Станок плоскошлифовальный 3б722 – 3Б722 станок плоскошлифовальный с горизонтальным шпинделем универсальныйСхемы, описание, характеристики
alexxlab | 18.07.2018 | 0 | Вопросы и ответы
3Б722 станок плоскошлифовальный с горизонтальным шпинделем универсальныйСхемы, описание, характеристики
Сведения о производителе плоскошлифовального станка 3Б722
Производитель плоскошлифовального станка 3Б722 – Липецкий станкостроительный завод, основанный в 1929 году.
В 1956 года ремонтно-тракторный завод был переориентирован на выпуск станков и переименован в Липецкий станкостроительный завод.
Станки модели 3Б722 В являются типовыми представителями гаммы плоскошлифовальных станков с прямоугольным столом среднего типоразмера и позволяет с микронной точностью обрабатывать плоские поверхности самых различных деталей. При применении дополнительных приспособлений на этих станках возможна обработка и фасонных поверхностей.
Станки, выпускаемые Липецким станкостроительным заводом
Способы и особенности плоского шлифования
Рис. 1. Способы шлифования периферией круга:
а — врезанием, б — глубинным методом, в — с малой подачей на глубину и большой поперечной подачей, t — подача на глубину, s — продольная подача
В зависимости от поверхности круга, осуществляющей обработку, различают шлифование периферией круга и торцом круга. Рассмотрим основные способы шлифования периферией круга.
Шлифование врезанием применяется при обработке деталей, ширина которых меньше высоты или когда шлифуемая плоскость ограничена буртами. Шлифование производится без поперечной подачи. Подачу на глубину осуществляют при выходе круга за пределы детали с одной или двух сторон во время реверсирования стола (рис. 1, а). При этом способе шлифования происходит большой износ круга, что требует частых правок. Высокая точность обработки при этом не обеспечивается.
Глубинное шлифование — процесс, при котором за один ход стола при очень малой скорости продольной подачи снимается полный припуск. При этом шлифовальный круг подается сразу на всю глубину (рис. 1, б). При этом способе можно применять как попутное, так и встречное шлифование, съем стружки происходит лишь в одном направлении перемещения стола, реверс стола осуществляется при увеличенной скорости. Так как основная тяжесть съема припуска падает на абразивные зерна, расположенные около торца круга, происходит довольно значительный износ его, поэтому рекомендуется оставлять припуск 0,01—0,02 мм и снимать его с применением поперечной подачи после правки круга.
Шлифование с прерывистой поперечной подачей позволяет качественно обработать даже большие поверхности. Величина поперечной подачи зависит от высоты шлифовального круга и никогда не должна быть больше. В крайних положениях в поперечном направлении круг должен выступать за кромку детали на половину его высоты. В продольном направлении должна быть обеспечена возможность выхода круга за пределы обоих концов детали на 50—60 мм. Подача на глубину осуществляется обычно вместе с реверсированием в поперечном направлении. При этом способе шлифования особенно при обработке больших поверхностей, на последних ходах следует выбирать очень маленькую величину подачи на глубину, чтобы уменьшить неточность, создаваемую кругом вследствие его износа (рис. 1, в).
Шлифование с непрерывной поперечной подачей. Поперечная подача осуществляется непрерывно, величина ее за каждый ход стола не должна превышать половины высоты круга. По сравнению с предыдущим способом, последний обеспечивает возможность получения более высокой точности обработки.
При всех способах шлифования периферией круга дуга контакта круга с деталью значительно меньше по сравнению со шлифованием торцом круга. Следствием этого являются сравнительно небольшие усилия резания и незначительное выделение тепла, поэтому периферией круга шлифуют детали, закаленные до высокой твердости, обладающие невысокой жесткостью, с высокими требованиями к точности. Производительность обработки при шлифовании периферией круга ниже по сравнению со шлифованием торцом круга.
3Б722 станок плоскошлифовальный с горизонтальным шпинделем универсальный. Назначение и область применения
Плоскошлифовальный станок модели 3Б722 – станок общего назначения с прямоугольным столом и горизонтальным шпинделем, предназначен для шлифования плоскостей различных деталей периферией круга. Станина имеет продольные направляющие, по которым возвратно поступательно движется рабочий стол. По вертикальным направляющим стойки перемещается шлифовальная бабка со шлифовальным кругом.
Главное движение в станке — вращение шлифовального круга; продольная подача — прямолинейное возвратно-поступательное движение стола с заготовкой. Поперечная и вертикальная подачи сообщаются шлифовальной бабке с шлифовальным кругом.
Шлифовальный круг крепится на конце шпинделя шлифовальной бабки. Обрабатываемую деталь устанавливают на столе станка. В процессе работы стол получает прямолинейное возвратно-поступательное движение, а шлифовальный круг — вращательное. Если ширина обрабатываемой детали больше ширины круга, то шлифовальной бабке сообщается периодическая поперечная подача после каждого одинарного или двойного хода стола. Шпиндельной бабке с кругом сообщается также вертикальная подача для снятия необходимого припуска.
Станок 3Б722, продольношлифовальный с прямоугольным столом и горизонтальным шпинделем, предназначен для шлифования плоскостей различных деталей периферией круга как в индивидуальном, так и в крупносерийном производстве.
Шлифуемые детали, в зависимости от материала, формы и размеров, могут закрепляться или на электромагнитной плите, или непосредственно на рабочей поверхности стола, или в специальных приспособлениях.
Конструктивная особенность станка – поперечная подача шлифовального круга обеспечивается перемещением стойки со шлифовальной бабкой по горизонтальным направляющим станины стоики. Шлифовальная бабка перемещается только в вертикальном направлении и имеет постоянный вылет относительно стойки.
Применение в станке винтовых пар качения, системы цифровой индикации вертикальных перемещений шлифовальной бабки, высокоточных подшипников в шпиндельном узле и ряда других конструктивных решений позволило повысить точность, долговечность и производительность станка по сравнению с аналогичными серийно выпускаемыми станками.
Корректированный уровень звуковой мощности LpA не должен превышать 99 дБА.
Кинематика станка обеспечивает:
- перемещение стола (стол – крестовой суппорт-станина)
- возвратно-поступательное продольное перемещение: стол – крестовой суппорт
- поперечное перемещение: крестовой суппорт-станина
- автоматическую вертикальную и поперечную подачи
- автоматический реверс суппорта
Жесткая конструкция станины гарантирует высокоточное шлифование.
Конструкция сборочных единиц станка, в т.ч шпиндельного узла, позволяет выбирать различные режимы шлифования с сочетанием различных подач и скоростей стола, обеспечивает шлифование деталей с заданной точностью и шероховатостью.
Современные аналоги плоскошлифовального станка 3Б722
3711Б – 1000 х 200, производитель Оршанский станкостроительный завод Красный борец
3Б721 – 1000 х 320, производитель Оршанский станкостроительный завод Красный борец
ОШ-400 – 1100 х 400, производитель Оршанский станкостроительный завод Красный борец
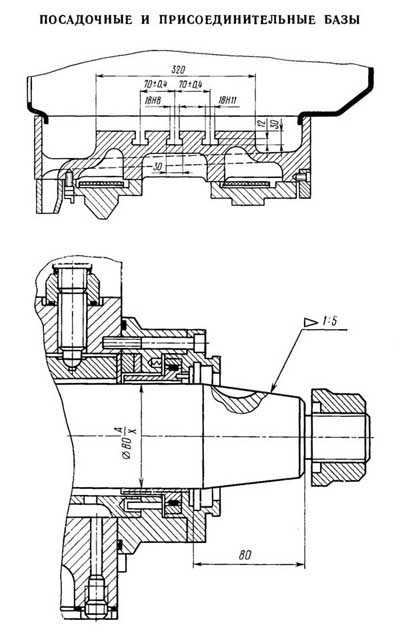
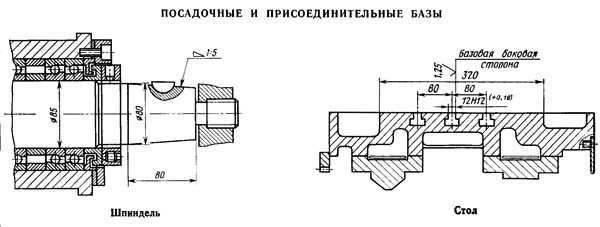
Присоединительные и посадочные базы станка 3Б722
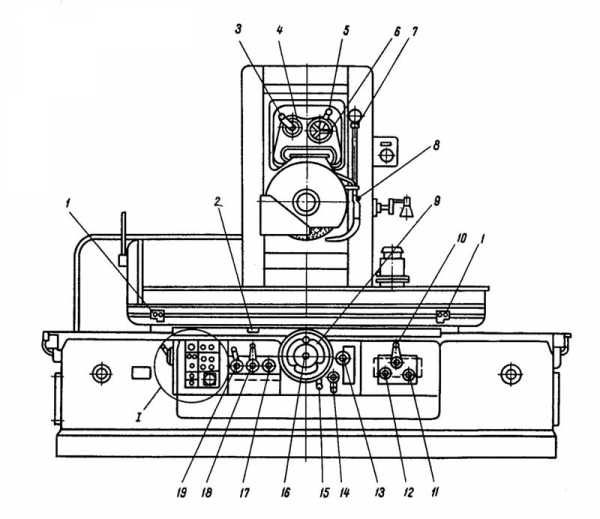
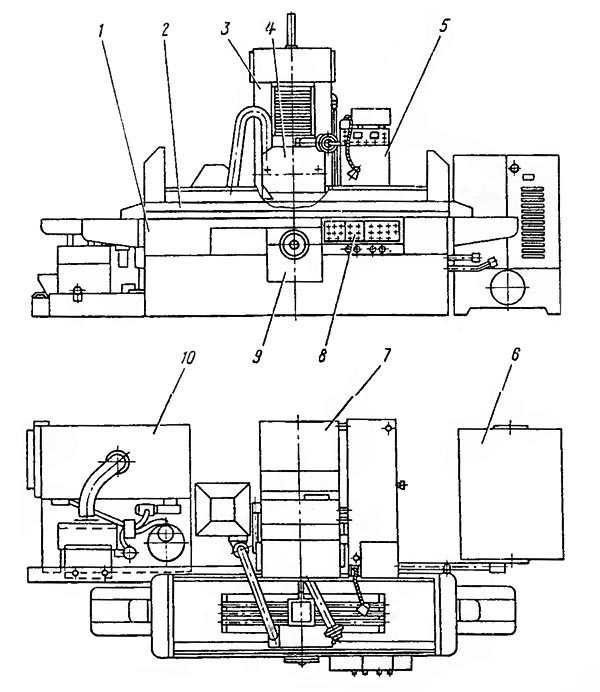
Общий вид плоскошлифовального станка 3Б722


Расположение составных частей шлифовального станка 3Б722

Спецификация составных частей шлифовального станка 3Б722
- Кожухи – 3Б722-80
- Каретка – 3Б722-35
- Шлифовальная бабка – 3Б722-30
- Электрооборудование – 3Б722-90а
- Стол – 3Б722-20
- Станина – 3Б722-10
- Панель управления гидрокоробки подач – 3Б722-41
- Гидрокоробка подач шлифовальной бабки – 3Б722-54
- Панель управления стола – 3Б722-40
- Гидрокоробка реверса стола – НГ-52
- Пульт управления – 3Б722-91
- Трубопровод электрооборудования – 3Б722-92
- Кран манометра – 3Б722-48
- Гидрокоробка сказки направляющих стола – НГ-60
- Золотник подачи реверсивный – 3Б722-59а
- Установка смазки шпинделя – 3Б722-57а
- Сильфонное реле – НГ-65В
- Механизм ускоренного перемещения – 3Б722-37б
- Охлаждение – 3Б722-75
- Плита электромагнитная на напряжение 110, ГОСТ 3860-56 ЭП-32Г
- Магнитный сепаратор – CM-3МA
- Принадлежности – 3Б722-85
- Цилиндр стола – 3Б722-50
- Насосная установка – 3Б722-56
- Трубопровод – 3Б722-51
- Колонка – 3Б722-15
- Гидрокоробка реверса шлифовальной бабки – 3Б722-53
- Узел конечных выключателей – 3Б722-46б
- Редуктор каретки – 3Б722-26
- Цилиндр шлифовальной бабки – 3Б722-52
- Редуктор колонки – 3Б722-27
- Опора привода винта – 3Б722-28
- Механизм вертикальной подачи – 3Б722-36
- Плунжер механизма подач – 3Б722-55
фильтр НГ-62
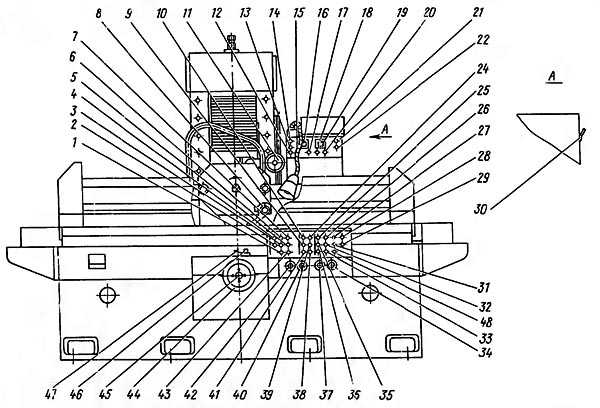
Расположение органов управления шлифовального станка 3Б722
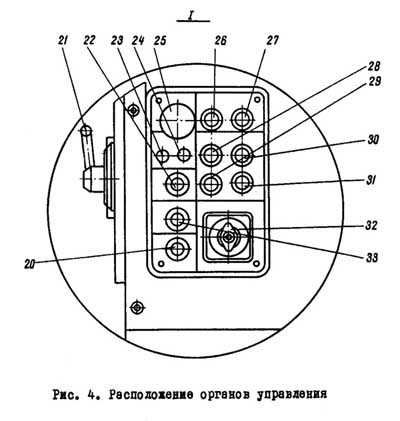
Перечень органов управления шлифовального станка 3Б722
- Передвижные упоры стола
- Рычаг реверса стола от упоров
- Рукоятка реверса гидравлического поперечного перемещения шлифовальной бабки
- Упоры реверса гидравлического перемещения шлифовальной бабки
- Рукоятка включения ручного поперечного перемещения шлифовальной бабки
- Маховик ручного поперечного перемещения шлифовальной бабки
- Упор
- Кран системы охлаждения
- Маховик ручной вертикальной подачи шлифовальной бабки
- Рукоятка изменения характера поперечной подачи
- Рукоятка дросселя для регулирования величины непрерывной поперечной подачи
- Рукоятка дросселя для регулирования прерывистой поперечной подачи
- Рукоятка установки величины автоматической вертикальной подачи
- Рукоятка подготовки включения ускоренного вертикального перемещения шлифовальной бабки
- Рукоятка установки жесткого упора
- Кнопка для разъединения лимба с маховиком
- Рукоятка дросселя для регулирования скорости стола
- Рукоятка ручного реверса стола
- Рукоятка “Пуск”, “Стоп”, “Разгрузка” стола
- Выключатель освещения “Включено”, “Отключено”
- Переключатель электромагнитной плиты “Включено”, “Отключено”, “Размагничено”
- Переключатель “Работа с плитой”, “Работа без плиты”
- Лампа сигнальная “Плита включена”
- Лампа сигнальная “Наличие смазки в подшипниках шпинделя”
- Кнопка “Общий стоп”
- Кнопка “Пуск” гидравлики
- Кнопка “Стоп” гидравлики
- Кнопка ускоренного перемещения шлифовальной бабки “Вверх”
- Кнопка ускоренного перемещения шлифовальной бабки “Вниз”
- Кнопка “Пуск” шлифовального круга
- Кнопка “Стоп” шлифовального круга
- Переключатель включения охлаждения “Включено”, “Отключено”
- Выключатель автоматической вертикальной подачи “Включено”, “Отключено”
Кинематическая схема плоскошлифовального станка 3Б722
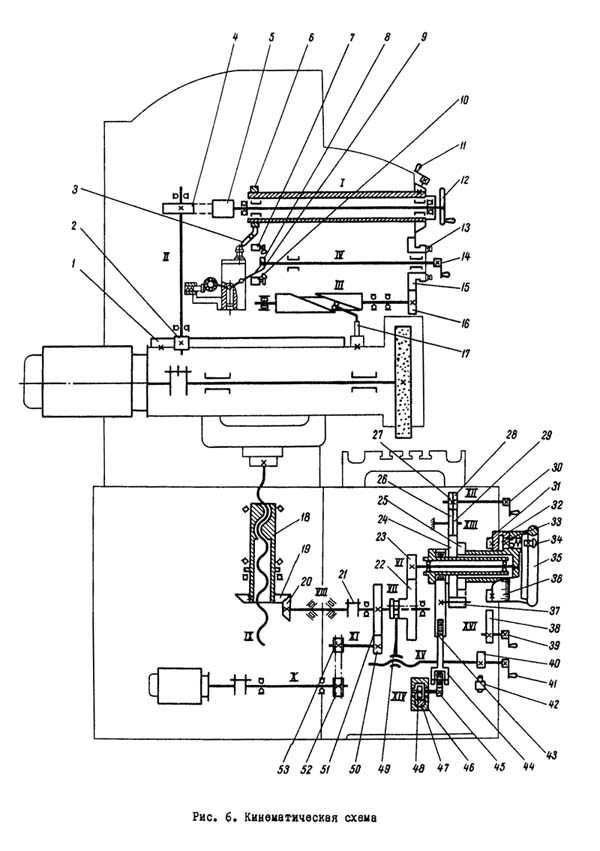
Схема кинематическая плоскошлифовального станка 3Б722. Смотреть в увеличенном масштабе
Схема кинематическая плоскошлифовального станка 3Б722. Смотреть в увеличенном масштабе
Цепь вертикальной подачи шлифовальной бабки
Ручная подача. Движение от маховика 35 передается через шестерни 23, 22, муфту 21, коническую пару шестерен 20, 19 на гайку 18, связанную с ходовым винтом IX..
Так как гайка зафиксирована от вертикального перемещения, то при ее вращении винт IX будет перемещаться в осевом направлении и передвигать каретку со шлифовальной бабкой.
Автоматическая подача. В момент реверса шлифовальной бабки масло подается в ту или иную полость цилиндра механизма подачи 46 и перемещает плунжер-рейку 47. Последняя через шестерню 48 вращает кривошип 45, который черев шатун 44 поворачивает на угол 40-50° рычаг 43 с сидящей на нем собачкой 37.
Собачка поворачивает храповик 25, соединенный с маховиком 35. Далее движение передается по описанной выше цепи к винту.
Регулирование величины автоматической подачи осуществляется поворотом перекрышки 24, в результате чего собачка 37 может поворачивать храповик 25 на всем пути своего движения или на части его. Изменение положения перекрышки 24 осуществляется от рукоятки 30 через шестерни 28, 27, 29, 26 и зубчатый сектор, нарезанный на перекрышке 24.
Для автоматического прекращения подачи после снятия установленного припуска служит сектор 31, 88 крепленный на лимбе 36. При этом он входит в зону качения собачки 37, которая начинает скользить по нему, не задевая зубьев храповика 25.
При работе вручную до “жесткого упора” рукояткой 39 подводится жесткий упор 38, в который упирается в конце хода упор, закрепленный на лимбе 32. Лимб связан с маховиком 35 посредством зубчатого фиксатора 33, включение которого производится нажатием кнопки 34.
Ускоренное перемещение. Ускоренное установочное перемещение подготавливается поворотом рукояти 41. При этом при помощи винтовой канавки на валу рычагом 49 шестерня 22 выводится из зацепления с шестерней 23 и маховиком 35 отключается от цепи подачи. Одновременно кулачок 40 нажинает на конечный выключатель 42, который разблокирует кнопочную станцию пуска электродвигателя механизма ускоренного перемещения.
При включении электродвигателя движение от вала электродвигателя передается бесшумной цепью через звездочки 52, 53. шестерни 50, 51 на винт IX по рассмотренной ранее цепи.
При этом шлифовальная бабка перемещается вверх или вниз.
Цепь поперечной подачи шлифовальной бабки
Ручная подача. От маховика 12 через червячную передачу (червяк 5 – шестерня 4) вращение передается реечной шестерне 2, которая находится в зацеплении с рейкой I, укрепленной на шлифовальной бабке.
Для того, чтобы при гидравлическом перемещении шлифовальной бабки от цилиндра не произошла поломка передачи, червяк 5 выводится из зацепления с шестерней 4 путем поворота рукоятки II. При этом эксцентриковая гильза кулачком 6 и рычагом 3 осуществляет блокировку, исключая перемещение шлифовальной бабки от гидроцилиндра при включенном червяке.
Автоматическая подача. При поперечном перемещении шлифовальной бабки от гидроцилиндра палец 17, укрепленный на корпусе бабки, скользит по спиральному пазу вала III, заставляя его вращаться. Далее через шестерни 16 и 15 приводится во вращение диск с переставляемыми упорами 13. Диск с упорами при максимальном поперечном проходе шлифовальной бабки делает почти полный оборот, и упоры, воздействуя на реверсивную рукоятку 14, поворачивают ее вместе с валиком и сидящим на нем рычагом 9. Рычаг одним из своих пальцев воздействует (при реверсе шлифовальной бабки) поочередно на конечные выключатели 7 и 10, которые дают команду на вертикальную автоматическую подачу, а другим пальцем переключает рычаг 8, связанный с реверсивным золотником гидрокоробки реверса шлифовальной бабки.
Рукояткой 14 можно произвести также и ручной реверс шлифовальной бабки.
Привод шлифовальной бабки. Шпиндель шлифовального круга получает вращательное движение через муфту от фланцевого электродвигателя мощностью 10 кВт при 1460 оборотов в мину.
Схема электрическая плоскошлифовального станка 3Б722
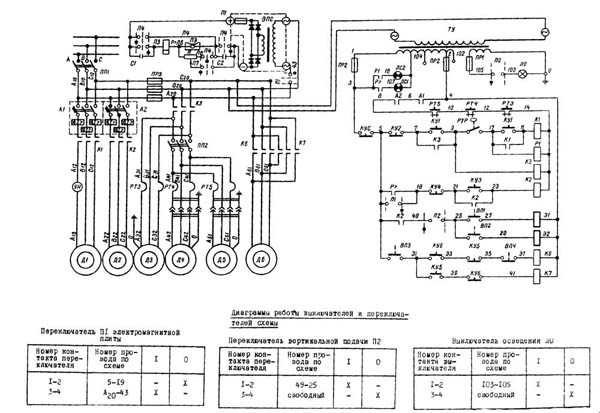
Схема электрическая плоскошлифовального станка 3Б722. Смотреть в увеличенном масштабе
Напряжение общей питающей сети переменного тока 380 В.
Напряжение цепей управления – 110 В, местного освещения – 24 В, сигнализации – 5 в, цепей управления постоянного тока – 110 В.
Описание действия электросхемы станка
Поворотом рукоятки вводного пакетного выключателя ПП1 в положение “Включено” включается цепь питания станка (рис. 18).
Для подготовки схемы к работе необходимо включить выключатель AI и А2 в положение “Включено”. Включение вращения шлифовального круга.
Включение вращения шлифовального круга производится повторным нажатием на кнопку КУ1.
Кнопка КУ1 имеет два Н.О. контакта 7-9 и 17 – II
Первый контакт включает цепь контактора КЗ, второй контакт включает контактор KI, который Н.О. контактом 17—II становится на самопитание и включает электродвигатель Д1.
Включение и выключение электромагнитной плиты
Станок оборудован магнитной плитой для удержания деталей из магнитных материалов в процессе шлифования.
Работать можно и без магнитной плиты. Для выбора рода работ на пульте установлен переключатель П1 “Работа с плитой” – “Без плиты”.
Поворотом рукоятки этого переключателя в положение “Работа с плитой” подготавливается к включению цепь питания электромагнитной плиты.
Поворотом рукоятки переключателя П4 в положение “Включено” замыкаются контакты П1-П3 и П4-П2 и на магнитную плиту подается напряжение по цепи П1-П3-П5-П4-П2
При этом срабатывает электромагнитное реле Р> катушка которого включена последовательно с магнитной плитой. Реле Р> своим Н.О. контактом 5-19 подготавливает к включению цепь контактора К2, а контактом 3-107 включает сигнальную лампу ЛС1 “Плита включена”. Для снятия изделий с магнитной плиты необходимо рукоятку барабанного переключателя перевести в положение “Размагничено” и отпустить.
Под действием пружины рукоятка возвратится в нулевое положение. В нулевом положении замыкается контакт П4-П6, все остальные контакты разомкнуты, плита, отключенная от выпрямителя, шунтируется сопротивлением Р. Реле Р> выключается, отключая сигнальную лампу ЛС1, а контакт 5-19 размыкается.
В положении рукоятки переключателя П4 “Размагничено” замкнуты его контакты П1-П4 и П2-П7 и в катушках электромагнитной плиты протекает ток обратного направления пониженной силы из-за наличия в цепи части сопротивления R. Кратковременный импульс тока обратной полярности необходим для размагничивания магнитной плиты и частично шлифуемых деталей.
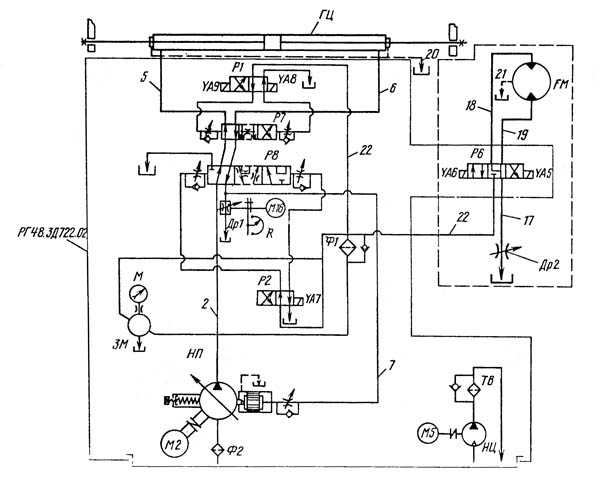
Схема гидравлическая плоскошлифовального станка 3Б722
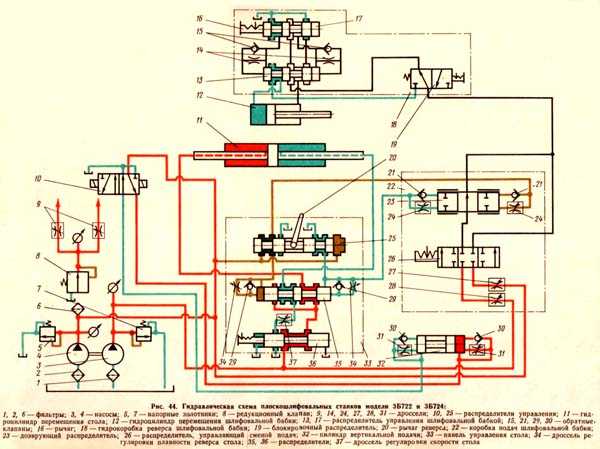
Схема гидравлическая плоскошлифовального станка 3Б722. Смотреть в увеличенном масштабе
Схема гидравлическая плоскошлифовального станка 3Б722. Смотреть в увеличенном масштабе
Гидрооборудование плоскошлифовального станка 3Б722
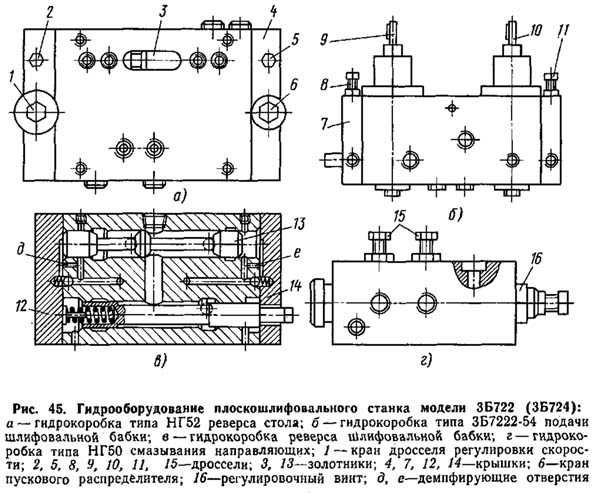
Гидрооборудование плоскошлифовального станка 3Б722. Смотреть в увеличенном масштабе
Гидравлическая схема плоскошлифовальных станков модели ЗБ722 и ЗБ724
- фильтр
- фильтр
- насос
- насос
- напорный золотник
- 6фильтр
- напорный золотник
- редукционный клапан
- дроссель
- распределитель управления
- гидроцилиндр перемещения стола
- гидроцилиндр перемещения шлифовальной бабки
- распределитель управления шлифовальной бабкой
- дроссель
- обратный клапан
- рычаг
- распределитель управления шлифовальной бабкой
- гидрокоробка реверса шлифовальной бабки
- блокировочный распределитель
- рычаг реверса
- обратный клапан
- коробка подач шлифовальной бабки
- дозирующий распределитель
- дроссель
- распределитель управления
- распределитель, управляющий сменой подач
- дроссель
- дроссель
- обратный клапан
- обратный клапан
- дроссель
- цилиндр вертикальной подачи
- панель управления столом
- дроссель регулировки плавности реверса стола
- распределитель
- распределитель
- дроссель регулировки скорости стола
Описание гидропривода плоскошлифовальных станков ЗБ722 и ЗБ724
Гидропривод станка (рис. 44) осуществляет:
- возвратно-поступательное движение стола
- возвратно-поступательное движение шлифовальной бабки
- вертикальную подачу шлифовальной бабки
- смазывание направляющих стола
- смазывание подшипников шпинделя
Гидропривод станка имеет три основные системы:
- высокого давления (рабочую систему)
- низкого давления (систему управления)
- смазывание подшипников шлифовальной бабки
Передвижение и реверс стола. Масло из бака через фильтр 1 подается насосом 3 через напорный золотник 7 к распределителю 36.
При правом положении золотника распределителя 36 масло поступает в левую полость цилиндра 11, прикрепленного к столу. Стол движется влево. Масло, вытесняемое из правой полости цилиндра 11, через распределитель «95 и дроссель 37 сливается в бак. Дроссель 37 служит для регулировки скорости стола. При движении стола влево упор при помощи рычага 20 перемещает золотник распределителя 25. При этом масло от насоса 4 через напорный золотник 5, распределитель 25, обратный клапан 29 поступит под правый торец золотника распределителя 35 и переместит его в крайнее левое положение. Масло из-под левого торца золотника 35 вытесняется через дроссель 34 распределителя 25 в бак. Дроссель 34 служит для регулировки плавности реверса стола.
Как только золотник распределителя 35 переместится в крайнее левое положение, масло начнет поступать в правую полость цилиндра 11. Стол будет перемещаться вправо до тех пор, пока упор не передвинет золотник распределителя 25, после чего цикл повторится.
Поперечные подачи и реверс шлифовальной бабки. Золотник распределителя 26 может занимать одно из трех положений (см. рис. 44): крайнее правое соответствует прерывистой подаче, крайнее левое — непрерывной подаче и среднее — отсутствию подачи. Золотник распределителя 13 может занимать одно из двух крайних положений: правое, соответствующее перемещению шлифовальной бабки гидравлическим приводом, и левое, соответствующее перемещению шлифовальной бабки вручную.
Непрерывная подача шлифовальной бабки. Масло от насоса 4 через напорный золотник 5, дроссель 27, распределители 26 и 19 поступает в распределитель 13. Если золотник распределителя 13 находится в левом положении, то масло поступает в штоковую полость цилиндра 12 и шлифовальная бабка движется влево. Из поршневой полости цилиндра 12 масло через распределители 13 и 17 сливается в бак.
При перемещении рычагом 16 золотника распределителя 17 вправо масло от насоса 4 через распределители 26, 19, 13, 17 и обратный клапан 15 попадает под левый торец золотника распределителя 13 и перемещает его в правое положение, направляя поток масла в поршневую полость цилиндра 12. Шлифовальная бабка движется вправо. Из штоковой полости цилиндра 12 масло через распределители 13 и 17 сливается в бак. Дроссели 14 регулируют скорость перемещения золотника распределителя 13.
Прерывистая поперечная подача шлифовальной бабки происходит при каждом реверсе стола, т. е. при каждом перемещении золотника распределителя 25. От насоса 4 через распределитель 25 и обратный клапан 21 масло поступает в правую полость дозирующего распределителя 3. Из левой полости дозирующего распределителя 23 через дроссель 24 распределителя 25 масло сливается в бак. Во время перемещения дозатора из одного крайнего положения в другое часть масла от насоса 3 через напорный золотник 7, дроссель 28, распределитель 26, дозатор 23 поступает в распределитель 19 и далее идет так же, как в случае непрерывной подачи.
Вертикальная прерывистая подача шлифовальной бабки. При реверсе поперечной подачи шлифовальной бабки рычаг 16 через конечные выключатели включает один из электромагнитов распределителя 10, перемещая его золотник в одно из крайних положений. Если золотник распределителя 10 находится в левом положении, то масло от насоса через напорный золотник 5 и обратный клапан 30 попадает в цилиндр 32 вертикальной подачи — происходит вертикальная подача шлифовальной бабки. Из левой полости цилиндра 32 масло через дроссель 31 и распределитель 10 сливается в бак.
Вертикальная подача бабки в противоположном направлении происходит аналогично.
Возможные неисправности в гидроприводе плоскошлифовального станка 3Б722, ЗБ724
Перед отысканием неисправностей надо проверить давление в гидросистеме. Давление должно быть равно: высокое (в рабочей системе) 1,5—2МПа, низкое (в системе управления) — 0,6..0,8 МПа, в системе смазывания направляющих станины — 0,05 МПа, в системе смазывания подшипников шлифовальной бабки — 0,1 МПа.
Технические данные и характеристики станка 3Б722
| Наименование параметра | 3Б722 | |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | П | |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 1000 х 360 х 400 | |
| Наибольшие размеры обрабатываемых поверхностей (длина х ширина), мм | 1000 х 320 | |
| Расстояние от оси шпинделя до зеркала стола, мм | 190…630 | |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 1000 х 320 | |
| Размеры поверхности электромагнитной плиты (длина х ширина), мм | 900 х 320 | |
| Продольное перемещение стола от гидравлики (наименьшее/наибольшее, мм | 300…1050 | |
| Скорость возвратно-поступательного движения стола, м/мин | 2 … 40 | |
| Шлифовальная бабка | ||
| Размеры шлифовального круга (наименьший и наибольший наружный диаметры), мм | 325…450 | |
| Размеры шлифовального круга (внутренний диаметр/ высота), мм | 203/ 63 | |
| Число оборотов шлифовального круга в минуту | 1460 | |
| Наибольший допустимый крутящий момент на шпинделе, кгс*м | 6,7 | |
| Конец шпинделя шлифовальной бабки по ГОСТ 2323-67 (конструкция/ конусность/ наибольший диаметр) | 1/ 1:5/ 80 | |
| Наибольшее поперечное перемещение шлифовальной бабки (ручное и от гидравлики), мм | 400 | |
| Цена деления лимба поперечного перемещения шлифовальной бабки, мм | 0,05 | |
| Поперечное перемещение шлифовальной бабки на один оборот лимба, мм | 4,5 | |
| Пределы скоростей поперечной подачи шлифовальной бабки (бесступенчатое регулирование), м/мин | 0,05…3 | |
| Автоматическая поперечная подача на каждый ход стола (бесступенчатое регулирование), мм | 1…30 | |
| Наибольшее вертикальное перемещение шлифовальной бабки, мм | 440 | |
| Цена деления лимба вертикального перемещения шлифовальной бабки, мм | 0,005 | |
| Вертикальное перемещение шлифовальной бабки на один оборот лимба, мм | 1,0 | |
| Автоматические вертикальные подачи шлифовальной бабки, мм | 0,005…0,1 | |
| Скорость вертикального ускоренного перемещения, м/мин | 0,450 | |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 6 | |
| Электродвигатель шпинделя шлифовальной бабки, кВт/ об/мин | 10/ 1460 | |
| Электродвигатель вертикального ускоренного перемещения шлифовальной бабки, кВт/ об/мин | 1,1/ 1400 | |
| Электродвигатель насоса гидросистемы, кВт/ об/мин | 5,5/ 970 | |
| Производительность насоса гидропривода, л/мин | ||
| Электродвигатель насоса системы смазки, кВт/ об/мин | 0,12/ 1400 | |
| Электродвигатель насоса системы охлаждения, кВт/ об/мин | 0,12/ 1400 | |
| Производительность насоса охлаждения, л/мин | ||
| Электродвигатель магнитного сепаратора, кВт/ об/мин | 0,12/ 1400 | |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | |
| род тока питающей сети | 50Гц, 380 В | |
| Габариты и масса станка | ||
| Габарит станка, мм | 3410 х 2020 x 2290 | |
| Масса станка, кг | 6950 |
Связанные ссылки
Каталог-справочник плоскошлифовальных станков
Паспорта и руководства плоскошлифовальных станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
3Б722 станок плоскошлифовальный: – паспорт (djvu) 2,9 Мб, Скачать
stanki-katalog.ru
Плоскошлифовальный станок 3Б722: технические характеристики
Содержание статьи:
Плоскошлифовальный станок серии 3Б722 выпускался Липецким станкостроительным заводом. Это оборудование предназначено для шлифования различных материалов торцевой поверхностью круга. Благодаря своим уникальным эксплуатационным свойствам модель применяется до сих пор.
Конструктивные особенности станка
Внешний вид
Установка состоит из горизонтальной станины, на поверхности которой расположены направляющие, на них крепится обрабатываемая деталь. Во время работы выполняется смещение по горизонтальному продольному направлению. Для обработки больших заготовок возможны незначительные сдвиги в поперечном направлении. Шлифовальный круг фиксируется на бабке. Этот узел агрегации может перемещаться в вертикальной плоскости.
Для нормальной работы оборудования в конструкции предусмотрено 6 электродвигателей. Главный привод шпинделя бабки осуществляется за счет передачи крутящего момента от силового агрегата мощностью 10 кВт. Для ускоренного вертикального смещения применяется электродвигатель 1,1 кВт. Остальные приводящие устройства предназначены для обеспечения работы систем охлаждения и магнитного сепаратора.
Плоскошлифовальный станок 3Б722 обладает следующими специфическими характеристиками:
- способы фиксации деталей. Они могут быть затоплены на рабочем столе механическими устройствами или с помощью электромагнитной плиты;
- шлифовальная бабка смещается по стойке с горизонтальными направляющими;
- в конструкции установлены винтовые пары качения;
- система цифровой индикации, которая контролирует степень смещения шлифовального круга.
Наличие высокоточных подшипников обеспечивает равномерную обработку материала по всей поверхности.
Конструкция шпиндельного узла позволяет выбирать оптимальные режимы функционирования — подачи и изменение скорости рабочего стола. Уровень звуковой мощности не должен превышать 99 дБ.
Технические характеристики
Компоненты станка
Согласно принятой классификации станок 3Б722 имеет класс точности «П». Благодаря универсальности своей конструкции он может обрабатывать детали, габариты которых не превышают 100*36*40 см. При этом расстояние от шпинделя до поверхности стола может составлять от 19 до 63 см.
Определяющим качеством станка являются параметры шпиндельной бабки. От ее характеристик зависит максимальная и минимальная глубина шлифования, а также скорость выполнения этого процесса. Допустимые размеры шлифовального круга составляют от 32,5 до 45 см. При этом посадочный диаметр равен 20,3 см. На шпиндель поступает максимальный крутящий момент 6,7 кгс*м.
Кроме этого, следует учитывать такие технические параметры, которыми обладает шпиндельная бабка станка 3Б722:
- величина поперечного смещения – 40 см;
- количество автоматических подач на один ход рабочего стола – от 1 до 30;
- максимальное вертикальное смещение – 44см;
- характеристики автоматических вертикальных подач – от 0,005 до 0,1 мм;
- скорость вертикального ускоренного смещения – 0,45 м/мин.
Станок может работать в режиме автоматической или ручной подачи. В первом случае необходимо задействовать систему автоматики.
Технические параметры рабочего стола:
- габариты поверхности — 100*32 см;
- размеры фиксируемой электромагнитной плиты – 90*32 см;
- величина продольного смещения – от 30 до 105 см;
- возможность регулировки скорости смещения рабочего стола – от 2 до 40 м/мин.
Помимо этих характеристик, стоит отметить автоматический реверс ступора. Эта функция позволяет оперативно реагировать на изменение конфигурации обрабатываемой детали.
Плоскошлифовальный станок 3Б722 обладает большими габаритами – 341*202*229 при массе 6950 кг без установленной детали. Это объясняется литой станиной, которая обеспечивает устойчивость оборудования во время работы.
Режимы работы
Блок охлаждения
Перед работой на шлифовальном оборудовании следует ознакомиться с режимами его функционирования. Они зависят от выбранной степени обработки поверхности детали, а также точности ее выполнения.
Наиболее популярный режим работы станка – шлифование врезанием. Оно осуществляется в том случае, если ширина заготовки меньше ее высоты. Дополнительно этот режим применяется, если на поверхности детали есть ограничивающие бортики. Он характеризуется быстрым износом круга и низким качеством шлифования. Преимущество – высокая скорость выполняемой операции.
Кроме этого, станок 3Б722 может работать в следующих режимах:
- глубинное. Скорость вращения круга минимальная. При этом за один проход удаляется полный припуск. Съем стружки делается только в одном направлении. Периодически необходимо проверять геометрию круга и делать корректирующие поправки в режиме работы оборудования;
- прерывистая и не прерывистая поперечные подачи. Применяются для высокой скорости обработки. Разница между ними заключается в возможности выхода круга за границы детали на 50-60 мм в режиме прерывистой обработки.
При выборе режимов работы нужно учитывать, что обработка периферией круга значительно меньше, чем шлифование торцом.
В видеоматериале можно увидеть пример работы оборудования, которое аналогично модели 3Б722:
stanokgid.ru
Плоскошлифовальный станок 3Б722 – Всё для чайников
- Главная
- Видеотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Обществознание
- Обществознание – как наука
- Иностранные языки
- История
- Психология и педагогика
- Русский язык и литература
- Культурология
- Экономика
- Менеджмент
- Логистика
- Статистика
- Философия
- Бухгалтерский учет
- Технические науки
- Черчение
- Материаловедение
- Сварка
- Электротехника
- АСУТП и КИПИА
- Технологии
- Теоретическая механика и сопромат
- САПР
- Метрология, стандартизация и сертификация
- Геодезия и маркшейдерия
- Программирование и сеть
- Информатика
- Языки программирования
- Алгоритмы и структуры данных
- СУБД
- Web разработки и технологии
- Архитектура ЭВМ и основы ОС
- Системное администрирование
- Создание программ и приложений
- Создание сайтов
- Тестирование ПО
- Теория информации и кодирования
- Функциональное и логическое программирование
- Программы
- Редакторы и компиляторы
- Офисные программы
- Работа с аудио видео
- Работа с компьютерной графикой и анимацией
- Автоматизация бизнеса
- Прочие
- Музыка
- Природное земледелие
- Рисование и живопись
- Естествознание
- Библиотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Астрономия
- Обществознание
- Естествознание
forkettle.ru
Плоскошлифовальный станок 3Б722 – Всё для чайников
- Главная
- Видеотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Обществознание
- Обществознание – как наука
- Иностранные языки
- История
- Психология и педагогика
- Русский язык и литература
- Культурология
- Экономика
- Менеджмент
- Логистика
- Статистика
- Философия
- Бухгалтерский учет
- Технические науки
- Черчение
- Материаловедение
- Сварка
- Электротехника
- АСУТП и КИПИА
- Технологии
- Теоретическая механика и сопромат
- САПР
- Метрология, стандартизация и сертификация
- Геодезия и маркшейдерия
- Программирование и сеть
- Информатика
- Языки программирования
- Алгоритмы и структуры данных
- СУБД
- Web разработки и технологии
- Архитектура ЭВМ и основы ОС
- Системное администрирование
- Создание программ и приложений
- Создание сайтов
- Тестирование ПО
- Теория информации и кодирования
- Функциональное и логическое программирование
- Программы
- Редакторы и компиляторы
- Офисные программы
- Работа с аудио видео
- Работа с компьютерной графикой и анимацией
- Автоматизация бизнеса
- Прочие
- Музыка
- Природное земледелие
- Рисование и живопись
- Естествознание
- Библиотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Астрономия
- Обществознание
- Иностранные языки
- Технические науки
- Теоретическая механика и сопромат
- Сварка
- Естествознание
forkettle.ru
Плоскошлифовальные станки 3б722 в Челябинске
Warning: session_start(): open(/home/prostank/tmp/sessions/sess_9f38d6f2b287242e8b60a9991c329475, O_RDWR) failed: No space left on device (28) in /home/prostank/public_html/include/config.php on line 13
Warning: session_start(): Failed to read session data: files (path: /home/prostank/tmp/sessions) in /home/prostank/public_html/include/config.php on line 13
Warning: Cannot modify header information – headers already sent by (output started at /home/prostank/public_html/include/config.php:13) in /home/prostank/public_html/include/csrf-magic.php on line 236
Warning: Cannot modify header information – headers already sent by (output started at /home/prostank/public_html/include/config.php:13) in /home/prostank/public_html/include/functions.users.php on line 175
- Главная
- Продажа
- Плоскошлифовальные станки
- Плоскошлифовальный станок 3б722
Вы можете очень быстро сравнить цены плоскошлифовального станка 3б722 и подобрать оптимальные варианты из более чем 2902 предложений
Плоскошлифовальный станок 3Г71Состояние: Б/У
Плоскошлифовальный станок 3Г71, в рабочем состоянии, местонахождение г. Челябинск
10.07.2014 Челябинск (Россия)
50 000
плоскошлифовальный станок 3Л722 в хорошем состоянииСостояние: Б/У
Куплю плоскошлифовальный станок 3Л722 в хорошем состоянии. подключенный. Проверить хотим что берем не убитый металлолом. Доставка в Челябинск. Так же интересуют; расточной 3е78п с подвижным…
28.11.2016 Челябинск (Россия)
плоскошлифовальный станок ПШ-30540Состояние: Б/У Год выпуска: 1990
Плоскошлифовальный станок ПШ-30540, рабочий. Подключен. Локация Челябинская обл. цена договорная
01.06.2018 Челябинск (Россия)
плоскошлифовальный станок Прага-451Состояние: Б/У Год выпуска: 1990
Плоскошлифовальный станок Прага-451, рабочий. Подключен. Локация Челябинская обл. цена договорная
01.06.2018 Челябинск (Россия)
Распродажа станковСостояние: Б/У
Продажа бывшего в употреблении оборудования в отличном состоянии! 1. Токарно-винторезный станок модели 1К62 4шт. разных модификаций – 90 т.р.шт. 2. Горизонтально фрезерный 6Р82 ( в рабочем сост.)…
19.09.2014 Челябинск (Россия)
ШВП на станок. ЛШ-233. ЛШ233М. ШВП 1П756ДФ321.55.000Состояние: Новый Производитель: Россия
Продам шарико винтовая пара к плоскошлифовальному станку ЛШ233МПродам швп к станку ЛШ233МШВП63х10 C-16-3495ГЧ – договорнаяШВП63х10 С-16-3499ГЧ – 72 950,00 р/шт…
22.11.2018 Челябинск (Россия)
Станки 6Р82Ш 6Т83Г, FU321 (аналог 6Т82Ш), 6Т13 (2001 г.в.), ВМ 127 (2006, 2000)., 6Р13, 6Р12, трубонарезн. СА983, 1Н983Состояние: Б/У Год выпуска: 2001 Производитель: Россия
Продаю станки. ВМ -127 ( 2001, 1998,1993, 1992 , 1987,г.в.) , 6Р12 , 6Т83 (1991 г.в.), 1К625Д (2001 г.в.) – 5 шт.2. Станок фрезерный ФУ-321 4 шт.6. Станок вертикально-фрезерный FV32 1 шт.12….
25.12.2018 Челябинск (Россия)
станок токарно-винторезный 1М65, длина обработки 5000мм., есть в продаже 1М63, 1К62, 1К62Д, 1к625Д, 1К625ДГСостояние: Б/У Год выпуска: 1987 Производитель: Россия
Продаем станки: токарный станок 1М65 (РМЦ 5м.), 1К625Д (2005), 1К625ДГ РМЦ 1500мм (2000г.в.), 1К62Д, 16К20М, 1К625Д (2007 г.в.), СА564 – 2000г.в. с конусными линейками( РМЦ 1000мм и…
25.12.2018 Челябинск (Россия)
станки фрезерные ВМ 127 (2005 и 1998 г.в.),6Т83, 6V82Ш, 6Р13, 6Р12, токарные 1М63, 1м65(РМЦ 5м), 1м64, 16К20, 1К625ДСостояние: Б/У Год выпуска: 2006 Производитель: Россия
Продаем станки Вертикально- фрезерные ВМ -127 (2001, 2006,2000, 1992 , 1987,г.в.) , 6Т83 (2000 г.в.), 6Р13, 6Р12окарный станок 1К625Д (2005), 1К625ДГ РМЦ 1500мм (2007г.в.), 1К62Д, 16К20М, 1К625Д…
18.12.2018 Челябинск (Россия)
www.prostanki.com
3Л722В станок плоскошлифовальный с горизонтальным шпинделем универсальныйСхемы, описание, характеристики
Сведения о производителе плоскошлифовального станка 3Л722В
Производитель плоскошлифовального станка 3Л722, 3Л722В, 3Л722А – Липецкий станкостроительный завод, основанный в 1929 году.
В 1956 года ремонтно-тракторный завод был переориентирован на выпуск станков и переименован в Липецкий станкостроительный завод.
Станки модели 3Л722В являются типовыми представителями гаммы плоскошлифовальных станков с прямоугольным столом среднего типоразмера и позволяет с микронной точностью обрабатывать плоские поверхности самых различных деталей. При применении дополнительных приспособлений на этих станках возможна обработка и фасонных поверхностей.
Станки, выпускаемые Липецким станкостроительным заводом
3Л722В станок плоскошлифовальный с горизонтальным шпинделем универсальный. Назначение и область применения
Плоскошлифовальный станок модели 3Л722 предназначен для работы периферией и торцом шлифовального круга при обработке плоских поверхностей, профилированным кругом для обработки фасонных поверхностей.
Область применения станка 3Л722 — предприятия машиностроительной, автотракторной, подшипниковой и станкостроительной промышленности.
Принятая компоновка станка предусматривает модульный принцип построения гаммы станков с прямоугольными и круглыми столами, использование групп и узлов при создании агрегатных и специальных станков.
Шлифовальная бабка станка 3Л722 со шпинделем на опорах качения перемещается вертикально по направляющим стойки.
Дистанционное управление скоростью и местом хода стола и стойки, использование для вертикального и поперечного перемещения винтовых пар качения, централизованной замкнутой системы смазки улучшают условия эксплуатации станка.
Стойка перемещается в поперечном направлении вместе с салазками, имеющими развитые направляющие по длине и направляющие станины стойки.
Применение в станке 3Л722 направляющих из фторопластовой ленты с низким коэффициентом трения позволяет исключить зазоры в системе СПИД, повысить демпфирующие способности конструкции станка и получить малые скорости перемещения рабочих органов.
В станке применены шаговый электродвигатель в цепи вертикальных подач, вынесенный комплектный гидропривод с насосом объемного регулирования и система стабилизации температуры масла.
Станина станка 3Л722 имеет продольные направляющие, по которым возвратно поступательно движется рабочий стол. По вертикальным направляющим стойки перемещается шлифовальная бабка со шлифовальным кругом.
Данная конструкция обеспечивает высокую точность и надежность станка в процессе эксплуатации. В станке имеется устройство цифровой индикации, позволяющее контролировать величину вертикального перемещения шлифовальной бабки в процессе обработки.
Детали устанавливают вручную на столе или электромагнитной плите.
Шлам со стола удаляется вместе с СОЖ с помощью лотка коробчатой формы. СОЖ очищается от шлама с помощью магнитного сепаратора и фильтров тонкой очистки.
СОЖ подается в зону шлифования с помощью насоса П-90.
Главное движение в станке — вращение шлифовального круга; продольная подача — прямолинейное возвратно-поступательное движение стола с заготовкой. Поперечная и вертикальная подачи сообщаются шлифовальной бабке с шлифовальным кругом.
Шлифовальный круг крепится на конце шпинделя шлифовальной бабки. Обрабатываемую деталь устанавливают на столе станка. В процессе работы стол получает прямолинейное возвратно-поступательное движение, а шлифовальный круг — вращательное. Если ширина обрабатываемой детали больше ширины круга, то шлифовальной бабке сообщается периодическая поперечная подача после каждого одинарного или двойного хода стола. Шпиндельной бабке с кругом сообщается также вертикальная подача для снятия необходимого припуска.
Шлифуемые детали, в зависимости от материала, формы и размеров, могут закрепляться или на электромагнитной плите, или непосредственно на рабочей поверхности стола, или в специальных приспособлениях.
Конструктивная особенность станка – поперечная подача шлифовального круга обеспечивается перемещением стойки со шлифовальной бабкой по горизонтальным направляющим станины стоики. Шлифовальная бабка перемещается только в вертикальном направлении и имеет постоянный вылет относительно стойки.
Применение в станке винтовых пар качения, системы цифровой индикации вертикальных перемещений шлифовальной бабки, высокоточных подшипников в шпиндельном узле и ряда других конструктивных решений позволило повысить точность, долговечность и производительность станка по сравнению с аналогичными серийно выпускаемыми станками.
Кинематика станка обеспечивает:
- перемещение стола (стол – крестовой суппорт-станина)
- возвратно-поступательное продольное перемещение: стол – крестовой суппорт
- поперечное перемещение: крестовой суппорт-станина
- автоматическую вертикальную и поперечную подачи
- автоматический реверс суппорта
Жесткая конструкция станины гарантирует высокоточное шлифование.
Конструкция сборочных единиц станка, в т.ч шпиндельного узла, позволяет выбирать различные режимы шлифования с сочетанием различных подач и скоростей стола, обеспечивает шлифование деталей с заданной точностью и шероховатостью.
Станок не имеет возможности встраиваться в автоматическую линию.
Класс точности станка — В, А по ГОСТ 8—82Е.
Шероховатость обработанной поверхности при шлифовании торцом круга Ra = 0,63 мкм; при шлифовании периферией круга Ra = 0,32 мкм.
Категория качества — высшая. Станок может использоваться в условиях единичного и мелкосерийного производства.
Корректированный уровень звуковой мощности LpA не должен превышать 99 дБА.
Разработчик – Липецкий станкостроительный завод.
Современные аналоги плоскошлифовального станка 3Л722В
3711Б – 1000 х 200, производитель Оршанский станкостроительный завод Красный борец
3Б721 – 1000 х 320, производитель Оршанский станкостроительный завод Красный борец
ОШ-400 – 1100 х 400, производитель Оршанский станкостроительный завод Красный борец
Габарит рабочего пространства плоскошлифовального станка 3Л722В
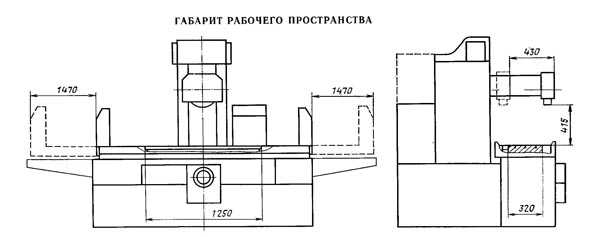
Габарит рабочего пространства плоскошлифовального станка 3Л722В
Присоединительные и посадочные базы плоскошлифовального станка 3Л722В
Присоединительные и посадочные базы плоскошлифовального станка 3Л722В
Общий вид плоскошлифовального станка 3Л722В

Фото плоскошлифовального станка 3Л722В

Фото плоскошлифовального станка 3Л722В
Расположение составных частей шлифовального станка 3Л722В
Расположение составных частей шлифовального станка 3Л722В
Перечень составных частей шлифовального станка 3Л722В
- Станина
- Стол
- Стойка
- Шлифовальная бабка
- Электрошкаф
- Гидроагрегат
- Станина стойки
- Пульт управления
- Редуктор поперечной подачи
- Агрегат охлаждения
По направляющим станины 1 возвратно-поступательно перемещается стол 2.
На лицевой части станины располагается пульт управления 8 и редуктор поперечной подачи 9.
К задней стенке станины стола, по центру, крепится станина стойки 7, в которой размещается привод поперечных подач.
По направляющим станины стойки перемещаются салазки, на которых жестко закреплена стойка 3.
Вертикальное перемещение шлифовальной бабки 4 осуществляется по направляющим качения стойки механизмом вертикальных подач.
Станок комплектуется гидроагрегатом 6 и электрошкафом 5, агрегатом охлаждения 10.
Расположение органов управления шлифовальным станком 3Л722В
Расположение органов управления шлифовальным станком 3Л722В
Перечень органов управления шлифовального станка 3Л722В
- Кнопка “Гидропривод, пуск”
- Кнопка “Общий стоп”
- Кнопка “Размагничивание электромагнитной плиты”
- Кнопка включения возвратно-поступательного движения стола
- Кнопка включения намагничивания плиты
- Кнопка остановки движения стола
- Кнопка включения возвратно-поступательного движения стола
- Рукоятка изменения количества подаваемой СОЖ в зону резания
- Кнопка останова движения стойки
- Кнопка включения движения стойки от себя
- Рукоятка ручной вертикальной микроподачи
- Сигнальная лампа
- Сигнальная лампа
- Сигнальная лампа
- Сигнальные лампы
- Указатель нагрузки электродвигателя шлифовального круга
- Сигнальная лампа
- Сигнальные лампы
- Указатель величины скорости стола
- Сигнальная лампа
- Сигнальная лампа
- Сигнальная лампа
- Переключатель режима работы стойки
- Кнопка включения вращения шлифовального круга
- Переключатель режима вертикальных подач шлифовальной бабки
- Кнопки ускоренного вертикального перемещения шлифовальной бабки
- Кнопка толчкового вертикального перемещения шлифовальной бабки вниз
- Кнопка замедленного непрерывного вертикального перемещения шлифовальной бабки вниз
- Рукоятка автоматического выключателя
- Кнопки ускоренного вертикального перемещения шлифовальной бабки
- Переключатель характера вертикальных подач шлифовальной бабки в автоматическом режиме
- Переключатель выбора величины вертикальной автоматической подачи
- Рукоятки настройки величины хода стойки
- Кнопка остановки вращения шлифовального круга
- Выключатель системы подачи и очистки СОЖ
- Рукоятки настройки величины хода стойки
- Выключатель лампы местного освещения
- Рукоятка настройки величины автоматической поперечной подачи
- Рукоятки настройки величины и места хода стола
- Кнопка включения движения стойки на себя
- Рукоятки настройки величины и места хода стола
- Тумблер задания скорости стола
- Маховик ручного перемещения стойки
- Тяга режима работы поперечного перемещения стойки
- Рукоятка микрометрической подачи стойки
- Рукоятка включения ручной микрометрической подачи стойки
- Кнопка обнуления УЦИ.Ф5290
Кинематическая схема плоскошлифовального станка 3Л722В

Кинематическая схема плоскошлифовального станка 3Л722В
Чертеж шпинделя шлифовального станка 3Л722В

Чертеж шпинделя шлифовального станка 3Л722В
Чертеж шпинделя шлифовального станка 3Л722В. Смотреть в увеличенном масштабе
Схема гидравлическая шлифовального станка 3Л722В
Гидравлическая схема шлифовального станка 3Л722В
Система гидравлическая и смазочная шлифовального станка 3Л722В
Гидравлическая система станка осуществляет возвратно-поступательное перемещение стола с бесступенчатым регулированием скорости перемещения.
Описание работы гидросистемы смотрите в руководстве по эксплуатации комплектного гидропривода РГ48.3Д722.02, прилагаемого к станку.
Для подключения комплектного гидропривода к станку следует использовать трубопроводы 5, 6 и 20 для дренажного слива из-под крышек цилиндра согласно схеме гидравлической принципиальной (рис.12).
Правильная и регулярная смазка станка имеет большое значение для нормальной его эксплуатации и долговечности.
Смазку необходимо производить смазочными материалами, указанными в карте смазки (см.табл.1) или их заменителями, приведенными в перечне рекомендуемых смазочных материалов (см.табл.2).
В станке применена централизованная система смазки горизонтальных направляющих станка и стола от смазочной станции.
ВНИМАНИЕ! Первую смену фильтроэлемента следует производить по мере засорения, но не позднее одного месяца со дня пуска станка в эксплуатацию, вторую – через три месяца, а далее – руководствуясь указаниями карты смазки.
Ежедневно необходимо следить за указателем засоренности фильтра, расположенного на его крышке.
Описание работы централизованной системы смазки станка 3Л722В
В целях улучшения теплового режима работы станции гидропривода передние дверцы, задний и верхний щиты допускается не устанавливать.
На рис.14 приведено расположение мест смазки. Смазка направляющих осуществляется от индивидуальной смазочной станции (рис.15), в резервуар 4 которой заливается отфильтрованное масло Т22 ГОСТ 32-74 или ВНЛИ НП-403 ГОСТ 16728-78 в количестве, указанном в табличке на установке смазки.
Величина настройки давления 0,5…0,8 кгс/см² контролируется манометром 2. Для предотвращения включения движения стойки и стола при отсутствии смазки на направляющих в системе смазки установлено реле давления I типа РД8/10-000-03. Регулировка и визуальный контроль смазки на направляющих осуществляются дроссельным блоком смазки 8 (см.рис.13). При заворачивании регулировочных винтов блока изменяется зазор, а значит и величина расхода масла. Необходимое количество смазки, поступающей на направляющие, обеспечивается в том случае, когда поплавки дроссельного блока смазки 8 находятся между двумя красными линиями.
Масло к направляющим поступает через фильтр тонкой очистки 3 по трубопроводам 13. 14.15. 16, 17 (см.рис.13). Слив масла с направляющих осуществляется самотеком по трубопроводам 9, 10, II, 12 в полость направляющей части станины стойки, а оттуда – по трубопроводу 18 в резервуар станции смазки.
Фильтр 7 служит для очистки масла при заливании его через заливную горловину. В установку смазки входит насос 6 с электродвигателем.
Схема электрическая принципиальная шлифовального станка 3Л722А

Электрическая схема шлифовального станка 3Л722В
Схема электрическая шлифовального станка 3Л722А. Смотреть в увеличенном масштабе
Электрооборудование шлифовального станка 3Л722В
Система питания станка
- Напряжение общей питающей сети переменного тока ~380 В 50 Гц
- Напряжение цепей управления –
- ~110 В 50 Гц
- 110 В постоянный ток
- 24 В постоянный ток
- 12 В постоянный ток
- 6 В постоянный ток
- Цепи сигнализации
- 24 В постоянный ток
- 12 В постоянный ток
- ~5 В 50 Гц
- Местное освещение
Установочный чертеж станка 3Л722В

Установочный чертеж станка 3Л722В
3Л722В станок плоскошлифовальный с горизонтальным шпинделем универсальный. Видеоролик.
Технические данные и характеристики станка 3Л722В, 3Л722А
| Наименование параметра | 3Б722 | 3Д722 | 3Л722В, А |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | П | П | В, А |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 1000 х 360 х 400 | 1000 х 320 х 400 | 1250 х 320 х 400 |
| Наибольшие размеры обрабатываемых изделий на плите электромагнитной (длина х ширина х высота), мм | 900 х 320 х 280 | 1250 х 320 х 280 | |
| Наименьшие размеры обрабатываемых изделий на плите электромагнитной (длина х ширина х высота), мм | 50 х 40 х 5 | 50 х 40 х 3 | |
| Расстояние от оси шпинделя до зеркала стола, мм | 190..630 | 210..625 | 210..625 |
| Наибольшая масса изделий обрабатываемых на столе, кг | 600 | 600 | |
| Наибольшая масса изделий обрабатываемых на плите электромагнитной, кг | 300 | 400 | |
| Рабочий стол станка | |||
| Размеры рабочей поверхности стола (длина х ширина), мм | 1000 х 320 | 1000 х 320 | 1000 х 320 |
| Размеры поверхности электромагнитной плиты (длина х ширина), мм | 900 х 320 | 900 х 320 | |
| Продольное перемещение стола от гидравлики (наименьшее/наибольшее, мм | 300..1050 | 300..1010 | |
| Скорость возвратно-поступательного движения стола (регулирование бесступенчатое), м/мин | 2..40 | 3..45 | 3..35 |
| Шлифовальная бабка | |||
| Размеры шлифовального круга (наименьший и наибольший наружный диаметры), мм | 325…450 | ||
| Размеры шлифовального круга (внутренний диаметр/ высота), мм | 203/ 63 | ||
| Размеры шлифовального круга по ГОСТ 2424-75 | ПП450х80х203 | ПП450х80х203 | |
| Число оборотов шлифовального круга в минуту | 1460 | 1460 | 1460 |
| Наибольший допустимый крутящий момент на шпинделе, кгс*м | 6,7 | ||
| Наибольшая скорость шлифования, м/с | 34,4 | ||
| Конец шпинделя шлифовальной бабки по ГОСТ 2323-67, ГОСТ 2323-76 (конструкция/ конусность/ наибольший диаметр) | 1/ 1:5/ 80 | 1/ 1:5/ 80 | |
| Наибольшее поперечное перемещение шлифовальной бабки (стойки), мм | 400 | 410 | 430 |
| Цена деления лимба поперечного перемещения шлифовальной бабки, мм | 0,05 | ||
| Поперечное перемещение шлифовальной бабки на один оборот лимба, мм | 4,5 | ||
| Ускоренное поперечное перемещение шлифовальной бабки, м/мин | 1,2 | ||
| Пределы скоростей поперечной подачи шлифовальной бабки (бесступенчатое регулирование), м/мин | 0,05..3,0 | 0,5..3,0 | |
| Автоматическая поперечная подача на каждый ход стола (бесступенчатое регулирование), мм/ход | 1..30 | 2..48 | 1..60 |
| Наибольшее вертикальное перемещение шлифовальной бабки, мм | 440 | 415 | 415 |
| Цена деления лимба вертикального перемещения шлифовальной бабки, мм | 0,005 | 0,004 | 0,002 |
| Вертикальное перемещение шлифовальной бабки на один оборот лимба, мм | 1,0 | 0,5 | 0,2 |
| Автоматические вертикальные подачи шлифовальной бабки, мм | 0,005..0,1 | 0,004..0,1 | 0,002..0,128 |
| Скорость вертикального ускоренного перемещения, м/мин | 0,450 | 0,450 | 0,200 |
| Привод и электрооборудование станка | |||
| Количество электродвигателей на станке | 6 | 8 | 13 |
| Электродвигатель шпинделя шлифовальной бабки (М1), кВт | 10 | 15 | 11 |
| Электродвигатель насоса гидросистемы (М2) (гидростанция), кВт | 5,5 | 7,5 | 4,0 |
| Электродвигатели воздушного теплообменника (М3, М11) (гидростанция), кВт | нет | 0,12 | 0,09 |
| Электродвигатель насоса системы смазки (М4), кВт | 0,12 | 0,25 | 0,25 |
| Электродвигатель привода механизма правки круга (М5), кВт | 0,09 | ||
| Электродвигатель насоса системы охлаждения (М6), кВт | 0,12 | 0,6 | 0,75 |
| Электродвигатель магнитного сепаратора (М7), кВт | 0,12 | 0,12 | 0,12 |
| Электродвигатель фильтра транспортера (М8), кВт | нет | 0,12 | 0,09 |
| Электродвигатель регулировки дросселя скорости движения стола (М9) (гидростанция), кВт | |||
| Электродвигатель насоса охлаждения масла (М10) гидростанция, кВт | 1,1 | ||
| Электродвигатель вертикального ускоренного перемещения шлифовальной бабки (М12), кВт | 1,1 | 0,75 | 0,6 |
| Электродвигатель привода поперечной подачи стойки (М13), кВт | 0,75 | ||
| Электродвигатель вертикальной подачи шлифовальной бабки (М14), кВт | шаговый | ||
| Электродвигатель насоса откачки утечек, кВт | нет | 0,25 | нет |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | 18,25 | |
| род тока питающей сети | 50Гц, 380 В | 50Гц, 380 В | 50Гц, 380 В |
| Габариты и масса станка | |||
| Габарит станка (длина х ширина х высота), мм | 3410 х 2020 x 2290 | 3510 х 2130 х 2360 | 4810 х 2660 х 2660 |
| Масса станка, кг | 6950 | 8400 | 7000 |
Связанные ссылки
Каталог-справочник плоскошлифовальных станков
Паспорта и руководства плоскошлифовальных станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Паспорт на плоскошлифовальный станок 3Б722 / Шлифовальные станки / Stanok-online.ru
Печать документации: Липетский станкостроительный завод
Год печати документации: –
Количество папок: 2
Количество страниц, листов: 108
Узнать стоимость документации
Паспорт и документация к данной модели станка находится в нашем архиве, в электронном виде. В комплект документации входит, по разделам, согласно содержания:
1. Руководство по уходу и обслуживанию
Содержание:
1. Назначение станка
2. Указания по транспортировке
3. Указания по установке
4. Указания по подготовке станка к первоначальному пуску
5. Проверка условий для безопасной работы
6. Паспорт
Общие сведения и основные данные
Общая компановка станка
Спецификация узлов
Органы управления станка
7. Кинематическая схема станка
8. Конструкция станка
9. Смазка станка
9. Электрооборудование станка
10. Приложение:
Выбор характеристики шлифовального круга
Правила установки шлифовального круга
2. Альбом чертежей быстроизнашивающихся и запасных деталей
Схемы и чертежи станка:
– Внешний вид станка чертёж
– Схема транспортировки станка
– Фундамент станка чертёж
– Эскиз Т-образных пазов стола чертёж
– Компановка станка чертёж
– Кинематическая схема
– Станина и стол чертёж
– Колонка чертёж
– Механизм вертикальной подачи чертёж
– Механизм ускоренного перемещения чертёж
– Каретка чертёж
– Шлифовальная бабка чертёж
– Коробка конечных выключателей чертёж
– Гидравлическая схема станка
– Схема смазки станка
– Насосная установка чертёж
– Панель управления стола чертёж
– Гидрокоробка для подач шлифовальной бабки чертёж
– Гидрокоробка реверса шлифовальной бабки чертёж
– Цилиндр стола и цилиндр шлифовальной бабки чертёж
– Гидрокоробка смазки направляющих стола чертёж
– Золотник вертикальной подачи чертёж
– Цилиндр вертикальной подачи чертёж
– Панель управления стола чертёж
– Панель управления гидрокоробки подач чертёж
– Установка салазки чертёж
– Принципиальная электрическая схема
– Монтажная электрическая схема
– Установка шлифовального круга для балансировки чертёж
– Приспособление для правки шлифовального круга чертёж
Краткое описание станка:
Универсальный плоскошлифовальный станок с прямоугольным столом и горизонтальным шпинделем модели 3Б722 предназначен для шлифования плоскостей различных изделий периферией круга. Шлифуемые изделия в зависимости от материала, формы и размеров могут закрепляться на магнитной плите или непосредственно на рабочей поверхности стола. На базе станка выпускается полуавтомат, работающий на полуавтоматическом цикле, при котором вся обработка изделий, кроме загрузки и разгрузки, производится автоматически. Станок имеет общие основные конструктивные решения. По направляющим станины перемещается возвратно-поступательно стол. На центрально расположенной тумбе, привёрнутой к станине, крепиться колонка, по вертикальным направляющим которой перемещается каретка со шлифовальной бабкой.
Слева за станиной расположена насосная установка, на которой смонтирован узел смазки, справа – бак с охлаждающей жидкостью, на котором укреплён магнитный сепаратор. Станок снабжён прибором активного контроля, определяющий цикловые команды. По направляющим станины перемещается стол, несущий цилиндр. Направляющие станины закрыты двумя гибкими лентами. Ленты проходят в окна стола, образованные телом стола и привёрнутыми направляющими. Концы лент натянуты и неподвижно укреплены на торцах станины. При натяжении ленты отпускают гайки и вращением винта перемещают вниз колодку с укреплённой на ней лентой, после чего вновь затягивают гайки. Ролики, укреплённые в провёрнутых планках, служат для того, чтобы ленты при движении стола прилегали к направляющим станины.
stanok-online.ru