Станок tsb 16 – Польский токарный TSB-16 – Импортные токарные станки
alexxlab | 12.05.2019 | 0 | Вопросы и ответы
Польский токарный TSB-16 – Импортные токарные станки
Приветствую дорогих стружколомов, а также прочих фанатов передовых технологий 60-х годов!
Недавно познакомился на городской барахолке с Дмитрием, как оказалось, самым настоящим чипмейкером, настолько образцовым, шо стыдно за себя))
Человек когда-то имел крупное техобразование, а пару лет назад почувствовал острую тягу к собирательству хороших станков и железа. И не просто собирательства, а грамотного ввода железа в строй.
На выходных я был приглашен в гости. То, что я увидел в купчинской однушке, думаю, не оставит ни одного форумчанина равнодушным.
Первая часть о TSB-16.
Станок стоит на кухне, по правый мой локоть, у подоконника стоит НГФ)
Как видите, метр станка прекрасно дополняет наши представления о домашнем токарном. У меня так вообще — вызывает бурные эмоции.
Станок был куплен в удручающем состоянии, но зато к нему было прилично оснастки.
По словам хозяина, на полное восстановление ушло три месяца напряженной работы..
Станина и привод представляют собой прорыв в чипмейкерском хоумстанкостроении.
Привод — 0,75 КВт двигло от швейной машины, на постоянном токе — с тормозом и сцеплением. (Забегая вперед, скажу, что двигатель практически не слышно)
Сначала вкл, мотор закрутился, потом рычагом слева включается сцепление и ЛАТРом регулируется скорость. Привод шпинделя соединен с мотором через промежуточный шкив от ТВ-16.
Помимо кучи возможностей по нарезке резьб, имеет оригинальное решение продольной подачи суппорта:
Да, дело было в 12 ночи, и когда хозяин станочка сказал ,что сейчас включит его, я зажмурил глаза)) но в следующую секунду, как дите, слушал одно лишь шуршание..) Никакого гула, ни с чем не сравнимый звук..)
После такого понимаешь, что железо держит крепко и не отпускает))
Специально для 24ct и его Цанговой темы http://www.chipmaker.ru/topic/52281/
я сделал эскизик с размерами цанг для этого станочка:
Есть паспорт на польском.
На этой ветке я разместил фотографии и свои впечатления.
По поводу деталей, паспорта и характеристик, если у кого-то возникнут какие-то вопросы, — буду звонить хозяину и узнавать, где-то в течение недели. Возможно, он сам подхватит и поведет эту ветку, будем надеяться.
У Дмитрия есть интернет, но зарегистрироваться на Метфоруме и общаться с братьями по разуму, он еще почему-то не ощутил потребности. Может быть, не знает о существовании такового..
Пока все))
Все по этому станку, переходим ко второму))
www.chipmaker.ru
TSA-16 Станок токарно-винторезный учебный. Схемы, описание, характеристики
Сведения о производителе учебного токарно-винторезного станка TSA-16
Производителем станка TSA-16 являлся Zakład Doskonalenia Zawodowego Poznan. основанный в 1931 году в Познани, Польша.
TSA-16 станок токарно-винторезный учебный. Назначение, область применения
Токарный станок TSA-16 был сконструирован на основе датского токарного станка SR-80 с некоторыми изменениями.
Станок TSA-16 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Скорости вращения шпинделя приспособлены не только к обработке металлических предметов, но, также, дерева и пластмасс.
Токарный станок TSA-16 имеет коробку подач Нортона и гитару и поэтому позволяет вести нарезку метрической и дюймовой резьбы.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических и дюймовой резьб
- Сверление и ряд других работ
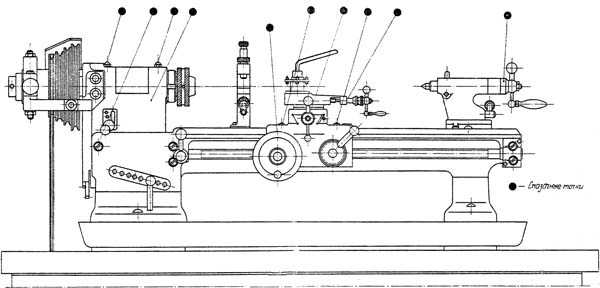
Общий вид токарно-винторезного станка TSA-16
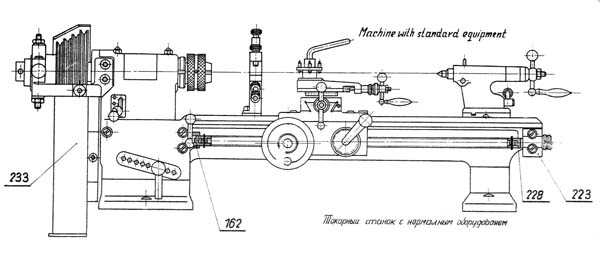
Общий вид станка токарно-винторезного станка TSA-16. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка TSA-16


Схема кинематическая токарно-винторезного станка TSA-16

Схема кинематическая токарно-винторезного станка TSA-16. Смотреть в увеличенном масштабе
Таблица токарно-винторезного станка TSA-16

Описание конструкции и принцип действия токарного станка TSA-16
Станина токарного станка коробчатой конструкции внутри ребристая, опирается на две тумбы, прикрепленные болтами. Сверху призматические и плоские направляющие. Тумбы совместно с желобом для стружки привинчены к деревянной поверхности стола. Внутренние направляющие предназначения для установки передней и задней бабки, а наружные для перемещения суппорта.
Передняя бабка токарно-винторезного станка TSA-16
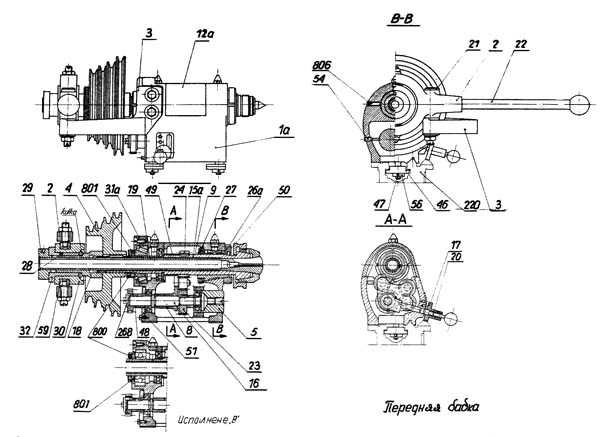
Передняя бабка токарно-винторезного станка TSA-16. Смотреть в увеличенном масштабе
Корпус передней бабки в литом чугунном боксе прикреплен к станине 220 при помощи двухсторонних болтов 47, гаек 56 и плиток 46.
Шпиндель 15 исполнен из углеродной стали с отверстием Ø17,5 мм для обработки пруткового материала. Шпиндель имеет внутренний конус для переходной втулки с конусом Морзе № I. В передней части шпиндель расположен в регулированным бронзовым подшипнике скольжения 9, в конусном отверстии корпуса передней бабки, в задней части в ролико – конусном подшипнике или в однорядном подшипнике качения (для исполнения W). Осевые усилия переносит упорный шарикоподшипник так для первого и для второго исполнения.
Передняя часть шпинделя закалена на шпинделе и наружном корпусе передней бабки укреплен четырехступенчатый шкив получающий привод от приставки. Внутри корпуса на шпинделе укреплено зубчатое колесо 24, от которого переносятся обороты через зубчатое колесо 23, на 8, на валик 16. Из валика 16 через сменные зубчатые колеса на гитаре 250 /черт.О6/ обороты переносятся на валик коробки передач 160 /черт.05/. Бронзовый ревереир 8 осажден на валике 16, а на его выступающих цапфах вращаются промежуточные зубчатые колеса. Валик 16 обращается в подшипниках качения. Зацепление зубчатых колес ревереира, как и их расцепление со зубчатым колесом шпинделя наступает при помощи рычага 17. Их взаимоположение устанавливается при помощи защёлки 20, которая своей цапфой входит в одно из высверленных гнезд в корпусе передней бабки. Диапазон оборотов шпинделя получаем перекладыванием ремней двигателя на приставку а также с приставки на шпиндель.
Патрон быстрого зажима материала черт.04. Этот патрон соединенный с зажимными втулками предназначен к быстрому зажиму материала во время работы станка. Зажимание материала производится при помощи втулки 30, передвигаемой рычагом 22, которая охватывает шарики расположенные контуром между конусной частью опорной втулки 18, а конусом на конце втулки 32. Шарики дают втулке 32 подвижность и при помощи дистанционной втулки 19 она причиняется к передвижению зажимной втулки. Подвижная втулка 32 так, как и втулка 30 осаждены на спорной втулке 18 прикрепленной на свободном конце шпинделя 15. Для передвижки втулки 30 через сухари 59 осаждена в ней предусмотрена рычажная рукоятка 22. Рычаг 2 осажден колебательно на шкворенью 21, укрепленным на кронштейне 3, привинченным к корпусу шпиндельной бабки I. Комплект зажимных втулок доставляемых 3 виде специального оборудования, разрешает на крепление прутков от 3 до 12 мм по 1 мм. Применение задней бабки с револьверной головкой увеличивает производство большого количества мелких пред-матов,
Коробка подач Нортона токарного станка TSA-16
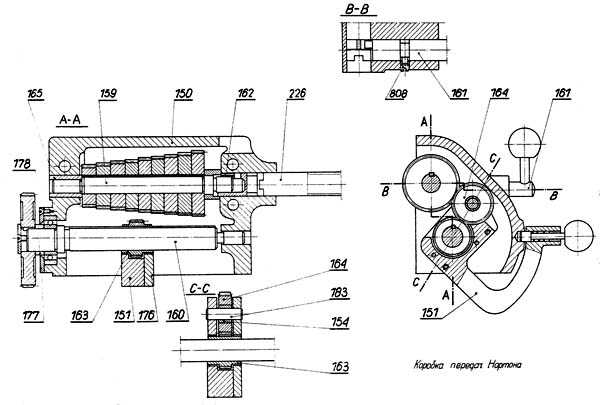
Коробка подач токарного станка TSA-16. Смотреть в увеличенном масштабе
От валика коробки подач 160 получающего вращение посредством гитары шпинделя, вращение переносится через зубчатое колесо 163 на промежуточное колесо 164, находящееся в передвижном рычаге 151 и на одно из зубчатых колес в системе Нортона, осажденных на валике 159 и посредством муфты 168 переносится на ходовой винт 226 Коробка подач во время точения дает 9 резьб подач в зависимости от зубчатых колес на гитаре. Для нарезки резьбы применяется гитара с комплектом сменных зубчатых колес.
Гитара токарно-винторезного станка TSA-16

Гитара токарно-винторезного станка TSA-16. Смотреть в увеличенном масштабе
Гитара укреплена на цапфе валика 160, осажденного на корпусе коробки подач 150.
Подбор зубчатых колес для нарезки метрических и дюймовых резьб, а также их расположение для крепления токарном станке указано черт.№ 03.
Диапазон нарезаемых метрических резьб: 0,2 до 3 мм хода.
Диапазон нарезаемых дюймовых резьб: 6 до 352 винтов I”
Суппорт токарного станка TSA-16
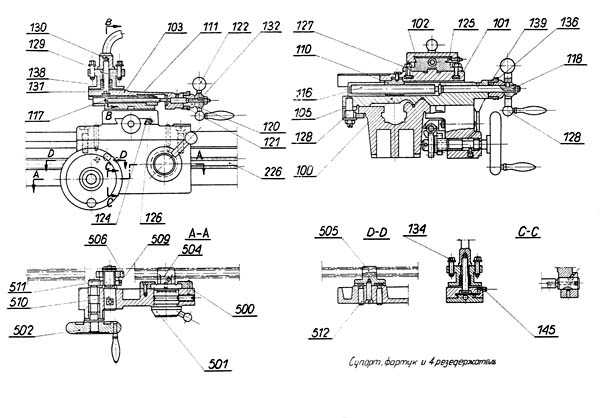
Суппорт токарного станка TSA-16. Смотреть в увеличенном масштабе
Супортная плита с укрепленным в ней фартуком перемещается по двух наружных – призматической и плоской направляющей. Продольное движение по станине получаем от ходового винта 226. Нижний суппорт 101 укреплённый на суппортной плите 100 получает поперечное перемещение по отношению направления движения суппортной плиты, с помощью ходового винта 116 вращением рукоятки 123. Поворот 102 осажден на нижнем суппорте 101 и поэтому разрешает на уставление верхнего супорта о закрепленной на нем резцедержавкой 129 с своевольным углом от 0° до 60° в двух угловых направлениях для точения коротких конусов. Во время точения конусов перемещение верхнего суппорта осажденного по направляющих поворота 102 получаем с помощью ходового винта 117 через покручивание маховичком 122, прикрепленного на её свободном конце – включением ходового винта 226.
Ходовые винты для перемещения нижнего суппорта и верхнего имеют раздвижной масштаб по 0,05 мм, что делает возможным точное определение диаметра обточенного предмета.
В суппортной плите 100 применены войлочные прокладки, для равномерной смазки направляющих станины во время движения суппорта. Зазоры в направляющих удаляются путём регулировки клинов 124 и 125.
Четырёхрезцовый резцедержатель. Стальной четырехрезцовый резцедержатель 129 в форме четырехугольной башенки вращательно осажденной на шкворне 131 укреплённым неподвижно в верхним суппорте 103, Соответственное неподвижное уставление и её жесткость во время работы обеспечивает укрепленная в верхнем суппорте защелка 145, При установке и закреплению резцедержатель попадает в один из четырех вырезов, исполненых в его основании на каждых 90°, на защелку. Зажим резцедержателя к суппорту получаем путём сильного вращения рукояткой 130 до отказа. Рукоятка 130 осаждена на резьбе шкворня 131. Для определения положения и прикрепления резцедержателя к следующей операции освобождаем его, путем частичного откручивания рукоятки 130 со шкворня 131, Освобожденный резцедержатель отталкивается от верхнего суппорта пружиной 130 и сходит с защелки 145, разрешая повернуть его в новое положение. Резцы прикреплены болтами с квадратными головками.
Фартук. Перемещение фартука получаем от ходового винта 226 с трапециоидальной нарезкой 6 винтов I” через разьёмную гайку 504, которая осаждена на ходовом винте и прикреплена к винте фартука.
Включение и выключение подачи завершается ручным рычагом 501 замыкающим или отмыкающим разъёмную гайку 504, Ручное перемещение суппорта на станине совершается после открытия разъёмной гайки маховичком для ручной подачи 502 и зубчатым колесам взаимодействующим с ходовым винтом, который одновременно исполняют роль зубчатки. Для предохранения винта от протирания во время ручного перемещения суппорта, приводится винт в неподвижное состояние при помощи рычага 161 и муфтой 162/черт.05/. Во время механической работы суппорта маховичок 502, для подачи вручную можно выключить передвигая по направлению оси.
Задняя бабка токарно-винторезного станка TSA-16
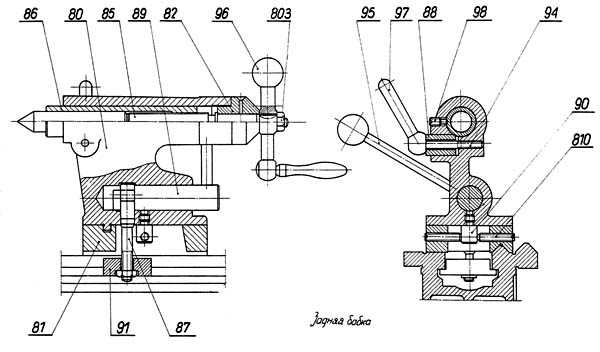
Задняя бабка токарно-винторезного станка TSA-16. Смотреть в увеличенном масштабе
Для закрепления и уставления задней бабки по оси шпинделя предназначены внутренние призматические и плоские направляющие станины. Корпус задней бабки 80 расположен на передвижной плите 81 прикрепленной совместно с корпусом к станине токарного станка. Корпус задней бабки передвигается и устанавливается на винте 81 поперёк станины с помощью винтов 810. Это устройство разрешает на обточку длинных конусов.
Перепендикулярность перемещения задней бабки обеспечена направляющим выступом в пазе плитки 81. Заднюю бабку укрепляем к призмам при помощи плитки 91 поддержаной нижними краями направляющих станины, нажимаемой регулированной тягой 87 взаимодействующей с эксцентриковым валиком 89, осажденным в корпусе задней бабки и вращаемым во время крепления рычагом 95. Перемещание корпуса задней бабки по направлению от оси шпинделя получаем винтами 810, осажденными в винте 81 и действующие на шкворень 90, ввинченный в корпус задней бабки. В корпусе задней бабки осаждена передвижная гильза 86 с внутренним конусом Морзе № I для центра. Перемещение гильзы получаем путём поворота ходового винта 85 рукояткой 96. Неподвижное положение выдвинутой гильзы обеспечивает зажимная втулка 88, нажимаемая рукояткой 97 осажденной на винте 94, ввинченным в корпус задней бабки. Предохраняет втулку перед вращением во время, перемещения винт 98, который своим концом по фрезерованную продольную канавку на гильзе. Для выдвижения центра из гнезда гильзы всовываем её в корпус задней бабки путём вращения ходового винта, который свой концом выдавит центр из конуса.
Точки смазки токарно-винторезного станка TSA-16
Смазка узлов токарного станка совершается так смазочными клапанами, как и непосредственно ручной маслёнкой в местах трения.
Для смазки подшипников качения шпинделя и коробки подач применяется машинное масло.
Подшипники качения приставки и электродвигателя смазывается консистентной смазкой. Остальные места машинным маслом.
Схема электрическая токарно-винторезного станка TSA-16
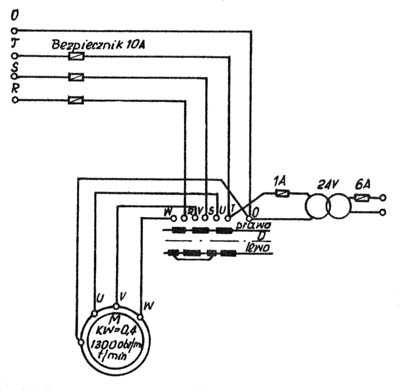
Электрооборудование токарно-винторезного станка TSA-16
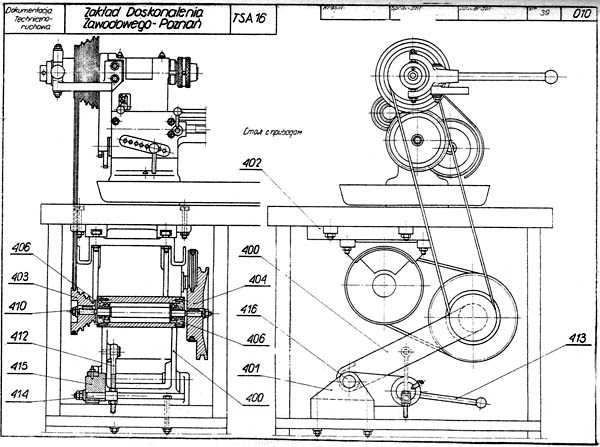
Привод токарный станок получает от электродвигателя мощностью 0,37 кВт о 1400 об/мин.
Обороты электродвигателя переносятся на приставку а от неё на шпиндель при помощи многоступенчатых шкивов и клиновидных ремней.
Валик приставки 410, на концах которого прикреплены ременные шкивы 403 и 404, обращается в подшипниках качения осажденных на наклонном плечу 400. Натяжку ремней между электродвигателем а приставкой получаем путём перемещения электродвигателя по салазкам 402. Натяжку ремней передающих обороты от шкива приставки на шкив шпинделя регулируется наклоном плеча 400 осажденного на валике 416 в подставке 401, Стабилизацию … положения плеча после натяжения ремней осуществляется осажденной в нём тягой 412 укрепленной гайками на стержень 414. В подставке 401 осаждена втулка 415, в которой эксцентрически закреплен болт 414 при помощи гаек. Частичный оборот втулки 415 ручным рычагом 413 к верху,совсем освобождает ремни от натяжки,что дает возможность перемещать их на другие диаметры ременных шкивов. Повторную натяжку ремней получаем поворотном рукоятки 413 к низу до отказа винта в канавке втулки 415 – фиксирующего его положение. Эксцентрическая установка отверстия под стержень 414 по отношению к канавке вне мёртвой точки обеспечивает неизменность натяжки во время работы.
Основные технические характеристики станка TSA-16
| Наименование параметра | ТВ-4 | ТВ-6 | TВ-7 | TSA-16 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности | Н | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 220 | 160 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 | 62 |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 120 | 80 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 330 | 380 |
| Наибольшая длина заготовки в патроне, мм | 310 | |||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 | |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 16 х 16 | |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | ||
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | ||
| Передняя бабка. Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | 17 | |
| Наибольший диаметр прутка, мм | 15 | 12 | ||
| Конус Морзе шпинделя | №2 | №3 | №3 | №1 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 8 | 8 |
| Частота вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60,90, 130, 190, 350, 500, 730, 1000 | 92, 148, 224, 335, 368, 592, 890, 1330 |
| Торможение шпинделя | нет | нет | нет | |
| Блокировка рукояток | нет | нет | нет | |
| Суппорт. Подачи | ||||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 260 | |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 | |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | ||
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 85 | |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | |
| Угол поворота резцовых салазок, град | ±45° | ±45° | ±40° | |
| Число ступеней продольных подач суппорта | 3 | 3 | 6 | 9 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 | 0,05..3 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 | 0,2..3,0 |
| Пределы шагов нарезаемых резьб дюймовых, витков на 1″ | нет | нет | нет | 6..32 |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет | нет |
| Задняя бабка | ||||
| Конус Морзе задней бабки | №2 | №2 | №2 | №1 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 | |
| Электрооборудование | ||||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 | 0,37 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 | 1220 х 600 |
| Масса станка, кг | 280 | 300 | 400 | 150 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
stanki-katalog.ru
STANOK • Просмотр темы – Токарный станок TSB-16
STANOK • Просмотр темы – Токарный станок TSB-16Сообщения без ответов | Активные темы
| Страница 1 из 1 | [ Сообщений: 4 ] |
| Страница 1 из 1 | [ Сообщений: 4 ] |
Кто сейчас на конференции |
Сейчас этот форум просматривают: нет зарегистрированных пользователей и гости: 0 |
| Вы не можете начинать темы Вы не можете отвечать на сообщения Вы не можете редактировать свои сообщения Вы не можете удалять свои сообщения |
© SEVER-S (1998-2017)
stanok.maxbb.ru
| Токарный станок MT 22FR26 | |
| Токарный станок MT 22FR26 | |
|
|
| Обновлен: 12 Dec 2009 | |
| Универсал-3 (Станкоконструкция, 1986г) | |
| Паспорт на Универсал-3 производства завода Станкоконструкция, 1986год. | |
|
|
| Обновлен: 31 Mar 2010 | |
| 1К625, токарно-винторезный станок, РЭ, Москва | |
| токарно-винторезный станок 1К625. Руководсво по эксплуатации. “… | |
|
|
| Обновлен: 01 Dec 2009 | |
| TOS SV-18RA часть 2 | |
| Схемы на токарно-винторезный станок TOS SV-18RA (Паспорт часть 2) | |
|
|
| Обновлен: 27 Nov 2009 | |
| Schaublin-135. Станок токарный высокой точности. Шве… | |
| Сервис мануал. На английском. | |
|
|
| Обновлен: 19 Mar 2012 | |
| TSB-16, станок токарный настольный, Польша (pdf) | |
| TSB 16 – станок токарный настольный Паспорт На польском языке Синьк… | |
|
|
| Добавлен 20 Nov 2009 | |
| Токарный станок Т4 | |
| Паспорт. 1949 год. Спасибо georgnsk ! | |
|
|
| Обновлен: 07 Nov 2009 | |
| Паспорт DIY-0714 | |
| Паспорт на китайский DIY-0714 | |
|
|
| Обновлен: 07 Nov 2009 | |
| Паспорт TOS SV18-RA | |
| Паспорт в двух частях, предоставлен Карасевым Александром | |
|
|
| Обновлен: 22 Oct 2009 | |
| ремонт суппорта 1Д601 , Компас | |
| мой вариант ремонта суппорта станка 1Д601 , смотри http://www.chip… | |
|
|
| Обновлен: 15 Oct 2009 | |
| Multicent. KM2 (eng) | |
| Токарно-фрезерный станок Knuth KM2 Operating Instruction (на англий… | |
|
|
| Обновлен: 05 Apr 2010 | |
| 1ИС611В, станок токарно-винторезный, Ижевск | |
| 1ИС611В Специальный токарно-винторезный станок высокой точности. Р… | |
|
|
| Обновлен: 07 Oct 2009 | |
| 1Д95. Токарно-комбинированный универсальный. | |
| Станок токарно-комбинированный универсальный Модель 1Д95 Алма-атинс… | |
|
|
| Обновлен: 01 Oct 2009 | |
| паспорт Turner180x300 | |
| паспорт станка Turner180x300 на русском языке | |
|
|
| Обновлен: 30 Sep 2009 | |
| ФТ-11. Станок токарно-винторезный повышенной точност… | |
| Исправление документа “Паспорт ФТ-11 Электрооборудование”…. | |
|
|
| Обновлен: 30 Sep 2009 | |
| Станция смазки С48-1М станка 16Б16КП | |
| Станция смазки С48-1М станка 16Б16КП | |
|
|
| Обновлен: 30 Sep 2009 | |
| Электросхемы 16Б16КП (требуют сортировки- может попа… | |
| Если кто в курсе рассортируйте схемы | |
|
|
| Обновлен: 30 Sep 2009 | |
| 16Б16КП паспорт (синька)91г. | |
| Паспорт на синьке от станка 91г. выпуска | |
|
|
| Обновлен: 29 Sep 2009 | |
| 16Б16КП, 16Е16КП и их модификации | |
| Нашел полный паспорт 16Б16КП, 16Е16КП скан выкладываю | |
|
|
| Обновлен: 28 Sep 2009 | |
| Схема ФТ-11 | |
| Схема ФТ-11 и 16Б25 |
treatise.narod.ru