Сварка нержавейки полуавтоматом в среде углекислого газа – Сварка нержавейки полуавтоматом в среде углекислого газа: видео, инструкция
alexxlab | 06.09.2019 | 0 | Вопросы и ответы
Сварка нержавейки полуавтоматом в среде углекислого газа: инструкция, видео
Процесс сварки нержавейки полуавтоматом в среде углекислого газа является непростым делом даже для опытных сварщиков.
В силу особенных свойств нержавеющей стали, ее обработка отличается спецификой и требует тщательной подготовки, правильного выбора рабочего режима и расходных материалов.
Что такое нержавейка?
Нержавеющей называют низкоуглеродистую сталь с добавлением хрома. Именно хром, взаимодействуя с кислородом, создает оксидную пленку, которая обеспечивает коррозионную стойкость металла.
Чтобы сталь стала нержавеющей, достаточно 12% хрома в ее составе. При этом толщина пленки из оксида хрома равняется нескольким атомам.
Если поверхность нержавейки поцарапать, то защитный антикоррозийный слой разрушается, но через некоторое время восстанавливается опять.
В составе современных нержавеек есть не только хром и углерод, но и незначительная часть никеля или ниобия, титана или молибдена.
Все эти элементы также способствуют повышению коррозионной стойкости, чем улучшают физико-механические свойства стали.
В зависимости от типа микроструктуры, нержавейка подразделяется на классы с разными свойствами:
- Аустенитный — содержит хром и никель. Отличается высокой коррозийной устойчивостью, прочностью и пластичностью, немагнитный;
- Ферритный – содержит железо и хром. Устойчив к термической закалке. Применяется в агрессивной среде;
- Мартенситный — содержит хром и углерод. Несмотря на высокую твердость, отличается хрупкостью. Применяется в слабоагрессивной среде.
Особые свойства нержавейки, о которых нужно знать сварщику
По физическим и химическим свойствам нержавейка считается сложным для сварки материалом. Поэтому, при сварке необходимо учитывать следующие параметры.
Низкая теплопроводность нержавеющей стали. По сравнению с другими видами низкоуглеродистой стали, теплопроводность нержавейки ниже в 2 раза.
Этот фактор может способствовать концентрации теплоты и более мощному проплавлению металла. При этом антикоррозионные свойства металла ухудшаются.
Чтобы избежать нежелательных эффектов, сварщики прибегают к уменьшению силы тока на 20 % и дополнительному охлаждению шва.
Невысокий уровень температуры плавления.
Соблюдение правильного термического режима — это единственный способ избежать потери антикоррозийного качества стали.
Межкристаллитная коррозия появляется как результат образования карбидного соединения железа и хрома. Это происходит, если температура сварки превышает 500 °С.
Впоследствии карбиды провоцируют растрескивание, которое и приводит к коррозии.
Чтобы предотвратить явление, сварщики прибегают к охлаждению свариваемого металла. Для этого применяют разные способы, в том числе и воду.
Видео:
Склонность к тепловому расширению. Вследствие высокого уровня линейного расширения возникает литейная усадка.
Что в свою очередь запускает процесс деформации металла и провоцирует появление трещин между деталями сварки. Избежать этого можно, если оставить между ними зазор на расширение.
Высокий показатель электрического сопротивления может стать причиной интенсивного нагрева электродов, сделанных из стали высоколегированного типа.
Поэтому длина электродов со стержнями из хрома и никеля обычно не превышает 350 мм.
Как и чем варят нержавейку?
Существуют различные способы варки нержавеющей стали. Каждый из них отличается не только технологически, но и качеством полученного результата.
К примеру, для сварки без применения газа используется специальная порошковая проволока, обеспечивающая ровный и красивый шов. Но со временем такой шов может поржаветь.
Чтобы этого не случилось, необходимо использовать сварочный полуавтомат, также проволока для варки нержавейки должна быть из стали, а в сварную ванну нужно подать углекислоту.
Кроме того, обеспечить качественный результат сварка нержавейки полуавтоматом может только при условии использования защитного газового слоя, лучше всего углекислого.
Видео:
Оптимальный вариант состава газовой смеси включает 98% аргона и 2% углекислоты. Иногда, чтобы понизить себестоимость работ, пропорции газа меняются — 70% аргона и 30 % углекислоты.
При использовании газа применяется специальная нержавеющая проволока, улучшающая не только внешний вид, но и качество свариваемой детали.
Технологические нюансы сварки
Функциональные возможности полуавтоматов отличается механизированной подачей проволоки в зону сварки, без чего осуществить рабочий процесс в среде аргона было бы затруднительно.
Конструкция полуавтомата позволяет обеспечивать сразу несколько функций: охлаждение горелки, высокое качество сварки в среде аргона, скорость подачи присадочной проволоки, а также возможность сварки в труднодоступных местах.
Для снятия напряжения деталь нагревают до 660°С и дают возможность остыть на воздухе.
Напряжение в области шва снимается при восстановлении хрома. Для этого шов нужно нагреть до 760°С.
Как подготовить металл к сварке?
Прежде чем приступить к сварке нержавеющего металла, поверхность кромки деталей нужно подготовить. Этот момент особенно важен для получения качественного шва и общего результата.
Подготовительные работы предусматривают:
- Механическую зачистку поверхности нержавейки металлической щеткой и обработку специальными средствами-растворителями для удаления жира и предотвращения пор. Подходит ацетон, авиационный бензин или уайт-спирит;
- Прогрев заготовки до 100°С для удаления влаги из сварочной зоны.
Техническая схема сварки нержавейки
Сварка нержавеющей стали в защитной среде из аргона и углекислоты является самой технологичной и надежной. Метод обработки металла с применением газа позволяет максимально сохранить естественную структуру и свойства стали.
Немаловажно, что специальная проволока из никелевого сплава, которая применяется для сварки, под воздействием газа сгорает интенсивнее, чем улучшает характеристики шва.
Видео:
Если же применяется обычная сварочная проволока,то качество работы может быть хуже.
Существует несколько методов современной варки нержавеющих металлов:
- метод короткой дуги применяют для соединения тонких листов металла;
- метод струйного переноса актуален, когда необходимо соединить толстые изделия из металла;
- сварка импульсного характера считается самой распространенной, поскольку при высокой производительности позволяет экономить ресурсы.
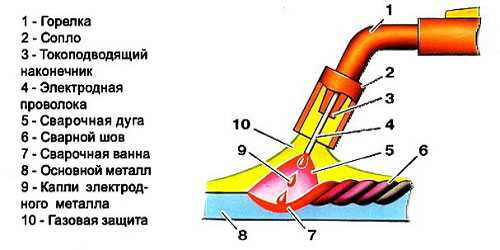
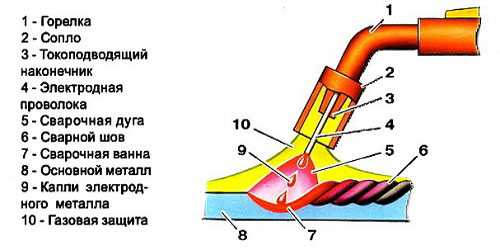
Общая схема сварочных работ выглядит так.
Горелка — важный узел сварочного полуавтомата, обеспечивающий подачу проволоки и защитного газа.
Корпус горелки наклоняют слегка назад, так чтобы проволока была расположена под противоположным углом к ходу шва, обеспечивая его обзор.
Сопло горелки располагают на расстоянии не более 12 мм от шва. Ток поступает через токопровод в наконечник внутри сопла, к нему же присоединяется сварочная проволока.
Видео:
Присадочная проволока должна иметь более высокую степень легирования, чем металл, из которого сделана свариваемая деталь.
Воздействие на металл происходит посредством сварочной дуги. Высокие температуры расплавляют металл и образуют так называемую сварочную ванну.
Далее электродный металл подается в сварочную ванну в виде капель, а защита из аргона распространяется вокруг сварочной ванны и шва.
Технические особенности сварки нержавейки в углекислой среде
Сварка нержавейки полуавтоматом, осуществляемая в среде углекислого газа, должна соответствовать таким требованиям:
- Обеспечение обратной полярности;
- Соблюдение угла наклона электрода. Если проволока будет иметь наклон вперед, глубина провара изменится в меньшую сторону, а шов станет шире. Этот вариант актуален только для тонких металлов;
- Величина допустимого вылета проволоки — максимум 12 мм;
- Расход газа нужно контролировать. Недопустимо, чтобы рабочий расход составлял меньше 6 куб. м/мин, но не более 12 куб.м /мин. В противном случае качество сварочного результата может заметно ухудшиться;
- Использование осушителя — важный технологический момент сварки. Дело в том, что баллон с газовой смесью содержит воду, которая в процессе сварки соединяется с продуктами контакта углекислоты и металлов высоких температур. В результате образуется кислота, способная разрушать углерод в составе стали и таким образом влиять на прочность шва. В качестве осушителя применяют медный купорос, прогретый в течение 20 минут при температуре 200 °С. На 4 баллона расходуется примерно 100 г осушителя;
- Для обеспечения защиты от брызг расплавленного металла лучше применять водный раствор мела;
- Чтобы получить приемлемое качество шва, сварку в среде аргона ведут плавно, без колебательных движений;
- Нельзя, чтобы сварка начиналась или заканчивалась по краю детали. Чтобы избежать появления водородных трещин, необходимо отступить от края хотя бы 5 см.
Сварка закончена. Выпрямляем деформации
Чтобы удалить возможные деформации, необходимо дополнительно обработать деталь после сварки. С помощью молотка воздействуют на деталь через гладилку.
Образовавшийся на листе пузырь простукивают молотком, начиная от края и двигаясь постепенно в сторону пузыря.
Еще один способ устранить пузырь — нагреть его выпуклую часть с помощью горелки. Движения должны идти по кругу и чередоваться с простукиванием.
Видео:
Для качественной варки нержавеющей стали необходимы определенные навыки.
Видео в нашей статье познакомит вас с различными этапами сварки нержавейки — подготовкой сварочной области и проволоки, осуществлению качественного шва, а также после сварки работами по охлаждению шва и устранению деформаций.
rezhemmetall.ru
Cварка нержавейки полуавтоматом
Сварка нержавейки полуавтоматом в среде углекислого газа — процесс довольно сложный. Этот материал состоит из легированного сплава, в который добавлен хром и другие компоненты. Благодаря этим добавкам получается сталь с высокими свойствами, защищающими ее от коррозии. Но эти же добавки привели к изменению свойств как физических, так и механических. Сварка нержавейки имеет ряд особенностей.

Сварки нержавейки полуавтоматом обеспечивает прочное и надежное соединение.
Особенности нержавейки при сварке
К отличиям в сварке нержавейки следует отнести:
- весьма низкую теплопроводность;
- большую степень теплового расширения;
- значительное сопротивление;
- сильный нагрев стали при сварке.
Рисунок 1. Схема работы сварочного аппарата.
Теплопроводность нержавейки значительно ниже, чем у обычной стали. Для снижения риска перегрева и потери антикоррозийных свойств рекомендуется применять сварочный ток пониженного значения.
Расширение материала вынуждает оставлять зазоры определенной величины между свариваемыми деталями.
Довольно высокое сопротивление нержавеющей стали приводит к перегреву электрода. Длительный нагрев часто приводит к потере сталью антикоррозийных свойств. Шов нужно охлаждать.
Для сварки надо правильно подобрать проволоку, подготовить заготовки. Свариваемые детали нужно обязательно обезжирить. Это можно сделать зачисткой механическим путем или применить кислоту. Из зоны будущего шва обязательно удаляется влага путем прогрева его до температуры в 100° и выше. Низколегированные стали нагревать не надо. После подготовительных работ приступают непосредственно к сварке.
Вернуться к оглавлению
Технология сварки
Сварка нержавеющих сталей полуавтоматом выполняется следующими способами:
- тонкие заготовки варят короткой дугой;
- для деталей значительной толщины применяют перенос металла в зону шва от электрода;
- импульсная подача капель металла при сниженной величине рабочего тока.
При ведении сварки в среде углекислого газа необходимо иметь специальную проволоку. В ее состав входит раскислитель — марганец или кремний. Раскислитель предотвращает появление в зоне шва пор. В результате появляется возможность получения очень надежного шва и с малыми затратами.
Рисунок 2. Схема сварки горелкой.
Перед работой в среде углекислого газа необходимо установку правильно настроить. Для этого нужно выбрать:
- оптимальное напряжение;
- силу тока;
- подачу проволоки и ее диаметр;
- полярность.
Делается настройка так:
- включается аппарат и стоит до загорания на панели сигнальной лампы;
- через шланг пропускается проволока;
- на баллоне с газом открывается вентиль и устанавливается нужное давление;
- выбирается скорость подачи проволоки;
- настраивается сила тока;
- начинается сварка.
При правильной настройке дуга будет гореть устойчиво, шов получится качественный.
Вернуться к оглавлению
Технология сварки полуавтоматом
Перед началом работы с полуавтоматом нужно проверить баллон с газом. Все конструктивные элементы установки перечислены в ГОСТ 14771. Подобные документы есть и на проволоку. Для получения качественного шва подразумевается правильный вылет проволоки, обеспечивающий нужную длину дуги. Горелку нужно равномерно передвигать вдоль будущего шва. При необходимости проделываются поперечные движения. Заготовки толщиной до 1,2 мм размещают на весу. Горелка ведется с достаточно большой скоростью под наклоном в 30-45°.
Рисунок 3. Устройство сварочного полуавтомата.
При ведении сварки вертикальных листов толщиной до 6 мм горелка движется сверху вниз с наклоном назад. Это предохранит материал от прожогов. Листы толщиной больше 6 мм варятся снизу вверх. Вместо электрода используется специальная проволока. Процесс проходит под постоянным или импульсным током. Подобная сварка может быть:
- автоматическая;
- автоматизированная.
При автоматической сварке нет необходимости участия сварщика. В последнем случае сварщик-оператор нужен. Средний расход газа колеблется от 5 до 20 л/мин.
Варить нержавейку — дело довольно сложное, оно требует затрат труда. Нужно учитывать множество параметров металла, чтобы шов получился качественным. Важный параметр — свариваемость. По сравнению с обычными металлами следует снижать силу тока на 10-15%. При перегреве металла до температуры выше 500° происходит образование на краях зерен карбида железа. Это может стать очагом растрескивания и дальнейшей коррозии металла. Нужно обеспечить быстрое охлаждение шва. Для этого годятся любые способы.
Кромки следует зачищать и промывать ацетоном. Делается это для удаления жира, который способен снизить устойчивость сварочной дуги и вызвать появление пор. По окончании сварки сразу выключать газ нельзя. Делается это через 10-15 секунд. Проволоку используют специальную, в которую входит никель. Вылет ее составляет 6-12 мм. Расстояние от конца сопла до места сварки — 5-15 мм. Газ из баллона выходит под давлением 0,05-0,2 атм. Полярность обычно применяется обратная. Для защиты сварщика от брызг расплавленного металла используют водный раствор мела.
По окончании сварочных работ нужно выполнить ряд мер для удаления деформаций металла. Для этого нужно молотком простучать зону шва.
Сварочный аппарат можно применять любой.
Схема его работы представлена на рис. 1. Полуавтомат обычно укомплектован горелкой (рис. 2). Установка в полном составе представлена на рис. 3.
expertsvarki.ru
Сварка нержавейки полуавтоматом в среде углекислого газа
Нержавеющая сталь активно используется в различных сферах промышленности и в домашних условиях. Для устранения поломок в изделиях, которые делаются из нее, а также для соединения при монтаже используют сварку. С данным металлом этот процесс оказывается не таким уж простым, так как из-за большого количества легирующих элементов его поведение в расплавленном состоянии не позволяет удобно создавать швы. Сварка нержавейки полуавтоматом в среде защитного газа может позволить помочь избежать многих сложностей и снизит вероятность образования дефектов.

Сварка нержавейки
При использовании сварки обязательно нужно применять электроды с покрытием или обеспечивать защиту при помощи газов. Нержавейка может свариваться как между собой, так и с другими металлами, но во втором случае все становится намного сложнее, так как у металла достаточно низкая температура плавления и это требует снижения мощности аппарата, в сравнение со стандартными режимами. Тогда как для остальных случаев таких показателей может не хватать для нормальной работы. Здесь требуются особые умения и большой опыт, чтобы результат стал действительно качественным.
Сварочный полуавтомат
Сварка нержавеющей стали полуавтоматом происходит неспроста. Ведь он является электромеханическим прибором, который может выполнять сварочные процедуры практически с любыми металлами, даже трудно свариваемыми. Главной его особенностью является то, что электрод подается механическим устройством самостоятельно, без участия человека. Сварщик устанавливает скорость подачи, согласно требуемому режиму, и тогда все проходит с повышенной легкостью. Это не только облегчает сам процесс, но и делает его быстрее.
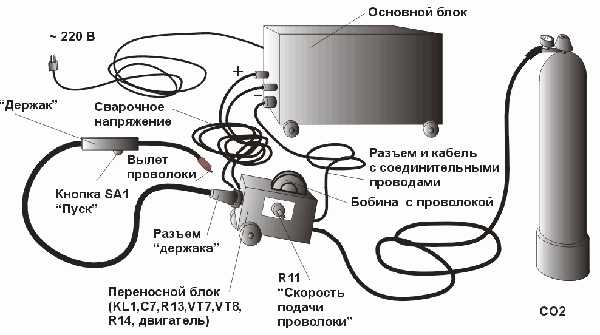
Схема сварочного полуавтомата
Существует несколько разновидностей этой техники. Основная классификация строится по типу защиты сварной ванны от негативного воздействия кислорода. К основным типам относятся следующие:
- Полуавтомат, предназначенный для работы с порошковой проволокой;
- Аппарат для сваривания в среде защитных газов, как активных, так и инертных;
- Техника для сварки под слоем флюса.
Порошковая, или как ее еще называют, флюсованная проволока стоит достаточно дорого, поэтому, данный способ не является слишком распространенным. Намного более практичными и рациональными являются те аппараты, которые предназначены для работы со средой защитных газов. Самыми доступными по стоимости являются полуавтоматы, которые предназначены для сварки под слоем флюса. Но доступность, в данном случае, является единственным преимуществом, так как качество соединения при этом заметно страдает.

Сварочная порошковая (флюсованная) проволока
«Важно! При выборе нужно обращать внимание не только на тип, но и на регулируемость настроек, так как при работе с нержавейкой параметры должны иметь плавный переход.»
Свойства нержавейки
Чтобы сварка нержавейки в углекислом газе прошла максимально качественно, следует разобраться с основными свойствами этого металла, чтобы правильно подобрать все. Свойства материала регламентируются согласно ГОСТ 5632-72. К основным свойствам относятся:
- Теплопроводность. Если сравнивать со сталями, у которых содержание углерода намного ниже, то здесь этот параметр уступает, примерно, в два раза. Чтобы сделать сварочный процесс более удобным, необходимо снизить силу тока на пятую часть от номинальной, что понизит текучесть нержавеющей стали в сварочной ванне.
- Коэффициент линейного расширения. Как правило, он заметно выше, чем у других металлов. Проблема состоит в том, что у нержавейки тепловое расширение происходит неравномерно. По этой причине может образоваться деформация. Во избежание такого дефекта нужно оставлять небольшой зазор между свариваемыми деталями.
- Устойчивость состава. Легированные стали могут терять свои легирующие элементы при высокой температурной обработке, которой и является сваривание. В данном случае на местах сваривания может со временем образовываться ржавчина. Чтобы этого не случилось, нужно быстро охлаждать места обработки.
Какой газ нужен для сварки нержавейки
Сварка нержавейки полуавтоматом без газа не рекомендуется специалистами, поэтому, желательно подобрать правильный газ для работы. Лучше всего шов образуется, когда защитные газы ограждают ванну от воздействия посторонних факторов.

Шов сварки нержавейки полуавтоматом
Основной проблемой является кислород, но сами газы помогают не только в защите, но и способствуют лучшему сгоранию проволоки. В качестве основных, можно выделить два состава газовых смесей:
- Углекислота и аргон. Такие варианты рекомендуются при использовании сварки в промышленных работах. Благодаря им обеспечивается хорошая растекаемость нержавейки по канаве сварочного шва, а также создается достойная защита от кислорода. В данном составе имеется всего 2% углекислоты и 98% аргона.
- Иногда рекомендуют заменить углекислоту и поставить вместо нее чистый водород, при сохранении практически того же соотношения. Данная смесь пригодится в тех случаях, когда требуется увеличить смешиваемость на концах шва, который подвергается обработке.
«Обратите внимание!
Когда происходит использование полуавтоматического сварочного аппарата, который работает с нержавеющей сталью, то в нем можно использовать специальную нержавеющую сварочную проволоку, что позволяет улучшить внешний вид после проведения работ, а также повысить качество неразъемного соединения.»
Технология сварки нержавейки
Сварка стали 07ХН28МДТ полуавтоматом в среде аргона позволяет обеспечить им наиболее оптимальные условия, которые будут способствовать получения качественного шва. Это же способствует минимальному разбрызгиванию жидкого раскаленного металла. Существует несколько таких основных технологий. Ниже приведены основные из них:
- Использование короткой дуги предполагает применение полуавтоматической сварки, которая должна происходить с металлом относительно небольшой толщины. Такой способ снижает вероятность прожигания материала, что актуально при сваривании тонких листов стали.
- Струйный перенос. В данном случае рекомендовано использовать порошковую проволоку с флюсом. Иногда для этого можно и не использовать защитный газ, если то позволяют особенности технологии.
- Импульсный метод. Это самый точный и экономный метод среди всех, из которых возможна сварка нержавейки в среде углекислого газа. Точность и эффективность получается благодаря полному контролю за происходящей ситуацией. Также уменьшается расход проволоки.
Вне зависимости от того, какой именно метод будет выбран, основными процедурами во время сварки являются:
- Зачистка поверхности материала до блеска;
- Обезжиривание поверхности растворителем;
- Обрабатываются торцы, так чтобы между ними оставалось пространство;
- Затем следует выставить оборудование на требуемый режим;
- Материал подогревается до изменения цвета металла;
- Начинается непосредственная сварка;
- После завершения шва его следует остудить.
Сварка нержавейки в защитной среде из других газов
Сварка нержавейки ацетиленом также может применяться, как более доступный и дешевый аналог аргона. Но проблема состоит в том, что даже если следовать все тем же технологиям, качества самого газа будут уступать аргоновым смесям. К тому же ацетилен является достаточно опасным газом, так как большинство несчастных случаев случается именно с его участием. При использовании иных газов, принцип действий сварщика остается практически тем же, только меняются режимы, в зависимости от свойств газа. Поэтому, для каждого отдельного случая нужно выбирать свои параметры.
Как снять напряжения
Во время сварки в металле могут вызываться напряжения. Когда происходит сварка нержавейки полуавтоматом в аргоне, это также проявляется, тем более что сама нержавеющая сталь оказывается сильно подверженной различного рода дефектам при сварке. Из-за напряжений могут возникнуть трещины, а также большие разрывы. Чтобы этого не случилось, напряжения следует предварительно снимать. Это возможно сделать благодаря температурной обработке. Самым простым и надежным способом является подогрев. Путем подогревания области, где будет проходить сварка, до 250-300 градусов Цельсия. Это поможет избавиться о вероятности образования дефектов и повысит качество конструкции.
Выпрямление деформаций
Механическая правка предполагает использование винтовых прессов, домкратов, молотов и прочих устройств. Они создают статическую или ударную нагрузку на выгиб изделия, что приводит деформированную часть в норму. Это весьма трудоемкий процесс и неправильный подход к его проведению может нанести еще больший вред, так как порой образуются трещины и разрывы. Для тонкослойных изделий используют прокат, который дает гарантированный результат. Применяется также термический метод, для которого используется местный подогрев отдельных частей.
svarkaipayka.ru
Сварка нержавейки полуавтоматом – в среде углекислого газа или аргона

Нержавеющая сталь разнообразных составов, появилась в начале двадцатого века.
Небольшое содержание хрома придавало сплавам уникальные свойства.
Изделия из нержавейки не подвержены действию кислот и щелочей, стойко переносят длительное воздействие воды. Изменились параметры токопроводимости и теплоотдачи. Такие свойства затрудняют обработку сплавов с содержанием хрома.
Работа полуавтоматом по нержавеющей стали – высокотехнологичный процесс.
На положительный результат влияют следующие факторы:
Особенности материала
По физико-химическим свойствам нержавеющая сталь, из которой изготавливают водяные полотенцесушители (написано здесь), считается сложным сплавом для сварки. Сварщик обязан учитывать следующие особенности:
- Теплопроводность нержавейки в два раза ниже, чем у обычных сортов низкоуглеродистых сталей.
Увеличение прогрева ухудшает защитные свойства материала. - При температуре в зоне работы выше 500 градусов, образуются карбиды железа и хрома.
Это связано с пониженной температурой плавления материала.Карбиды провоцируют межкристаллическую коррозию.
Противодействуют этому процессу охлаждением свариваемых частей; - При длительном нагреве линейное расширение даёт литейную усадку, которая приводит к деформации и возникновению трещин в зоне шва.
Зазор в два или три миллиметра позволит избежать разрушения материала;
- Высокое электрическое сопротивление нержавейки приводит к перегреву обычного электрода, длина которых не должна превышать 350 миллиметров (про нержавеющие электроды для сварки чугуна написано здесь).
А известны ли вам недостатки септика «Топас»? Преимущества и слабые стороны автономной системы сбора канализационных стоков описаны в полезной статье.
Как соединить полиэтиленовую трубу с полипропиленовой написано на этой странице.
Виды сварочных полуавтоматов
Изделия из хромсодержащих сплавов можно сваривать тремя способами:
- электродная сварка,
- аргонно-дуговая,
- сварка полуавтоматом в углекислом газе.
Последний способ показал себя, как надёжный, качественный и недорогой метод соединения нержавеющих сплавов.
При работе полуавтоматом учитываются структура и строение сплава, его физико-химические свойства.
Полуавтомат выполняет сварку тремя способами:
- короткой дугой;
- струйным переносом;
- импульсной сваркой.
 Полуавтоматы работают от источника электрического тока.
Полуавтоматы работают от источника электрического тока.
В процессе сварки идёт преобразование электрической энергии в тепловую сварочной дуги.
Работа с:
- автодеталями,
- изделиями из меди, титана
— проводятся электродной проволокой, которая постоянно подаётся в месте сварки.
Катушка с проволокой позволяет равномерно вести сварку и контролировать расход материала.
Она покрывается медью, для облегчения скольжения, и выпускается в калиброванном виде заданной толщины.
Характеристики аппарата
Полуавтоматический сварочный аппарат состоит из:
- устройства подачи электродной проволоки.
В зависимости от модели и производителя, устанавливается различное количество прижимных роликов, используются разные схемы подачи электрода;
- горелки.
Виды горелок отличаются охлаждением и мощностью; - источника электричества;
- пистолета;
- шлангов;
- газового редуктора.
А что вам известно про латунные фитинги для труб ПНД 32? Методы монтажа трубопровода подобными аксессуарами описаны в полезной статье.
Про разборное соединение для полипропиленовых труб написано здесь.
На странице: http://ru-canalizator.com/vodosnabzhenie/truby-i-furnitura/sgon.html написано про соединение труб сгоном.
По своим характеристикам аппараты делятся на:
- Переносные.
Такие модели используются в домашнем хозяйстве, маленьких мастерских; - Стационарные.
Применяются в производстве, крупных авторемонтных мастерских.
Отличаются большим расходом электроэнергии и возможностью длительной работы; - Использующие газ, флюс или порошковую проволоку;
- Работающие на стальной или алюминиевой проволоке.
Выпускаются универсальные модели, работающие с обоими видами проволоки.
Настройка аппарата позволяет работать с разными сплавами и чистыми металлами.
Перед началом сварки выбирают давление, скорость выхода проволоки.
Выбор режима зависит от изделия, которое подвергается сварке.
Используются следующие режимы:
- дуговая сварка с коротким замыканием или без него;
- крупнокапельная, среднекапельная или мелкокапельная сварка;
- с разбрызгиванием флюса или без разбрызгивания;
- импульсный режим.
Выбор метода работы зависит от толщины и типа сплава.
При сварке тонких изделий из нержавейки (все размеры сантехнических труб указаны в этой статье) используется метод переноса металла струйным способом или с помощью кругового переноса.
При работе с углекислым газом используется импульсный дуговой режим, меняя полярность тока на обратную.
При таком способе металл плавится медленно, режим плавления стабилен по времени и, как следствие, шов получается ровным и прочным.
Подача газа из баллона регулируется при помощи пистолета. Давление стабилизируется редуктором до попадания газа в рабочую зону.
Защиту газом применяют при соединении труб, которые сделаны из:
- нержавейки,
- меди,
- титана,
- оцинковки.
Сварка обычными электродами не обладает преимуществами полуавтомата. Последний позволяет добиться высокого качества швов, при вертикальной сварке металл не течёт.
Такой метод экологически безопасен – отсутствуют вредные выбросы.
Порошковая проволока применяется для сварки изделий без углекислого газа. У этого способа есть недостаток:
- через две или три недели сварной шов ржавеет.
Для работы с нержавеющей сталью используют проволоку и подачу углекислого газа. Используется аппарат с функцией MIG/ MAG.
При сварочных работах по нержавеющей стали используются два состава газовой смеси:
Использование проволоки в газовой среде улучшает товарный вид изделия и качество созданного шва.
Технологические особенности
Подаваемая в рабочую зону газовая смесь уменьшает разбрызгивание расплавленного металла, обеспечивает защиту хромсодержащего сплава по границе шва.
Хороший результат определяется выбранным методом сварки и проведением подготовительных работ:
- свариваемые поверхности зачищаются до однообразного блеска;
- края на десять сантиметров в стороны обрабатываются ацетонов или растворителем;
- с торцов деталей удаляются крупные сколы, заусеницы, трещины.
Ведение сварочных работ полуавтоматом определено в ГОСТ 18130-79 и 14771-76.
В документах даны описания используемых аппаратов и принципов работы.
Сварка с использованием газовой смеси не требует дорогостоящего оборудования, дополнительного источника питания, может проводиться в любых помещения.
Функция изменения мощности горелки позволяет сваривать разнотипные сплавы и чистые металлы.
Максимальная температура достигается при работе под углом 90 градусов, изменения угла уменьшают температура. Это позволяет резать и закалять различные сплавы, в том числе и нержавейку.
Сварочные работы в углекислом газе проводятся с помощью аппаратов двух типов.
В полуавтоматах первого типа применяется аргонно-кислородная смесь, в аппаратах второго типа – смесь аргона и углекислого газа.
Использование баллонов со сжатыми газами затрудняет использование переносных сварочных аппаратов. Стационарная сварная установка лишена этого недостатка.
Газовая смесь не только защищает место сварки, но и позволяет избежать окисления проволочного электрода. Проволока дозируется в соответствии с выбранным типом сварки.
Правильный расход материала уменьшает наплыв на швах.
Сварка в газе даёт крепкие и аккуратные швы по всей длине, но состав смеси оказывает влияние на внешний вид изделия в местах сварки.
Шов в чистом СО2 приобретает чешуйчатую поверхность, работа с аргоновой смесью даёт ровные гладкие швы. После сварки под аргоновой смесью швы не нуждаются в дополнительной обработке.
Проведение сварки без использования газа повышает мобильность ремонтных работ, позволяет выполнить устранение неисправностей на месте.
Соединения частей проводят с помощью специальной проволоки, полой внутри и заполненной флюсом.
Сгорая при высокой температуре, флюс образует газовое облако, которое создаёт условия, как при работе с газовыми смесями.
Состав флюса зависит от типа свариваемых металлов. Выпускается проволока для работы с поверхностями из меди, титана, алюминия, нержавеющей стали. Расход определяется объёмом проводимых работ.
Выгорание флюсовой смеси может дать осадок шлака на созданный шов. Для достижения полной герметичности проводят повторное сваривание поверх существующего шва.
Заключение
Принципы сварки нержавейки полуавтоматом учитывают особенности материала, позволяют получить ровный, однородный шов, который имеет одинаковые свойства по всему объёму.
Полный цикл сварочных работ, технологически, сложен. Такие работы выполняются профессиональным сварщиком, который имеет необходимое образование и соответствующую практику.
Как производится сварка из нержавеющей стали полуавтоматом, посмотрите в предлагаемом видеосюжете.
Понравилась статья? Подписывайтесь на обновления сайта по RSS, или следите за обновлениями В Контакте, Одноклассниках, Facebook, Google Plus или Twitter.
Подписывайтесь на обновления по E-Mail:
Расскажите друзьям!
ru-canalizator.com
Сварка нержавейки полуавтоматом, особенности технологии и режимов сварки с газом и без
Еще в начале прошлого столетия было случайно обнаружено, что при добавлении в низкоуглеродистую сталь небольшого количество хрома, появляется металл со способностью сопротивляться воздействию кислоты. С тех пор и появился металл, который сегодня известен как нержавейка.- Содержимое:
- Полуавтомат для сварки нержавеющей стали
- Какой газ нужен для полуавтоматической сварки нержавейки
- Технология сварки нержавеющей стали полуавтоматом
Всего лишь такое небольшое изменение в составе стали привело к существенной трансформации свойств материала: низкой проводимости тока и теплоотдачи, а также способности быть нейтральными к воздействию большинства из известных химических веществ и воды. Но это также затруднило и обработку полученной стали.
Сварка нержавейки полуавтоматом является высокотехнологическим процессом, на результат которого влияет: тщательная подготовка, правильный выбор режима работ и расходных материалов.

Полуавтомат для сварки нержавеющей стали
Существует несколько способов сварки нержавеющей стали. Для этого используется:
- Электродная сварка.
- Аргонно-дуговая.
- Сварка нержавейки в среде углекислого газа полуавтоматом.
Способ сварки в среде углеродистого газа зарекомендовал себя как самый надежный и качественный метод обработки нержавеющей стали. Метод учитывает особенности строения металла, его химические свойства и структуру. Работы с полуавтоматом выполняются тремя разными способами. А именно:
- Короткой дугой.
- С применением струйного переноса.
- Импульсной сваркой.
Каждый из этих методов оправдывает себя при определенных ситуациях.
Возможна сварка нержавейки полуавтоматом без газа. Выполняется сварка без газа с помощью специальной порошковой проволоки. В результате получается качественный шов. Но недостатком способа является то, что шовный материал будет ржаветь с течением времени. Поэтому для работ с нержавейкой лучше использовать проволоку из такого же материала и с подачей углекислоты в сварную ванну. Соответственно полуавтомат для этих работ необходим с функцией MIG / MAG.
[media=http://www.youtube.com/watch?feature=player_detailpage&v=DnkTZeqnMF4#t=8]
Сварка нержавеющей стали полуавтоматическим аппаратом является сложным высокотехнологическим процессом и требует определенных навыков и профильного образования. Для начинающих мастеров следует попробовать выполнить работы на отдельной черновой заготовке.
Какой газ нужен для полуавтоматической сварки нержавейки
Как уже отмечалось особенности сварки нержавейки таковы, что лучшие результаты достигаются благодаря использованию газов, создающих защитный слой во время горения проволоки. Такое «облако» необходимо, чтобы на плавящийся металл не воздействовал кислород. Защитный газ позволяет улучшить процесс сжигания проволоки и ее адгезии к обрабатываемому материалу.
При выполнении полуавтоматической сварки нержавеющей стали используют два рабочих состава газовой смеси.
- Аргон и углекислота – этот состав рекомендован для проведения промышленных работ с нержавеющей сталью. Газовая смесь позволяет улучшить качество сварного шва и обеспечивает хорошую растекаемость расплавленного металла. Соотношение газа 98% Аргон на 2% Углекислоты.
- В некоторых случаях рекомендуют заменить углекислоту, на чистый кислород. Это необходимо, прежде всего, для улучшения смачиваемости на концах обрабатываемого шва.
Использование сварочного аппарата полуавтомата для нержавеющей стали с использованием газа позволяет использовать специальную нержавеющую проволоку при проведении работ, что существенно улучшает внешний вид и качество изделия после обработки.
Технология сварки нержавеющей стали полуавтоматом
Суть технологии сводится к тому, чтобы обеспечить оптимальные условия для проведения сварных работ с учетом особенностей обрабатываемого материала. Газ для сварки нержавейки полуавтоматом позволяет добиться минимального разбрызгивания расплавленной проволоки и обеспечить защиту нержавейки по краям шва.
Каждый из способов выполнения работ имеет свои преимущества и особенности:
- С использованием короткой дуги – полуавтоматическая сварка нержавейки, в среде защитных газов, выполненная этим способом позволяет обеспечить необходимые условия для сваривания тонких листов материала. Преимуществом способа с короткой дугой является снижение вероятности прожигания нержавейки.
- Со струйным переносом – при этом способе рекомендовано использовать проволоку с флюсом (порошковую) без применения газа. Потребуется также использовать специальные головки на сварочный автомат.
- Импульсный метод – из всех режимов сварки нержавеющей стали полуавтоматом, импульсный является наиболее точным и эффективным, так как является полностью контролируемым. Назван импульсный метод так потому, что проволока подается в ванну импульсно в виде небольших капель. У импульсного способа сварки нержавеющей стали имеются свои преимущества: полностью отсутствуют брызги, а также уменьшается расход проволоки.
Какой бы из методов проведения сварочных работ по нержавейке ни был выбран, перед началом потребуется выполнить следующие приготовления:
- Поверхность зачищается до блеска.
- Металл обезжиривается с помощью растворителя или ацетона.
- При подготовке необходимо обработать торцы, чтобы между ними осталось небольшое пространство.
Технология полуавтоматической сварки нержавейки учитывает особенности этого металла и позволяет выполнить работы таким образом, чтобы шов получился однородным и имел идентичные свойства.
Так как процесс работ: подбор мощности установки, выбор метода сварки, побор необходимых расходников достаточно сложен, рекомендуется, чтобы работы выполнял квалифицированный специалист, имеющий профильное образование и практику.
stroy-plys.ru
Сварка нержавейки в домашних условиях: электросварка, сварочный полуавтомат, инвертор
 О методах сварки можно писать книги, настолько этот процесс соединения металлов популярен. Проще всего сваривать чёрный металл. Технология сварки нержавеющей стали имеет свои особенности. Для того чтобы правильно освоить процесс сварки нержавейки в домашних условиях, необходимо приобрести сварочный аппарат и электроды. Технология электросварки постоянно совершенствуется, выпускаются аппараты нового поколения, например, сварочные инверторы.
О методах сварки можно писать книги, настолько этот процесс соединения металлов популярен. Проще всего сваривать чёрный металл. Технология сварки нержавеющей стали имеет свои особенности. Для того чтобы правильно освоить процесс сварки нержавейки в домашних условиях, необходимо приобрести сварочный аппарат и электроды. Технология электросварки постоянно совершенствуется, выпускаются аппараты нового поколения, например, сварочные инверторы.
Содержание материала
Сварочное оборудование
Нержавеющая сталь, марки А2 или А4, материал относительно лёгкий для соединения с помощью электросварки. Дома это можно сделать двумя видами сварочных аппаратов:
- MMA — аппарат ручной электросварки электродами, имеющими специальную обмазку.
- MIG/MAG — сварочный полуавтомат. Сочетания букв трудно расшифровать, именно поэтому рассмотрим их характеристики вкратце.
Сварочный аппарат ММА — это машина для дуговой электросварки, выполняемой в домашних условиях. Соединение деталей происходит при расплавлении области их контакта и электрода при нагревании электрической дугой. В аппарате применяется электрод, который легко плавится и образует шов. Его обмазка служит защитным флюсом, образовавшийся при нагревании газ окутывает шов, предохраняя его от доступа кислорода воздуха. Если есть электроды из нержавеющей стали с обмазкой, возможна сварка нержавейки электродом в домашних условиях аппаратом ММА.
Также рекомендуем прочитать:
 Заварить изделие из нержавейки электросваркой в домашних условиях трудновыполнимо из-за проблем найти подходящий электрод из нержавеющей стали. Можно заварить нержавейку простым электродом, но качество шва будет плохое. По отзывам потребителей, сварочный аппарат для домашнего применения полностью себя оправдывает хотя шов, полученный этим методом, в эстетическом плане часто желает лучшего, но MMA, самый дешёвый.
Заварить изделие из нержавейки электросваркой в домашних условиях трудновыполнимо из-за проблем найти подходящий электрод из нержавеющей стали. Можно заварить нержавейку простым электродом, но качество шва будет плохое. По отзывам потребителей, сварочный аппарат для домашнего применения полностью себя оправдывает хотя шов, полученный этим методом, в эстетическом плане часто желает лучшего, но MMA, самый дешёвый.
Во время сварки полуавтоматом MIG/MAG дуга накаляет материал, а проволока автоматически подаётся специальным устройством. Область контакта соединяемых материалов покрывается инертным газом аргоном, углекислым газом или смесью Ar и CO2, специально подобранным для каждого вида металла. При этом методе не образуется шлак, поэтому уже после предварительной очистки шов выглядит красиво. Его не нужно шлифовать и полировать. Находит широкое применение при сварке тонкого металла.
При выборе сварочного полуавтомата необходимо, чтобы устройство подачи проволоки имело четыре ролика. Это почти обязательное условие для лучшей его работы, так как сварочная проволока из нержавеющей стали очень жёсткая, и обычное двухроликовое подающее устройство не обеспечивает надёжную работу.
Полуавтоматы в настоящее время переживают расцвет, в первую очередь, благодаря конструкции аппаратов, основанной на трансформаторах высокой частоты, что значительно повысило эффективность этих устройств.
Качественный шов обеспечивает сварка методом TIG, вольфрамовым электродом, в среде газа аргона. В настоящее время она является основной в процессе производства изделий, в частности, из нержавеющей стали. В случае производственных мастерских метод подходит идеально, но при мелких ремонтах, где часто требуется полный демонтаж повреждённого элемента, метод TIG не самый популярный, но он наиболее точный и эстетичный. Шву не требуется дополнительная шлифовка и полировка.
Виды стали
Для соединения цветных металлов и нержавеющей стали применяют обычные методы сварки при условии использования соответствующего газа для уменьшения коррозионной устойчивости.
Ферритная нержавеющая сталь может вариться электродами TIG или MIG/MAG под флюсом. Для того чтобы избежать гиперплазии зёрен металла и образования холодных трещин, следует использовать ток небольшой силы. В качестве защитного газа следует применять аргон, гелий или смесь, не содержащую диоксид азота и водорода. Электроды должны быть щелочные.
Мартенситная нержавейка является трудно сплавляемой. Как правило, сваривают её, только когда содержание углерода составляет менее 0, 15% из-за того, что при повышенном содержании углерода она подвергается растрескиванию.
Аустенитную сталь можно сваривать всеми широко известными и применяемыми методами. Рекомендуется избегать сильного разогрева для снижения риска образования трещин, роста зёрен, межкристаллической коррозии. Рекомендуется аргон, смесь аргон-гелий или аргон-водород.
Технологический процесс
 Сварка полуавтоматом отличается от сварки электросварочным аппаратом наличием проволоки в качестве электрода. Полуавтомат имеет рабочий рукав автоматической подачи проволоки или по нажатию кнопки сварщиком.
Сварка полуавтоматом отличается от сварки электросварочным аппаратом наличием проволоки в качестве электрода. Полуавтомат имеет рабочий рукав автоматической подачи проволоки или по нажатию кнопки сварщиком.
Второе отличие — соединение металлов выполняется с применением углекислого газа, который подаётся по шлангу в область наложения шва. Сварочные полуавтоматы находят широкое применение в массовом производстве, а электросварочные аппараты в единичном.
Полуавтомат имеет ряд регулировок: сварка чёрных металлов стальной проволокой в среде углекислого газа и цветных металлов медной проволокой в среде газа аргона. Установлен регулятор скорости подачи сварочной проволоки с учётом толщины металла и качества шва.
Второй регулятор — изменение силы тока для высокого качества шва: чем больше сила тока, тем глубже область расплавленного металла, а значит крепче и лучше шов. Основа качественной сварки — газ СО2, который хранится под высоким давлением в стальных баллонах. Регулируется скорость подачи газа специальным редуктором. Без газа сварка нержавейки невозможна, так как металл при нагревании окисляется кислородом воздуха и сгорает.
Технологический процесс сварки нержавейки полуавтоматом в среде углекислого газа:
 отрегулировать рабочее давление газа 0,2 атмосферы;
отрегулировать рабочее давление газа 0,2 атмосферы;- установить расход СО2 десять литров в минуту;
- выбрать силу тока с учётом толщины металла;
- установить скорость подачи проволоки.
 отрегулировать рабочее давление газа 0,2 атмосферы;
отрегулировать рабочее давление газа 0,2 атмосферы;Примерная методическая инструкция, как сварить нержавейку инвертором в домашних условиях в среде аргона, предназначенная для новичков. Прежде всего, необходимо выполнить настройки полуавтомата под нержавейку толщиной один миллиметр:
- сила тока — 15 ампер;
- горячий старт;
- толщина сварочной проволоки 2 миллиметра;
- расход газа 6 литров в минуту;
- кабель с клеммой минус на деталь.
Новинка — сварочные инверторы
В домашней мастерской на замену тяжёлого и громоздкого электросварочного аппарата на 380 вольт пришли инверторы, работающие от сети 220 вольт. Преимущество в весе очевидное, инвертор весит несколько килограмм. Его можно носить в сумке через плечо.
Электроды используются толщиной от двух до пяти миллиметров. На корпусе есть табличка, где указана сила тока при выбранном диаметре электрода. Для начального поджога установлена специальная функция Hot start. Имеется защита от перепада напряжения и перегрева. Автоматическая система регулировки силы тока даёт возможность получить эстетичный, не нуждающийся в дальнейшей обработке и шлифовке шов.
pochini.guru
Сварка нержавеющей стали полуавтоматом – Полуавтоматическая сварка — MIG/MAG
Немного – это в аргон, до 20% в углекислоту. Но с ней (смесью СО2 + О2) планирую разобраться. Ведь вы баллоне СО2 в жидком состоянии, аргон – в газообразном, немного не понятно, как сохранить постоянное их соотношение в смеси. Мы иногда варим с применением смеси, которую создаем при помощи смесителя газов.Признаю, написал неправильно, дело в том что звук “К” пишется буквой “С” в португальском языке. Правильное название ARCO-2. Букварем назвал “Рекомендации по применению гасовых смесей” это в переводе, По поводу “технолога”, улыбнулся,здесь конечно бюрократия тоже есть , а вот технологов давно уже нет. Все решается намного проще- фабрика заключает контракт на “технологическую поддержку” с продавцом сварочного оборудования. Любая проблема при выполнении сварочных работ и консультант приезжает на фабрику, дает рекомендации по всем вопросам, вплоть до выполнения показательной сварки согласно его рекомендациям. Замедьте-варит сам.
Сопроводиловки…еще улыбнуля, кроме транспортной накладной где указаго количество балонов и марки смеси нет ничего.
Карта тех процесса? Помню, были, дома. Здесь такого нет, что в прочем на качество сварки и работы в целом абсолютно не влияет.К стати вот этой фразой Вы меня немного в тупик поставили: “Добавляют его не много (в СО2 до 20%) иначе вольфрама не напасешься.”
Вольфрам взаимодействует с кислородом. Я много работал с аргон-азотными плазмотронами. Там катоды вольфрамовые, не в виде прутка, зажатого в цанге, а собранные с держателем пайкой. И если в смеси Ar + N2 кислорода больше 0,1% (азот грязный) они быстро подгорали и их приходилось заменять, а это разборка плазмотрона.
Понятно с технологическим сопровождением. Я занимаюсь примерно тем же – решаю проблемы по проблемам сварки, наплавки, газотермического напыления, пайки и, заметьте, все делаю сам, только вот не торгую оборудованием. Основное направление – ремонтная сварка. Так вот, ваши консультанты обязаны знать все о применяемых защитных газах – состав. Нормальный производитель газов делает экпресс-анализ партии газа или газовой смеси. И эти данные можно запросить у продавца, он обязан их предоставить. Можно попытаться зайти на сайт производителя в раздел “продукция”. но не факт, что получится, с вами может работать посредник.
websvarka.ru