Станок горизонтально расточной 2а614 – 2А614 станок горизонтально-расточной c неподвижной передней стойкой Схемы, описание, характеристики
alexxlab | 03.11.2017 | 0 | Вопросы и ответы
2А614 станок горизонтально-расточной c неподвижной передней стойкой Схемы, описание, характеристики
Сведения о производителе горизонтально-расточного станка модели 2А614
Производитель горизонтально-расточного станка модели 2А614 Ленинградский станкостроительный завод им. Свердлова, основанный в 1868 году.
С 1949 предприятие тяжёлого станкостроения. Начал выпуск металлорежущих станков собственной конструкции (горизонтально-расточных, координатно-расточных, копировально-фрезерных, типа «обрабатывающий центр» и др.
В 1962 на базе завода создано Ленинградское станкостроительное производственное объединение.
Станки 2А614-1-1, 2Л614-1, 2Л615-1, 2М614-1, 2М615-1, 2Н614-1, 2Н615-1 выпускались, также, на Чаренцаванском станкостроительном заводе.
Станки производства ЛСЗ Свердлов
2А614 Горизонтально-расточной станок универсальный. Назначение и область применения
Универсальные горизонтально-расточные станки 2А614 заменили устаревшие станки моделей 2614, 2615.
Станки горизонтально-расточные модели 2А614-1, 2A615-1 предназначены для обработки корпусных деталей массой до 2000 кг, с точными отверстиями, связанными между собой точными межосевыми расстояниями.
Станки обладают большой универсальностью. На них можно производить сверление, растачивание, зенкерование и развертывание отверстий, фрезерование плоскостей и пазов, а также обтачивание торцов, растачивание отверстий и обработку кольцевых канавок радиальным суппортом планшайбы (станок 2A614-1). Станок 2A614-1 по заказу потребителя может быть изготовлен с резьбонарезным устройством. Наличие механизированного зажима инструмента, жесткость, виброустойчивость, быстроходность и удобство в управлении станком позволяют вести на них точную производительную обработку с наименьшей затратой машинного и вспомогательного времени.
Станки снабжены неподвижной передней стойкой и встроенным поворотным столом, имеющим продольное и поперечное перемещение относительно оси шпинделя.
Конструкция станков позволяет производить фрезерование по восьмиугольному контуру с двумя подачами: поперечной — стола и вертикальной — шпиндельной бабки, а также фрезерование с круговой подачей стола.
Станок 2A614-1, в отличие от станка 2A615-1, оснащен встроенной планшайбой с радиальным суппортом.
Шпиндель и планшайба приводятся во вращение от электродвигателя переменного тока через зубчатую коробку скоростей, снабженную однорукояточным селективным механизмом. Подачи осуществляются от электродвигателя постоянного тока с широким диапазоном регулирования. Конструкция привода позволяет изменять величину подачи на ходу, без остановки станка.
Станки предназначены для работы в инструментальных и механических цехах.
Класс точности станка Н.
Точность деления на поворотном столе ±5′.
Шероховатость обработанной поверхности V3—V7.
Конструктивные и эксплуатационные особенности станков:
- расточный шпиндель с твердой азотированной поверхностью в стальных закаленных втулках большой длины;
- повышенная жесткость, виброустойчивость шпинделя;
- механизированный зажим инструмента;
- шариковинтовые пары;
- закаленные токами высокой частоты боковые направляющие качения для подвижных узлов;
- специальная прецизионная опора качения поворотного стола;
- автоматический поворот стола через 90°;
- автоматический зажим и отжим подвижных узлов станка на направляющих;
- подвесной жесткий электрический пульт;
- телескопическая защита направляющих;
- электрический штурвал для точной установки подвижных узлов с чувствительностью до 0,005 мм;
- централизованная, автоматизированная смазка направляющих;
- тиристорный привод подач.
Станки могут быть оснащены различными системами числового программного управления как отечественного, так и зарубежного производства.
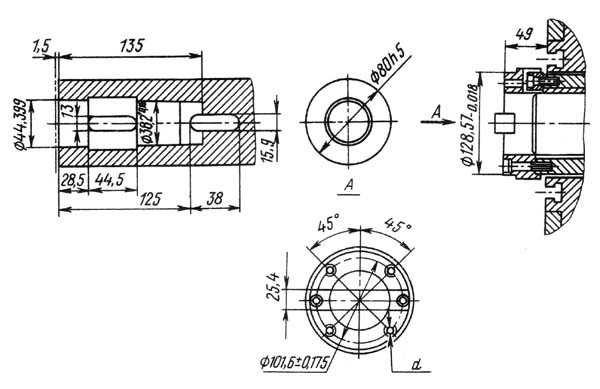
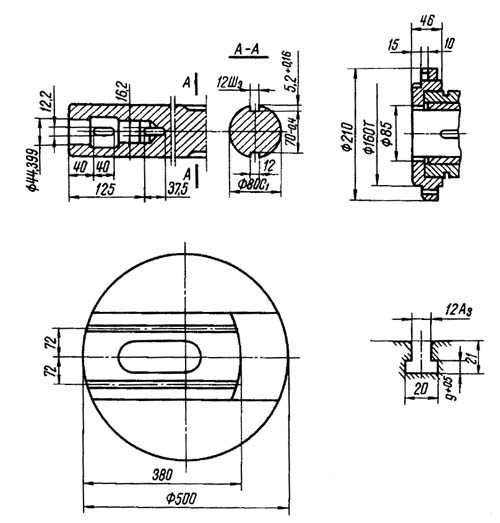
2А614 Посадочные и присоединительные базы горизонтально-расточного станка.
2А614 Общий вид горизонтально-расточного станка

2А614 Расположение составных частей горизонтально-расточного станка
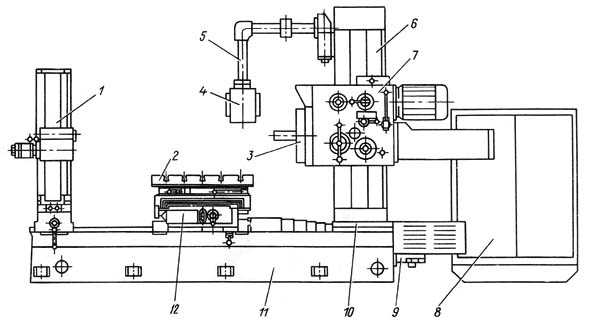
Перечень составных частей горизонтально-расточного станка 2А614
- * Стойка задняя с люнетом – 2A614-1.13.000
- Стол – 2A614-1.22.000
- Планшайба – 2М614.32.001
- Пульт управления – 2М614.75.000
- Подвеска пульта – 2M614.74.000
- Стойка передняя – 2А614-1.12.000
- Бабка шпиндельная – 2A614-1.30.000
- Шкаф электрооборудования – 2A614-1.92.000
- Станция смазки – 2M614.14.000
- Коробка распределительная – 2A614-1.51.000
- Станина – 2А614-1.11.000
- Сани продольные – 2A614-1.21.000
* поставляется по требованию заказчика за отдельную плату
2А614 Расположение органов управления горизонтально-расточным станком
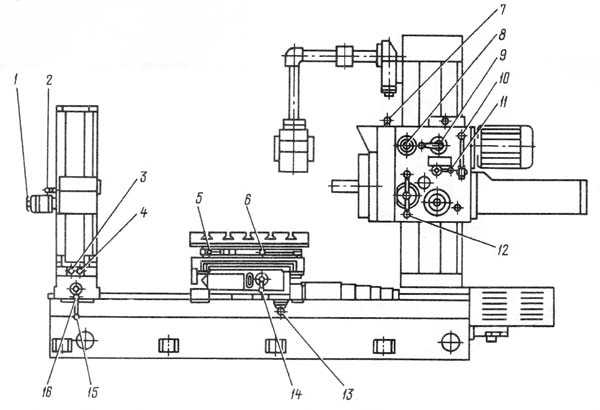
Перечень органов управления горизонтально-расточным станком 2А614
- Маховичок тонкой ручной подачи люнета задней стойки
- Рукоятка зажима люнета задней стойки
- Кнопки быстрых установочных перемещений люнета задней стойки
- Кнопки быстрых установочных перемещений люнета задней стойки
- Рукоятка зажима поворотного стола
- Рукоятка зажима поперечных салазок стола
- Рукоятка включения нарезания резьбы (в станках с резьбонарезным устройством)
- Рукоятка установки величины подачи
- Рукоятка установки частоты вращения шпинделя и планшайбы
- Рукоятка зажима шпиндельной бабки
- Рукоятка включения вращения планшайбы
- Рукоятка ручных перемещений всех подвижных органов (штурвал)
- Рукоятка зажима продольных саней стола
- Рукоятка ручного проворота поворотного стола
- Рукоятка зажима задней стойки
- Рукоятка перемещения задней стойки
2А614 Пульт управления горизонтально-расточным станком

Пульт управления горизонтально-расточным станком 2А614
- Кнопка СТОП ПОДАЧИ
- Кнопки включения рабочей подачи при включенном главном приводе
- Кнопки установочных перемещний рабочих органов
- Кнопки включения рабочей подачи при включенном главном приводе
- Кнопки быстрых установочных перемещений рабочих органов
- Кнопки установочных перемещний рабочих органов
- Кнопки быстрых установочных перемещений рабочих органов
- Переключатель выбора рабочих органов:
- стол и шпиндель вдоль
- шпиндель
- стол поперек
- бабка шпиндельная
- суппорт планшайбы
- контурное фрезерование
- тонкая – перемещение любого органа
- грубая – перемещение шпинделя
2А614 Кинематическая схема горизонтально-расточного станка
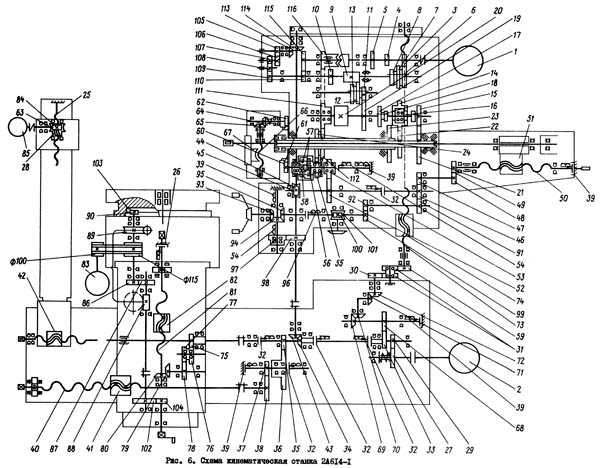
Схема кинематическая горизонтально-расточного станка 2А614. Смотреть в увеличенном масштабе
2А614 Кинематические цепи горизонтально-расточного станка
Кинематические цепи станков позволяют осуществлять:
- вращение и толчковый проворот шпинделя, а для станков 2A614-1 также вращение и толчковый проворот планшайбы с радиальным суппортом (цепь главного движения)
- рабочую подачу, а также установочные и быстрые перемещения всех рабочих органов (стола вдоль и поперек относительно оси шпинделя, шпиндельной бабки, шпинделя, а также суппорта планшайбы у станков 2А614-1
- быстрый поворот стола от отдельного электродвигатели
- ручные перемещения всех рабочих органов от одного штурвала, находящегося на шпиндельной бабке
- установочные быстрые перемещения люнета задней стойки от отдельного электродвигателя
Вращение шпинделя и планшайбы осуществляется от двухоскоростного электродвигателя через коробку скоростей, обеспечивавшую получение 20 ступеней частоты вращения шпинделя и 15 ступеней частот вращения планшайбы.
Привод подач включает в себя электродвигатель постоянного тока, работающий в широком диапазоне регулирования. Постоянство выбранной подачи обеспечивается наличием электрической обратной связи (см. раздел “Электрооборудование”).
Кинематическая схема станка дает полное представление о порядке передачи движений от электродвигателей к исполнительным органам станка.
Общая компоновка станка 2А614
В станках применена наиболее распространенная для данного типоразмера станков компоновка с неподвижной передней стойкой, закрепленной на станине станка. По вертикальным направляющи передней стойки перемещается шпиндельная бабка, в которой находятся: коробка скоростей с главным электродвигателем, шпиндельное устройство с механизмом осевого перемещения шпинделя и т.д.
На направляющих станины расположен стол, имеющий продольное, поперечное (по отношении к шпинделю) и круговое движение. В станине под шпиндельной бабкой, перед передней стойкой, расположена распределительная коробка о электродвигателем подач.
Смазка коробки скоростей и распределительной коробки производится централизованно от станции смазки, находящейся у правого торца станины. Смазка включается автоматически при включении электродвигателя главного движения или электродвигателя подач.
Смазка всех направляющих производятся также автоматически от плунжерных насосов во время перемещения рабочих органов.
Направлявшие станины, а также поперечные направлявшие стола защищены от загрязнения и попадания стружки телескопическими щитками.
Конструкция универсальных горизонтально-расточных станков 2А614
Привод главного движения (рис. 8) размещен в корпусе шпиндельной бабки. Все валы привода вращаются на подшипниках качения. Зубчатые колеса подвергнуты термической обработке, что в сочетании со шлифованным профилем зубьев обеспечивает длительную работоспособность при сохранении первоначальной точности.
Конструкция зубчатых блоков обеспечивает замену в случае повреждения любого венца без замены всего блока. Все подвижные зубчатые колеса перемещаются на шлицевых или гладких (без шпонок) валах.
Шпиндельное устройство состоит из расточного и полого фрезерного шпинделей. Шпиндель I сопрягается со стальники калеными втулками 5 и 12, что обеспечивает длительное сохранение точности устройства. Фрезерный шпиндель 9 вращается на подшипниках качения высокой точности, допускающих регулировку их радиального зазора. Вращение шпинделю передается зубчатым колесом 10 или 11. Станки 2A614-1 снабжены планшайбой 3 с радиальным суппортом 4. Вращение на гильзу 6 планшайбы передается зубчатым колесом 7. Передний конец фрезерного шпинделя 9 снабжен фланцем 2.
Привод перемещения суппорта планшайбы представлен на рис.11. Планшайба 8 представляет из себя корпусную чугунную деталь, неподвижно закрепленную на гильзе. По направлявшим планшайбы в радиальном направлении перемещается суппорт 3, имеющий два Т-образных паза для закрепления на нем инструмента. От зубчатого колеса 10 через шариковую предохранительную муфту 9, конические зубчатые колеса 1 и 2 движение передается на винт 7, который находится в зацеплении с рейкой 4, жестко закрепленной на суппорте планшайбы. Реечно-винтовой привод суппорта снабжен устройство» выбора зазоров, что устраняет возможность произвольного перемещения суппорта при вращении планшайбы и влияет на точность и чистоту обработки.
Механизм переключения скоростей – селектор (рис. 12) обеспечивает включение любой частоты вращения шпинделя или планшайбы при помощи подвижных блоков зубчатых колес и изменения скорости вращения приводного электродвигателя.
Механизм перемещения всех трех блоков зубчатых колес одинаков. Рычаг 7 своим сухарем 6 заходит в паз перемещаемого зубчатого колеса. На другом конце рычага имеется палец 9, входящий в паз барабана 8. С барабаном связано зубчатое колесо I, находящееся в постоянном зацеплении с зубчатыми рейками 2 и 3. Фигурные концы реек упираются в диск селектора II, имеющего на концентрических окружностях ряд отверстий разного размера, выполненных в определенной последовательности. В зависимости от положения диска селектора рейки могут занимать вполне определенное фиксированное положение. Изменение положения роек 2 и 3 вызывает проворот зубчатого колеса I, a , следовательно, барабана 8. Фигурный паз барабана при провороте увлекает палец 9, вызывая перемещение рычага 7 и переключение блока зубчатых колес.
Изменение скорости вращения двухскоростного электродвигателя осуществляется конечным выключателем 18, на который воздействует палец 17, одним концом упирающийся в диск селектора или проходящие в его отверстие.
Рукоятку 13 выводят в крайнее положение. При этом, под действием пружины 10, валик 12 перемещается влево, воздействуя на конечный выключатель 16. Контакторы конечного выключателя разомкнутся и электродвигатель коробки скоростей отключится. Одновременно благодаря зубчатому колесу 15 и рейке 14, диск II отводится, освобождая концы зубчатых реек и пальцы 17 и 20.
Вращением рукоятки вокруг оси валика 12 устанавливают требуемую частоту вращения. Вместе с рукояткой 13 вращается диск 11. При возвращении рукоятки в фиксированное положение происходит перемещение зубчатых блоков и включение требуемой частоты вращения электродвигателя.
Если в процессе перемещения зубчатых блоков торцы зубъев одного из переключаемых зубчатых колес упрутся в торцы зубьев соответствующего неподвижного зубчатого колеса, рукоятка остановится, не доходя до фиксированного положения. При этом валик 12 переместится вправо, воздействуя на конечный выключатель 16. Произойдет импульсное включение электродвигателя коробки скоростей, зубчатые колеса провернутся и войдут в зацепление.
При подходе рукоятки 13 к фиксированному положению диск воздействует на соответствующие контакты конечных выключателей 18 и 19, обеспечивая работу электрической схемы. Для облегчения ввода зубьев в зацепление и уменьшения износа торцов при переключении схемой предусмотрен автоматический реверс импульсного вращения.
Вариатор служит для регулирования скорости вращения электродвигателя подач. Зубчатое колесо 4 (рис. 12) осуществляет механическую связь между селектором и вариатором, что обеспечивает сохранение величины подачи при изменении частоты вращения шпинделя. Изменение величины подачи осуществляется рукояткой 5.
Штурвальное устройство (рис. 13) служит для осуществления ручных перемещений всех подвижных органов станка. Шпиндель может иметь две скорости ручных перемещений: быстрого (грубая подача) и медленного (тонкая подача). Все остальные органы имеют только тонкую подачу. Кнопка включения штурвального устройства и тумблер переключения с тонкой подачи на грубую находятся на пульте управление станком.
При вращении штурвала 13 через зубчатые конические передачи движение передается на валы 3 и 7. В случае, если включена электромагнитная муфта 2 тонкой подачи, то вращение через зубчатые колеса 4 и 5 передается на вертикальный вал 6 и далее в распределительную коробку станка, где уже включена соответствующая кинематическая цепь подачи выбранного органа (тонкая подача шпинделя и суппорта планшайбы происходит от вертикального вала 6, минуя распределительную коробку). Если же включена электромагнитная муфта 8, то через зубчатое колесо 10 шпинделю сообщается быстрое перемещение. В этом случае за один оборот штурвала шпиндель получает 20 мм осевого перемещения.
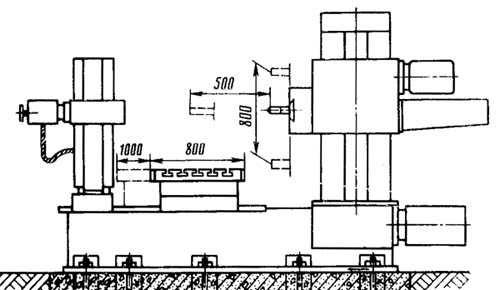
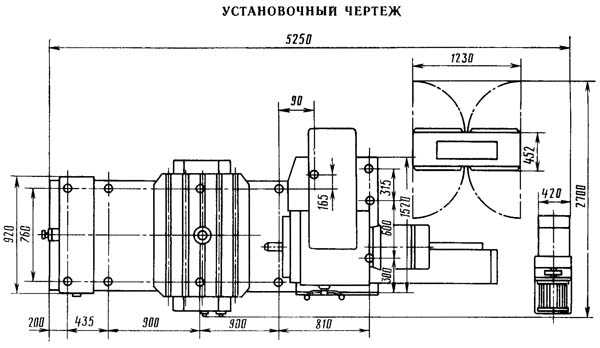
2А614 Установочный чертеж горизонтально-расточного станка

Технические характеристики горизонтально-расточных станков 2А614-1-1
| Наименование параметра | 2А614-1 | 2А615-1 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности станков по ГОСТ 8-77 | Н | Н |
| Диаметр выдвижного расточного шпинделя, мм | 80 | 80 |
| Наибольший диаметр расточки шпинделем, мм | ||
| Наибольший диаметр расточки суппортом планшайбы, мм | – | |
| Наибольшая длина расточки и обточки суппортом планшайбы, мм | – | |
| Точность установки координат, мм | ||
| Точность установки поворотного стола, сек | ||
| Наибольший диаметр сверла (по конусу), мм | ||
| Стол | ||
| Рабочая поверхность встроенного поворотного стола, мм | 1000 х 1000 | 1000 х 1000 |
| Наибольшая масса обрабатываемого изделия, кг | 2000 | 2000 |
| Наибольшее перемещение стола (продольное / поперечное), мм | 800/ 1000 | 800/ 1000 |
| Пределы рабочих подач стола (вдоль и поперек), мм/мин | 1,26…2000 | 1,26…2000 |
| Наибольшее усиление подачи стола (вдоль и поперек), кН | 10 | 10 |
| Деление шкалы лимба, мм | ||
| Деление шкалы лимба поворота стола, град | ||
| Выключающие упоры | есть | есть |
| Скорость быстрых продольных перемещений стола, м/мин | 5,0 | 5,0 |
| Скорость быстрых поперечных перемещений стола, м/мин | 5,0 | 5,0 |
| Скорость быстрых установочных круговых перемещений стола, об/мин | ||
| Шпиндельная бабка, выдвижной шпиндель, планшайба | ||
| Наибольшее горизонтальное (осевое) перемещение выдвижного шпинделя, мм | 500 | 500 |
| Частота вращения шпинделя, об/мин | 20..1600 | 20..1600 |
| Количество скоростей шпинделя | 20 | 20 |
| Пределы рабочих подач шпинделя, мм/мин | 1,26…2000 | 1,26…2000 |
| Конец выдвижного шпинделя по ГОСТ 24644-81 с конусом для крепления инструмента | 40АТ5 | 40АТ5 |
| Конец выдвижного шпинделя по ГОСТ 6569-75 с конусом для крепления инструмента | Морзе 5 | Морзе 5 |
| Пределы рабочих подач радиального суппорта, мм/мин | 0,5…800 | – |
| Пределы рабочих подач шпиндельной бабки, мм/мин | 1,26..2000 | 1,26..2000 |
| Наибольшее вертикальное перемещение шпиндельной бабки (установочное), мм | 800 | 800 |
| Скорость быстрых перемещений шпиндельной бабки, м/мин | 5,0 | 5,0 |
| Скорость быстрых перемещений шпинделя, м/мин | 5,0 | 5,0 |
| Скорость вращения планшайбы, об/мин | 6,3..200 | – |
| Количество скоростей планшайбы | 16 | 16 |
| Возможность отключения вращения планшайбы | есть | – |
| Возможность одновременной подачи суппорта и шпинделя | ||
| Наибольшее перемещение радиального суппорта планшайбы, мм | 125 | – |
| Скорость быстрых перемещений радиального суппорта, м/мин | 2 | – |
| Наибольший крутящий момент на шпинделе, Н*м | 865 | 865 |
| Наибольший крутящий момент на планшайбе, Н*м | 1300 | – |
| Наибольшее усиление подачи шпинделя, кН | 7,5 | 7,5 |
| Наибольшее усиление подачи суппорта, кН | ||
| Наибольшее усиление подачи бабки, кН | ||
| Нарезаемая метрическая резьба, мм | ||
| Нарезаемая дюймовая резьба, число ниток на 1″ | ||
| Электрооборудование, привод | ||
| Напряжение силовой цепи, В | ~380/220В 50Гц | ~380/220В 50Гц |
| Напряжение цепей управления, В | ~110; -24 | ~110; -24 |
| Количество электродвигателей на станке | ||
| Электродвигатель привода главного движения, кВт | 6 | 6 |
| Электродвигатель привода поворота стола, кВт | 0,8 | 0,8 |
| Электродвигатель привода подачи (постоянного тока), Нм | 21 | 21 |
| Электродвигатель привода насоса СОЖ, кВт | 0,12 | 0,12 |
| Электродвигатель привода люнета, кВт | 0,27 | 0,27 |
| Суммарная мощность электродвигателей, кВт | ||
| Габариты и масса станка | ||
| Габариты станка, включая ход стола и салазок, мм | 4518 х 2950 х 2870 | 4518 х 2950 х 2870 |
| Масса станка, кг | 8500 | 8500 |
Связанные ссылки
Паспорта горизонтально-расточных станков
Каталог горизонтально-расточных станков
stanki-katalog.ru
| Наименование параметров | Ед.изм. | Величины |
| Класс точности станка по ГОСТ 8-77 | Н | |
| Диаметр выдвижного шпинделя | мм | 80 |
| Конец выдвижного шпинделя с конусом для крепления инструмента |
| 40АТ5, Морзе 5 |
| Размеры встроенного поворотного стола (Д х Ш) | мм | 1000×1000 |
| Вертикальное перемещение шпиндельной бабки | мм | 800 |
| Продольное перемещение выдвижного шпинделя | мм | 500 |
| Продольное перемещение встроенного поворотного стола | мм | 1000 |
| Поперечное перемещение встроенного поворотного стола | мм | 1000 |
| Радиальное перемещение суппорта встроенной планшайбы | мм | 125 |
| Частота вращения выдвижного шпинделя | об/мин | 20…1600 |
| Частота вращения планшайбы | об/мин | 6,3…200 |
| Пределы подач рабочих органов | мм/об | 0,02…8 |
| Пределы подач выдвижного шпинделя, шпиндельной бабки, стола в обоих направл. | мм/мин | 1,26…2000 |
| Пределы подач суппорта встроенной планшайбы | мм/мин | 0,5…800 |
| Скорость быстрых установочных перемещений шпинделя выдвижного, бабки, стола | мм/мин | 5000 |
| Скорость быстрых установочных перемещений суппорта встроенной планшайбы | мм/мин | 2000 |
| Наибольший допустимый крутящий момент на выдвижном шпинделе | Нм | 865 |
| Наибольший допустимый крутящий момент на строенной планшайбе | Нм | 1300 |
| Наибольшее допустимое усилие подачи шпинделя | кН | 7,5 |
| Наибольшее допустимое усилие подачи стола | кН | 10 |
| Наибольшая масса обрабатываемого изделия | кг | 2000 |
| Габаритные размеры станков без приставного оборудования (ДхШхВ) | мм | 4518х2590х2585 |
| Масса станков без электрооборудования и принадлежностей | кг | 8500 |
stankostroymash.ru
Горизонтально-расточной 2А614
Горизонтально-расточной станок 2А614Ф1 – шпиндель диаметром 80 мм.
Горизонтально-расточной станок 2А614Ф1 предназначен для обработки корпусных деталей с точными отверстиями, связанными между собой точными межосевыми расстояниями.
Станки 2А614Ф1 обладают большой универсальностью. На них можно производить сверление, растачивание, зенкерование и развертывание отверстий, фрезерование плоскостей и пазов, а также обтачивание торцов, растачивание отверстий и обработку кольцевых канавок радиальным суппортом планшайбы.
Наличие механизированного зажима инструмента, жесткость, виброустойчивость, быстроходность и удобство в управлении станком позволяют вести на них точную производительную обработку с наименьшей затратой машинного и вспомогательного времени.
Горизонтально-расточные станки 2А614Ф1 предназначены для работы в инструментальных и механических цехах.
Технические характеристики горизонтально-расточного станка 2А614Ф1:Наименование параметра, размерность Величина параметра
Класс точности Н
Диаметр выдвижного шпинделя горизонтально-расточного станка 2А614Ф1, мм 80
Размеры встроенного поворотного стола, мм, ширина/длина 1000/1000
Вертикальное перемещение шпиндельной бабки, мм 800
Продольное перемещение выдвижного шпинделя, мм 500
Перемещение встроенного поворотного стола, мм:
-продольное 800(по заказу 1000)
-поперечное 1000
Частота вращения, об/мин:
-выдвижного шпинделя горизонтально-расточного станка 2А614Ф1 20-1600
-планшайбы 6,3-200
Пределы подач, мм/мин:
-шпинделя выдвижного, шпиндельной бабки, стола в продольном и
поперечном направлениях 1,26-2000
-суппорта встроенной планшайбы 0,5-800
Наибольшая масса обрабатываемого изделия, кг 2000
Габаритные размеры станков без приставного оборудования, мм:
-длина 4518
-ширина 2590
-высота 2585
Масса станков без электрооборудования и принадлежностей, кг 8500
Характеристики электрооборудования горизонтально-расточного станка 2А614Ф1:Род тока питающей сети переменный, трехфазный
Частота тока, Гц 50
Напряжение силовой цепи, В 380/220
Электродвигатель главного привода:
-тип 4А132МПУ3
-мощность, кВт 11,0
-частота вращения, об/мин 1460
-напряжение, В 380
zavod73.ru
2Л614 станок горизонтально-расточной универсальный c неподвижной передней стойкой и встроенным поворотным столом Схемы, описание, характеристики
Сведения о производителе горизонтально-расточного станка модели 2Л614
Производитель горизонтально-расточного станка 2Л614 – Чаренцаванский станкостроительный завод.
На Чаренцаванском станкостроительном заводе выпускались, также, станки моделей 2615, 2615, 2А614, 2А615, 2А614-1, 2А615-1, 2Л614-1, 2Л615-1, 2М614-1, 2М615-1, 2Н614-1, 2Н615-1.
Станки, выпускаемые Чаренцаванским станкостроительным заводом
2Л614 станок горизонтально-расточной c неподвижной передней стойкой и поворотным столом универсальный. Назначение и область применения
Универсальный горизонтально-расточной станок 2Л614 заменил устаревший станок модели 2614.
Станок горизонтально-расточный модели 2Л614 предназначен для обработки корпусных деталей массой до 1000 кг, с точными отверстиями, связанными между собой точными межосевыми расстояниями.
Станки обладают большой универсальностью. На них можно производить сверление, растачивание, зенкерование и развертывание отверстий, фрезерование плоскостей и пазов, а также обтачивание торцов, растачивание отверстий и обработку кольцевых канавок радиальным суппортом планшайбы (станок 2Л614). Станок 2Л614 по заказу потребителя может быть изготовлен с резьбонарезным устройством. Наличие механизированного зажима инструмента, жесткость, виброустойчивость, быстроходность и удобство в управлении станком позволяют вести на них точную производительную обработку с наименьшей затратой машинного и вспомогательного времени.
Станки снабжены неподвижной передней стойкой и встроенным поворотным столом, имеющим продольное и поперечное перемещение относительно оси шпинделя.
Конструкция станков позволяет производить фрезерование по восьмиугольному контуру с двумя подачами: поперечной — стола и вертикальной — шпиндельной бабки, а также фрезерование с круговой подачей стола.
Станок 2Л614, в отличие от станка 2Л615, оснащен встроенной планшайбой с радиальным суппортом.
Станок с радиальным суппортом отличается большой универсальностью и применяется при обтачивании торцевых поверхностей, консольном растачивании отверстий больших диаметров, растачивании кольцевых канавок, а также для работы выдвижным шпинделем.
Станок 2Л614 имеет нормальный расточный шпиндель без радиального суппорта. Этот станок отличается повышенной жесткостью и виброустойчивостью шпиндельной системы; обладает преимуществами при расточных работах, не требующих применения радиального суппорта, а также при фрезерных работах.
Шпиндель и планшайба приводятся во вращение от электродвигателя переменного тока через зубчатую коробку скоростей, снабженную однорукояточным селективным механизмом. Подачи осуществляются от электродвигателя постоянного тока с широким диапазоном регулирования. Конструкция привода позволяет изменять величину подачи на ходу, без остановки станка.
Универсальные горизонтально-расточные станки 2Л614 предназначены для работы в инструментальных и механических цехах.
Класс точности станка Н.
Точность деления на поворотном столе ±5′.
Шероховатость обработанной поверхности V3—V7.
Конструктивные и эксплуатационные особенности станков:
- расточный шпиндель с твердой азотированной поверхностью в стальных закаленных втулках большой длины;
- повышенная жесткость, виброустойчивость шпинделя;
- механизированный зажим инструмента;
- шариковинтовые пары;
- закаленные токами высокой частоты боковые направляющие качения для подвижных узлов;
- специальная прецизионная опора качения поворотного стола;
- автоматический поворот стола через 90°;
- автоматический зажим и отжим подвижных узлов станка на направляющих;
- подвесной жесткий электрический пульт;
- телескопическая защита направляющих;
- электрический штурвал для точной установки подвижных узлов с чувствительностью до 0,005 мм;
- централизованная, автоматизированная смазка направляющих;
- тиристорный привод подач.
Станки могут быть оснащены различными системами числового программного управления как отечественного, так и зарубежного производства.
2Л614 Габаритные размеры рабочего пространства горизонтально-расточного станка.
2Л614 Посадочные и присоединительные базы горизонтально-расточного станка.
2Л614 Общий вид горизонтально-расточного станка


2Л614 Расположение органов управления горизонтально-расточным станком

Перечень органов управления горизонтально-расточным станком 2Л614
- Рукоятка набора подач
- Рукоятка набора чисел оборотов шпинделя и планшайбы
- Рукоятка зажима бабки
- Рукоятка включения вращения планшайбы
- Маховичок механизма подачи
- Рукоятка зажима шпинделя
- Винт зажима задней стойки
- Тумблер включения перемещения люнета задней стойки
- Рукоятка продольного перемещения задней стойки
- Рукоятка зажима поворотного стола
- Винт зажима поперечных салазок стола при тяжелых режимах работы
- Рукоятка ручного поворота верхнего стола
- Рукоятка ручного перемещения поперечных салазок стола
- Рукоятка зажима продольных салазок стола
- Рукоятка включения механического поворота верхнего стола
- Рукоятка зажима поперечных салазок стола
- Винт зажима радиального суппорта
- Маховичок тонкой ручной подачи люнета
- Рукоятка переключения подачи бабки поперечных салазок и поворотного стола
- Рукоятка ручного перемещения шпиндельной бабки
- Рукоятка ручного перемещения продольных салазок стола
- Рукоятка включения механической продольной подачи стола
- Рукоятка включения подачи радиального суппорта
- Кнопки включения импульсного вращения электродвигателя привода шпинделя “Толчок”
- Кнопки “Пуск” электродвигателя привода шпинделя
- Кнопки включения импульсного вращения электродвигателя привода шпинделя “Толчок”
- Кнопки “Пуск” электродвигателя привода шпинделя
- Кнопка “Стоп общий”
- Кнопка “Стоп подачи”
- Кнопки быстрых перемещений подвижных органов
- Кнопки быстрых перемещений подвижных органов
- Кнопки импульсного включения электродвигателя привода подачи (“Толчок”)
- Кнопки импульсного включения электродвигателя привода подачи (“Толчок”)
- Кнопки “Пуск” электродвигателя привода подачи
- Кнопки “Пуск” электродвигателя привода подачи
2Л614 Кинематическая схема горизонтально-расточного станка
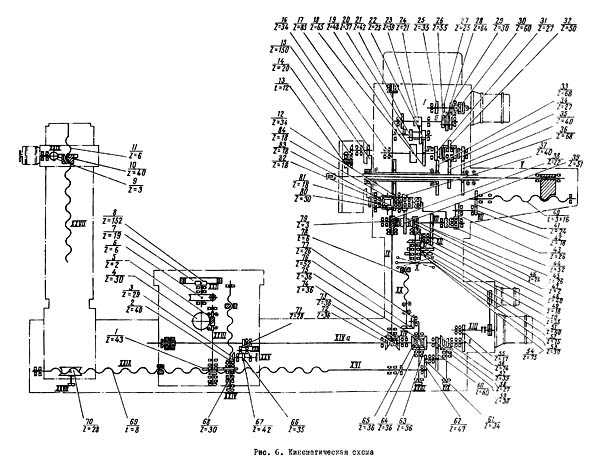
Схема кинематическая горизонтально-расточного станка 2Л614. Смотреть в увеличенном масштабе
2Л614 Описание кинематической цепи горизонтально-расточного станка
Кинематические цепи станков позволяют осуществлять:
- вращение и толчковый проворот шпинделя, а, также, вращение и толчковый проворот планшайбы с радиальным суппортом (цепь главного движения)
- рабочую подачу, а также установочные и быстрые перемещения всех рабочих органов (стола вдоль и поперек относительно оси шпинделя, шпиндельной бабки, шпинделя, а также суппорта планшайбы
- быстрый поворот стола от отдельного электродвигатели
- ручные перемещения всех рабочих органов от одного штурвала, находящегося на шпиндельной бабке
- установочные быстрые перемещения люнета задней стойки от отдельного электродвигателя
Вращение шпинделя и планшайбы осуществляется от двухскоростного электродвигателя через коробку скоростей, обеспечивающую получение 20 чисел оборотов шпинделя и 15 чисел оборотов планшайбы (2Л614).
Привод подачи происходит oт электродвигателя постоянного тока, работающего в широком диапазоне регулирования. Постоянство выбранной подачи обеспечивается наличием электрической обратной связи ( подробно см. раздел “Электрооборудование”).
Перемещение люнета задней стойки осуществляется независимо от перемещения расточной бабки от отдельного электродвигателя.
2Л614 Конструкция станка. Общая компоновка
Основанием станка служит станина, Справа на станине укреплена передняя стойка, по вертикальным направляющим которой перемещается расточная бабка с выдвижным шпинделем. Расточная бабка (шпиндельная бабка) станка 2Л614 снабжена встроенной планшайбой с радиальным суппортом.
На левом конце станины может располагаться задняя стойка, поставляемая по особому заказу. По вертикальным направляющим задней стайки перемещается люнет с самостоятельным приводом.
Между стойками на направляющих станины расположен стол, имеющий продольное, поперечное и круговое движения. Отдельно располагаются электрошкаф и агрегат, питающий привод подачи.
Для подвижных органов станка предусмотрены механическая рабочая подача, быстрые установочные перемещения и ручная подача. Ручная подача шпинделя и радиального суппорта может быть тонкой и грубой.
Коробка скоростей размещена в корпусе расточной бабки, Все валы коробки скоростей вращаются на подлинниках качения. Шестерки коробки скоростей подвергнуты термической обработке, что в сочетании со шлифованным профилем зубьев обеспечивает им длительную работоспособность при сохранении первоначальной точности. Конструкция зубчатых блоков обеспечивает замену в случае повреждения любого венца без замены всего блока. Все подвижные шестерни перемешаются на шлицевых либо гладких (без шпонок) валах.
Расточной шпиндель (рис. 9, 10) выполнен из стали 35Х10А и подвергнут азотации, что в сочетании с втулками гильзы, выполненными из шарикоподшипниковой стали, обеспечивает длительное сохранение точности. Гильза шпинделя вращается на трех подшипниках качения высокой точности. Передний подшипник допускает регулировку радиального зазора.
Передняя опора гильзы в станке 2Л614 размещается во вращающейся гильзе планшайбы (рис. 9).
Планшайба станка 2Л614 неподвижно закреплена на гильзе, вращающейся на точных роликовых подшипниках, расположенных в корпусе бабки. Включение и отключение вращения планшайбы производится специальной муфтой.
По направляющим планшайбы перемещается специальный суппорт, имеющий Т-образные пазы для закрепления инструмента. Реечно-винтовой привод суппорта снабжен устройством для выбора зазоров, что устраняет произвольное перемещение суппорта при вращении планшайбы.
Механизм переключения скоростей обеспечивает включение любого числа оборотов шпинделя либо планшайбы (2Л614) при помощи одной рукоятки путем перемещения подвижных блоков шестерен и изменения скорости вращения приводного электродвигателя.
Механизм перемещения всех трех блоков шестерен одинаков, поэтому для понимания его работы достаточно рассмотреть устройство одного из них, например, верхнего.
Рычаг 13 своим сухарем заходит в паз перемещаемой шестерни. На другом конце рычага имеется палец 14, входящий в паз барабана 15 (развертки всех трех барабанов 15, 16 показаны схематически). С барабаном связана шестерня, находящаяся в постоянном зацеплении с рейками I и 3. Фигурные концы реек упираются в диск селектора 10, имеющего на концентрических окружностях ряд отверстий разного размера, выполненных в определенной последовательности. В зависимости от положения диска селектора рейки могут занимать вполне определенное фиксированное положение.
Механизм подачи (рис. 12) управляет движениями подачи шпинделя и радиального суппорта (2Л614). Рукоятка 1 может занимать три положения. В среднем положении (изображенном на рио. 12) шпонка 3 под действием пружины входит в паз конической шестерни 4. При вращении рукоятки I вращаются конические шестерни и распределительный вал. Муфта 9 находится в нейтральном положении – осуществляется грубая ручная подача.
При переводе рукояток I в крайнее (“к себе”) положение перемещается вал 5, шпонка 3 выходит из паза конической шестерни 4, поворачивается шестерня 6 и рычаг ?, который переводит муфту 9 в правое положение. При вращении рукоятки I вращается винтовая пара 8 и распределительный вал -осуществляется тонкая ручная подача.
В крайнем (“от себя”) положении рукоятки I, муфта 9 находится в левом положении – включена механическая подача.
Величины перемещений шпинделя или суппорта отсчитываются лимбом 2.
От распределительного вала 5 (рис. 13) вращение передается валам 4 или 8 посредством связанных между собой муфт 3 и 9. Управление муфтами от одной рукоятки. В правом положении ее включена муфта 9, вращается вал 8 и далее винт 7, осуществляющий подачу шпинделя 6; в левом положении включена муфта 3 – вращается центральное колесо дифференциала (вал 4), цепи подачи суппорта планшайбы, шестерня I, зубчатое колесо 2 и реечно-винтовой привод подачи суппорта. Передаточное отношение дифференциала подобрано так, что при выключенной подаче (центральное колесо не вращается), колесо 2 вращается с таким же числом оборотов, что и планшайба. Дифференциал работает как планетарный механизм.
В траверсе помещается винт подачи шпинделя. По направляющим траверсы перемещается ползун с винтовой рейкой.
Зажим расточной головки (рис. 14) – клиновой. Зажимные клинья перемещаются по роликам.
Передняя стойка имеет повышенную жесткость и виброустойчивость.
Распределительная коробка помещается на станине. От нее получают движение подачи все подвижные органы станка.
От электродвигателя подач (рис. 15) вращение через шестерни 15 и 12 и предохранительную муфту 14 передается валу 13
2Л614 Структурная схема питания основных цепей электрооборудования станка
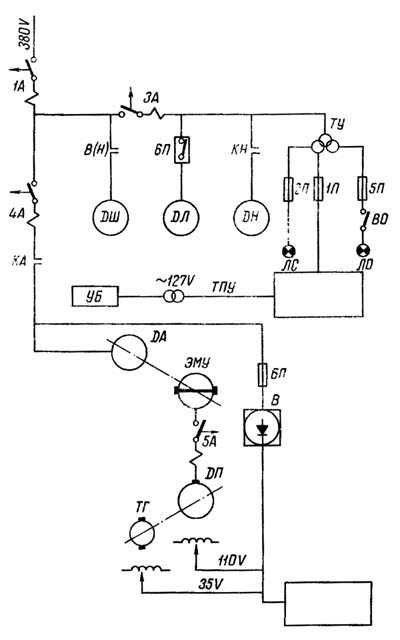
- ДШ – электродвигатель шпинделя – А02-52-6/4 ~4,2/6,3 кВт, ~380 В
- ДН – электродвигатель насоса смазки – АОЛ-11-4 ~0,12 кВт, ~220/380 В
- ДЛ – электродвигатель люнета – АОЛ-12-2 ~0,27 кВт, ~220/380 В
- ДП – электродвигатель подач – ПБСТ-32(42) -1,2(1,9) кВт, ~220 В
- ДА – электродвигатель ЭМУ ~5,9 кВт, ~220/380 В (Встроен в электромашинный усилитель)
- ЭМУ – электромашинный усилитель – ЭИ50АЗС -4,0 кВт, -230 В
- ТГ – тахогенератор – ПТ1 -0,015 кВт, -230 В
Электрооборудование станка 2Л614
Электрооборудование станка выполнено для питания от сети трехфазного переменного тока промышленной частоты (50 гц) напряжением 380 в.
Описание электрической схемы
Главный привод – привод шпинделя (планшайбы) осуществляется от двухскоростного асинхронного электродвигателя через коробки скоростей (рис. 20).
Главным электродвигателем производится:
- вращение и установочный проворот шпинделя (планшайбы) в обоих направлениях, автоматический проворот ведущих зубчатых колес в процессе переключения скоростей
- вращение шпинделя (планшайбы) включается кнопками 1КУ и 2КУ. Для остановки служит кнопка ЗКУ “Стоп”. Установочный проворот шпинделя (планшайбы) включается кнопками 4КУ и 5КУ. Все эти кнопки находятся на пульте управления, который размещен на шпиндельной бабке станка.
Скорость вращения двухскоростного электродвигателя задается выключателем ЗВПС (рис. 21), который действует от устройства механического переключателя скоростей шпинделя. Если выключатель ЗВПС нежат и его нормально замкнутый контакт принудительно разомкнут, то контактор КМ подсоединяет одну из двух независимых обмоток статора – шестиполюсную звезду. Электродвигатель при этом вращается со скоростью 970 об/мин.
Если выключатель ЗВПС не нажат и его Н.З. контакт замкнут, то контактором КБ после срабатывания реле временя IPB подключается другая обмотка статора – четырехполюсная звезда. При этом электродвигатель вращается со скоростью 1470 об/мин,
Разгон электродвигателя на большую скорость – двухступенчатый; пуск двигателя происходит на меньшей скорости с последующим автоматическим переключением на большую после срабатывания реле времени IPB.
Чередование числа оборотов в минуту двухскоростного электродвигателя для каждой ступени скоростей вращения шпинделя определяется положением рукоятки переключателя скоростей.
Установочный проворот шпинделя совершается при меньшей скорости вращения электродвигателя независимо от положения рукоятки переключения скоростей. В этом режиме электродвигатель включается контакторами В и IK или Н и IK и КМ в шестиполюсную звезду. Установочный проворот совершается при пониженном моменте электродвигателя.
Привод подачи. Подача и установочные перемещения органов станка осуществляются от электродвигателя постоянного тока, скорость вращения которого может изменяться в широких пределах путем изменения напряжения питающего генератора.
В качестве генератора применен электромашинный усилитель ЭМУ с поперечным полем.
Благодаря применению привода с глубокими регулирующими обратными связями, диапазон изменения скорости электродвигателя подачи обеспечивает получение тонких установочных перемещений в необходимых пределах.
Быстрые установочные перемещения при наибольшей скорости электродвигателя достигаются неравномерным ослаблением потока главных полюсов электродвигателя подачи при максимальном напряжении генератора ЭМУ.
Для получения широкого диапазона изменения скорости электродвигателя в системе Г-Д (рис.23) нужно уменьшить влияние инерционности привода, нелинейности характеристик, влияние остаточного намагничивания генератора, изменения нагрузки привода, непостоянства переходного сопротивления щеток, нестабильности элементов схемы возбуждения. Так, например, при малых скоростях электродвигателя падение напряжения в главной цепи при нагрузке и остаточное напряжение ЭМУ могут в 20-30 раз превышать Э.Д.С. электродвигателя.
2Л614 Установочный чертеж горизонтально-расточного станка
Технические характеристики горизонтально-расточных станков 2Л614, 2А614-1
| Наименование параметра | 2Л614 | 2А614-1 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности станков по ГОСТ 8-77 | Н | Н |
| Диаметр выдвижного расточного шпинделя, мм | 80 | 80 |
| Наибольший диаметр расточки шпинделем, мм | 350 | |
| Наибольший диаметр расточки суппортом планшайбы, мм | 420 | |
| Наибольшая диаметр торцевой расточки и обточки суппортом планшайбы, мм | 500 | |
| Точность установки координат, мм | ||
| Точность установки поворотного стола, сек | ||
| Наибольший диаметр сверла (по конусу), мм | 50 | |
| Стол | ||
| Рабочая поверхность встроенного поворотного стола, мм | 800 х 1000 | 1000 х 1000 |
| Наибольшая масса обрабатываемого изделия, кг | 1000 | 2000 |
| Наибольшее перемещение стола (продольное / поперечное), мм | 800/ 1000 | 800/ 1000 |
| Пределы рабочих подач стола (вдоль и поперек), мм/мин | 1,26…2000 | 1,26…2000 |
| Наибольшее усиление подачи стола (вдоль и поперек), кН | 10 | 10 |
| Деление шкалы лимба, мм | 0,05 | |
| Деление шкалы лимба поворота стола, град | 10` | |
| Выключающие упоры для крайних положений | есть | есть |
| Скорость быстрых продольных перемещений стола, м/мин | 2,18 | 5,0 |
| Скорость быстрых поперечных перемещений стола, м/мин | 2,18 | 5,0 |
| Скорость быстрых установочных круговых перемещений стола, об/мин | ||
| Шпиндельная бабка, выдвижной шпиндель, планшайба | ||
| Наибольшее горизонтальное (осевое) перемещение выдвижного шпинделя, мм | 500 | 500 |
| Частота вращения шпинделя, об/мин | 20..1600 | 20..1600 |
| Количество скоростей шпинделя | 20 | 20 |
| Пределы рабочих подач шпинделя, мм/мин | 2,2..1760 | 1,26..2000 |
| Конец выдвижного шпинделя по ГОСТ 24644-81 с конусом для крепления инструмента | 40АТ5 | 40АТ5 |
| Конец выдвижного шпинделя по ГОСТ 6569-75 с конусом для крепления инструмента | Морзе 5 | Морзе 5 |
| Пределы рабочих подач радиального суппорта, мм/мин | 0,89..710 | 0,5..800 |
| Пределы рабочих подач шпиндельной бабки, мм/мин | 1,4..1110 | 1,26..2000 |
| Наибольшее вертикальное перемещение шпиндельной бабки (установочное), мм | 800 | 800 |
| Скорость быстрых перемещений шпиндельной бабки, м/мин | 2,18 | 5,0 |
| Скорость быстрых перемещений шпинделя, м/мин | 3,48 | 5,0 |
| Скорость вращения планшайбы, об/мин | 8..200 | 6,3..200 |
| Количество скоростей планшайбы | 16 | 16 |
| Возможность отключения вращения планшайбы | есть | есть |
| Возможность одновременной подачи суппорта и шпинделя | ||
| Наибольшее перемещение радиального суппорта планшайбы, мм | 120 | 125 |
| Скорость быстрых перемещений радиального суппорта, м/мин | 1,4 | 2 |
| Наибольший крутящий момент на шпинделе, Н*м | 880 | 865 |
| Наибольший крутящий момент на планшайбе, Н*м | 1320 | 1300 |
| Наибольшее усиление подачи шпинделя, кН | 7,5 | 7,5 |
| Наибольшее усиление подачи суппорта, кН | ||
| Наибольшее усиление подачи бабки, кН | ||
| Нарезаемая метрическая резьба, мм | ||
| Нарезаемая дюймовая резьба, число ниток на 1″ | ||
| Электрооборудование, привод | ||
| Напряжение силовой цепи, В | ~380/220В 50Гц | ~380/220В 50Гц |
| Напряжение цепей управления, В | ~110; -24 | ~110; -24 |
| Количество электродвигателей на станке | ||
| Электродвигатель привода главного движения, кВт | 6,7 | 6 |
| Электродвигатель привода поворота стола, кВт | 0,8 | 0,8 |
| Электродвигатель привода подачи (постоянного тока) | 1,6 кВт | 21 Нм |
| Электродвигатель привода насоса смазки, кВт | 0,12 | 0,12 |
| Электродвигатель привода люнета, кВт | 0,4 | 0,27 |
| Суммарная мощность электродвигателей, кВт | ||
| Габариты и масса станка | ||
| Габариты станка, включая ход стола и салазок, мм | 4300 х 2075 х 2490 | 4518 х 2950 х 2870 |
| Масса станка, кг | 7350 | 8500 |
Связанные ссылки
Паспорта горизонтально-расточных станков
Каталог горизонтально-расточных станков
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Паспорт 2А614-1 Станок горизонтально-расточной (Чаренцаванск)
Наименование издания:
Книга 1: Руководство по эксплуатации – 72 Страницы
Книга 2: Электрооборудование станка – 128 Страниц
Выпуск издания: Чаренцаванский станкостроительный завод
Год выпуска издания: 1986
Кол-во книг (папок): 2
Кол-во страниц: 200
Стоимость: Договорная
Описание: Полный комплект документации
Книга 1: Руководство по эксплуатации
Содержание:
Техническое описание
1. Назначение и область применения станка
2. Состав станка
3. Устройство и работа станка и его составных частей
4. Система смазки
5. Указания мер по технике безопасности
6. Порядок установки
7. Настройка, наладка и режимы работы
8. Регулирование
9. Расположение подшипников
Паспорт
10. Общие сведения
11. Основные технические данные и характеристики
– Габаритные размеры станка в плане
– Габаритные размеры рабочего пространства станка
12. Сведения о ремонте станка
13. Сведения об изменениях в станке
14. Комплект поставки
15. Свидетельство о приёмке
16. Свидетельство о консервации
17. Свидетельство об упаковке
19. Рисунки
– Расположение составных частей станка
– Расположение органов управления
– Пульт управления
– Схема кинематическая станка 2А614-1
– Схема кинематическая станка 2А615-1
– Привод главного движения
– Устройство шпиндельное станка 2А614-1
– Устройство шпиндельное станка 2А615-1
– Привод перемещения суппорта планшайбы
– Механизм переключения скоростей
– Устройство штурвальное
– Вал распределительный и дифференциал станка 2А614-1
– Вал распределительный станка 2А615-1
– Механизм осевого перемещения шпинделя
– Коробка распределительная
– Стол
– Схема смазки принципиальная
– Схема транспортировки
– Установка станка
– Монтаж противовеса
– Устройство блокировки шпиндельной бабки от падения
– Зажим шпиндельной бабки
– Салазки поперечные
– Схема расположения подшипников
– Размеры основные расточных шпинделей
– Размеры основные фрезерных шпинделей
– Размеры основные планшайбы 2А614-1
– Размеры основные поворотного стола
– План габаритный
Книга 2: Электрооборудование станка
1. Общие сведения
Органы управления и их назначение
2. Первоначальный пуск станка
3. Электрическая схема описание
4. Защита и блокировки в схеме управления станком
5. Специальные режимы
6. Указания по монтажу и эксплуатации
7. Инструкция по эксплуатации электрооборудования
8. Техническая характеристика электрооборудования
Схемы электрические расточного станка:
– Схема электрическая принципиальная станка (2А614-1.90.080.Э3)
– Схема электрическая принципиальная станка (2А614-1.90.080-1.Э3)
– Блок питания. Схема электрическая принципиальная (2А622.970.000.Э3)
– Блок питания. Схема электрическая соединений (2А622.970.000.Э4)
– Электрошкаф. Схема электрическая соединений (2А614-1.90.083.Э4)
– Панель №1. Схема электрическая соединений (2А614-1.90.081.Э4)
– Панель №2. Схема электрическая соединений (2А614-1.90.082.Э4)
– Станина-стойка. Схема электрическая соединений (2А614-1.90.085.Э4)
– Пульт подвесной. Схема электрическая соединений (2А614-1.90.086-1.Э4)
– Вариатор подач. Схема электрическая соединений (2А614-1.90.087.Э4)
prompasport.ru
262г станок горизонтально-расточной. Паспорт, схемы, характеристики, описание
Сведения о производителе горизонтально-расточного станка 262г
Производителем горизонтально-расточных станков моделей 262г является Ленинградский станкостроительный завод им. Свердлова, основанный в 1868 году.
С 1949 предприятие тяжёлого станкостроения. Начал выпуск металлорежущих станков собственной конструкции (горизонтально-расточных, координатно-расточных, копировально-фрезерных, типа «обрабатывающий центр» и др.
В 1962 на базе завода создано Ленинградское станкостроительное производственное объединение.
Объединение обладает замкнутым технологическим циклом, имеет литейное, заготовительное, гальваническое производства, все виды механической обработки, стендовую сборку станков, малярные и упаковочные участки.
В 2004 г – банкротство завода. Торговая марка продана предприятию Киров-Станкомаш, ООО
Станки производства ЛСЗ Свердлов
262Г станок горизонтально-расточной. Назначение, область применения
Горизонтально-расточной станок 262г – первая модель собственной разработки, освоенная Ленинградским станкостроительным заводом в серийном производстве. В 1957 году станок 262Г был заменен более совершенной моделью 2620, 2620А.
Горизонтально-расточные станки 262г предназначены для комплексной механической обработки корпусных деталей массой до 8 т путем проведения следующих технологических операций:
- сверление, зенкерование, растачивание, развертывание отверстий, связанных координатами; возможна обработка соосных отверстий консольным инструментом с поворотом стола на 180°
- фрезерование плоскостей, пазов и уступов;
- фрезерование плоскостей и пазов при круговой подаче стола;
- нарезание резьбы однолезвийным инструментом при помощи выдвижного шпинделя;
- протачивание отверстий больших диаметров и канавок с помощью съемной планшайбы.
Принцип работы горизонтально-расточного станка 262Г
Обрабатываемая деталь закрепляется непосредственно на столе станка или в соответствующем приспособлении. Режущие инструменты устанавливаются на шпинделе на планшайбе или на радиальном суппорте.
При растачивании коротких отверстий подача сообщается шпинделю; при обработке длинных и соосных отверстий с помощью борштанги, второй конец которой вводится во втулку опорного подшипника люнета, подача, как правило, сообщается столу в продольном направлении. В случае нарезания резьбы шпинделю сообщается за один его оборот осевое поступательное перемещение, равное шагу нарезаемой резьбы.
При фрезеровании движение подачи сообщается столу в поперечном направлении или шпиндельной бабке в вертикальном направлении.
При подрезании торцов и растачивании канавок движение резания сообщается планшайбе с радиальным суппортом, а его перемещение в радиальном направлении является подачей.
Особенности конструкции горизонтально-расточного станка 262Г
Универсальный расточной станок 262Г имеет горизонтальный шпиндель, смонтированный в бабке, которая перемещается вверх и вниз по передней стойке и рабочий стол.
Станок имеет модели 262Г имеет горизонтальный выдвижной шпиндель Ø 85 мм, смонтированный в бабке, которая перемещается вверх и вниз по передней стойке, столом, перемещающимся в двух взаимно перпендикулярных направлениях.
Шпиндельный узел, обеспечивающий станку широкую универсальность, состоит из полого шпинделя, несущего планшайбу с расточным резцом (главное движение), и внутреннего расточного шпинделя (выдвижного шпинделя), перемещающегося в осевом направлении (движение подачи). Наличие имеющих раздельные приводы планшайбы с радиальным суппортом и внутреннего шпинделя, использование различных приспособлений значительно расширяют технологические возможности станка (например, совмещение переходов).
Радиальный суппорт на планШайбе дает преимущество приобрабатке отверстий больших диаметров и торцевых поверхностей больших размеров.
Применено преселективное одно-рукояточное управление коробками скоростей и подач. Установлен привод быстрых перемещении рабочих органов станка. Имеется специальный механизм точных ручных перемещений рабочих органов станка.
На базе станка 262Г созданы конструкции ряда других универсальных и специальных расточных станков моделей 262д, 2621, 2630, 2А61.
Станок модели 262Д не имеет радиального суппорта, снабжен усиленным шпинделем диаметром Ø 110 мм и планшайбой для закрепления фрезерных головок большого диаметра.
Станок модели 2621 имеет выдвижной шпиндель Ø 85 мм, планшайбу без радиального суппорта. Станок имеет повышенную (по сравнению с моделями 262г и 262д) скорость вращения шпинделя (до 2000 об/мин) и применяется при скоростной обработке цветных и легких сплавов.
Станок модели 2630 имеет диаметр шпинделя Ø 125 мм, коробка скоростей обеспечивает 23 различных чисел оборотов шпинделя в минуту (от 6 до 1200), включение подачи производится фрикционной муфтой при помощи спаренных электромагнитов, управляемых с пульта. Масса обрабатываемых деталей до 4 т.
Станок модели 2А613 имеет самый малый диаметр расточного шпинделя – Ø 63 мм и несколько увеличенное, по сравнению со станком 262Г, число оборотов шпинделя, снабжен цангой для зажима расточного шпинделя при фрезеровании и растачивании ходом стола и закрытый люнет задней стойки.
262г Общий вид горизонтально-расточного станка

Фото расточного станка 262г
Расположение составных частей горизонтально-расточного станка 2620, 2620А, 2622, 2622А

Расположение основных узлов горизонтально-расточного станка 2620
Основные узлы станка 262г (рис. 63)
- А — задняя стойка;
- Б — люнет с опорным подшипником;
- В — шпиндельная бабка с коробкой скоростей и коробкой подач;
- Г — передняя стойка;
- Д — продольные салазки;
- Е — поперечные салазки стола;
- Ж — стол;
- З — станина;
- И — радиальный суппорт;
- К — планшайба.
Органы управления станком 262г
- кнопочная станция;
- маховичок точного ручного перемещения шпинделя, суппорта, планшайбы, шпиндельной бабки и стола;
- рукоятка управления коробкой скоростей;
- рукоятка зажима шпинделя;
- маховичок ручного перемещения радиального суппорта;
- штурвал ручного перемещения шпинделя;
- рукоятка включения механической подачи шпиндельной бабки и стола;
- рукоятка ручного поперечного перемещения стола;
- рукоятка ручного продольного перемещения стола.
Кинематическая схема горизонтально-расточного станка 2620, 2620А, 2622, 2622А
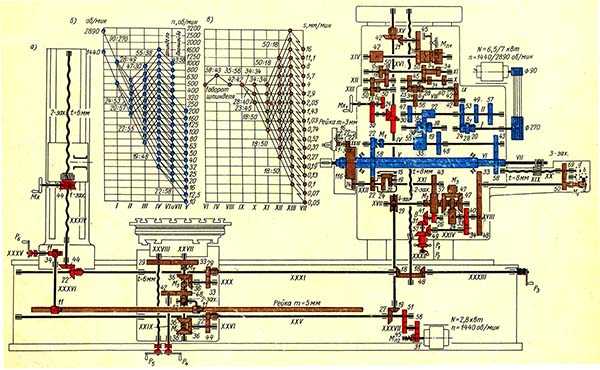
Кинематическая схема горизонтально-расточного станка 2620
1. Кинематическая схема горизонтально-расточного станка 2620. Смотреть в увеличенном масштабе
Движения в станке
- Движения резания — вращение шпинделя или шпинделя и планшайбы
- Движения подач
- осевое поступательное перемещение шпинделя
- продольное и поперечное перемещение стола
- вертикальное перемещение шпиндельной бабки
- радиальное перемещение суппорта планшайбы
- Взаимосвязанное движение — поступательное перемещение расточного шпинделя при нарезании внутренней резьбы резцом
- Вспомогательные движения
- перемещение задней стойки в продольном направлении
- быстрые перемещения стола, шпиндельной бабки и шпинделя
- ручное перемещение шпиндельной бабки, стола, шпинделя, радиального суппорта и точное установочное перемещение опорного люнета
Кинематика станка модели 262Г
Движения резания
Шпиндель и планшайба станка приводятся в движение двухскоростным электродвигателем мощностью 6,5/7 кВт (рис. 64. а) через клиноременную передачу 90—270 и коробку скоростей. Последняя имеет два тройных блока шестерен Б1 и Б2, обеспечивающих девять передач, что в совокупности с двухскоростным электродвигателем позволяет сообщить шпинделю VII через колеса 43—58 восемнадцать различных чисел оборотов в минуту (рис. 64. б).
Наибольшее число оборотов шпинделя nmax в минуту с учетом упругого скольжения ремня опеределяется из выражения:
nmax = 2890·(90/270)·0,985(28·47·55·43)/(49·30·35·58) = 1000 об/мин
Для планшайбы nmin определяется из выражения:
nmin = 1440·(90/270)·0,985((20·22·19·22)/(57·55·48·58)) = 10 об/мин
Движения подач
Эти движения заимствуются от вала IV. Вращение передается через шестерни 35—56, вал VIII, колеса 42—42, вал IX, блок шестерен Б3. вал X, блок шестерен Б4, вал XI, блок шестерен Б3, полый вал XII, блок шестерен Б6 и вал XIV. От вала XIV через предохранительную муфту Мп , цилиндрические шестерни 39—45 и конические колеса 21—42 приводится во вращение вертикальный вал XVI. Структура коробки подач видна из графика (рис. 64, в).
Осевая подача шпинделя осуществляется от вала XVI через червячную передачу 4—29, вал XVII, конический реверс 47—47— 47 с муфтой М3, шестерни 33—24, вал XVIII, колеса 48—33, вал XIX, муфту М6, шестерни 50—69 и трехзаходный винт XX, гайка которого соединена поводком со шпинделем. Максимальная осевая подача шпинделя sш mах определяется из выражения:
sш mах = 1 (58·35·42·34·34·50·50·50·39·21·4·33·48·50) / (43·56·42·34·34·18·18·42·45·42·29·24·33·69)·3·8 = 16 мм/об
При настройке станка для нарезания резьбы муфта М6 снимается, а вал XIX соединяется с ходовым винтом XX гитарой сменных колес а, Ь, с и d.
Вертикальная подача шпиндельной бабки, а также продольная и поперечная подачи стола осуществляются от вертикального вала XVI, вращение от которого через конические шестерни 19—27, вал XXV, колеса 22—44, вал XXVI и конический реверс 36—36—36 с муфтой М4 передается валу XXVII. При сцеплении кулачковой муфты М5 с колесом 36 вращение через конические колеса 36—36, вал XXX, шестерни 33—29 сообщается валу XXXI. Последний приводит в движение с одинаковой скоростью шпиндельную бабку и люнет задней стойки. Шпиндельная бабка получает движение от вала XXXI через конические колеса 18—48 и двухзаходный винт XXXII с шагом 8 мм. Опорному люнету движение сообщается от вала XXXI конической передачей 22—44 и двухзаходным винтом XXXIV с шагом 6 мм.
Для включения продольной подачи муфта М5 сцепляется с шестерней 48; при этом через червячную передачу 2—52 получает вращение реечная шестерня 11, сцепляющаяся с косозубой рейкой, которая закреплена на станине станка.
Для включения поперечной подачи муфта М5 устанавливается в нейтральное положение, а муфта M7 включается, вследствие чего от вала XXVII приводится в движение пара цилиндрических шестерен 33—29 и поперечный ходовой винт XXVIII с шагом 6 мм.
Радиальная подача суппорта планшайбы заимствуется от гильзы V планшайбы и осуществляется через дифференциальный механизм. С одной стороны корпус дифференциала получает вращение непосредственно от гильзы V через шестерни 58—22. С другой стороны солнечная шестерня 20 дифференциала приводится в движение от гильзы V через шестерни 55—22, кулачковую муфту М1, вал IV, шестерни 35—56, коробку подач, вертикальный вал XVI, червячную передачу 4—29, вал XVII, кулачковую муфту М2, шестерни 57—43 и вал XXI. Дифференциал, суммируя оба эти движения, сообщает вращение валу XXII и далее через шестерни 24—116—22, червячную передачу 1—22 и реечную передачу 16 радиальному суппорту планшайбы.
Вспомогательные движения
Быстрые перемещения всех рабочих органов станка осуществляются от отдельного электродвигателя мощностью 2,8 кВт, вращение от которого через предохранительную муфту Мп2, и редуктор с колесами 31—55 и 45—51 передается валу XXV и далее по ранее рассмотренным кинематическим цепям к рабочим органам станка.
Для ручного перемещения шпиндельной бабки и опорного люнета задней стойки служит рукоятка Рз, установленная на конце вала ХХХIII.
Ручное перемещение стола в продольном направлении производится рукояткой Р4, установленной на валу XXIX, при нейтральном положении муфты M5. через шестерни 42—48, червячную передачу 2—52 и косозубую реечную передачу.
Задняя стойка перемещается в продольном направлении рукояткой Р6, установленной на валу XXXV, через винтовые колеса 11—34, вал XXXVI и реечную передачу.
Точная установка опорного люнета для обеспечения его строгой соосности со шпинделем производится маховичком Мх через червячную передачу 1—44.
262г Узлы горизонтально-расточного станка
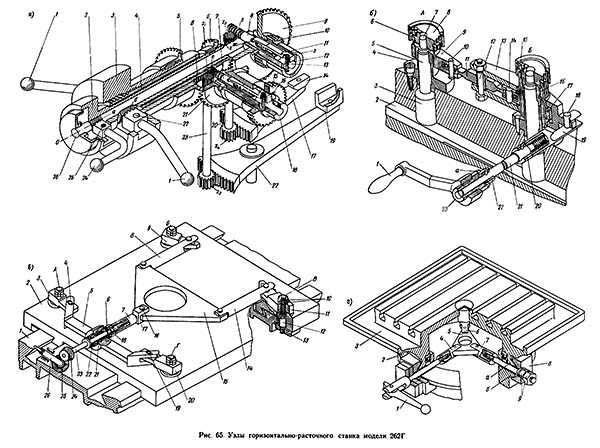
Узлы горизонтально-расточного станка 262г
Узлы горизонтально-расточного станка 262г. Смотреть в увеличенном масштабе
Штурвальное устройство
Ручные перемещения и управление механическими подачами радиального суппорта выполняются рукояткой 24 (рис. 65, а). Рукоятками 1 осуществляются управление механическими подачами шпинделя и одновременно его ручные быстрые перемещения.
Рукоятка 24 при повороте относительно оси 25 своей секторной частью зацепляется с круглой рейкой а штанги 26 и перемещает последнюю вдоль ее оси. На правом конце штанги 26 нарезана рейка г, находящаяся в зацеплении с шестерней z3, изготовленной за одно целое с валом 20 и шестерней z4. Перемещение штанги 26 вызывает вращение вала 20 с шестернями z3 и z4. Шестерня z3, находясь в зацеплении с круглой рейкой д штанги 8. перемещает ее вдоль оси и управляет выдвижной шпонкой 11. Когда шпонка 8 занимает среднее положение (как показано па рисунке), хвостовик выдвижной шпонки 11 находится в углублении ж штанги 8, а шпонка иод действием пружины 13 входит в шпоночный паз 3 ступицы колеса 10, связывая последнее с полым валом 12.
Смещение штанги 8 из среднего положения в том или ином направлении выводит выдвижную шпонку из паза шестерни 10. расцепляя его с полым валом 12. Колесо 10 находится в постоянном зацеплении с шестерней 57 на валу XVII (рис. 64, а), связанной с кинематической цепью подач радиального суппорта планшайбы.
В то же время шестерня z4 вала 20 (рис. 65, а) через сектор 17 и сухарь 14 управляет положением шестерни 57 на валу XVII (рис. 64, а). При нейтральном положении рукоятки 24 выдвижная шпонка 11 включена, а шестерня 57 на валу XVII (рис. 64, а) находится в среднем положении. В этом случае вращением рукоятки 24 (рис. 65, а) относительно оси О производится ручное перемещение радиального суппорта. Поворотом рукоятки 24 относительно оси 25 на себя или от себя выключается выдвижная, шпонка //и одновременно включается подача суппорта к центру или от центра планшайбы.
Поворотом рукояток 1 относительно осей 22 через полую штангу 4 с рейками б и в, вал 23 с шестернями z1 и z2, сектор 27 и вилку 19 производится включение, выключение и реверсирование подачи шпинделя. Вилка 19 перемещает шестерню 33 на валу XVII (рис. 64, а). Одновременно шестерня z1 (рис. 65, а) посредством штанги 7 с круглой рейкой е включает и выключает выдвижную шпонку 16.
В среднем положении рукояток 1 выдвижная шпонка 16 входит в шпоночный паз шестерни 15, соединяя ее с полым валом 18. Механическая подача шпинделя в этот момент выключена. В этом положении рукояток 1 путем их вращения относительно оси О производится ручное перемещение шпинделя. Вращение от рукояток 1 передается через втулку 3, коническую передачу 5—21, полый вал 18, выдвижную шпонку 16, шестерню 15 и остальные элементы кинематической цепи подачи шпинделя.
Механизм зажима шпиндельной бабки
Шпиндельная бабка закрепляется на направляющих стойки двумя прижимами А и Б (рис. 65, б). Зажим производится рукояткой 1, насаженной на втулку 23, имеющую торцовые кулачки а, которыми втулка зацепляется с кулачковой полумуфтой 22. Последняя закреплена на валу-винте 21. При вращении рукоятки 1 винтовая часть вала 21 перемешает тягу 19, которая при помощи пальца 18 связана с двуплечим рычагом 13. Перемещение тяги 19 вызывает поворот рычага 13 относительно оси зажима. Второй конец рычага 13 соединен пальцем 12 с коромыслом 11. Пальцы 10 и 14 связывают коромысло с рычагами 9 и 17 зажимов А и Б. Поэтому попорот рычага 13 вызывает одновременный поворот рычагов 9 и 17.
Рычаг 9, поворачиваясь на резьбовой полой оси 4, одновременно перемещается вниз, увлекая за собой зубчатый диск 8, грибок 7, толкатель 5 и прижим 3, воздействующий на клин 2.
Действие прижима Б аналогично, только рычаг 17 воздействует не непосредственно на зубчатый диск, а через полый шлицевый цилиндр 16. Втулка 20, насаженная на вал 21, упираясь в торец тяги 19, фиксирует окончание зажима бабки. Сила затягивания прижимов регулируется зубчатыми дисками 8. Для этого снимают фиксаторные планки 15 и шлицевые кольца 6, а затем подвинчивают зубчатые диски 8.
Механизм зажима поперечных салазок
Поперечные салазки 2 (рис. 65, в) закрепляются на направляющих продольных салазок 1 в четырех точках зажимами А, Б, В, Г.
Каждый из зажимов состоит из рычага 11, шлицевого валика 12, имеющего на обоих концах резьбу, прижимной планки 13 и регулировочных гаек 10. При повороте рычага 11 вращается шлицевый валик 12 и, ввинчиваясь в прижимную планку 13, прижимает поперечные салазки к направляющим продольных салазок.
Зажим салазок производится рукояткой, надеваемой на конец вала 26. Последний коническими шестернями 25—24 связан с валом 23, который смонтирован на двух упорных шарикоподшипниках 22 и 6 в поперечине 5; последняя пальцами 4 и 19 связана с рычагами 3 и 20 зажимов А и Г. Между упорными подшипниками установлена пружина 21. Втулка 7 навинчена на резьбовой конец вилки 17, связанной пальцем 16 с косынкой 15. Косынка соединена тягами 8 и 14 с рычагами 9 и 11 прижимов Б и В.
Механизм зажима стола
Поворотный стол 3 (рис. 65, г) закрепляется на поперечных салазках 2 в трех точках с помощью клиновых колодок. Поворотом рукоятки 1 вилки 4, 6 и 7, связанные одной центральной косынкой 5, стягивают в радиальном направлении одновременно все три колодки 8. Зазор между колодками и поясками а и б регулируется гайками 9.
Cтанок горизонтально-расточной 262г. Видеоролик.
Технические характеристики горизонтально-расточных станков 262г
| Наименование параметра | 2620 | 262г | 262д |
|---|---|---|---|
| Основные параметры станка | |||
| Диаметр выдвижного расточного шпинделя, мм | 90 | 85 | 110 |
| Высота оси шпинделя над столом, мм | 45..800 | 45..800 | |
| Наибольший диаметр расточки шпинделем, мм | 320 | 240 | |
| Наибольшая длина расточки шпинделем, мм | 600 | ||
| Наибольший диаметр расточки суппортом планшайбы, мм | 600 | 450 | – |
| Наибольшая длина расточки и обточки суппортом планшайбы, мм | 550 | 400 | – |
| Наибольший диаметр сверла (по конусу), мм | 65 | 65 | |
| Шпиндельная бабка. Шпиндель. ПланШайба | |||
| Наибольшее горизонтальное (осевое) перемещение шпинделя, мм | 710 | 600 | 600 |
| Частота вращения выдвижного расточного шпинделя, об/мин | 12,5…2000 | 20..1000 | 20..1000 |
| Количество скоростей шпинделя | 23 | 18 | 18 |
| Пределы рабочих подач шпинделя, мм/об | 2,2…1760 | 0,05..16 | 0,05..16 |
| Пределы рабочих подач радиального суппорта, мм/об | 0,88…700 | 0,025..8 | – |
| Пределы рабочих подач шпиндельной бабки, мм/об | 1,4…1110 | 0,025..8 | 0,025..8 |
| Наибольшее вертикальное перемещение шпиндельной бабки (установочное), мм | 1000 | ||
| Скорость быстрых перемещений шпиндельной бабки, м/мин | 2,2 | ||
| Скорость быстрых перемещений шпинделя, м/мин | 3,48 | ||
| Скорость вращения планшайбы, об/мин | 8…200 | 10..200 | 20..1000 |
| Количество скоростей планшайбы | 15 | 15 | 18 |
| Возможность отключения вращения планшайбы | есть | ||
| Возможность одновременной подачи суппорта и шпинделя | есть | ||
| Наибольшее перемещение радиального суппорта планшайбы, мм | 170 | 170 | – |
| Скорость быстрых перемещений радиального суппорта, м/мин | 1,39 | ||
| Внутренний конус шпинделя | Морзе 5 | Морзе 5 | |
| Наибольший крутящий момент на шпинделе, кгс*м | 495 | 220 | 220 |
| Наибольший крутящий момент на планшайбе, кгс*м | 780 | ||
| Наибольшее усиление подачи шпинделя, кгс | 1500 | ||
| Наибольшее усилие подачи суппорта, кгс | 700 | ||
| Наибольшее усиление подачи бабки, кгс | 2000 | ||
| Нарезаемая метрическая резьба, мм | 1…10 | 1…10 | 1…10 |
| Нарезаемая дюймовая резьба, число ниток на 1″ | 4…20 | 4…20 | |
| Стол | |||
| Рабочая поверхность стола, мм | 900 х 1120 | 800 х 1000 | |
| Наибольшая масса обрабатываемого изделия, кг | 2000 | 2000 | |
| Наибольшее перемещение стола (вдоль х поперек), мм | 1150 х 1000 | 1140 х 850 | 1225 х 1850 |
| Пределы рабочих подач стола (вдоль и поперек), мм/об | 1,4…1110 | 0,05..16 | 0,05..16 |
| Наибольшее усиление подачи стола (вдоль и поперек), кгс | 2000 | 1300 | 1300 |
| Деление шкалы лимба, мм | 0,025 | ||
| Деление шкалы лимба поворота стола, град | 0,5 | ||
| Выключающие упоры | есть | ||
| Скорость быстрых перемещений, м/мин | 2,2 | ||
| Скорость быстрых установочных круговых перемещений, об/мин | 2,8 | ||
| Привод | |||
| Количество электродвигателей на станке | |||
| Электродвигатель привода главного движения Мощность, кВт (об/мин) | 10 (3000) | 6,5/ 7 | 6,5/ 7 |
| Электродвигатель привода подачи, кВт | 1,52 | ||
| Привод поворота стола, кВт | 1,7 | ||
| Габариты и масса станка | |||
| Габариты станка, включая ход стола и салазок, мм | 5510 х 3200 х 3012 | 5070 х 2250 х 2755 | 5070 х 2250 х 2755 |
| Масса станка, кг | 12000 | 11750 | 11350 |
Связанные ссылки
Каталог-справочник горизонтально-расточных станков
Паспорта и руководства горизонтально-расточных станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Горизонтально расточной станок 2а614 в Екатеринбурге
Warning: session_start(): open(/home/prostank/tmp/sessions/sess_a9565c653af7851d5d3a3365252b1baf, O_RDWR) failed: No space left on device (28) in /home/prostank/public_html/include/config.php on line 13
Warning: session_start(): Failed to read session data: files (path: /home/prostank/tmp/sessions) in /home/prostank/public_html/include/config.php on line 13
Warning: Cannot modify header information – headers already sent by (output started at /home/prostank/public_html/include/config.php:13) in /home/prostank/public_html/include/csrf-magic.php on line 236
Warning: Cannot modify header information – headers already sent by (output started at /home/prostank/public_html/include/config.php:13) in /home/prostank/public_html/include/functions.users.php on line 175
- Главная
- Продажа
- Расточное оборудование
- Горизонтально расточной станок 2а614
Вы можете очень быстро сравнить цены горизонтально расточной станок 2а614 и подобрать оптимальные варианты из более чем 1254 предложений
Горизонтально-вертикальный фрезерный станок UF100Точный и производительный горизонтально вертикальный фрезерный станок. Жесткая массивная конструкция из высококачественного чугуна Meehanite. Все направляющие закалены и регулируются клиновыми…
горизонтально-расточной станок TOS h200AСостояние: Б/У Год выпуска: 1964 Производитель: Чехия
ПОМОЩЬ В РЕАЛИЗАЦИИ ВАШИХСТАНКОВ И ОБОРУДОВАНИЯ (неиспользуемых и неработающих)ВЫКУП СТАНКОВ И ОБОРУДОВАНИЯTOSh200A горизонтально-расточной станок б/уРабочее состояниеЗвоните – отвечу на…
05.09.2018 Екатеринбург (Россия)
Горизонтально-расточной станок 2Л614Состояние: Б/У Год выпуска: 1971 Производитель: ЧСЗ
В наличии на складе: горизонтально-расточной станок 2Л614 в хорошем рабочем состоянии. Комплектный. Подключен. Цена договорная, приезжайте, смотрите.Станки модели 2л614 предназначены для обработки…
18.12.2018 Екатеринбург (Россия)
380 000
www.prostanki.com