Сварочный инвертор не включается – Инвертор сварочный не включается
alexxlab | 28.06.2020 | 0 | Вопросы и ответы
Инвертор сварочный не включается
Сварочный инвертор не включается. Ремонт своими руками. Схема
Всем привет!!! На днях в ремонт приносили сварочный инвертор, возможно моя заметка об этом ремонте кому то будет полезной.
Это уже не первый сварочный аппарат который пришлось делать, но если в одном случае неисправность проявилась так: Включил инвертор в сеть… и бабах, выбило автоматы защиты в электро щитке. Как показало вскрытие в сварочнике пробило выходные транзисторы, после замены всё заработало.
Но в этом случае всё было несколько иначе, со слов хозяина аппарат временами переставал варить хотя индикатор включения светился. Эти ребята сами вскрыли корпус — пытались определить неисправность и заметили, что инвертор реагировал на изгибание платы т.е. при её изгибе мог заработать. Но когда сварочный инвертор попал ко мне, он уже не включался вообще, даже индикатор включения не светился.
Сварочный инвертор не включается
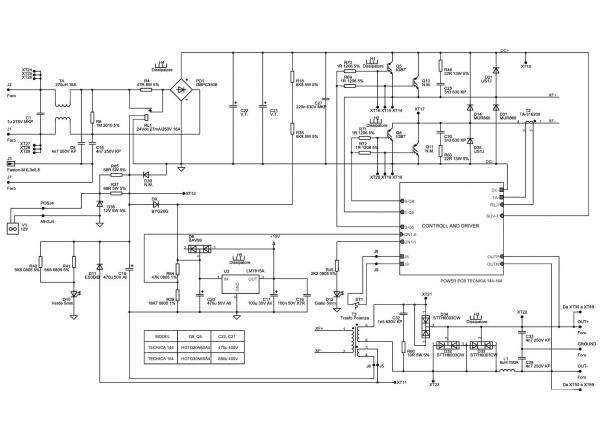
В этом сварочном аппарате для питания низковольтных цепей применяется импульсный блок питания, как раз он и был неисправен. ИБП выполнен на ШИМ контролере UC 3842BN. Аналоги — отечественный 1114ЕУ7, Импортные UC3842AN отличается от BN только меньшим потребляемым током, и КА3842BN (AN). Схема ИБП ниже. (Кликните по ней для увеличения) Красным отмечены напряжения которые выдавал уже рабочий ИБП. Обратите внимание на то, что измерять напряжения 25V нужно не относительно общего минуса, а именно с точек V1+,V1- и также V2+,V2- они не связанны с общей шиной. 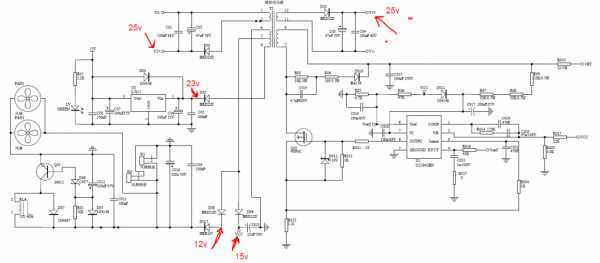
Ключ ИБП выполнен на транзисторе, полевик 4N90C. В моём случае транзистор остался целым, а вот микросхема потребовала замены. Также был в обрыве резистор R 010 — 22 Om/1Wt. После этого блок питания заработал.
Однако радоваться было рано, замерив напряжение на выходе сварочника, оказалось что его нет, а в режиме холостого хода должно быть примерно 85 вольт. Попробовал пошевелить плату, помните со слов хозяина это влияло, но ничего.
Дальнейшие поиски выявили отсутствие одного из напряжений 25 вольт в точках V2-,V2+. Причина, обрыв в трансформаторе обмотки 1-2. Пришлось выпаивать транс, использовал медицинскую иглу для освобождения выводов.

В трансформаторе один из концов обмотки был оборван от вывода.

Аккуратно восстанавливаем соединение используя подходящий проводок, восстановленное соединение не будет лишним зафиксировать капелькой клея или герметика. У меня под руками оказался полиуретановый клей им и воспользовался, делаем ревизию других выводов, если необходимо пропаиваем.
Перед установкой трансформатора следует подготовить плату, чтобы он без усилий вошёл в своё место. Для этого нужно очистить от остатков припоя отверстия, сделать это можно так же иглой от шприца подходящего диаметра.

После установки трансформатора сварочный инвертор заработал.
Как проверить микросхему
Как проверить микросхему не выпаивая её из платы и на что ещё обратить внимание.
Частично проверить микросхему можно при наличии вольтметра и регулируемого стабилизированного источника постоянного напряжения. Для полной проверки нужны генератор сигналов и осциллограф.
Поговорим о том, что проще. Перед проверкой обязательно выключите инвертор от сети питания. Далее — от внешнего регулируемого блока питания на вывод 7 микросхемы подаём напряжение 16 — 17 вольт, это напряжение запуска МС. При этом на выводе 8 должно быть 5 В. это опорное напряжение от внутреннего стабилизатора микросхемы.
Оно должно оставаться стабильным при изменении напряжения на 7 выводе. Если это не так МС неисправна.
Изменяя напряжение на микросхеме имейте в виду, что ниже 10 В микросхема отключается, и включится при 15-17 вольт. Не следует повышать напряжение питания МС выше 34 В Внутри микросхемы стоит защитный стабилитрон и при сильно завышенном напряжении его просто пробьёт.
Ниже приведена структурная схема UC3842.
Дополнение к этой статье: Через некоторое время принесли ещё один аппарат. Вышел из строя из за падения на бок. Это произошло потому, что за время работы винты скрепляющие корпус разболтались, а некоторые просто потерялись, поэтому при падении плата сыграла и коснулась корпуса монтажной стороной В результате замыкания вышли из строя все 4 выходных транзистора K 30N60HS Аналоги G30N60A4D, G40N60UFD. После замены всё заработало.
На этом всё! Если нашли полезной эту статью, оставляйте Ваши комментарии, делитесь с друзьями нажав на кнопки соцсетей.
blogvp.ru
Основные причины неисправностей сварочных инверторов
Появление сварочных инверторов позволило существенно упростить выполнение работ, с их помощью даже не слишком опытный сварщик вполне способен справиться со сваркой различных металлов.
Но стоит учитывать то, что установка имеет сложное электронное устройство, поэтому неисправности сварочного инвертора может устранить только специалист, разбирающийся в его устройстве.
Что может привести к выходу инвертора из строя?
Все основные неисправности сварочных инверторов происходят из-за несоблюдения условий эксплуатации и режимов работы.
К основным причинам выхода из строя электронной схемы можно отнести следующие факторы:
- Попадание влаги в устройство происходит чаще всего по вине осадков (дождь, снег).
- Пыль внутри корпуса препятствует нормальному охлаждению электронной схемы. Особенно часто попадание пыли случается при эксплуатации установки на строительных площадках. Во избежание выхода из строя инвертор должен подвергаться периодической чистке.
- Несоблюдение режима непрерывной работы так же приводят к перегреву и выходу электроники из строя.
К сожалению, при большинстве таких поломок восстановить инвертор смогут только в ремонтной специализированной мастерской. Но существует еще целый ряд ситуаций, которые неопытный сварщик может принять за серьезную поломку, а причина кроется совсем в другом. Именно такие «неисправности» рассмотрим дальше.
Основные ошибки новичков
Достаточно часто неумение выбрать правильный режим сварки приводит к мыслям о том, что инвертор неисправен.
Именно поэтому необходимо знать основные мнимые причины неисправностей сварочного инвертора:
- Неустойчивость дуги или чрезмерное разбрызгивание металла при выполнении работ свидетельствует о том, что выбрана неправильная величина сварочного тока. Данный показатель должен выбирать не только исходя из диаметра применяемого электрода, но и из скорости выполнения работ (скорость сварки). При уменьшении этого показателя необходимо соответственно уменьшить и сварочный ток.
- Если сварочный электрод залипает, это может говорить о нескольких проблемах. В первую очередь необходимо проверить напряжение питающей сети, скорее всего оно упало ниже определенного, допускаемого производителем инвертора, значения. Такая же проблема может появиться и при недостаточно качественной подготовки детали, оксидная пленка ухудшает контакт электрода с деталью. В некоторых случаях залипание можно наблюдать и при недостаточном сечении питающего кабеля.
- Аппарат подключен к сети, слышен звук его работы, но сварка не осуществляется. В этом случае необходимо проверить целостность сварочного кабеля, надежность подключения массы к свариваемым деталям.
- Аппарат не включается в сеть. Причиной этого может быть повреждение сетевого кабеля. Нередко дело может заключаться в недостаточной мощности автоматических защитных выключателях, установленных в распределительном щите. Они просто отключают нагрузку при превышении пусковым током значения, на которое рассчитан выключатель.
Именно на эти моменты стоит обращать внимание при выполнении сварочных работ инвертором, это избавит от необходимости посещения сервисного центра и оплаты несуществующего ремонта.
Но если произошла действительно серьезная поломка, о чем может свидетельствовать появление запаха дыма или гари из корпуса инвертора, не стоит пытаться ремонтировать агрегат самостоятельно без должного опыта и знаний. В большинстве случаев это приводит к невозможности восстановить работоспособность инвертора даже квалифицированными специалистами.
steelguide.ru
Неисправности сварочных инверторов
Неисправности сварочных инверторов чаще всего вызваны либо неграмотной, либо небрежной эксплуатацией, поскольку это достаточно надежные аппараты и ломаться там попросту нечему. Однако бывает и вина производителя, установившего некачественную деталь, либо осуществившего плохой монтаж.
Постараемся несколько обобщить типичные неисправности сварочных инверторов и способы их устранения.
1. Нестабильное горение дуги либо сильное разбрызгивание металла во время проведения сварочного процесса.
Это может быть результатом неправильно подобранного сварочного тока. Рекомендации по подбору производитель указывает на пачке электродов. Если такой информации не имеется, стоит воспользоваться простейшей формулой: на 1мм толщины штучного электрода необходимо подать от 20 до 40 Ампер тока.
2. Прилипание электрода даже при имеющейся функции «антиприлипание».
Чаще всего это вызвано слишком низким напряжением в питающей сети, а в случае возможности сварочного аппарата с пониженным напряжением — падением последнего ниже минимума при подключении нагрузки.
Еще одна причина прилипания — плохой контакт в панельных гнездах. Для устранения достаточно подтянуть крепления либо зафиксировать вставки.
Падение напряжения может быть связано с применением удлинителя питания с сечением провода менее 2,5 мм, что опять-таки приводит к снижению эффективного напряжения питания сварочного аппарата. Помимо этого причина может крыться в слишком длинном удлиняющем проводе. Стоит обратить внимание, что при длине провода свыше 40 метров эффективная работа невозможна — слишком большие потери.
Причиной прилипания могут быть и подгорания контактов в соединениях питающей цепи, что опять-таки приводит к значительному «просаживанию» напряжения.
3. Сварки нет, хотя все индикаторы работают.
Первая причина неисправности — перегрев сварочного инвертора. При наличии контрольной лампы или индикатора их свечение может быть незаметно, если сварочный инвертор не имеет звукового сигнала перегрева. 
Поврежденный в результате перегрева транзистор в сварочном инверторе

Рабочий транзистор в сварочном инверторе
Вторая причина — обрыв сварочных кабелей, либо самопроизвольное отсоединение.
Третье — выход из строя деталей управления. Для устранения причины придется вскрывать корпус и для начала визуально осматривать начинку на предмет поврежденных деталей. Иногда причина кроется в некачественной пайке — достаточно перепаять детали.
4. Отключение напряжения при сварке.
Вызвано чаще всего неисправностью самого переключателя или несоответствием его номинальному току. Переключатель должен выдерживать ток до 25 А.
5. Загорание индикатора перегрева.
Слишком продолжительная нагрузка, особенно при использовании толстых электродов либо толстый слой пыли внутри корпуса. При неисправности вентилятора охлаждения сварочный инвертор обычно не включается, хотя это может зависеть от исполнения конкретной модели.
Конечно, в небольшой статье невозможно подробно изложить все причины и возможные неисправности сварочных аппаратов. Однако внимательное отношение к используемому сварочному инвертору может надолго продлить ему «жизнь», а хозяину — доставить радость от работы.
Сварочник на обкатке после ремонта. Контроль теплового режима:
Радикальный ремонт неисправностей сварочного инвертора GYS 3200:
nanolife.info
Как самостоятельно провести ремонт сварочного инвертора?
Оглавление: [скрыть]
- Составные части сварочных инверторов
- Классификация причин появления неисправностей сварочных инверторов
- Самые распространенные неисправности сварочных инверторов
- Диагностика разных элементов инверторов на наличие поломок
- Диагностика и устранение неявных поломок электроники сварочного инвертора
Технический прогресс не стоит на месте, поэтому современные люди чаще отдают предпочтение инверторам, так как они имеют массу преимуществ перед многими давно устаревшими вариантами сварочных устройств, в том числе выпрямителями и трансформаторами.

Схема устройства сварочного инвертора.
Современные сварочные инверторы позволяют качественно выполнять работы даже тем людям, которые не имеют значительного опыта в деле сварки. Ремонт сварочных инверторов — это сложная задача, так как за комфорт во время работы и качество сварки приходится платить многоуровневой технической организацией аппарата.
Составные части сварочных инверторов
Элементы сварочного инвертора.
Поломки сварочных инверторов являются неприятной неожиданностью для их владельцев, ведь в мастерских, специализирующихся на ремонте, проведение диагностики проблем и их устранение может быть очень дорогим удовольствием. Несмотря на то что сварочные инверторы имеют сложную конструкцию, при желании можно устранить многие виды поломок самостоятельно, таким образом, сэкономив средства.
Для того чтобы эффективно проводить диагностику и ремонт сварочного инвертора, необходимо в первую очередь разобраться в строении этого агрегата. Главным отличием сварочного инвертора от других представителей этого класса оборудования является тот факт, что этот агрегат не является обычным электротехническим устройством, так как его работа обеспечивается сложным электронным узлом. Учитывая все особенности и характеристики инверторов, чтобы выявить проблему, нужно проверить отдельные части схем, в том числе следующие составные элементы:
Функциональные возможности сварочного инвертора.
- конденсаторы;
- диоды;
- резисторы;
- стабилитроны;
- транзисторы;
- сопротивления.
Это далеко не весь перечень компонентов, содержащихся в сварочных инверторах, но именно на эти элементы стоит обратить внимание в первую очередь. Чтобы эффективно проводить ремонт инвертора, необходимо иметь хоть незначительный опыт работы с микросхемами. Так как на глаз невозможно опередить, где именно находится поломка, необходимо сразу подготовить следующее оборудование:
- осциллограф;
- тестер;
- цифровой мультитестер;
- вольтомер.
Схема работы сварочного инвертора.
Принцип работы инвертора основан на поэтапном преобразовании электросигнала. На первом этапе в специальном выпрямляющем узле аппарата проводится выпрямление сетевого напряжения. Выпрямленный ток переходит в инверторный модуль, где снова происходит его преобразование в переменный ток. В дальнейшем силовой трансформатор преобразует ток до показателей сварочного. В последнюю очередь проводится преобразование сварочного переменного тока в постоянный.
В разных моделях сварочных инверторов могут находиться самые разнообразные элементы, обеспечивающие этот процесс. Кроме того, невозможно точно определить расположение тех или иных важных деталей, так как конструкция у агрегатов также может быть самой разнообразной, но в этом деле помогут технические схемы, которые нередко прилагаются в инструкции по использованию прибора.
Вернуться к оглавлению
Классификация сварочных инверторов.
Поломки, встречающие у бытовых, промышленных и профессиональных сварочных инверторов, можно разделить на несколько различных групп.
- Поломки прибора из-за неправильного выбора места работы или нарушения технологи выполнения сварки.
- Нарушения работы аппарата, связанные с неправильной работой или выходом из строя отдельных электронных компонентов.
В некоторых случаях нарушения в работе агрегата могут быть вызваны сразу несколькими причинами, поэтому для их выявления нужно начинать диагностику от простого к сложному. Сначала следует проверить условия использования инвертора, отключить его от сети и дать остыть, а затем подключить заново. В случае если проблема не устранена, нужно проводить проверку работы отдельных микросхем.
Преобразование тока в сварочном инверторе.
Существует много причин, которые могут поспособствовать выходу из строя отдельных микросхем. Их стоит рассмотреть подробнее, так как если они есть, можно с уверенностью сказать, находится ли поломка именно в электронике.
- Попадание воды внутрь корпуса. Незначительное количество влаги, попавшей на плату при работе аппарата на улице во время снежной или дождливой погоды, может привести к выходу электронных плат из строя.
- Несоблюдение режима непрерывности работ, указанного производителем агрегата. В этом случае нередко наблюдается перегрев инвертора, что может спровоцировать перегорание микросхем.
- Скопление большого количества пыли. Покрытие пылью микросхем приводит к нарушению нормального процесса охлаждения отдельных элементов микросхем. Обычная бытовая пыль не может стать причиной появления поломок, но строительная, в больших количествах имеющаяся на стройплощадках, приводит к появлению значительного налета.
Вернуться к оглавлению
Многие поломки сварочных инверторов имеют специфические особенности, проявления и признаки, которые позволяют быстрее выявить причину неисправности и, соответственно, устранить ее. Можно выделить ряд наиболее распространенных неисправностей, с которыми нередко сталкиваются владельцы этих агрегатов.
Электрическая схема сварочного инвертора.
- Сварочный электрод постоянно липнет к металлу. Подобная проблема может быть вызвана сразу несколькими причинами. Во-первых, причины проблемы могут крыться в низком напряжении сети, которого недостаточно для того, чтобы покрыть даже необходимый минимум. Во-вторых, проблема может крыться в плохом контакте модулей, расположенных в панельных гнездах. Эту проблему можно устранить путем плотного фиксирования вставок или подтягивания креплений. Помимо всего прочего, прилипание электрода к металлу может быть обусловлено окислением или подгоранием контактов в цепи питания. Некачественная предварительная подготовка поверхностей также нередко приводит к прилипанию электрода к металлу.
- Неустойчивое горение дуги или разбрызгивание материала электрода. Эта проблема нередко наблюдается в случае неправильной настройки прибора и выбора тока. При выборе тока нужно учитывать, что он должен соответствовать силе и диаметру электрода, а кроме того, скорости сварки. Для того чтобы исправить положение, необходимо выставить силу тока, указанную на упаковке, в которой продавались электроды. В случае если такая информация не представлена, нужно рассчитать силу тока самостоятельно по формуле 20-40 А на 1 мм диаметра электрода.
- Самопроизвольное отключение инвертора после продолжительного периода работы. Как правило, проблема в этом случае кроется в защите от перегрева. Продолжать работу рекомендуется примерно через 20-30 минут, когда прибор немного остынет.
- Инвертор включен, о чем свидетельствуют индикаторы, но сварки нет. Главной причиной подобной неисправности, как правило, является перегрев. Второй причиной подобной поломки может быть обрыв или самопроизвольное отключение сварочных кабелей.
- Инвертор включен в сеть, но индикаторы не горят, сварки нет. Подобное явление может быть вызвано самыми разнообразными поломками, причем как в проводке, так и в микросхемах. Такие поломки требуют проведения серьезной диагностической работы для идентификации поврежденного элемента.
Большинство серьезных неисправностей сварочных инверторов сопровождаются появлением запаха гари. Для того чтобы провести ремонт сварочных инверторов с такими поломками, очень важно иметь навык использования многих специфических приборов, предназначенных для оценки состояния микросхем и проводки.
Вернуться к оглавлению
Способы подключения сварочного инвертора.
Итак, когда было выяснено, что никакие внешние факторы не препятствуют работе отдельных элементов и требуется ремонт сварочных инверторов с поврежденными микросхемами, следует приступать к диагностике. Для того чтобы начать диагностику для выявления неисправности, перво-наперво нужно снять корпус и произвести внешний осмотр всех деталей. В случае если нет видимых областей подгорания и окисления, необходимо провести тестирование всех элементов, которые обеспечивают работу прибора.
После снятия корпуса необходимо проверить все области припайки проводов, контактов и других элементов на схемах. Нередки случаи, когда спайка отдельных элементов производится недостаточно качественно, что приводит к тому, что при встряске во время переноски или резкого опущения прибора на стол или пол может наблюдаться нарушение целостности крепления. В этом случае достаточно провести перепайку элементов заново.
Поврежденные детали платы в случае перегрева и других прямых неблагоприятных факторов сразу видны, так как по ним змеятся маленькие трещины, имеются потемнения, подгоревшие области электродов, вздутые электролитические конденсаторы в верхней области этих элементов.
Ремонт выявленных повреждений предполагает их выпаивание и полную замену отдельных деталей.
Подобрать элементы для замены легко, так как на корпусе прибора имеется маркировка или же в инструкции представлена таблица установленных элементов. Ремонт схемы нужно проводить очень аккуратно. Идеальным инструментом для выпаивания составных элементов является паяльник с отсосом. В случае если осмотр не дал результатов, и не были выявлены поврежденные элементы, диагностика значительно усложняется, так как отремонтировать сварочный инвертор можно только при использовании специальных инструментов.
Вернуться к оглавлению
Управление сварочным инвертором.
Важно выяснить, в каком именно элементе схемы имеются повреждения, так как в противном случае провести ремонт не представляется возможным. Сделать это сложно, когда нет характерных внешних признаков повреждения схем. Самыми уязвимыми деталями считаются транзисторы, располагающиеся в инверторном модуле. Их проверку нужно проводить с помощью мультитестера и омметра. При проверке силовых транзисторов требуется обследовать и все составные части драйвера. В последнюю очередь проверяются с помощью тестера другие элементы, располагающиеся на плате.
Далее, нужно тщательно протестировать все печатные проводники, имеющиеся на плате, убеждаясь, что в них нет надрывов или подгаров. При присутствии таковых необходимо тщательно зачистить поврежденный участок, а затем сделать новые перемычки путем запаивания отдельных участков. В случае наличия такой поломки следует тщательно зачистить ластиком все остальные контакты в разъемах, имеющихся в плате.
Следующим этапом проверки функциональности и электроники является диагностика состояния выходных и входных выпрямителей. Эти элементы представляют собой особые диодные мосты, которые крепятся на радиаторе. Эти компоненты редко подвергаются поломкам, но все же полностью выход их строя исключить невозможно. Лучше всего для качественной диагностики диодного моста спаять его с платы. В случае если вся группа диодного моста коротит, то далее проводится тестирование каждого диода в отдельности. Ремонт предполагает замену пробитого диода.
http://moiinstrumenty.ru/youtu.be/SDeRg2kbxTE
Последним этапом проверки электроники является исследование платы управления ключами, располагающимися в инверторном модуле. Этот элемент имеет очень сложную организацию, поэтому при его неправильной работе может быть нарушена функция всего прибора. Нужно проверить наличие управляющих сигналов, которые поступают через шины затворов блока. Проверка может быть проведена только с помощью осциллографа. Только после проверки и устранения всех вышеперечисленных проблем, если таковые имеются, можно проводить тестирование работоспособности прибора. Если починить сварочный инвертор своими руками не удалось, стоит обратиться в специализированный центр для консультации и проведения диагностики.
moiinstrumenty.ru
www.samsvar.ru
Неисправности сварочных аппаратов – Построй свой дом
Как и любой электрический прибор, сварочные аппараты имеют свойство ломаться. Есть поломки, которые без специализированной мастерской не устранить. Но в некоторых случаях восстановить работоспособность сварочного аппарата можно своими руками. Вот о том, какие бывают неисправности сварочных аппаратов, мы и поговорим в этой статье.
Неисправности сварочных аппаратов
Сварочный аппарат не включается
Еще 10 минут назад все работало, а сейчас аппарат не хочет стартовать. Почему такое происходит? Причин может быть три:
- Перегорание из-за неправильной подачи электричества либо замыкания в цепи высокого напряжения. Хотя на скачки напряжения рассчитано большинство моделей сварочных аппаратов, существуют предельно допустимые нормы, при превышении которых инвертор, полуавтомат или трансформатор перестают включаться.
- Защита может срабатывать в результате замыкания между листами магнитопровода и витками катушек, а также из-за пробоя конденсаторов.
- Вышла из строя система охлаждения. Происходит это опять-таки по нескольким причинам: превышение норм «продолжительности включения» и несоответствие подаваемого тока.
Как ремонтировать? Отключить прибор от сети, найти место поломки и устранить ее. Например, заменить конденсатор, восстановить изоляцию. Некоторые владельцы сварочных аппаратов экспериментируют с установкой дополнительных вентиляторов для дополнительного охлаждения. Сможете ли сделать это без помощи специалистов, решайте сами, но не забывайте, что любое самостоятельное вмешательство в работу устройства чревато потерей гарантийных обязательств со стороны производителя. Альтернативный вариант предотвращения подобных неприятностей – использование стабилизатора напряжения.
Сварочный аппарат перегрелся и задымился
Слишком длительная работа без перерывов, использование электродов большого диаметра, установка сварочного тока выше допустимого значения – все это может стать причиной перегрева. А это, в свою очередь, повлечет за собой сгорание изоляции и замыкание между витками обмотки катушки и как итог задымление.
Как ремонтировать? Прежде всего, нельзя нарушать правила эксплуатации. Если в инструкции сказано, что максимальный диаметр электрода должен быть 4 мм, не экспериментируйте с 6-мм стержнями. Если все же неисправность произошла, в лучшем случае можно обойтись локальным восстановлением изоляции провода. В худшем – готовиться к полной перемотке трансформатора.
Сильно гудит трансформатор сварочного аппарата
Сильное гудение трансформатора, часто сопровождающееся перегревом. Причиной может быть ослабление болтов, стягивающих листовые элементы магнитопровода, неисправности в креплении сердечника или механизма перемещения катушек, перегрузка трансформатора (чрезмерно длительная работа, высокое значение сварочного тока, большой диаметра электрода). К сильному гулу приводит также замыкание между сварочными кабелями или листами магнитопровода.
Как ремонтировать? Необходимо проверить и подтянуть все винты и болты, устранить нарушения в механизмах крепления сердечника и перемещения катушек, проверить и восстановить изоляцию в сварочных кабелях.
Низкое значение сварочного тока
Явление может наблюдаться при пониженном напряжении в питающей сети или неисправности регулятора сварочного тока. Как проверить регулятор тока?
Прежде всего это плохая регулировка сварочного тока. К этому могут приводить различные неисправности в механизмах регулирования тока, которые различаются в разных конструкциях сварочных трансформаторов. А именно, неисправности в винте регулятора тока, замыкание между зажимами регулятора, нарушение подвижности вторичных катушек из-за попадания посторонних предметов или иных причин, замыкание в дроссельной катушке и т.п.
Как ремонтировать? Необходимо снять кожух с аппарата и исследовать конкретный механизм регулирования тока на предмет обнаружения неисправности. Простота устройства сварочного аппарата и доступность всех его компонентов для осмотра, облегчают поиск неисправности.
Внезапный обрыв сварочной дуги и невозможность зажечь ее снова
Вместо появления дуги наблюдаются только мелкие искры. Подобное может быть вызвано пробоем обмотки высокого напряжения на сварочную цепь, замыканием между сварочными проводами или нарушением их соединения с клеммами аппарата.
Как ремонтировать? Проверяйте провода, зачищайте контакты и плотно крепите их к клеммам.
Потребление большого тока из сети при отсутствии нагрузки сварочного аппарата
К этому может приводить замыкание витков обмотки, устраняемое локальным восстановлением изоляции или полной перемоткой катушки.
Как ремонтировать сварочный инвертор
Сварочные инверторы обеспечивают отличное качество сварки и максимальный комфорт для сварщика. Однако эти достоинства приобретены ценой более сложной конструкции, и что бы там ни говорили производители инверторов, меньшей надежностью в сравнении с предшественниками: трансформаторами и выпрямителями.
В отличие от сварочного трансформатора, который является в большей степени электротехническим изделием, сварочный инвертор представляет собой электронное устройство. Это означает, что диагностика неисправности сварочных аппаратов и ремонт сварочных инверторов предполагает проверку работоспособности транзисторов, диодов, резисторов, стабилитронов и прочих элементов, из которых состоит их электронная схема. Придется научиться работать с осциллографом, не говоря уже о мультиметрах, вольтметрах и прочей измерительной технике.
Неисправности инверторного сварочного аппарата
Особенностью ремонта инверторов является и то, что во многих случаях определить по характеру неисправности вышедший из строя компонент трудно или вообще невозможно, приходится проверять последовательно все элементы схемы.
Из всего вышесказанного следует, что успешный ремонт сварочного инвертора своими руками возможен лишь в том случае, если имеются хотя бы начальные познания в электронике и опыт работы с электрическими схемами. В противном случае самостоятельный ремонт может обернуться лишь напрасной потерей времени и сил.
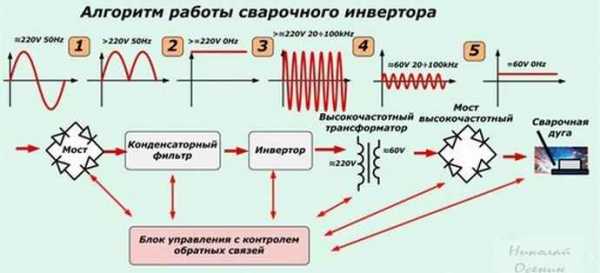
Как мы уже говорили, принцип работы сварочного инвертора заключается в поэтапном преобразовании электрического сигнала:
- Выпрямлении сетевого тока – с помощью входного выпрямителя.
- Преобразовании выпрямленного тока в переменный высокочастотный – в инверторном модуле.
- Понижении высокочастотного напряжения до сварочного – силовым трансформатором.
- Выпрямлении переменного высокочастотного тока в постоянный сварочный – выходным выпрямителем.
В соответствии с выполняемыми операциями, инвертор конструктивно состоит из нескольких электронных модулей, к основным из которых относятся модуль входного выпрямителя, модуль выходного выпрямителя и плата управления с ключами (транзисторами).
Притом, что основные компоненты в инверторах различной конструкции остаются неизменными, их компоновка в аппаратах разных производителей может сильно различаться.
Как проверить транзисторы инвертора
Самым слабым местом инверторов являются транзисторы. Эта деталь греется при работе и если у нее будет недостаточный отвод тепла, может просто перегореть. Поэтому ремонт инверторных сварочных аппаратов начинается обычно с их осмотра. Неисправный транзистор обычно виден сразу – оплавленный или треснувший корпус, прогоревшие выводы. Если таковой обнаружен, можно начинать ремонт инвертора с его замены.
Иногда внешних признаков неисправности нет, все транзисторы выглядят неповрежденными. Тогда для определения неисправного транзистора используется мультиметр, с помощью которого можно их прозвонить.
Определить неисправные элементы – это далеко не все. Ремонт инверторных сварочных аппаратов предполагает также поиски деталей взамен сгоревших. Для этого определяется характеристика вышедших из строя элемента и, исходя из нее, подбирается аналог на замену.
Как проверить драйвер инвертора
Силовые транзисторы обычно не выходят из строя сами по себе, чаще всего этому предшествует выход из строя элементов драйвера. Проверка осуществляется с помощью омметра. Все неисправные детали выпаиваются и заменяются подходящими аналогами.
Как проверить выпрямитель инвертора
 Входные и выходные выпрямители, представляющие собой диодные мосты, установленные на радиаторе, считаются надежными элементами инверторов. Однако иногда выходят из строя и они. Диодный мост удобнее всего проверять, отпаяв от него контакты и сняв с платы. Это облегчает работу и не вводит в заблуждение при наличии короткого замыкания в цепи. Алгоритм проверки прост, если вся группа звонится накоротко, нужно искать неисправный (пробитый) диод.
Входные и выходные выпрямители, представляющие собой диодные мосты, установленные на радиаторе, считаются надежными элементами инверторов. Однако иногда выходят из строя и они. Диодный мост удобнее всего проверять, отпаяв от него контакты и сняв с платы. Это облегчает работу и не вводит в заблуждение при наличии короткого замыкания в цепи. Алгоритм проверки прост, если вся группа звонится накоротко, нужно искать неисправный (пробитый) диод.
Как проверить плату управления инвертора
Плата управления ключами – самый сложный модуль сварочного инвертора, от его работы зависит надежность функционирования всех компонентов аппарата. Квалифицированный ремонт сварочных инверторов должен заканчиваться проверкой наличия сигналов управления, поступающих на шины затворов модуля ключей. Осуществляется эта проверка с помощью осциллографа.
Ремонт сварочных полуавтоматов
В полуавтомате, независимо от того, на какой базе он собран – инверторов или выпрямителей, к неисправностям электронной и электрической части могут добавляться механические неполадки. В частности, задержка подачи проволоки, вызванная малым прижимным усилием в механизме подачи или большим трением между проволокой и каналом в рукаве. В последнем случае самым эффективным способом ремонта сварочного аппарата является замена канала. Причем менять его рекомендуется, совместив удаление старого с установкой нового, соединив конец старого канала с началом нового.
Часто очень сложно найти объяснение неисправности сварочных аппаратов, особенно в инверторных моделях. Ведь инверторный аппарат представляют собой сложный комплекс электронных модулей, входного и выходного выпрямителей, транзисторов, платы управления с ключами, элементов драйвера и т.д. И разобраться со всем этим под силу не каждому. Поэтому лучше приобретать оборудование высокого качества и строго придерживаться правил его эксплуатации. А если вопрос ремонта все-таки стал актуален, отправляйтесь в сервисный центр.
В следующей статье я расскажу о сварочных электродах для инвертора.
Рекомендую еще почитать:
www.ocenin.ru
Ремонт сварочных инверторов своими руками, причины поломок и их решения
Появление изделий из металлов и необходимость создания из них всевозможных конструкций потребовало изобретения определенных способов их соединения. И если применительно к трубам возможно использование специальных фитингов, то арматуру и отдельные листы собрать в единое целое можно только при помощи сварки. Но для выполнения этого процесса необходимо определенное оборудование, такое как сварочный инвертор.
Первоначально он представлял собой огромный агрегат управляться которым было достаточно сложно. Но сегодня он превратился в компактное и высокотехнологичное оборудование. Однако, как это ни печально, этот прибор не вечен и рано или поздно может потребоваться ремонт инверторов. По каким же причинам чаще всего происходят поломки? Для ответа на этот вопрос нужно разобраться что представляет собой это устройство и где применяется.
Инвертор – что это за прибор
Для того чтобы соединение металлических изделий было надежным и герметичным используют специальное оборудование. Его называют сварочным инвертором. Этот прибор обладает высокой мощностью и в то же время экономичностью. Он позволяет добиться отличного качества сварочных работ, а также значительно сократить время на их выполнение.

Схема сварочного аппарата
Современные сварочные инверторы применяют для соединения с использованием плавящихся электродов различных материалов:
- Цветных металлов;
- Чугуна;
- Углеродистых и легированных сталей.
Отличием этого прибора от трансформаторных сварочных аппаратов являются его компактные габариты и небольшой вес, что позволяет легко транспортировать оборудование на любые расстояния. Он способен стабильно работать даже при скачках напряжения в сети, что позволяет избежать частого ремонта сварочных инверторов. Этим объясняется его высокая популярность у сварщиков.

Схема сварочника
Современные инверторы находят широкое применение при выполнении следующих работ:
- Строительно-монтажных;
- Ремонтно-восстановительных.
Однако не меньшей популярностью он пользуется и у частных лиц, позволяя быстро и качественно выполнять сварочные работы в частных домовладениях, на дачах, в гаражах.
Поломки – причине и их устранение
Даже самое современное оборудование со временем изнашивается и даже выходит из строя. И в таком случае может потребоваться ремонт сварочных инверторов.
Но бывают поломки вызванные и другими причинами:
- Работой в сложных условиях и при больших нагрузках;
- Неправильной эксплуатацией прибора;
- Низким качеством агрегата.
И если первых двух критериев можно избежать, то последний присутствует в оборудовании, произведенном компанией, которая не заботится о своем имидже. Однако и брендовые модели также со временем выходят из строя и тогда требуется ремонт инверторов. Обычно это происходит по двум причинам:
- Неправильной работе электронной начинке агрегата;
- Несоответствие выбранного режима эксплуатации.
Причем второй вид является одним из наиболее распространенных и избежать его можно проверив перед работой правильно ли установлены настройки и внимательно изучив инструкцию прежде, чем запустить прибор.
Обычно производители указывают в документации причины отказов при эксплуатации инвертора и способы проведения ремонта инверторных сварочных аппаратов.
Смотрим видео, частые поломки выхода из стоя блока питания:
Кроме рассмотренных выше случаев существуют и другие, при которых возможна поломка оборудования, значит и последующий ремонт сварочных аппаратов.
К ним относятся:
- «Молчание» прибора при включении;
- Отсутствие сварки;
- Залипание электрода;
- Чрезмерное разбрызгивание металла;
- Неустойчивость дуги.
Почему происходят такие ситуации? И как выполнить ремонт сварочных инверторов своими руками? Начнем рассмотрение с первого случая. Почему возникает неустойчивость дуги? Обычно к этому приводит неправильно выбранный ток для ведения сварки. Он должен соответствовать типу и размерам применяемого электрода. Но в то же время ток нужно подбирать с учетом скорости сварки. Если эти факторы не были учтены, то придется прибегнуть к ремонту инверторов.
Залипание электрода происходит по нескольким причинам:
- Скачкам напряжения в сети;
- Подключению прибора с использованием кабеля с малым сечением;
- Плохом контакте с поверхностью.
Естественно, что и устранение этой неисправности придется выполнять в соответствии с тем, от чего она произошла. Например, улучшить контакт можно, если предварительно зачистить поверхность детали от образовавшейся на ней пленки. Такой ремонт сварочных инверторов можно выполнить своими руками.
Причиной отсутствия сварочного процесса обычно является повреждение кабеля. Но возможно и отсутствие массы на поверхности свариваемой детали.
Смотрим видео, причины поломок и их устранение:
Если инвертор не включается, то возможно причина кроется в сети, к которой он подсоединен. Это может быть низкое напряжение или неправильно подобранный автоматический выключатель в щитке и в таком случае ремонт сварочного инвертора не нужен. Слабый выключатель не позволит осуществить запуск оборудования, он автоматически отключится при этом.
Некоторые пользователи считают поломкой и автоматическое отключение аппарата при перегреве. Но такая ситуация происходит при срабатывании системы защиты, установленной в инверторе. И обычно после охлаждения прибора, работу можно продолжить.
Причины поломки инвертора часто связаны и с неправильной его эксплуатацией, а именно:
- Использованием при неблагоприятных условиях;
- Технически неправильная эксплуатация;
- Применение в помещениях с большой концентрацией металлической пыли.
И так как оборудование это достаточно дорогое и сложное, то лучше соблюдать все требования по его безопасной эксплуатации. Это поможет избежать преждевременного выхода оборудования из строя и необходимости ремонта сварочного инвертора своими руками.
Как избежать поломки оборудования
Чтобы такая сложная техника, как сварочный инвертор работала без сбоев необходимо соблюдать правила ее эксплуатации, в которых оговариваются такие пункты, как:
- Работа с использованием защитных средств;
- Использование электродов в соответствии с типом оборудования и параметрами свариваемого материала;
- Подключение к сети, напряжение и ток в которой соответствуют модели агрегата.
Кроме этого следует избегать:
- Перегрузки инвертора;
- Использования устройства в условиях повышенной влажности;
- Работы с поврежденными зажимами и держателями электродов;
- Превышения допустимого времени бесперебойной работы.
Могут возникнуть поломки и в результате непрофессиональных действий работника, устранение которых возможно только при ремонте инверторов. Поэтому при применении сварочного аппарата даже в личных целях нужно обращаться к специалистам.
Чтобы избежать неисправностей необходимо своевременно производить техническое обслуживание оборудования, а также защищать его от длительного нахождения на открытом воздухе и регулярно очищать от пыли и грязи.
Где отремонтировать сварочный инвертор, если он вышел из строя? Доверять его ремонт следует только профессионалам. Для этого можно обратиться в специализированный сервисный центр или компанию, располагающую штатом высококвалифицированных работников и необходимым техническим оснащением.
При этом ремонт инвертора должен проводиться в соответствии с требованиями ГОСТа. Вначале обычно выполняется диагностика, что позволяет выяснить какая деталь нуждается в замене. Это позволяет значительно сократить расходы на ремонт.

Правило подключение инвертора
Однако стоит учитывать следующие факторы. Обычно ремонт дешевых сварочных инверторов из-за их низкого качества сопоставим со стоимостью нового аналогичного аппарата. Это объясняется большими затратами времени на диагностику, так как приходится перебирать практически все узлы прибора.
В то же время дорогие сварочные инверторы ломаются крайне редко, так как отличаются высоким качеством и надежностью. Но и ремонт их нужно производить только в сервисных центрах, так, как только у них имеются оригинальные платы.
Что касается ремонта бытовых инверторов, то обычно он сводится к выполнению типовых работ и стоит недорого. При наличии определенных знаний его можно выполнить самостоятельно.
Заключение
Популярность сварочных аппаратов достаточно высока – это связано с удобством их эксплуатации. Однако для того чтобы оборудование работало без сбоев и поломок необходимо соблюдать определенные правила. Но стоит помнить и о том, что самые дешевые агрегаты обычно менее надежны и сэкономив при покупке можно очень много затратить на постоянные ремонты таких инверторов.
generatorvolt.ru
Неисправности сварочных инверторов
Неисправности сварочных инверторов чаще всего вызваны либо неграмотной, либо небрежной эксплуатацией, поскольку это достаточно надежные аппараты и ломаться там попросту нечему. Однако бывает и вина производителя, установившего некачественную деталь, либо осуществившего плохой монтаж.Постараемся несколько обобщить типичные неисправности сварочных инверторов и способы их устранения. 1. Нестабильное горение дуги либо сильное разбрызгивание металла во время проведения сварочного процесса.
Это может быть результатом неправильно подобранного сварочного тока . Рекомендации по подбору производитель указывает на пачке электродов. Если такой информации не имеется, стоит воспользоваться простейшей формулой: на 1мм толщины штучного электрода необходимо подать от 20 до 40 Ампер тока. 2. Прилипание электрода даже при имеющейся функции «антиприлипание».
Чаще всего это вызвано слишком низким напряжением в питающей сети, а в случае возможности сварочного аппарата с пониженным напряжением — падением последнего ниже минимума при подключении нагрузки.
Еще одна причина прилипания — плохой контакт в панельных гнездах. Для устранения достаточно подтянуть крепления либо зафиксировать вставки.
Падение напряжения может быть связано с применением удлинителя питания с сечением провода менее 2,5 мм, что опять-таки приводит к снижению эффективного напряжения питания сварочного аппарата. Помимо этого причина может крыться в слишком длинном удлиняющем проводе. Стоит обратить внимание, что при длине провода свыше 40 метров эффективная работа невозможна — слишком большие потери.
Причиной прилипания могут быть и подгорания контактов в соединениях питающей цепи, что опять-таки приводит к значительному «просаживанию» напряжения. 3. Сварки нет, хотя все индикаторы работают.
Первая причина неисправности — перегрев сварочного инвертора. При наличии контрольной лампы или индикатора их свечение может быть незаметно, если сварочный инвертор не имеет звукового сигнала перегрева.
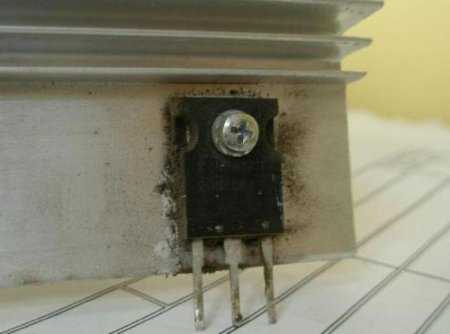
Поврежденный в результате перегрева транзистор в сварочном инверторе

Рабочий транзистор в сварочном инверторе
Вторая причина — обрыв сварочных кабелей, либо самопроизвольное отсоединение.
Третье — выход из строя деталей управления. Для устранения причины придется вскрывать корпус и для начала визуально осматривать начинку на предмет поврежденных деталей. Иногда причина кроется в некачественной пайке — достаточно перепаять детали. 4. Отключение напряжения при сварке.
Вызвано чаще всего неисправностью самого переключателя или несоответствием его номинальному току. Переключатель должен выдерживать ток до 25 А. 5. Загорание индикатора перегрева.
Слишком продолжительная нагрузка, особенно при использовании толстых электродов либо толстый слой пыли внутри корпуса. При неисправности вентилятора охлаждения сварочный инвертор обычно не включается, хотя это может зависеть от исполнения конкретной модели.
Конечно, в небольшой статье невозможно подробно изложить все причины и возможные неисправности сварочных аппаратов. Однако внимательное отношение к используемому сварочному инвертору может надолго продлить ему «жизнь», а хозяину — доставить радость от работы.
Сварочник на обкатке после ремонта. Контроль теплового режима:
Радикальный ремонт неисправностей сварочного инвертора GYS 3200:
Кроме статьи “Неисправности сварочных инверторов” смотрите также:
nanolife.info
Как отремонтировать сварочный инвертор своими руками?

Предпосылки для проведения ремонта инвертора:
- Горение сварочной дуги сопровождается большим числом брызг от материала электрода. Такой дефект возникает при неправильном выборе тока, диаметра и типа электродов.
- Чрезмерное прилипание к свариваемым деталям. Данная проблема возникает из-за низкого уровня сетевого напряжения.
- При включенном инверторе и при световых индикаторах отсутствует дуга. Отсутствие объясняется наличием перегрева аппарата. Повреждение разъемов проводов сварочного аппарата.
- Отключается напряжение в сети во время сварки. Неправильно подключен автоматический выключатель.
- Инвертор не включается. Отсутствует, либо низкий уровень напряжения в сети.
Этапы проведения диагностики инвертора:
- Визуальный анализ транзисторов.
- Проверка на наличие неисправностей драйверов.
- Проверка работоспособности выпрямителей.
- Анализ работы управляемой платы.
Как самостоятельно сделать ремонт
 устройство
устройство схема сварочного инвертора
схема сварочного инвертора- Прежде всего, для определения типа неисправности и объема предполагаемых работ, следует вскрыть корпус и провести визуальный осмотр. Часто причиной неправильной работы является плохая пайка кабелей, элементов схемы. Решение такой проблемы — банальная перепайка всех поврежденных контактов и элементов схемы. Детали, вышедшие из строя можно легко определить визуально – это треснутые элементы, имеющие потемневший корпус, либо вздутые (конденсаторы).
- При смене всех негодных частей схемы, производится их аккуратное выпаивание, предварительно зачистив все контактные разъемы. Затем делается замена и повторное запаивание на плате. Отбор необходимых запчастей производятся по их техническим характеристикам, указанных на корпусе каждой единицы. Либо можно воспользоваться справочными таблицами, для более корректного подбора элементов цепи.
- В случае отсутствия дефектов при визуальном осмотре, применяются специализированные приборы мультиметр, либо омметр. Одни из самых часто выходящих из строя элементов являются транзисторы. Это один из самых уязвимых элементов инверторного сварочного аппарата. Поломанный транзистор можно достаточно легко обнаружить по разломанному корпусу и выгоревшими выводами. Самый правильным решением в такой ситуации – будет замена сломанного транзистора.
- Для более надежного крепления на радиаторе, используется термопаста, обеспечивающая лучший отвод тепла.
- Затем проверяются выходные и входные выпрямители. Они представляют собой установленный мост.
- В случае проверки, выпаивается мост и снимается с радиатора.
- Каждый диод нужно проверить на наличие короткого замыкания, прозвонив каждый элемент отдельно.
- При монтаже нового диода, учитываются рабочие токи порядка 150 – 200 А. Следовательно припайка диода должна быть проведена с максимальной аккуратностью, поскольку плохо выполненная пайка приведет к появлению перегрева элемента схемы, и в дальнейшем появлению неисправности.
Самое сложное при ремонте инверторных сварочных аппаратов – это выявление поломки в схемах управления, которая напрямую влияет на правильную работоспособность устройства.
Применяется осциллограф для проверки подачи сигналов с платы управления на ключи.
При появлении всякого рода неисправностей, или отсутствии соответствующих навыков в ремонте инверторов, рекомендуется обращаться к специалистам, это позволит в дальнейшем сохранить свои финансовые расходы и драгоценное время.
Видео о ремонте сварочного инвертора в двух частях.
Часть 1:
Часть 2:
Проведение проверки драйвера, выпрямителей и полуавтомата
- Контроль элементов драйвера. Зачастую, транзисторы не повреждаются вследствие каких-то аномалий. До поломки транзистора из строя выходят сопутствующие ему элементы – драйвера. Проверить работоспособность можно при помощи омметра, все запчасти, вышедшие из строя, подвергаются замене.
- Контроль выпрямителей. Выпрямители входные и выходные, являясь диодными мостами, смонтированы на радиаторе. Эти элементы можно назвать самыми надежными фрагментами инвертора. Для проверки диодного моста, следует отпаять все клеммы и демонтировать с платы. Таким образом можно проводить ремонт, не сомневаясь, что причиной могло стать короткое замыкание цепи. Если прозвон в электрической цепи закорачивается, то следует произвести поиск поврежденного диода.
- Проверка работы полуавтоматов. Проблема полуавтоматов заключается в исключительно механических неисправностях. К таким неполадкам можно отнести: задержку подачи сварочной проволоки, вызванным невысоким прижимом, либо высоким трением проволоки с элементами рукава. Самым надежным решением такой поломки является замена сварочного канала. Рекомендация по замене заключается в удалении старого рукава и, установка нового должны проводиться за один поход, то есть, соединив конец старого с началом нового.
Основные неисправности
 Некорректное регулирование сварочного заряда. В каждой конструкции сварочного генератора может возникать такая поломка из-за повреждения механизма регулирования. Это могут быть:
Некорректное регулирование сварочного заряда. В каждой конструкции сварочного генератора может возникать такая поломка из-за повреждения механизма регулирования. Это могут быть:- попадание различных предметов извне;
- смещение катушек;
- замыкание в катушках. Необходимо разобрать корпус регулятора аппарата и провести контроль всех элементов на наличие неисправностей.
- Невысокое значение сварочного тока. Данный фактор имеет место – в случае понижения напряжения в сети, а также поломки регулятора свариваемого тока.
- Громкий шум при работе генератора. Сильный гул, зачастую свидетельствует о перегреве. Причина может быть скрыта в таких факторах, как:
- ослабление крепежных элементов, удерживающие детали устройства;
- поломка сердечника;
- смещение катушек;
- перегруженный генератор;
- замыкание сварных проводов. Решение этой проблемы – подкрутить все зажимные элементы, исправить механизмы крепежа сердечника, а также проконтролировать наличие изоляции рабочих кабелей.
- Непрогнозируемое выключение сварочного генератора. Включая аппарат в сеть, происходит срабатывание защиты, и устройство выключается. В таком случае, наиболее вероятной причиной может стать короткое замыкание в цепи между корпусом и проводом, или между самими проводами. К числу причин замыкания можно также отнести:
- повреждение конденсаторов;
- замыкание между обмотками либо элементами магнитопровода. Для проведения ремонта, обязательно требуется отключение от сети генератора, затем нужно найти поврежденное место и затем аккуратно устранить его.
- Сильное нагревание сварочного устройства. Возможные причины:
- неправильная эксплуатация, то есть значение питаемого тока выше нормы;
- использование аппарата длительное время без остановок;
- выбран очень большой диаметр электрода;
- Резкий обрыв дуги при сварке. Причинами могут быть:
- замыкание цепи между сварочными контактами;
- нарушение связи между контактами;
- Попадание различного рода влаги, как правило, при работе на открытом пространстве (дождь, снег, град).
- Оседание пыли, скопившейся во внутренней части корпуса, может нарушить нормальный уровень охлаждения электронной системы. Пыль может попасть при сварке на строительных площадках и в различных пыльных средах.
 Некорректное регулирование сварочного заряда. В каждой конструкции сварочного генератора может возникать такая поломка из-за повреждения механизма регулирования. Это могут быть:
Некорректное регулирование сварочного заряда. В каждой конструкции сварочного генератора может возникать такая поломка из-за повреждения механизма регулирования. Это могут быть:Понравилась статья? Поделиться с друзьями:
slarkenergy.ru
Почему сварочный аппарат плохо варит, не хватает напряжения для сварки
Сварочный инвертор – это современное оборудование, использование которого в процессе сварки позволяет добиться очень высокого качества работы и предоставляет сварщику возможность работать в комфортных условиях.
Сварочный аппарат варит прерывисто
Но при этом сварочный инвертор обладает и более сложной, по сравнению с предыдущими моделями сварочного оборудования, конструкцией, что повышает шанс возникновения неисправности во время его работы.
Как правило, все неисправности сварочного инвертора можно разделить на две группы:
- неисправности, связанные с неправильной работой электронной «начинки» аппарата
- неисправности, связанные с неправильным выбором режима работы.
Второй вид неисправностей возникает чаще всего, поэтому прежде, чем обращаться в специализированную мастерскую или начинать самостоятельно разбирать аппарат с целью выявления поломки, необходимо проверить, правильно ли установлены все настройки режима работы, а кроме того, следует еще раз прочитать инструкцию по эксплуатации данного прибора, чтобы определить, не допускаете ли вы какой-либо ошибки в процессе работы. Большинство производителей при составлении инструкции указывают причины неисправности сварочного инвертора, которые могут возникать в процессе работы, а также описывают, каким образом эти неисправности можно устранить самостоятельно.
Причины поломок сварочных инверторов и варианты их устранения.
Существует ряд типичных неисправностей, которые возникают, когда речь идет о сварочных инверторах:
- неустойчивость горения сварочной дуги и сильное разбрызгивание металла;
- залипание сварочного электрода;
- отсутствие сварочного процесса при включенном аппарате;
- отсутствие реакции аппарата при его включении.
Рассмотрим подробнее, по какой причине может возникнуть та или иная ситуация, и что можно сделать в случае проявления какой-либо неисправности сварочных инверторов.
- Неустойчивость горения сварочной дуги и сильное разбрызгивание металла.
Эта неисправность может возникнуть в том случае, если при ведении сварки вы неправильно выбрали ток. Как правило, сварочный ток выбирается в соответствии с типом и размером применяемого при сварке электрода. Но здесь необходимо помнить и еще одно важное правило: выбранный ток должен соответствовать и той скорости, с которой ведется сварка. Если скорость сварки во время работы уменьшается, то и сварочный ток должен быть уменьшен.
- Залипание сварочного электрода.
Причин для возникновения этого типа неисправности может быть, на самом деле, несколько. Вполне возможно, что во время ведения сварки неожиданно в сети снизилось напряжение, что и привело к сильному залипанию сварочного электрода. Также он может «залипнуть» и в том случае, если инвертор подключен к сети кабелем со слишком маленьким сечением. Еще одной причиной такого «поведения» электрода может стать плохой контакт электрода со свариваемой поверхностью из-за того, что поверхность подверглась окислению вследствие воздействия кислорода воздуха. В этом случае сварку необходимо прекратить, а поверхность детали зачистить от пленки.
- Отсутствие сварочного процесса при включенном аппарате.
В абсолютном большинстве случаев такое поведение сварочного инвертора может быть объяснено отсутствием массы на поверхности свариваемой детали. Кроме того, нелишним будет проверить состояние сварочного кабеля – возможно он поврежден. Такая ситуация довольно часто встречается в том случае, если деталь, подвергающаяся сварке, обладает большим весом, вследствие чего падение детали на провод способно нарушить его целостность.
- Отсутствие реакции аппарата при включении.
Если при включении сварочного инвертора ничего не происходит, то причину такой неисправности следует искать, во многих случаях, не в самом инверторе, а в электрической сети, к которой он подключен. Возможно, напряжение в сети слишком низкое и поэтому аппарат не может работать. Еще одной причиной того, что аппарат не включается, может стать неправильно выбранный автоматический выключатель, установленный в щитке. Слабый выключатель способен отключиться в момент включения инвертора. Кроме того, отключение аппарата способно привести к тому, что электричество пропадет во всем доме.
Кроме указанных неисправностей встречаются и перебои в работе сварочного инвертора, не связанные с поломкой аппарата, а являющиеся следствием довольно качественной и своевременной работы систем защиты, которыми оснащен инвертор. Так, например, при длительной непрерывной работе инвертор может самопроизвольно отключиться. Такое случается, если аппарат перегреется и сработает температурная защита. В этом случае следует прекратить сварочный процесс примерно на 20-30 минут, дать аппарату остынуть, после чего работу можно будет продолжить.
Не хватает напряжения для сварочного аппарата
Наверное, очень многим знакома ситуация, когда при сварке металла бытовым аппаратом электрод «залипает», и не образуется сварочная дуга. Это происходит по причине недостаточного напряжения в сети, ведь варить электродом диаметром 3 мм можно только при напряжении не менее 200 В, а 2 мм – 180 В. Но иногда при замере напряжения в розетке можно обнаружить и гораздо более низкие показатели – до 160-150 В. Проблема низкого напряжения в сети во многих населенных пунктах может быть связана с различными причинами:
- износом распределительных проводов, что приводит к выгоранию ноля и перекосу напряжения по фазам;
- наличием трансформаторной подстанции малой мощности, которая не может справиться с возросшей нагрузкой или увеличением числа потребителей;
- несбалансированностью фаз на трансформаторе и другими.
Решить эти проблемы иногда можно обращением организацию, поставляющую электроэнергию, с просьбой переключить вас на другую фазу или провести их регулировку, но далеко не всегда это возможно. Добиться же замены трансформатора и разводящих проводов на более мощные очень сложно. Что же делать, если не хватает напряжения в сети для сварки, а она очень нужна, например, при строительстве дома или ремонтных работах? И когда переход на меньший диаметр электрода не решает проблемы или невозможен?
Из сложившегося положения есть несколько вариантов выхода. Во-первых, можно приобрести бензиновый или дизельный генератор, к которому подключить сварочный инвертор, для которого не хватает напряжения.
Неисправности сварочного инвертора – причины и варианты устранения
Этот вариант довольно дорогостоящий, ведь генератор нужен очень большой мощности, которой должно хватить для сварки. В противном случае, есть большой риск вывести из строя дорогостоящий генератор, при постоянной пиковой его нагрузке.
Во-вторых, можно приобрести стабилизатор напряжения для сварочного инвертора. Этот прибор поможет выровнять как пониженное, так и повышенное напряжение для обеспечения нормального процесса сваривания и предохранения инвертора от выхода из строя. Большинство инверторов способны работать в диапазоне напряжений +/- 30% от номинального, то есть, 160-280 В, чего вполне хватает в большинстве случаев. Но даже если у вас напряжение 140-150 В, есть возможность использовать стабилизатор после установки повышающего трансформатора. Последний будет поднимать напряжение на заданную фиксированную величину, а стабилизатор выровняет его до нужных параметров.
Популярное среди «народных умельцев» решение по установке одного лишь трансформатора без стабилизатора категорически не рекомендуется. Это связано с тем, что падение напряжения в сети может быть временным явлением, а после исправления неполадок оно может внезапно вернуться к нормальному. В этом случае, трансформатор все равно будет повышать напряжение, в результате чего оно может достигнуть даже 300 В. Это приводит не только к повреждению бытовых приборов, но и выгоранию тонкой старой проводки, возникновению пожаров и пр. Если же вы установите стабилизатор после трансформатора, то он выровняет возросшее напряжение или отключит систему, если не сможет справиться со слишком большим скачком.
Поэтому стоит задуматься о покупке не только стабилизатора напряжения для сварочного инвертора, но и большого стабилизатора для установки на всю бытовую сеть. Такое решение, хотя и будет существенно дороже, но поможет избавиться от проблем со скачками напряжения навсегда, сохранит вашу технику и продлит срок ее службы, а также может уберечь ваш дом от пожара.
Сварка чугуна с металлом Популярные марки Электродов Электроды с синей обмазкой
Основные причины залипания электродов
Похожие статьи
shtyknozh.ru
Ремонт сварочного инвертора своими руками и профилактика
Сварочные инверторы все чаще используются мастерами в домашних условиях в гараже, на даче, в загородном доме. Научиться пользоваться сварочным аппаратом несложно – гораздо сложнее сделать ремонт инверторных сварочных аппаратов своими руками. Поломки и неисправности в инверторе чаще всего возникают именно в процессе самостоятельного обучения сварочному делу как следствие неправильных настроек и установки режимов работы аппарата. Схема инверторного аппарата для сварки металлов намного сложнее устройства обычной, трансформаторной сварки, поэтому и число поломок может возрасти при неправильной его эксплуатации.
Не все ремонтные работы требуют вмешательства профессионала – многие настройки и мелкий ремонт инвертора можно сделать и своими руками. Несоответствие ваших ожиданий и реальной работы инвертора кроется в неправильной настройке сварочного режима, в несоответствии тока, полярности напряжения диаметру или типу электрода, присадки или сварочного материала деталей. Но многие доморощенные мастера действуют по принципу: инструкция изучается только после поломки оборудования или тогда, когда больше нечего читать.
Чтобы с вашим дорогостоящим инвертором не случались неприятности, следует знать хотя бы основные причины поломок и плохой работы аппарата:
- Неверно установленная сила тока – это слабый импульс на дуге, залипание сварочного электрода, перегрев инвертора, разбрызгивание металла присадки или электрода.
- Электрод часто залипает – скорее всего, виновато уменьшенное напряжение в сети. Бытовой инвертор начинает работать нестабильно, если напряжение в сети падает на 10-15%. Но залипать электрод может и при плохом контакте в держателе или соединительном штекере. Это может быть вызвано окислением контактов, большим сопротивлением удлинительного силового кабеля или небольшим его сечением.
- Нет сварочной дуги – это плохой контакт на зажиме со свариваемой деталью или банальный обрыв кабеля.
- Инвертор отключился во время работы при сохранении напряжения в сети – скорее всего, сгорел предохранитель, так как был выбран с несоответствующим значением силы тока.
- Защитная автоматика может сработать при перегреве инвертора – значит, превышено время непрерывной сварки. Нужно дать аппарату остыть в течение 20-30 минут.
- Сгорел диодный мост – длительная сварка при максимальном токе.
- Сам источник питания инвертора может выйти из строя при попадании воды и пыли на детали, повышенная влажность воздуха или механическое повреждение.
- Сгорел транзисторный модуль – причины две: механическое повреждение или длительная работа при максимальном сварочном токе.
- Неисправность обнаружена в системе управления: причина – повышенная влажность или прямое попадание воды.
Самостоятельная диагностика и ремонт
Эти неисправности вполне можно устранить своими руками и без знания основ электроники. Если поломка сложная, то лучше вызвать мастера, а не пытаться разобраться в электронной начинке своими, не всегда большими, возможностями. Но каждый, даже самый просто ремонт инвертора своими руками следует начинать так: вскройте корпус, если срок гарантии уже закончился, и попытайтесь визуально определить поломку. Сам выпрямитель сварочного инвертора с мощным диодным мостом в составе почти никогда не ломается, но прозвонить его авометром (омметром, тестером) все же следует.
Чаще всего выходит из строя инверторный модуль на полевых транзисторах и биполярных тиристорах. Происходит это при частом перегреве сварочного аппарата или при неправильно выставленных настройках рабочего режима. Внешне сгоревший транзистор выглядит лопнувшим или вздутым. Также могут быть обгоревшими выводы транзистора или тиристора. Вздутыми или лопнувшими будут и сгоревшие конденсаторы. В этом случае ремонт заключается в замене своими силами вышедших из строя деталей на исправные запчасти. Для этого вам понадобится только паяльник.
Но это в идеальном случае. Правильный ремонт своими руками состоит в предварительной проверке всех подозрительных элементов схемы, а для этого нужны специальные знания в электронике и радиотехнике. Если внешний осмотр не дал никаких результатов, то остается отнести сварочный инвертор в сервисный центр. Так вы сэкономите и деньги, и время.
Профилактика поломок инвертора
Интенсивная эксплуатация сварочного агрегата, частая замена оператора и несоблюдение приведенных ниже рекомендаций обязательно приведут к ускоренному износу аппаратуры и частым поломкам электроники. Уменьшить количество поломок или практически избежать их на долгое время помогут своевременные профилактические меры.
Что нужно, чтобы продлить работу сварочного аппарата:
- Сварочные работы рекомендуется проводить в закрытых помещениях со стабильной температурой и постоянной влажностью.
- Работая на открытой площадке, не допускайте попадания на инвертор влаги и пыли, особенно одновременно, чтобы не пришлось делать ремонт.
- Если напряжение в сети нестабильно, а также при большом расстоянии от места сварки до инвертора не слишком увеличивайте мощность сварочной дуги – устанавливайте не более 10-15% от номинального значения для работающего электрода.
- Берегите инвертор от ударов, вибрации, влияния агрессивной среды.
- Минимальное время работы при максимальном сварочном токе – это первое правило сварщика. Несоблюдение этого простого правила быстро приведет к поломке аппарат, его перегреву и выходу из строя деталей электросхемы.
- При резкой смене наружной температуры (помещение-улица) дать агрегату прогреться или остыть до той температуры, при которой он будет эксплуатироваться.
- Инверторный плазморез должен эксплуатироваться только в стационарных условиях, при постоянной температуре и влажности в помещении.
- Раз в неделю вскрывать корпус и продувать инвертор от пыли.
Вышеперечисленные неисправности сварочных инверторов – далеко не все, но они приходятся на 60% всех мелких ремонтов. При серьезной неисправности можно дать только одну рекомендацию — не ремонтировать аппарат своими руками, а отправить его на ремонт в сервисный центр. Так вы сэкономите на ремонте и не навредите своему помощнику.
Похожие статьиgoodsvarka.ru