Станок шлифовальный бесцентровый – Бесцентровое шлифование – станки, принцип работы
alexxlab | 11.10.2020 | 0 | Вопросы и ответы
Бесцентрово-шлифовальные станки.
Бесцентрово-шлифовальные станки работают двумя методами – шлифованием на проход со сквозной подачей, когда обрабатываемая деталь, помимо вращательного движения, имеет и осевое перемещение между кругами и шлифование врезанием с поперечной подачей.
Данные станки применяются в условиях серийного и массового производства для обработки гладких цилиндрических поверхностей с продольной сквозной подачей и для обработки цилиндрических, конических и фасонных поверхностей методом врезания с поперечной подачей , сразу по всей их длине. Характеристики наиболее распространенных бесцентрово-шлифовальные станков даны в таблице 2
На рисунке 7 представлен общий вид бесцентрово-шлифовального станка. Станок состоит из следующих составных частей: станины 1, головки 4, шлифовального круга 5, головки 8, ведущего круга 6,которые и осуществляют основную работу – шлифование детали. Для правки шлифовального круга алмазом имеется приспособление 3, правка ведущего круга производится приспособлением 7. Для перемещения головки 8 ведущего круга 6 имеется штурвал 11.
Таблица 2
Наиболее распространенные типы бесцентрово-шлифовальных станков
Наименование станка | Модель | Главный параметр | Главное движение | Мощность, кВт | Масса, кг | ||
Наибольший диаметр отверстия, мм | Скорость кругов | ||||||
шлифовального, м/с | ведущего, об/мин | ||||||
Бесцентрово-шлифовальный универсальный полуавтомат высокой точности | 3Д180 | 6 | 35 | 40-500 | 1,5 | 1,6 | |
Бесцентрово-шлифовальный универсальный полуавтомат высокой точности | 3М180 | 25 | 33 | 7-320 | 7,3 | 3,4 | |
Бесцентрово-шлифовальный универсальный полуавтомат высокой точности | 3М184 | 80 | 35 | 1-290 | 5,3 | 6 | |
Рисунок 5 Схемы обработки на бесцентрово-шлифовальном станке
а – напроход; б,в – врезанием.
Вращение шлифовального круга 5 и ведущего круга 6 производится от электродвигателя 2 через ряд передач. Обрабатываемая деталь свободно помещается на опорном ноже между двумя кругами, вращающимися в одну и туже сторону.

Рисунок 6 Установка детали при бесцентровом шлифовании
Обрабатываемая деталь устанавливается на станке несколько выше оси кругов (рисунок 6). Высота установки детали над линией центров кругов hоказывает влияние на получение правильной цилиндрической формы обрабатываемой детали.
Величина hвыбирается в зависимости от диаметра обрабатываемой детали в пределах от 1 до 12 мм.
При установке детали точно по оси h=0 имеет место отклонение профиля детали от окружности, получается огранка (псевдоокружность), напоминающая в сечении профиль многоугольника.
При установке детали выше оси образуется V-образная опорная рабочая зона, которая обеспечивает большую округлость деталей. Для получения правильной цилиндрической формы обрабатываемой детали немаловажную роль играют и погрешности в настройке станка.
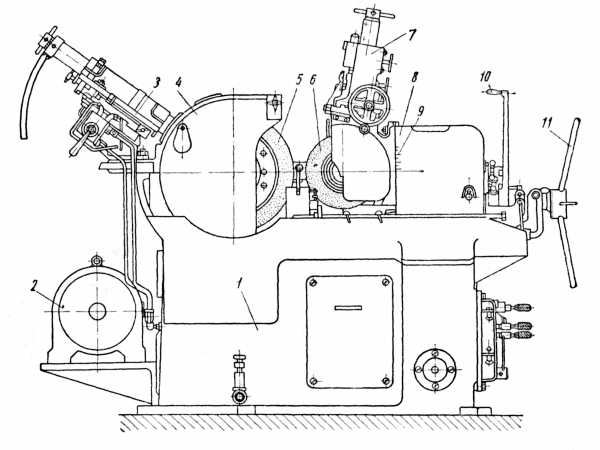
Рисунок 7 Общий вид бесцентровочно-шлифовального станка
Шлифовальный круг обычно имеет одну скорость вращения, а ведущий круг имеет несколько различных чисел оборотов.
Головка ведущего круга допускает поворот на некоторый угол. Величина угла поворота круга устанавливается по шкале 9 (смотри рисунок 7). Рукоятка 10 служит для перемещения ведущего круга при работе методом поперечной подачи. Работа на бесцентрово-шлифовальных станках характеризуется высокой производительностью, которая повышает в несколько раз производительность работы на обычных круглошлифовальных станках.
Уменьшается время на установку, проверку и снятие деталей, отпадает необходимость в зацентровке деталей, что зачастую позволяет уменьшить припуск на шлифование, так как деталь самоцентрируется по обрабатываемой поверхности.
Необходимо указать, что при бесцентровом шлифовании деталей с имеющимся в них отверстием нельзя добиться точной концентричности внутренней и наружной поверхности. В таких случаях обработку отверстий производят после бесцентрового шлифования, используя за базу наружную отшлифованную поверхность.
Кроме того, обработку цилиндрических деталей с продольными пазами и канавками, если они временно не заделаны ложными вкладышами, на бесцентрово-шлифовальных станках осуществить невозможно.
Диаметр деталей, обрабатываемых бесцентровым шлифованием, находится в пределах 1–250 мм. Шлифующие круги применяются формы ПП и диаметром в среднем 400–600 мм.
Высота кругов выбирается от 40 до 200 мм.
Рабочие шлифующие круги применяются на керамической и вулканитовой связках, а ведущие круги – на вулканитовой или бакелитовой связках.
studfiles.net
Станки бесцентровошлифовальные. Станки круглошлифовальные бесцентровые
Среди разновидностей шлифования в современном машиностроении наиболее эффективно бесцентровое круглое шлифование, при котором обеспечиваются высокая точность и качество обработки. Кроме того, бесцентрово-шлифовальные станки незаменимы при создании автоматических линий, так как могут быть оснащены загрузочными устройствами и приборами для автоматического активного контроля размеров детали.
При повышенной жесткости технологической системы бесцентрово-шлифовальный станок — деталь ведется обработка при более высоких параметрах, чем на обычных центровых круглошлифовальных станках. Рабочий обслуживает одновременно 3—5 станков, погрузка и выгрузка заготовок производятся без его участия. Все это дает возможность в несколько раз повысить производительность труда и свести до минимума затраты вспомогательного времени.
Методы круглого наружного бесцентрового шлифования постоянно совершенствуются. При изготовлении подшипников начали применять станки с комплектами кругов высотой 500—800 мм. На некоторых современных станках заготовки базируются на неподвижных жестких опорах (башмаках).
Процесс бесцентрового шлифования. Особенности бесцентрового шлифования
Бесцентровое шлифование — один из наиболее производительных видов абразивной обработки, широко распространенный в крупносерийном и массовом производстве.
Жесткость технологической системы станок — шлифовальный круг — деталь — ведущий круг при бесцентровом шлифовании в 1,5—2 раза выше, чем жесткость системы при круглом шлифовании в центрах. В связи с этим при бесцентровом шлифовании режимы резания соответственно повышаются в 1,5—2 раза и значительно облегчается обработка нежестких заготовок (тонких валов, распылителей и т. д.). Кроме того, точность формы и концентричность шлифованной поверхности при бесцентровом шлифовании также выше, чем при шлифовании в центрах.
Процессы резания и формообразования заготовок на бесцентрово-шлифовальных станках осуществляются шлифовальным кругом, вращающимся с заданной скоростью. При этом заготовку не закрепляют в центрах или патроне, как на обычных центровых шлифовальных станках, а базируют по обрабатываемой или окончательно обработанной поверхности. Заготовка получает вращение от ведущего круга, скорость которого в 60—100 раз меньше окружной скорости шлифовального круга.
На практике применяют попутное шлифование: шлифовальный круг и заготовка вращаются в разные стороны. Таким образом, скорость шлифования Vш определяется как разность скоростей шлифовального круга Vш к и заготовки Vз в точке контакта
Vш = Vш.к – Vз
Так как сила трения между заготовкой и шлифовальным кругом меньше, чем между заготовкой и ведущим кругом, то заготовка вращается практически со скоростью ведущего круга. Разность скоростей заготовки и шлифовального круга обеспечивает процесс шлифования. Заготовка может вращаться на специальных станках за счет магнитной планшайбы, на которой она базируется торцом и удерживается силами магнитного притяжения на направляющем ноже, вращающихся роликах или жестких опорах.
Схемы бесцентрового наружного и внутреннего шлифования и формулы для определения основного технологического времени приведены в табл. 1 и 2.
При наружном шлифовании (см. табл. 1) обрабатываемая заготовка 2 находится в контакте с опорным ножом 3, шлифовальным 1 и ведущим 4 кругами. При внутреннем шлифовании (см. табл. 2) заготовка 2 находится в контакте с поддерживающим 3 и прижимным 4 роликами, ведущим 5 и шлифовальным 1 кругами.
В бесцентровых станках ведущий круг выполнен, как правило, из того же материала, что и шлифовальный. В качестве ведущих кругов часто применяют чугунные или алюминиевые ролики. Коэффициент трения при обработке стальных заготовок с помощью кругов на вулканитовой связке равен 0,6—0,8, а при использовании металлических роликов он уменьшается до 0,15—0,18. Это приводит к увеличению проскальзывания заготовки относительно ведущего круга и уменьшению скорости шлифования.
При бесцентровом шлифовании заготовка не только вращается, но и движется поступательно. В процессе шлифования она базируется наружной поверхностью на ноже и ведущем круге и торцом прижимается к соседней заготовке, обрабатываемой одновременно с ней.
Обработка на бесцентрово-шлифовальных станках производится методами продольной подачи, подачи до упора и поперечной подачи (см. табл. 1 и 2).
Шлифование методом продольной подачи на станках для наружного шлифования выполняют при продольном перемещении заготовки, а на станках для внутреннего шлифования — при возвратно-поступательном перемещении шлифовального круга. Шлифовальный и ведущий круги находятся на постоянном расстоянии друг от друга. При прохождении заготовки между кругами с нее сошлифовывается слой металла, определяемый припуском на обработку. При этом поперечную подачу одного из кругов осуществляют только для компенсации износа кругов и настройки станка на требуемые размеры обработки.
За счет поворота ведущего круга либо наклона опорного ножа на определенный угол по отношению к шлифовальному кругу производится продольная подача заготовки, скорость которой определяется окружной скоростью ведущего круга и углом его поворота или наклона ножа.
Из основной схемы бесцентрового шлифования следует (см. эскиз в табл. 1), что окружная скорость заготовки (м/мин)
Vз = Vв.к cos α,
а продольная подача
Snp = Vв.к sin α,
где
Vв.к — окружная скорость ведущего круга, м/мин;
α — угол поворота ведущего круга или наклона опорного ножа, °
Поскольку наибольший угол поворота α = 6°, a cos α = 0,9945, то практически окружные скорости заготовки и ведущего круга равны, т.е. Vз = Vв.к или π d nз /1000 = π Dв.к nв.к / 1000, откуда частота вращения заготовки
nз = Dв.к nв.к /d
Гладкие цилиндрические заготовки шлифуют методом продольной подачи, а короткие или ступенчатые валики — методом врезания. При шлифовании заготовок с продольной подачей применяют подающие механизмы типа валковых, которые осуществляют непрерывную подачу заготовок в зону шлифования.
При врезном шлифовании ведущий круг, нож и заготовку после обработки отводят от шлифовального круга и устанавливают новую заготовку. Этот метод сравнительно легко может быть автоматизирован за счет автоматической загрузки рабочей зоны станка, активного контроля обработанных заготовок и автоматической правки кругов.
Ведущий круг или направляющую линейку при врезном наружном шлифовании и прижимной ролик при врезном внутреннем шлифовании устанавливают под углом а = 30′. Очень малая продольная подача при таком значении угла обеспечивает плотный прижим заготовки к упору.
В начале процесса врезного шлифования большая часть припуска удаляется при повышенной радиальной подаче, затем подача снижается, и в конце обработки заготовка шлифуется в течение нескольких ее оборотов без подачи на глубину. Форма поверхностей заготовок, шлифуемых методом врезания, может быть цилиндрической, конической или фасонной. Шлифовальному и ведущему кругам соответствующая форма рабочей поверхности придается правкой.
Методом до упора шлифуют заготовки, форма которых не позволяет им беспрепятственно проходить между кругами (болты, клапаны со стеблем или тарелкой и т. п.). Шлифование на станках с широкими кругами высотой до 800 мм можно производить с продольной подачей при установке группы заготовок на оправку.
При врезном шлифовании заготовка базируется на ноже и ведущем круге или на жестких опорах (башмаках), а положение заготовки определяет торцовая опора.
Возможна также обработка ступенчатых валиков методом поперечной подачи. В процессе обработки контролируют размер одной шейки, остальные получают за счет выправленного по копиру на соответствующие размеры шлифовального круга.
При большом перепаде диаметров обработки особые требования предъявляются к выбору схемы базирования, режимов обработки и правки, подбору шлифовальных кругов, наладке станка.
С поверхностей малой и большой ступенек шеек вала вследствие неодинаковой режущей способности шлифовальных кругов в единицу времени снимается разное количество металла, что при прочих равных условиях приводит к более интенсивному затуплению и осыпанию круга, шлифующего шейку большого диаметра. Кроме того, при бесцентровом шлифовании ступенчатого валика с использованием двух ведущих кругов круги и валик образуют две различные фрикционные пары. Привод валика практически осуществляется с помощью одной из фрикционных пар, так как во второй фрикционной паре происходит проскальзывание.
Для выявления ведущей фрикционной пары необходимо рассматривать характер взаимодействия шеек валика с малым и большим ведущими кругами. Если вращать заготовку за малую шейку валика, то частота его вращения nз = (Dв.к10/dш1я) nв к1 (трение на ноже и влияние шлифовального круга не учитываются), где dш1я, Dв.к1 — диаметры малой шейки вала и большого ведущего круга соответственно. Если вращать заготовку за большую шейку, то частота вращения вала nз = (Dв.к2 /dш2) nвк1 где dш2, Dв.к2 — диаметры большой шейки вала и меньшего ведущего круга соответственно. Таким образом, частота вращения вала определяется ведущей фрикционной парой.
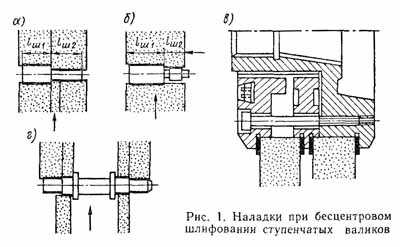
Примеры наладок при бесцентровом шлифовании ступенчатых валиков приведены на рис. 1. Шлифовальный круг правят в соответствии с размерами шлифуемых ступеней, т. е. его профиль должен быть идентичным профилю ступенчатого валика. Ведущий круг выполнен либо ступенчатым (рис. 1, а), при примерно одинаковой длине шеек, либо прямым (рис. 1, б), если большая по диаметру шейка, по которой осуществляется контакт заготовки с ведущим кругом, длиннее меньшей.
Часто для обработки ступенчатых валиков применяют многокруговые наладки (рис. 1,г). При этом круги монтируют на специальных фланцах (рис. 1,е), между которыми устанавливают втулку с размерами, соответствующими нешлифуемой части заготовок.
При шлифовании ступенчатых заготовок особое внимание должно быть уделено форме опорной поверхности ножей. Настройка и регулировка бесцентрово-шлифовальных станков, особенно при шлифовании ступенчатых валиков, требуют значительных затрат времени, что окупается только при обработке больших партий деталей в крупносерийном и массовом производстве.
Разновидности бесцентрового шлифования
В настоящее время в массовом производстве широко применяют бесцентровое наружное и внутреннее шлифование на жестких опорах (башмаках). Ленинградским объединением прецизионного станкостроения выпускаются основанные на этом принципе станки-полуавтоматы моделей ЛЗ-191, ЛЗ-193, ЛЗ-190, ЛЗ-192 для обработки желобов наружных и внутренних колец подшипников. Московским заводом автоматических линий им. 50-летия СССР выпускается гамма бесцентрово-шлифовальных автоматов для обработки подшипниковых колец.
Бесцентровое шлифование заготовок, базируемых на жестких опорах, эффективнее шлифования заготовок, закрепленных в патроне. Это обусловлено тем, что геометрическая форма заготовки при зажиме в патроне в результате появления значительных деформаций искажается, суммарная погрешность обработки при этом не достигает 5 мкм. Такой недостаток исключается при шлифовании отверстий на станках с жесткими опорами, точность обработки на которых обеспечивается с отклонениями менее 1 мкм.
Конструкция и компоновка станков с базированием заготовок на жестких опорах характеризуются рядом особенностей.
Шпиндель шлифовального круга выполняют консольным, привод заготовки осуществляется с помощью магнитного патрона, воздействующего на ее торец.
Наличие жестких опор и отсутствие ведущего круга обеспечивают следующие преимущества: повышается точность базирования за счет устранения погрешностей формы и биения ведущего круга; увеличивается жесткость благодаря отсутствию деформаций узла шпинделей ведущего круга; повышается устойчивость заготовки в результате ее прижима торцом к патрону, а также за счет возможности регулирования силы прижима. Бабка шлифовального круга неподвижна относительно станины, что значительно повышает жесткость и виброустойчивость всей системы. Припуск снимается за счет поперечной подачи заготовки. Особенно важными преимуществами шлифования на жестких опорах являются одновременная обработка нескольких заготовок и автоматизация процесса погрузки и выгрузки заготовок.
Бесцентровое внутреннее шлифование можно производить с помощью ведущего, опорного и прижимного роликов и на жестких опорах. При шлифовании с помощью роликов отсутствует осевое биение шпинделя. Однако в данном случае не исключаются деформации заготовки от действия прижимного ролика. Возможно также влияние на точность обработки биения ведущего и опорного роликов.
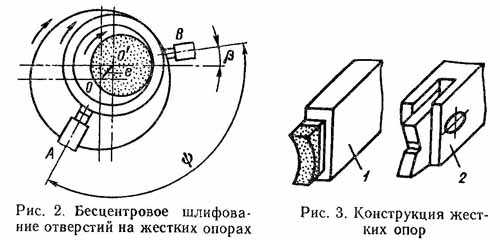
Точность обработки отверстия зависит от правильности геометрической формы базовой наружной поверхности заготовки, поскольку погрешности этой поверхности копируются на форме отверстия. При бесцентровом внутреннем шлифовании на жестких опорах (рис. 2) заготовка базируется по наружной поверхности, имеющей, как правило, форму цилиндра, тора или конуса. Она свободно опирается на две радиальные жесткие опоры Л и В. Своим обработанным базовым торцом заготовка прижимается к доведенному торцу вращающейся планшайбы шпинделя либо с помощью электромагнита, вмонтированного в планшайбу, либо двумя роликами посредством пружин. Наличие эксцентриситета е вызывает скольжение между трущимися поверхностями; чем е больше, тем сильнее прижимается заготовка к опоре.
Конструктивно опоры выполняют точечными неподвижными 1 или самоустанавливающимися 2 (рис. 3). Самоустанавливающиеся опоры рекомендуются для обработки заготовок диаметром более 90 мм. Их применение способствует уменьшению задиров на базовой поверхности заготовки.
Для заготовок с широкой торцовой поверхностью в настоящее время применяют схему шлифования не только с радиальными, но и осевыми опорами (рис. 4). В этой схеме жесткая планшайба заменена специальным электромагнитным поводком 3, который прижимает заготовку 1 к осевым опорам 2. Вращение заготовки передается через поводок, связанный со шпинделем гибким приводом 4. Заготовка к радиальным опорам прижимается отдельным электромагнитным устройством. При такой схеме шлифования биение шпинделя в подшипниках отсутствует и точность обработки повышается.

Метод шлифования отверстий на жестких опорах применяют и для заготовок с необработанной наружной поверхностью любой сложной конфигурации. В этом случае используют специальные промежуточные приспособления (спутники), в которых заготовку предварительно устанавливают и закрепляют, а затем шлифуют.
Широко распространена новая схема бесцентрового шлифования на жестких опорах, исключающая осевое биение шпинделя (рис. 5). Заготовка сцентрирована с осью планшайбы, представляющей собой легкий поводок, не связанный со шпинделем. К радиальным опорам заготовка прижимается специальной магнитной системой 3. Вращение поводку 1 передается через электромагнитный индуктор 2, снабженный электромагнитами или постоянными магнитами.
В последние годы появился ряд принципиально новых схем бесцентрового шлифования и, следовательно, компоновок станков для их реализации. На Московском заводе автоматических линий им. 50-летия СССР для шлифования прутков больших диаметров и длин (до 20 м) изготовлен станок с двумя ведущими кругами 1 и 3, выполненными в виде наборов дисков, и одним шлифовальным кругом 2, расположенным сверху (рис. 6). Опорного ножа нет. Такая компоновка обеспечивает надежное вращение тяжелого прутка в процессе шлифования. Осевую подачу осуществляют за счет разворота бабки ведущего круга в горизонтальной плоскости на определенный угол.
На рис. 7 представлена принципиальная схема бесцентрового шлифования на станках фирмы «Шумах» (Schumach, ФРГ) с двумя шлифовальными кругами 1 и 2, вращающимися навстречу друг другу. Ведущий круг отсутствует, поэтому для привода заготовки применены две пары роликов, расположенных на входе и выходе из рабочей зоны (на схеме не показаны). Заготовка базируется на ноже 3. Такой станок предназначен для шлифования прутков малого диаметра. Заменив один из шлифовальных кругов дополнительным опорным ножом, можно обрабатывать прутки с повышенной точностью.
Применяемые в настоящее время бесцентровые шлифовальные станки с широкими кругами (высотой до 80© мм) имеют ряд существенных преимуществ перед станками с узкими кругами. Основным преимуществом является повышение производительности обработки в 2-3 раза. На черновых операциях можно снимать припуск до 1 мм на диаметр при подаче 7—11 м/мин. Для получения высокой точности обработку ведут в два, реже в три прохода. Высокопроизводительной является обработка методом врезания многоступенчатых валиков.
На рис. 8, а показана компоновка станка с неподвижной бабкой 1 шлифовального круга и подвижными суппортом 3 ножа и бабкой 2 ведущего круга. Линия центров горизонтальная. Станки такой компоновки характеризуются повышенной жесткостью бабки шлифовального круга. Подналадку станков при изнашивании шлифовального круга или переналадку на другой размер осуществляют перемещением суппорта с ведущим кругом, а также соответствующим перемещением и настройкой загрузочных и измерительных устройств. Это является недостатком данной схемы компоновки. На рис. 8, б показана компоновка станка с неподвижным суппортом ножа 2 и подвижными бабками шлифовального 1 и ведущего 3 кругов. Линия центров горизонтальная.
Подача на глубину и компенсация изнашивания шлифовального круга производятся путем перемещения бабки этого круга Бабку ведущего круга подают только при настройке на размер обрабатываемой заготовки. Такая компоновка рабочих органов предпочтительна для автоматизации процесса обработки.
На рис. 9 приведена компоновка станка с неподвижной бабкой 1 шлифовального круга, подвижными суппортом ножа 2 и бабкой 3 ведущего круга. Линия центров наклонная. Особенности этой компоновки в основном те же, что и компоновки, изображенной на рис. 8, б.
На рис. 10 приведена компоновка станков с подвижными бабками шлифовального 1 и ведущего 3 кругов и неподвижным суппортом ножа 2. Линия центров наклонная.
На рис. 11 показана компоновка с неподвижной бабкой 3 ведущего круга и ножом 2 и подвижной бабкой 1 шлифовального круга. Линия центров вертикальная. Предусмотрено устройство 4, предотвращающее выпадение заготовки в процессе обработки. При вертикальном расположении бабок можно шлифовать заготовки ступенчатой или фасонной формы с перемещением суппорта ножа по направлению стрелок. Это исключает из штучного времени обработки вспомогательное время, связанное с установкой заготовки и снятием детали, а также с подводом и отводом ведущего круга.
На рис. 12 приведена компоновка станка с двумя ведущими кругами 2 и 3 и расположенным над заготовкой шлифовальным кругом 1. На рис. 13 представлена компоновка станка, на котором две бабки шлифовальных кругов 1 и 3 подвижны, суппорт ножа 2 неподвижен. Вращение и подача заготовки производятся приводными роликами 4 и 5.
В бесцентрово-шлифовальных станках в большинстве случаев для осуществления продольной подачи заготовок ведущий круг поворачивают на угол а до 6° относительно осей шлифовального круга и обрабатываемой заготовки. При этом обеспечивается осевое перемещение заготовки с необходимой скоростью. В случае наклона ножа для выполнения продольной подачи заготовки проявляется существенный недостаток этой схемы обработки, связанный с необходимостью правки обоих кругов на сложный профиль (гиперболоид вращения) для каждого диаметра обрабатываемой заготовки.
Бесцентровошлифовальный станок 3М182
Станок предназначен для шлифования гладких, ступенчатых, конических, а также разнообразных фасонных поверхностей, представляющих тела вращения, методом сквозного и врезного шлифования.
Шлифованию могут подвергаться изделия до и после термической обработки из чугуна, стали, цветных металлов и их сплавов, а также изделия из (различных неметаллических материалов (текстолит, |пластмассы, стекло и т. п.).
Точность обработки деталей на станке: некруглость 1 мкм, погрешность диаметра в продольном сечении 1,6 мкм, шероховатость поверхности V10.
Классе точности В.
Для обеспечения прецизионного шлифования установка станка вблизи источников вибрации не допускается.
Станок круглошлифовальный бесцентровый 3М182
| Наименование параметра | 3М182 | — |
| Основные параметры | ||
| Диаметр устанавливаемого изделия наибольший гарантируемый, мм | 25 | |
| Диаметр устанавливаемого изделия наибольший допускаемый, мм | 35 | |
| Диаметр устанавливаемого изделия наименьший, мм | 0.8 | |
| Наименьший диаметр рекомендуемый при врезном шлифовании | 2,5 | |
| Наибольшая длина обрабатываемых изделий (ограничивается жесткостью и устойчивостью изделий) при сквозном шлифовании, мм | 170 | |
| Наибольшая длина обрабатываемых изделий (ограничивается жесткостью и устойчивостью изделий) при врезном шлифовании, мм | 95 | |
| Высота от основания станка до оси кругов, мм | 1060 | |
| Высота от зеркала мостика до оси кругов, мм | 160 | |
| Шлифовальный круг | ||
| Наружный диаметр наибольший, мм | 350 | |
| Наружный диаметр наименьший, мм | 280 | |
| Наибольшая высота, мм | 100 | |
| Диаметр отверстия, мм | 203 | |
| Число оборотов в минуту | 1910 | |
| Окружная скорость, м/сек | До 35 | |
| Ведущий круг | ||
| Наружный диаметр наибольший, мм | 250 | |
| Наружный диаметр наименьший, мм | 200 | |
| Наибольшая высота, мм | 100 | |
| Диаметр отверстия, мм | 127 | |
| Наибольший угол наклона в вертикальной плоскости, град | ±5 | |
| Наибольший угол наклона в горизонтальной плоскости, мин | ±30 | |
| Число оборотов в минуту при работе (бесступенчатое регулирование) | 17—150 | |
| Число оборотов в минуту при правке | 300 | |
| Шлифовальная бабка | ||
| Размер конца шпинделя шлифовального круга по ГОСТ 2323—67, мм | 80 | |
| Наибольшее установочное перемещение, мм | 90 | |
| Наибольшее ускоренное перемещение при врезном шлифовании, мм | 20 | |
| Рабочее перемещение на одно деление лимба механизма подачи, мм | 0,001 | |
| Рабочее перемещение на один оборот лимба механизма подачи, мм | 0,08 | |
| Рабочее перемещение толчковой подачи от рукоятки, мм | 0,001 | |
| Рабочее перемещение механизмом врезания, мм | До 0,95 | |
| Скорость подачи при врезном шлифовании наибольшая, мм/мин | 10 | |
| Скорость подачи при врезном шлифовании наименьшая, мм/мин | 0,06 | |
| Ведущая бабка | ||
| Перемещение наибольшее, мм | 80 | |
| Перемещение на одно деление лимба винта подачи, мм | 0,05 | |
| Перемещение на один оборот лимба иинта подачи, мм | 6 | |
| Механизм правки кругов | ||
| Поперечное перемещение алмаза на одно деление лимба, мм | 0,01 | |
| Поперечное перемещение алмаза на один оборот лимба, мм | 1,5 | |
| Скорость перемещения алмаза в продольном направлении наибольшая, мм/мин | 250 | |
| Скорость перемещения алмаза в продольном направлении наименьшая, мм/мин | 30 | |
| Наибольший угол разворота копира, гра | ±2 | |
| Суппорт | ||
| Наибольшее установочное перемещение ножа суппорта по высоте, мм | 10 | |
| Гидропривод механизма врезания | ||
| Производительность насоса, л/мин | 12/8 (сдвоенный) | |
| Номинальное давление, кгс/см2 | 10 | |
| Емкость гидробака, л | 100 | |
| Агрегат смазки | ||
| Производительность насоса смазки подшипников шпинделя бабки шлифовального круга, л/мин | 5 | |
| Производительность насоса смазки подшипников шпинделя бабки ведущего круга, л/мин | 1,6 | |
| Емкость бака подшипников шлифовального круга, л | 65 | |
| Емкость бака подшипников ведущего круга, л | 15 | |
| Агрегат охлаждения | ||
| Производительность насоса, л/мин | 45 | |
| Пропускная способность магнитного сепаратора, л/мин | 50 | |
| Емкость, бака, л | 120 | |
| Привод, габарит и масса станка | ||
| Род тока питающей сети | Переменный трехфазный, частота тока 50гц | |
| Напряжение питающей сети, в | 380 | |
| Напряжение электроприводов, в | 380 | |
| Напряжение цепей управления, в | 110 | |
| Напряжение цепей местного освещения, В | 36 | |
| Напряжение сигнализации, В | 5,5 | |
| Напряжение постоянного тока, В | 110 | |
| Электродвигатель привода шлифовального круга – тип | АО2-51-4-С1 | |
| Электродвигатель привода шлифовального круга – мощность, кВт, | 7,5 | |
| Электродвигатель привода шлифовального круга – число оборотов в минуту | 1460 | |
| Электродвигатель привода ведущего круга – тип | ПБСТ-22-В | |
| Электродвигатель привода ведущего круга – мощность, кВт | 0,85 | |
| Электродвигатель привода ведущего круга – число оборотов в минуту | 2200 | |
| Электродвигатель привода электромашинного усилителя – тип | ЭМУ-12А-С1 | |
| Электродвигатель привода электромашинного усилителя – мощность, кВт | 1,2 | |
| Электродвигатель привода электромашинного усилителя – число оборотов в минуту | 2900 | |
| Электродвигатель привода гидронасоса – тип | АОЛ2-21-4-С1 | |
| Электродвигатель привода гидронасоса – мощность, кВт | 1,1 | |
| Электродвигатель привода гидронасоса – число оборотов в минуту | 1400 | |
| Электродвигатель привода насоса смазки подшипников шпинделя шлифовального круга – тип | АОЛ21-4-С1 | |
| Электродвигатель привода насоса смазки подшипников шпинделя шлифовального круга – мощность, кВт | 0,27 | |
| привода насоса смазки подшипников шпинделя шлифовального круга – число оборотов в минуту | 1400 | |
| Электродвигатель привода насоса смазки подшипников шпинделя ведущего круга – тип | АОЛ11-4-С1 | |
| Электродвигатель привода насоса смазки подшипников шпинделя ведущего круга – мощность, кВт | 0,12 | |
| привода насоса смазки подшипников шпинделя ведущего круга – число оборотов в минуту | 1400 | |
| Электродвигатель привода насоса охлаждения – тип | ПА-45-С1 | |
| Электродвигатель привода насоса охлаждения – мощность, кВт | 0,15 | |
| Электродвигатель привода насоса охлаждения – число оборотов в минуту | 2800 | |
| Электродвигатель привода магнитного сепаратора – тип | АОЛ11-4-С1 | |
| Электродвигатель привода магнитного – мощность, кВт | 0,12 | |
| Электродвигатель привода магнитного – число оборотов в минуту | 1400 | |
| Электродвигатель привода правки шлифовального круга – тип | ПЛ-062-С1 | |
| Электродвигатель привода правки шлифовального круга – мощность, кВт | 0,09 | |
| Электродвигатель привода правки шлифовального круга – число оборотов в минуту | 1440 | |
| Электродвигатель привода правки ведущего круга – тип | ПЛ-062-С1 | |
| Электродвигатель привода правки ведущего круга – мощность, кВт | 0,09 | |
| Электродвигатель привода правки ведущего круга – число оборотов в минуту | 1440 | |
| Электродвигатель привода ускоренного перемещения шлифовальной бабки – тип | АОЛ12-4-С1 | |
| Электродвигатель привода ускоренного перемещения шлифовальной бабки – мощность, кВт | 0,18 | |
| Электродвигатель привода ускоренного перемещения шлифовальной бабки – число оборотов в минуту | 1400 | |
| Суммарная мощность электродвигателей, кВт | 11,67 | |
| Габарит станка (длина X ширина X высота), мм | 2230 х 1455 х 2120 | |
| Масса станка с приставным оборудованием, кг | 3470 |
Полезные ссылки по теме
Каталог справочник бесцентровошлифовальных станков
Паспорта и руководства бесцентровошлифовальных станков
Москва, Машиностроение. Энциклопедия 2002. Под редакцией К.В. Фролова
stanki-katalog.ru
3180 станок круглошлифовальный бесцентровый (бесцентровошлифовальный)Схемы, описание, характеристики
Сведения о производителе бесцентрового круглошлифовального универсального станка 3180
Производитель бесцентрового круглошлифовального универсального станка 3180 Московский станкостроительный завод шлифовальных станков, основанный в 1879 году.
Станки, выпускаемые Московским станкостроительным заводом шлифовальных станков
Способы и особенности бесцентрового шлифования
Принцип бесцентрового шлифования. При бесцентровом наружном шлифовании заготовку при обработке не закрепляют в приспособлении, а она контактирует с упорным ножом и двумя кругами, из которых 1 шлифовальный круг обрабатывает заготовку, а ведущий круг 2 вращает заготовку. Шлифовальный и ведущий круги вращаются с различными окружными скоростями: скорость шлифовального круга (30—50 м/с) во много раз больше скорости ведущего круга.
Бесцентровое шлифование применяется для обработки наружных поверхностей деталей, не имеющих центровых отверстий.
В зависимости от режимов шлифования и характеристики применяемого шлифовального круга при обработке на бесцентровошлифовальных станках может быть достигнута точность обработки 1—3 класса и шероховатость поверхности V7—V10.
Основными преимуществами бесцентрового шлифования по сравнению с круглым центровым шлифованием являются:
- возможность шлифования деталей очень малого диаметра и большой длины, а также деталей, не имеющих центровых отверстий
- шлифование деталей с большими подачами благодаря большой жесткости станков и наличия опоры по всей длине, подвергающейся давлению шлифовального круга
- простота обслуживания станков, не требующая рабочих высокой квалификации
- простота встраивания в автоматические линии
- погрешности, получающиеся от неточности подачи круга или от его износа, в два раза меньше, чем на центровых станках, так как они относятся не к радиусу, а к диаметру детали
Методы бесцентрового шлифования
Обработка деталей на бесцентровошлифовальных станках осуществляется тремя способами:
- а — продольное шлифование «на проход»
- б — врезное шлифование с поперечной подачей на всю ширину обработки
- в — шлифование до упора с продольной подачей и поперечной подачей на высоту круга
- 1 — шлифовальный круг
- 2 — обрабатываемая деталь
- 3 — опорный нож
- 4 — ведущий круг
- 5 — упор
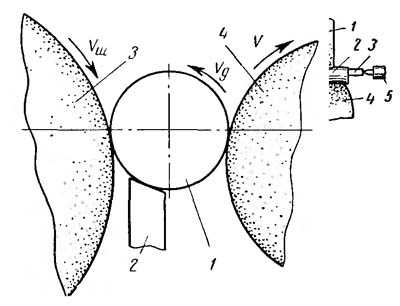
Схема бесцентрового шлифования
При всех способах бесцентрового шлифования обрабатываемая деталь 1 находится в контакте с опорным ножом 2, шлифовальным кругом 3 и ведущим кругом 4.
При продольном шлифовании обработке подвергаются гладкие детали различных диаметров и длин. Продольная подача осуществляется за счет поворота ведущего круга или наклона опорного ножа на определенный угол
Врезным шлифованием обрабатываются различные детали: ступенчатые валики; валы, имеющие конические или сферические поверхности, ограниченные головками и др. Длина обрабатываемых поверхностей должна быть равна или меньше высоты круга, которому правкой придается требуемая форма.
Шлифованием до упора, являющимся промежуточным между продольным и врезным, обрабатываются детали с поверхностями, ограничивающими прохождение деталей между кругами и слишком длинные для врезного шлифования. При подходе детали к упору каретки суппорта ведущий или шлифовальный круг отводится и деталь удаляется из зоны шлифования.
3180 станок круглошлифовальный бесцентровый. Назначение и область применения
Станок 3180 предназначен для наружного шлифования гладких цилиндрических деталей типа валиков, поршневых пальцев, стержней, колец, роликов и других подобных деталей методом продольной подачи и, кроме того, для наружного шлифования тел вращения фасонного профиля и цилиндрических деталей ступенчатой формы методом радиальной подачи. Станок применяется в условиях серийного и массового производства.
Особенности конструкции и принцип работы
Обрабатываемую деталь устанавливают между шлифующим и ведущим кругами на опорном ноже Г так, чтобы центр детали был несколько выше линии центров обоих кругов. Шлифующему кругу сообщается быстрое вращательное движение, окружная скорость которого должна соответствовать принятой для шлифовальных операций скорости резания и должна быть направлена в точке касания с деталью в сторону опорного ножа.
Ведущему кругу также сообщается вращательное движение в том же направлении, что и шлифующему кругу, но со значительно меньшей скоростью, соответствующей скорости круговой подачи детали. Система сил, действующая на деталь со стороны абразивных кругов и опорного ножа, заставляет ее вращаться с окружной скоростью, практически равной окружной скорости вращения ведущего круга.
Салазки с опорным ножом и бабкой ведущего круга устанавливают так, чтобы расстояние между абразивными кругами точно соответствовало заданному диаметру обрабатываемой детали.
При работе методом продольной подачи ось ведущего круга устанавливают под небольшим углом (1..6°) к оси детали, в результате чего появляется осевая составляющая окружного усилия, под действием которого деталь перемещается вдоль своей оси.
При работе методом радиальной подачи ось ведущего круга располагают параллельно оси детали или под незначительным углом наклона (не более 1°). Продольная подача в этом случае отсутствует. Радиальная подача сообщается бабке ведущего круга. Обработка при этом методе шлифования производится по жесткому упору, который устанавливают в соответствии с заданным диаметром обрабатываемой детали. Для восстановления правильной геометрической формы абразивных кругов на станке предусмотрены два приспособления: для правки шлифующего и ведущего кругов.
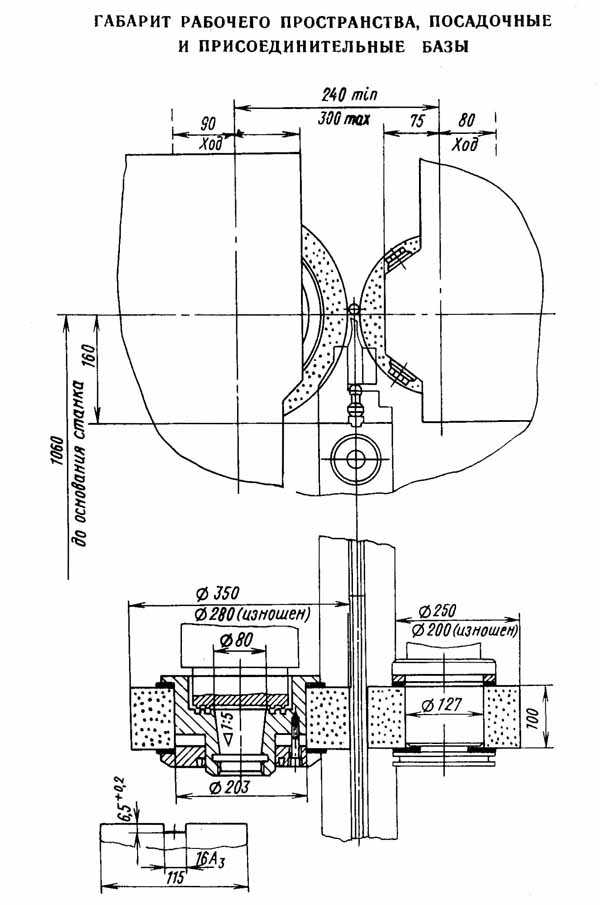
3180 Габарит рабочего пространства станка, посадочные и присоединительные базы
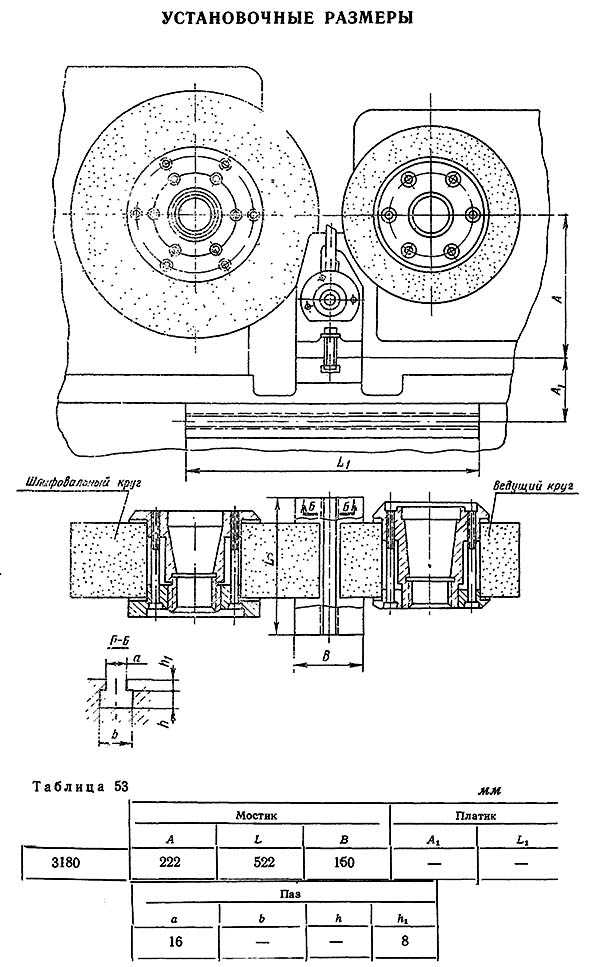
Габарит рабочего пространства шлифовального станка 3180
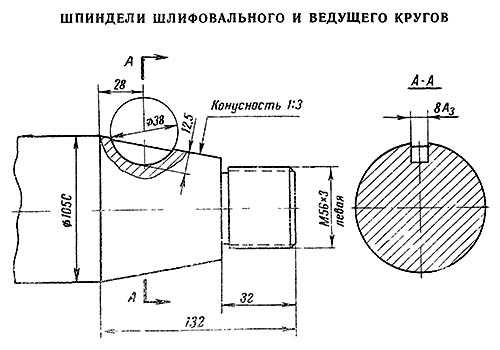
Конец шпинделя шлифовального станка 3180
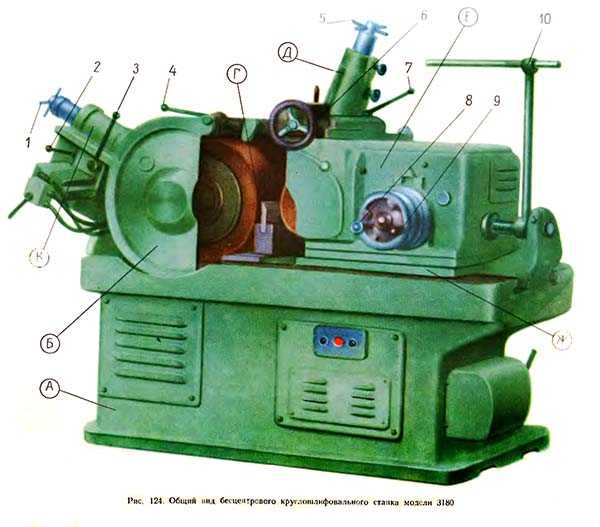
Расположение основных узлов бесцентрово-шлифовальным станком 3180
Расположение органов управления бесцентрово-шлифовальным станком 3180
Перечень основных узлов и органов управления бесцентрово-шлифовального станка 3180
- А — станина;
- Б — бабка шлифующего круга;
- В — приспособление для правки шлифующего круга;
- Г — опорный нож;
- Д — приспособление для правки ведущего круга;
- Е — бабка ведущего круга;
- Ж — салазки бабки ведущего круга.
- рукоятка управления приспособлением для правки шлифующего круга;
- рукоятка управления приспособлением для правки шлифующего круга;
- рукоятка управления приспособлением для правки шлифующего круга;
- рукоятка управления измерительным устройством;
- рукоятка управления приспособлением для правки ведущего круга;
- рукоятка управления приспособлением для правки ведущего круга;
- рукоятка управления приспособлением для правки ведущего круга;
- грибок для микрометрической радиальной ручной подачи бабки ведущего круга;
- маховичок для установочного перемещения бабки ведущего круга;
- рычаг быстрого ручного подвода и отвода бабки ведущего круга.
Расположение органов управления бесцентрово-шлифовальным станком 3180

Расположение органов управления бесцентрово-шлифовальным станком 3180
Обрабатываемые детали шлифуют методом продольной подачи, которая заключается в том, что деталь 2 (рис. 124), опираясь на нож 4, пропускается между двумя кругами: шлифующим кругом 1 и ведущим 3. Шлифующий круг снимает стружку с поверхности детали, а ведущий, установленный под углом а относительно оси шлифующего круга, осуществляет вращение и продольное перемещение детали. Угол а выбирают в пределах от 0,5 до 6°, т. е. в зависимости от принятой величины продольной подачи. При черновом шлифовании угол а = 1,5..6°, а при чистовом угол а = 0,5..1,5°. Чтобы ведущий круг имел соприкосновение с обрабатываемой деталью всей поверхностью для увеличения трения, его профиль в процессе правки делают вогнутым.
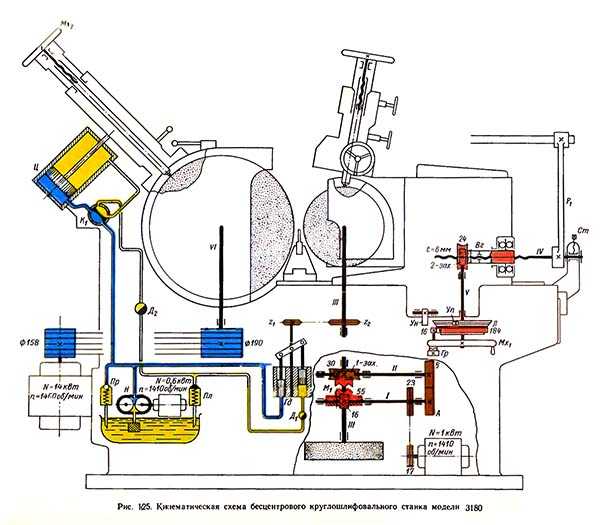
Кинематическая схема круглошлифовального станка 3180
Кинематическая схема круглошлифовального станка 3180
1. Схема кинематическая круглошлифовального станка 3180. Смотреть в увеличенном масштабе
2. Схема кинематическая круглошлифовального станка 3180. Смотреть в увеличенном масштабе
3. Схема кинематическая круглошлифовального станка 3180. Смотреть в увеличенном масштабе
Движения в станке
- Движение резания – вращение шлифующего круга
- Движения подач – вращение и осевое перемещение обрабатываемой заготовки и радиальное перемещение бабки ведущего круга
- Вспомогательные движения:
- тонкое установочное перемещение бабки ведущего круга
- быстрое вращение шпинделя для правки ведущего круга
- перемещение приспособлений для правки шлифующего и ведущего кругов
Движение резания
Шлифующий круг, укрепленный на шпинделе VI (рис. 125), получает вращение от электродвигателя мощностью 14 кВт через клиноременную передачу 158—190 и вращается с постоянным числом оборотов.
Движение подач
Привод механической круговой подачи. Ведущий круг, укрепленный, на шпинделе III и сообщающий обрабатываемой детали круговую подачу, приводится в движение электродвигателем мощностью 1 кВт через цепную передачу 17—23, вал I, парносменные колёса А — В, вал II и червячную передачу 1—30, приводящую в движение шпиндель III при включенной муфте М1.
Число оборотов ведущего круга nв может быть определено из выражения:
nв = 1410 17/23 А1/В30
Подбор сменных колес А — В производится по формуле:
А/В = nв/35
К станку прилагаются четыре пары сменных колес.
Привод гидравлической круговой подачи
Гидропривод круговой, подачи состоит из шестеренного насоса Н, приводимого в движение электродвигателем мощностью 0,6 кВт. гидромотора Гд, дросселя Д1, предохранительного клапана Пр и переливного клапана Пл. Масло, нагнетаемое насосом, (приводит в движение гидромотор Гд, ведущий вал которого через цепную передачу z1—z2 сообщает вращение шпинделю III ведущего круга.
Число оборотов ведущего круга бесступенчато изменяется в пределах от 25 до 225 об/мин поворотом дросселя Д1.
Продольная подача
Величина продольной подачи детали определяется углом поворота оси ведущего круга по отношению к оси детали и скоростью круговой подачи. Поворот бабки ведущего круга осуществляется вручную с помощью механического устройства (на схеме не показано).
Необходимая для шлифования фасонных и ступенчатых деталей радиальная подача бабки ведущего круга осуществляется только вручную с использованием механизмов вспомогательных движений.
Вспомогательные движения
Радиальное перемещение бабки ве дущего круга производится рычагом Р1 или маховичком Мх1. Для быстрого отвода и подвода бабки ведущего круга используется рычаг Р1, жестко закрепленный непосредственно на поперечном ходовом винте IV.
Тонкое перемещение бабки ведущего круга осуществляется маховичком Мх1. Через вал V и червячную передачу 2—24 маховичок Mx1 передает вращение втулке-гайке В2 , которая смонтирована в бабке на прецизионных шариковых упорных подшипниках. В этом случае поперечный ходовой винт IV закрепляется в кронштейне станины с помощью стопора Ст.
Отсчет тонких перемещений бабки ведущего круга производится по лимбу Л, свободно установленному на валу V. На лимбе Л имеется круговой паз для закрепления переставного упора Уп.
При обработке партии одинаковых деталей неподвижный упор Ун ставят, как показано на схеме, в рабочее положение, и тонкое перемещение (радиальная подача) бабки ведущего круга прекратится тогда, когда переставной упор Уп дойдет до неподвижного упора Ун.
Для компенсации износа шлифовального круга имеется грибок Гр, который через зубчатую передачу 16—184 связан с лимбом Л и соответственно с переставным упором Уп. Грибок Гр соединен с маховичком Мх1 мелкозубчатой муфтой, имеющей 22 зуба.
Наименьшая величина перемещения бабки sK для компенсации износа шлифовального круга при повороте грибка Гр на один зуб составит: 0,002 мм
Механизмы правки кругов
Шлифующий круг травится приспособлением, приводимым в движение гидроприводом. С кареткой приспособления связан шток с поршнем, цилиндр Ц которого закреплен на станине неподвижно. Масло, нагнетаемое .насосом Н, через реверсивный кран К1 поступает в одну из полостей цилиндра, перемещая поршень и каретку. Дроссель Д2 предназначен для изменения скорости движения приспособления. Направление движения каретки зависит от положения крана К1, поворачиваемого вручную. Осевое перемещение шпинделя приспособления производится вручную маховичком Мх2.
Ведущий круг правится отдельным приспособлением. Продольное и осевое перемещение приспособления производится только вручную.
Быстрое вращение ведущего круга для правки осуществляется от электродвигателя мощностью 1 кВт через цепную передачу 17—23, вал I, пару цилиндрических винтовых колес 16—55, шпиндель III, при выключенной муфте M1. При этом муфта М1 выведена из зацепления с червячным колесом 30, а косозубое колесо 55 введено в зацепление шестерней 16.
3180 станок круглошлифовальный бесцентровый (бесцентровошлифовальный). Видеоролик.
Технические характеристики станка 3180
| Наименование параметра | 3180 | |
|---|---|---|
| Основные параметры | ||
| Диаметр шлифования, мм | 3..75 | |
| Наибольшая длина шлифования, мм | 180 | |
| Расстояние между осями кругов, мм | 330..530 | |
| Наибольшее перемещение каретки, мм | 120 | |
| Наибольшее перемещение бабки ведущего круга, мм | 80..200 | |
| Число оборотов шлифовального круга, об/мин | 1200 | |
| Пределы чисел оборотов ведущего круга в минуту при гидравлическом приводе, об/мин | 25..225 | |
| Пределы чисел оборотов ведущего круга в минуту при механическом приводе, об/мин | 13..94 | |
| Число оборотов ведущего круга в минуту при правке, об/мин | 300 | |
| Наибольший угол поворота ведущего круга, град | 6 | |
| Привод, габарит и масса станка | ||
| Количество электродвигателей на станке | ||
| Электродвигатель привода шлифовального круга, кВт | 14 | |
| Электродвигатель привода ведущего круга, кВт | 0,85 | 0,85 |
| Электродвигатель привода гидронасоса – мощность, кВт | ||
| Суммарная мощность электродвигателей, кВт | ||
| Габаритные размеры и масса станка | ||
| Габарит станка (длина X ширина X высота), мм | ||
| Масса станка с приставным оборудованием, кг |
Связанные ссылки
Каталог справочник круглошлифовальных станков
Паспорта к круглошлифовальным станкам
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
6.2. Бесцентровые круглошлифовальные станки
Метод бесцентрового круглого шлифования, по сравнению с центровым, обеспечивает возможность более производительного шлифования нежестких деталей и деталей бесцентровых отверстий, а также шлифование деталей с большими подачами благодаря наличию опоры на всей длине детали, на которую воздействует давление шлифовального круга. Способы шлифования показаны на рис.6.3.
Шлифовальный круг вращается со скоростью (30…60 м/с), а ведущий – с меньшей (0,2…1 м/с). Вследствие меньшей скорости вращения ведущего круга трение между ведущим кругом и обрабатываемой деталью больше, чем между деталью и шлифовальным кругом, поэтому ведущий круг вращает деталь со скоростью круговой подачи, а шлифовальный круг снимает припуск.
Наладка станка. При бесцентровом шлифовании обрабатываемая поверхность является одновременно базирующей. Поэтому большое влияние на форму и размеры детали оказывает положение детали и ее оси в зоне шлифования.
Метод продольной подачи. Ведущий круг (или опорный нож) устанавливают под углом 1,5…6 град. при предварительном и под углом 0…1,5 град. при окончательном шлифовании.
Окружная скорость ведущего круга Vв разлагается на две составляющие:Vи и S (S=V*cosα).
Vи – представляет скорость вращения детали (круговую подачу).
S – Представляет продольную подачу детали.
Для обеспечения цилиндричности, ось заготовки 3 должна располагаться выше центров кругов 1 и 2 примерно на 0,15…0,25 диаметра детали. Шлифующий круг(а при наклонном расположении ножа оба круга) заправляют по форме однополого гиперболоида вращения для обеспечения линейного контакта со шлифуемой поверхностью.

Рис. 6.3. Схема бесцентрового наружного шлифования:
а) на проход (с продольной подачей): 1 – опорный нож; 2 – направляющие линейки; 3,5 – шлифовальный и ведущий круги; 4 – заготовка.
б) врезное (с поперечной подачей): 1 – шлифовальный круг; 2 – заготовка; 3 – ведущий круг; 5 – выбрасыватель.
в) базирование на магнитных башмаках: 1,2 – башмаки; Оз – ось вращения заготовки; Оп – ось вращения патрона.
г) типовые поверхности, обрабатываемые на бесцентрово шлифовальных станках.
Кинематика станка (рис. 6.4). Главное движение В1 – вращение шлифовального круга 11 от электродвигателя М1.
Вращение ведущего круга В2 осуществляется от электродвигателя постоянного тока М2. Наладочное перемещение бабки ведущего круга 9 производит винтом 7.
Перемещение шлифовальной бабки П3.Ручное – от маховика Мх1 через червячную передачу на ходовой винт Р1. Толчковую подачу шлифовальной бабки производят рычагом через храповую собачку и храповое колесо и далее по кинематической цепи перемещения шлифовальной бабки.
Движение врезания шлифовальная бабка получает от гидроцилиндров ГЦ1 и ГЦ2. Ускоренный подвод осуществляется штоком гидроцилиндра ГЦ2. Поперечная подача осуществляется от гидроцилиндра ГЦ1, который перемещает клин 3, контактирующий со штоком гидроцилиндра ГЦ2, являющего продолжением винта Р3. Выхаживание происходит на упоре поз. 4 в конце поперечной подачи, когда прерывается контакт между клином и штоком гидроцилиндра ГЦ2.
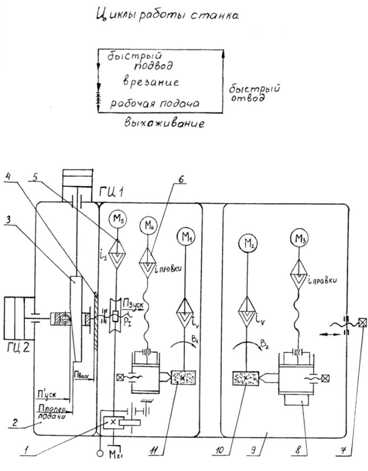
Рис. 6.4. Структурная кинематическая схема бесцентрового шлифовального станка: 1 – механизм толчковой подачи; 2 – шлифовальная баба; 3 – копир; 4 – жесткий упор; 5 – механизм, быстрого перемещения шлифовальной бабки; 6 – механизм правки шлифовального круга; 7 – винт ручного перемещения; 8 – механизм правки ведущего круга; 9 – бабка ведущего круга; 10 – ведущий круг; 11 – шлифовальный круг.
studfiles.net
Безцентровые шлифовальные станки
Безцентровые шлифовальные станкиЭта страница описывает технологию бесцентровой (нецентрованной) шлифовки, так же как бесцентровых (нецентрованных) шлифовальных станков от Машинной Промышленности Koyo. В бесцентровых шлифовальных станках заготовка поддерживается лезвием направляющего ножа и помещается между резиновым регулирующим колесом, которое вращает заготовку и вращающееся шлифовальное колесо. Koyo остается мировым лидером в бесцентровых шлифовальных технологиях с такими изделиями как наша 15- осевая система управления CNC.
Основы безцентровой шлифовки
Бесцентровая шлифовка – это ОD – (o-внешний диаметр) шлифовальный процесс. В отличии от других цилиндрических процессов, где заготовка поддерживается в шлифовальном станке при шлифовке между центрами, во время бесцентровой шлифовки заготовка механически не зажата. Поэтому заготовки, которые должны быть обработаны на бесцентровом шлифовальном станке не нуждаются в углублениях, направляющих или шпиндельных головках на концах. Вместо этого заготовка поддерживается в шлифовальном станке по ее собственному внеш ему диаметру направляющим ножом и колесом регулирования. Заготовка вращается между высокоскоростным диском шлифовки и более медленным (подающим) колесом регулирования скорости с меньшим диаметром.
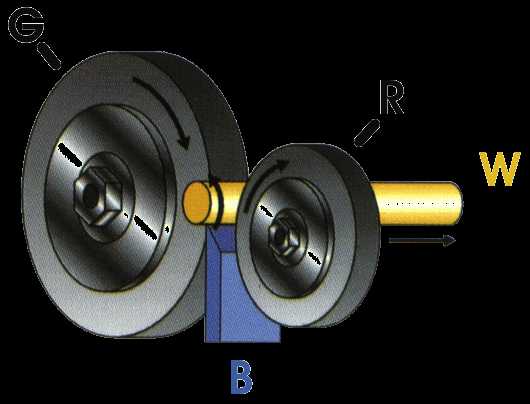
G: Шлифовальный диск – R: Подающий круг – B: Опорный нож – W: Заготовка
Нож шлифовального станка обычно помещается так, чтобы центр заготовки был выше, чем виртуальная линия между направляющим и шлифовальным колесами. Кроме того, нож разработан с углом, чтобы гарантировать фиксацию между лезвием и колесом регулирования. Колесо регулирования делается из мягкого материала, как,например, каучук и может содержать некоторый твердый зерновой материал, чтобы достигнуть хорошего сцепления между заготовкой и колесом регулирования.
Округлость
Бесцентровая шлифовка может добиться превосходной округлости заготовки. Однако из-за одновременной поддержки и механической обработки могут возникнуть типичные ошибки процесса шлифовaния. Необходимо надлежащее настраивание шлифовального станка и геометрии зоны шлифовки. Когда выступающая часть придет в соприкосновение с колесом регулирования, на другой стороне работы наиболее глубокая точка будет отшлифована. Однако этот наиболее глубокий пункт не должен быть точно на противоположной стороне работы. Шлифовальны станок должен быть так настроен, чтобы шлифовался многоугольник – т.е. фигура с таким большим количеством углов, что в конце это практически круг.
g: Шлифовальный диск – r: Подающий круг – w: Заготовка – dg: диаметр шлифовального диска – dr: диаметр подающего круга – p: глубина проникания – n: количество углов
Koyo использует в большом проценте своих шлифовальных станков шлифовальные диски кубического нитрида бора cBN или алмазные колеса. Для серии станков 30 и 45 для отточки и притяжки имеется в распоряжении специальная опция: отточка путем электрической разрядкиE-dt.
Автоматизация
Различают два типа безцентровой шлифовки:
Врезное круглое шлифование
У заготовки могут быть различные внешние диаметры по длине и либо
только часть заготовки шлифуется, либо заготовка целиком, используя
приспособленный шлифовальный диск.
Транзитное шлифование
Этим методом могут быть отшлифованы цилиндрические заготовки. Заготовка
может быть более длинной чем шлифовальный диск и все-таки будет
шлифоваться по всей длине. Этим методом также возможно шлифовать
маленькие заготовки. В этом случае, несколько заготовок шлифуется
одновременно, чем достигается высокая пропускная способностъ.
Преимущества безцентровых шлифовальных машин
- С помощью линейного способа поддержки заготовки возможно шлифовать мягкие или ломкие заготовки (низкая скручивающая нагрузка)
- Нет необходимости готовить заготовку к фиксации в шлифовальном станке (причины ошибок фиксации устранены)
- Загрузка/Выгрузка заготовки проста и легко автоматизируется.
- При выполнении транзитной шлифовки не теряется время на смену заготовок.
- Длинные заготовки могут обрабатываться станками небольших размеров.
- Может быть достигнута очень высокая периферическая скорость шлифовальных дисков.
Основные области применения безцентровых шлифовальных станков
Массовое серийное производствонапример, штырь, стержень,валы, вальцовка, обкатка, гнездо подшипника,толкатель клапана, дозирующая игла,ротор, сферическая цапфа
Специальные применения
например, шесты, трубы,цилиндры, роторы, изоляторы, биллиардные шары
Crystec Technology Trading GmbH, www.crystec.com, +49 8671 882173
Безцентровые шлифовальные станки фирмы Коуо
Koyo гордится своей разнообразной линией
бесцентровых шлифовальных станков. При помощи машино- и
электро-экспертизы, Koyo продолжает пересматривать необходимые факторы
в технологии безцентровой шлифовки, чтобы улучшить исполнение и
удовлетворять требованиям постоянно изменяющегося рынка. Эти факторы
включают: точность, эффективность, жесткость, стабильность,
автоматизацию, и более. Продолжающееся внимание Koyo к автоматизации
привело к очередному шагу вперед к минимальным затратам трудовых
ресурсов и полной автоматиза ии.
Koyo производит шлифовальные станки более тридцати лет и является
мировым лидером в технологии безцентровой шлифовки. Все шпиндели
являются ролико- или шарикоподшипниковыми, в то время как легкое
обслуживание и постоянная точность шлифовки продолжают приводить к
высокому уровню удовлетворения всех запросов клиента.
30/45/60-Series
| C3015F |
Шлифовальные станки высокой точности | Модель C3015F имеет новую симметричную структура ложа. Заготовка расположена в центре ложа, и винт подачи стола фиксирован с заготовкой для предельной статической и тепловой жесткости. Прямой управляемый шпиндельный двигатель шлифовального диска уменьшает вибрацию и затраты энергии. |
| C4520FS |
Шлифовальные станки со скошенным шлифовальным кругом | Модель C4520FS имеет установленный опрный нож для легкой за – разгрузки. Наклонное понижение колеса регулирования обеспечивает постоянную округлость, независимо от износа шлифовального диском или регулирующего колеса. |
| 4515C |
Экономичные шлифовальные станки | В Модели 4515C уже содержится как CNC -контрплъ, так ивыравнивание. Станок имеет консольный тип шлифовального диска и подающий круг мозет бытъ легко заменен . |
| 4515CS |
Шлифовальные станки с фиксированным опрным ножом | В Модели 4515CS установленный опрный нож облегчает загружать и разгружать заготовки. Шлифовальное и подающее колеса подвижны |
| 4520C |
Безцентровые шлифовальные станки для жестких материалов | В Модели 4520C помещение колеса регулирования открывается сверху, позволяя легкую смену колеса. Имеется верхняя и более низкая двойная система понижения для легкой, автоматической подачи так же как исправления размера средствами управления CNC. |
| 4520CH |
Высокоскоростные шлифовальные станки | Периферическая скорость шлифовального диска 120m/s. |
| 6015C |
Компактные шлифовальные станки | Модель 6015C компактна, требует очень мало места, но имеет шлифовальный диск ø610mm. Имеет ротационный тип пересечения, свободнонесущее положение шлифовалъного колеса, и шпиндель колеса регулирования легко заменяется. |
| 6020CAS |
Угловые шлифовальные станки | 6020CAS шлифовка увеличивает производительность, потому что шлифует O.D. и лицевую части одновременно. Постоянная округлость достигается наклонным понижением колеса регулирования, и установленный опрный нож делает процесс загрузки простым. |
Crystec Technology Trading GmbH, www.crystec.com, +49 8671 882173
KC-Серии
| Crystec Technology Trading GmbH будет рада обсудить с Вами дальнейшие детали. | ||
| Содержание Страницы |
Вас интересует дальнейшая информация? Приглашаем Вас связаться с нами! |
К началу страницы |
www.crystec.com
3М182 станок круглошлифовальный бесцентровый (бесцентровошлифовальный)Схемы, описание, характеристики
Сведения о производителе бесцентрового круглошлифовального универсального станка 3М182
Производитель бесцентрового круглошлифовального станка 3М182 – Витебский станкостроительный завод Вистан, основанный в 1914 году.
В 1960 году решением правительства было прирято решение о выпуске бесцентрово-шлифовальных станков универсальных и специальных.
Витебский станкостроительный завод «Вистан» одно из ведущих предприятий по производству круглошлифовальных, центровых и бесцентровых станков, зубообрабатывающих, обрабатывающих центров с ЧПУ, токарных, специальных, мини, деревообрабатывающих станков.
Продукция Витебского станкостроительного завода Вистан
Способы и особенности бесцентрового шлифования
Принцип бесцентрового шлифования. При бесцентровом наружном шлифовании заготовку при обработке не закрепляют в приспособлении, а она контактирует с упорным ножом и двумя кругами, из которых 1 шлифовальный круг обрабатывает заготовку, а ведущий круг 2 вращает заготовку. Шлифовальный и ведущий круги вращаются с различными окружными скоростями: скорость шлифовального круга (30—50 м/с) во много раз больше скорости ведущего круга.
Бесцентровое шлифование применяется для обработки наружных поверхностей деталей, не имеющих центровых отверстий.
В зависимости от режимов шлифования и характеристики применяемого шлифовального круга при обработке на бесцентровошлифовальных станках может быть достигнута точность обработки 1—3 класса и шероховатость поверхности V7—V10.
Основными преимуществами бесцентрового шлифования по сравнению с круглым центровым шлифованием являются:
- возможность шлифования деталей очень малого диаметра и большой длины, а также деталей, не имеющих центровых отверстий
- шлифование деталей с большими подачами благодаря большой жесткости станков и наличия опоры по всей длине, подвергающейся давлению шлифовального круга
- простота обслуживания станков, не требующая рабочих высокой квалификации
- простота встраивания в автоматические линии
- погрешности, получающиеся от неточности подачи круга или от его износа, в два раза меньше, чем на центровых станках, так как они относятся не к радиусу, а к диаметру детали
Методы бесцентрового шлифования
Обработка деталей на бесцентровошлифовальных станках осуществляется тремя способами:
- а — продольное шлифование «на проход»
- б — врезное шлифование с поперечной подачей на всю ширину обработки
- в — шлифование до упора с продольной подачей и поперечной подачей на высоту круга
- 1 — шлифовальный круг
- 2 — обрабатываемая деталь
- 3 — опорный нож
- 4 — ведущий круг
- 5 — упор
Схема бесцентрового шлифования
При всех способах бесцентрового шлифования обрабатываемая деталь 1 находится в контакте с опорным ножом 2, шлифовальным кругом 3 и ведущим кругом 4.
При продольном шлифовании обработке подвергаются гладкие детали различных диаметров и длин. Продольная подача осуществляется за счет поворота ведущего круга или наклона опорного ножа на определенный угол
Врезным шлифованием обрабатываются различные детали: ступенчатые валики; валы, имеющие конические или сферические поверхности, ограниченные головками и др. Длина обрабатываемых поверхностей должна быть равна или меньше высоты круга, которому правкой придается требуемая форма.
Шлифованием до упора, являющимся промежуточным между продольным и врезным, обрабатываются детали с поверхностями, ограничивающими прохождение деталей между кругами и слишком длинные для врезного шлифования. При подходе детали к упору каретки суппорта ведущий или шлифовальный круг отводится и деталь удаляется из зоны шлифования.
3М182 станок круглошлифовальный бесцентровый – бесцентровошлифовальный. Назначение и область применения
Станок бесцентрово-шлифовальный 3М182 предназначен для шлифования гладких, ступенчатых, конических, а также разнообразных фасонных поверхностей тел вращения диаметром от 0,8 до 25 мм, методом сквозного и врезного шлифования.
Длина шлифуемой поверхности конических и фасонных изделий может быть не больше ширины кругов: нормальной 95 мм, наибольшей 170 мм.
Шлифованию могут подвергаться изделия до и после термической обработки из чугуна, стали, цветных металлов и их сплавов, а также изделия из различных неметаллических материалов (текстолит, пластмассы, стекло и т. п.).
Точность обработки деталей на станке: некруглость 1 мкм, погрешность диаметра в продольном сечении 1,6 мкм, шероховатость поверхности V10.
Классе точности В.
Для обеспечения прецизионного шлифования установка станка вблизи источников вибрации не допускается.
При наличии специального приспособления на станке возможно шлифование длинных цилиндрических изделий методом сквозной подачи.
Станок обеспечивает первый и второй классы точности и высокий класс шероховатости шлифовальной поверхности.
Рассматриваемый станок имеет следующие преимущества:
- бесступенчатое регулирование частоты вращения ведущего круга в широких пределах
- специальный механизм, осуществляющий балансировку шлифовального круга во время работы
- специальное гидравлическое устройство, осуществляющее осциллирующие движения шлифовального круга и регулирующее величину продольного хода
- автоматический цикл врезного шлифования
- быстродействующий механизм компенсации износа шлифовального круга
- сигнализацию, контролирующую давление в системе смазки станка
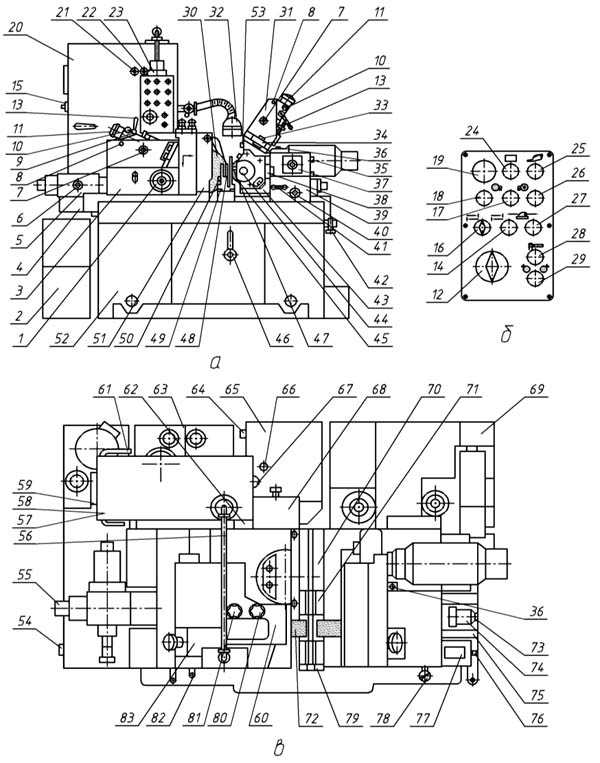
Общий вид и компоновка бесцентрово-шлифовального станка. Основные узлы станка: станина, бабка шлифовального круга, бабка ведущего круга, суппорт.
Станок имеет два абразивных круга, вращающихся в одном направлении: шлифовальный и ведущий. Шлифуемая заготовка располагается между кругами и опирается на нож. Ведущий круг сообщает заготовке вращение (круговую подачу), а шлифовальный круг производит обработку поверхности.
Существуют следующие методы бесцентрового шлифования:
- шлифование со сквозной подачей (напроход)
- шлифование с поперечной подачей (на врезание)
- шлифование со сквозной подачей до упора
- шлифование продвижным методом
Шлифование со сквозной подачей (напроход). Для работы этим методом ось ведущего круга устанавливают в вертикальной плоскости относительно оси шлифовального круга под углом а до 4° (рис. 58, б).
В процессе шлифования оси обоих кругов и нож неподвижны. По мере износа кругов их перемещают относительно друг друга на величину износа.
Материал ведущего круга вследствие высокого коэффициента трения обеспечивает хорошее сцепление ведущего круга со шлифуемой заготовкой. Поэтому установленный под углом а и вращающийся с окружной скоростью v ведущий круг сообщает заготовке круговую подачу с окружной скоростью Vo=V*cosa м/мин (рис. 58, б) и продольную подачу со скоростью Vn=Vsina м/мин.
Действительная окружная скорость Vo под влиянием дополнительного вращения заготовки шлифовальным кругом несколько больше теоретической VO: Vo=(1,02..1,07)Vo (в зависимости от угла а).
Процесс шлифования может быть непрерывным, поэтому бесцентрово-шлифовальные станки удобно использовать в поточных и автоматических линиях.
Шлифование с поперечной подачей (на врезание). Этим методом пользуются при шлифовании заготовок с фасонным, коническим или иным, отличным от цилиндрического профилем, а также при шлифовании цилиндрических заготовок с буртом или какой-либо выступающей частью, диаметр которой больше диаметра шлифуемой поверхности.
При работе методом врезания оси кругов располагают горизонтально, заготовку помещают между ножом и ведущим кругом. Шлифование поверхности ведется одновременно по всей длине за счет поперечной подачи шлифовального (или в некоторых станках ведущего) круга. В конце поперечной подачи изделие имеет заданный размер.
Профиль обоих кругов правится в соответствии с профилем шлифуемой заготовки. Длина обрабатываемой поверхности не может быть больше ширины шлифовального круга.
Шлифование со сквозной подачей до упора. Этим методом пользуются для шлифования цилиндрических поверхностей заготовок с буртом или конических поверхностей. Осевое перемещение заготовки ограничивается упором, который после окончания обработки выталкивает ее.
Шлифование продвижным методом. Характерной особенностью этого метода является движение опорного ножа вместе с заготовкой в процессе ее обработки. Для перемещения ножа используют специальное приспособление, которое устанавливают на опорный мостик.
Этот метод применяют вместо шлифования со сквозной подачей до упора, когда продольную подачу и отвод изделия удобней осуществлять с помощью опорного ножа.
3М182 Габарит рабочего пространства станка, посадочные и присоединительные базы

Габарит рабочего пространства станка 3м182
3М182 Общий вид круглошлифовального бесцентрового станка
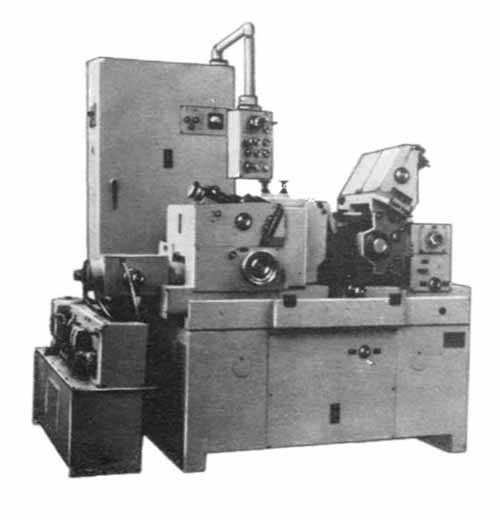
Фото круглошлифовального бесцентрового станка 3м182
Расположение органов управления бесцентрово-шлифовальным станком 3М182
Расположение органов управления бесцентрово-шлифовальным станком 3м182
Перечень составных частей бесцентрово-шлифовального станка 3М182
- 2. Агрегат врезания
- 3. Бабка шлифовального круга
- 4. Коммутация врезания
- 5. Механизм врезания
- 20. Электрошкаф
- 22. Наладка для проходного и врезного шлифования
- 23. Механизм правки ведущего круга
- 24. Бабка ведущего круга (неповоротная часть)
- 43. Бабка ведущего круга (поворотная часть)
- 51. Кожух шлифовального круга
- 52. Лампа
- 56. Кронштейн пульта управления
- 57. Электрооборудование механизма врезания
- 58. Электрооборудование
- 60. Коммуникация охлаждения
- 61. Замок электрошкафа
- 62. Основание электрошкафа
- 63. Агрегат смазки
- 65. Привод шлифовального круга
- 68. Кожух привода шлифовального круга
- 69. Агрегат охлаждения
- 70. Основание суппортов
- 71. Суппорт сквозного шлифования (задний)
- 72. Суппорт врезного шлифования
- 75. Кронштейн подачи ведущего круга
- 79. Суппорт сквозного шлифования (передний)
- 83. Механизм правки шлифовального круга
Перечень органов управления шлифовальным станком 3М182
- 1. Маховик и лимб механизма подачи
- 6. Винт регулировки рабочего хода поршня механизма врезания
- 7. Винт перемещения каретки механизма врезания
- 8. Останов продольного перемещения каретки алмаза
- 9. Винт разворота копирной линейки
- 10. Место установки индикатора выставки копира
- 11. Лимб подачи алмаза
- 12. Регулятор скорости правки
- 13. Рукоятка отвода пиноли
- 14. Кнопка ускоренного отвода шлифовальной бабки (влево)
- 15. Главный включатель
- 16. Переключатель режимов работы станка “Наладочный режим”, “Шлифование врезанием” (полуавтомат) и “Шлифование напроход”
- 17. Кнопка “Стоп круга”
- 18. Кнопка “Пуск шлифовального круга”
- 19. Кнопка “Все стоп”
- 21. Сигнальная лампочка “Станок включен”
- 22. Сигнальная лампочка “Нет смазки”
- 23. Амперметр
- 24. Кнопка “Стоп цикла”
- 25. Кнопка “Смазка”
- 26. Кнопка “Пуск ведущего круга”
- 27. Кнопка ускоренного подвода шлифовальной бабки (вправо)
- 28. Кнопка “Пуск правки”
- 29. Переключатель “Правка шлифо-вального круга”, “Правка ведущего круга”
- 32. Лампа
- 33. Гайки зажима механизма правки
- 34. Шкала разворота механизма правки
- 35. Винты крепления поворотной части бабки ведущего круга
- 36. Винт разворота поворотной части бабки ведущего круга
- 37. Регулятор числа оборотов ведущего круга
- 38. Шкала разворота поворотной части бабки ведущего круга
- 40. Винт зажима ведущей бабки
- 41. Рукоятка “Пуск цикла врезания”
- 42. Зажим плиты
- 44. Винт затяжки передней опоры ведущего круга
- 45. Винты регулировки вкладышей подшипников
- 46. Рукоятка зажима основания суппорта
- 47. Винты регулировки щечек суппортов
- 48. Винты выставки ножа по высоте
- 49. Винты разворота суппортов
- 50. Винты крепления ножа
- 53. Винт смещения алмаза
- 54. Регулятор скорости врезания
- 55. Винт регулировки величины быстрого подвода шлифовальной бабки
- 59. Реле времени
- 64. Винты фиксации подмоторной плиты
- 66. Винт натяжения ремней главного привода
- 67. Дублирующая кнопка “Все стоп”
- 73. Шкала нулевого положения ведущей бабки
- 74. Винт перемещения бабки ведущего круга
- 76. Винт разворота бабки ведущего круга в горизонтальной плоскости
- 77. Табличка расчета разворота бабки ведущего круга
- 78. Место установки индикатора разворота бабки ведущего круга
- 80. Кран включения охлаждения при шлифовании
- 81. Кран включения охлаждения на алмаз при правке шлифовального круга
- 82. Рукоятка толчковой подачи (компенсация)
- 83. Механизм правки шлифовального круга
Кинематическая схема круглошлифовального станка 3М182

Кинематическая схема круглошлифовального станка 3м182
Схема кинематическая круглошлифовального станка 3М182. Смотреть в увеличенном масштабе
Рис. 3. Кинематическая схема станка:
- бабка шлифовального круга;
- бабка ведущего круга;
- механизм врезания;
- устройства правки
- устройства правки
Кинематика бесцентрово-шлифовального станка модели 3М182
Главное движение – вращение шлифовального круга – производится от электродвигателя М1 (7,5 кВт; 1450 об/мин) через клиноременную передачу 188/140 (рис. 3). Вращение ведущего круга осуществляется через червячную передачу 3/30 от электродвигателя М2 (0,85 кВт; 120–1650 об/мин, регулирование бесступенчатое).
Ускоренное поперечное перемещение бабки шлифовального круга по направляющим качения производится от двигателя М3, ручное перемещение – от маховика Р4. В обоих случаях с вала IV движение передаѐтся через червячную передачу 1/50 на ходовую гайку. При неподвижном винте с шагом 4 мм гайка вращается и перемещает бабку. Толчковая рукоятка РЗ при каждом нажатии обеспечивает поворот вала IV на одно деление лимба (через храповый механизм X с колесом 80).
При врезном шлифовании действует гидрофицированный механизм, перемещающий ходовой винт V вдоль его оси (без вращения) вместе со шлифовальной бабкой. У цилиндра Ц2 шток поршня жѐстко соединѐн с ходовым винтом V. В штоке сделан паз, сквозь который проходит клин К, и закреплѐн упирающийся в клин ролик. Давление в правой полости цилиндра Ц2 отводит бабку влево. При подаче масла в левую полость бабка быстро отводится до тех пор, пока ролик не упрѐтся в клин. Затем клин постепенно вытягивается цилиндром Ц1 из паза – бабка продолжает движение вправо и происходит врезание. Когда упорный буртик штока доходит до корпуса, бабка останавливается, начинается выхаживание (клин, оторвавшись от ролика, продолжает движение до своего упора). По окончании шлифования цилиндр Ц2 отводит бабку. Винты с рукоятками Р1 и Р2 регулируют ход поршней в обоих цилиндрах. При шлифовании «на проход» винт с рукояткой Р1 должен быть завѐрнут до упора в корпус. На бабках шлифовального и ведущего кругов установлены устройства для правки кругов. Правка кругов производится унифицированными устройствами, каждое из которых сообщает алмазному карандашу А продольное перемещение от двигателя М4 (0,09 кВт; 1500 об/мин) или от рукоятки Р5 (шаг ходового винта 2 мм), поперечное движение – от рукоятки Р6 (шаг ходового винта 1,5 мм). Муфта М – предохранительная. Установка бабки ведущего круга на размер обрабатываемой детали при наладке осуществляется рукояткой Р7 с помощью винта с шагом 6 мм. Кроме того бабка ведущего круга поворачивается в горизонтальной плоскости. После необходимой установки бабка фиксируется при помощи зажимов. 7. Принцип работы станка модели 3М182 Обрабатываемую деталь устанавливают между шлифующим и ведущим кругами на опорном ноже так, чтобы центры детали были несколько выше линии центров обоих кругов. Шлифующему кругу сообщается быстрое вращательное движение, окружная скорость которого должна соответствовать принятой для шлифовальной операции скорости резания и должна быть направлена в точке касания с деталью в сторону опорного ножа.
Ведущему кругу также сообщается вращательное движение в том же направлении, что и шлифующему кругу, но с меньшей скоростью круговой подачи детали (10–50 м/мин). Система сил, действующая на деталь со стороны абразивных кругов и опорного ножа, заставляет ее вращаться с окружной скоростью практически равной скорости вращения ведущего круга. Салазки с опорным ножом и бабкой ведущего круга устанавливаются так, чтобы расстояние между абразивными кругами точно соответствовало заданному диаметру обрабатываемой детали. При работе методом продольной подачи ось ведущего круга устанавливается под небольшим углом (при черновом шлифовании α = 1,5…6°, а при чистовом α = 0,5…l,5°) к оси детали, в результате чего появляется осевая составляющая окружного усилия, под действием которого деталь перемещается вдоль своей оси. При работе методом поперечной подачи ось ведущего круга располагается параллельно оси детали или под незначительным углом наклона (не более 1°). Продольная подача в этому случае отсутствует. Радиальная подача сообщается бабке ведущего круга. На рис.1 показана схема шлифования на бесцентровошлифовальных станках наружной поверхности детали с продольной подачей “на проход”. Деталь 3, поддерживаемая ножом 4, располагается между двумя кругами 1 и 2, из которых 1 – шлифовальный, вращаясь с окружной скоростью 30–40 м/сек, снимает припуск с заготовки, а 2 – ведущий круг, вращающийся о окружной скоростью 10–50 м/мин сообщает заготовке вращение – круговую подачу. Продольная подача сообщается шлифуемой заготовке ведущим кругом в результате установки его под некоторым углом к оси шлифовального круга или вследствие наклона опорного ножа на угол α.
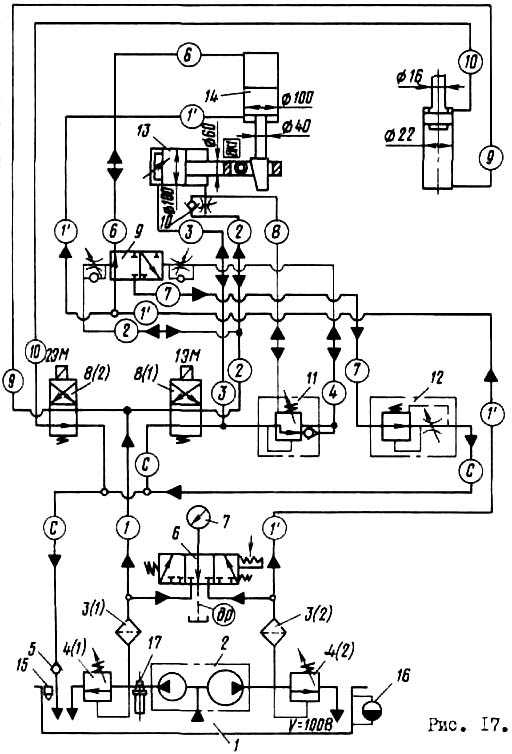
Гидравлическая схема круглошлифовального станка 3М182
Гидравлическая схема круглошлифовального станка 3м182
Описание работы гидрооборудования при обработке методом врезания
Электродвигатель насоса гидропривода включается нажатием на кнопку “Смазка” при установке переключателя режимов работы в положение “Наладочный режим для шлифования врезанием”, нажатием на рычаг “Пуск цикла врезания” осуществляется врезание. Скорость быстрого подвода шлифовальной бабки и последовательность подвода еѐ с перемещением копира отрегулированы при сборке. Скорость рабочей подачи регулируется дросселем с регулятором 12 (рис. 4).
С включением электродвигателя, приводящего во вращение сдвоенный лопастной насос 2 потоки масла подходят к напорным золотникам 4(1), 4(2) и через фильтры 3(1), 3(2) по магистралям 1 и 1’ подводятся к распределителям.
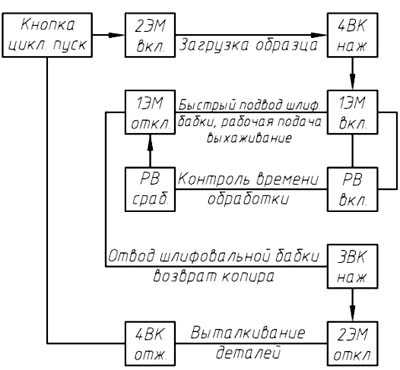
Циклограмма работы круглошлифовального станка 3М182
Циклограмма работы круглошлифовального станка 3м182
Нажатием на кнопку “Пуск цикла врезания” включается электромагнит 2ЭМ золотника 8(2). В результате включения электромагнита 2ЭМ произойдет загрузка образца в зону шлифования и нажмется конечный выключатель 4ВК (рис. 5), который включит электромагнит 1ЭМ золотника 8(1). В результате включения электромагнита 1ЭМ произойдет быстрый подвод шлифовальной бабки к изделию и срабатывают золотники 11 и 9. Поршень гидроцилиндра 14 копира получит возможность перемещаться со скоростью, соответствующей рабочей подаче шлифовального круга. Одновременно с включением электромагнита 1ЭМ включается реле времени PB (см. рис. 5), контролирующее время обработки детали в зоне шлифования. По окончании обработки реле времени срабатывает и отключает электромагнит 1ЭМ. Шлифовальная бабка и копир возвращаются в исходное положение, нажимается конечный выключатель 4ВК, отключающий электромагнит 2ЭМ золотника 8(2). Обработанная деталь выталкивается из зоны шлифования, отключается конечный выключатель 4ВК. Выталкиватель находится в зоне загрузки образца. Нажатием на рычаг “Пуск цикла врезания” цикл повторяется.
Электрооборудование и приводы круглошлифовального бесцентрового станка 3М182
Напряжения сети, применяемые в станке 3М182
- Напряжение общей питающей сети переменного тока ~ 380 В.
- Напряжение питания приводов переменного тока ~ 380 В.
- Напряжение питания приводов постоянного тока — 110 В.
- Напряжение цепей управления ~ 110 В,
- Напряжение местного освещения ~ 36 В,
- Напряжение сигнализации ~ 5,5 В,
3М182 станок круглошлифовальный бесцентровый (бесцентровошлифовальный). Видеоролик.
Технические характеристики станка 3М182
| Наименование параметра | 3М182 | 3М184 |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | В | В |
| Диаметр устанавливаемого изделия наибольший гарантируемый, мм | 25 | 80 |
| Наибольший допустимый диаметр устанавливаемого изделия, мм | 0,8..25 | 3..80 |
| Наименьший диаметр рекомендуемый при врезном шлифовании | 2,5 | 10 |
| Наибольшая длина обрабатываемых изделий (ограничивается жесткостью и устойчивостью изделий) при сквозном шлифовании, мм | 170 | 250 |
| Наибольшая длина обрабатываемых изделий (ограничивается жесткостью и устойчивостью изделий) при врезном шлифовании, мм | 95 | 145 |
| Высота от основания станка до оси кругов, мм | 1060 | 1060 |
| Высота от зеркала мостика до оси кругов, мм | 160 | 235 |
| Шлифовальный круг | ||
| Тип шлифовального круга | ПП | ПП |
| Наружный диаметр наибольший, мм | 350 | 500 |
| Наружный диаметр наименьший, мм | 280 | 400 |
| Наибольшая высота, мм | 100 | 150 |
| Диаметр отверстия, мм | 127 | 203 |
| Число оборотов в минуту | 1910 | 1370 |
| Окружная скорость, м/сек | 35 | 35 |
| Наибольшая окружная скорость, м/сек | 50 | 50 |
| Ведущий круг | ||
| Наружный диаметр наименьший/ наибольший, мм | 200..250 | 300..350 |
| Наибольшая высота, мм | 100 | 150 |
| Диаметр отверстия, мм | 127 | 203 |
| Наибольший угол наклона в вертикальной плоскости, град | ±5 | ±5 |
| Наибольший угол наклона в горизонтальной плоскости, мин | ±30 | ±30 |
| Число оборотов в минуту при работе (бесступенчатое регулирование) | 17..150 | 11..150 |
| Число оборотов в минуту при правке | 300 | 290 |
| Бабка шлифовального круга | ||
| Размер конца шпинделя шлифовального круга по ГОСТ 2323—67, мм | 80 | 80 |
| Наибольшее установочное перемещение при снятых кругах, мм | 90 | 130 |
| Наибольшее ускоренное перемещение при врезном шлифовании, мм | 20 | 20 |
| Рабочее перемещение на одно деление лимба механизма подачи, мм | 0,001 | 0,001 |
| Рабочее перемещение на один оборот лимба механизма подачи, мм | 0,08 | 0,08 |
| Рабочее перемещение толчковой подачи от рукоятки, мм | 0,001 | 0,001 |
| Рабочее перемещение механизмом врезания, мм | До 0,95 | |
| Скорость подачи при врезном шлифовании наибольшая, мм/мин | 10 | 10 |
| Скорость подачи при врезном шлифовании наименьшая, мм/мин | 0,06 | |
| Бабка ведущего круга | ||
| Перемещение наибольшее при снятых кругах, мм | 80 | 300 |
| Перемещение на одно деление лимба винта подачи, мм | 0,05 | 0,05 |
| Перемещение на один оборот лимба иинта подачи, мм | 6 | 6 |
| Механизм правки кругов | ||
| Поперечное перемещение алмаза на одно деление лимба, мм | 0,01 | 0,01 |
| Поперечное перемещение алмаза на один оборот лимба, мм | 1,5 | 1,5 |
| Скорость перемещения алмаза в продольном направлении наибольшая, мм/мин | 250 | 250 |
| Скорость перемещения алмаза в продольном направлении наименьшая, мм/мин | 30 | 30 |
| Наибольший угол разворота копира, гра | ±2 | ±2 |
| Суппорт | ||
| Наибольшее установочное перемещение ножа суппорта по высоте, мм | 10 | |
| Гидропривод механизма врезания | ||
| Производительность насоса, л/мин | 12/8 (сдвоенный) | |
| Номинальное давление, кгс/см2 | 10 | |
| Емкость гидробака, л | 100 | |
| Агрегат смазки | ||
| Производительность насоса смазки подшипников шпинделя бабки шлифовального круга, л/мин | 5 | |
| Производительность насоса смазки подшипников шпинделя бабки ведущего круга, л/мин | 1,6 | |
| Емкость бака подшипников шлифовального круга, л | 65 | |
| Емкость бака подшипников ведущего круга, л | 15 | |
| Агрегат охлаждения | ||
| Производительность насоса, л/мин | 45 | |
| Пропускная способность магнитного сепаратора, л/мин | 50 | |
| Емкость, бака, л | 120 | |
| Привод, габарит и масса станка | ||
| Род тока питающей сети | Переменный трехфазный, частота тока 50гц | Переменный трехфазный, частота тока 50гц |
| Напряжение питающей сети, в | 380 | 380 |
| Напряжение электроприводов, в | 380 | 380 |
| Напряжение цепей управления, в | 110 | 110 |
| Напряжение цепей местного освещения, В | 36 | 36 |
| Напряжение сигнализации, В | 5,5 | 5,5 |
| Напряжение постоянного тока, В | 110 | 110 |
| Количество электродвигателей на станке | 11 | 11 |
| Электродвигатель привода шлифовального круга – тип | АО2-51-4-С1 | |
| Электродвигатель привода шлифовального круга – мощность, кВт, | 7,5 | 15 |
| Электродвигатель привода шлифовального круга – число оборотов в минуту | 1460 | |
| Электродвигатель привода ведущего круга – тип | ПБСТ-22-В | ПБСТ-22-В |
| Электродвигатель привода ведущего круга – мощность, кВт | 0,85 | 0,85 |
| Электродвигатель привода ведущего круга – число оборотов в минуту | 2200 | 2200 |
| Электродвигатель привода электромашинного усилителя – тип | ЭМУ-12А-С1 | ЭМУ-12А |
| Электродвигатель привода электромашинного усилителя – мощность, кВт | 1,2 | 1,2 |
| Электродвигатель привода электромашинного усилителя – число оборотов в минуту | 2900 | 2900 |
| Электродвигатель привода гидронасоса – тип | АОЛ2-21-4-С1 | |
| Электродвигатель привода гидронасоса – мощность, кВт | 1,1 | 1,1 |
| Электродвигатель привода гидронасоса – число оборотов в минуту | 1400 | 1400 |
| Электродвигатель привода насоса смазки подшипников шпинделя шлифовального круга – тип | АОЛ21-4-С1 | |
| Электродвигатель привода насоса смазки подшипников шпинделя шлифовального круга – мощность, кВт | 0,27 | 0,25 |
| привода насоса смазки подшипников шпинделя шлифовального круга – число оборотов в минуту | 1400 | |
| Электродвигатель привода насоса смазки подшипников шпинделя ведущего круга – тип | АОЛ11-4-С1 | |
| Электродвигатель привода насоса смазки подшипников шпинделя ведущего круга – мощность, кВт | 0,12 | 0,12 |
| привода насоса смазки подшипников шпинделя ведущего круга – число оборотов в минуту | 1400 | |
| Электродвигатель привода насоса охлаждения – тип | ПА-45-С1 | |
| Электродвигатель привода насоса охлаждения – мощность, кВт | 0,15 | 0,6 |
| Электродвигатель привода насоса охлаждения – число оборотов в минуту | 2800 | |
| Электродвигатель привода магнитного сепаратора – тип | АОЛ11-4-С1 | |
| Электродвигатель привода магнитного – мощность, кВт | 0,12 | 0,12 |
| Электродвигатель привода магнитного – число оборотов в минуту | 1400 | |
| Электродвигатель привода правки шлифовального круга – тип | ПЛ-062-С1 | |
| Электродвигатель привода правки шлифовального круга – мощность, кВт | 0,09 | 0,09 |
| Электродвигатель привода правки шлифовального круга – число оборотов в минуту | 1440 | |
| Электродвигатель привода правки ведущего круга – тип | ПЛ-062-С1 | |
| Электродвигатель привода правки ведущего круга – мощность, кВт | 0,09 | 0,09 |
| Электродвигатель привода правки ведущего круга – число оборотов в минуту | 1440 | |
| Электродвигатель привода ускоренного перемещения шлифовальной бабки – тип | АОЛ12-4-С1 | |
| Электродвигатель привода ускоренного перемещения шлифовальной бабки – мощность, кВт | 0,18 | 0,25 |
| Электродвигатель привода ускоренного перемещения шлифовальной бабки – число оборотов в минуту | 1400 | 1400 |
| Суммарная мощность электродвигателей, кВт | 11,67 | 18,47 |
| Габаритные размеры и масса станка | ||
| Габарит станка (длина X ширина X высота), мм | 2230 х 1455 х 2120 | 2945 х 1885 х 2120 |
| Масса станка с приставным оборудованием, кг | 3470 | 6850 |
Связанные ссылки
Каталог справочник круглошлифовальных станков
Паспорта к круглошлифовальным станкам
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Estarta – станки бесцентрошлифовальные
Jump to Navigation- Информация
- Производители
- Каталог
- Назад
- Насосное оборудование
- Насосы центробежные
- Grundfos
- Simaco
- Насосы винтовые
- Насосы высокого давления
- BFT
- GEA
- Погружные насосы
- Houttuin
- Vipom
- Горизонтальные насосы
- GE Oil & Gas Pressure Control
- Houttuin
- Inoxihp
- Vipom
- Насосы герметичные
- Hermetic Pumpen
- Zenith
- Насосное оборудование прочее
- Servi Group
- Насосы центробежные
- Фильтровальное оборудование
- Воздушные фильтры
- Масляные и гидравлические фильтры
- Parker Hannifin Corporation
- Servi Group
- Коалесцирующие фильтры
- ASCO Filtri
- Buhler Technologies
- Donaldson
- EUROFILL
- Hydac
- PALL
- Petrogas
- Scam Filltres
- Vokes Air
- Водоподготовка
- ASCO Filtri
- Grunbeck
- Фильтры КВОУ
- Осушители
- Прочее
- Tartarini
- Воздушные фильтры
- КИП (измерительное оборудование)
- Системы измерения неразрушающего контроля
- HBM
- Kavlico
- Marposs
- Расходомеры
- Servi Group
- Устройства измерения перемещения и положения
- Устройства измерения давления
- Autrol
- Servi Group
- VDO
- Устройства для измерения температуры
- Autrol
- Servi Group
- VDO
- Приборы контроля и регулирования технологических процессов
- Servi Group
- Прочее
- Autrol
- Системы измерения неразрушающего контроля
- Трубопроводная арматура
- Запорная, регулирующая, запорно-регулирующая арматура
- Schroedahl
- Servi Group
- Предохранительная арматура
- Anderson Greenwood
- Crosby
- Sapag Industrial valves
- Schroedahl
- Servi Group
- Приводы трубопроводной арматуры
- Biffi
- Keystone
- Прочее
- W.T.A.
- Yarway
- Запорная, регулирующая, запорно-регулирующая арматура
- Компрессорное оборудование
- Поршневые компрессоры
- GE Oil & Gas
- Винтовые компрессоры
- GEA
- Howden
- Stewart & Stevenson
- Центробежные компрессоры
- GE Thermodyn
- Stewart & Stevenson
- Прочее
- GE Rotoflow
- Поршневые компрессоры
- Лабораторное оборудование
- Микроскопия и спектроскопия
- Keyence
- Прочее
- Labor Security System
- MULTISERW-Morek
- Микроскопия и спектроскопия
- Станочное оборудование
- Станки шлифовальные
- ISOG
- Хонинговальные станки
- CAR srl
- Kadia
- Nagel Maschinen
- Станки зубо- и резьбо- обрабатывающие
- Nagel Maschinen
- Карусельные станки
- Star Micronics
- Запчасти и принадлежности для станков
- Carif
- Cytec
- Прочее
- Carif
- Star Micronics
- Станки шлифовальные
- Гидравлика
- Гидроцилиндры
- Oilgear
- Servi Group
- Гидроклапаны
- Meggit
- Servi Group
- Гидронасосы
- Riverhawk
- Servi Group
- Гидрораспределители
- Parker Hannifin Corporation
- Servi Group
- Прочее
- Riverhawk
- Servi Group
- Гидроцилиндры
- Приводная техника
- Электрические приводы
- Servi Group
- Гидравлические приводы
- Biffi
- Пневматические приводы
- Biffi
- Keystone
- Электромагнитные приводы
- Danfoss
- ECONTROL
- Kendrion
- Rexnord
- Редукторы
- Renk
- VAR-SPE
- ZERO-MAX
- Турборедукторы
- Flender-Graffenstaden
- Renk
- Прочее
- Reitz
- Электрические приводы
- Прочее оборудование
- Электрографитовые щетки
- Morgan Advanced Materials
- Электрографитовые щетки
- A.O. Smith – Century Electric
- A.S.T.
- Abrasivos Manhattan
- Advanced Energy
- Agilent Technologies
- Agrati
- AKG Gruppe
- Algi
- Allweiler
- Alphatron Marine
- Amot
- Anderson Greenwood
- Apollo Valves
- Ariel
- ASCO Filtri
- Ashcroft
- ATAS elektromotory
- Atos
- Autrol
- Autronica
- Axis
- Axon’ Cable
- Bando
- Baruffaldi
- BCE
- Berarma
- BFT
- BHDT
- Biffi
- BIKON-Technik
- Brinkmann pumps
- Buhler
- Buhler Technologies
- BVM Corporation
- Camfil FARR
- Campen Machinery
- CanaWest Technologies
- CAR srl
- Carif
- Casar
- CAT
- Celduc Relais
- Center Line
- Comagrav
- Compressor Controls Corporation
- CoorsTek
- Coperion K-Tron
- Coral engineering
- Coremo Ocmea
- Couth
- CRANE
- Crosby
- Cytec
- Danaher Motion
- Danfoss
- Danobat Group
- David Brown Hydraulics
- Den-Con Tool
- DenimoTECH
- Deprag
- Destaco
- Donaldson
- Donaldson осушители, адсорбенты
- Duplomatic
- Duplomatic Oleodinamica
- Dustcontrol
- Dynasonics
- E-tech Machinery
- Easy Mover
- Ebro Armaturen
- ECONTROL
- Eirich
- ELMA
- EMIT
- Esco Couplings
- Espera
- Estarta
- Euchner
- EUROFILL
- Europarts
- EuroSMC
- Exact
- Facco
- FANUC
- Farris
- Fema
- Ferjovi
- Fetra
- FIBRO
- Fisher
- Flender-Graffenstaden
- Flexitallic
- Flowserve
- Fluenta
- Flux
- FPZ
- Fritz STUDER
- Gali
- Gamak Motors
- GE Bently Nevada
- GE Energy
- GE Lufkin Industries
- GE Nuovo Pignone
- GE Oil & Gas
- GE Oil & Gas Pressure Control
- GE Panametrics
- GE Rotoflow
- GE Thermodyn
- GEA
- General Electric
- General Electric Waukesha
- GEORGIN
- GKN
- Gohl
- Goulds Pumps
- GPM Titan International
- Graco
- Grunbeck
- Grundfos
- Gustav Gockel
- HAKI
- Harting technology
- HAWE Hydraulik SE
- HBM
- Heimbach
- Helios
- Hermetic Pumpen
- Herose
- HiRel Connectors
- Hohner
- Holland-Controls
- Honsberg Instruments
- Hoppecke
- Horton
- Houttuin
- Howden
- Howden CKD Compressors s.r.o.
- HTI-Gesab
- Hydac
- Hydrotechnik
- IMO
- INA
- Inoxihp
- ISOG
- Italmagneti
- ITW Dynatec
- Jaudt
- Jaure
- JDSU
- Jenoptik
- John Crane
- JOST
- JOVYATLAS
- K-TEK
- Kadia
- Kavlico
- Kendrion
- Kendrion Linnig
- Keyence
- Keystone
- Kieselmann
- Kitagawa
- Knipex
- Knoll
- Kordt
- Krombach Armaturen
- KUKA
- Kumera
- Labor Security System
- LAM Technologies
- Lapmaster Wolters
- Lenze
- Lincoln
- Luvata
- M.G.M. motori elettrici S.p.A.
- Mahle
- Marposs
- Masa Henke
- Masoneilan
- Mec Fluid 2
- MEDIT Inc.
- Meggit
- Mercotac
- Metricon
- Metrol
- MI Swaco
- Minco
- MMC International Corporation
- MOOG
- Moore Industries
- Morgan Advanced Materials
- Motoman Robotics
- Moyno
- Mud King
- MULTISERW-Morek
- Munters
- Murr elektronik
- Murrplastik
- Nagel Maschinen
- National Oilwell Varco
- Netzsch
- Nexoil srl
- Nic
- NOV Mono
- NTN-SNR
- Ntron
- O’Drill/MCM
- Oerlikon
- Oilgear
- Omal Automation
- Omni Flow Computers
- OMT
- Opcon
- Orange Research
- Orwat filtertechnik
- OTECO
- Pacific valves
- Paktech
- PALL
- Parat
- Parker Hannifin Corporation
- PENTAIR
- Peter Wolters
- Petrogas
- ProMinent
- Quick Soldering
- Reitz
- Rema Tip Top
- Renk
- Renold
- Repar2
- Resatron
- Resistoflex
- Restech Norway
- Revo
- Rexnord
- Rheonik
- Rineer Hydraulics
- RIO
- Riverhawk
- RMG Honeywell
- Robbi
- Rohde & Schwarz
- ROS
- Rota Engineering
- Rotar
- Rotork
- RTI Electronics
- Ruhrpumpen
- Saint-Gobain PAM
- Sapag Industrial valves
- Saunders
- Scam Filltres
- Scantech
- Schroedahl
- Score Energy
- Selco
- Selec
- Sermas Industrie
- Servi Group
- Settima
- Siemens
- Siemens energy
- Simaco
- Solar turbines
- Solberg
- SOR
- SPIETH
- SPX
- Stamford | AvK
- Star Micronics
- Stewart & Stevenson
- Stockham
- Sumitomo
- Supertec Machinery
- Tamagawa Seiki
- Tartarini
- TEAT
- Thimonnier
- Top-co
- Truflo
- Turbotecnica
- Tuthill
- Vanessa
- VAR-SPE
- VDO
- Velan
- Versa
- Vibra Schultheis
- Vipom
- Vokes Air
- Voumard
- W.T.A.
- Warren
- Weatherford
- Weiss GmbH
- Wenglor
- WestCo
- Woodward
- Xomox
- Yarway
- Zenith
- ZERO-MAX
dmliefer.ru