Виды токарных работ выполняемых на токарных станках – Основные виды токарных работ. Основные понятия обработки резанием
alexxlab | 17.11.2019 | 0 | Вопросы и ответы
Основные виды токарных работ. Основные понятия обработки резанием
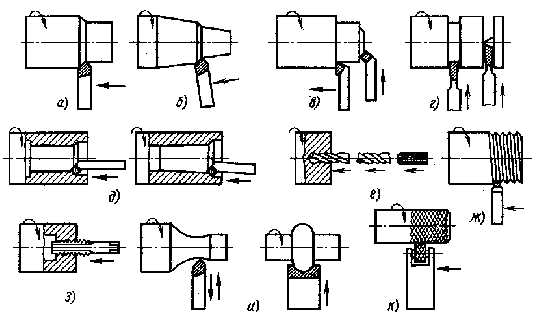
Токарный станок – станок для обработки преимущественно тел вращения путем снятия с них стружки при точении. Токарный станок один из древнейших станков в мире, на основе которого создавались другие станки (сверлильный, расточной и др.) Токарь – одна из ведущих профессий в машиностроении и металлообработке, так как многие детали машин и механизмов изготовляются на токарных станках, являющихся наиболее распространенными в производстве среди станков других групп. Токарная обработка является наиболее распространенным методом обработки резанием применяется при изготовлении деталей типа тел вращения (валов, дисков, осей, пальцев, цапф, фланцев, колец, втулок, гаек, муфт и др.). Основные виды токарных работ показаны на рисунке.
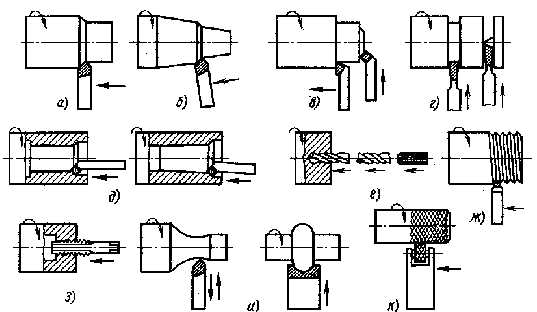
Основные виды токарных работ:
a) – обработка наружных цилиндрических поверхностей, б) – обработка наружных конических поверхностей, в) – обработка торцов и уступов, г) – вытачивание пазов и канавок, отрезка заготовки, д) – обработка внутренних цилиндрических и конических поверхностей, е) – сверление, зенкерование и развертывание отверстий, ж) – нарезание наружной резьбы, з) – нарезание внутренней резьбы, и) – обработка фасонных поверхностей, к) – накатывание рифлений. Cтрелками показаны направления перемещения инструмента и вращения заготовки
 В машиностроении большинство деталей получают окончательные формы и размеры
в результате механической обработки заготовки резанием, которое осуществляется
путем последовательного удаления режущим инструментом (например, резцом)
тонких слоев материала (в виде стружки) с поверхностей заготовки. Основным
элементом режущего инструмента, отделяющего стружку от заготовки, является
заостренный клин. Схема работы клина (a) и резца (b) приведена на рисунке:
1 – стружка, 2 – резец, 3 – заготовка, 4 – снимаемый слой материала; Р
– сила, действующая на резец и клин при работе, β – угол заострения Процесс
резания на токарных станках осуществляется при вращательном главном движении,
сообщаемом обрабатываемой заготовке, и при прямолинейном (поступательном)
движении подачи, сообщаемом резцу. Элементами режима резания при точении
заготовки являются скорость резания, подача и глубина резания. Скоростью
резания называется длина пути, пройденного режущей кромкой инструмента
относительно обрабатываемой поверхности заготовки в единицу времени. Скорость
резания измеряется в м/мин и обозначается буквой υ.
В машиностроении большинство деталей получают окончательные формы и размеры
в результате механической обработки заготовки резанием, которое осуществляется
путем последовательного удаления режущим инструментом (например, резцом)
тонких слоев материала (в виде стружки) с поверхностей заготовки. Основным
элементом режущего инструмента, отделяющего стружку от заготовки, является
заостренный клин. Схема работы клина (a) и резца (b) приведена на рисунке:
1 – стружка, 2 – резец, 3 – заготовка, 4 – снимаемый слой материала; Р
– сила, действующая на резец и клин при работе, β – угол заострения Процесс
резания на токарных станках осуществляется при вращательном главном движении,
сообщаемом обрабатываемой заготовке, и при прямолинейном (поступательном)
движении подачи, сообщаемом резцу. Элементами режима резания при точении
заготовки являются скорость резания, подача и глубина резания. Скоростью
резания называется длина пути, пройденного режущей кромкой инструмента
относительно обрабатываемой поверхности заготовки в единицу времени. Скорость
резания измеряется в м/мин и обозначается буквой υ.
 Подачей называется величина перемещения режущей кромки инструмента за
один оборот заготовки (в направлении подачи) или в единицу времени. Подача
измеряется в мм/об или в мм/мин, обозначается буквой s и может быть продольной
(если инструмент перемещается параллельно оси вращения заготовки) и поперечной
(если инструмент перемещается перпендикулярно этой оси). Глубиной резания
называется величина срезаемого за один проход резца слоя металла, измеренная
по перпендикуляру к обработанной поверхности детали. Глубина резания измеряется
в миллиметрах и обозначается буквой t.
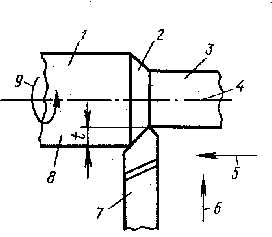
У заготовки различают следующие
поверхности: обрабатываемую (с которой снимают стружку), обработанную (полученную
после снятия стружки) и резания (которая является переходной между обрабатываемой
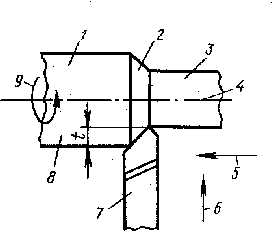
и обработанной поверхностями и образуется режущим инструментом). Основные
поверхности заготовки и основные движения, осуществляющие процесс резания,
показаны на риснке: 1 – обрабатываемая поверхность, 2 – поверхность резания,
3 – обработанная поверхность, 4 – ось вращения заготовки, 5 – продольная
подача, 6 – поперечная подача, 7 – резец, 8 – заготовка, 9 – главное (вращательное)
движение, t – глубина резания
Подачей называется величина перемещения режущей кромки инструмента за
один оборот заготовки (в направлении подачи) или в единицу времени. Подача
измеряется в мм/об или в мм/мин, обозначается буквой s и может быть продольной
(если инструмент перемещается параллельно оси вращения заготовки) и поперечной
(если инструмент перемещается перпендикулярно этой оси). Глубиной резания
называется величина срезаемого за один проход резца слоя металла, измеренная
по перпендикуляру к обработанной поверхности детали. Глубина резания измеряется
в миллиметрах и обозначается буквой t.
У заготовки различают следующие
поверхности: обрабатываемую (с которой снимают стружку), обработанную (полученную
после снятия стружки) и резания (которая является переходной между обрабатываемой
и обработанной поверхностями и образуется режущим инструментом). Основные
поверхности заготовки и основные движения, осуществляющие процесс резания,
показаны на риснке: 1 – обрабатываемая поверхность, 2 – поверхность резания,
3 – обработанная поверхность, 4 – ось вращения заготовки, 5 – продольная
подача, 6 – поперечная подача, 7 – резец, 8 – заготовка, 9 – главное (вращательное)
движение, t – глубина резания
turner.narod.ru
Основные виды токарных работ » Привет Студент!
Различают следующие основные виды токарных работ: 1) обточка цилиндрических поверхностей; 2) подрезка торцов и уступов; 3) сверление, зенкерование, развертывание, нарезание метчиком резьб и центровка обтачиваемых деталей; 4) расточка цилиндрических поверхностей; 5) нарезание резьбы; 6) коническая обточка и расточка; 7) обточка фасонных поверхностей.

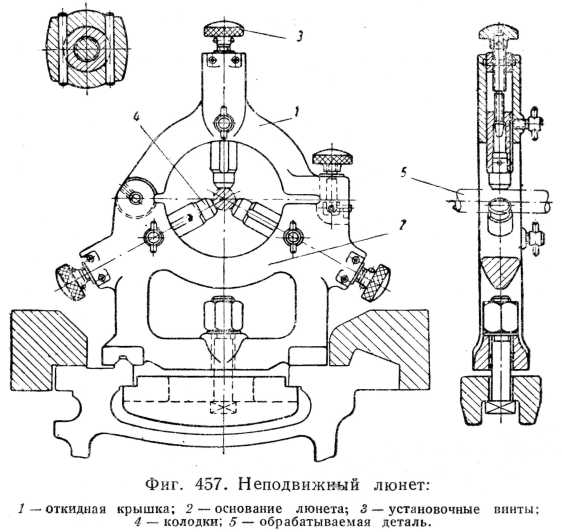
Обточка цилиндрических поверхностей. В зависимости от длины обрабатываемой детали ее обточку можно производить двояко: в центрах в случае длинных деталей или в патроне при небольшой длине детали. На фиг. 456 показана обточка в центрах. В тех случаях, когда длина детали составляет 12 диаметров ее и более, во избежание прогиба детали применяют приспособление, называемое люнетом. На фиг. 457 показано устройство неподвижного люнета, закрепляемого на станине.
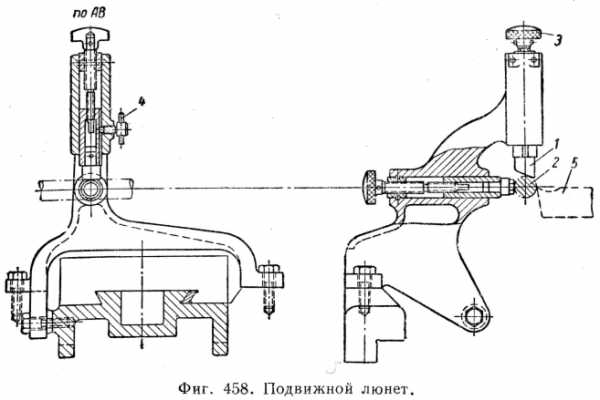
На фиг. 458 показан подвижный люнет, закрепляемый на супорте и перемещающийся вместе с ним. Здесь колодки 1 подводятся к детали 2 установочными винтами 3, положение которых фиксируется зажимными винтами 4, В подвижных люнетах только две колодки, уравновешивающие давление на деталь со стороны резца 5.
При обработке коротких деталей применяют патроны с четырьмя, тремя и двумя закрепляющими деталь кулачками. На фиг. 459, а показан простой четырехкулачковый патрон, в котором кулачки 1, 2, 3 и 4 расположены крест-накрест. На фиг. 459, б показан трехкулачковый самоцентрирующийся патрон внутреннее устройство которого показано на фиг. 459, в. На фиг. 459, г показан двухкулачковый патрон.
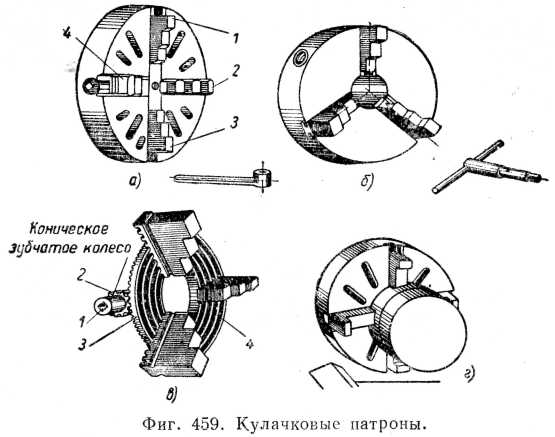
Двух- и четырехкулачковые патроны применяют при обработке деталей различных конфигураций, а трехкулачковый самоцентрирующийся — только при обработке цилиндрических деталей.
Кроме описанных патронов с ручным зажимом деталей, применяют также патроны с гидравлическим или пневматическим приспособлением для зажима деталей.
Подрезка торцов и уступов. При выполнении этих работ деталь можно закреплять в центрах и патроне одновременно. Выбор способа закрепления определяется габаритами детали.
Сверление, зенкерование, развертывание, нарезание метчиком резьбы и центровка. Для получения на токарных станках отверстий и их обработки применяют сверла, зенкеры, развертки и метчики, закрепляемые в задней бабке с помощью различных приспособлений. На фиг. 460 показаны различные виды обработки отверстий на токарных станках. Как видно из фигуры, крепление детали при таких работах производят в патронах; передвижение инструмента осуществляется вручную передвижением шпинделя задней бабки.

Для крепления деталей на центрах в торцах деталей до установки их на станок делают углубления. Операция образования центровых углублений называется центровкой.
Расточка цилиндрических поверхностей. Расточка внутренних поверхностей деталей подразделяется на расточку сквозных и глухих отверстий (фиг. 461, а и б). Закрепление деталей при этих работах производится в патроне.
Нарезание резьбы. На токарных станках нарезание внутренней резьбы можно производить при помощи метчика (фиг. 460, г) или резцами (фиг. 462). При нарезании резцами продольную подачу осуществляет резец 1, а деталь 2, закрепленная в патроне, вращается. Профиль резьбового резца должен соответствовать профилю нарезаемой резьбы—это значит, что угол при вершине резца для метрической резьбы должен быть равен 60°, а для дюймовой 55°. Для сохранения профиля резца после переточек передний угол его делают равным 0°. На фиг. 463 дана схема нарезания наружной резьбы резцом.
При нарезании наружной резьбы резцу сообщается движение подачи, а движение резания — детали. Подача резца при нарезании резьбы равна шагу нарезаемой резьбы. Если процесс ведут на станке, имеющем коробку подач, и если шаг нарезаемой резьбы будет равен подаче, осуществляемой коробкой подач, то в этом случае настройка станка будет сводиться к установке рукояток, показанных в таблице подач, обычно помещаемой на кожухе. Если же нарезку ведут на станке, не имеющем коробки подач, или на станке с коробкой подач, табличные данные подачи которой не совпадают с требуемым шагом резьбы, то в этих случаях применяют сменные зубчатые колеса. Нарезание резьбы является одним из сложных видов токарных работ, требующим специальных знаний в части подсчетов сменных зубчатых колес.
Скачать реферат: У вас нет доступа к скачиванию файлов с нашего сервера. КАК ТУТ СКАЧИВАТЬ
Пароль на архив: privetstudent.com
privetstudent.com
Токарная обработка. Виды токарных работ :: SYL.ru
Токарная обработка – наиболее распространенный тип обработки изделий из металла. Детали, имеющие форму тел вращения, составляют значительную долю продукции машиностроительных производств и входят в состав большинства машин и механизмов.

Краткая характеристика
Современное машиностроение характеризуется широкой номенклатурой изделий, при этом нестабильностью величины производственной партии деталей, которая меняется от нескольких штук до нескольких тысяч или десятков тысяч. Технологический процесс (ТП) обработки тел вращения отличается разнообразием технологических операций, маршрутов обработки и металлорежущего оборудования, применяемого при их изготовлении.

Согласно типовым маршрутам обработки и в зависимости от конструктивно-технологических особенностей и величины производственной партии тела вращения могут обрабатываться на различных типах токарных станков с ручным управлением и с ЧПУ при использовании как в качестве стандартной, так и специальной технологической оснастки.
История
Токарная обработка деталей на специализированных станках известна с VII века до н. э. Первые механизмы были примитивными: между двумя центрами устанавливалась костяная либо деревянная заготовка. Один человек (как правило, раб) крутил изделие, а мастер, удерживая в руках резец, снимал слой стружки. Процедура была долгой и трудоемкой.
После эпохи упадка (раннее Средневековье), в XIV веке, токарные работы уже проводились на механизмах, где вращение заготовке придавали при помощи ножного привода. К XVI веку станки обзавелись центрами из металла и люнетом. Стало возможным придавать изделиям сложную форму – вплоть до шара, однако механический привод не обеспечивал должной мощности. В XVIII веке усилиями русского изобретателя Нартова была решена задача жесткого крепления резца, что позволило точно нарезать резьбы, сложные узоры и т. д.
К XIX столетию создали мощные станки, полностью выполненные из металла, которые стали основой набиравшего обороты машиностроения. Вслед за массовой электрофикацией станки обзавелись электродвигателями, фактически приняв современную форму. Следующий значимый эволюционный этап связан с внедрением автоматизации и компьютеризацией.
Виды токарных работ
Обработка тел вращения выполняется на станках:
- токарно-винторезных;
- токарно-револьверных;
- с ЧПУ;
- многоцелевых;
- многошпиндельных;
- многорезцовых полуавтоматах.
При этом в зависимости от концентрации технологических переходов (последовательная, параллельная и последовательно-параллельная) применяются одно- или многорезцовые наладки с использованием стандартных или специальных режущих и вспомогательных инструментов.
Обработка на токарных станках отверстий производится как путем одноинструментной последовательной обработки, так и с использованием многошпиндельных головок и комбинированных осевых инструментов.
Выбор техпроцесса
Определяющее влияние на выбор типа токарных станков имеет величина производственной партии деталей и ее конструктивно-технологические особенности:
- максимальный диаметр;
- длина;
- требуемая точность;
- шероховатость поверхности.

Многообразие токарных станков приводит к росту числа конкурирующих вариантов техпроцесса. Например, пользуясь схемой формирования конкурирующих вариантов обработки валов, можно сформировать 20-30 возможных вариантов обработки ступенчатого вала. Поэтому необходимо выбрать правильный (оптимальный) токарный станок, обеспечивающий минимальную трудоемкость при максимальной экономической эффективности. При выборе варианта ТП также учитываются объем выпуска продукции и другие производственные условия.
Технико-экономические показатели
Токарная обработка металла объединяет два определяющих фактора – техническую возможность и целесообразность. В условиях многономенклатурного производства, которое характеризуется нестабильностью объектов и величины производственных партий деталей, выбор выгодного варианта техпроцесса из числа конкурирующих является сложной и трудоемкой задачей, которая требует проведения большого количества расчетов, связанных с определением технико-экономических показателей.
Основными показателями деятельности машиностроительных предприятий являются:
- производительность труда;
- прибыль;
- себестоимость продукции;
- интенсивность и эффективность использования финансовых ресурсов;
- материало- и энергоемкость продукции;
- рентабельность;
- фондоемкость и фондоотдача;
- коэффициент использования оборудования и другие.

Важной задачей является обеспечение конкурентоспособности продукции с учетом постоянно растущих требований к качеству изделий и ограничения затрат трудовых, материальных, финансовых и энергетических ресурсов.
Типы обрабатываемых деталей
Токарный станок позволяет обрабатывать заготовки типа тел вращения:
Наименование заготовки | Классификация | Изделия |
Цилиндрические детали вращения | Втулки | Втулки, вкладыши, буксы, гильзы |
Валы | Валы, валики, оси, штоки, цапфы, пальцы, штифты | |
Плоские детали вращения | Диски | Диски, кольца, маховики, шкивы, фланцы |
Многоосные детали | Эксцентрические изделия | Коленчатые валы, эксцентрики |
Детали вращения с перекрещивающимися осями | Крестовины | Крестовины, арматура |
Прочие заготовки | Зубчатые колеса | Одно- и многовенцовые зубчатые колеса, венцы, зубчатые колеса-валы, колеса-диски |
Фасонные кулачки | ||
Ходовые винты и червячные изделия | ||
Крепеж | Болты, гайки, винты |
Обработка ступенчатых валов
Токарная обработка вала может проводиться при помощи токарного, токарно-копировального, горизонтального многорезцового станка, вертикального одношпиндельного и многошпиндельного автомата, станка с ЧПУ. Устанавливают вал в центрах станка или закрепляют в патроне (планшайбе). Короткие заготовки, отливки, поковки закрепляют в трехкулачковом и реже в четырехкулачковом патронах. Валы с отношением длины к диаметру более 12 обтачивают с использованием подвижных и неподвижных люнетов.
Обычно на многорезцовых станках предусмотрены два суппорта (задний, передний). Передний предназначен для продольной обточки заготовок. Задний суппорт – для подрезания торцов, прорезания канавок, фасонной обточки. Количество резцов на мульти-суппортах может достигать 20. Движения суппортов автоматизированы.
Нарезание резьбы
В конструкциях валов встречаются внешние и внутренние крепежные резьбы. Токарная обработка осуществляется специальными резьбовыми резцами. Станки должны иметь быстрый реверс шпинделя для быстрой смены направления рабочего вращения на обратное, когда резьба будет нарезана до нужной глубины. При нарезании глухих резьб используют самовыключающиеся патроны. Внешние резьбы нарезают резьбонарезными головками, гребешками, резьбовыми резцами и другими методами. Калибровки резьбы выполняют плашками с доводочными режущими кромками.

Нарезание червяков
Винтовая поверхность червяков в зависимости от серийности может быть нарезана с помощью токарного либо профильного токарно-винторезного станка. Резцы для токарного станка выбирают с прямолинейным профилем. Нужный профиль витка при этом обеспечивается соответствующей установкой резца. При крупносерийном производстве червяки нарезают кольцевой резцовой головкой.
При чистовом нарезании червяков с некрупным модулем используются специальные пружинящие резцы. Для однозаходных заготовок, имеющих малый угол (до 7 градусов) подъема винтовой линии резцу придают профиль, соответствующий профилю впадины червяка.
Обработка корпусов
С помощью карусельно-токарных станков осуществляют точение корпусных деталей паровых турбин, крупногабаритных вентилей, электродвигателей, компрессоров, планшайб станков, центробежных насосов, генераторов и т. д. Использование простого и дешевого инструмента – резцов – позволяет снимать за рабочий ход до 15 мм, устанавливать относительно высокие режимы резания, выполнять непрерывную обработку. В результате токарные работы становятся более производительными.
Обрабатываемые заготовки со сложной пространственной формой или формой тел вращения с внутренними либо внешними коническими, цилиндрическими поверхностями, перпендикулярными торцами сравнительно просто получать путем точения.

Токарная обработка ЧПУ
Станки токарные с числовым программным управлением являются одними из самых распространенных видов оборудования современного серийного машиностроительного производства. Существенным преимуществом станков с ЧПУ по сравнению с другими станками, работающими в автоматическом и полуавтоматическом режимах, являются малые затраты времени и материальные на переход от обрабатываемой партии деталей к следующей. В настоящее время в машиностроении распространилось использование станков с ОПК (оперативным программным управлением). В этих устройствах программа может вводиться непосредственно с клавиатуры пульта управления отладчиком-оператором.
Технологические возможности
Станки с ЧПУ классифицируются по расположению оси вращения шпинделя (горизонтальные, вертикальные), расположению направляющих (наклонные, горизонтальные, вертикальные), структуре инструментальной системы (с револьверной головкой или инструментальным магазином), виду работ:
- патронные;
- центровые;
- патронно-центровые;
- карусельные.
Центровые станки (составляют около 10 % от всех станков с ЧПУ) служат для наружной отделки валов, включая нарезания резьбы резцом (наибольший диаметр Dmax заготовки 250-380 мм).
Патронные станки (около 40 %) применяют для обработки (наружной и внутренней) втулок, фланцев и прочих. Кроме обточки, расточки и подрезки торцов токарная обработка может на этих станках дополняться сверлением, зенкерованием, развертыванием, нарезанием резьбы метчиками, плашками, а также нарезанием внешней и внутренней резьбы резцом (Dmax 160-1250 мм).
Патронно-центровые (около 35 % парка ЧПУ-станков) сочетают технологические возможности первых двух групп. Их используют для патронной и центровой обработки деталей Dmax 160-630 мм. Для обработки изделий типа фланцев, дисков и корпусов больших размеров применяют карусельные станки.
Вывод
Используя методы токарной обработки, можно вытачивать разнообразные изделия, имеющие форму вращения, с требуемыми характеристиками. Обширный парк токарных станков позволяет изготавливать как миниатюрные детали, так и огромные – для энергетики, тяжелого машиностроения, судостроения и других отраслей.
www.syl.ru
Работы выполняемые на токарных станках
При продольном обтачивании заготовку или восстанавливаемую деталь устанавливают в патроне и в зависимости от припуска и точности детали проверяют установку при помощи мела рейсмуса или индикатора.
Обтачивание выполняется проходными резцами и подразделяется на черновое, чистовое и тонкое.
При черновом обтачивании снимают значительный слой металла, поэтому черненые проходные резцы должны быть более жесткими и устанавливаются они выше центров на 0,3—1,2 мм в зависимости от диаметра заготовки. Заданную глубину резания устанавливают отсчетом по лимбу и риске на неподвижной втулке винта поперечной подачи.
Чистовое обтачивание заключается в снятии с поверхности изделия небольшого припуска для придания изделию окончательных размеров, формы и получения ровной, гладкой поверхности. При чистовом обтачивании резец с острой режущей кромкой устанавливают на 0,3—1,2 мм ниже центров. При выборе соответствующих режимов резания можно достигнуть класса 3—4 точности и 4—7 класса шероховатости обработанной поверхности. Более высокие классы шероховатостей (7—9) получают при тонком обтачивании.
Торцовые поверхности и уступы обрабатывают подрезными резцами. Заготовку при этом закрепляют в кулачковых патронах или в центрах. Торцы подрезают со стороны задней бабки с поперечной подачей 0,1—0,3 мм/об, от наружной поверхности к центру. Выход резца из материала обеспечивается применением срезанного центра или центровым отверстием детали. Для получения более чистой поверхности резец подают от центра к наружной поверхности. Уступы подрезают как со стороны задней, так и со стороны передней бабки.
Галтели обрабатывают резцами, заточенными по соответствующему радиусу, применяя продольную и поперечную подачи.
Канавки различной формы протачивают на предварительно обточенных изделиях резцами, режущая кромка которых имеет размеры и профиль поперечного сечения канавки. Широкие канавки получают этими же резцами, обрабатывая деталь вначале с поперечной подачей, а затем с продольной.
Отрезкой отделяют обработанные изделия или излишки заготовки, а также разделяют прутки и болванки на заготовки. Отрезные резцы необходимо устанавливать строго по высоте центров станка и так, чтобы их режущая кромка была в горизонтальной плоскости.
Обработка ведется при пониженной подаче и скорости резания. Сверлением получают отверстия в заготовках, закрепленных в патроне. Сверло устанавливают в пиноль задней бабки и подают вручную или механически, соединяя заднюю бабку с суппортом. Торец заготовки предварительно подрезают и накернивают или зацентровывают. Отверстие большого диаметра получают путем обработки зенкерам или расточным резцом ранее просверленного или имеющегося в заготовке отверстия. Если необходимо получить отверстие высокой точности, то его развертывают. Зенкеры и разверти устанавливают в пиноль задней бабки и подают вручную.
Конические поверхности на токарных станках обрабатывают несколькими способами в зависимости от угла конусности и длины образующей конической поверхности. Конические поверхности с большой конусностью и малой длиной образующей обрабатывают широкими резцами, режущая кромка которых длиннее образующей обрабатываемого конуса. Режущая кромка резца должна быть параллельна образующей обрабатываемого конуса, подача поперечная.
Широким резцом обрабатывают наружные и внутренние конусы с длиной образующей до 20—25 мм, дальнейшее увеличение ее вызывает вибрацию резца и изделия, и качество поверхности получается низкое.
Удобно обрабатывать конические поверхности на станках со специальным гидрокопировальным суппортом.
Фасонные поверхности длиной 20—25 мм можно обрабатывать с поперечной подачей фасонными резцами. Длинные фасонные поверхности обрабатывают с помощью копира, закрепленного на станине.
При продольной подаче суппорта по фасонному копиру перемещается ползун, жестко связанный с поперечными салазками, и передвигает их в поперечном направлении. В результате сложения этих движений резец точно копирует фасонную поверхность.
Резьбу на токарно — винторезном станке можно нарезать резьбовыми резцами и другими резьбонарезными инструментами. Резьбовой резец устанавливают по шаблону, затем настраивают станок.
Нарезание резьбы относится к числу наиболее точных работ, выполняемых на токарно-винторезных станках. При этом производятся два согласованных между собой движения: вращение детали и продольная подача суппорта с резцом. Механическая подача суппорта осуществляется от ходового винта. Подачу устанавливают в зависимости от шага нарезаемой резьбы переключением рукояток коробки подач.
Возможно, Вас так же заинтересует:mse-online.ru
Основные виды токарных работ. Основные понятия обработки резанием
Токарная обработка
Токарный станок – станок для обработки преимущественно тел вращения путем снятия с них стружки при точении. Токарный станок один из древнейших станков в мире, на основе которого создавались другие станки (сверлильный, расточной и др.) Токарь – одна из ведущих профессий в машиностроении и металлообработке, так как многие детали машин и механизмов изготовляются на токарных станках, являющихся наиболее распространенными в производстве среди станков других групп. Токарная обработка является наиболее распространенным методом обработки резанием применяется при изготовлении деталей типа тел вращения (валов, дисков, осей, пальцев, цапф, фланцев, колец, втулок, гаек, муфт и др.). Основные виды токарных работ показаны на рисунке.
Основные виды токарных работ:
a) – обработка наружных цилиндрических поверхностей, б) – обработка наружных конических поверхностей, в) – обработка торцов и уступов, г) – вытачивание пазов и канавок, отрезка заготовки, д) – обработка внутренних цилиндрических и конических поверхностей, е) – сверление, зенкерование и развертывание отверстий, ж) – нарезание наружной резьбы, з) – нарезание внутренней резьбы, и) – обработка фасонных поверхностей, к) – накатывание рифлений. Cтрелками показаны направления перемещения инструмента и вращения заготовки
 В машиностроении большинство деталей получают окончательные формы и размеры
в результате механической обработки заготовки резанием, которое осуществляется
путем последовательного удаления режущим инструментом (например, резцом)
тонких слоев материала (в виде стружки) с поверхностей заготовки. Основным
элементом режущего инструмента, отделяющего стружку от заготовки, является
заостренный клин. Схема работы клина (a) и резца (b) приведена на рисунке:
1 – стружка, 2 – резец, 3 – заготовка, 4 – снимаемый слой материала; Р
– сила, действующая на резец и клин при работе, β – угол заострения Процесс
резания на токарных станках осуществляется при вращательном главном движении,
сообщаемом обрабатываемой заготовке, и при прямолинейном (поступательном)
движении подачи, сообщаемом резцу. Элементами режима резания при точении
заготовки являются скорость резания, подача и глубина резания. Скоростью
резания называется длина пути, пройденного режущей кромкой инструмента
относительно обрабатываемой поверхности заготовки в единицу времени. Скорость
резания измеряется в м/мин и обозначается буквой υ. пеноблоки с доставкой здесь
В машиностроении большинство деталей получают окончательные формы и размеры
в результате механической обработки заготовки резанием, которое осуществляется
путем последовательного удаления режущим инструментом (например, резцом)
тонких слоев материала (в виде стружки) с поверхностей заготовки. Основным
элементом режущего инструмента, отделяющего стружку от заготовки, является
заостренный клин. Схема работы клина (a) и резца (b) приведена на рисунке:
1 – стружка, 2 – резец, 3 – заготовка, 4 – снимаемый слой материала; Р
– сила, действующая на резец и клин при работе, β – угол заострения Процесс
резания на токарных станках осуществляется при вращательном главном движении,
сообщаемом обрабатываемой заготовке, и при прямолинейном (поступательном)
движении подачи, сообщаемом резцу. Элементами режима резания при точении
заготовки являются скорость резания, подача и глубина резания. Скоростью
резания называется длина пути, пройденного режущей кромкой инструмента
относительно обрабатываемой поверхности заготовки в единицу времени. Скорость
резания измеряется в м/мин и обозначается буквой υ. пеноблоки с доставкой здесь
 Подачей называется величина перемещения режущей кромки инструмента за
один оборот заготовки (в направлении подачи) или в единицу времени. Подача
измеряется в мм/об или в мм/мин, обозначается буквой s и может быть продольной
(если инструмент перемещается параллельно оси вращения заготовки) и поперечной
(если инструмент перемещается перпендикулярно этой оси). Глубиной резания
называется величина срезаемого за один проход резца слоя металла, измеренная
по перпендикуляру к обработанной поверхности детали. Глубина резания измеряется
в миллиметрах и обозначается буквой t.
У заготовки различают следующие
поверхности: обрабатываемую (с которой снимают стружку), обработанную (полученную
после снятия стружки) и резания (которая является переходной между обрабатываемой
и обработанной поверхностями и образуется режущим инструментом). Основные
поверхности заготовки и основные движения, осуществляющие процесс резания,
показаны на риснке: 1 – обрабатываемая поверхность, 2 – поверхность резания,
3 – обработанная поверхность, 4 – ось вращения заготовки, 5 – продольная
подача, 6 – поперечная подача, 7 – резец, 8 – заготовка, 9 – главное (вращательное)
движение, t – глубина резания
Подачей называется величина перемещения режущей кромки инструмента за
один оборот заготовки (в направлении подачи) или в единицу времени. Подача
измеряется в мм/об или в мм/мин, обозначается буквой s и может быть продольной
(если инструмент перемещается параллельно оси вращения заготовки) и поперечной
(если инструмент перемещается перпендикулярно этой оси). Глубиной резания
называется величина срезаемого за один проход резца слоя металла, измеренная
по перпендикуляру к обработанной поверхности детали. Глубина резания измеряется
в миллиметрах и обозначается буквой t.
У заготовки различают следующие
поверхности: обрабатываемую (с которой снимают стружку), обработанную (полученную
после снятия стружки) и резания (которая является переходной между обрабатываемой
и обработанной поверхностями и образуется режущим инструментом). Основные
поверхности заготовки и основные движения, осуществляющие процесс резания,
показаны на риснке: 1 – обрабатываемая поверхность, 2 – поверхность резания,
3 – обработанная поверхность, 4 – ось вращения заготовки, 5 – продольная
подача, 6 – поперечная подача, 7 – резец, 8 – заготовка, 9 – главное (вращательное)
движение, t – глубина резания
turnercraft.ru
5. Виды работ, выполняемых на токарно-винторезных станках. Применяемый нструмент и приспособления
На рис. 3. представлены основные виды обработки, выполняемые на токарно-винторезных станках, для которых используются соответствующие типы токарных резцов.
Наружная цилиндрическая обточка:
рис. 3,1 – проходным прямым резцом;
рис. 3,2 а – проходным отогнутым резцом;
рис. 3,3 – проходным упорным резцом.
Обработка фаски:
рис. 3,2 б – проходным отогнутым резцом.
Подрезка торца (обработка плоской поверхности):
рис. 3,4 – подрезным резцом.
Прорезание внутренних канавок:
рис. 3,5 – канавочным угловым резцом для обработки канавок под сальник (уплотнение).
Расточка внутренних цилиндрических поверхностей:
рис. 3,6 – расточным проходным резцом для обработки сквозных отверстий;
рис. 3,7 – расточным упорным резцом для обработки глухих отверстий.
Обработка фасонных поверхностей:
рис. 3,8 а – фасонным канавочным резцом;
рис. 3,8 б – фасонным резцом для обработки галтели радиуса;
рис. 3,10 – фасонным резцом для обработки выпуклых поверхностей.
Обработка конической поверхности:
рис. 3,9 – прямым проходным резцом путем поворота верхних салазок суппорта.
Отрезка заготовок:
рис. 3,11 – отрезным резцом.
Нарезание резьбы:
рис. 3,12 а – резьбовым резцом для наружной резьбы;
рис. 3,12 б – резьбовым резцом для внутренней резьбы.
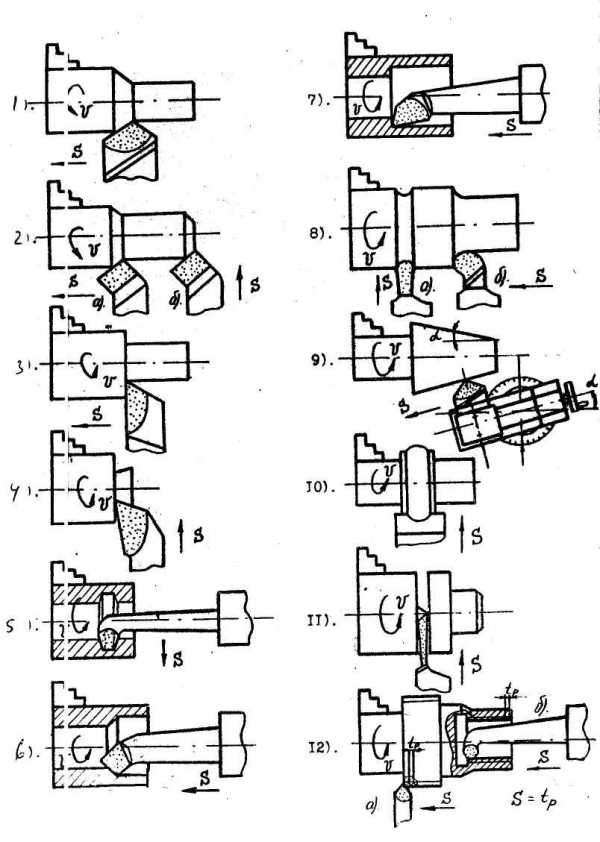
Рис. 3. Классификация токарных резцов и поверхностей,
обрабатываемых на токарно-винторезных станках
Приспособления токарно-винторезных станков разделяются на универсальные и специальные. К ним относятся:
На технологических эскизах установка заготовок изображается с помощью условных обозначений согласно ЕСТД ГОСТ 31107-73, которые приведены на рис. 4.
Заготовки небольшой длины (L/D4) закрепляют в токарных патронах: самоцентрирующих и несамоцентрирующих.
Трехкулачковый самоцентрирующий патрон имеет три кулачка, которые одновременно сходятся к центру или расходятся и обеспечивают точное центрирование заготовки, т.е. ее базирование по наружной или внутренней цилиндрической поверхности. На пазах корпуса патрона и на кулачках нанесены цифры (1, 2, 3). При сборке патрона кулачки вставляют в пазы поочередно в порядке возрастания цифр.
На рис. 4,1–4,3 показаны способы закрепления короткой детали в 3- кулачковом патроне.
Четырехкулачковый несамоцентрирующий патрон предназначен для закрепления заготовок с параллельными гранями, имеет четыре зажимных кулачка, которые перемещаются независимо друг от друга в пазах корпуса (рис. 4,4).
Заготовку закрепляют в патроне поворотом ключа, который вводится в гнездо винта каждого кулачка в отдельности.
Заготовки валов с L/D>4 обрабатываются с установкой коническими поверхностями центровых отверстий на центрах станка. Центровые отверстия стандартизованы по ГОСТ 14034-68.
В качестве зажимных приспособлений используют передний и задний опорные центра. Передний опорный центр является жестким (вращается вместе со шпинделем), задний, как правило, подвижный. Для передачи вращения от шпинделя к заготовке, установленной в центрах, применяют поводковые устройства – поводковый патрон (планшайба) и хомутик (рис. 4,5).
Валики небольшого диаметра (до 20 мм) закрепляют в обратных центрах (рис. 4,6). Заготовка увлекается во вращение за счет трения в переднем центре. Возможен также вариант закрепления заготовки из проката в 3-кулачковом патроне с поддержкой центром (рис. 4,7).
При обработке нежестких валов, L/D>10, используют дополнительные приспособления – люнеты, позволяющие исключить отжим заготовки, приводящий к искажению формы детали (бочкообразность).
Люнеты бывают неподвижные, закрепляемые на направляющих станины (рис. 4,8) и подвижные, закрепляемые на каретке суппорта и движущиеся вместе с ним (рис. 4,9).
Приспособление Условное обозначение
на технологических эскизах
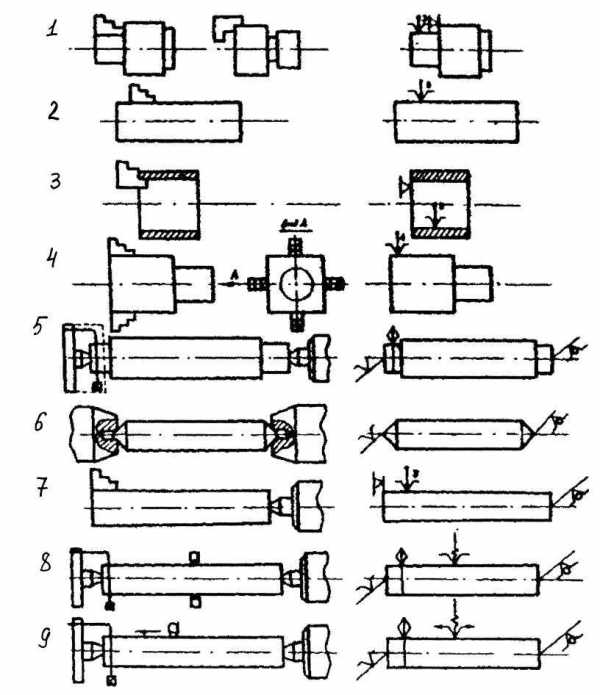
Рис. 4. Закрепление заготовок при токарной обработке
studfiles.net
Виды работ, выполняемых на токарных станках
Расскажите об устройстве токарного станка и перечислите основные виды работ, выполняемые на токарных станках. [c.319]ВИДЫ РАБОТ, ВЫПОЛНЯЕМЫХ НА ТОКАРНЫХ СТАНКАХ [c.538] В связи с разнообразными видами работ, выполняемыми на токарных станках, требуются следующие виды резцов проходные (черновые и чистовые), подрезные, отрезные, резьбовые, фасонные и др. [c.132]
Работы, выполняемые на токарных станках. Токарные станки являются наиболее универсальными из всех видов металлорежущего оборудования. На них можно производить разнообразные работы обтачивать, растачивать цилиндрические (рис. 12.6, а и б), конические и фасонные поверхности вращения, подрезать торцы (рис. 12.6, в) и соответственно обрабатывать плоскости, прорезать канавки, нарезать резцом крепежные и ходовые резьбы любого профиля. Кроме того, на токарных станках с помощью инструментов, устанавливаемых в пиноли задней бабки, можно производить сверление, зенкерование, зенкование и развертывание отверстий, расположенных соосно со шпинделем станка, а также нарезать внутренние и наружные крепежные резьбы с помощью метчиков и плашек. Точность и шероховатость, достигаемые на токарных станках, следующие при черновой обработке квалитеты 12-14 и Д =160 – 80 мкм при чистовой обработке квалитеты 9-10 и R =40-. 0 мкм при тонкой чистовой обработке алмазным инструментом квалитеты 6-7 и /г =1,25-0,63 мкм. [c.363]
Работы, выполняемые на токарных станках. Токарные станки являются наиболее универсальными из всех видов металлорежущего оборудования. На них можно-производить разнообразные работы обтачивать, растачивать цилиндрические (рис. 54, а а б), конические и фасонные поверхности вращения, подрезать торцы (рис. 54, в) и соответственно обрабатывать плоскости, [c.184]
Нарезание резьбы резцами является одним из самых сложных видов работ, выполняемых на токарно-винторезных станках. Профиль резьбы обеспечивается соответствующей заточкой режущего инструмента, а шаг — настройкой кинематических цепей станка. При настройке необходимо так согласовать скорости главного движения и подачи, чтобы за один оборот заготовки резец переместился в продольном направлении на величину шага нарезаемой резьбы. Для нарезания большинства стандартных резьб настройка производится установкой рукояток коробки подач в заданное положение. Если требуется нарезать резьбы нестандартных шагов или резьбы повышенной точности, то производятся соответствующие расчеты гитары сменных зубчатых колес. [c.441]
Примечания 1. К токарным отнесены все виды токарных работ, выполняемых на токарных, револьверных, карусельных н расточных станках. [c.87]
Ниже приведены режимы резания для следующих видов работ, выполняемых на малых токарных станках различных [c.502]
На токарных станках обрабатывают, как правило, детали типа тел вращения, к которым относятся гладкие и ступенчатые валы (рис. 1.11, а), зубчатые колеса (рис. 1.11,6), втулки (рис. 1.11, в), крышки (рис. 1.11,г), шкивы (рис. 1.11,й). Виды выполняемых работ обтачивание, растачивание подрезание уступов, торцов, буртиков обработка наружных и внутренних поверхностей вращения растачивание канавок различного профиля отрезание сверление, зенкерование развертывание, нарезание резьбы. [c.17]
В качестве примера рассмотрим процесс получения управляющей программы для станков с ЧПУ при обработке деталей на токарных станках, Процессором являются программы синтеза операционной технологии. Исходная информация для проектирования чертеж детали, метод получения заготовки, тип оборудования. Синтез выполняется на основе обобщенного технологического процесса-аналога, Результат синтеза — модель объекта в виде совокупности контуров операционных эскизов, получаемых на отдельных последовательно выполняемых операциях обработки детали (см. рис. 8.3, а, б). Постпроцессор включает алгоритмы и программы, которые для каждой операции решают задачи определения количества требуемых инструментов и последовательности их работы расчета геометрии режущей части назначения режимов резания определения траекторий перемещений инструмен- [c.223]
В графе Наименование и содержание операций записывается название операции и краткое перечисление работ, выполняемых в данной операции. Операции получают название от того вида оборудования, на котором они выполняются, например, токарная, токарно-револьверная, фрезерная, зубофрезерная, расточная и т. д. Если на токарном или карусельном станке производится растачивание, то эта операция будет называться токарная или карусельная, но не расточная . Если в технологическом процессе имеются, кроме станочных, и другие операции, то они тоже вносятся в карту, например термическая обработка , слесарная и т. п. [c.80]
Назначение, область применения и типы. Резец является наиболее распространенным инструментом в металлообрабатывающей промышленности. Он применяется при работе на токарных, револьверных, карусельных, расточных, строгальных, долбежных станках, токарных автоматах, полуавтоматах и на многих других станках специального назначения. Многообразие применения резцов породило множество форм конструкций и геометрических параметров их, которые меняются в зависимости от вида станка и рода выполняемой работы. [c.138]
Резец является одним из наиболее простых и распространенных видов режущих инструментов. Применяются резцы на токарных, строгальных, долбежных и других станках. В зависимости от вида станка и рода выполняемой им работы применяются резцы различных типов. [c.240]
Резцы являются наиболее распространенными металлорежущими инструментами. В настоящее время применяются резцы различных типов, которые меняются в зависимости от вида станка и рода выполняемой работы. Резцы применяются при работе на токарных, строгальных, долбёжных, револьверных, расточных станках, автоматах. Основные типы резцов и область их применения приведены в табл. 4. [c.28]
Соответственно данной классификации на фиг. 68 дана классификация по технологическим признакам универсальных токарных автоматов и полуавтоматов, нашедших широкое применение в нашей промышленности. Схемы помещены в соответствии с выполняемой на станках работой и видом обрабатываемой заготовки и показывают, какие рабочие органы и какие движения должны иметь автоматы для выполнения ранее рассмотренных работ. [c.69]
В связи с большим разнообразием выполняемых работ на станках токарной группы применяют и различные виды режущих инструментов резцы, сверла, зенкеры, развертки, метчик, но основные из них — резцы. [c.344]
Экспериментальный научно-исследовательский институт (ЭНИМС) классифицировал все металлорежущие станки по виду выполняемых работ и применяемых режущих инструментов на группы 1) токарные 2) сверлильные и расточные 3) шлифовальные, полировальные, доводочные и заточные 4) комбинированные [c.4]
Работы, выполняемые на токарных станках. Токарные станки являются наиболее универсальными из всех видов металлорежущего оборудования. На них можно выполнять самые разнообразные работы обтачивать и растачивать цилиндрические, конические и фасонные поверхности вращения, подрезать торцы и соответст венно обрабатывать плоскости, прорезать канавки различного профиля, производить отрезание, нарезать резцом крепежные и ходовые резьбы любого профиля. Кроме того, на токарных станках инструментами, уста навливаемыми в пиноли задней бабки, можно сверлитв ) [c.352]
Работы, выполняемые на токарных станках. Токарш ге станки являются наиболее универсальными из всех видов металлорежущего оборудования. На них можно выполнять самые разнообразные работы обтачивать и растачивать цилиндрические, конические и фасонные поверхности вращения подрезать торцы и соответственно обрабатывать плоскости прорезать канавки различного профиля производить отрезание нарезать резцом крепежные и ходовые резьбы [c.281]
Текоторые виды оснастки позволяют выполнять на данном станке возможно большее число различных операций. Так, например, на токарном станке при использовании специальной оснастки возможно производить не только различные токарные операции, но также фрезерные, шлифовальные и сверлильные. При этом следует указать, что эти станки дают меньшую точность, чем узкоспециальные станки. Узкоспециальные станки отличаются от ушивер-еальных станков тем. что их выполняют с таки 1 расчетом, чгобы точность их работы соответствовала тем точностя т, которые предусмотрены для данной детали, выполняемой на этом станке. [c.8]
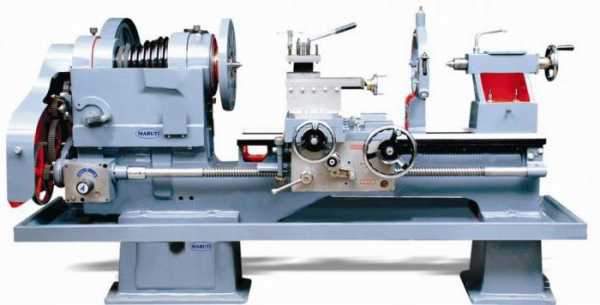
Устройство современного универсального токарно-винторезного станка. На рис. 182 дан общий вид универсального токарно-винторезного станка модели 1К62 завода Красный пролетарий . Этот станок предназначен для разнообразных токарных работ, выполняемых в центрах [c.344]
mash-xxl.info