Сверло по металлу комбинированное – 105 фото характерных особенностей инструмента и его особенности
alexxlab | 22.09.2020 | 0 | Вопросы и ответы
105 фото характерных особенностей инструмента и его особенности
Среди всего инструмента, предназначенного для обработки металла, сверла пользуются хорошим спросом как в быту, так и на производстве. Большой ассортимент, предлагаемый на рынке ведущими производителями, ставит в тупик, когда нужно выбрать то, что подходит лучше всего как по цене, так и техническим характеристикам.

Краткое содержимое статьи:
Классификация
Существуют сверла по металлу следующих видов:
- Универсальные спиральные, под любые отверстия;
- Конического типа, рассчитанные на использование в токарных станках, так как требуют повышенного контроля в процессе работы;
- Ступенчатой формы. Режущие кромки – различного диаметра, что позволяет не только просверливать отверстия, но и делать его расточку;
- Фрезы кольцевые или сверла корончатого типа. Используются также для обработки дерева, характеризуются легкостью в процессе работы, с их помощью можно получить отверстия с минимальной шероховатостью.
Также сверла классифицируют по размеру (длина/диаметр режущих кромок):
- По ГОСТ-у 4010-77 — короткие;
- По ГОСТ-у 10902-77 — удлиненные;
- По ГОСТ-у 886-77 — длинные

Особенности выбора
Для использования в быту лучше не брать набор сверл, которые будут валяться без дела, ждать своего часа. Также не стоит покупать китайские подделки.

Профессионалы рекомендуют покупать сверла, ориентируясь на тип дрели, диаметр отверстий. Не стоит покупать дешевый китайский набор инструмента для бытового использования.
Лучше одно – но качественное, чем пачка ненужного дешевого железа!

Для этого идеально подойдут сверла спирального вида. Остальные типы используют в основном в производстве, на фрезерных, токарно-режущих станках и прочем производственном специализированном оборудовании.

Сверла спиральные
Применяют, когда нужно сделать отверстие в различных стальных материалах, чугуне, цветных металлах. Преимущество их в том, что они отводят использованный металл – стружку через специально вырезанные на своей поверхности продольные, симметрично извивающиеся по диаметру сверла канавки.

От прочих разновидностей сверл, отличаются формой своей торцевой части – хвостовика. Он может быть:
- Цилиндрический;
- Конический;
- Шестигранный.

Сверла с цилиндрическим хвостовиком вставляются напрямую в пиноль токарного станка, конические и шестигранные – через спецпатрон.

В ручную дрель рабочий инструмент первого типа не подходит, так как будет проворачиваться в шлицах при сверлении. Наилучший вариант – с шестигранным хвостовиком.

В фотокаталогах, цветных прайсах можно увидеть различные наборы сверл, отличающихся между собой цветом, размером и маркировкой. Эти внешние данные имеют важное значение при выборе сверл по металлу, влияют на их характеристики.
Характерные особенности
Технические параметры выпускаемых сверл зависят от цвета:
Черного цвета – указывает на повышенную износостойкость изделия;

Сверло светло-золотистого оттенка означает, режущий инструмент не обладает повышенной хрупкостью, ему сделан при изготовлении отпуск, чтобы снять внутреннее напряжение;

Яркий золотистый — способность уменьшать трение во время работы, изделия отличаются хорошей прочностью;

Серый — инструмент рассчитан на малый срок эксплуатации, самый дешевый, низкого качества.

Запомнив цвет сверла, обращаем внимание на диаметр рабочей кромки, который определяет его маркировку. Инструмент малых размеров (до двух миллиметров) не маркируется. Буква «Р» — самая первая буква, означает, что при изготовлении сверла применялась быстрорежущая сталь.

Наличие легирующих элементов (титана, кобальта, вольфрама) будет обозначено соответствующим буквенно-цифровым кодом, принятым согласно ГОСТ для маркировки.

Все технические данные о сверле можно прочесть на его хвостовике:
- Какой диаметр;
- Узнать о твердости стали;
- Какие в сплаве легирующие элементы;
- Понять технологию, производителя.
Как упоминалось, на сверлах маленького диаметра маркировка отсутствует!

Наиболее дорогой, прочный инструмент – из кобальда. Также больше всего ценятся сверла с маркировкой СССР.

Как заточить сверло
Сверла также подбираются по углу заточки. Это – расстояние между режущими кромками. Угол заточки зависит от того материала, с которым работают, его характеристик.

Например, для стали – до 140 градусов, для нержавеющих металлов – до 120-ти.

Инструмент также затачивается самостоятельно при наличии соответствующего оборудования, знаний, опыта. Стоит отметить, что напильником правильно не заточить сверло!

Хорошо заточенный инструмент позволяет легко делать отверстия, не прилагая значительных усилий.

Производители
Каждая хорошо известная торговая марка предлагает надежный инструмент определенного качества, которому можно доверять. Среди всех фирм производителей можно выделить следующие:
- Качество по разумной цене от фирмы Ruko;
- Лучшие сверла от известного бренда Bosch;
- Сверла с титановым сплавом повышенной мощности торговой марки Haisser;
- Приемлемая цена, отличное качество от российского бренда Зубр.

Покупая сверла, нужно думать о том, как долго они будут использоваться, с каким материалом придется работать. Китайские подделки — однозначно не лучший выбор. Но и дорогой набор, который будет пылиться на полке гаража – также.

Опираясь на целесообразность, нужды, финансовые возможности, можно всегда подобрать хороший инструмент, который прослужит долгие годы!

Фото сверл по металлу



































Также рекомендуем посетить:
Инструменты из раздела:
Конусное сверло по металлу: особенности выбора, заточка
Сегодня на нашем рынке появился большой ассортимент сверл, предназначенных для разнообразных целей. Из них особое внимание привлекает конусное сверло по металлу. Появившись в 70-е годы прошлого века, оно стало незаменимо при монтажных или иных работах. Его отличают универсальность, долговечность, простота в применении, благодаря которым оно приобретает широкую популярность.
Характеристика инструмента
Название этого виды сверла произошло от его необычной конусообразной формы, такая конструкция позволяет выполнять совершенно гладкие и круглые отверстия без заусенцев. В обычных изделиях хвостовик может иметь форму:
- конуса Морзе, больше популярного за рубежом;
- инструментального, такой обычно используется на станках;
- метрического с пропорцией между хвостовиком и рабочей зоной, равной 1:20;
- удлиненного, с диаметрами от 6 до 30 мм.
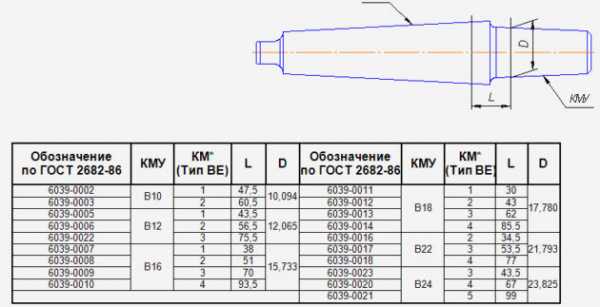
Конус Морзе
Конусные сверла, как и обычные, имеют направляющую и режущую части, шейку, хвостовик. Уникальная особенность их конструкции состоит в остром наконечнике, исключающем необходимость центрирования при сверлении. Их преимущества заключаются:
Таблица конусных сверл
- в выполнении одним-единственным элементом отверстий разного диаметра;
- высокой прочности режущей кромки, обеспечивающей достаточный рабочий ресурс; большой скорости сверления;
- отсутствии необходимости в предварительном центрировании материала;
- возможности получения отверстий в любом виде материала, начиная с гипсокартона, и заканчивая листовым металлом;
- идеально ровных срезах даже на тонколистовом металле.
Преимущества ступенчатой формы
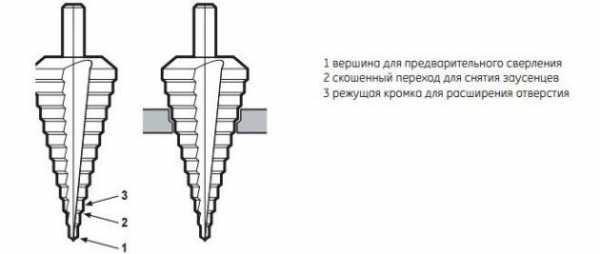
Разновидностью конусного сверла является ступенчатое. Его конструкция отличается тем, что расширение диаметра конуса происходит в виде ступени. На каждой из них обозначен диаметр, что облегчает работу, освобождая от постоянных замеров. На кромке обозначено ограничение по толщине обрабатываемого материала. Если металл имеет большую толщину, его можно обработать с обеих сторон. Ступенчатое сверло отличается массой привлекательных характеристик:
Ступенчатое сверло по металлу (конусное)
- оно позволяет точно вырезать отверстие определенного диаметра;
- вырезанное отверстие не требует дополнительной шлифовки;
- при помощи одного приспособления можно вырезать значительный диапазон диаметров — от 4 до 40 мм, что дает экономию средств и времени;
- ступенчатое сверло превосходно справляется с металлическим листом, толщина которого менее 1 мм;
- с его помощью шлифуются края отверстия, выполненного обычным инструментом;
- одним и тем же элементом можно выполнить фаску изделия;
- ступенчатое приспособление можно применять как при работе на станке, так и в ручном инструменте, предварительно предусмотрев прочное закрепление.
Иногда в качестве недостатка приводят необходимость применения дрели с малой скоростью вращения или чрезмерную чувствительность к перекосам в процессе работы. Перекосов не будет при внимательном отношении к работе с коническим приспособлением и соблюдении инструкции.
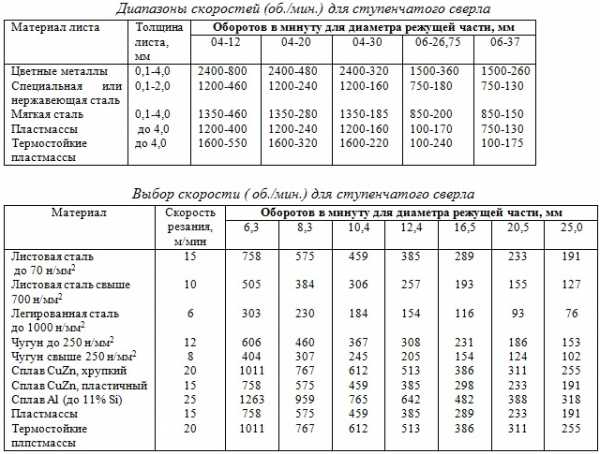
Диапазон и выбор скорости для ступенчатого сверла
Области применения
Преимущества ступенчатого сверла позволяют пользоваться им для сверления отверстий различных диаметров в изделиях из алюминия, стали, цветных металлов достаточной толщины. Оно с успехом применяется во многих сферах хозяйственной жизни:
Область применения ступенчатого сверла
- ландшафтном или промышленном дизайне;
- ремонтных работах разного рода;
- на строительных участках;
- установке сантехнического или отопительного оборудования;
- промышленном производстве, домашней мастерской.
Конусное приспособление успешно используется в исправлении неровностей или шлифовке рваных краев, которые дает применение обычных инструментов. Особенно удобно оно для вырезания ровных отверстий в фанере, стеклотекстолите, других видах пластических материалов.
Конструкция и виды
Приспособление состоит из:
- собственно рабочей части, имеющей конусную форму;
- хвостовика, с помощью которого инструмент крепится к дрели;
- острого наконечника, способного справиться с самым плотным металлом.
Режущая кромка ступенчатого сверла бывает прямого или спирального типа. Каждый из них имеет свои плюсы. Прямая кромка легче и быстрее затачивается, а спиральная способствует более мягкому и плавному сверлению, обеспечивая плавность хода. При использовании спиральной кромки особенно повышается эффективность обработки тонколистового металла. Есть разновидности инструмента, предназначенные для разных материалов — дерева или пластика. Но все ступенчатые сверла устроены одинаково.
Хвостовики бывают круглые или шестигранные, которые считаются более надежными в использовании. Инструмент изготовлен из высококачественной нержавеющей стали, а прочное покрытие из азотистого титана или алмазной крошки увеличивает срок его работы, снижает необходимость частой заточки. При этом нужно помнить, что требуется соблюдение правил эксплуатации и величины допустимой нагрузки.

Хвостовики ступенчатого сверла бывают двух видов — шестигранные и круглые
Рекомендации при выборе товара
Конусные сверла имеют высокую стоимость, поэтому при их выборе необходимо изучить все характеристики. Согласно государственным стандартам, качественные изделия изготавливают из легированной стали высокой прочности в диапазоне следующих параметров:
- с диаметрами от 5 до 80 мм;
- длина рабочего конуса – от 58 до 85 мм;
- диаметр хвостовой части – от 6 до 12 мм.
Цвет металла, как показатель его прочности
Важной характеристикой товара является цвет материала, из которого он изготовлен.

По цвету ступенчатого сверла понимают его качество
Серый со стальным отливом цвет конусного сверла предупреждает о том, что сталь не подвергалась закаливанию. Следовательно, товар не отличается высоким качеством и долго не прослужит.
Обработка горячим паром делает сталь более прочной, изделия из такой стали имеют значительный рабочий ресурс и выделяются черным цветом.
Конусные изделия золотистого цвета изготовлены из более качественного металла, в котором устранены остаточные напряжения. Они более долговечны и комфортны в работе.
Высокую износостойкость имеют элементы более яркого золотистого цвета. Они покрыты титановым или алмазным напылением, значительно увеличивающим срок их эксплуатации. Длительный рабочий ресурс объясняет высокую стоимость изделий.
Параметры качества
В зависимости от состава, существует более четырех десятков сплавов железа. Обычно конические сверла производят из прочной быстрорежущей стали, которая обозначена первой буквой маркировки.
Маркировка. Самыми качественными из предлагаемых вариантов считаются конусные приспособления, изготовленные из стали с маркировкой HSS. Они предназначены для высокоскоростной обработки любого типа металла без деформации от перегрева. Но надо учитывать, что на рынке встречается множество китайских подделок с такой же маркировкой, поэтому предпочтительнее ориентироваться по цене.

Размер. Выбирая товар, надо определиться с тем, какие именно отверстия придется сверлить. Чем больше их диапазон, тем стоимость выше. Например, цена на ступенчатые сверла для формирования диаметров от 4 до 20 мм почти в два раза ниже изделий такого же качества, но для отверстий от 4 до 30 мм.
Размеры ступенчатых сверл
Торговая марка. Более высокие цены демонстрирует продукция известных торговых марок. Наибольшим спросом пользуются ступенчатые сверла фирмы TOP GRAFT. Хотя они заметно дороже, но отличаются более высоким качеством. Отличной репутацией пользуются конусные сверла фирмы Bosch – их качество оправдывает цену.

Конусные сверла фирмы Bosch
Возможность заточки. Следующим параметром выбора является возможность заточки. Изделия, которые можно затачивать, имеют больший срок эксплуатации, хотя конусные сверла, не имеющие подобной характеристики, прослужат больше времени без затачивания. Их долговечность определяет и высокую стоимость.

Покрытие. На стоимость изделия влияет и наличие титанового покрытия. Напыление обеспечивает повышение прочности в разы, но увеличивает стоимость товара, как минимум, на треть.

Уход за инструментом
Сегодня промышленность выпускает разные виды ступенчатых сверл, что дает возможность выбирать приспособления для определенных видов работ:
- для обработки материалов, обладающих высокой степенью твердости;
- сверления изделий из разнообразных сплавов;
- для работ с деревом, пластиком, фанерой.

Уход за ступенчатым сверлом
Ступенчатые сверла требуют правильного ухода. После использования инструмент нужно смазать специальным составом. Если его нет, можно использовать машинное масло либо жидкое мыло. Регулярная смазка увеличит срок их эксплуатации.
Заточка инструмента требует некоторых навыков, которым можно обучиться, следуя рекомендациям специалистов. Чтобы заточить ступенчатую деталь, нужно с помощью алмазного бруска восстановить направляющие канавки, имеющие прямую форму. Спиральные канавки нужно обтачивать заточным станком. Чем выше качество сверла, тем легче восстановить его параметры. Конусный инструмент лучше точить на станке при помощи абразивного круга с наждачной бумагой.
Выбор конусного сверла обеспечит удобство, легкость в работе и доставит удовольствие качественным результатом.
Видео по теме: Как заточить ступенчатое сверло
promzn.ru
Виды сверл и назначение – составляем набор инструментов + Видео
Современные дрели и сверла позволяют проделать отверстия нужного диаметра практически в любом металле или менее прочном материале. Виды сверл на полках магазина пестрят не только разной маркировкой, но и разным качеством. Давайте разберемся, как не прогадать с покупкой сверла.
1 Виды сверл и их назначение – покоряем металл!
Классификация сверл достаточно сложна и учитывает много факторов: предназначение, исполнение, форма. Если разделить их на две первоначальные группы, мы получим сверлильный инструмент по металлу и сверла по дереву или другим мягким материалам. Виды сверл по металлу отличаются наличием двух продольных канавок, которые отводят стружку в сторону, а также особым углом заточки. Впрочем, корончатые и конусные сверла по металлу выпадают из этого ряда.
Рекомендуем ознакомиться
Корончатые изделия используются для высверливания больших отверстий и работе с многослойными материалами, при этом они не особо зависят от мощности инструмента – строение инструмента позволяет работать даже с обычными дрелями, поскольку силы резания относительно небольшие. При выборе корончатых изделий следует обратить внимание на хвостовик – он должен быть мощным и прочным, чтобы исключить проскальзывание в патроне. Вибрации, перегрев – эти два фактора влияют на износ инструмента, избавившись от них, вы значительно продлите ему жизнь.
Конусные сверла свое название подтверждают формой – она позволяет сверлить отверстия произвольных диаметров, в зависимости от нужд мастера. Оператору необходимо лишь наметить диаметр окружности и точно определить центр сверления. Конусные изделия с ровными стенками требуют постоянного контроля над процессом сверления, тогда как ступенчатые облегчают труд там, где нужно высверливать отверстия определенного диаметра, которому соответствует та или иная ступень.
2 Сверла по дереву – набор для всех нужд
Обычные спиральные сверла с одной канавкой для отвода стружки предназначены для работ по дереву. Изделия представлены в очень внушительном диапазоне диаметров – от 3 мм до 50 с лишним! Если же и этот диаметр оказался недостаточным, вам на выручку придут кольцевые изделия, также их еще называют коронками – не путать с корончатыми сверлами по металлу! Кольцевые выглядят, как кольца с зубьями, с центровочным сверлом.
Недостаток таких изделий в том, что особо глубоких отверстий такими не проделать – обычные инструменты способны осилить глубину до 20 мм, профессиональные – почти 70 мм. Эти же сверла используют и при работах с другими мягкими материалами, например, пластиком. Чем тоньше инструмент, тем они должны быть короче – законы физики не отменить, тонкое и длинное сверло сломается даже при небольшом нажатии. Более толстые изделия могут достигать в длину больше полуметра – это как раз на тот случай, когда нужно проделать очень глубокое отверстие.
Учтите, что сверла для глубокого сверления будут весить немалые 2 и даже 3 килограмма. Обычной бытовой дрели даже кратковременные работы покажутся серьезным испытанием, впрочем, не факт, что такая дрель сможет провернуть инструмент даже на холостом ходу. Перьевые сверла по дереву представляют собой компромиссный вариант между длиной и весом. Сверление происходит за счет утолщения стержня в форме пера. Длина стержня при этом особо не ограничивается. За это достоинство приходится терпеть недостаток – отсутствие отвода стружки.

Для образования глухих отверстий (просверленных не до конца) идеально подходят сверла Форстнера. Они позволяют сделать отверстие с идеально ровным донышком. Диаметр полученных отверстий может достигать 50 мм, а длина изделий обычно колеблется в рамках 10-15 см, хотя существуют и специальные удлинители.
Для всех сверлильных изделий существуют одинаковые законы правильного использования – чем больше диаметр, тем меньшее количество оборотов следует выставить на дрели, чем тверже материал, тем меньше оборотов, чем длиннее сверло, тем меньше на него следует нажимать.
3 Маркировка сверл : расшифровываем обозначения
На маркировку сверл по металлу и дереву влияет, прежде всего, их диаметр. Тонкие изделия выпускаются без какой-либо маркировки вообще – диаметр и марка стали обозначается на инструментах от 3 мм и выше. Чем толще сверло, тем больше на нем должно быть указано информации: класс точности, производитель…
Буквы и цифры, которые нанесены на изделие, расшифровать несложно. Традиционно маркировка изделий, произведенных отечественными заводами, начинается с буквы Р – так обозначают быстрорежущую сталь. Цифра, которая идет следом, указывает на процентное содержание вольфрама. Последующие обозначения указывают массовые доли других элементов. Кобальт обозначается буквой К, молибден – буквой М. Чем больше таких элементов в составе, тем лучше изделие выдерживает температурные и механические нагрузки.
Традиционно процентное значение углерода и хрома не маркируют, поскольку в первом случае содержание элемента всегда пропорционально содержанию ванадия, а во втором случае процент всегда один и тот же – 4 %. Если ванадия в составе стали больше 3 %, то на сверле появится буквы Ф и цифра с указанием количества.
Для импортных изделий применяется совсем иная маркировка – DIN и HSS. Сверла DIN представляют собой многоцелевые инструменты, которые подходят как для обычных работ, так и для глубокого сверления. Лучше всего они работают с металлами, которые образовывают среднюю и длинную стружку. Изделия могут иметь разное покрытие, которое легко распознать по цветам.
HSS-сверла различают по буквам, которые идут после аббревиатуры. Так, буква G свидетельствует о том, что перед вами инструмент, который легко справится с углеродистыми и легированными сталями, чугуном, алюминиевым и медным сплавами. E – это сверла, которые, помимо легированной и углеродистой стали, просверлят кислостойкий и нержавеющий металл.

Для титанового сплава, который известен своей прочностью, подойдет HSS-G TiN и HSS-G TiAlN. Само собой, все вышеперечисленные металлы также им по зубам. Выбирайте инструменты от проверенных производителей – хорошие сверла изготавливают в Германии, Франции, странах Прибалтики, да и среди отечественных производителей найдется немало достойных. Изделия из Китая традиционно проигрывают по качеству, хотя и более доступны.
4 О чем расскажет цвет металла – выбираем набор!
Цвет изделия может очень многое рассказать о его возможностях, неважно, какое именно сверло перед нами – по дереву или по более твердым материям. Например, серый цвет присущ самым простым сверлам без какой-либо обработки – такой цвет имеет сама сталь. Черный цвет поверхности изделия указывает на то, что сверло при финишной обработке подвергалось влиянию перегретым паром. Такие инструменты имеют более долгий срок эксплуатации.

Желтый оттенок свидетельствует о процедуре отпуска металла. Такая процедура снимает внутреннее напряжение закаленого металла, который приобретает излишнюю хрупкость. Таким образом, производители пытаются достичь золотой середины – каленые изделия обладают высокой крепостью, но в то же время достаточно хрупки. А вот если уменьшить внутреннее напряжение путем медленного и длительного прогревания металла, инструмент станет несколько мягче, однако сохранит высокую степень крепости.

Яркий золотистый цвет обозначает лучшие изделия, которые справятся с самыми сложными работами. Золотым сверло делает слой нитрида титана, который существенно уменьшает трение и увеличивает прочность. Конечно, стоят такие инструменты недешево.
tutmet.ru
Школа инструмента » Как выбрать сверла по металлу
Для сверления металлов используют винтовые или, как их чаще называют, спиральные сверла. Будучи практически одинаковыми по конструкции, эти инструменты могут различаться по материалу, виду дополнительной обработки, особенностям заточки. Существует много разновидностей сверл, оптимизированных для разных металлов, глубины сверления и других условий работы.
Из чего изготавливают сверла
Для изготовления сверл по металлу применяется быстрорежущая сталь. Это группа высоколегированных сплавов, в состав которых, кроме железа и углерода, входит вольфрам, молибден, кобальт, ванадий и другие элементы.
Быстрорежущая сталь отличается от обычной инструментальной тем, что сверло из нее сохраняет работоспособность при нагреве. Инструментальная сталь при нормальной температуре не уступает по твердости быстрорежущей, но при нагреве свыше 200оС происходит отпуск и она становится мягкой. Быстрорежущая сталь сохраняет твердость до 500—600оС, а некоторые марки – до 1000оС.
Вольфрам – основной компонент, повышающий “красностойкость стали” (способность сохранять твердость при нагреве). Однако из-за ограниченных запасов вольфрама пришлось отказываться от стали с его высоким содержанием и переходить на молибденовые сплавы. При содержании вольфрама в пределах 6% требуемые качества сверл обеспечиваются добавкой молибдена, кобальта и других элементов. Инструменты из стали Р18 уже не производятся, и даже Р9 встречается нечасто.
В зарубежной классификации быстрорежущие сплавы обозначаются аббревиатурой HSS (High Speed Steel). Их существует несколько разновидностей, и некоторые из них аналогичны сплавам, указанным в ГОСТе. Марки быстрорежущих сталей обозначаются буквой «М» с последующей цифрой. Сравним несколько наиболее часто используемых марок.
М1
Сталь с низким содержанием вольфрама и увеличенным – молибдена (1.5 и 8 % соответственно). Не отличается высокой стойкостью, используется для изготовления сверл общего назначения.
М2
Сплав содержит 6% вольфрама и 5% молибдена, что придает сверлам из него высокую твердость. Российский аналог – Р6М5. Сверла из этой стали обладают хорошей износостойкостью и красностойкостью.
М7
Сверла из этой стали применяются для глубокого сверления и работы с высокими усилиями. В ее составе уменьшено содержание вольфрама (1,75 %), но увеличено количество молибдена (8,75 %) и ванадия (2 %). Российский аналог – Р2М9.
М35
Российский аналог этого сплава – Р6М5К5. Эта сталь отличается от М2 (Р6М5) более высокой «красностойкостью» за счет добавки 5 % кобальта. В сплав также добавлены: кремний, магний и никель. Сверла из стали М35 выдерживают сильный нагрев и обеспечивают высокую производительность.
М42
Этот сплав имеет в составе немного вольфрама, но высокое содержание молибдена и кобальта. Сверла из него отличаются высокой красностойкостью и отлично держат заточку. Хорошо работают при высокой скорости резания и по вязким материалам. Российский аналог – сталь Р2М10К8.
Особенности сверл и их маркировка
В зарубежной системе маркировки сверл отражаются некоторые особенности их изготовления и важнейшие компоненты стали.
HSS-R
Сверла этого вида изготавливаются винтовой прокаткой. Для них используется относительно мягкая, деформируемая сталь. После прокатки инструмент закаляется. В маркировке буква «R» может отсутствовать.
HSS-G
Сверла изготавливаются шлифовкой CBN (кубическим нитридом бора). Это самый распространенный вид инструментов для широкого круга задач. Сверла имеют высокую износостойкость и минимальное радиальное биение.
HSS-PM
Сверла, изготовленные по технологии порошковой металлургии. Применяются для обработки твердых металлов.
HSS-E (HSS-Co)
Сверла из сплавов с высоким содержанием кобальта. К маркировке может добавляться цифра, обозначающая округленное до целых содержание кобальта в процентах. Например, HSS-Co5 или HSS-Co8, что соответствует сплавам М35 или М42.
HSS-TiN или HSS-TiAN
Сверла, покрытые нитридом титана. Буква «A» во втором варианте означает легирование алюминием. Покрытие нитридом титана придает инструменту золотистый цвет и в несколько раз повышает его износостойкость.
HSS-E-VAP
Сверла этой группы покрыты пленкой окислов, которая создается парооксидированием – обработкой перегретым паром в специальной среде. Покрытие имеет черный цвет, снижает налипание стружки на режущие кромки, повышает смачиваемость поверхности охлаждающей жидкостью. Сверла HSS-E-VAP эффективны для сверления нержавеющей стали и других вязких сплавов.
Твердость сверл из быстрорежущих сталей по ГОСТ 2034-80 должна быть в пределах 63—66 HRC.
Режущая часть
Резание при сверлении осуществляется двумя кромками, которые образованы пересечением передних поверхностей винтовых канавок и конической головки сверла. Строго говоря, режущая часть не совсем коническая: задняя поверхность лезвия понижается, под небольшим углом отходя от теоретического конуса.
Главный параметр заточки – угол при вершине. Для большинства применений он составляет около 118о. Для чугуна или твердой бронзы его можно уменьшить до 116о. Для латуни, мягкой бронзы, алюминия применяют углы 120о, 130о, 140о.
Для сверления мягкого листового металла применяют специальную заточку с криволинейными режущими кромками, выступающим заостренным центром и чуть выступающими краевыми резцами. В начале сверления сверло сразу четко центрируется, затем очерчивается контур, и после этого начинается выемка металла по всей площади отверстия. В результате исключается биение на входе и закусывание краев на выходе.
Для сверления стального и чугунного литься применяются сверла с двойной заточкой. Кроме угла при вершине 116 – 118о, кромки стачиваются на периферии, на ширину 0,2 диаметра, под углом 70 – 75о. Существуют и другие формы заточки для конкретных применений.
Точность сверления
Факторы, влияющие на точность сверления, делятся на две группы: зависящие от оборудования и зависящие от инструмента. Сверла делятся на три класса точности: А1, В1 и В. Класс точности определяется предельно допустимыми величинами:
- несимметричностью сердцевины и поводка сверла;
- радиальным биением;
- допуском прямолинейности режущих кромок.
Класс точности должен соответствовать требуемому квалитету точности отверстий и возможностям оборудования. Сверла класса А1 применяются для отверстий от 10 до 13 квалитетов точности. Сверла классов В1 и В – до 14 и до 15-го квалитета точности соответственно.
Виды хвостовиков
Хвостовая часть сверла, предназначенная для крепления в станке или ручном инструменте, может иметь разные формы.
- Цилиндрический хвостовик. Это самая распространенная форма хвостовика, пригодная для фиксации в патроне дрели, сверлильного или токарного станка.
- Конический (конус Морзе). Сверла с коническим хвостовиком применяются на промышленном оборудовании. Для них требуется соответствующий конус на шпинделе. Отличаются надежной фиксацией, точной центровкой и быстротой замены инструмента.
- Шестиугольный. Такой хвостовик пригоден для установки в трехкулачковый патрон и отличается уверенной передачей высокого крутящего момента. Исключает проскальзывание сверла в патроне. Кроме того, шестиугольная форма удобна для установки сверла в адаптер шуруповерта. При этом сверло не нужно зажимать, но не обеспечивается его точное положение при работе.
Популярные наборы и сверла специальной формы
Наиболее часто используемые сверла – диаметром от 2 до 10 мм. Они используются в металлообрабатывающих мастерских, на станциях СТО, в домашнем хозяйстве. На популярность этих диаметров указывает и то, что большинство легкого сверлильного оборудования имеет патроны, приспособленные под этот диапазон размеров.
Для общего применения подходит набор сверл с шагом диаметра 0,5 мм. В большинстве случаев такой набор перекроет основные потребности сверления. Для конкретного применения можно подбирать диаметры с шагом 0,1 мм. Более точные размеры отверстий достигаются дополнительной обработкой.
Есть особые случаи, для которых удобно использовать специальные сверла:
- ступенчатое сверло для листовых материалов;
- кольцевое сверло или центробор для неглубокого сквозного сверления отверстий большого диаметра;
- комбинированное сверло-метчик, которым можно за один проход просверлить отверстие и нарезать в нем резьбу.
Правильный выбор инструмента в соответствии с предстоящим применением существенно упростит работу и поможет достичь должного качества.
uni-tool.ru
Виды свёрл по металлу
Какие же бывают виды сверл?
Данная статья наиболее кратко описывает все виды металлорежущих свёрл.
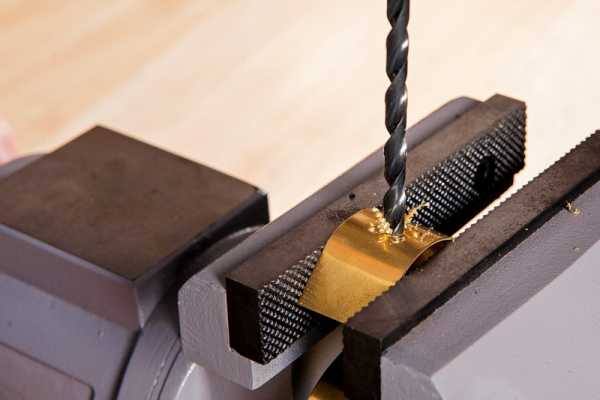
Сверло – металлорежущий инструмент, насчитывающий 5 режущих кромок (2 ленточки, перемычка, 2 режущих кромки), используемый для сверления и рассверливания отверстий в заготовках из металла.
Главное движение резания при сверлении это вращение с определенной скоростью сверла относительно его оси, вспомогательное движение резания это подача сверла в осевом направлении.
рис. 1 – сверление отверстия в металле
Как же правильно подобрать сверло?
Для правильного подбора сверла под определенную операцию, нужно учитывать следующие факторы:
1. Модель станка.
2. Состояние станка и вспомогательной оснастки (жесткость системы СПИД, мощность, крутящий момент, максимальные обороты и подача, биение максимальное, подвод СОЖ).
3. Партийность заготовок (единичная, серийная, массовая).
4. Материал заготовки (сталь, нержавейка, титан, пластмасса, цветной сплав и т.д.).
5. Метод получения заготовки (отливка, прокат, штамповка, вырезка)
6. Точность получаемого отверстия (допуск, шероховатость, прямолинейность, округлость и т.д.).
7. Глубина обрабатываемого отверстия.
8. Технические требования к заготовке (термообработка, покрытие, упрочнение поверхностного слоя и т.д.).
9. Конструкцию и технологичность детали (тонкостенная, пересекающиеся отверстия, поверхности входа и выхода сверла из отверстия и т.д.).
Виды свёрл
1) цельные (монолитные) сверла
рис. 2 – цельнотвердосплавные сверла
Данный тип сверл в основном изготавливают из быстрорежущих сталей, а также из твердого сплава. Сверла из монолитного твердого сплава характеризуются высокой точностью изготовления, минимальным биением и возможностью получать отверстия 8,9 класса точности, с шероховатостью до 1,6 Ra (6-й класс чистоты) мкм, без дополнительной операции зенкерования и развёртывания отверстий.
Также существуют современные сверла, получаемые за счет метода порошковой металлургии из быстрорежущей стали с добавлением легирующих элементов (кобальта, молибдена), данные сверла имеют высокую износоустойчивость, точность и значительно лучше твердосплавных сверл работают на изгиб.
Конструкция сверл может быть как с внутренним подводом СОЖ в зону резания, так и с наружным. Данные сверла допускают переточку, а также имеют различные износостойкие покрытия CVD или PVD методом. Имеют различную длину хвостовика, длину режущей части. Монолитные сверла изготавливают с цилиндрическим хвостовиком, а также с хвостовиком с лыской (тип WELDON) для предотвращения проворота сверла в цанговом патроне. Монолитные сверла имеют высокую жесткость и способны работать с большими подачами без ущерба качеству и стойкости сверла.
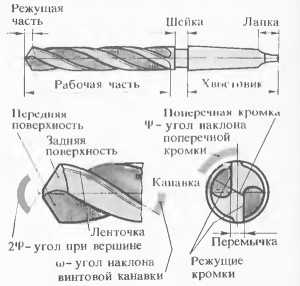
Основные конструктивные элементы спирального сверла

рис. 3 – элементы конструкции сверла
- Двойной угол в плане или угол при вершине сверла
- Диаметр режущей части сверла
- Общая длина сверла
- Длина стружечной канавки сверла
- Длина хвостовика сверла
- Длина режущей части сверла или максимальная глубина сверления
- Поперечная кромка
- Диаметр хвостовика
Примечание: режущая часть сверла имеет небольшой обратный конус для исключения возможности заклинивания стружки и повторного резания стружки.
Монолитные спиральные сверла имеют различные хвостовики

рис. 4 – виды хвостовиков сверл
Сверла различают по глубине резания:
- Короткие сверла (короткой серии) до 5D
- Сверла средней длины (средней серии) до 10D
- Сверла длинные (длинной серии) до 15D
- Сверла удлиненные (удлиненной серии) до 30D
Ссылка на видео http://www.youtube.com/watch?v=PjqJmT-pcGQ&feature=youtu.be
2) сверла с напаянными пластинами
рис. 5 – сверло с напайной твердосплавной пластиной
Сверла с напайной пластиной обеспечивают повышенную износостойкость при обработке труднообрабатываемых материалов, а также экономическую целесообразность применения для обработки отверстий большого диаметра, так как их стоимость значительно ниже твердосплавных или сверл с СМП.
Информацию о конических хвостовиках инструмента вы можете почитать здесь:
http://ru.wikipedia.org/wiki/Конус_инструментальный
3) сверла со сменными пластинами
рис. 6 – свёрла с СМП (модульные, перовые)
Сверла с СМП применяют для обработки отверстий в деталях массового и серийного производства, они характеризуются быстрой сменой пластины, что значительно облегчает труд оператору-наладчику станка, за счёт того, что сверло не нужно перетачивать и заново привязывать. Также их используют для обработки глухих отверстий с плоским дном, отверстий с невысокими требованиями по точности.
Виды сверл со сменными пластинами:
а) с несколькими твердосплавными пластинами (периферийной и центральной) – рис. 7
рис. 7 – сверла с СМП
Свёрла со сменными многогранными пластинами применяют для обработки отверстий среднего и большого диаметра небольшой глубины. Также они подходят для плунжерной обработки и некоторых токарных работ (но не все виды сверл): подрезка торца, растачивание отверстий, обтачивание наружной поверхности. Сверла считаются не очень производительными за счет невозможности использовать большую подачу на зуб при сверлении, из-за недостаточной жесткости сверла. Способны обрабатывать неглубокие отверстия глубиной до 5D сверла.
б) с одной пластиной (перовые сверла) – рис. 8
рис. 8 – сверла перовые со сменной пластиной из твердого сплава или HSS
Данный тип сверл является современным аналогом спиральных цельных сверл, они имеют преимущества над спиральными:
1. Один корпус сверла для различных диаметров сверления.
2. Не требует переточки сверла (экономия времени машинного, ресурсов человеческих, расходных материалов для заточного станка и электроэнергии и зарплаты заточника).
3. Большой выбор сплавов, геометрий и износостойких покрытий под различные материалы.
4. Имеют различные типы хвостовиков (WELDON или Конус МОРЗЕ), возможно, закреплять на различных станках.
Данные сверла способны сверлить отверстия глубиной до 32D сверла, но при этом необходимо:
- просверлить пилотное отверстие глубиной до 1-2D сверла такого же диаметра.
- угол при вершине центровочного сверла должен быть равен или чуть больше, чем длинного сверла.
- засверливание производить на пониженной подаче и оборотах для наименьшего увода сверла.
- должно осуществляться увеличенное давление СОЖ через инструмент, для наилучшей эвакуации стружки из зоны резания, в противном случае необходимо производить сверление с отскоком.
Применять твёрдый сплав при глубинах больше 7 диаметров не рекомендуется. Дело в том, что при больших глубинах сверления неизбежно возникают повышенные нагрузки на режущую кромку и вибрации. Твёрдый сплав в силу своей большей хрупкости по сравнению с HSS может не выдержать этих нагрузок и есть риск выкрашивания пластины или её поломки.
в) модульные сверла со сменной пластиной из твердого сплава или HSS
рис. 9 – модульное сверло со сменной головкой из твердого сплава
Модульные свёрла имеют сменную твердосплавную головку, которая по мере износа меняется, также имеют хороший подвод СОЖ через инструмент прямо в зону резания и специальные канавки для эвакуации стружки из зоны резания и отвода тепла от инструмента и заготовки. По своей конфигурации данные сверла можно сравнить с цельными сверлами, они способны обрабатывать отверстия по 9-10 классу точности и с хорошей шероховатостью поверхности (Ra 3,2-6,3 мкм). Сверла работают практически с теми же подачами на зуб, что и монолитные сверла, отличаются высокой производительностью, а также не требуют переточки, что значительно сокращает время на смену инструмента. Данные сверла не способны засверливаться в наклонные поверхности и неровные.
Максимальная глубина обработки данными сверлам до 8D сверла.
4) Сверла для глубокого сверления
Глубокая обработка отверстий до 100D может вестись несколькими инструментам:
а) Эжекторное сверло
Ссылка на видео: http://www.youtube.com/watch?v=Elen711kPwM&feature=youtu.be
Этот вид сверления наиболее предпочтителен при сверлении отверстий на станках с горизонтальной компоновкой шпинделя (токарные станки и обрабатывающие центры).
Эжекторное сверло состоит:
- режущей головки
- наружная штанга
- внутренняя штанга
- патрон
- цанга
- уплотнительная втулка
рис. 10 – эжекторная система сверления
Эжекторное сверление является наиболее современной технологией обработки глубоких отверстий.
Стружка отводится через отверстие штанги и поэтому на сверле нет стружечных канавок, что позволяет, увеличит жесткость инструмента.
Эжекторное сверление рекомендуется применять:
- при обработке материалов, имеющих хорошую обрабатываемость резанием
- станки с горизонтальной компоновкой шпинделя (токарные)
- для крупносерийного и массового производства
Точность отверстия при эжекторном сверлении достигает 9-10 класса и чистота обработанной поверхности 2-3 Ra мкм.
б) Пушечное сверло
Ссылка на видео: http://www.youtube.com/watch?v=t597JqeN_T8&feature=youtu.be
Сверление пушечными сверлами является устаревшим методом обработки глубоких отверстий. Стружка удаляется через V-образную канавку на сверле, поэтому площадь поперечного сечения сверла уменьшается и это влияет на жесткость инструмента.
рис. 11 – сверление пушечным сверлом
Точность отверстия при сверлении пушечными сверлами достигает 9 класса и чистота обработанной поверхности 0,1-3,2 Ra мкм.
Сверление пушечными сверлами рекомендуется применять:
- Обработка отверстий небольшого диаметра
- При возникновении сложности образовании стружки
- Обрабатывающие центры с высокой подачей СОЖ
- Токарные станки с ЧПУ с высокой подачей СОЖ
Другие виды сверл согласно российскому стандарту
рис. 12 – Сверла спиральные из быстрорежущей стали с цилиндрическим хвостовиком по ГОСТ:
4010-77 – короткая серия
10902-77 – средняя серия
886-77 – длинная серия
12122-77 – длинная серия с коротким хвостовиком
8034-76 – малоразмерная серия

рис. 13 – Сверла спиральные из быстрорежущей стали с конусом МОРЗЕ по ГОСТ:
10903-77 – нормальная серия
2092-77 – удлиненная серия
12121-77 – длинная серия
Сверла спиральные из быстрорежущей стали для труднообрабатываемых материалов по ГОСТ:
20697-75 – с коническим хвостовиком средняя серия
20696-75 – с коническим хвостовиком короткая серия
20695-75 – с цилиндрическим хвостовиком средняя серия
Сверла спиральные из быстрорежущей стали для обработки легких сплавов по ГОСТ:
19543-74 – с цилиндрическим хвостовиком средняя серия
19544-74 – с цилиндрическим хвостовиком длинная серия
19545-74 – с цилиндрическим хвостовиком левые сверла
19546-74 – с коническим хвостовиком
19547-74 – с коническим хвостовиком удлиненные

рис. 14 – Сверла шнековые по ТУ:
2-035-948-84 – с цилиндрическим хвостовиком
2-035-426-75 – с коническим хвостовиком
рис. 15 – Сверла спиральные конические с конусностью 1:50 по ГОСТ:
18201-72 – с цилиндрическим хвостовиком
18202-72 – с коническим хвостовиком
рис. 16 – Сверла сборные перовые:
ГОСТ 25524-82 – с цилиндрическим хвостовиком
ТУ 2-035-741-81 – с коническим хвостовиком

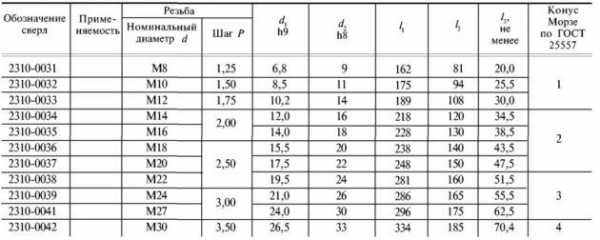
рис. 17 – Сверла центровочные комбинированные по ГОСТ 14952-75
рис. 18 – Сверла кольцевые со вставными ножами из быстрорежущей стали по ТУ 2-035-524-76
Сверла твердосплавные по ГОСТ:
22735-77 – спиральные с цилиндрическим хвостовиком
17273-71 – спиральные укороченные
17274-71 – спиральные короткие
17275-71 – спиральные средняя серия
20694-75 – спиральные для труднообрабатываемых материалов короткая серия с цил. хв.
22736-77 – спиральные для труднообрабатываемых материалов с коническим хвостовиком
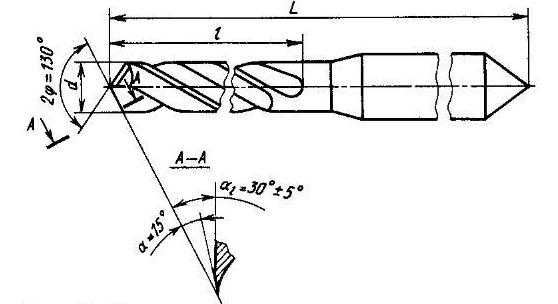
рис. 19 – Спиральные для сверления отверстий в печатных платах по ГОСТ:
22093-76 – короткая серия
22094-76 – длинная серия
Спиральные для обработки термореактивных пластмасс по ГОСТ:
21418-75 – с цилиндрическим хвостовиком
21419-75 – с коническим хвостовиком
21420-75 – перовые с цилиндрическим хвостовиком
www.dominik-chel.ru
Немного о сверлах – виды, классификация, принцип работы
В любом строительстве процесс сверления неотъемлемая часть подготовительных работ. Практически в любом материале нужно просверлить, пробурить отверстие. Именно для этого и нужны специальные сверла. Как правило, они имеют форму спирали, различие составляет лишь наконечник сверла. Острыми могут быть не только кромки канавки, но и сам желобок для отвода стружки. Таким образом автоматически очищается отверстие от остатков сверления.

Сверло по дереву
Сверлом по дереву выполняют львиную долю всех работ. Более 90% всех отверстий в деревянных поверхностях выполняют именно этими сверлами. Но и они не одинаковые, а подразделяются на несколько групп.
- Спиральное сверло имеет диаметр порядка 3-12мм, длину до 800мм.
- Раздвижное сверло. Имеет переменный диаметр – 15-75мм, длина сверла 160мм.
- Перовое сверло. Имеет диаметр порядка 12-40мм, длину до 250мм.
- Бур по дереву. Может иметь диаметр до 40мм, длину до 1200м.
Режущей кромкой в зависимости от прикладываемых усилий срезается слой дерева, и создание отверстия происходит безударным способом.
Сверло по керамике и камню
Сверло по керамике и камню выглядит как стержень, на который напаяна режущая часть. Напаянные части выполнены зачастую из материала, в состав которого входит алмазная пыль – победит. Канавки для отвода крошки так же проточены. Такие сверла можно условно поделить на 4 группы.
- Сверло для стекла и керамической плитки представляет собой стержень с напайкой в виде копья. Диаметр может достигать 12мм. Если нужно гораздо большее отверстие, то для этого используют «балеринки» и алмазные коронки.
- Бур для железобетона имеет достаточно большой диаметр. Вспомогательных напаек всего две, всего напаек четыре. Режущая кромка находится под менее острым углом. Диаметр достигает 28мм, длина 1200мм. Такое сверло вполне спокойно проходит арматуру.
- Бур для бетона имеет малый диаметр, но за счет особого хвостовика крепится в патрон перфоратора и делает аккуратные и ровные отверстия в бетоне .
- Сверло для кирпича и бетона применимо исключительно к ударной дрели. Имеет диаметр до 12мм, длину не более 150мм. Хвостовик сверла может быть как цилиндрическим, так и шестигранным. В зависимости от диаметра самого сверла, напайки могут выступать на 1-2мм.

Сверло по металлу
Здесь чуть больше разновидностей. И все это исключительно благодаря количеству кромок. Обычное сверло по металлу имеет общий угол кромок приблизительно в 115-118°. Кольцевое сверло предназначено для высверливания только кольцевой части. Однокромочное сверло имеет лишь одну режущую кромку. Часто называется оружейным сверлом.
Сверло Жирова идеально делает отверстия в металлических листах благодаря уникальной заточке. Кромки сверла идут как бы внутрь, создавая при этом центральный и два боковых конуса.
Сверло для сверления отверстий глубже пяти диаметров самого сверла зачастую представляет полую конструкцию. В таком сверле необходимо наличие канала для подачи воздуха.
Сверла по металлу используются не только для дрелей, но и для станков. Это обусловлено универсальным креплением. Существует также некоторая хитрость. Иногда необходимо проделать отверстие в пластике. Такие отверстия также делаются с помощью сверла по металлу. Связано это с аналогией производства двух материалов. Только при работе с пластиком сверла служат гораздо дольше.
Комбинированное сверло
Дело в том, что такие сверла рассматриваются лишь потому, что в свое время они были запатентованы изобретателями. Так, например, существуют центровочные сверла, сверла для снятия мебельных фасок, сверла для конфирмата, знакомая нам уже «балеринка». Есть также сверло, которым делаются потаи – зенковка. Есть и сверло, напоминающее гибрид коронки и фрезы – сверло Форстнера. Все они востребованы специалистами в работе и выполняют определенную функцию.

Как работать со сверлом
Буры и сверла выполняют самую тяжелую и в какой-то степени опасную работу. Именно благодаря сверлам, мы можем вставлять в отверстия шурупы, соединять несколько досок и собирать мебель. Но они также хорошо ломаются. Даже чаще, чем остальной материал. Трение, ударение, повышенная температура – все это негативно сказывается на состоянии сверла. Но продлить жизнь сверлу, увеличив срок его эксплуатации можно. Для этого сверло необходимо регулярно осматривать и подтачивать.
Если сверло не дает нужного эффекта, если напайки на сверле стали меньше или на них появились сколы – все это говорит о том, что сверло пришло в негодность. Сверло может не только сломаться, оно может просто начать посвистывать при работе. Металл на кромке может иметь неестественный оттенок. Это говорит о том, что сверло нагрелось при работе.
К сожалению, исправить сверла можно не все, а лишь те, что предназначены для работы с деревом или металлом. Их можно заточить. А вот сверла с твердосплавными напайками невозможно заточить. Такие сверла не подлежат восстановлению.
Приспособление для заточки сверла
www.stroy.ru
Как выбрать сверло по металлу –маркировка, характеристики
Сверла, предназначенные для формирования отверстий в деталях, изготовленных из различных материалов, нашли широкое применение не только в промышленности, но и в быту. Большой выбор такого инструмента, предлагаемый на современном рынке, часто вызывает вопрос, как выбрать сверло по металлу, даже у опытных специалистов, не говоря уже об обычных потребителях. Чтобы выбрать инструмент, необходимо учитывать ряд факторов, о которых мы и хотим поговорить в данной статье.

Разновидности сверл по металлу
Характеристика сверл
Вопрос о том, как выбрать сверла, часто возникает у тех, кому необходимо получить отверстие в изделиях, изготовленных из различных сталей, деталей из чугуна и цветных металлов. Сверла для работы с такими материалами называют спиральными, потому что их рабочие поверхности имеют спиралевидную форму. Между рабочими поверхностями располагаются две продольные канавки, с их помощью из формируемого отверстия отводится стружка.
Характерным отличием таких сверл является форма их хвостовика, которая может быть цилиндрической, конической и шестигранной. Инструмент с коническим хвостовиком можно вставлять в рабочий орган станка напрямую, а для моделей с хвостовиками цилиндрического и шестигранного типа необходимо использовать специальные патроны.
При выборе значение имеет не только маркировка, но и цвет, на который следует обращать особое внимание.
Цвет и маркировка сверл
Сверла по металлу, обладающие черным цветом, отличаются повышенной износостойкостью, так как при их финишной обработке был использован перегретый пар. Если готовое сверло было подвергнуто отпуску, который способствует снятию внутренних напряжений, то оно будет иметь светло-золотистый цвет.

Элементы спирального сверла
Наиболее качественными являются сверла по металлу, обладающие не только повышенной прочностью, но и способностью уменьшать трение в процессе своей работы. Такими свойствами обладает инструмент ярко-золотистого цвета, рабочая поверхность которого покрыта слоем нитрида титана.
Если вы желаете выбрать недорогое сверло по металлу, обращайте внимание на такие, которые не были подвергнуты никакой дополнительной обработке. Такой инструмент, срок службы которого очень незначителен, имеет серый цвет.
Маркировка сверл определяется диаметром их рабочей части. Инструменты диаметром до 2 мм не маркируются вообще. На сверлах с диаметром 2–3 мм указывается их размер и марка стали, свыше 3 мм — производитель, класс точности.
В начале маркировки любого сверла по металлу присутствует буква Р, которая говорит о том, что оно произведено из быстрорежущей стали. Если в материале, из которого изготовлено сверло, содержатся дополнительные легирующие элементы, то в его маркировке присутствует первая буква их названия и цифра, информирующая об их процентном содержании.
Сверла TL300 торговой марки RUKO
Сверла TL300, выпускаемые под торговой маркой RUKO, хорошо известны отечественному потребителю. Сверло данного модельного ряда можно выбрать за его доступную стоимость, а также высокое качество и надежность. Сверла этой серии, имеющие крестовую заточку, соответствующую стандарту DIN 1412C, производятся с диаметром свыше 3 мм. Сверла TL300 затачиваются под углом 130 градусов, а отдельные модели этой серии могут иметь покрытие, состоящее из нитрида титана, а также алюмонитрида титана и других материалов.

Сверла торговой марки RUKO
Модели данной серии относятся к категории многоцелевых, но оптимально их характеристики подходят для сверления металлов, которые склонны к образованию стружки средней и большой длины.
Модели данной серии (HSS-G) оптимально подходят для формирования отверстий в деталях, изготовленных из углеродистых, легированных сталей, а также чугуна, сплавов с содержанием меди и алюминия.
Модели HSS-EE, кроме вышеуказанных металлов, можно выбрать для сверления деталей из нержавеющих и кислотостойких сталей. Еще более универсальными являются модели сверл HSS-G TiN и HSS-G TiAIN, которые можно выбрать для сверления деталей из титана и его сплавов.
Сверла модельного ряда BOSCH HSS-CO
Тем, кто думает, как выбрать подходящие сверла по металлу, стоит обязательно обратить внимание на инструменты модельного ряда HSS-CO, выпускаемые известной компанией BOSCH. На сверла данной модели, изготовленные из быстрорежущей стали, дополнительно нанесено оксидное покрытие, которое способствует быстрому отводу стружки из зоны сверления. Рабочие кромки такого инструмента заточены под углом 135 градусов и дополнительно обработаны методом сеточной шлифовки, что позволяет выбирать их для формирования отверстий в любых металлах.

Сверла BOSCH HSS-CO
Металл, из которого изготовлены сверла HSS-CO, дополнительно обогащен кобальтом, что придает инструменту высокую прочность и термическую стойкость. Отличается такой материал и высоким пределом прочности на разрыв, который составляет 1000 Н/мм2. Такие характеристики позволяют успешно выбирать инструменты из него для решения даже самых сложных технологических задач.
Важно также отметить, что инструменты модельного ряда HSS-CO обладают классом точности H8, поэтому можно выбрать их для получения отверстий, точно соответствующих заданным параметрам.
Сверла торговой марки HAISSER
Маркировка сверл, содержащая название торговой марки HAISSER, говорит о том, что перед вами инструмент с титановым покрытием, способный выдерживать экстремальные нагрузки. Покрытие из титана, которое нанесено на поверхность таких сверл, затачивающихся пор крестообразной схеме, обеспечивает эффективное охлаждение.

Сверла марки HAISSER
Благодаря исключительной износоустойчивости, долговечности и способности выполнять сверление с минимальным трением, такой инструмент нашел широкое применение на предприятиях различных отраслей промышленности. На рабочую поверхность таких сверл нанесено титан-нитридное покрытие, которое также минимизирует эффект холодной сварки.
Такие сверла можно выбрать для выполнений отверстий в деталях, изготовленных из разных материалов: легированных и нелегированных сталей, меди, бронзы, полимерных материалов, металлокерамики и др.
Сверла торговой марки «ЗУБР»
Материалом для изготовления сверл по металлу под торговой маркой «ЗУБР» является быстрорежущая сталь Р6М5К5, в составе которой содержится 5% кобальта, придающего ей высокую прочность и износоустойчивость.
Если вы задумываетесь над тем, как выбрать подходящее сверло по металлу, с помощью которого можно эффективно получать отверстия в нержавеющих, труднообрабатываемых сталях и цветных сплавах, то вам определенно следует обратить внимание на недорогой и качественный товар данной марки. При необходимости можно выбрать и гибкое сверло для металла.

Сверла марки ЗУБР
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org