Станок для гибки полосы – Трубогибы для гибки полосы
alexxlab | 14.08.2020 | 0 | Вопросы и ответы
Как согнуть металлическую полосу без потери прочности
При работе с металлом часто приходится иметь дело с изготовлением изделий из стальной полосы — скоб, хомутов, кронштейнов. Но как согнуть металлическую полосу без потери прочности и добиться необходимой точности конфигурации знают не все. Тем не менее, это достаточно простая операция, которая не требует инструментов особой сложности. Только в случае гибки полосы на ребро необходимо довольно сложное приспособление, которое самому изготовить непросто.
Гибка полосы под углом (60, 90, 1200…) в сторону плоскости производится на обычных слесарных тисках, если требуется изготовить единичное изделие или несколько штук. В случае мелкосерийного производства понадобится станок для гибки металлической полосы. При необходимости его можно сделать своими руками.
Гибка полосы при помощи тисков
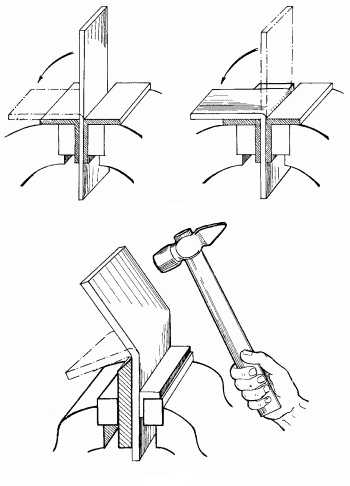
Сначала рассмотрим вариант гибки на слесарных тисках под углом 900. Для этого необходим брусок квадратного сечения из стали. 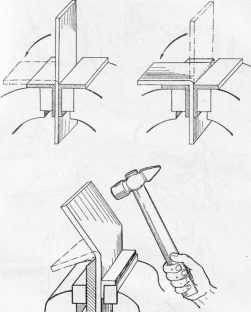 Зажимаем полосу вместе с бруском таким образом, чтобы брусок находился со стороны неподвижной губки тисков и выступал над верхней кромкой на 1-2 см.
Зажимаем полосу вместе с бруском таким образом, чтобы брусок находился со стороны неподвижной губки тисков и выступал над верхней кромкой на 1-2 см.
После того, как такой «сэндвич» будет крепко зажат, берем обычный молоток и легкими ударами загибаем полосу в сторону бруска. Если требуется, чтобы поверхность загиба не имела повреждений от ударов, то нужно использовать медную или латунную прокладку, по которой будем наносить удары молотком, а уже от нее усилие будет передаваться на полосу.
Таким образом можно согнуть полосу под любым углом, важно только подобрать опорный брусок с нужным углом среза. Без такой твердой опоры добиться нужного угла будет очень трудно.
Похожие операции производятся и при изготовлении хомутов, только в этом случае в роли матрицы используем толстостенную трубу или пруток нужного диаметра. Как и в случае с прямоугольной гибкой, удары молотком наносятся в сторону неподвижной губки тисков. Такая гибка полосы — процесс медленный и требует аккуратности.
Гибка полосы в кольцо
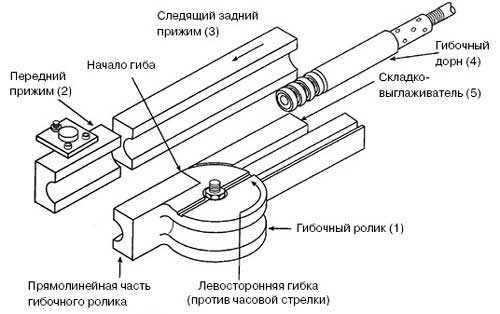
Более сложная операция — гибка полосы на кольцо. Здесь необходим небольшой и несложный в изготовлении станок, например, как показанный на видео . Он состоит из опорной плиты на которой закреплены три ролика — два опорных и один приводной, на рукоятке длиной 30-40 мм. Приводной ролик может перемещаться вдоль горизонтальной оси и прижимать полосу к опорным. Один из опорных роликов должен иметь возможность сдвигаться перпендикулярно направлению прижима. Таким образом регулируется диаметр получаемого кольца.
Полоса помещается между роликов и прижимается с помощью винтового механизма. При вращении приводного ролика полоса начинает двигаться между ним и опорными и загибаться в сторону привода. После полного прохода полосы получается практически идеальное кольцо. Если сделать рукоятку телескопической, чтобы можно были сделать длиннее плечо, то можно выполнять гибку на кольцо полосы практически любой толщины без особых физических усилий.
Такой самодельный станок для гибки полосы практически ничем не отличается от заводского. При правильном выборе металла для роликов и прижимного устройства, мелкосерийное производство, например для изготовления декоративных оград, ворот или каркасов козырьков и навесов, возможно даже в домашнем гараже, не говоря уже о слесарной мастерской.
Гибка полосы на ребро
Сложнее сделать станок для гибки на ребро. При изготовлении металлического декора такая операция требуется довольно часто. Принцип действия такого приспособления похож на описанный выше, но гибка стальной полосы на ребро требует значительно больших усилий, поэтому прижимной ролик не вращается , а движется на рычаге возвратно-поступательно. Кроме того, на линии подачи полосы необходимо установить прижимное устройство, чтобы полоса удерживалась в нужном положении. Этим приспособлением может служить обычная прижимная колодка на болтах или шпильках с прорезью, сквозь которую и будет проходить полоса.
Если гибка производится часто на полосах различной ширины, то нужно сделать несколько колодок с прорезями, соответствующими тому калибру, который обрабатывается. Но самодельный инструмент, при всей своей привлекательности и дешевизне, все же уступает промышленному, функционал которого значительно выше.
Ручной инструмент производится в виде универсальных приспособлений, в которых только меняются насадки и рычаги, или в виде целых наборов, где каждый механизм выполняет только одну, максимум две функции. 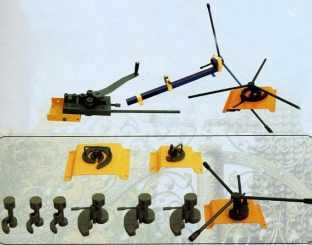 Примером такого комплекта может служить «Холодная ковка» промышленного изготовления.
Примером такого комплекта может служить «Холодная ковка» промышленного изготовления.
Инструменты для гибки металлической полосы промышленного изготовления имеют перед самодельными то преимущество, что сделаны они из специальных марок стали и при гибке заготовок достаточно большой толщины не будут деформироваться. Они легко настраиваются на необходимые размеры и не требуют изготовления новых оправок и матриц каждый раз, когда необходимо изменить диаметр или угол загиба.
При этом их стоимость не слишком высока даже для домашнего мастера. Поиск необходимых деталей для самодельного станка, сборка, подгонка и настройка будет стоить не намного меньше, даже в случае надлежащей слесарной квалификации. Если не покупать самые дешевые инструменты, то работать станки для гибки будут на протяжении десятилетий.
wikimetall.ru
Гибочная машина с бюджетом 700 руб – своими руками | ImhoDom.Ru
Прежде чем приступить к разнообразным запланированным на этот сезон работам по металлу, я решил сделать себе самодельный гибочный станок (станок для гибки профиля, полосы, арматуры, рихтования уголков), потому как успешный исход этого предприятия определит работу над следующими проектами. Т.е. без гибочной машины — это один разговор, с работающей гибочной машиной — другой.
Гибочный станок должен быть в меру универсальным. Т.е. мне не подходит простейший станок для гибки хомутов, потому как он однозадачный. У меня в планах не только гибка полос под любым углом, но и гибка дуг и при возможности гибка труб прямоугольного сечения.
Образец для подражания, выбранный мною, рисунок вверху статьи http://www.kovka-stanki.ru/tools/3/196/
Но у меня нет на это ни 44 000 руб, ни даже 15 000, за которые можно купить что-то что теоретически меня тоже устроит.
Зато я увидел домкрат за 450 р с усилием в 2 тонны. Тут и начал в голове складываться паззл.
Поняв принцип работы вышеуказанного пресса я вычленил оттуда только составляющие для гибки углов, оставив на время за бортом прокатку профилей (этот апгрейт оставлю на потом).
Познакомившись с домкратом поближе я понял, что он работает только в вертикальном положении, т.е. мои планы сделать горизонтальный станок не сбываются (в горизоантальном там масло не туда течет походу). Это накладывает большие ограничения на характер выполняемых на станке работ. Скажем, мне будет недоступна гибка длинных деталей. Либо придется ставить станок на какую-то высокую станину, чтобы загибаемым крыльям деталей было куда опускаться.
Чертим в доступной мне программе схему станка.


Пуансон в сборе. Примерка.

На этом этапе я допустил одну из многих ошибок этого пионерского проекта. Нужно было сварить сперва весь корпус, и только потом вваривать в него наполнение. Я же стал варить составляющие поочереди, отчего в дальнейшем при установке “крыши домика” на базу, пришлось упорно подгонять геометрию, чтобы все было четко.
Ну, начнем-с. Сварка первых деталей.

Основные блоки готовы.


Пуансон в сборе смонтирован на домкрат.

Система крепления за счет насадки пуансона с лапками на пластину, наваренную на домкрат.


Теперь, когда пуансон сварен, можно приниматься за раму.
Тут очередная ошибка проектирования. Я не учел наличие рычага у домкрата и не предусмотрел для этого более длинный вылет основания в соответствующую сторону, сделав базу симметричной и короткой.
Теперь придется прикрепить станок на брусок из дерева. Можно конечно доварить слева кусок швеллера, но станок и так получился не легким, незачем его утежелять. Деревянный брусок неплохо справится с этой задачей.
Т-образная рама. Высота 400 мм. Ширина базы 246 мм (ошибочно)


Для четкого позиционирования домкрата на станине (он съемный, мало ли еще где пригодится) навариваю упоры. Слева упор в виде полосы, т.к. там клапан обратного хода домкрата, к которому постоянно нужен доступ.

Правый упор требует доработки. Здесь доварю полосу, препятствующую наклону домкрата в сторону рычага при работе.

Гаражные пели навариваю на уголки 25 мм.
В дальнейшем планирую сверху наварить еще по уголку и стянуть их сзади для пущей надежности.


Но т.к. хотелось быстрее опробовать машину в действии, я пока остановился на этом виде.

Успешно согнул полосу 20 мм, и начал гнуть трубу 20 мм, но сдрейфил, т.к. не уверен в том, что сломается в этом случае быстрее станок или домкрат.


С гибкой полос в четкий прямой угол вышля неувязка. Я рассчитал, что расставленные на расстоянии 100 мм катки будут универсальны для материала разного сечения. Но в тоже время так широкорасставленные катки не обеспечивают точного прижима в нужной точке, для гибки полосы в прямой угол.
Итого по бюджету 650 р. + немного материалов по сути из того, что было на даче + несколько электродов.
Ну пусть 700 р. против 7000 — 15000 — 44000 р.
Неделя времени на проектирование и ленивое изготовление бесценно не в счет.
Из доработок, которые планируются:
– Устойчивость станины
– Наварка доп. усиления для катков
– Наварка доп. упора для домкрата
– Доп. упоры для гибки более четких углов.
– Чистовая зачистка всех сварных швов и покраска.
print-design.livejournal.com
www.imhodom.ruГибочная машина своими руками.: print_design
Очередная серия проекта “Made of metall” (по соответствующему тегу другие серии).
Народ, вижу, заходите сюда в частности по поисковым запросам касательно гибочных станков.
Кто-то даже много просмотривает и вчитывается.
Черканули бы хоть строчку, хоть отклик.
Прежде чем приступить к разнообразным запланированным на этот сезон работам по металлу, я решил сделать себе самодельный гибочный станок (станок для гибки профиля, полосы, арматуры, рихтования уголков), потому как успешный исход этого предприятия определит работу над следующими проектами. Т.е. без гибочной машины — это один разговор, с работающей гибочной машиной — другой.
Гибочный станок должен быть в меру универсальным. Т.е. мне не подходит простейший станок для гибки хомутов, потому как он однозадачный. У меня в планах не только гибка полос под любым углом, но и гибка дуг и при возможности гибка труб прямоугольного сечения.
Образец для подражания, выбранный мною, вот такой:
Но у меня нет на это ни 44 000 руб, ни даже 15 000, за которые можно купить что-то что теоретически меня тоже устроит.
Зато я увидел в “Метро” домкрат за 450 р с усилием в 2 тонны. Тут и начал в голове складываться паззл.
Поняв принцип работы вышеуказанного пресса я вычленил оттуда только составляющие для гибки углов, оставив на время за бортом прокатку профилей (этот апгрейт оставлю на потом).
Познакомившись с домкратом поближе я понял, что он работает только в вертикальном положении, т.е. мои планы сделать горизонтальный станок не сбываются (в горизоантальном там масло не туда течет походу). Это накладывает большие ограничения на характер выполняемых на станке работ. Скажем, мне будет недоступна гибка длинных деталей. Либо придется ставить станок на какую-то высокую станину, чтобы загибаемым крыльям деталей было куда опускаться.
Чертим в доступной мне программе схему станка.


Пуансон в сборе. Примерка.

На этом этапе я допустил одну из многих ошибок этого пионерского проекта. Нужно было сварить сперва весь корпус, и только потом вваривать в него наполнение. Я же стал варить составляющие поочереди, отчего в дальнейшем при установке “крыши домика” на базу, пришлось упорно подгонять геометрию, чтобы все было четко.
Ну, начнем-с. Сварка первых деталей.

Основные блоки готовы.


Пуансон в сборе смонтирован на домкрат.

Система крепления за счет насадки пуансона с лапками на пластину, наваренную на домкрат.


Теперь, когда пуансон сварен, можно приниматься за раму.
Тут очередная ошибка проектирования. Я не учел наличие рычага у домкрата и не предусмотрел для этого более длинный вылет основания в соответствующую сторону, сделав базу симметричной и короткой.
Теперь придется прикрепить станок на брусок из дерева. Можно конечно доварить слева кусок швеллера, но станок и так получился не легким, незачем его утежелять. Деревянный брусок неплохо справится с этой задачей.
Т-образная рама. Высота 400 мм. Ширина базы 246 мм (ошибочно)


Для четкого позиционирования домкрата на станине (он съемный, мало ли еще где пригодится) навариваю упоры. Слева упор в виде полосы, т.к. там клапан обратного хода домкрата, к которому постоянно нужен доступ.

Правый упор требует доработки. Здесь доварю полосу, препятствующую наклону домкрата в сторону рычага при работе.
Гаражные пели навариваю на уголки 25 мм.
В дальнейшем планирую сверху наварить еще по уголку и стянуть их сзади для пущей надежности.


Но т.к. хотелось быстрее опробовать машину в действии, я пока остановился на этом виде.

Успешно согнул полосу 20 мм, и начал гнуть трубу 20 мм, но сдрейфил, т.к. не уверен в том, что сломается в этом случае быстрее станок или домкрат.


С гибкой полос в четкий прямой угол вышля неувязка. Я рассчитал, что расставленные на расстоянии 100 мм катки будут универсальны для материала разного сечения. Но в тоже время так широкорасставленные катки не обеспечивают точного прижима в нужной точке, для гибки полосы в прямой угол.
Планирую просверлить два отверстия ближе к оси приложения силы (белая полоса вдоль рамы) и вставить туда два болта или куски арматуры. Это будут вынимаемые элементы исключительно под свои нужды. Под гнутие дуги они не понадобятся.
Итого по бюджету 650 р. + немного материалов по сути из того, что было на даче + несколько электродов.
Ну пусть 700 р. против 7000 — 15000 — 44000 р.
Неделя времени на проектирование и ленивое изготовление бесценно не в счет.
Из доработок, которые планируются:
– Устойчивость станины
– Наварка доп. усиления для катков
– Наварка доп. упора для домкрата
– Доп. упоры для гибки более четких углов.
– Чистовая зачистка всех сварных швов и покраска.
Вопросы?
print-design.livejournal.com
Гибка полосового металла
Главная страница » Металлообработка – гибка металлаНа нашем сайте продолжается серия статей, посвящённая обработке металла. О том, как листы и рулоны из состояния поставки распускаются на полосы (штрипсы), мы рассказывали в статье «Линии продольной резки металла».
Гибка металла производится на специализированном оборудовании или вручную. Как это происходит на импортном оборудовании, мы рассказывали на примере продукции итальянского станкостроительного концерна «WARCOM». Об использовании для этих целей отечественных листогибов мы рассказывали в статье о Липецком листогибочном заводе.
Сегодня расскажем о ручной гибке полосового металла.
Ручная гибка полосового металла
Ручная обработка металлических полос – это трудоёмкая операция, в большинстве случаев требующая специальной подготовки рабочего и соответствующего инструмента. Эту операцию выполняет слесарь на специально оборудованном рабочем месте:
- слесарный верстак, оснащённый соответствующими тисками;
- набор слесарного инструмента.
Рассмотрим несколько несложных операций с полосовым металлом.
Гибка под прямым углом
Полосовую сталь будем гнуть в слесарных тисках. Заготовку устанавливаем (зажимаем) в тиски.
Гибка в тисках.
Выполняем это таким образом, чтобы сторона с риской места гиба была обращена к неподвижной губке тисков (от рабочего). При этом риска должна быть выше губки тисков примерно на 0,5 мм. Удары молотком следует наносить в направлении неподвижной губки тисков. Во избежание получения травмы (в случае отпружинивания заготовки), слесарь, при выполнении этой операции, не должен располагаться на траектории движения молотка.
Гибка под острым углом
В этом случае используется оправка, имеющая требуемый угол. Она устанавливается в тиски вместе с заготовкой, как указано на рисунке (высокой стороной к заготовке). Заготовка деформируется ударами молотка до касания скоса оправки.
Изготовление скоб и хомутов
Для изготовление скобы следует применить брусок-оправу, толщина которого будет ровна проёму скобы. Далее, следует закрепить в тисках, как указано на рисунке, полосу с оправкой и изогнуть сначала одну сторону, а потом – другую.
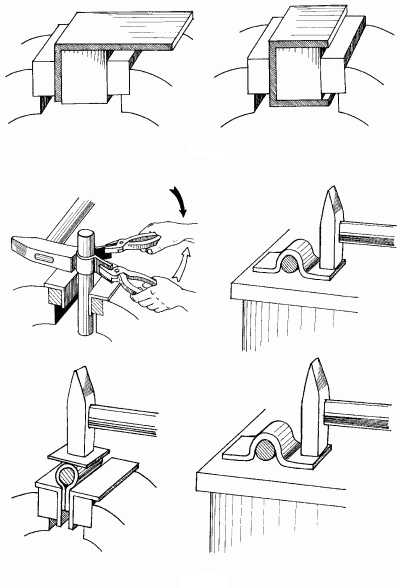
Изготовление скоб и хомутов.
Для изготовления хомута следует оправу закрепить в тисках и на ней изогнуть полосу (смотри рисунок). Затем, отогнуть концы хомута, оснастку освободить из тисков и на столе верстака придать молотком детали окончательную форму.
Удары молотком не следует наносить по самому хомуту, чтобы не оставить на нем царапины, забои и вмятины. Их следует осуществлять через медную пластинку небольшой толщины, т. к. она хорошо перераспределит усилие удара.
Гибочное соединение
Полосовую гибку широко применяют при гибочных соединениях деталей. Соединение может быть полностью гибочным, как показано на рисунке. Здесь крепежное усилие создается изгибом одной детали (часто деформируются все соединяемые детали).
В целом ряде случаев, полосовая гибка играет вспомогательную роль. Она может, например, усиливать резьбовое соединение.
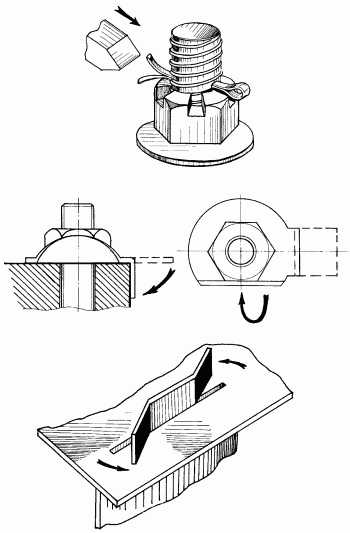
Примеры гибочных соединений.
На рисунке примеры полосовой гибки и усиления резьбового соединения гайка-болт: шплинт и стопорная шайба.
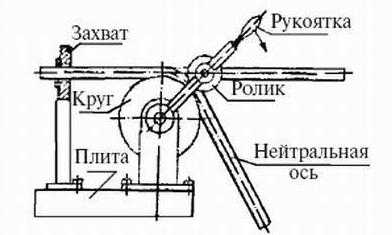
Гибка на ребро
Операция выполняется на роликовом станке, изображённом на рисунке.
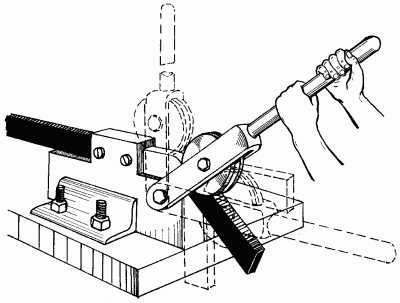
Гибка стальной полосы «на ребро».
Следует учитывать две особенности этого станка:
- верхняя направляющая бруска основания должна иметь паз, точно соответствующий размеру деформируемой металлической полосы;
- рабочий ролик и верхнюю часть полосы необходимо смазывать консистентной смазкой.
Таковы основные несложные приёмы ручной гибки полосового металла.
По указанным здесь адресам вы можете выбрать и приобрести станок для гибки металла.
ipmet.ru
Оборудование для художественной гибки металла – какое оно бывает? + Видео
Чтобы получить красивую декоративную решетку на окно, либо для ограды или балюстрады балкона, необходимо оборудование для холодной художественной гибки металла. Давайте разберемся, что это за приспособления.
1 Для чего нужно гнуть металлопрокат, и как это лучше делать?
Для изготовления кронштейнов козырьков над окнами и дверьми, а также для навешивания настенных фонарей и камер видеонаблюдения зачастую используются фигурные элементы из стальных полос, а также из прутка или арматуры. Такие детали можно заказать в кузнице или на предприятии, где установлены станки для гибки проката. Либо, как вариант, можно сделать механический инструмент для изготовления металлических орнаментальных элементов своими руками.

Фигурные элементы из прутка
Рекомендуем ознакомиться
Также немаловажно знать принцип действия автоматических приспособлений, которые можно приобрести для наладки массового выпуска фигурных деталей.
Разнообразие художественных элементов невелико, однако для каждого варианта требуется отдельная операция. Различают такие форм-факторы, как полоса или пруток со спиральным изгибом, пруток с кручением вокруг продольной оси, элемент с изгибом по определенному радиусу (до кольца) или волной, а также под углом. Также для придания конструкциям объема нередко используется гибка по большому радиусу. Универсальных аппаратов легкого класса с малой и средней производительностью очень мало, чаще встречаются модели, совмещающие комплекс для 2-3 типов гибки.
2 Автоматические станки для декоративного изгиба
Оборудование для получения декоративных форм из стальной полосы, прутка или арматуры (а также из труб) бывает механическое, основанное на работе маховика, электромеханическое, гидравлическое и пневматическое. Первым у нас будет станок для простейшей операции – вальцевания металла. Да, именно на этой технологии основан метод получения изгиба малого радиуса, то есть для дуги используются 3 валика. Однако отечественный станок “Д 2 С” отличается многофункциональностью, то есть можно своими руками установить насадку и для навивки “улитки”.
Данное оборудование считается довольно простым, поскольку не нуждается во включении в производственную линию. В качестве насадки вместо ведущего, горизонтально ориентированного вала, используется специальный шаблон, который вставляется в патрон на шпинделе. Заготовка вставляется в зажим, после чего станок проворачивает вал на необходимый угол, который задается простейшим программированием на пульте. Максимальный диаметр изделия не может превышать 20 миллиметров.

Автоматическое оборудование для вальцевания металла
Для получения многовитковых улиток может быть сделано несколько поворотов шпинделя с поэтапной заменой насадок, либо с использованием сборного секционного шаблона. Похоже работает и станок для холодной художественной гибки металла “Декор 1”, который имеет горизонтальную рабочую поверхность с расположенными на ней вертикальными шпинделями. В ведущий патрон могут быть вставлены валки различного диаметра или специальные шаблоны “улитки”. Оборудование снабжено пультом ЧПУ. Оба устройства запускаются автоматически и вручную. Следующий станок можно назвать бюджетным их вариантом.
Аппарат для холодной ковки “Ажур 1М” предназначен для пуска и остановки шпинделя своими руками. Мощностью в 3 кВт и имеющий небольшие размеры (менее метра по любой из сторон и 1,2 метра в высоту), этот агрегат может быть установлен даже в домашней мастерской. Производительность – от 400 деталей типа “лапка”, “улитка” и “волюта”, “корзинка” и “торсион” на дополняющих модулях.

Аппарат для холодной ковки «Ажур 1М»
Выпускаются и зарубежные образцы подобного оборудования. В частности, UNV3 предназначен для завивки заготовок в “улитки” и “волюты”, а также для продольного скручивания прутка с квадратным сечением. Предусмотрено и изготовление “корзинки”. Однако оборудование с ЧПУ требует работы исключительно обученного оператора, поскольку, в противном случае, придется использовать ручной пуск станка, из-за чего большинство функций дорогого оборудования не будут задействованы.
То же самое можно сказать и про менее универсальный вариант V2-16 мощностью 1,5 кВт, который выполняет только операции по завивке “торсиона”, изготовлению “корзинок” и производству “улиток”. Оба агрегата при наличии цифрового пульта управления работают от педального пуска. Следует принять во внимание, что, независимо от используемого типа станка, материал должен обладать должной степенью вязкости и пластичности. Следовательно, высокоуглеродистые стали со значительной упругостью для этой цели не подходят.
3 Ручное производство декоративных металлических элементов
Помимо автоматических агрегатов сегодня в огромном количестве выпускается механический инструмент для фигурной деформации металлических полос и прутков с арматурой. Практически любое приспособление такого рода основано на вращении или повороте ворота, а также на рычажно-цепной передаче. Причем можно использовать как отдельные механические устройства, так и комплекс из нескольких узлов, соединенных на одной станине, разница между ними будет только в стоимости, производительность же абсолютно одинакова.
Давайте рассмотрим последовательно каждый инструмент для изготовления того или иного декоративного элемента из металла. Самое простое решение – вращение ворота вручную, то есть без использования различных передач, облегчающих мускульное усилие. Как правило, здесь можно упростить задачу только за счет предельно возможной длины плеча рычага. Например, элементарное устройство: стенд, на котором жестко закреплен упор для заготовки, а на некотором расстоянии от него – вращающийся вал, вокруг которого будет загибаться пруток, труба или полоса металла.

Инструмент для изготовления декоративных металлических элементов
Под рабочей поверхностью к оси вала прикреплен свободно двигающийся рычаг, имеющий дополнительную вертикальную ось на плече, выведенную над стендом через дугообразную прорезь. На ось надет второй вал, который будет прикатывать заготовку к первому. Такой инструмент дает возможность легко изготовить своими руками “волюту”. Для закрутки “торсиона” на длинном массивном основании устанавливаются 2 станины, жестко закрепленная – на конце, и подвижная – на середине. Сквозь зафиксированную станину пропущен вал, на котором установлен ворот и имеется плашка с зажимами, обращенная вдоль основания к противоположному его концу. В свободно двигающейся консоли сделана проушина с болтовыми зажимами, куда жестко фиксируется заготовка.
Второй конец стержня с квадратным сечением зажимается в плашке. Далее вращением ворота придается нужное количество витков завиваемой по продольной оси детали. Этот же инструмент позволяет сделать своими руками корзинку из нескольких прутков. Вот еще один инструмент для механической художественной гибки металла. В центре рабочей поверхности приспособления имеется ось, на которую надевается сборный шаблон для улитки. Секции насадки имеют скошенные торцы для прочного стыка, а также удобные крепежи с небольшими отверстиями под пальцевое соединение. Когда дугообразные детали шаблона смыкаются в рабочее положение, получается ровная, плавно изгибающаяся спиралевидная конструкция.

Станок для механической художественной гибки металла
По центру, над зажимным пазом для заготовки, имеется бобышка ворота, в которую вкручиваются рукоятки рычагов. С небольшим отступом от надетой на ось насадки имеется длинная широкая прорезь, ориентированная от центра. В ней на пружине движется вал, который нужен для упора заготовки к шаблону при вращении ворота. И, наконец, последний инструмент, который можно приобрести для ручной гибки арматуры. Называется он очень похоже на операцию, которую выполняет, а именно – гнутик. Состоит из трех квадратных профилей, расположенных вплотную, два крайние из которых жестко закреплены на верстаке или станине.
Центральный движется продольно между крайними посредством поворота рычага (реечная передача). На неподвижных основаниях установлены ведомые валы прокатного стана, на центральном – ведущий, с воротом. Напротив него ближе к станине имеется место под сменный клин с заданным углом для углового загиба полос с упором на валы. Для получения дуги заготовка ставится между ведомыми и ведущим валами, поворотом рычага она гнется до нужного радиуса, далее вращается рукоятка для сообщения нужного изгиба всей заготовке.
4 Как самостоятельно изготовить устройство для гибки прутков и профилей?
Описанное оборудование несложно сделать самостоятельно, но гораздо эффективнее работать с электромеханическим станком. Поэтому, помимо ворота, вышеупомянутый инструмент можно своими руками снабдить цепной передачей на ось ведущего шпинделя от электромотора.
Однако наиболее эффективным будет решение с зажимным патроном от токарного станка, в бабках которого можно закрепить заготовку любой формы. Для этой цели можно задействовать остойчивый верстак, фиксируя на нем при необходимости подвижную консоль с проушиной под кручение “торсиона” или упор для наматывания спиральной улитки на закрепленную в патроне насадку.
Для изготовления колец своими руками, упомянутую ранее консоль с проушиной, которая располагается точно по центру патрона, можно отодвинуть на некоторое расстояние. Затем зажать бабками вал нужного диаметра (для удобства на его торцах могут быть более тонкие выступы под проушину и зажим). Также на валу устанавливается петля или иной зацеп для заготовки, которая затем, после включения электромотора и начала вращения шпинделя, начинает закручиваться пружиной вокруг шаблона. Желательно также своими руками сделать упор для прутка сбоку от оси вала. После снятия заготовку остается разрезать вдоль для получения колец по количеству витков.
tutmet.ru
станки для гибки листового металла
Гибка металла – это метод изменения формы заготовки. Такое изменение выполняют без какой-либо выборки материала, а именно резания или электросварки.
 Гибка металла
Гибка металлаТребуемый результат получают за счет использования деформирования металла. При гибке сжимают внутренний слой материала и растягивают наружный. Чем-то операция гибки сродни правке, применение которой устраняет дефекты – выпуклости и волнистости.
Разновидности и конструкция гибочных станков
Гибку листового металла производят на специализированном оборудовании – листогибах. По принципу действия, станки для гибки металла, можно условно разделить на несколько видов:

Универсальный гибочный станок
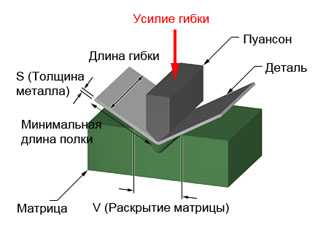
Универсальный. При работе этого станка, лист укладывают в закрепленную матрицу и при содействии пуансона ему придают требуемую форму. Пуансоны выполняют в нескольких исполнения, которые отличаются друг от друга формой и размерами, например, углом. На матрице, как правило, выполняют паз в форме угла.
Универсальные прессы легко перенастраиваются и способны решить множество технологических задач.
Поворотный. Этот станок состоит из траверсы, так называют гибочную балку, гибочной балки и заднего упора. Прижимная балка необходима для фиксации листа металла к станине. Сгибание листа осуществляет гибочная балка. По сути, она и есть главный рабочий элемент этого станка.

- Ротационный гибочный станок
- Поворотно-гибочный станок
Ротационный. В конструкцию такого оборудования может входить несколько валов (валков). Они вращаются вокруг своей оси. Кроме того рабочие валки могут перемещаться в вертикальной плоскости. Лист металла помещают в пространство между валами и перемещая их по вертикали регулируют будущий радиус гибки. После того, как лист пройдет между вращающимися валами он получит требуемую форму.
Станок для гибки металла может работать от мускульной силы человека, гидравлического, пневматического, электрического (электромеханического) или механического привода.
- Фальцегибочный станок

- Фальцепрокатный станок

Для работы с металлом небольшой толщины применяют фальцегибочные или фальцепрокатные станки. Их широко применяют при работе с кровельным листом, создании вентиляционных коробов и пр.
Виды гибочных станков
Для получения полной картины работы листогибочного станка необходимо понимать, как оно устроено. В состав этого оборудования входят такие узлы, как стол, на котором размещают заготовки. Заготовка будет перемещаться по его поверхности в заданном направлении. Кроме этого, на столе может быть установлен резак, отсекающий готовые детали от листа исходного материала. В качестве резака может быть использован роликовый нож или сабельная гильотина.

Гибочный станок
В состав гибочных станков входит угломер. Его применяют при установке угла, под которым должен быть изогнут лист. Кроме этого узла, не последнюю роль играют ограничители, регулирующие предельную высоту получаемого изделия.
Рабочая длина гибки и предельная толщина металла у каждого типа станка строго индивидуальна.
На практике применяют следующие типы гибочных станков.

Ручное оборудование для гибки металла
Ручное оборудование обладает небольшими габаритами, может быть легко перевезено из одного места в другое. Его применяют на единичном производстве. На ручных станках выполняют работы по получению деталей, выполненных из разных материалов, например, алюминия, меди, оцинкованной стали. Работа на таком станке не требует какой-либо специальной подготовки.

Электромеханическое оборудование для гибки металла
Механическое оборудование использует в своей работе энергию маховика, специально для этого раскручиваемый. Станки с электромеханическим приводом работают за счет приводной станции, которые включают в свой состав электрический двигатель, редуктор, ремни или цепи. Гидравлические агрегаты работают от энергии получаемой от гидравлического цилиндра.

Гидравлические листогиб
Кстати, для бережного гиба листов, особенно тех, на которые нанесено покрытие, применяют листогибы, применяющие сжатый воздух.
Существуют и такие устройства, как электромагнитные. Их довольно часто применяют при изготовлении ящиков и коробов. Рабочим инструментом в таком оборудовании являются мощные электромагниты, под воздействием которых происходит гибка листа.
Отдельный класс гибочного оборудование – носимые (мобильные), как правило, их применяют непосредственно на рабочем месте, например, на стройплощадке.
Преимущества и недостатки гибочных станков
Как и любое оборудование для гибки обладает рядом достоинств. К ним можно отнести – прочность получаемых готовых деталей. Применение станков для гибки позволяет формировать детали без применения сварки и резки. После выполнения операции гибки, в месте ее выполнения снижается вероятность появления коррозионных явлений.
Расчет усилия гибки позволяет создать прочное изделие
Применение гибочных станков позволяет создавать цельные конструкции, причем в составе такого изделия возможно получение разносторонних гибов и углов.
Но, надо понимать и то, что гибочное оборудование довольно дорого стоит. Операции по изгибу листов обладают высокой трудоемкостью, особенно если эти работы выполняют на оборудовании, предназначенном для ручных работ.
Но перечисленные недостатки с лихвой компенсируются качеством получаемых изделий.
Принцип работы различных листогибочных станков
Технологическое оборудование, применяемое на современном производстве по созданию металлических конструкций, позволяет получать из листового материала готовые детали с разными габаритами и формами.
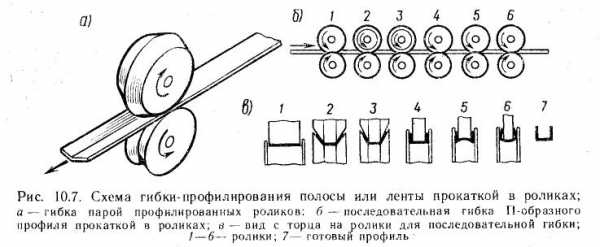
Гибка прокаткой в роликах
Ручные листогибы
Эти конструкции имеют ряд особенностей, в частности, у них существуют ограничения на глубину закладки заготовки, максимальной толщины металла, его шириной, точнее длиной гибки. Чем тоньше металл, тем длина гибки больше. Чаще всего, их применяют для гибки тонколистового металла.

Гибка ручным листогибом
Работа ручной установки строится следующим образом:
Верхней балкой лист прижимается к рабочему столу. Необходимый угол гиба получают путем подъема нижней, поворотной балки. Используя это станок необходимо иметь в виду то, что толщина листа, который может быть обработан, не должна превышать 2 мм.
Ручные листогибы обладают небольшой массой, и это позволяет их использовать и в стационарных условиях, и непосредственно на рабочем месте, например, на строительной площадке.
Гидравлические листогибы
Эти станки используют в качестве источника энергии жидкость. Насос, встроенный в систему, он создает избыточное давление, под действием которого плунжер, передвигает подвижную поперечную балку.
Лист, подлежащий обработке, прижимают к рабочему столу, и движение поперечной балки выполняет, правку и гибку листа.
Листогибы этого класса используют для обработки заготовок по всей длине рабочего стола, кроме того, с их помощью выполняют глубокую вытяжку металла.
Гидравлические цилиндры отличаются точностью позиционирования и высокой эффективностью работы. Их применение позволяет контролировать величину перемещения, скорость и движение частей гидравлической системы.

Гидравлический листогиб
Станки с гидравлическим приводом применят для производства доборных комплектующих, воздуховодных коробов, деталей кровельного покрытия. С помощью этого оборудования изготавливают рекламные конструкции, выполняют внешнюю и внутреннюю отделку зданий и сооружений.
Использование гидравлического оборудования позволяет обрабатывать листы с большей толщиной, например, до 4 – 8 мм. Разумеется, эта величина зависит от марки обрабатываемого материала.
Электромеханические листогибы
Конструкция этого оборудования состоит из станины, поворотной балки для загиба листа. Кроме поворотной балки, на станке устанавливают балку собранную из профильных сенментов, которая прижимает лист. Для безопасности оператора на станке этого типа реализовано педальное управление.

Электромеханические листогибы
Листогибы этого типа позволяют выполнять гибку металла с большой длиной. Их используют для обработки разных материалов, в том числе оцинковку, холоднокатаную сталь толщиной 2,5 мм.
Станки этого типа задействуют на производстве отливов, подоконников, конструкций для вентиляционных систем.
Гибка металла и ее основные способы
Гибка листа
Следует понимать, что операции гиба металла не ограничиваются работой с листовым металлом. При создании металлоконструкций разного назначения возникает потребность в использовании гнутых труб или профиля.

Радиусная гибка листа
Радиусная гибка листового металла выполняется на вышеописанном оборудовании. При ее исполнении важно подобрать правильный линейный размер заготовки. Проектировщик должен помнить о том, что длина заготовки, должна быть чуть больше, чем длина готовой детали. Это связано со спецификой гибочной операции. Дело в том, что при изменении положения одной части листа относительно другой, внутренние слои металла сжимаются, а наружные вытягиваются. То есть перед тем как выполнять радиусную гибку металла необходимо тщательно просчитать геометрические параметры заготовки.
Для расчета радиуса гиба достаточно использовать табличные данные, которые можно найти практически в любом инженерном справочнике.
Гибка труб
Трубы тоже можно изгибать в соответствии с требованиями рабочей документации. Существует несколько методов – ручной и механизированный. Кстати, в повседневной жизни гнутые трубы можно встретить на ограждениях и перилах, установленных в жилых домах и помещениях другого назначения.

Гибка гидравлических труб
Чаще всего трубы зашибают по радиусу. Этот процесс позволяет формировать частичный или полный изгиб трубы. Причем, он не будет зависеть от формы и размера сечения. Процесс деформирования труб выглядит примерно следующим образом – при изгибании полого профиля на заготовку воздействует несколько сил, одна оказывает влияние на поверхность внутренней стенки, а вторая на внешнюю сторону профиля.

Процесс гибки круглых труб
При выполнении изгиба трубы существует опасность того, что при взаимодействии этих сил профиль трубы может деформироваться. В результате этого может произойти потеря соосности. Более того, при несоблюдении ряда технологических правил, труба может быть разорвана. При неравномерном изгибе возможно образование складок в месте сгиба. Причиной тому воздействие тангенциальных сил, возникающих в процессе деформации трубы.
Во избежание подобных явлений применяют холодную и горячую гибку трубы. Первый метод применяют для обработки труб с небольшим диаметром. Но в таком случае необходимо знать минимально допустимый радиус гиба, который проходит по осевой линии. Надо отметить, что применение местного разогрева трубы создает более комфортные условия для выполнения гиба трубы. Металл после нагрева получает пластичность, достаточную для выполнения заданной деформации. Метод горячей гибки применяют на трубах большого диаметра.
Гибка металла на станках с ЧПУ преимущества
Все чаще и чаще использование оборудования, работающего под управлением компьютера, становится нормой, нежели исключение. Такие станки можно увидеть практически на любом производстве, причем, вне зависимости от его масштабов. Использование специализированного ПО, позволяет не только поднять скорость обработки деталей, но и приводит к заметной экономии металла, повышению точности обработки заготовок.
Работа по обработке заготовок на гибочных станках под управлением ЧПУ выглядит следующим образом:
- при помощи носителей информации или через ЛВС в систему управления вводится управляющая программа.
- в ней закодированы необходимые для работы оборудования сигналы, на основании которых будет выполняться обработка заготовки. То есть, исполнительные механизмы, получая соответствующие команды, приводят в движение рабочий орган (пуансон) вдавливающий заготовку в матрицу.
Использование систем управления позволяет добиться определенных преимуществ, перед другими способами обработки металла:
- Качество готового изделия, оно обеспечивается, в том числе и том, что при работе ЧПУ полностью исключается влияние человеческого фактора.
- Размеры и форма получаемого изделия полностью соответствуют требованиям рабочей документации.
Кроме названных параметров нельзя не упомянуть и то, что работа по изготовлению продукцию может выполняться в режиме 7/24 без привлечения дополнительных человеческих ресурсов.
Гибка металла этапы технологического процесса
Процесс гибки металла состоит из нескольких шагов:
- Раскрой листового материала и получение заготовок, которые подлежат обработке на гибочном оборудовании, получают разнообразными способами.. Для раскроя могут быть использованы практически все виды заготовительного оборудования.
- Затем, заготовки передают на производственный участок, где оператор, у которого на руках должна быть вся необходимая рабочая документация выполняет соответствующие операции и в итоге получает готовую деталь.
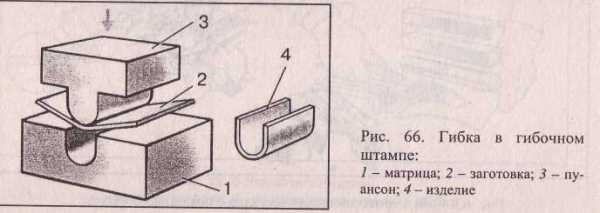
Гибка металла в гибочном штампе
После ее получения необходимо выполнить контрольно-измерительные операции. Эту работу выполняет или сменный мастер или сотрудник отдела технического контроля. Для выполнения этой операции необходимо использовать поверенный мерительный инструмент – линейку, рулетку, угломер и пр.
При выявлении каких-либо дефектов, необходимо внести изменения или в настройки оборудования или в текст управляющей программы.
Только после прохождения технического контроля деталь может быть допущена к дальнейшему использованию. В противном случае некондиционную продукцию надо отправлять или на переделку, или на утилизацию.
Гибка металла последующая обработка
По сути, гибочные операции носят промежуточных характер при изготовлении определенных узлов, например, элементов металлических лестниц. То есть, после гибки, полученные детали, отправляют на сборочное производство, где их устанавливают на место определенное в рабочей документации на изделие.

Сборочное производство
Если изделие не будет использоваться в составе других конструкций, то на ее поверхность наносят защитное коррозионно-стойкое покрытие. Это может быть грунтовка типа ГФ 21, или порошковая краска. Все зависит от назначения и условий эксплуатации готового изделия.
Зачем нужен самодельный листогиб
Гибка листового металла своими руками – это вполне осуществимая операции, которая может быть выполнена в домашних условиях. Но, многих домашних мастеров останавливает довольно высокая цена на листогибочные станки. Для нужд мелкосерийного производства или для работ по дому нет необходимости в установке сложных машин с гидравлическим проводом, а вполне хватит ручного станка.
Для того, что бы изготовить станок подобного рода необходимо иметь, как минимум эскизную документацию. Ее всегда можно найти в сети интернет, где ее можно или просто скачать, или купить. Но лучше всего изучить работу действующего ручного станка и полученные знания реализовать в металле.

Самодельный листогиб
На самом деле, для сооружения такого станка, потребуется некоторое количество метало проката, листового материала, сварочный аппарат и слесарный инструмент.
Листогиб своими руками
Станок для гибки листового металла состоит из следующих основных компонентов:
- станины;
- прижимной балки;
- поворотной гибочной балки;
- обжимная балка;
- нож (роликовый, сабельный) для отрезки заготовок;
- приемный лоток, который может быть изготовлен из дерева или листового металла.
При изготовлении такого станка мастер должен помнить, что он управляется мускульной силой и поэтом рассчитывать на то, что можно будет обрабатывать металл с толщиной до 2 мм.
Основание для станка
Для изготовления станины потребуется некоторое количество профильного металлопроката. Это может быть швеллер или двутавровая балка.

Станина — основание для станка
При ее сборке необходимо помнить о том, что конструкция должна обладать жесткостью. От этого параметра зависит качество обработки металла.
Прижимное устройство
В качестве прижима, в серийно выпускаемом оборудовании применяют стальные плиты. В самодельном станке можно использовать профильный прокат, например, швеллер No 12.

Прижимное устройство самодельного листогиба
Роликовый нож
Для отрезания полученной детали, можно использовать несколько видов ножей, например, сабельный, или роликовый. Чаще всего их применяют для работы с тонколистовым материалом. При сборке самодельного листогиба роликовый нож целесообразно приобретать в компании, которая занимается поставками подобного оборудования.

Роликовый нож самодельного листогиба
Все дело в том, что для изготовления роликовых ножниц, как впрочем, и других, применяют инструментальные стали. Для получения рабочих органов необходимо использовать термическую обработку, а в домашних условиях это выполнить вряд ли получиться.
Обслуживание и техника безопасности
К работе на листогибах могут быть допущены лица, которые обладают квалификацией слесаря МСР. Перед началом работы персонал должен пройти соответствующее обучение и сдать квалификационные экзамены.
Персонал, который будет работать на листогиба должен пройти первичный инструктаж по безопасности.
Между тем, на станках предназначенных для гибки листового металла, предусмотрены определенные меры безопасности, например, на некоторых моделях, поворотная балка или плита могут быть приведены в движение только после нажатия оператором двух управляющих кнопок. Такое решение позволит избежать травм рук оператора.

Управляющая панель листогиба
На некоторых моделях для запуска механизма необходимо еще и нажимать педаль.
В конструкции механического оборудования, предусмотрено наличие концевых датчиков, ограничивающих ход пуансона или поворотной плиты. Кроме этого, безопасность работ обеспечивают различного вида ограждения, которые ограничивают допуск оператора в рабочую зону.
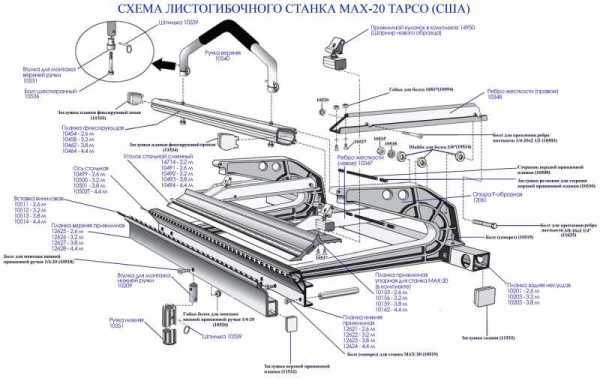
Схема листогибного станка
Они установлены таким образом, что даже отключение одной из них приведет к тому, что станок просто не включится.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Станок для гибки металла своими руками: особенности, чертежи и рекомендации
Чаще всего для работы с металлическими заготовками человеку требуется станок для гибки металла. Это довольно простое устройство, однако его пользу трудно переоценить. Кроме того, изготовить его своими руками вполне реально. Это сэкономит значительное количество материальных средств, но и потребует определенных знаний, навыков и, конечно же, времени.
Описание
Станок для гибки металла, как понятно из его названия, используется для производства гнутых металлических деталей. Стоит добавить, что, кроме этой функции, он также может иметь одну дополнительную – порезку материала. Такие станки используются чаще всего для того, чтобы изготавливать полосы металла. Помимо этих двух функций, наличие такого станка позволит производить различного рода профилированный металл. Преимущество применения станка для гибки металла в том, что он позволяет изменять форму материала под любым требуемым углом, но при этом он не вредит поверхностное покрытие или защитный слой товара.

Работа на агрегате
Работать на таком станке можно не только со стальными изделиями, но и с медными, латунными, алюминиевыми и железными. Если заготовка из какого-либо материала характеризуется тем, что ее толщина меньше 0,8 мм, то ее ширина обязательно должна быть не меньше 40 см, но и не больше 2,5 м. При таких габаритах высота полки (для отгибания) должна составлять не более чем 2 см. Если требуется разрезать заготовки с такой же толщиной, то важно, чтобы их ширина была от 80 мм до 40 см и не более.
Еще одно важное условие, которое необходимо соблюдать, чтобы работать на станке для гибки металла, – это отсутствие дефектов на той поверхности листа, которая будет загибаться. Соблюдение этого условия важно для того, чтобы те детали и образцы изделий, которые будут произведены на самодельном станке своими руками, не уступали по качеству тем заготовкам, что выпускаются в промышленных масштабах на заводах. Для того чтобы обеспечить защиту полимерного или лакокрасочного покрытия на самом материале, рекомендуется установить на станке силиконовые или резиновые подложки.
Конструкция станка для гибки листового металла, своими руками изготовленного
У самодельного станка для гибки металлических изделий довольно простая, но очень функциональная конструкция, состоящая из нескольких основных элементов.
Нож. Так как в станке имеется дополнительная функция резки, то эта деталь также является основной. Устанавливаться он должен на подвижные ролики, а предназначается для резки заготовок. Здесь важно отметить, что этот элемент должен быть выполнен из очень прочной стали, по шкале Роквела уровень прочности должен быть около 100. Срок службы такого изделия довольно велик, однако его будет трудно точить. Но этот недостаток полностью нивелируется тем фактом, что нож позволит разрезать огромное количество погонных метров материала, прежде чем затупится. Чтобы было проще перемещать ролики, на них должен быть установлен утяжелитель.

Составные части станка
Станок для гибки металла, своими руками изготовленный, также должен иметь несколько следующих составляющих элементов:
- Необходимая деталь – это рабочая балка (стол). Предназначение этого элемента вполне понятно, оно играет роль рабочей поверхности, на которой лежит заготовка. Ширина балки может быть практически любой. Стоит отметить, что если габариты будут довольно большими, то станок для гибки металла своими руками можно превратить в полноценный верстак. Мастера рекомендуют изготавливать или покрывать поверхность балки резиной или силиконом, чтобы не царапать поверхность заготовок.
- Далее идет сам сгибатель листов. Конструкция довольно простая и должна быть выполнена в форме рамы из древесного материала, а также иметь утяжелитель.
- Необходимо обзавестись различными подставками и упорами, которые будут предотвращать скольжение материала.
- Еще один важный элемент – это упоры для сгиба листа. Эти детали будут регулировать ширину сгиба листа и задавать угол сгиба.
- Для того чтобы разделывать заготовки, рекомендуется добавить упоры для указания ширины разреза.

Начало изготовления самодельного станка для гибки металла
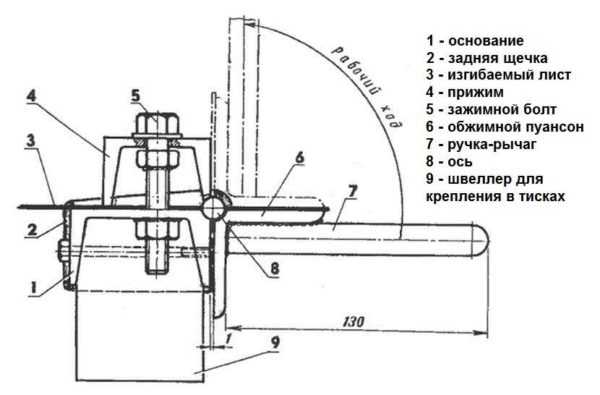
Начинать работу рекомендуется с составления схемы агрегата. Также необходимо приобрести и изготовить все нужные элементы и детали, прежде чем приступить к сборке. Первое, что необходимо купить – это два куска швеллера №5 и №6 с одинаковой длиной. Также эти два элемента должны иметь прямолинейную кромку. Эти элементы используются для заготовки основания. Кусок №5 используется для прижима, а №6 для обустройства основания. Чтобы подобрать длину швеллеров, необходимо отталкиваться от длины заготовок, с которыми планируется работать, этот параметр должен совпадать. Чаще всего специалисты рекомендуют брать длину около полуметра. Этого достаточно, чтобы изготовить практически любую деталь, которая может пригодиться в быту.

Производство и сборка станка
Далее для изготовления станка для ручной гибки металла необходимо сделать отверстия на швеллере, который является прижимным. Количество отверстий должно быть от 2 до 4, а их диаметр должен быть равен 9 мм. Ближайшее к концу заготовки прижимной детали отверстие должно располагаться в 3 см от края. Еще один важный момент в том, что прижимное устройство должно быть короче, чем основание, примерно на 5-10 см. Для того чтобы изготовить пуансон для обжима, необходимо иметь в своем распоряжении уголок, толщина профиля которого будет больше, чем у будущих заготовок. Рычажную ручку лучше всего изготавливать из таких материалов, как арматура или брус. Если используется брус, то его сечение должно быть не меньше чем 15 мм, а если берется брус, то его габариты должны быть не менее чем 50х50. Форму рычага рекомендуется делать П-образной. Крепится этот элемент к уголку при помощи сварки или же болтов.
Финальные работы
После того как были выполнены все предыдущие манипуляции, можно приступать к изготовлению такого элемента, как щечки. Изготавливают их из катаной стали, а толщина деталей должна быть около 5 мм. Важно, чтобы эти элементы имели фаски, толщина которых должна быть равна 0,6 см. Длина этого участка должна составлять от 3 до 3,3 см. Важно, что торцы пуансона также снабжаются фасками с такими параметрами, как 0,5 см глубины и 3 см длины. Их необходимо снять с пуансона, чтобы обеспечить установку оси. Производство такого элемента, как ось, осуществляется из металлических прутьев, чей диаметр равен 1 см. Крепление оси осуществляется при помощи сварки. При установке необходимо обеспечить параллельность линии оси по отношению к ребрам уголка. Всю эту готовую конструкцию, вместе с пуансоном, соединяют при помощи тисков. При совмещении важно следить, чтобы свободная полка уголков была расположена в той же горизонтальной плоскости, в которой располагается и свободная швеллерная полка.

После этого работу по сборке можно считать завершенной. Чтобы проверить работоспособность станка, рекомендуется взять заготовку из мягкой стали с толщиной до 1,5 мм. Стоит отметить, что цена станка для гибки металла покупного может доходить до 2000$.
Процесс сгибания листов
Конструкция самодельного станка может также состоять из таких частей, как станина, гайка-маховик, лист для сгибания, прижим, струбница, пуансон для обжима. Для того чтобы работать на таком типе станка, необходимы определенные знания и навыки. Преимуществом использования этого агрегата будет то, что он позволит сохранить металл в целостности, в отличие от той же сварки.

В процессе сгиба металла происходит следующее: наружные слои металлической заготовки растягиваются, а вот внутренние, наоборот, сжимаются. Важно, что для изгиба металлической заготовки необходимо приложить такое усилие, которое будет больше, чем предельная упругость материала. При помощи станков для гибки металлов как раз и можно добиться выполнения этого условия. К преимуществам готового продукта, то есть гнутых листов, можно отнести следующие факторы:
- наличие высокой прочности конечного продукта;
- возможность получения цельной конструкции без сварных швов, болтовых соединений и т.д.;
- исключается возможность появления коррозии, так как нет повреждений металла в процессе сгиба;
- возможность получения нужного угла, без создания сварного шва.
Вывод
Наличие такого оборудования дома значительно упрощает работу с металлическими заготовками. Однако при эксплуатации этого устройства крайне важно знать и придерживаться техники безопасности. Цена станка для гибки листового металла, выполненного своими руками, будет также значительно ниже, чем покупного. Потратиться придется лишь на те материалы, которых не окажется под рукой и их придется купить.
fb.ru