рода агрегатов, ведь для того, чтобы осуществлялось точение, требуется совокупность механизмов (в том числе и двигатель), которые занимают много места. Рабочее пространство располагается по центру столешницы аппарата и имеет размеры в мм:
- 1100 по длине;
- 470 ширине;
- 110 высоте.
Это то пространство, которое требуется для выполнения любых действий на оборудовании. Над этой рабочей площадью располагается прозрачный защитный кожух, который препятствует от случайного попадания стружки в глаза, а также попаданию посторонних предметов в рабочую область, при этом можно наблюдать за протеканием рабочего процесса.
Что по силам для ТВ-6
Данный токарный инструмент, способен выполнить следующие типы задач:
- торцевание заготовок;
- сверление шайб и стержней;
- отрезка деталей;
- выборка шлицов;
- нарезка резьбы;
- снятие фаски.

Вся работа производится с цилиндрическими и конусными заготовками. В Усовершенствованном варианте, могут проводиться работы по фрезеровке деталей.
Такие операции выполняются с ограничениями по возможностям оборудования. Вот технические характеристики, по которым возможны работы токарного станка ТВ-6:
- самая большая длина заготовки 350 мм, при этом обрабатываемая часть составляет 300 мм, а 50 находятся в закреплении;
- диаметр обрабатываемой детали максимум 200 мм;
- максимальная скорость точения составляет 170 оборотов в минуту.
Токарный станок по металлу ТВ-6
Из чего состоит агрегат
Проточить деталь или выточить новую, довольно сложная работа, которая требует высокой точности. Поэтому для осуществления такого рода функций необходимо применение сложных механизмов, которые приводятся в действие механическим и электрическим путем. Весь агрегат, состоит из нескольких сложных механических и электрических конструкций. Также, как и для агрегата 4-ТВ существует набор элементов токарного механизма ТВ-6.
Вот описание всех присутствующих элементов в токарном станке ТВ-6:
- передняя бабка;
- задняя бабка;
- станина;
- коробка подач;
- суппорт;
- направляющие станины;
- двигатель;
- фартук суппорта;
- поддон.
Детали ТС-ТВ6
Функции передней бабки
Передняя бабка у токарно-винторезного станка ТВ 6, служит для удержания детали, а также для передачи вращательных движений на заготовку. Удержание детали производится путем ее закрепления в головке передней бабки. Также, передняя бабка, которая располагается в левой части станины, содержит в себе шестерни передающие вращательные движения. Эти шестерни необходимы для смены скоростных режимов вращения. Смена скорости производится одним из 3 переключателей, размещенных на лицевой части передней бабки.
Назначение задней бабки
Работает в паре с передней, а размещена она на противоположной стороне, то есть – в правой части станины. Функциональная предназначенность задней бабки такая же, как и передней – удержание и вращение обрабатываемой заготовки. Однако задняя бабка, имеет свойство перемещаться по полозьям и не содержит сложного механизма из шестеренок.
Основная задача задней бабки удержание детали в нужном положении, а именно в вертикальном. В отсутствии этого элемента неизбежна прецессия детали во время вращения. Но для выполнения, таких работ, как сверление отверстий, задняя бабка нужна для подачи изделия на сверло.
Как устроена станина
Как и для других агрегатов, станина для токарного станка 6 6 служит роль несущей конструкции. На станине сосредоточены необходимые элементы механизма. При этом характеристики этой конструкции должны отвечать необходимым требованиям. В данном случае, станина имеет компактные размеры и способна выдерживать до 600 кг веса, при весе самого аппарата 300 кг.
Назначение коробки подач
Функцией коробки подач является переключение скоростей вала и винта. Для этого на панели коробки подач есть два рычага, которые приводят в движение один из элементов – вал или винт. Также, через коробку подач осуществляется смазка всех шестеренок.
Для чего необходим фартук суппорта
Один из основных элементов станка – это фартук суппорта. В его задачу входит подача резца. Сам фартук состоит из лежащего на полозьях элемента, передвижение которого осуществляется по перпендикулярной линии с обрабатываемой деталью. Также, на фартуке расположен суппорт и рычаги управления движением суппорта и фартука. В работе это выглядит так:
- резец подается на деталь рычагами, расположенными на фартуке;
- сам фартук суппорта передвигается влево или вправо, снимая слой металла с вращающейся детали.
Функции суппорта
Для токарно-винторезного станка ТВ 6 суппорт выполняет функцию держателя резцов, а также их подачи по направлению к центру диаметра заготовки или детали. Суппорт, расположенный на фартуке, осуществляет подачу резца на протяжении всего рабочего процесса.
Стоит отметить, что неисправность данного элемента может привести к неточному выполнению точения, что в токарном деле, крайне нежелательно. Для того чтобы суппорт служил долго, все болты на нем должны быть максимально зажаты, это снижает вибрацию и увеличивает срок службы.

Для чего необходимы направляющие станины, поддон и двигатель?
По этим направляющим или полозьям перемещается фартук суппорта и задняя бабка. Полозья имеют характер мощных и ровных рельсов, ровность которых играет роль на качество выполняемой работы. Стоит отметить, что на данном варианте токарного агрегата, направляющие станины не имели случаев неисправности. Их качество рассчитано на долгие годы службы.
Поддон имеет форму столешницы, расположенной на станине, под всеми элементами станка. Служит он для сбора смазочного материала (масла), стекающего из смазываемых механизмов в процессе работы.
Электрический двигатель располагается под поддоном, внизу станины. Он приводит в движение весь механизм, благодаря ременной передаче.
Для точной работы станка необходимо следить за исправностью каждого элемента, своевременно смазывать маслом составные части, содержать агрегат в чистоте. Для безопасной работы необходимо придерживаться правил использования электрического оборудования.
Видео : Модернизированный школьный токарный станок ТВ-6
promzn.ru
Токарный станок ТВ 4 – конструкция и технические характеристики + Видео
1 Токарный станок ТВ 4 – общие сведения, технические возможности и характеристики
Описываемый агрегат начали производить на Ростовском комбинате специального учебного оборудования в 1970-х годах.
Он стал достойной заменой станкам ТВ 2 и ТВ 3, на которых до этого советские школьники и учащиеся политехнических училищ получали азы обработки металлических изделий резанием.
ТВ 4 – универсальный агрегат. На нем можно выполнять многие токарные работы, включая и такие распространенные, как:
- сверление отверстий;
- подрезка торцов;
- нарезание резьб метрического типа;
- проточка поверхностей конической и цилиндрической формы;
- отрезка.

Рекомендуем ознакомиться
Паспорт станка указывает и на другие операции, которые допускается производить на ТВ 4.
Основные характеристики школьного агрегата ТВ 4 следующие:
- максимально возможная длина обтачивания – 30 см;
- максимальный диаметр детали для обработки над суппортом (если быть точным – над его нижней частью) – 12,5 см, над станиной – 20 см;
- шаги нарезаемой метрической резьбы – 1,25; 1 и 0,8 мм;
- интервал между центрами – 35 см;
- отверстие в шпинделе (диаметр) – 1,6 см.

Также паспорт токарной установки содержит информацию о мощности электродвигателя, установленного на нее, которая составляет 0,6 кВт, о пределах подач в продольном направлении (0,12; 0,10 и 0,08 мм), о количестве оборотов шестиступенчатого шпинделя (710, 500, 375, 230, 160 и 120) и о том, что на станке можно обрабатывать прутки сечением до 1,5 мм.
Специалисты, изучив паспорт и инструкцию по эксплуатации рассматриваемого нами агрегата, могут смело сказать, что он представляет собой технически очень эффективный станок, на котором несложно выполнять достаточно-таки серьезные обрабатывающие операции. А его модернизация позволяет в разы повысить техвозможности ТВ 4.
2 Конструктивные узлы станка и их характеристики
Школьный агрегат ТВ 4 располагает далее указанными составными частями:
- Задняя тумба. В ней находится панель для управления электрическим оборудованием, необходимым для стабильной эксплуатации станка. Конструктивно П-образная тумба выполнена с нижними и верхними ребрами жесткости, которые придают оборудованию высокий уровень устойчивости.
- Передняя тумба. Служит вместилищем двигателя приводного типа, размещенного сзади тумбы. Включается данный электрический двигатель (а также выключается) реверсивной кнопкой, находящейся на передней стороне тумбы.
- Станина. Монтируется на описанные тумбы, соединяет воедино все составные части агрегата для выполнения токарных работ, располагает призматическими направляющими (по задней происходит передвижение задней бабки, по передней – каретки). Форма станины – коробчатая, предусмотрено наличие окон. В передней части описываемого узла располагается рейка и ходовой винт.
- КП (коробка подач). Инструкция к станку указывает на то, что КП обеспечивается вращением через механизм шестеренной передачи от коробки скоростей. При помощи рукоятки на крышке КП можно выбирать требуемые подачи и резьбы, которыми располагает школьный станок. Рядом находится и другая рукоятка, необходимая для запуска ходового валика либо винта. Заметим – валик и винт не вращаются одновременно (паспорт станка отдельно оговаривает эту особенность, повышающую уровень безопасности работы на агрегате). Инструкция по эксплуатации ТВ 4, кроме того, обращает внимание на потребность постоянной смазки КП – в ее корыте всегда должно быть немного смазывающего состава (масла). Из корыта смазка подается фитилями на трущиеся и вращающиеся компоненты станка.
- Передняя и задняя бабка. При помощи соединительных изделий (две пары винтов и гаек) передняя бабка монтируется в горизонтальной плоскости по линии станочных центров. Находится она в станине (слева), выполняет функцию сообщения движения (вращательного) и крепления обрабатываемого изделия. Кстати, в описываемом станке коробка скоростей и передняя бабка – это один и тот же узел, внутри которого имеется несколько валов, блок-шестерня, блочные шестерни и шестерни неподвижного типа. Задняя бабка нужна для фиксации используемых при работе приспособлений, а также вращающегося или упорного центра.
- Шпиндель. Этот элемент находится в передней бабке, посредством патрона с тремя кулачками они вращает изделие, которое подвергается резке. Шпиндель имеет две шейки (задняя вращается в подшипнике радиальной конструкции, передняя – в подшипнике упорно-радиального вида).
- Передаточное устройство. Его характеристики стандартны и неизменны (ТВ 4 поставлялся без сменных шестерен, поэтому его передаточное отношение одно – 1 к 4).
- Электрооборудование. Технический паспорт перечисляет все элементы электрического оснащения станка – асинхронный короткозамкнутый двигатель, подключаемый к трехфазной сети, набор плавких вставок, электрощит, трансформатор локального источника света, кнопочная станция, смонтированная на магнитном пускателе, переключатели для запуска электрооборудования и локального освещения.
3 Простейшая модернизация токарно-винторезной установки
Рассматриваемый школьный станок при желании можно сделать более мощным и эффективным в работе. Но, конечно же, в условиях школьных мастерских его модернизация силами учащихся и их преподавателей преследовала совсем иную цель, которая заключалась в повышении безопасности эксплуатации агрегата.

Суть в том, что на ТВ 4 отсутствуют специальные ограждения, выполняющие защитную функцию (на более поздних школьных агрегатах, например, на станке ТВ-6, они уже устанавливались на заводе). Именно такие дополнительные ограждения обычно и делали школьники своими собственными силами. Они брали 4–6-миллиметровое оргстекло, вырезали из него стойку и смотровое окошко. Соединяли эти элементы при помощи 20–30-сантиметровой рояльной петли, располагая окно таким образом, чтобы его вращение было ограниченным в сторону участка выполнения токарных работ. При такой элементарной компоновке нет необходимости делать упоры для фиксации смотрового окошка.
Полученную защитную конструкцию крепили к каретке, используя стандартные кронштейны. Один вставлялся в поперечные салазки, другой – в отверстие от ограждения (естественно, места крепления нужно было просверлить дополнительно). Подобная защита значительно увеличивает безопасность школьников, работающих на ТВ 4. Причем паспорт на станок позволял производить подобные его улучшения.
tutmet.ru
Настольный токарный станок ТВ-9: технические характеристики, паспорт
Станки токарной группы получили широкое распространение в машиностроительной и другой производственной промышленности, основное предназначение заключается в обработке тел вращения, некоторые варианты исполнения из-за внесенных изменений могут использоваться и для проведения иных операций, к примеру, нарезания резьбы или растачивание отверстий. ТВ-9 токарный станок предназначается для проведения всех видов токарных работ и нарезания резьбы. Применение современных технологий при производстве токарного станка ТВ-9 определяет высокую точность проводимых работ, при установке соответствующего режимам резания режущего инструмента оператор может выдерживать заданный параметр шероховатости. Модель применима в среднем и мелкосерийном, штучном производстве, имеет ряд отличительных признаков, о которых далее поговорим подробнее.
 Внешний вид станка
Внешний вид станкаТехнические характеристики
При выборе подобного оборудования первоначально уделяют внимание информации, которая заносится в паспорт.
Скачать паспорт (инструкцию по эксплуатации) станка ТВ-9
Технические характеристики следующие:
- Максимальный диаметральный размер заготовки: над суппортом составляет 100 мм, над станиной 220 мм. Данный момент определяет то, что станок токарно-винторезный ТВ-9 предназначен для точения относительно небольших заготовок.
- В центрах может устанавливаться заготовка длиной 525 мм, в патроне 500 мм.
- Винторезный станок серии ТВ имеет сквозное отверстие в шпинделе с диаметром 18 мм. Оно необходимо в случае, когда заготовка представлена длинным прутом.
- Есть возможность проводить регулировку скорости вращения шпинделя 6-тью передачами. Скорость вращения может устанавливается в пределе от 60 до 1000 об/мин.
- Вращение создает электродвигатель, работающий от стандартной трехфазной сети, мощность его составляет 11 кВт. Кинематическая схема представлена зубчатыми колесами, которые изготавливаются из нержавеющей стали.
- Есть и возможность использовать быструю подачу суппорта, которая имеет показатель в пределе от 0,1 до 0,32 мм/об.
- Настольный токарный станок ТВ-9 имеет вес 230 кг. При этом показатель может изменятся в зависимости от вида устанавливаемой оснастки.
Технические характеристики токарного станка ТВ-9 указывают на то, что он может устанавливаться как в частных мастерских, так и в заводских цехах. Конструкция имеет относительно небольшой вес, что обуславливает возможность установки без особой подготовки основания.
Кинематическая схема станка
Конструктивные особенности
Проводя обзор настольного токарного станка ТВ-9, следует уделить внимание его конструктивным особенностям:
- Основой конструкции является станина.
- Устройство станка классическое, предусматривает наличие передней и задней бабки.
- Для подачи режущего инструмента имеется суппорт.
- Инструкция по эксплуатации предусматривает возможность проведения регулировки станка ТВ-9 для получения необходимой резьбы путем смены элементов гитары.
- На фартуке расположены основные элементы управления суппортом.
- Коробка подачи.
- Электродвигатель расположен в нижней части конструкции и спрятан в корпусе. Электрическая схема предусматривает управление многими параметрами путем переключения тумблеров, электрический шкаф находится в верхней части передней бабки.
- Для защиты мастера во время работы установлен небольшой защитный экран на суппорте, также есть светильник, который должен улучшить условия обработки при плохой освещенности рабочего места.

Электрическая схема станка
Токарный станок ТВ-9 производит Ростовский завод. Данный производитель специализируется на выпуске малогабаритных станков. В сравнении с аналогами ТВ-9 прост в эксплуатации, обладает высокой надежность и ремонтопригодностью.
Виды проводимых работ
Станок токарно винторезный ТВ-9 предназначен для проведения следующих работ:
- Создание цилиндрической и конической поверхности. Установленный лимб позволяет перемещать суппорт с режущим инструментом одновременно в продольном и поперечном направлении, за счет чего и получается коническая поверхность.
- Также при использовании специальной оснастки можно провести и сверление отверстий.
- Отрезание заготовок выполняется при установке отрезного резца и поперечной подаче.
- Инструкция по эксплуатации предусматривает возможность выполнения работы по нарезанию различной резьбы на цилиндрической поверхности. Для этого можно проводить настройки гитары сменных колес, которая спрятана в корпусе передней бабки.
- Подрезка торцов.
Передняя бабка станка ТВ-9
Электросхема станка ТВ-9 определяет присутствие функции быстрой подачи для ускорения процесса обработки. Назначение модели ТВ-9 токарной группы определяет ее широкую универсальность в применении. При этом она позволяет получать детали с высокоточными размерами и показателем шероховатости. Проведенные тесты указывают на то, что при установке резца с алмазной пластиной в качестве режущей кромки при обработке стали 45 показатель шероховатости не более Ra 0,2 мкм. При точении может использоваться система ручных подач, на органов управления которой нанесена измерительная шкала.
Особенности модели ТВ-9
ТВ-9 успешно пошел лабораторные исследования Минобороны РФ, что определяет высококачественную сборку и надлежащую надежность. Охарактеризовать ТВ-9 можно следующим образом:
- Рациональную компоновку.
- Оптимальное, продуманное расположение основных узлов и органов управления.
- Невысокая периодичность обслуживания.
- Надежность всех установленных узлов.
- Применимость при изготовлении высокоточных деталей.
Механика станка ТВ-9
Также можно отметить тот момент, что в опорах шпинделя устанавливаются подшипники радиально-упорной группы. Высокая жесткость всей конструкции с вышеупомянутыми подшипниками обеспечивают гашение вибрационной нагрузки, в результате чего уменьшается степень брака при точении. При создании конструкции ТВ-9 учитывалась возможность его дополнительного оснащения для существенного расширения области применения. Описание производителя указывает на то, что модель можно уверенно использовать для обработки деталей, вес которых достигает 10 килограмм. При этом при установке износостойкого резца и выборе оптимальных режимов обработки исходя из материала заготовки за один проход можно провести снятие 4 мм на диаметр.
Информация о производителе
Ростовский завод был основан в далеком 1956 году. На сегодняшний день он входит в группу промышленных компаний КомТех, которая известна в сфере производства станков на протяжении последних нескольких лет. Продукция данного производителя хорошо известна на территории России и других стран СНГ, появившиеся ТВ-4 и ТВ-6 получили широкое применение и популярность практически сразу после поступления в продажу. Компания при проектировании своего оборудования уделяет особое внимание экономичности и достижению низкого уровня эксплуатационных расходов, что позволяет снизить себестоимость изделий и повысить эффективность труда. ТВ-9 отличается от своих аналогов показателем межцентрового расстояния. При изготовлении его основных узлов используются самые различные металлы. Примером можно назвать применение нержавеющей стали при создании корпуса некоторых агрегатов, чугуна при изготовлении станины. Для снижения показателя износа трущихся элементов они изготавливаются из конструкционной стали с повышенной износоустойчивостью, в область трения подается масло.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Токарный станок ТВ-3 (ТВШ-3)
Токарный станок ТВ 3 представляет собой аппарат, используемый для учебных целей в школьных мастерских. Первый выпуск электроагрегата пришелся на 60-е гг прошлого столетия. С 70-х гг начался выпуск новых моделей ТВ 4, заменивших ТВ 3. Впоследствии были разработаны современные модели станка, обладающие большим функционалом.
Общая характеристика аппарата и его аналогов
Существует несколько модернизированных вариантов школьных винторезных станков. Первая модель станка ТВШ 2 стала родоначальником всей серии токарно-винторезных агрегатов, используемых в школах для обучения навыкам резьбы.
Первый токарный станок ТВШ 2 выпущен в середине XX века. Агрегат обладал тремя подачами и мог выполнять три разновидности резьбы. На смену устаревшей модели пришла модернизированная версия твш 3, которую со временем заменил аппарат ТВ 4. На смену ТВ 4 пришла модель ТВ 6.
В последующие годы была создана усовершенствованная модель станка ТВ 7, отличающаяся от предыдущей устройством коробки скоростей и передней бабки. Переключение скоростей на агрегате осуществляется путем переброски приводного ремня, а также благодаря понижающей коробке с двумя скоростями.
Учебные агрегаты ТВ 7 способны нарезать порядка 6 видов резьбы, а количество подач на них стало равняться 8.
Поскольку скорость вращения шпинделя на токарно-винторезном агрегате ТВ 7 переключается перебрасыванием ремней, то на шпиндельной бабке были удалены две рукоятки.

Шпиндельная бабка станка
Выпущенные позже устройства ТВ 9 и ТВ 11 имели возможность выполнять следующие токарные работы:
- сверление
- нарезание резьбы;
- расточка, проточка поверхностей в форме конуса и цилиндра;
- подрезание торцов;
- отрезка.
Винторезный станок ТВ 11 отличается от других моделей увеличенным параметром расстояния между центрами. Для него он составляет 750 мм. Межцентровое расстояние для агрегата ТВ 9 составляет 525 мм, что заметно превышает указанный показатель у модификации ТВ 7М — 275.
Все выпущенные агрегаты имеют класс точности Н.
Техническая характеристика станка ТВШ 3
В паспорте указано, что ТВШ 3 — токарно-винторезный станок школьный, применяемый для различных токарных операций в школьных мастерских для политехнического обучения. Агрегат предназначается и для холодной резки металлов. Он способен осуществлять целый ряд операций, среди которых:
- отрезка;
- сверление;
- расточка с проточкой поверхностей в виде конуса и цилиндра;
- нарезка метрической резьбы;
- подрезание торцов.

Сверление на токарном станке
Токарный станок ТВШ 3 обладает техническими характеристиками:
- вес электроагрегата — 280 кг;
- параметры по длине, ширине и высоте — 143*47*101 см;
- высота центров — 10 см;
- расстояние между центрами — 35 см;
- диаметр патрона — 10 см;
- максимальный диаметр прутка — 14 мм;
- максимальная длина обтачивания — 35 см;
- максимальный диаметр заточки над нижней поверхностью суппорта — 9 см;
- количество ступеней частот шпиндельного вращения — 6;
- диаметр шпиндельного отверстия — 1,5 см;
- частота шпиндельного вращения — 119-709 оборотов/мин;
- максимальное продольное передвижение суппорта — 30 см;
- поперечное передвижение суппорта — 10 см;
- максимальное передвижение салазок — 50 мм;
- количество ступеней продольных суппортных подач — 3;
- число видов метрической резьбы — 3;
- максимальное перемещение пиноли — 6,5 см.

Пиноль на токарный станок
Данный школьный электроагрегат оснащен электрическим двигателем трехфазного типа. Его мощность составляет 0,6 кВт.
Особенность конструкции аппарата в том, что в нем отсутствуют следующие элементы и функции:
- отсутствует торможение шпинделя;
- не предусмотрено блокирование рукояток;
- отсутствует лимб;
- нет продольного передвижения суппорта на деление лимба.
Устройство агрегата
Токарно-винторезный аппарат ТВШ 3 состоит из элементов:
- станины;
- электрического оборудования;
- коробки подач;
- защитного кожуха;
- двух бабок;
- фартука;
- суппорта;
- тумб;
- передаточного устройства;
- защитного экрана.
Станина закрепляет и соединяет все другие элементы аппарата. Она представляет собой коробку, оснащенную окнами. В ее состав входят две направляющие. Передняя направляющая осуществляет перемещение каретки, задняя — передвигает заднюю бабку.
Станина фиксируется на двух тумбах. Спереди устройства располагаются ходовой винт с рейкой.
В ТВШ 3 передняя бабка выполняет функции коробки скоростей. Ее назначение заключается в поддержании обрабатываемого изделия и сообщения ему вращательного движения. Электрический двигатель посредством клиноременной передачи сообщает вращение шкиву, который располагается на валу коробки скоростей.
Передаточный механизм электроагрегата состоит из следующих частей:
- кронштейна;
- валика;
- шестерен.
Одна из шестерен цепляется с шестерней валика коробки подач, а другая — с шестерней передней бабки. Вращение передается от шпинделя коробки скоростей к коробке подач. При смене шестерен передаточного устройства станка можно изменять шаг резьбы.
Коробка подач аппарата получает движение от передней бабки посредством шестерен передаточного устройства. Коробка подач позволяет делать метрическую резьбу с шаговыми показателями 0,6, 0,8, 1 мм.
Остальные устройства электроагрегата предназначены:
- суппорт — для передвижения и фиксации резца;
- фартук — для осуществления продольной суппортной подачи;
- задняя бабка — для фиксации противоположного конца обрабатываемого изделия.
Видео по теме: Модернизация ТВШ 3
promzn.ru